
被覆型複合材料の製造方法および被覆型複合材料

【課題】 複雑な工程や高度な技能を必要とせずに単純な工程で芯材に被覆材を被覆することができ、かつ、両者を強固に接合することができて高機能性を備えた被覆型複合材料の製造方法および被覆型複合材料を提供する。
【解決手段】 所定の金属材料からなる芯材2と、押出ダイス12との間に、前記芯材2とは異なる金属材料からなる被覆材3を配置し、熱間押出法により前記芯材2および前記被覆材3を同時に押し出すことにより前記芯材2に前記被覆材3を被覆してなる被覆型複合材料1を製造する。
【解決手段】 所定の金属材料からなる芯材2と、押出ダイス12との間に、前記芯材2とは異なる金属材料からなる被覆材3を配置し、熱間押出法により前記芯材2および前記被覆材3を同時に押し出すことにより前記芯材2に前記被覆材3を被覆してなる被覆型複合材料1を製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、所定の金属材料からなる芯材に、この芯材と異なる金属材料からなる被覆材を被覆してなる被覆型複合材料の製造方法および被覆型複合材料に関するものである。
【背景技術】
【0002】
従来、芯材に被覆材を被覆してなる複合材料を製造する技術がいくつか提案されている。例えば、特開平6-328270号公報には、マグネシウム合金を内芯材、アルミニウムまたはその合金を表層材とするクラッド材(合わせ材)が記載されており、これを製造するためにマグネシウム合金ビレット(棒片)の表層にアルミニウムまたはその合金を緊密に被覆し、400℃以下で加熱して押出し加工を施すことによってマグネシウム−アルミニウムクラッド材を製造する技術が提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平6-328270号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載された発明においては、予めマグネシウム内芯材の表面を加工してアルミニウム合金との接合を良くする準備をし、その後に、正確に加工されたアルミニウム合金を焼きばめしている。このように内芯材の表面を脱脂洗浄して接合性を高める工程や、焼きばめによって表層材を被覆させるという、複雑な予備工程を行わなければならない。さらに、マグネシウム合金およびアルミニウム合金は、その表面に酸化膜が形成されやすいため、界面の組織的な安定性が悪く、そのクラッド材は脆くなって加工性が悪いという問題もある。
【0005】
また、一般的な金属の被覆技術として、メッキする対象物を溶融金属中に浸漬し、表面に金属皮膜を形成する溶融メッキ法や、メッキする対象物の表面に金属を電気化学的に析出させる電気メッキ法が知られている。しかし、これらの被覆技術は、マグネシウム−アルミニウム系等のように、互いに融点が近い金属材料を対象とする場合や活性金属を対象とする場合には、適用が困難であるという問題がある。また、メッキによる被覆層は、通常、数マイクロメートル程度しか形成できないため、軽いスクラッチ傷でもすぐに芯材が露出してしまい、マグネシウム等は容易に酸化してしまうという問題もある。
【0006】
本発明は、このような問題点を解決するためになされたものであって、複雑な工程や高度な技能を必要とせずに単純な工程で芯材に被覆材を被覆することができ、かつ、両者を強固に接合することができて高機能性を備えた被覆型複合材料の製造方法および被覆型複合材料を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明に係る被覆型複合材料の製造方法は、所定の金属材料からなる芯材と、押出ダイスとの間に、前記芯材とは異なる金属材料からなる被覆材を配置し、熱間押出法により前記芯材および前記被覆材を同時に押し出すことにより前記芯材に前記被覆材を被覆してなる被覆型複合材料を製造する方法である。
【0008】
また、本発明において、前記被覆材は、前記芯材と前記押出ダイスとの間に配置したときに前記押出ダイスのダイス穴に対応する部分に穴または薄肉部が形成されていてもよい。
【0009】
さらに、本発明において、前記芯材と前記被覆材との間に、両者の接触を防止する中間材を介在させて押し出してもよい。
【0010】
また、本発明において、前記中間材は、熱処理によって前記芯材または前記被覆材に溶解可能な溶解度を有する金属材料を使用してもよい。
【0011】
さらに、本発明において、前記被覆材は、溶質元素を過飽和固溶させた急冷凝固粉末を使用してもよい。
【0012】
また、本発明において、前記芯材はマグネシウムまたはマグネシウム合金を使用し、前記被覆材はアルミニウムまたはアルミニウム合金を使用してもよい。
【0013】
さらに、本発明において、前記中間材は亜鉛または亜鉛合金を使用してもよい。
【0014】
また、本発明において、熱間押出法により得られた被覆型複合材料を圧延加工することにより、芯材に被覆材が被覆されている薄板状の被覆型複合材料を製造してもよい。
【0015】
また、本発明に係る被覆型複合材料は、所定の金属材料からなる芯材と、この芯材とは異なる金属材料であって前記芯材を被覆してなる被覆材と、前記芯材と前記被覆材との間に介在されて両者の接触を妨げて両者の反応物の生成を阻止する中間材と、を有する。
【0016】
また、本発明において、前記中間材は、熱処理によって前記芯材または前記被覆材に溶解可能な溶解度を有する金属材料からなるものでもよい。
【0017】
さらに、本発明において、前記芯材はマグネシウムまたはマグネシウム合金からなり、前記被覆材はアルミニウムまたはアルミニウム合金からなり、前記中間材は亜鉛または亜鉛合金からなるものでもよい。
【0018】
また、本発明に係る被覆型複合材料は、所定の金属材料からなる芯材と、この芯材とは異なる金属材料に溶質元素を過飽和固溶させた急冷凝固粉末の粒子層により前記芯材を被覆してなる被覆材と、を有する。
【0019】
また、本発明において、前記芯材は、マグネシウムまたはマグネシウム合金からなり、前記被覆材は、急冷凝固アルミニウム合金粉末粒子層からなるものでもよい。
【0020】
さらに、本発明における被覆型複合材料を圧延加工により薄板状に形成されてなる被覆型複合材料としてもよい。
【発明の効果】
【0021】
本発明によれば、複雑な工程や高度な技能を必要とせずに単純な工程で芯材に被覆材を被覆することができ、かつ、両者を強固に接合することができて高機能の被覆型複合材料を提供することができる。
【図面の簡単な説明】
【0022】
【図1】本発明に係る被覆型複合材料の製造方法に用いる押出装置の一実施形態を示す模式図である。
【図2】実施例1において製造された被覆型複合材料の切断面を示す拡大写真である。
【図3】実施例2において、実施例1で得られた各被覆型複合材料の先端からの距離を横軸とし、被覆材の厚さを縦軸にとったグラフである。
【図4】実施例2において、被覆層の厚さを一定にしうる被覆材の例を示す図である。
【図5】実施例2で得られた被覆型複合材料の先端からの距離を横軸とし、被覆材の厚さを縦軸にとったグラフである。
