
被研磨物保持キャリア材用基材、および製造方法
【課題】端材のリサイクルが可能な被研磨物保持キャリア材用基材を提供すること。
【解決手段】熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、の抄造体で構成される被研磨物保持キャリア材用基材であって、熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、を分散媒に添加し混合することによりスラリーを得る混合工程と、前記混合行程により得られたスラリーを抄造し脱分散媒乾燥することにより抄造シートを得る抄造工程と、前記抄造シートを所定の形状に加工することにより素形体を得る加工工程と、前記素形体を加熱加圧する工程を含むことを特徴とする被研磨物保持キャリア材用基材の製造方法により達成される。
【解決手段】熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、の抄造体で構成される被研磨物保持キャリア材用基材であって、熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、を分散媒に添加し混合することによりスラリーを得る混合工程と、前記混合行程により得られたスラリーを抄造し脱分散媒乾燥することにより抄造シートを得る抄造工程と、前記抄造シートを所定の形状に加工することにより素形体を得る加工工程と、前記素形体を加熱加圧する工程を含むことを特徴とする被研磨物保持キャリア材用基材の製造方法により達成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被研磨物保持キャリア材用基材、および製造方法に関する。
【背景技術】
【0002】
被研磨物保持キャリア材は、半導体ウエハ、液晶ディスプレイガラスあるいはハードディスク等のディスク状の被研磨物を平面研磨機で研磨する際に、その被研磨物の保持手段として用いられる。この被研磨物保持キャリア材は、被研磨物を保持するための保持穴を有するとともに、装着する研磨機に合わせた形状に加工されている。
【0003】
近年、被研磨物保持キャリア材は、被研磨物の生産性向上のために大型化(大面積化)が進んでおり、この大型化に伴い発生する加工歪を抑制したものが開発されている。(特許文献1参照)
【0004】
また近年、被研磨物の大口径化も進んでおり、これにより一枚の被研磨物保持キャリア材を製造する際に生じる端材の量が増加している。端材量の増加は、被研磨物保持キャリア材を製造する工程の非効率化を招き、最終的に被研磨材の製造原価を大きく押し上げる要因となる可能性が考えられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−038609
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、端材のリサイクルが可能な被研磨物保持キャリア材用基材を提供することにある。
【課題を解決するための手段】
【0007】
このような目的は、以下の(1)〜(6)に記載される本発明により達成される。
(1)熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、の抄造体で構成される被研磨物保持キャリア材用基材。
(2)前記抄造体は、繊維状充填剤を10重量%以上、90重量%以下含む上記(1)に記載の被研磨物保持キャリア材用基材。
(3)前記繊維状充填剤の平均繊維長が0.5mm以上、20mm以下である上記(1)または(2)に記載の被研磨物保持キャリア材用基材。
(4)前記繊維状充填剤がガラス繊維を含むものである上記(3)に記載の被研磨物保持キャリア材用基材。
(5)前記熱硬化性樹脂がエポキシ樹脂である上記(1)〜(4)のいずれか1つに記載の被研磨物保持キャリア材用基材。
(6)熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、を分散媒に添加し混合することによりスラリーを得る混合工程と、前記混合行程により得られたスラリーを抄造し脱分散媒乾燥することにより抄造シートを得る抄造工程と、前記抄造シートを所定の形状に加工することにより素形体を得る加工工程と、前記素形体を加熱加圧する工程を含むことを特徴とする被研磨物保持キャリア材用基材の製造方法。
【発明の効果】
【0008】
本発明によれば、端材のリサイクルが可能な被研磨物保持キャリア材用基材を提供することができる。
【図面の簡単な説明】
【0009】
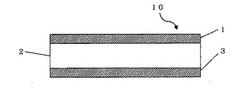
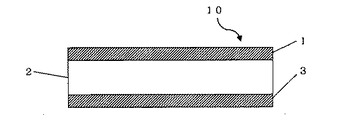
【図1】本発明の被研磨物保持キャリア材用基材の第一実施形態の模式図である。
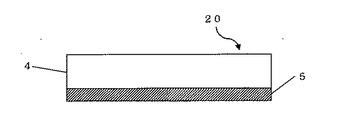
【図2】本発明の被研磨物保持キャリア材用基材の第二実施形態の模式図である。
【発明を実施するための形態】
【0010】
以下、本発明の被研磨物保持キャリア材用基材、および製造方法について、具体的な実施形態に基づいて詳細に説明する。
【0011】
本発明の被研磨物保持キャリア材用基材は、熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、の抄造体で構成される被研磨物保持キャリア材用基材である。
【0012】
本発明の被研磨物保持キャリア材用基材の製造方法は、熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、を分散媒に添加し混合することによりスラリーを得る混合工程と、前記混合行程により得られたスラリーを抄造し脱分散媒乾燥することにより抄造シートを得る抄造工程と、前記抄造シートを所定の形状に加工することにより素形体を得る加工工程と、前記素形体を加熱加圧する工程を含むことを特徴とする被研磨物保持キャリア材用基材の製造方法である。
【0013】
<被研磨物保持キャリア材用基材の製造方法>
まずは、本発明の被研磨物保持キャリア材用基材の製造方法について説明する。
【0014】
本発明の被研磨物保持キャリア材用基材の製造方法は、熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、を分散媒に添加し混合することによりスラリーを得る混合工程と、前記混合行程により得られたスラリーを抄造し脱分散媒乾燥することにより抄造シートを得る抄造工程と、前記抄造シートを所定の形状に加工することにより素形体を得る加工工程と、前記素形体を加熱加圧する工程を含むことを特徴とする被研磨物保持キャリア材用基材の製造方法である。
【0015】
(混合工程)
混合工程では、熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、を分散媒に添加し混合することによりスラリーを得る。スラリー組成物を調製する際の分散媒への添加順序は特に限定されず、組成物の分散状態を確認しながら順次分散媒中に添加することができる。混合方法は、特に限定しないが、パルパーなどの公知のミキサーを用いることができる。この工程において、気泡の発生を抑制する目的で、一般に抄造の際に用いられる公知の消泡剤を用いることができる。混合条件としては、均一なスラリー組成物を得ることができるよう適宜選択できるが、例えば、樹脂と繊維状充填剤を0.5重量%の濃度になるよう分散媒に添加し、1500rpmで30分攪拌した後、あらかじめ分散媒に溶解した定着剤を重量0.05重量%添加して500rpmで1分攪拌して、スラリー組成物を調製する。
【0016】