【図6】実施例3において、薄板状に圧延した被覆型複合材料の切断面を示す拡大写真である。
【図7】実施例4において、実施例1で得られた芯材と被覆材との界面を示す拡大写真である。
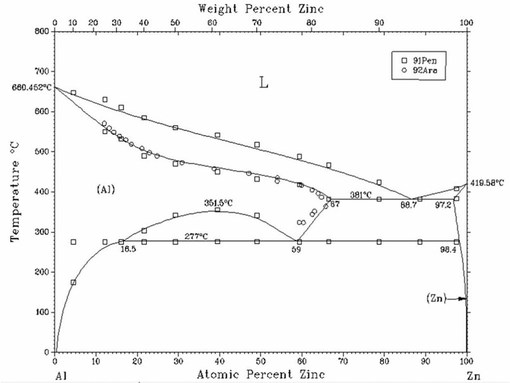
【図8】実施例4におけるアルミニウム−マグネシウムの二元系平衡状態図である。
【図9】実施例4において、実施例3で圧延された芯材と被覆材との界面を示す拡大写真である。
【図10】実施例4において、中間層を形成させた被覆型複合材料の切断面を示す拡大写真である。
【図11】実施例4におけるアルミニウム−亜鉛の二元系平衡状態図である。
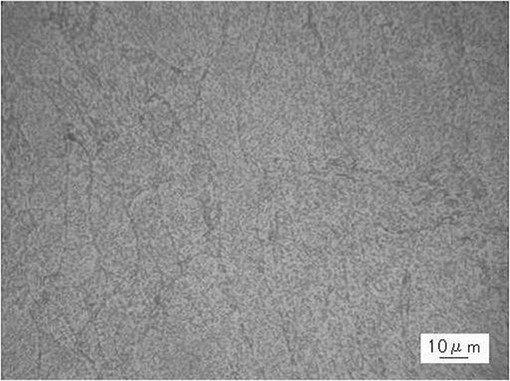
【図12】実施例5において、押出の前後におけるマグネシウム合金の結晶粒径を示す拡大写真である。
【図13】実施例6において、急冷凝固アルミニウム合金粉末を被覆材として用いた被覆型複合材料の切断面を示す拡大写真である。
【図14】実施例6において、急冷凝固アルミニウム合金粉末を被覆材として用いた被覆型複合材料の切断面における硬質アルミニウム合金粉末を示す拡大写真である。
【発明を実施するための形態】
【0023】
以下、本発明に係る被覆型複合材料の製造方法および被覆型複合材料の実施形態について図面を用いて説明する。
【0024】
まず、本発明に係る被覆型複合材料1は、所定の金属材料からなる芯材2に、この芯材2とは異なる金属材料からなる被覆材3を被覆してなるものである。本実施形態において、芯材2としては、軽量ではあるが腐食しやすいマグネシウム合金を使用する。一方、被覆材3としては、マグネシウム合金よりも重いが耐食性に優れたアルミニウム合金を使用する。したがって、本実施形態の被覆型複合材料1は、マグネシウム合金の軽量性と、アルミニウム合金の耐食性という利点を兼ね備えつつ、欠点を抑制した性質を有するものとなる。なお、本発明において、金属材料という場合、単一の金属元素からなる純金属はもとより、複数の金属元素あるいは金属元素と非金属元素からなる合金を含む概念である。
【0025】
また、本発明おいて、芯材2および被覆材3を構成する金属材料は、上記の合金に限定されるものではなく、加工性の高い金属材料であれば適宜、選択可能である。具体的な芯材2と被覆材3の組合せとしては、例えばマグネシウムないしマグネシウム合金を芯材2として亜鉛ないし亜鉛合金を被覆材3とする組合せやアルミニウムないしアルミニウム合金を芯材2として亜鉛ないし亜鉛合金を被覆材3とする組合せ、あるいはアルミニウムないしアルミニウム合金と銅ないし銅合金とをそれぞれ芯材2ないし被覆材3として組合せる場合等が考えられる。このように、使用したい芯材2に対して、この芯材2の欠点を補う特性を有する被覆材3を被覆すれば、芯材2の表面の性質が改善された被覆型複合材料1を得ることができる。
【0026】
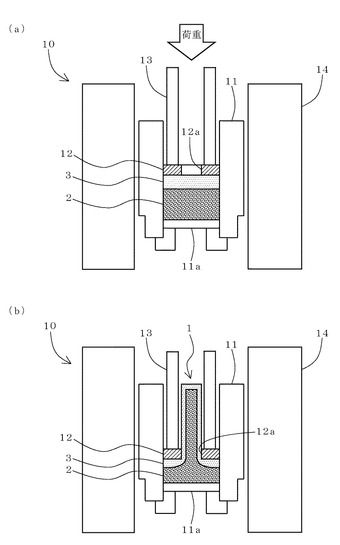
つぎに、本発明に係る被覆型複合材料1を熱間押出法によって製造する際に使用する押出装置10について説明する。本実施形態において、押出装置10は、図1に示すように、いわゆる間接押出法を採用したものであり、芯材2および被覆材3を収容する押出コンテナ11と、芯材2および被覆材3を押し出す押出ダイス12と、この押出ダイス12を押圧する押出ステム13と、所定の押出温度に加熱する加熱炉14とを有している。
【0027】
押出コンテナ11は、略円筒状に形成されており、その下方側の開口部には底板11aが固定されている。押出ダイス12は、押出コンテナ11の内周面に沿って摺動自在に構成され、その略中心部に所定形状のダイス穴12aを有している。押出ステム13は、略円筒状に形成されており、押出ダイス12に対して押出荷重を付与するようになっている。加熱炉14は、押出コンテナ11の周囲に設けられ、熱間押出法を実施可能な押出温度まで加熱するようになっている。
【0028】
以上の構成を備えた押出装置10によって本実施形態の被覆型複合材料1を製造する場合、まず、図1(a)に示すように、押出コンテナ11の内部に、下から芯材2および被覆材3の順に載置した後、その被覆材3の上に押出ダイス12を載置する。つまり、芯材2と押出ダイス12との間に被覆材3を配置する。なお、本実施形態において、押し出す前の芯材2および被覆材3の形状は、略円柱状に形成されているが、この形状に限定されるものではなく、丸棒状、角棒状、薄板状、箔状、その他不定形状でもよい。特に、被覆材3は、適度な流動性を有する金属材料であれば、不定形の小片を芯材2の上にバラバラにして載置してもよい。
【0029】
つづいて、加熱炉14によって押出コンテナ11内を所定の押出温度まで加熱した後、押出ステム13によって押出ダイス12を下方に加圧する。これにより、押出ダイス12のダイス穴12aからは、熱間押出法によって芯材2および被覆材3が同時に押し出される。具体的には、図1(b)に示すように、金属の流動特性によって、被覆材3が芯材2の周囲を被覆しながら上方へ押し出され、芯材2の表面に被覆材3が複合化された被覆型複合材料1が製造される。
【0030】
このとき、本実施形態では、約280℃〜350℃という高温の押出温度で押し出すため、芯材2と被覆材3とが固相接合する。また、芯材2および被覆材3には、ダイス穴12aを流動しながら通過する際に、中心部に向かって集中する力が作用するため強固に接合する。
【0031】
ところで、本実施形態で使用するマグネシウム合金やアルミニウム合金は、活性金属であるため、空気に触れただけで、その表面には接合性を低下させる酸化膜が形成される。したがって、本実施形態の被覆型複合材料1の接合強度は、押出加工前の芯材2や被覆材3の寸法に対して、押出加工によって減少した寸法の割合を示す加工率によって影響を受けることとなる。
【0032】
具体的には、加工率が小さい場合、芯材2や被覆材3の変形量が小さいため、界面に形成された酸化膜があまり破壊されることなく残留する。したがって、この残留した酸化膜が、芯材2と被覆材3との合金化を阻害し接合性を低下させる。一方、加工率が大きい場合、芯材2および被覆材3が大きく変形するため、界面に形成された酸化膜が細かく破壊され、その隙間に酸化されていない新鮮な金属が露出する。この状態にて、芯材2と被覆材3とが密着しながら加工されることにより、酸化されていない部分同士が順次接合して合金化し、接合強度が著しく向上することになる。このような作用効果は従来の焼きばめ加工などによっては得られない特徴の一つである。
【0033】
以上のように、本実施形態では、押出ダイス12のダイス穴12aの寸法を適宜変更し、高い加工率で押し出すことが好ましい。この場合、被覆材3を均一な厚さに形成するためには加工率がより高いものが好ましく、逆に均一な厚さではなく徐々に薄くなるような傾斜した被覆層に形成する場合には加工率の低いものが好ましい。また、本実施形態において、ダイス穴12aは略矩形状に形成されているが、この形状に限定されるものではなく、任意の形状を採用することができる。
【0034】