前記熱硬化性樹脂としては、フェノール樹脂、エポキシ樹脂、ジアリルフタレート樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、メラミン樹脂、キシレン樹脂、フラン樹脂、ポリイミド樹脂等からなる群から選ばれる少なくとも一つ以上を用いることが好ましい。これらの中でも、研磨液に対する耐薬品性が大きいことからエポキシ樹脂を使用することが好ましいが、その他の必要特性に応じて適宜選択して使用することができる。
【0017】
前記熱可塑性樹脂としては、ポリテトラフルオロエチレン、超高分子量ポリエチレン等のポリエチレン系樹脂、ポリオキシメチレン、ポリエーテルエーテルケトン、ポリエーテルイミド等のポリエーテル系樹脂、ナイロン等のポリアミド樹脂、ポリアミドイミド系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル系樹脂、ポリプロピレン、ポリアリレート、ポリエーテルスルホン、ポリスルホン、アクリロニトリル・ブタジエン・スチレン共重合体、ポリフェニレンサルファイド等からなる群から選ばれる少なくとも一つ以上を用いることが好ましく、研磨液に対する耐薬品性等の必要特性に応じて適宜選択して使用することができる。
【0018】
前記熱硬化性樹脂および熱可塑性樹脂は、特に限定しないが、抄造することにより繊維状充填材と複合化することから、常温で粒子状であり、分散媒に不溶であることが望ましい。
【0019】
前記繊維状充填剤は、特に限定しないが、ガラス繊維、炭素繊維、スチール繊維、アルミナ繊維等の無機繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、ポリアリレート繊維、ナイロン繊維、アラミド繊維、ポリエステル繊維、アクリル繊維、ビニロン繊維、セルロース繊維等の有機繊維からなる群から選ばれる少なくとも一つ以上を用いることが好ましい。前記有機繊維は、フィブリル化したパプル繊維であってもよい。これらの中でも、被研磨物保持キャリア材用基材として必要な剛性が得られやすいことから、ガラス繊維が含まれることがより好ましい。
【0020】
前記繊維状充填剤の平均繊維長は、0.5mm以上、20mm以下で含むことが好ましく、さらに好ましくは、1mm以上、15mmである。前記下限値未満とすると、補強効果が不十分になる恐れがある。前記上限値を超えると、均一に分散できないため機械的特性が不均一となり、そりやねじれ等の加工歪が生じる恐れがある。ここで、前記繊維状充填剤が2つ以上用いられる場合、そのうちのいずれか1つ以上が前記範囲を満たしていることが好ましい。
【0021】
前記分散媒は、前記抄造体構成物を均一に分散し得るものであれば、特に限定しないが、水、メタノール、エタノール等が挙げられる。また、分散液は下記の成分を含んでいてもよい。例えば、硬化剤、酸化防止剤、難燃剤、耐光性、紫外線吸収剤、光安定剤、塗面改良剤、熱重合禁止剤、レベリング剤、界面活性剤、着色剤、保存安定剤、分散剤、可塑剤、滑剤、フィラー、無機粒子、劣化防止剤、濡れ性改良剤、帯電防止剤、導電剤、粘度調整剤、抗菌剤等が挙げられる。
【0022】
前記定着剤は、抄造体を構成する成分を弱い化学結合等で凝集させるために用いられるものであり、要求される特性を極端に損なうことのない範囲で含んでいてもよく、特に限定されないが、例えば、ポリエチレンオキシド、カチオン性ポリアクリルアミド、アニオン性ポリアクリルアミド、ホフマンアクリルアミド、マンニックポリアクリルアミド、両性共重合ポリアクリルアミド、カチオン化澱粉、両性澱粉等が挙げられる。
【0023】
(抄造工程)
抄造工程では、前記混合工程により得られたスラリーを抄造し脱分散媒乾燥することにより抄造シートを得る。抄造は、箱型抄紙機や、長網抄紙機や丸網抄紙機といった連続抄紙機など公知の抄造装置を用いて行うことができ、箱形抄紙機などのバッチ式での抄紙機を用いた場合は、抄造後の紙状物を金枠等に保持し、乾燥機などで乾燥する。連続抄紙機を用いた場合は、そのまま乾燥工程を経てローラーへ巻き取ることができる。抄造条件としては、スラリー組成物中の材料と分散媒を分離できるよう適宜選択できるが、例えば、分散媒に水を用いて調製したスラリー組成物を、抄造帯で被研磨物保持キャリア材用基材の厚さに相当する材料量を抄き上げした後、105℃で30分、脱水乾燥して抄造シートを作製する。
【0024】
なお、抄き上げの回数によって抄造シートの厚さを適宜調整することができる。
【0025】
前記抄造シートは、抄造体で構成されるシートのことであり、繊維がランダムに分散し形成されているため、方向性を持たず全方向にほぼ等しい強度や剛性を備えた特性を有することができる。これは、キャリア材の大型化に伴う「そり」の発生を抑制することに繋がると考えられる。
【0026】
前記抄造体は、繊維状充填剤を10重量%以上、90重量%以下で含むことが好ましく、さらに好ましくは、20重量%以上、80重量%以下である。
【0027】
前記抄造体は、要求される特性を極端に損なうことのない範囲で、定着剤、熱硬化性樹脂を硬化させるための硬化剤、硬化促進剤、充填材、シランカップリング剤、着色剤、難燃剤および離型剤などの添加剤を含むことができる。
【0028】
(加工工程)
加工工程では、前記乾燥工程で得られた抄造シートを、NC加工機等を用い、所定の形状に加工することにより素形体を得る。所定の形状とは、最終の形状(被研磨物や装着する研磨機に合わせた形状)に近く、それよりやや大きい形状である。具体的には、後述する加熱加圧工程における収縮率を踏まえ、それを加味した分だけ最終形態よりも大きい形状であればよい。
【0029】
前記加工工程により発生した端材は、分散媒に添加することによりもう一度基材の原料として簡単にリサイクルすることができる。これは、端材が熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、を抄造して作られているため、それら組成物は分散媒に添加するだけで簡単に分離できるからである。これにより、本発明の製造方法により得られる被研磨物保持キャリア材用基材は、製造歩留まりを改善することができると考えられる。一方、キャリア材用基材を、ガラスクロスのような繊維織布に樹脂含浸させて作製する場合、端材に残る繊維織布を復元することが困難であり、また、繊維からなる不織布を樹脂含浸させて作製する場合も、端材からの樹脂除去が困難であり、リサイクルに適さないと考えられる。
【0030】
(加熱加圧工程)
加熱加圧工程では、特に限定されないが、前記抄造工程にて得られた抄造シートを加熱プレスや金型による加熱圧縮成形等により成形する。加熱プレスの方法としては、特に規定はなく、公知のプレス機などを用いることにより行うことができる。このときの加圧加熱成形における加圧力は、樹脂の組成や硬化温度、また最終の基材の厚みを考慮した条件に応じて適宜設定されるが、例えば、0.5MPa以上であるのが好ましく、1〜50MPa程度であるのがより好ましく、2〜30MPa程度であるのがさらに好ましい。加圧力を前記範囲内とすることにより、複合材料の機械的強度を十分に高めることができる。そして、寸法精度が高く固化または硬化後の変形が抑制されたキャリア材用基材の製造が可能になる。更に、その後、樹脂を完全に硬化させる目的で、後硬化を行うこともできる。この後硬化いついては特に規定はなく、用いた樹脂の硬化温度等を考慮して適宜決定できる。
【0031】
被研磨物保持キャリア用基材は、加熱加圧工程の後、NC加工機等を用い、被研磨物や装着する研磨機に合わせた最終の形状に加工することができる。
【0032】
このようにして得られた抄造体で構成される被研磨物保持キャリア材用基材は、片面または両面に被覆層を形成しても良い。
【0033】
<被研磨物保持キャリア材用基材>
次に、前述の製造方法で得られた被研磨物保持キャリア材用基材について説明する。
【0034】
<第一実施形態>
まず、本発明の被研磨物保持キャリア材用基材の第一実施形態について説明する。
【0035】
図1は、本発明の第一実施形態に係る被研磨物保持キャリア用基材を説明するための図(縦断面図)である。以下の説明では、説明の便宜上、図1の上側を「上」、下側を「下」という。
【0036】
本発明の第一実施形態では、上述した抄造体で構成される被研磨物保持キャリア材用基材2の上に第一被覆層1、および下に第二被覆層3を有している。
【0037】
第一被覆層1は、熱硬化性樹脂、光硬化性樹脂、熱可塑性樹脂等の樹脂であれば特に限定されず、これらを2種以上含んでもよいが、熱可塑性樹脂から構成されるものが好ましい。熱可塑性樹脂で構成されることで、硬化処理する工程を含む必要が無く、第一被覆層1を簡便に構成することができ、被研磨物保持キャリア材用基材の組立が簡便となる。
【0038】
前記熱可塑性樹脂としては、被研磨物保持キャリア材用基材としての使用寿命が長くなるよう研磨液に対する耐摩耗性が良好な樹脂が好ましく、例えば、ポリテトラフルオロエチレン、超高分子量ポリエチレン等のポリエチレン系樹脂、ポリオキシメチレン、ポリエーテルエーテルケトン、ポリエーテルイミド等のポリエーテル系樹脂、ポリアミドイミド系樹脂、ポリフェニレンサルファイド等が挙げられる。これらの中でも、ポリエチレン系樹脂、ポリエーテル系樹脂、ポリアミドイミド系樹脂が好ましく、これらを選択することで、より耐摩耗性が良好となる。
【0039】
第一被覆層1の厚みは、化学的機械研磨加工において被研磨物の研磨分以上の厚さがあれば特に限定されるものではないが、10μm以上、100μm以下であることが好ましく、さらに25μm以上、85μm以下であることが好ましい。前記範囲内にあることで、被覆層の厚み精度良く被覆しやすいの点で優れたものとなる。
【0040】
第二被覆層3は、熱硬化性樹脂、光硬化性樹脂、熱可塑性樹脂等の樹脂であれば特に限定されず、これらを2種以上含んでもよいが、熱可塑性樹脂から構成されるものが好ましい。また、第二被覆層3は、第一被覆層1と同じ樹脂構成のものを使用しても別の樹脂構成のものを使用してもよい。研磨精度の観点から、同じ樹脂構成のものを使用するのが好ましい。
【0041】
被研磨物保持キャリア材用基材2の表面に第一被覆層1を被覆する方法としては、第一被覆層1の樹脂を溶剤に溶解した溶液を被研磨物保持キャリア材用基材2に塗布し、溶剤を乾燥させて樹脂を被覆させる方法、または、第一被覆層1に用いる樹脂の樹脂フィルムを被研磨物保持キャリア材用基材2へ粘着剤層を介して貼り合わせることで樹脂を被覆させる方法を用いることができる。
【0042】
前記粘着剤層には、例えば、アクリル系粘着剤、ウレタン系粘着剤、ゴム系粘着剤等の両面テープを使用することができ、不織布、発砲体、樹脂フィルム等の芯材の両面に粘着剤が被覆された両面テープ、フィルム基材がなく粘着剤のみの両面テープであってもよい。ここで、研磨液に対する耐薬品性、再剥離性に優れた粘着性能を有する両面テープを用いることが好ましい。
【0043】
被研磨物保持キャリア材用基材2の表層に第二被覆層3を被覆する方法としては、第一被覆層1と同様の方法で被覆することができる。
【0044】
第一実施形態における被研磨物保持キャリア材10の厚みは、被研磨物の研磨目標厚みであれば特に限定されないが、500μm以上、1200μm以下が好ましく、特に好ましくは600μm以上、1000μm以下である。前記範囲内であることで、被研磨物を安定的に保持することができ、精度の良い被研磨物を得ることができる。
【0045】
第一実施形態における第一被覆層1と、被研磨物保持キャリア材用基材2と、第二被覆層3の厚み比率は、第一被覆層1の厚みをA、被研磨物保持キャリア材用基材2の厚みをB、第二被覆層3の厚みをCとすると、0.8<A/C<1.2、0.01<(A+C)/B<2.0の範囲であることが好ましく、0.9<A/C<1.1、0.015<(A+C)/B<1.0であることがさらに好ましい。前記範囲内であることで、被覆層を有する被研磨物保持キャリア材用基材10の剛性が十分なものとなり、そのライフが十分なものとなる。
【0046】
被研磨物保持キャリア材用基材2の表層に第一被覆層1および第二被覆層3が設けられた被研磨物保持キャリア材10は、NC加工機等を用い、被研磨物を保持するための保持穴の穴空けをし、装着する研磨機に合わせた形状に合わせた加工をすることより得られる。
【0047】
さらに、化学的機械研磨加工に使用されて使用済みとなった被研磨物保持キャリア材10を使用前の形態に復元させる方法として、第一被覆層1および/または第二被覆層3の研磨分を被覆して復元させる方法、または、被研磨物保持キャリア材用基材2を取り出して再利用し、第一被覆層1および/または第二被覆層3を新たに構成する方法とがある。
【0048】
第一被覆層1の研磨分を被覆して復元させる方法としては、第一被覆層1の樹脂を溶剤に溶解した溶液を、使用された第一被覆層1の表面、または取り出した被研磨物保持キャリア材用基材2の上面に塗布し、溶剤を乾燥させて樹脂を被覆する方法がある。また、取り出した被研磨物保持キャリア材用基材2の上面に第一被覆層1を新たに構成する方法として、第一被覆層1に用いる樹脂の樹脂フィルムを被研磨物保持キャリア材用基材2の形状に加工し、被研磨物保持キャリア材用基材2の上面に粘着剤層を介して貼り合わせることで樹脂を被覆させる方法を用いることができる。樹脂の被覆後、不要な第一被覆層1の樹脂が残る場合は、不要な樹脂を取り除くための仕上げ加工を行い、使用前の形態に復元する。
【0049】
第二被覆層3の研磨分を被覆して復元させる方法としては、第一被覆層1と同様の方法を用いることができる。つまり、第二被覆層3の樹脂を溶剤に溶解した溶液を、使用された第二被覆層3の表面、または取り出した被研磨物保持キャリア材用基材2の下面に塗布し、溶剤を乾燥させて樹脂を被覆する方法がある。また、取り出した被研磨物保持キャリア材用基材2の下面に第二被覆層3を新たに構成する方法として、第二被覆層3に用いる樹脂の樹脂フィルムを被研磨物保持キャリア材用基材2の形状に加工し、被研磨物保持キャリア材用基材2の下面に粘着剤層を介して貼り合わせることで樹脂を被覆させる方法を用いることができる。樹脂の被覆後、不要な第二被覆層3の樹脂が残る場合は、不要な樹脂を取り除くための仕上げ加工を行い、使用前の形態に復元する。
【0050】
このようにして得られた被研磨物保持キャリア材は、半導体ウエハ、ハードディスク用アルミディスクやガラスディスク、液晶表示用ガラス基板等の被研磨物を保持するための保持穴に被研磨物を保持し、市販の研磨装置に装着し、化学的機械研磨加工を行うことができる。このとき、研磨装置は片面研磨のものであっても、両面研磨のものであってもよい。
【0051】
<第二実施形態>
次に、本発明の被研磨物保持キャリア材用基材の第二実施形態について説明する。
【0052】
図2は、本発明の第二実施形態に係る被研磨物保持キャリア材用基材を説明するための図(縦断面図)であって、本発明の被研磨物保持キャリア材用基材の第二実施形態は、上述した抄造体で構成される被研磨物保持キャリア材用基材4と、その一方の面に被覆層5とを有する被研磨物保持キャリア材用基材である。
【0053】
以下、第二実施形態について説明するが、前記第一実施形態との相違点を中心に説明し、同様の事項については、その説明を省略する。なお、図2において、第一実施形態と同様の構成部分については、先に説明した図1と同様の符号を付している。
【0054】
本実施形態における、被研磨物保持キャリア材用基材4は、第一実施形態の被研磨物保持キャリア材用基材2と同様のものを使用することができ、被覆層5は第一実施形態の第一被覆層1および第二被覆層3と同様のものである。
【0055】
被研磨物保持キャリア材20の厚みは被研磨物の研磨目標厚みの厚みであれば特に限定されないが、500μm以上、1200μm以下が好ましく、特に好ましくは600μm以上、1000μm以下である。前記範囲内であることで、被研磨物を安定的に保持することができ、精度の良い被研磨物を得ることができる。
【0056】