また、上述した本実施形態では、一種類の被覆材3を使用した基本的な例について説明したが、これに限定されるものではなく、複数種類の被覆材3を芯材2と押出ダイス12との間に積層させて押し出してもよい。具体的には、化学組成が異なる複数の被覆材3を積層させれば、被覆層の厚さ方向に機械的性質や化学的性質が徐々に変化する、いわゆる傾斜機能材料(Functionally Graded Material)を製造することができる。あるいは、芯材2の金属材料と被覆材3の金属材料とを繰り返し積層させて中心から芯材材料と被覆材材料とが交互に繰り返される被覆型複合材料1を製造することも可能である。
【0035】
以上のような本実施形態によれば、以下のような効果を奏する。
1.複雑な工程や高い技能を必要とせずに単純な工程で芯材2に被覆材3を被覆でき、被覆型複合材料1の生産性を向上するとともに、低コスト化を実現することができる。
2.芯材2と被覆材3とを強固に接合でき、被覆型複合材料1の加工性を向上することができる。
3.芯材2の表面の性質を被覆材3によって改善することができる。
4.軽量かつ高強度で耐食性を有する高機能の被覆型複合材料1を製造することができる。
【0036】
以下、本発明に係る被覆型複合材料1の製造方法および被覆型複合材料1について、具体的な実施例に基づいて説明する。なお、本発明の技術的範囲は、以下の各実施例によって示される特徴に限定されるものではない。
【実施例1】
【0037】
<マグネシウム合金をアルミニウムで被覆した被覆型複合材料1を製造する方法>
本実施例1では、マグネシウム合金をアルミニウムで被覆した被覆型複合材料1を製造する実験を行った。芯材2としては、市販のマグネシウム合金AZ80(化学組成:Mg - 8.5Al - 0.5Zn - 0.13Mn[wt%])の丸棒から、直径45mmおよび厚さ25mmの円盤を切り出した。一方、被覆材3としては、直径45mmの純アルミニウムの鋳造丸棒から、厚さがそれぞれ1mm、3mm、5mm、10mmの円盤を切り出した。
【0038】
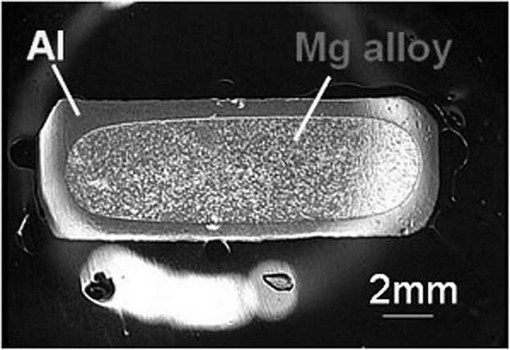
図1に示した押出装置10の押出コンテナ11の中に、下から上記の円盤状の芯材2、円盤状の被覆材3、押出ダイス12の順にセットし、熱間押出法により押出加工を行った。このとき、本実施例1の押出条件は、押出温度が約280℃、押出加工率が約93%、および加圧荷重が約30トンであった。そして、上記4つの厚さが異なる被覆材3を用いて押し出された各被覆型複合材料1について、先端から1cmごとに押出方向に対して垂直に切断した。この結果、各被覆型複合材料1の断面は、図2に示すように、芯材2の周囲全面が被覆材3で被覆されていることが確認された。なお、図2は、厚さが10mmの被覆材3を用いて製造した被覆型複合材料1の先端から120mmの切断面である。
【0039】
以上の本実施例1によれば、本発明に係る被覆型複合材料1の製造方法によって、マグネシウム合金をアルミニウムで被覆した被覆型複合材料1を容易かつ迅速に製造することが確認された。また、本実施例1の被覆型複合材料1においては、少なくとも約0.1mm以上の厚い被覆層が形成されており、被覆型複合材料1の表面に軽いスクラッチ傷がついても芯材2が露出してしまうことがない。
【実施例2】
【0040】
<被覆層の厚さを一定にする方法>
本実施例2では、実施例1の結果に基づき、被覆層の厚さを一定にする方法を考察した。まず、実施例1において切断された各被覆型複合材料1の各切断面を観察し、形成された被覆層の厚さを光学顕微鏡または写真上で測定した。図3は、当該測定結果について、各被覆型複合材料1の先端からの距離を横軸とし、被覆材3の厚さを縦軸にとったグラフである。図3に示すように、押出前の被覆材3が厚いものほど、押し出された被覆型複合材料1の被覆層が厚くなることが確認された。
【0041】
具体的には、被覆材3の厚さが10mmのものを使用したとき、形成された被覆層の厚さは0.8mm〜0.3mmであった。一方、被覆材3の厚さが5mm、3mmと小さいものを使用すると、被覆層の厚さはそれぞれ0.7mm〜0.2mm、0.5mm〜0.1mmと薄くなった。また、これらのいずれの場合も、被覆型複合材料1の先端からの距離が長くなるに従って、被覆層の厚さが徐々に薄くなることが確認された。しかし、被覆層の厚さが減少する程度は、被覆材3の厚さが薄いほど小さくなり、図3に示すように、被覆材3の厚さが1mmのとき、被覆層の厚さは約0.1mmでほぼ一定となることが確認された。
【0042】
以上のような結果を考察すると、被覆型複合材料1の先端側で被覆層が厚くなるのは、押し出しの初期において被覆材3のみがダイス穴12aから押し出されるからである。そこで、本願発明者らは、当該押し出し工程の初期段階における被覆材3のみが押し出される現象を抑制することにより、厚い被覆材3を使用した場合でも、長い押出距離に渡って被覆層の厚さを一定にできると考えた。
【0043】
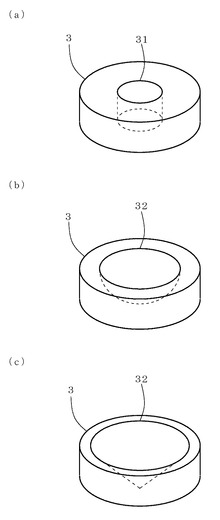
そこで、本実施例2では、被覆材3として、直径45mmの純アルミニウムの鋳造丸棒から、厚さが3mmの円盤を切り出した。そして、上記現象を防止するため、図4(a)に示すように、芯材2と押出ダイス12との間に配置したときに押出ダイス12のダイス穴12aに対応する部分となる被覆材3の中央に直径30mmの円形穴31を形成した。これにより、押し出しの初期段階から芯材2も一緒にダイス穴12aから押し出され、比較的厚さ変化の少ない被覆層が得られると考えたからである。
【0044】
なお、前記被覆材3に形成する穴31は、押し出しの初期段階から芯材2を一緒にダイス穴12aから押し出しうる穴31であれば、円形穴31に限定されるものではない。また、必ずしも穴を空ける必要はなく、例えば、図4(b)に示すように、ダイス穴12aに対応する部分に略円弧状の薄肉部32を形成してもよく、図4(c)に示すように、ダイス穴12aに対応する部分にテーパ状の薄肉部32を形成してもよい。
【0045】
図1に示した押出装置10の押出コンテナ11の中に、実施例1と同様の芯材2、本実施例2の被覆材3、および押出ダイス12の順にセットし、熱間押出法により押出加工を行った。このとき、本実施例2の押出条件は、押出温度が約280℃、押出加工率が約93%、および加圧荷重が約30トンであった。そして、押し出された被覆型複合材料1について、先端から1cmごとに押出方向に対して垂直に切断し、被覆層の厚さを測定した。図5は、当該測定結果を示すグラフである。このグラフでは、比較例として円形穴31がない被覆材3を使用した場合(図3の厚さ3mmの場合)も併せて示す。
【0046】
図5に示すように、円形穴31がない被覆材3を使用した場合、押し出された被覆型複合材料1における被覆層の厚さは、先端から離れるに従って0.5mmから0.1mm程度にまで漸減していた。これに対し、本実施例2の被覆材3を使用した場合、被覆層の厚さは0.2mmから0.1mmの間でほぼ一定の値を示すことが確認された。なお、図5において、先端から50mmまでの間は、被覆層が定常化していないため、データを採取していない。