被研磨物保持キャリア材用基材20における被研磨物保持キャリア材用基材4と、被覆層5との厚み比率は、被研磨物保持キャリア材用基材4の厚みをD、被覆層5の厚みをEとすると、0.005<E/D<1.0の範囲であることが好ましく、0.01<E/D<0.5であることがさらに好ましい。前記範囲内であることで、被研磨物保持キャリア材用基材20の剛性が十分なものとなり、そのライフが十分なものとなる。
【0057】
本実施形態の被研磨物保持キャリア材は、半導体ウエハ、ハードディスク用アルミディスクやガラスディスク、液晶表示用ガラス基板等の被研磨物を保持するための保持穴に被研磨物を保持し、市販の研磨装置に装着し、化学的機械研磨加工を行うことができる。このとき、研磨装置は片面研磨装置であることが好ましい。
【0058】
前記第一実施形態および第二実施形態における被研磨物保持キャリア材用基材は、被覆層を有しているが、本発明の被研磨物保持キャリア材用基材はそれに限定されることなく、被覆層を有さない被研磨物保持キャリア材として使用することができる。
【実施例】
【0059】
以下、本発明を実施例により具体的に説明するが、本発明はこれらの実施例によって何ら制約されるものではない。
【0060】
(実施例1)
1)被研磨物保持キャリア材用基材の製造
<混合工程>
ビフェニル型エポキシ樹脂(YX4000、三菱化学製)285重量部、2−フェニルイミダゾール(キュアゾール2PZ−PW、四国化成製)1重量部、および、繊維状充填剤としてケブラーパルプ(1F303、東レ・デュポン製)165重量部(固形分89重量部)、ガラス繊維(CS3J−888、11μm径、3mm長、日東紡製)を270重量部(固形分245重量部)加え、さらに固形分の濃度が0.5質量%になるよう水に分散させた後、800ppmのポリエチレンオキシド水溶液を添加し、スラリーを調製した。
<抄造工程>
上記スラリーを抄造、脱水、80℃で2時間乾燥した後に、105℃で30分熱処理して、縦300mm×横300mm×厚さ5mmの抄造シートを作製した。
<加工工程>
上記抄造シートを、円形状に作製したトムソン刃を使用した打ち抜きにより、外径220mmの円形に加工した素形体を得た。
<加熱加圧工程>
上記素形体を、最上面および最下面に厚さ35μmの離型紙を重ねて、圧力10MPa、設定温度160℃で30分間加熱加圧成形を行い、厚さ720μmの被研磨物保持キャリア材用基材を得た。
また、上記加工工程で発生した端材は、リサイクル原料として使用し、上記混合工程で使用した原料を補充して、上記混合工程と同様にしてスラリーを調製した後、上記抄造工程、加工工程と同様にして、抄造シート、素形体が得られた。
【0061】
2)被覆層の形成
上記被研磨物保持キャリア材用基材の両表面に、ポリエーテルイミド(Ultem1000、GEプラスチックス製)の押出成形より作製された25μm厚ポリエーテルイミドフィルムを両面テープ(DF8365K、厚さ115μm、芯材25μmPET、アクリル系粘着剤、東洋インキ工業製)で貼付し、両面を2.5μmずつ研摩して、厚さ995μmの被研磨物保持キャリア材を得た。
上記被研磨物保持キャリア材から、被研磨物の保持穴(50mm径)7つを有する外径200mmの円形に加工した被研磨物保持キャリア材を5枚作製した。この被研磨物保持キャリア材1枚あたり1.0mm厚のアルミニウムディスク7枚を保持させ、片面研磨装置(Model 6EC、STRASBAUGH社製)を用い、以下の研磨条件で化学的機械研磨加工を5枚の被研磨保持材について実施し、計35枚のアルミニウムディスクを研磨加工したところ、研磨加工中に被研磨物保持キャリア材から被研磨物が外れるものは無かった。
(研磨加工条件)
面圧:700gf/cm2
テーブル回転数:40rpm
チャック回転数:40rpm
研磨液:粒径70nm以上、pH12、固形分濃度:5%のコロイダルシリカ(NALCO2371)
研磨液流量:150ml/min
研磨時間:120min
【0062】
(実施例2)
繊維状充填剤として、ガラス繊維をパラ型アラミド繊維(テクノーラT32PNW、12μm径、3mm長、帝人テクノプロダクツ製)168重量部(固形分134重量部)とした以外は、実施例1と同様に被研磨物保持キャリア材用基材を作製した。
【0063】
(実施例3)
実施例1のエポキシ樹脂をビスフェノールA型エポキシ樹脂(jER1001、三菱化学製)100重量部、ノボラック型フェノール樹脂(PR−50731、住友ベークライト製)185重量部とした以外は、実施例1と同様に被研磨物保持キャリア材用基材を作製した。
(実施例4)
繊維状充填剤として、ガラス繊維(CS6J−888、11μm径、6mm長、日東紡製)270重量部(固形分245重量部)とした以外は、実施例1と同様に被研磨物保持キャリア材用基材を作製した。
【0064】
(比較例1)
ビスフェノールA型エポキシ樹脂(エピクロン850、DIC製)100重量部、ジシアンジアミド(日本カーバイド工業製)3.6重量部および2−メチルイミダゾール(キュアゾール2MZ、四国化成製)0.1重量部にジメチルホルムアミドを加え、不揮発分濃度55重量%となるようにエポキシ樹脂ワニスを調製した。
上記樹脂ワニスを、ガラス繊布(WEA−116E、平織、厚さ95μm、日東紡製)100重量部に対して、固形分で80重量部含浸させて、150℃の乾燥炉で5分間乾燥させ、樹脂含有量44重量%のシート状エポキシ樹脂複合材を作製した。
上記シート状エポキシ樹脂複合材を10枚重ね、最上面および最下面に厚さ35μmの離型紙を重ねて、圧力4MPa、設定温度200℃で120分間加熱加圧成形を行い、厚さ1029μmのガラス織布基材エポキシ樹脂積層板を得た。
上記ガラス織布基材エポキシ樹脂積層板の両面を17μmずつ研磨して、厚さ995μmの被研磨物保持キャリア材用積層板を得た。
上記被研磨物保持キャリア材用積層板を実施例1と同様に、外形および被研磨物の保持穴を加工して被研磨物保持キャリア材を得た。実施例1と同様にアルミディスクの化学的機械研磨加工を行ったところ、研磨加工中に被研磨物保持キャリア材から被研磨物が外れたものがあり、研磨加工を中断することとなった。
また、被研磨物保持キャリア材用積層板の加工において発生した端材は、ガラス織布と成形後の樹脂を完全に分離することができず、リサイクル原料として使用できるものは得られなかった。
【0065】
表1に、リサイクルの可否と、加工歪の有無を評価した結果を記載する。加工歪の有無は、目視により評価した。表1では、リサイクルの可否において、○はリサイクル可、×はリサイクル不可を、加工歪の有無において、○は上記研磨加工の実施可、×は上記研磨加工の実施不可を表している。
【0066】
【表1】

【0067】
表1の結果から明らかなように、本発明の被研磨物保持キャリア材用基材は、加工歪を抑制し、端材をリサイクルすることができる。
【産業上の利用可能性】
【0068】
本発明の端材の被研磨物保持キャリア材用基材は、リサイクルが可能な被研磨物保持キャリア材用基材である。
【符号の説明】
【0069】
1 第一被覆層
2 被研磨物保持キャリア材用基材
3 第二被覆層
4 被研磨物保持キャリア材用基材
5 被覆層
10 被研磨物保持キャリア材
20 被研磨物保持キャリア材
【技術分野】
【0001】
本発明は、被研磨物保持キャリア材用基材、および製造方法に関する。
【背景技術】
【0002】
被研磨物保持キャリア材は、半導体ウエハ、液晶ディスプレイガラスあるいはハードディスク等のディスク状の被研磨物を平面研磨機で研磨する際に、その被研磨物の保持手段として用いられる。この被研磨物保持キャリア材は、被研磨物を保持するための保持穴を有するとともに、装着する研磨機に合わせた形状に加工されている。
【0003】
近年、被研磨物保持キャリア材は、被研磨物の生産性向上のために大型化(大面積化)が進んでおり、この大型化に伴い発生する加工歪を抑制したものが開発されている。(特許文献1参照)