【0047】
以上の本実施例2によれば、押し出す前の被覆材3に対して、押出ダイス12のダイス穴12aに対応する部分に穴31を形成することで、被覆型複合材料1における被覆層の厚さをほぼ一定に制御できることが示された。また、原理的には穴31の代わりに薄肉部32を形成することによっても、同様の結果が得られるものと推測される。
【実施例3】
【0048】
<被覆型複合材料1の加工性を確認する実験>
本実施例3では、まず、実施例1で得られた被覆型複合材料1の加工性を確認する実験を行った。実施例1で得られた被覆型複合材料1は、その優れた軽量性および耐食性から、押し出された加工状態のままでも多く構造用部材に応用できる。しかし、薄板状に圧延加工できれば、さらに大幅な用途の拡大が期待される。そこで、市販の圧延装置を用いて、実施例1で得られた初期厚さ6mmの被覆型複合材料1を圧延したところ、最終厚さ約1mmにまで圧延することができた。なお、このときの圧延率は、83%(=(6-1)/6=0.83)であり、圧延温度は350〜400℃であった。
【0049】
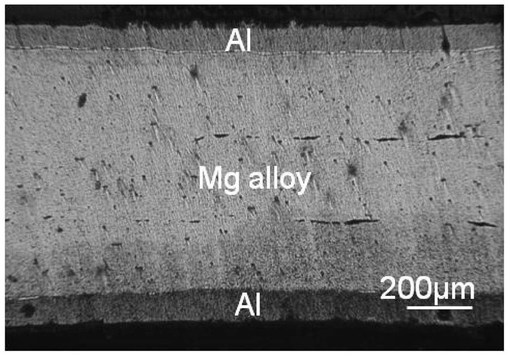
以上の条件下において、薄板状に圧延した被覆型複合材料1を切断し、その切断面を観察したところ、図6に示すように、芯材2が被覆材3に被覆されている状態が保持されていた。また、実施例4で後述するように、圧延前において芯材2と被覆材3との間に形成されていた金属間化合物等の反応物層は、圧延後に粒状に分断されている様子が確認された。このように脆い反応物層が粒状に分断されることは、被覆材3が芯材2から剥離するのを防止する観点から好ましい効果である。
【0050】
以上の本実施例3によれば、本実施例1で得られた被覆型複合材料1は、芯材2に被覆材3を被覆させたままの状態で、熱間圧延によって容易に薄板に加工できることが確認された。したがって、本発明によれば、芯材2に被覆材3が被覆されている薄板状の被覆型複合材料1を容易に製造することができる。また、圧延加工により薄板状に形成されてなる被覆型複合材料1は、自動車産業や航空産業等のように、軽量で耐食性を有する薄板状材料を必要とする様々な産業分野において、幅広く活用されることが期待できる。
【実施例4】
【0051】
<被覆型複合材料1の加工性を向上する方法>
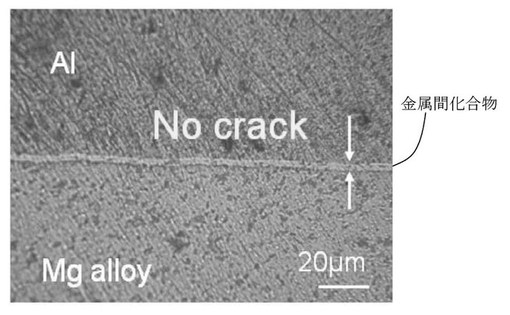
本実施例4では、実施例1で得られた被覆型複合材料1の加工性を向上する方法を考察した。まず、圧延する前の被覆型複合材料1の切断面において、芯材2と被覆材3の界面を拡大して観察したところ、図7に示すように、割れ(crack)や間隙はなく良好な接合状態が認められた。ただし、芯材2と被覆材3との間には、約4mmの薄い層が形成されていることが確認された。
【0052】
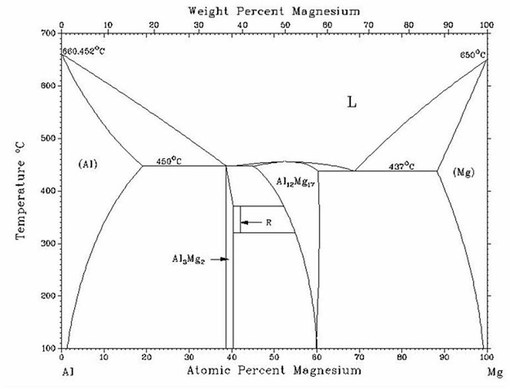
この薄い層は、図8に示すアルミニウム−マグネシウムの二元系平衡状態図を参照すると、Al3Mg2またはAl12Mg17等のアルミニウム−マグネシウム系金属間化合物を主成分とする反応物であると推察される。なお、金属間化合物は、拡散機構による成長をすることを考慮すると、押出温度が低いほど、および押出速度が速いほど薄くなる傾向にあるものと考えられる。
【0053】
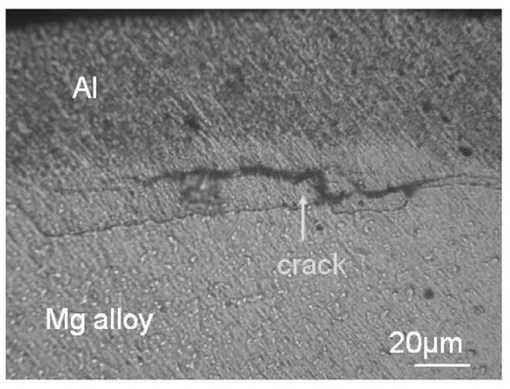
一方、実施例3で圧延された被覆型複合材料1の切断面において、芯材2と被覆材3の界面を拡大して観察したところ、図9に示すように、芯材2と被覆材3との間で割れ(crack)が観察された。これは、マグネシウム合金母相とアルミニウム被覆層との界面に形成された上記の反応物層が、芯材2や被覆材3よりも硬質で脆弱な特性を有しているためである。そこで、本願発明者らは、上記の割れを防止するための解決策として、芯材2と被覆材3との間に薄い中間材4を介在させて両者の接触を妨げることにより、芯材2と被覆材3との金属間化合物やその他の反応物が生成されるのを防止することに着想した。
【0054】
本実施例4では、マグネシウムとアルミニウムによって生成される金属間化合物やその他の反応物の生成を防止する中間材4として、加工性の高い純亜鉛を使用した。そして、図1に示した押出装置10の押出コンテナ11の中に下から、芯材2、中間材4、被覆材3、および押出ダイス12の順にセットし、熱間押出法により押出加工を行った。なお、芯材2としては、厚さ25mmの円盤状のマグネシウム合金、中間材4としては、厚さ3mmの円盤状の純亜鉛、被覆材3としては、厚さ5mmの円盤状の純アルミニウムを使用し、押出ダイス12のダイス穴12aは略矩形状とした。また、本実施例4の押出条件は、押出温度が約280℃、押出加工率が約93%、および加圧荷重が約30トンとした。
【0055】
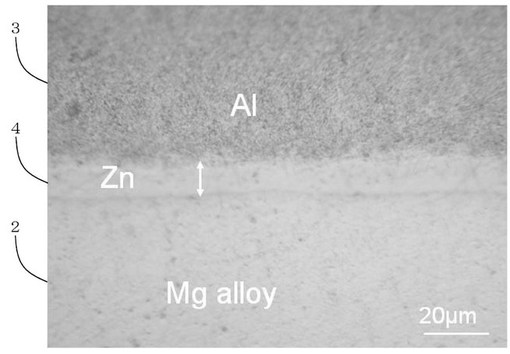
本実施例4で得られた被覆型複合材料1の切断面の拡大写真を図10に示す。図10に示すように、芯材2と被覆材3との間には金属間化合物等の反応物が形成されておらず、その代わりに厚さ約10mmの純亜鉛の中間層が形成されていることが確認された。また、芯材2と中間材4との間および中間材4と被覆材3との間には、割れや間隙がなく良好な接合状態が認められた。なお、図11に示すアルミニウム−亜鉛の二元系平衡状態図を参照すると、亜鉛はアルミニウム中に全率固溶されることがわかる。このため、押出成形した被覆型複合材料1を適切な温度に加熱保持することにより亜鉛の中間層をアルミニウム中に溶融させて消滅させることができる。
【0056】
ただし、亜鉛の固溶は高温ほど短時間で完了するが、液相が出現してはいけないので平衡状態図で読み取れる共晶温度以下で処理することが好ましい。一方、例え、共晶温度以下であっても、高温であるほどマグネシウムの結晶粒が速く成長し粗大化してしまう。このため、比較的低温であっても短時間で固溶できるように、亜鉛層を極めて薄くしておく必要があるものと考えられる。
【0057】
以上のように、本方法により亜鉛の中間層を介在させると、硬質脆性なアルミニウム−マグネシウム系金属間化合物やその他の反応物の生成を阻止できる。このため、熱間押出加工や熱間圧延加工を施しても、加工性の高い亜鉛層によって割れが発生しにくく、より一層、加工性を向上することができる。一方、所定の形状に加工した後は、後熱処理等の熱処理によって亜鉛の中間層そのものが、アルミニウム中に固溶されて消滅し、アルミニウム層を強化させることができる。
【0058】
なお、上述した本実施例4では、マグネシウム合金やアルミニウム合金に対して大きな溶解度を有する物質として、亜鉛を中間材4として使用したが、これに限定されるものではない。すなわち、中間材4としては、亜鉛合金はもとより、熱処理によって芯材2または被覆材3に対して溶解可能な溶解度を有する金属材料からなるものであれば、他の材料を採用してもよい。但し、マグネシウムやアルミニウムと反応物を形成しないか、あるいは反応物を形成したとしても強度等の点で悪影響しないものであることが好ましい。