【0004】
また近年、被研磨物の大口径化も進んでおり、これにより一枚の被研磨物保持キャリア材を製造する際に生じる端材の量が増加している。端材量の増加は、被研磨物保持キャリア材を製造する工程の非効率化を招き、最終的に被研磨材の製造原価を大きく押し上げる要因となる可能性が考えられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−038609
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、端材のリサイクルが可能な被研磨物保持キャリア材用基材を提供することにある。
【課題を解決するための手段】
【0007】
このような目的は、以下の(1)〜(6)に記載される本発明により達成される。
(1)熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、の抄造体で構成される被研磨物保持キャリア材用基材。
(2)前記抄造体は、繊維状充填剤を10重量%以上、90重量%以下含む上記(1)に記載の被研磨物保持キャリア材用基材。
(3)前記繊維状充填剤の平均繊維長が0.5mm以上、20mm以下である上記(1)または(2)に記載の被研磨物保持キャリア材用基材。
(4)前記繊維状充填剤がガラス繊維を含むものである上記(3)に記載の被研磨物保持キャリア材用基材。
(5)前記熱硬化性樹脂がエポキシ樹脂である上記(1)〜(4)のいずれか1つに記載の被研磨物保持キャリア材用基材。
(6)熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、を分散媒に添加し混合することによりスラリーを得る混合工程と、前記混合行程により得られたスラリーを抄造し脱分散媒乾燥することにより抄造シートを得る抄造工程と、前記抄造シートを所定の形状に加工することにより素形体を得る加工工程と、前記素形体を加熱加圧する工程を含むことを特徴とする被研磨物保持キャリア材用基材の製造方法。
【発明の効果】
【0008】
本発明によれば、端材のリサイクルが可能な被研磨物保持キャリア材用基材を提供することができる。
【図面の簡単な説明】
【0009】
【図1】本発明の被研磨物保持キャリア材用基材の第一実施形態の模式図である。
【図2】本発明の被研磨物保持キャリア材用基材の第二実施形態の模式図である。
【発明を実施するための形態】
【0010】
以下、本発明の被研磨物保持キャリア材用基材、および製造方法について、具体的な実施形態に基づいて詳細に説明する。
【0011】
本発明の被研磨物保持キャリア材用基材は、熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、の抄造体で構成される被研磨物保持キャリア材用基材である。
【0012】
本発明の被研磨物保持キャリア材用基材の製造方法は、熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、を分散媒に添加し混合することによりスラリーを得る混合工程と、前記混合行程により得られたスラリーを抄造し脱分散媒乾燥することにより抄造シートを得る抄造工程と、前記抄造シートを所定の形状に加工することにより素形体を得る加工工程と、前記素形体を加熱加圧する工程を含むことを特徴とする被研磨物保持キャリア材用基材の製造方法である。
【0013】
<被研磨物保持キャリア材用基材の製造方法>
まずは、本発明の被研磨物保持キャリア材用基材の製造方法について説明する。
【0014】
本発明の被研磨物保持キャリア材用基材の製造方法は、熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、を分散媒に添加し混合することによりスラリーを得る混合工程と、前記混合行程により得られたスラリーを抄造し脱分散媒乾燥することにより抄造シートを得る抄造工程と、前記抄造シートを所定の形状に加工することにより素形体を得る加工工程と、前記素形体を加熱加圧する工程を含むことを特徴とする被研磨物保持キャリア材用基材の製造方法である。
【0015】
(混合工程)
混合工程では、熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、を分散媒に添加し混合することによりスラリーを得る。スラリー組成物を調製する際の分散媒への添加順序は特に限定されず、組成物の分散状態を確認しながら順次分散媒中に添加することができる。混合方法は、特に限定しないが、パルパーなどの公知のミキサーを用いることができる。この工程において、気泡の発生を抑制する目的で、一般に抄造の際に用いられる公知の消泡剤を用いることができる。混合条件としては、均一なスラリー組成物を得ることができるよう適宜選択できるが、例えば、樹脂と繊維状充填剤を0.5重量%の濃度になるよう分散媒に添加し、1500rpmで30分攪拌した後、あらかじめ分散媒に溶解した定着剤を重量0.05重量%添加して500rpmで1分攪拌して、スラリー組成物を調製する。
【0016】
前記熱硬化性樹脂としては、フェノール樹脂、エポキシ樹脂、ジアリルフタレート樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、メラミン樹脂、キシレン樹脂、フラン樹脂、ポリイミド樹脂等からなる群から選ばれる少なくとも一つ以上を用いることが好ましい。これらの中でも、研磨液に対する耐薬品性が大きいことからエポキシ樹脂を使用することが好ましいが、その他の必要特性に応じて適宜選択して使用することができる。
【0017】
前記熱可塑性樹脂としては、ポリテトラフルオロエチレン、超高分子量ポリエチレン等のポリエチレン系樹脂、ポリオキシメチレン、ポリエーテルエーテルケトン、ポリエーテルイミド等のポリエーテル系樹脂、ナイロン等のポリアミド樹脂、ポリアミドイミド系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル系樹脂、ポリプロピレン、ポリアリレート、ポリエーテルスルホン、ポリスルホン、アクリロニトリル・ブタジエン・スチレン共重合体、ポリフェニレンサルファイド等からなる群から選ばれる少なくとも一つ以上を用いることが好ましく、研磨液に対する耐薬品性等の必要特性に応じて適宜選択して使用することができる。
【0018】
前記熱硬化性樹脂および熱可塑性樹脂は、特に限定しないが、抄造することにより繊維状充填材と複合化することから、常温で粒子状であり、分散媒に不溶であることが望ましい。
【0019】
前記繊維状充填剤は、特に限定しないが、ガラス繊維、炭素繊維、スチール繊維、アルミナ繊維等の無機繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、ポリアリレート繊維、ナイロン繊維、アラミド繊維、ポリエステル繊維、アクリル繊維、ビニロン繊維、セルロース繊維等の有機繊維からなる群から選ばれる少なくとも一つ以上を用いることが好ましい。前記有機繊維は、フィブリル化したパプル繊維であってもよい。これらの中でも、被研磨物保持キャリア材用基材として必要な剛性が得られやすいことから、ガラス繊維が含まれることがより好ましい。
【0020】
前記繊維状充填剤の平均繊維長は、0.5mm以上、20mm以下で含むことが好ましく、さらに好ましくは、1mm以上、15mmである。前記下限値未満とすると、補強効果が不十分になる恐れがある。前記上限値を超えると、均一に分散できないため機械的特性が不均一となり、そりやねじれ等の加工歪が生じる恐れがある。ここで、前記繊維状充填剤が2つ以上用いられる場合、そのうちのいずれか1つ以上が前記範囲を満たしていることが好ましい。
【0021】