【0059】
以上の本実施例4によれば、芯材2と被覆材3との間に中間材4を介在させて押し出すことにより、芯材2と被覆材3によって構成される金属間化合物の生成を阻止する中間層を備えた被覆型複合材料1を製造できることが確認された。また、この被覆型複合材料1は加工性が高く、かつ、加工後に中間層を消滅させられることが確認された。
【実施例5】
【0060】
<マグネシウム合金中の結晶粒を確認する実験>
本実施例5では、本実施例1で得られた被覆型複合材料1について、押出加工の前後におけるマグネシウム合金中の結晶粒を確認する実験を行った。実施例1で芯材2として用いたマグネシウム合金は、室温では塑性加工できないほど脆い。そこで、押出加工する前のマグネシウム合金について、母相の結晶粒を光学顕微鏡で確認したところ、図12(a)に示すように、数十mmの結晶粒径を持つ結晶が確認された。
【0061】
一般的に、金属材料の機械的性質および化学的性質は、結晶粒径によって支配されており、室温であれば粒径が小さいほど優れた性質になることが知られている。したがって、マグネシウム合金の結晶粒を微細化できれば、機械的性質や化学的性質が向上する。そして、結晶粒を微細化する方法としては、再結晶が有効である。この再結晶は、再結晶温度以下で変形した後に再結晶温度以上に加熱すると、変形時のひずみを解消すべく、変形した結晶が多角形の細粒に分割結晶するとともに、増加していた転位も消滅し、結晶粒が内部ひずみを持たない安定したものとなる現象である。
【0062】
この点につき、実施例1で得られた被覆型複合材料1は、マグネシウムの再結晶温度以上の押出温度で押し出されたものである。このため、芯材2であるマグネシウム合金中では、押出変形中に再結晶が起こるという、いわゆる動的再結晶が発生しているものと考えられる。そこで、押出加工した後のマグネシウム合金について、母相の結晶粒を光学顕微鏡で確認したところ、図12(b)に示すように、結晶粒径が数mmにまで微細化されていることが確認された。また、この微細化によりマグネシウム合金の可塑性が向上しているものと考えられる。
【0063】
なお、再結晶の後もさらに加熱を続けると、結晶粒が成長してしまうため、押出加工時には、加工率、加工温度および加工速度を適切にコントロールすることが好ましい。具体的には、加工率はより大きい方がよく、加工温度は低温が好ましく、加工速度はより速い方が好ましい。
【0064】
以上の本実施例5によれば、本発明に係る被覆型複合材料1の製造方法により、芯材2に被覆材3を被覆させるのと同時に再結晶を発生させ、マグネシウム合金の結晶粒を微細化できることが確認された。したがって、芯材2の機械的性質や化学的性質がより一層向上しているものと考えられる。
【実施例6】
【0065】
<被覆材3のバリエーション>
本実施例6では、被覆型複合材料1に所定の性質を備えさせる被覆材3のバリエーションについて実験を行った。本実施例6では、被覆層を硬質にして被覆型複合材料1に耐摩耗性を付与する目的で急冷凝固アルミニウム合金粉末を使用した。この急冷凝固アルミニウム合金粉末には、鉄やニッケル等の遷移金属やケイ素等の非金属元素からなる溶質元素が急冷凝固中に過飽和固溶されている。このため、当該溶質元素が熱間押出中に微細析出してアルミニウム合金を強化すると考えたからである。
【0066】
ただし、急冷凝固粉末は非常に硬いので押出条件によっては焼結しにくく、押出加工性が悪い。このため、押出加工時には、高温でゆっくりと押し出すことが好ましい。そこで、本実施例6では、低荷重で早く押し出す目的で、急冷凝固アルミニウム合金粉末に、軟質で可塑性の高い他のアルミニウム合金粉末と混合した。具体的には、純アルミニウム粉末とAl-Si-Fe-Ni系合金急冷凝固粉末とを重量比1:1で混合した粉末を被覆材3として使用した。これにより、加工性が高まるのみならず、押出工具の表面を摩耗により損傷させることがなく、工具の寿命を長期化できるものと考えられる。
【0067】
上記の混合粉末を押出コンテナ11に収容するにあたって、約200MPaで圧縮し直径45mmおよび厚さ5mmの円盤状圧粉体に成形した。そして、図1に示した押出装置10の押出コンテナ11の中に、実施例1と同様の芯材2、本実施例6の被覆材3、および押出ダイス12の順にセットし、熱間押出法により押出加工を行った。本実施例6の押出条件は、押出温度が約280℃、押出加工率が約93%、および加圧荷重が約30トンとした。
【0068】
本実施例6で得られた被覆型複合材料1の切断面を観察すると、図13に示すように、アルミニウム母相中に、島状に分布した硬質アルミニウム合金粉末粒子が分散されており、急冷凝固アルミニウム合金粉末の粒子層が形成されている様子が確認できた。また、島状に分布する硬質アルミニウム合金粉末を拡大して観察すると、図14のように1mm以下の超微細組織が確認できた。これは、急冷凝固時に過飽和固溶していた鉄やニッケル等の遷移金属とアルミニウムとが熱間押出中に化合し、Al3NiやAl5FeSi等の金属間化合物が超微細粒子として高密度に析出したためである。また、同様に、過飽和固溶していたSi等の非金属元素が、熱間押出中に超微細粒子として高密度で析出したためである。
【0069】
図14で観察されたSiやAl3Ni,Al5FeSiなどの超微細粒子は、いずれも極めて硬い物質である。そこで、当該硬質アルミニウム合金粉末部分の固さを測定すると、ビッカース硬度で約250を示し、鋼の硬度に匹敵する硬度を有していることが示された。すなわち、軽量が特徴であるマグネシウム合金を軽くて硬いアルミニウム合金で被覆することにより、軽量でありながら高硬度、耐摩耗性および耐食性を有する被覆型複合材料1を得ることができた。
【0070】
なお、急冷凝固粉末は、上述した急冷凝固アルミニウム合金粉末に限定されるものではなく、芯材2とは異なる金属材料に遷移金属または非金属元素の少なくともいずれか一方を過飽和固溶させた急冷凝固粉末であればよい。このような急冷凝固粉末によって急冷凝固粉末の粒子層を形成すれば、過飽和固溶した溶質元素が、熱間押出中に微細析出してアルミニウム合金を強化するからである。特に、上述した金属間化合物の微細粒子は高温でも安定して存在できるため、遷移金属が過飽和固溶された急冷凝固粉末を用いれば、被覆層の高温強度が著しく向上する。
【0071】
また、被覆層に高い耐食性を付与したい場合には、例えば、耐食性を有するアルミニウム−亜鉛系のアルミニウム合金を用いればよい。実際に、アルミニウム−10wt%亜鉛のインゴットから切り出した直径45mm、厚さ5mmの円盤を被覆材3として用意した。そして、実施例1と同様の押出条件下で押し出したところ、純アルミニウムの円盤を被覆材3としたときと同様、容易にマグネシウム合金からなる芯材2を被覆することができた。
【0072】
以上の本実施例6によれば、溶質元素を過飽和固溶させた急冷凝固粉末によって、芯材2を被覆した被覆型複合材料1を製造できること、および当該被覆型複合材料1が、軽量でありながら高硬度、耐摩耗性および耐食性を有することが示された。