前記分散媒は、前記抄造体構成物を均一に分散し得るものであれば、特に限定しないが、水、メタノール、エタノール等が挙げられる。また、分散液は下記の成分を含んでいてもよい。例えば、硬化剤、酸化防止剤、難燃剤、耐光性、紫外線吸収剤、光安定剤、塗面改良剤、熱重合禁止剤、レベリング剤、界面活性剤、着色剤、保存安定剤、分散剤、可塑剤、滑剤、フィラー、無機粒子、劣化防止剤、濡れ性改良剤、帯電防止剤、導電剤、粘度調整剤、抗菌剤等が挙げられる。
【0022】
前記定着剤は、抄造体を構成する成分を弱い化学結合等で凝集させるために用いられるものであり、要求される特性を極端に損なうことのない範囲で含んでいてもよく、特に限定されないが、例えば、ポリエチレンオキシド、カチオン性ポリアクリルアミド、アニオン性ポリアクリルアミド、ホフマンアクリルアミド、マンニックポリアクリルアミド、両性共重合ポリアクリルアミド、カチオン化澱粉、両性澱粉等が挙げられる。
【0023】
(抄造工程)
抄造工程では、前記混合工程により得られたスラリーを抄造し脱分散媒乾燥することにより抄造シートを得る。抄造は、箱型抄紙機や、長網抄紙機や丸網抄紙機といった連続抄紙機など公知の抄造装置を用いて行うことができ、箱形抄紙機などのバッチ式での抄紙機を用いた場合は、抄造後の紙状物を金枠等に保持し、乾燥機などで乾燥する。連続抄紙機を用いた場合は、そのまま乾燥工程を経てローラーへ巻き取ることができる。抄造条件としては、スラリー組成物中の材料と分散媒を分離できるよう適宜選択できるが、例えば、分散媒に水を用いて調製したスラリー組成物を、抄造帯で被研磨物保持キャリア材用基材の厚さに相当する材料量を抄き上げした後、105℃で30分、脱水乾燥して抄造シートを作製する。
【0024】
なお、抄き上げの回数によって抄造シートの厚さを適宜調整することができる。
【0025】
前記抄造シートは、抄造体で構成されるシートのことであり、繊維がランダムに分散し形成されているため、方向性を持たず全方向にほぼ等しい強度や剛性を備えた特性を有することができる。これは、キャリア材の大型化に伴う「そり」の発生を抑制することに繋がると考えられる。
【0026】
前記抄造体は、繊維状充填剤を10重量%以上、90重量%以下で含むことが好ましく、さらに好ましくは、20重量%以上、80重量%以下である。
【0027】
前記抄造体は、要求される特性を極端に損なうことのない範囲で、定着剤、熱硬化性樹脂を硬化させるための硬化剤、硬化促進剤、充填材、シランカップリング剤、着色剤、難燃剤および離型剤などの添加剤を含むことができる。
【0028】
(加工工程)
加工工程では、前記乾燥工程で得られた抄造シートを、NC加工機等を用い、所定の形状に加工することにより素形体を得る。所定の形状とは、最終の形状(被研磨物や装着する研磨機に合わせた形状)に近く、それよりやや大きい形状である。具体的には、後述する加熱加圧工程における収縮率を踏まえ、それを加味した分だけ最終形態よりも大きい形状であればよい。
【0029】
前記加工工程により発生した端材は、分散媒に添加することによりもう一度基材の原料として簡単にリサイクルすることができる。これは、端材が熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、を抄造して作られているため、それら組成物は分散媒に添加するだけで簡単に分離できるからである。これにより、本発明の製造方法により得られる被研磨物保持キャリア材用基材は、製造歩留まりを改善することができると考えられる。一方、キャリア材用基材を、ガラスクロスのような繊維織布に樹脂含浸させて作製する場合、端材に残る繊維織布を復元することが困難であり、また、繊維からなる不織布を樹脂含浸させて作製する場合も、端材からの樹脂除去が困難であり、リサイクルに適さないと考えられる。
【0030】
(加熱加圧工程)
加熱加圧工程では、特に限定されないが、前記抄造工程にて得られた抄造シートを加熱プレスや金型による加熱圧縮成形等により成形する。加熱プレスの方法としては、特に規定はなく、公知のプレス機などを用いることにより行うことができる。このときの加圧加熱成形における加圧力は、樹脂の組成や硬化温度、また最終の基材の厚みを考慮した条件に応じて適宜設定されるが、例えば、0.5MPa以上であるのが好ましく、1〜50MPa程度であるのがより好ましく、2〜30MPa程度であるのがさらに好ましい。加圧力を前記範囲内とすることにより、複合材料の機械的強度を十分に高めることができる。そして、寸法精度が高く固化または硬化後の変形が抑制されたキャリア材用基材の製造が可能になる。更に、その後、樹脂を完全に硬化させる目的で、後硬化を行うこともできる。この後硬化いついては特に規定はなく、用いた樹脂の硬化温度等を考慮して適宜決定できる。
【0031】
被研磨物保持キャリア用基材は、加熱加圧工程の後、NC加工機等を用い、被研磨物や装着する研磨機に合わせた最終の形状に加工することができる。
【0032】
このようにして得られた抄造体で構成される被研磨物保持キャリア材用基材は、片面または両面に被覆層を形成しても良い。
【0033】
<被研磨物保持キャリア材用基材>
次に、前述の製造方法で得られた被研磨物保持キャリア材用基材について説明する。
【0034】
<第一実施形態>
まず、本発明の被研磨物保持キャリア材用基材の第一実施形態について説明する。
【0035】
図1は、本発明の第一実施形態に係る被研磨物保持キャリア用基材を説明するための図(縦断面図)である。以下の説明では、説明の便宜上、図1の上側を「上」、下側を「下」という。
【0036】
本発明の第一実施形態では、上述した抄造体で構成される被研磨物保持キャリア材用基材2の上に第一被覆層1、および下に第二被覆層3を有している。
【0037】
第一被覆層1は、熱硬化性樹脂、光硬化性樹脂、熱可塑性樹脂等の樹脂であれば特に限定されず、これらを2種以上含んでもよいが、熱可塑性樹脂から構成されるものが好ましい。熱可塑性樹脂で構成されることで、硬化処理する工程を含む必要が無く、第一被覆層1を簡便に構成することができ、被研磨物保持キャリア材用基材の組立が簡便となる。
【0038】
前記熱可塑性樹脂としては、被研磨物保持キャリア材用基材としての使用寿命が長くなるよう研磨液に対する耐摩耗性が良好な樹脂が好ましく、例えば、ポリテトラフルオロエチレン、超高分子量ポリエチレン等のポリエチレン系樹脂、ポリオキシメチレン、ポリエーテルエーテルケトン、ポリエーテルイミド等のポリエーテル系樹脂、ポリアミドイミド系樹脂、ポリフェニレンサルファイド等が挙げられる。これらの中でも、ポリエチレン系樹脂、ポリエーテル系樹脂、ポリアミドイミド系樹脂が好ましく、これらを選択することで、より耐摩耗性が良好となる。
【0039】
第一被覆層1の厚みは、化学的機械研磨加工において被研磨物の研磨分以上の厚さがあれば特に限定されるものではないが、10μm以上、100μm以下であることが好ましく、さらに25μm以上、85μm以下であることが好ましい。前記範囲内にあることで、被覆層の厚み精度良く被覆しやすいの点で優れたものとなる。
【0040】
第二被覆層3は、熱硬化性樹脂、光硬化性樹脂、熱可塑性樹脂等の樹脂であれば特に限定されず、これらを2種以上含んでもよいが、熱可塑性樹脂から構成されるものが好ましい。また、第二被覆層3は、第一被覆層1と同じ樹脂構成のものを使用しても別の樹脂構成のものを使用してもよい。研磨精度の観点から、同じ樹脂構成のものを使用するのが好ましい。
【0041】
被研磨物保持キャリア材用基材2の表面に第一被覆層1を被覆する方法としては、第一被覆層1の樹脂を溶剤に溶解した溶液を被研磨物保持キャリア材用基材2に塗布し、溶剤を乾燥させて樹脂を被覆させる方法、または、第一被覆層1に用いる樹脂の樹脂フィルムを被研磨物保持キャリア材用基材2へ粘着剤層を介して貼り合わせることで樹脂を被覆させる方法を用いることができる。
【0042】