【0073】
なお、本発明に係る被覆型複合材料1の製造方法および被覆型複合材料1は、前述した実施形態に限定されるものではなく、適宜変更することができる。
【0074】
例えば、上述した本実施形態では、加圧方向と押出方向が逆になる間接押出装置10を用いているが、これに限定されるものではなく、加圧方向と押出方向が同じになる直接押出装置を使用してもよい。ただし、直接押出装置を使用した場合、芯材2や被覆材3が、押出コンテナ11の内壁面との間に大きな摩擦抵抗を発生させるため、間接押出装置10と比較して、より大きな加圧力が必要となる点に留意する。
【符号の説明】
【0075】
1 被覆型複合材料
2 芯材
3 被覆材
4 中間材
10 押出装置
11 押出コンテナ
11a 底板
12 押出ダイス
12a ダイス穴
13 押出ステム
14 加熱炉
31 穴
32 薄肉部
【技術分野】
【0001】
本発明は、所定の金属材料からなる芯材に、この芯材と異なる金属材料からなる被覆材を被覆してなる被覆型複合材料の製造方法および被覆型複合材料に関するものである。
【背景技術】
【0002】
従来、芯材に被覆材を被覆してなる複合材料を製造する技術がいくつか提案されている。例えば、特開平6-328270号公報には、マグネシウム合金を内芯材、アルミニウムまたはその合金を表層材とするクラッド材(合わせ材)が記載されており、これを製造するためにマグネシウム合金ビレット(棒片)の表層にアルミニウムまたはその合金を緊密に被覆し、400℃以下で加熱して押出し加工を施すことによってマグネシウム−アルミニウムクラッド材を製造する技術が提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平6-328270号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載された発明においては、予めマグネシウム内芯材の表面を加工してアルミニウム合金との接合を良くする準備をし、その後に、正確に加工されたアルミニウム合金を焼きばめしている。このように内芯材の表面を脱脂洗浄して接合性を高める工程や、焼きばめによって表層材を被覆させるという、複雑な予備工程を行わなければならない。さらに、マグネシウム合金およびアルミニウム合金は、その表面に酸化膜が形成されやすいため、界面の組織的な安定性が悪く、そのクラッド材は脆くなって加工性が悪いという問題もある。
【0005】
また、一般的な金属の被覆技術として、メッキする対象物を溶融金属中に浸漬し、表面に金属皮膜を形成する溶融メッキ法や、メッキする対象物の表面に金属を電気化学的に析出させる電気メッキ法が知られている。しかし、これらの被覆技術は、マグネシウム−アルミニウム系等のように、互いに融点が近い金属材料を対象とする場合や活性金属を対象とする場合には、適用が困難であるという問題がある。また、メッキによる被覆層は、通常、数マイクロメートル程度しか形成できないため、軽いスクラッチ傷でもすぐに芯材が露出してしまい、マグネシウム等は容易に酸化してしまうという問題もある。
【0006】
本発明は、このような問題点を解決するためになされたものであって、複雑な工程や高度な技能を必要とせずに単純な工程で芯材に被覆材を被覆することができ、かつ、両者を強固に接合することができて高機能性を備えた被覆型複合材料の製造方法および被覆型複合材料を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明に係る被覆型複合材料の製造方法は、所定の金属材料からなる芯材と、押出ダイスとの間に、前記芯材とは異なる金属材料からなる被覆材を配置し、熱間押出法により前記芯材および前記被覆材を同時に押し出すことにより前記芯材に前記被覆材を被覆してなる被覆型複合材料を製造する方法である。
【0008】
また、本発明において、前記被覆材は、前記芯材と前記押出ダイスとの間に配置したときに前記押出ダイスのダイス穴に対応する部分に穴または薄肉部が形成されていてもよい。
【0009】
さらに、本発明において、前記芯材と前記被覆材との間に、両者の接触を防止する中間材を介在させて押し出してもよい。
【0010】
また、本発明において、前記中間材は、熱処理によって前記芯材または前記被覆材に溶解可能な溶解度を有する金属材料を使用してもよい。
【0011】
さらに、本発明において、前記被覆材は、溶質元素を過飽和固溶させた急冷凝固粉末を使用してもよい。
【0012】
また、本発明において、前記芯材はマグネシウムまたはマグネシウム合金を使用し、前記被覆材はアルミニウムまたはアルミニウム合金を使用してもよい。
【0013】
さらに、本発明において、前記中間材は亜鉛または亜鉛合金を使用してもよい。
【0014】
また、本発明において、熱間押出法により得られた被覆型複合材料を圧延加工することにより、芯材に被覆材が被覆されている薄板状の被覆型複合材料を製造してもよい。
【0015】
また、本発明に係る被覆型複合材料は、所定の金属材料からなる芯材と、この芯材とは異なる金属材料であって前記芯材を被覆してなる被覆材と、前記芯材と前記被覆材との間に介在されて両者の接触を妨げて両者の反応物の生成を阻止する中間材と、を有する。
【0016】
また、本発明において、前記中間材は、熱処理によって前記芯材または前記被覆材に溶解可能な溶解度を有する金属材料からなるものでもよい。
【0017】
さらに、本発明において、前記芯材はマグネシウムまたはマグネシウム合金からなり、前記被覆材はアルミニウムまたはアルミニウム合金からなり、前記中間材は亜鉛または亜鉛合金からなるものでもよい。
【0018】
また、本発明に係る被覆型複合材料は、所定の金属材料からなる芯材と、この芯材とは異なる金属材料に溶質元素を過飽和固溶させた急冷凝固粉末の粒子層により前記芯材を被覆してなる被覆材と、を有する。
【0019】
また、本発明において、前記芯材は、マグネシウムまたはマグネシウム合金からなり、前記被覆材は、急冷凝固アルミニウム合金粉末粒子層からなるものでもよい。
【0020】
さらに、本発明における被覆型複合材料を圧延加工により薄板状に形成されてなる被覆型複合材料としてもよい。
【発明の効果】
【0021】
本発明によれば、複雑な工程や高度な技能を必要とせずに単純な工程で芯材に被覆材を被覆することができ、かつ、両者を強固に接合することができて高機能の被覆型複合材料を提供することができる。
【図面の簡単な説明】
【0022】
【図1】本発明に係る被覆型複合材料の製造方法に用いる押出装置の一実施形態を示す模式図である。
【図2】実施例1において製造された被覆型複合材料の切断面を示す拡大写真である。
【図3】実施例2において、実施例1で得られた各被覆型複合材料の先端からの距離を横軸とし、被覆材の厚さを縦軸にとったグラフである。
【図4】実施例2において、被覆層の厚さを一定にしうる被覆材の例を示す図である。
【図5】実施例2で得られた被覆型複合材料の先端からの距離を横軸とし、被覆材の厚さを縦軸にとったグラフである。