前記粘着剤層には、例えば、アクリル系粘着剤、ウレタン系粘着剤、ゴム系粘着剤等の両面テープを使用することができ、不織布、発砲体、樹脂フィルム等の芯材の両面に粘着剤が被覆された両面テープ、フィルム基材がなく粘着剤のみの両面テープであってもよい。ここで、研磨液に対する耐薬品性、再剥離性に優れた粘着性能を有する両面テープを用いることが好ましい。
【0043】
被研磨物保持キャリア材用基材2の表層に第二被覆層3を被覆する方法としては、第一被覆層1と同様の方法で被覆することができる。
【0044】
第一実施形態における被研磨物保持キャリア材10の厚みは、被研磨物の研磨目標厚みであれば特に限定されないが、500μm以上、1200μm以下が好ましく、特に好ましくは600μm以上、1000μm以下である。前記範囲内であることで、被研磨物を安定的に保持することができ、精度の良い被研磨物を得ることができる。
【0045】
第一実施形態における第一被覆層1と、被研磨物保持キャリア材用基材2と、第二被覆層3の厚み比率は、第一被覆層1の厚みをA、被研磨物保持キャリア材用基材2の厚みをB、第二被覆層3の厚みをCとすると、0.8<A/C<1.2、0.01<(A+C)/B<2.0の範囲であることが好ましく、0.9<A/C<1.1、0.015<(A+C)/B<1.0であることがさらに好ましい。前記範囲内であることで、被覆層を有する被研磨物保持キャリア材用基材10の剛性が十分なものとなり、そのライフが十分なものとなる。
【0046】
被研磨物保持キャリア材用基材2の表層に第一被覆層1および第二被覆層3が設けられた被研磨物保持キャリア材10は、NC加工機等を用い、被研磨物を保持するための保持穴の穴空けをし、装着する研磨機に合わせた形状に合わせた加工をすることより得られる。
【0047】
さらに、化学的機械研磨加工に使用されて使用済みとなった被研磨物保持キャリア材10を使用前の形態に復元させる方法として、第一被覆層1および/または第二被覆層3の研磨分を被覆して復元させる方法、または、被研磨物保持キャリア材用基材2を取り出して再利用し、第一被覆層1および/または第二被覆層3を新たに構成する方法とがある。
【0048】
第一被覆層1の研磨分を被覆して復元させる方法としては、第一被覆層1の樹脂を溶剤に溶解した溶液を、使用された第一被覆層1の表面、または取り出した被研磨物保持キャリア材用基材2の上面に塗布し、溶剤を乾燥させて樹脂を被覆する方法がある。また、取り出した被研磨物保持キャリア材用基材2の上面に第一被覆層1を新たに構成する方法として、第一被覆層1に用いる樹脂の樹脂フィルムを被研磨物保持キャリア材用基材2の形状に加工し、被研磨物保持キャリア材用基材2の上面に粘着剤層を介して貼り合わせることで樹脂を被覆させる方法を用いることができる。樹脂の被覆後、不要な第一被覆層1の樹脂が残る場合は、不要な樹脂を取り除くための仕上げ加工を行い、使用前の形態に復元する。
【0049】
第二被覆層3の研磨分を被覆して復元させる方法としては、第一被覆層1と同様の方法を用いることができる。つまり、第二被覆層3の樹脂を溶剤に溶解した溶液を、使用された第二被覆層3の表面、または取り出した被研磨物保持キャリア材用基材2の下面に塗布し、溶剤を乾燥させて樹脂を被覆する方法がある。また、取り出した被研磨物保持キャリア材用基材2の下面に第二被覆層3を新たに構成する方法として、第二被覆層3に用いる樹脂の樹脂フィルムを被研磨物保持キャリア材用基材2の形状に加工し、被研磨物保持キャリア材用基材2の下面に粘着剤層を介して貼り合わせることで樹脂を被覆させる方法を用いることができる。樹脂の被覆後、不要な第二被覆層3の樹脂が残る場合は、不要な樹脂を取り除くための仕上げ加工を行い、使用前の形態に復元する。
【0050】
このようにして得られた被研磨物保持キャリア材は、半導体ウエハ、ハードディスク用アルミディスクやガラスディスク、液晶表示用ガラス基板等の被研磨物を保持するための保持穴に被研磨物を保持し、市販の研磨装置に装着し、化学的機械研磨加工を行うことができる。このとき、研磨装置は片面研磨のものであっても、両面研磨のものであってもよい。
【0051】
<第二実施形態>
次に、本発明の被研磨物保持キャリア材用基材の第二実施形態について説明する。
【0052】
図2は、本発明の第二実施形態に係る被研磨物保持キャリア材用基材を説明するための図(縦断面図)であって、本発明の被研磨物保持キャリア材用基材の第二実施形態は、上述した抄造体で構成される被研磨物保持キャリア材用基材4と、その一方の面に被覆層5とを有する被研磨物保持キャリア材用基材である。
【0053】
以下、第二実施形態について説明するが、前記第一実施形態との相違点を中心に説明し、同様の事項については、その説明を省略する。なお、図2において、第一実施形態と同様の構成部分については、先に説明した図1と同様の符号を付している。
【0054】
本実施形態における、被研磨物保持キャリア材用基材4は、第一実施形態の被研磨物保持キャリア材用基材2と同様のものを使用することができ、被覆層5は第一実施形態の第一被覆層1および第二被覆層3と同様のものである。
【0055】
被研磨物保持キャリア材20の厚みは被研磨物の研磨目標厚みの厚みであれば特に限定されないが、500μm以上、1200μm以下が好ましく、特に好ましくは600μm以上、1000μm以下である。前記範囲内であることで、被研磨物を安定的に保持することができ、精度の良い被研磨物を得ることができる。
【0056】
被研磨物保持キャリア材用基材20における被研磨物保持キャリア材用基材4と、被覆層5との厚み比率は、被研磨物保持キャリア材用基材4の厚みをD、被覆層5の厚みをEとすると、0.005<E/D<1.0の範囲であることが好ましく、0.01<E/D<0.5であることがさらに好ましい。前記範囲内であることで、被研磨物保持キャリア材用基材20の剛性が十分なものとなり、そのライフが十分なものとなる。
【0057】
本実施形態の被研磨物保持キャリア材は、半導体ウエハ、ハードディスク用アルミディスクやガラスディスク、液晶表示用ガラス基板等の被研磨物を保持するための保持穴に被研磨物を保持し、市販の研磨装置に装着し、化学的機械研磨加工を行うことができる。このとき、研磨装置は片面研磨装置であることが好ましい。
【0058】
前記第一実施形態および第二実施形態における被研磨物保持キャリア材用基材は、被覆層を有しているが、本発明の被研磨物保持キャリア材用基材はそれに限定されることなく、被覆層を有さない被研磨物保持キャリア材として使用することができる。
【実施例】
【0059】
以下、本発明を実施例により具体的に説明するが、本発明はこれらの実施例によって何ら制約されるものではない。
【0060】
(実施例1)
1)被研磨物保持キャリア材用基材の製造
<混合工程>
ビフェニル型エポキシ樹脂(YX4000、三菱化学製)285重量部、2−フェニルイミダゾール(キュアゾール2PZ−PW、四国化成製)1重量部、および、繊維状充填剤としてケブラーパルプ(1F303、東レ・デュポン製)165重量部(固形分89重量部)、ガラス繊維(CS3J−888、11μm径、3mm長、日東紡製)を270重量部(固形分245重量部)加え、さらに固形分の濃度が0.5質量%になるよう水に分散させた後、800ppmのポリエチレンオキシド水溶液を添加し、スラリーを調製した。
<抄造工程>
上記スラリーを抄造、脱水、80℃で2時間乾燥した後に、105℃で30分熱処理して、縦300mm×横300mm×厚さ5mmの抄造シートを作製した。
<加工工程>
上記抄造シートを、円形状に作製したトムソン刃を使用した打ち抜きにより、外径220mmの円形に加工した素形体を得た。
<加熱加圧工程>
上記素形体を、最上面および最下面に厚さ35μmの離型紙を重ねて、圧力10MPa、設定温度160℃で30分間加熱加圧成形を行い、厚さ720μmの被研磨物保持キャリア材用基材を得た。
また、上記加工工程で発生した端材は、リサイクル原料として使用し、上記混合工程で使用した原料を補充して、上記混合工程と同様にしてスラリーを調製した後、上記抄造工程、加工工程と同様にして、抄造シート、素形体が得られた。
【0061】
2)被覆層の形成
上記被研磨物保持キャリア材用基材の両表面に、ポリエーテルイミド(Ultem1000、GEプラスチックス製)の押出成形より作製された25μm厚ポリエーテルイミドフィルムを両面テープ(DF8365K、厚さ115μm、芯材25μmPET、アクリル系粘着剤、東洋インキ工業製)で貼付し、両面を2.5μmずつ研摩して、厚さ995μmの被研磨物保持キャリア材を得た。
上記被研磨物保持キャリア材から、被研磨物の保持穴(50mm径)7つを有する外径200mmの円形に加工した被研磨物保持キャリア材を5枚作製した。この被研磨物保持キャリア材1枚あたり1.0mm厚のアルミニウムディスク7枚を保持させ、片面研磨装置(Model 6EC、STRASBAUGH社製)を用い、以下の研磨条件で化学的機械研磨加工を5枚の被研磨保持材について実施し、計35枚のアルミニウムディスクを研磨加工したところ、研磨加工中に被研磨物保持キャリア材から被研磨物が外れるものは無かった。
(研磨加工条件)
面圧:700gf/cm2
テーブル回転数:40rpm
チャック回転数:40rpm
研磨液:粒径70nm以上、pH12、固形分濃度:5%のコロイダルシリカ(NALCO2371)
研磨液流量:150ml/min
研磨時間:120min
【0062】
(実施例2)
繊維状充填剤として、ガラス繊維をパラ型アラミド繊維(テクノーラT32PNW、12μm径、3mm長、帝人テクノプロダクツ製)168重量部(固形分134重量部)とした以外は、実施例1と同様に被研磨物保持キャリア材用基材を作製した。
【0063】
(実施例3)
実施例1のエポキシ樹脂をビスフェノールA型エポキシ樹脂(jER1001、三菱化学製)100重量部、ノボラック型フェノール樹脂(PR−50731、住友ベークライト製)185重量部とした以外は、実施例1と同様に被研磨物保持キャリア材用基材を作製した。
(実施例4)
繊維状充填剤として、ガラス繊維(CS6J−888、11μm径、6mm長、日東紡製)270重量部(固形分245重量部)とした以外は、実施例1と同様に被研磨物保持キャリア材用基材を作製した。
【0064】
(比較例1)
ビスフェノールA型エポキシ樹脂(エピクロン850、DIC製)100重量部、ジシアンジアミド(日本カーバイド工業製)3.6重量部および2−メチルイミダゾール(キュアゾール2MZ、四国化成製)0.1重量部にジメチルホルムアミドを加え、不揮発分濃度55重量%となるようにエポキシ樹脂ワニスを調製した。
上記樹脂ワニスを、ガラス繊布(WEA−116E、平織、厚さ95μm、日東紡製)100重量部に対して、固形分で80重量部含浸させて、150℃の乾燥炉で5分間乾燥させ、樹脂含有量44重量%のシート状エポキシ樹脂複合材を作製した。
上記シート状エポキシ樹脂複合材を10枚重ね、最上面および最下面に厚さ35μmの離型紙を重ねて、圧力4MPa、設定温度200℃で120分間加熱加圧成形を行い、厚さ1029μmのガラス織布基材エポキシ樹脂積層板を得た。
上記ガラス織布基材エポキシ樹脂積層板の両面を17μmずつ研磨して、厚さ995μmの被研磨物保持キャリア材用積層板を得た。
上記被研磨物保持キャリア材用積層板を実施例1と同様に、外形および被研磨物の保持穴を加工して被研磨物保持キャリア材を得た。実施例1と同様にアルミディスクの化学的機械研磨加工を行ったところ、研磨加工中に被研磨物保持キャリア材から被研磨物が外れたものがあり、研磨加工を中断することとなった。
また、被研磨物保持キャリア材用積層板の加工において発生した端材は、ガラス織布と成形後の樹脂を完全に分離することができず、リサイクル原料として使用できるものは得られなかった。
【0065】
表1に、リサイクルの可否と、加工歪の有無を評価した結果を記載する。加工歪の有無は、目視により評価した。表1では、リサイクルの可否において、○はリサイクル可、×はリサイクル不可を、加工歪の有無において、○は上記研磨加工の実施可、×は上記研磨加工の実施不可を表している。
【0066】
【表1】
【0067】
表1の結果から明らかなように、本発明の被研磨物保持キャリア材用基材は、加工歪を抑制し、端材をリサイクルすることができる。
【産業上の利用可能性】
【0068】
本発明の端材の被研磨物保持キャリア材用基材は、リサイクルが可能な被研磨物保持キャリア材用基材である。
【符号の説明】
【0069】
1 第一被覆層
2 被研磨物保持キャリア材用基材
3 第二被覆層
4 被研磨物保持キャリア材用基材
5 被覆層
10 被研磨物保持キャリア材
20 被研磨物保持キャリア材
【特許請求の範囲】
【請求項1】
熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、の抄造体で構成される被研磨物保持キャリア材用基材。
【請求項2】
前記抄造体は、繊維状充填剤を10重量%以上、90重量%以下含む請求項1に記載の被研磨物保持キャリア材用基材。
【請求項3】
前記繊維状充填剤の平均繊維長が0.5mm以上、20mm以下である請求項1または2に記載の被研磨物保持キャリア材用基材。
【請求項4】
前記繊維状充填剤がガラス繊維を含むものである請求項3に記載の被研磨物保持キャリア材用基材。
【請求項5】
前記熱硬化性樹脂がエポキシ樹脂である請求項1〜4のいずれか1つに記載の被研磨物保持キャリア材用基材。
【請求項6】
熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、を分散媒に添加し混合することによりスラリーを得る混合工程と、前記混合行程により得られたスラリーを抄造し脱分散媒乾燥することにより抄造シートを得る抄造工程と、前記抄造シートを所定の形状に加工することにより素形体を得る加工工程と、前記素形体を加熱加圧する工程を含むことを特徴とする被研磨物保持キャリア材用基材の製造方法。
【請求項1】
熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、の抄造体で構成される被研磨物保持キャリア材用基材。
【請求項2】
前記抄造体は、繊維状充填剤を10重量%以上、90重量%以下含む請求項1に記載の被研磨物保持キャリア材用基材。
【請求項3】
前記繊維状充填剤の平均繊維長が0.5mm以上、20mm以下である請求項1または2に記載の被研磨物保持キャリア材用基材。
【請求項4】
前記繊維状充填剤がガラス繊維を含むものである請求項3に記載の被研磨物保持キャリア材用基材。
【請求項5】
前記熱硬化性樹脂がエポキシ樹脂である請求項1〜4のいずれか1つに記載の被研磨物保持キャリア材用基材。
【請求項6】
熱硬化性樹脂および熱可塑性樹脂の少なくとも一方と、繊維状充填剤と、を分散媒に添加し混合することによりスラリーを得る混合工程と、前記混合行程により得られたスラリーを抄造し脱分散媒乾燥することにより抄造シートを得る抄造工程と、前記抄造シートを所定の形状に加工することにより素形体を得る加工工程と、前記素形体を加熱加圧する工程を含むことを特徴とする被研磨物保持キャリア材用基材の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2013−94880(P2013−94880A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−238892(P2011−238892)
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000002141)住友ベークライト株式会社 (2,927)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000002141)住友ベークライト株式会社 (2,927)
【Fターム(参考)】
[ Back to top ]