【図6】実施例3において、薄板状に圧延した被覆型複合材料の切断面を示す拡大写真である。
【図7】実施例4において、実施例1で得られた芯材と被覆材との界面を示す拡大写真である。
【図8】実施例4におけるアルミニウム−マグネシウムの二元系平衡状態図である。
【図9】実施例4において、実施例3で圧延された芯材と被覆材との界面を示す拡大写真である。
【図10】実施例4において、中間層を形成させた被覆型複合材料の切断面を示す拡大写真である。
【図11】実施例4におけるアルミニウム−亜鉛の二元系平衡状態図である。
【図12】実施例5において、押出の前後におけるマグネシウム合金の結晶粒径を示す拡大写真である。
【図13】実施例6において、急冷凝固アルミニウム合金粉末を被覆材として用いた被覆型複合材料の切断面を示す拡大写真である。
【図14】実施例6において、急冷凝固アルミニウム合金粉末を被覆材として用いた被覆型複合材料の切断面における硬質アルミニウム合金粉末を示す拡大写真である。
【発明を実施するための形態】
【0023】
以下、本発明に係る被覆型複合材料の製造方法および被覆型複合材料の実施形態について図面を用いて説明する。
【0024】
まず、本発明に係る被覆型複合材料1は、所定の金属材料からなる芯材2に、この芯材2とは異なる金属材料からなる被覆材3を被覆してなるものである。本実施形態において、芯材2としては、軽量ではあるが腐食しやすいマグネシウム合金を使用する。一方、被覆材3としては、マグネシウム合金よりも重いが耐食性に優れたアルミニウム合金を使用する。したがって、本実施形態の被覆型複合材料1は、マグネシウム合金の軽量性と、アルミニウム合金の耐食性という利点を兼ね備えつつ、欠点を抑制した性質を有するものとなる。なお、本発明において、金属材料という場合、単一の金属元素からなる純金属はもとより、複数の金属元素あるいは金属元素と非金属元素からなる合金を含む概念である。
【0025】
また、本発明おいて、芯材2および被覆材3を構成する金属材料は、上記の合金に限定されるものではなく、加工性の高い金属材料であれば適宜、選択可能である。具体的な芯材2と被覆材3の組合せとしては、例えばマグネシウムないしマグネシウム合金を芯材2として亜鉛ないし亜鉛合金を被覆材3とする組合せやアルミニウムないしアルミニウム合金を芯材2として亜鉛ないし亜鉛合金を被覆材3とする組合せ、あるいはアルミニウムないしアルミニウム合金と銅ないし銅合金とをそれぞれ芯材2ないし被覆材3として組合せる場合等が考えられる。このように、使用したい芯材2に対して、この芯材2の欠点を補う特性を有する被覆材3を被覆すれば、芯材2の表面の性質が改善された被覆型複合材料1を得ることができる。
【0026】
つぎに、本発明に係る被覆型複合材料1を熱間押出法によって製造する際に使用する押出装置10について説明する。本実施形態において、押出装置10は、図1に示すように、いわゆる間接押出法を採用したものであり、芯材2および被覆材3を収容する押出コンテナ11と、芯材2および被覆材3を押し出す押出ダイス12と、この押出ダイス12を押圧する押出ステム13と、所定の押出温度に加熱する加熱炉14とを有している。
【0027】
押出コンテナ11は、略円筒状に形成されており、その下方側の開口部には底板11aが固定されている。押出ダイス12は、押出コンテナ11の内周面に沿って摺動自在に構成され、その略中心部に所定形状のダイス穴12aを有している。押出ステム13は、略円筒状に形成されており、押出ダイス12に対して押出荷重を付与するようになっている。加熱炉14は、押出コンテナ11の周囲に設けられ、熱間押出法を実施可能な押出温度まで加熱するようになっている。
【0028】
以上の構成を備えた押出装置10によって本実施形態の被覆型複合材料1を製造する場合、まず、図1(a)に示すように、押出コンテナ11の内部に、下から芯材2および被覆材3の順に載置した後、その被覆材3の上に押出ダイス12を載置する。つまり、芯材2と押出ダイス12との間に被覆材3を配置する。なお、本実施形態において、押し出す前の芯材2および被覆材3の形状は、略円柱状に形成されているが、この形状に限定されるものではなく、丸棒状、角棒状、薄板状、箔状、その他不定形状でもよい。特に、被覆材3は、適度な流動性を有する金属材料であれば、不定形の小片を芯材2の上にバラバラにして載置してもよい。
【0029】
つづいて、加熱炉14によって押出コンテナ11内を所定の押出温度まで加熱した後、押出ステム13によって押出ダイス12を下方に加圧する。これにより、押出ダイス12のダイス穴12aからは、熱間押出法によって芯材2および被覆材3が同時に押し出される。具体的には、図1(b)に示すように、金属の流動特性によって、被覆材3が芯材2の周囲を被覆しながら上方へ押し出され、芯材2の表面に被覆材3が複合化された被覆型複合材料1が製造される。
【0030】
このとき、本実施形態では、約280℃〜350℃という高温の押出温度で押し出すため、芯材2と被覆材3とが固相接合する。また、芯材2および被覆材3には、ダイス穴12aを流動しながら通過する際に、中心部に向かって集中する力が作用するため強固に接合する。
【0031】
ところで、本実施形態で使用するマグネシウム合金やアルミニウム合金は、活性金属であるため、空気に触れただけで、その表面には接合性を低下させる酸化膜が形成される。したがって、本実施形態の被覆型複合材料1の接合強度は、押出加工前の芯材2や被覆材3の寸法に対して、押出加工によって減少した寸法の割合を示す加工率によって影響を受けることとなる。
【0032】
具体的には、加工率が小さい場合、芯材2や被覆材3の変形量が小さいため、界面に形成された酸化膜があまり破壊されることなく残留する。したがって、この残留した酸化膜が、芯材2と被覆材3との合金化を阻害し接合性を低下させる。一方、加工率が大きい場合、芯材2および被覆材3が大きく変形するため、界面に形成された酸化膜が細かく破壊され、その隙間に酸化されていない新鮮な金属が露出する。この状態にて、芯材2と被覆材3とが密着しながら加工されることにより、酸化されていない部分同士が順次接合して合金化し、接合強度が著しく向上することになる。このような作用効果は従来の焼きばめ加工などによっては得られない特徴の一つである。
【0033】
以上のように、本実施形態では、押出ダイス12のダイス穴12aの寸法を適宜変更し、高い加工率で押し出すことが好ましい。この場合、被覆材3を均一な厚さに形成するためには加工率がより高いものが好ましく、逆に均一な厚さではなく徐々に薄くなるような傾斜した被覆層に形成する場合には加工率の低いものが好ましい。また、本実施形態において、ダイス穴12aは略矩形状に形成されているが、この形状に限定されるものではなく、任意の形状を採用することができる。
【0034】
また、上述した本実施形態では、一種類の被覆材3を使用した基本的な例について説明したが、これに限定されるものではなく、複数種類の被覆材3を芯材2と押出ダイス12との間に積層させて押し出してもよい。具体的には、化学組成が異なる複数の被覆材3を積層させれば、被覆層の厚さ方向に機械的性質や化学的性質が徐々に変化する、いわゆる傾斜機能材料(Functionally Graded Material)を製造することができる。あるいは、芯材2の金属材料と被覆材3の金属材料とを繰り返し積層させて中心から芯材材料と被覆材材料とが交互に繰り返される被覆型複合材料1を製造することも可能である。
【0035】
以上のような本実施形態によれば、以下のような効果を奏する。
1.複雑な工程や高い技能を必要とせずに単純な工程で芯材2に被覆材3を被覆でき、被覆型複合材料1の生産性を向上するとともに、低コスト化を実現することができる。
2.芯材2と被覆材3とを強固に接合でき、被覆型複合材料1の加工性を向上することができる。
3.芯材2の表面の性質を被覆材3によって改善することができる。
4.軽量かつ高強度で耐食性を有する高機能の被覆型複合材料1を製造することができる。
【0036】
以下、本発明に係る被覆型複合材料1の製造方法および被覆型複合材料1について、具体的な実施例に基づいて説明する。なお、本発明の技術的範囲は、以下の各実施例によって示される特徴に限定されるものではない。
【実施例1】
【0037】
<マグネシウム合金をアルミニウムで被覆した被覆型複合材料1を製造する方法>
本実施例1では、マグネシウム合金をアルミニウムで被覆した被覆型複合材料1を製造する実験を行った。芯材2としては、市販のマグネシウム合金AZ80(化学組成:Mg - 8.5Al - 0.5Zn - 0.13Mn[wt%])の丸棒から、直径45mmおよび厚さ25mmの円盤を切り出した。一方、被覆材3としては、直径45mmの純アルミニウムの鋳造丸棒から、厚さがそれぞれ1mm、3mm、5mm、10mmの円盤を切り出した。
【0038】
図1に示した押出装置10の押出コンテナ11の中に、下から上記の円盤状の芯材2、円盤状の被覆材3、押出ダイス12の順にセットし、熱間押出法により押出加工を行った。このとき、本実施例1の押出条件は、押出温度が約280℃、押出加工率が約93%、および加圧荷重が約30トンであった。そして、上記4つの厚さが異なる被覆材3を用いて押し出された各被覆型複合材料1について、先端から1cmごとに押出方向に対して垂直に切断した。この結果、各被覆型複合材料1の断面は、図2に示すように、芯材2の周囲全面が被覆材3で被覆されていることが確認された。なお、図2は、厚さが10mmの被覆材3を用いて製造した被覆型複合材料1の先端から120mmの切断面である。
【0039】
以上の本実施例1によれば、本発明に係る被覆型複合材料1の製造方法によって、マグネシウム合金をアルミニウムで被覆した被覆型複合材料1を容易かつ迅速に製造することが確認された。また、本実施例1の被覆型複合材料1においては、少なくとも約0.1mm以上の厚い被覆層が形成されており、被覆型複合材料1の表面に軽いスクラッチ傷がついても芯材2が露出してしまうことがない。
【実施例2】
【0040】
<被覆層の厚さを一定にする方法>
本実施例2では、実施例1の結果に基づき、被覆層の厚さを一定にする方法を考察した。まず、実施例1において切断された各被覆型複合材料1の各切断面を観察し、形成された被覆層の厚さを光学顕微鏡または写真上で測定した。図3は、当該測定結果について、各被覆型複合材料1の先端からの距離を横軸とし、被覆材3の厚さを縦軸にとったグラフである。図3に示すように、押出前の被覆材3が厚いものほど、押し出された被覆型複合材料1の被覆層が厚くなることが確認された。
【0041】
具体的には、被覆材3の厚さが10mmのものを使用したとき、形成された被覆層の厚さは0.8mm〜0.3mmであった。一方、被覆材3の厚さが5mm、3mmと小さいものを使用すると、被覆層の厚さはそれぞれ0.7mm〜0.2mm、0.5mm〜0.1mmと薄くなった。また、これらのいずれの場合も、被覆型複合材料1の先端からの距離が長くなるに従って、被覆層の厚さが徐々に薄くなることが確認された。しかし、被覆層の厚さが減少する程度は、被覆材3の厚さが薄いほど小さくなり、図3に示すように、被覆材3の厚さが1mmのとき、被覆層の厚さは約0.1mmでほぼ一定となることが確認された。
【0042】
以上のような結果を考察すると、被覆型複合材料1の先端側で被覆層が厚くなるのは、押し出しの初期において被覆材3のみがダイス穴12aから押し出されるからである。そこで、本願発明者らは、当該押し出し工程の初期段階における被覆材3のみが押し出される現象を抑制することにより、厚い被覆材3を使用した場合でも、長い押出距離に渡って被覆層の厚さを一定にできると考えた。
【0043】
そこで、本実施例2では、被覆材3として、直径45mmの純アルミニウムの鋳造丸棒から、厚さが3mmの円盤を切り出した。そして、上記現象を防止するため、図4(a)に示すように、芯材2と押出ダイス12との間に配置したときに押出ダイス12のダイス穴12aに対応する部分となる被覆材3の中央に直径30mmの円形穴31を形成した。これにより、押し出しの初期段階から芯材2も一緒にダイス穴12aから押し出され、比較的厚さ変化の少ない被覆層が得られると考えたからである。
【0044】
なお、前記被覆材3に形成する穴31は、押し出しの初期段階から芯材2を一緒にダイス穴12aから押し出しうる穴31であれば、円形穴31に限定されるものではない。また、必ずしも穴を空ける必要はなく、例えば、図4(b)に示すように、ダイス穴12aに対応する部分に略円弧状の薄肉部32を形成してもよく、図4(c)に示すように、ダイス穴12aに対応する部分にテーパ状の薄肉部32を形成してもよい。
【0045】
図1に示した押出装置10の押出コンテナ11の中に、実施例1と同様の芯材2、本実施例2の被覆材3、および押出ダイス12の順にセットし、熱間押出法により押出加工を行った。このとき、本実施例2の押出条件は、押出温度が約280℃、押出加工率が約93%、および加圧荷重が約30トンであった。そして、押し出された被覆型複合材料1について、先端から1cmごとに押出方向に対して垂直に切断し、被覆層の厚さを測定した。図5は、当該測定結果を示すグラフである。このグラフでは、比較例として円形穴31がない被覆材3を使用した場合(図3の厚さ3mmの場合)も併せて示す。
【0046】
図5に示すように、円形穴31がない被覆材3を使用した場合、押し出された被覆型複合材料1における被覆層の厚さは、先端から離れるに従って0.5mmから0.1mm程度にまで漸減していた。これに対し、本実施例2の被覆材3を使用した場合、被覆層の厚さは0.2mmから0.1mmの間でほぼ一定の値を示すことが確認された。なお、図5において、先端から50mmまでの間は、被覆層が定常化していないため、データを採取していない。
【0047】
以上の本実施例2によれば、押し出す前の被覆材3に対して、押出ダイス12のダイス穴12aに対応する部分に穴31を形成することで、被覆型複合材料1における被覆層の厚さをほぼ一定に制御できることが示された。また、原理的には穴31の代わりに薄肉部32を形成することによっても、同様の結果が得られるものと推測される。
【実施例3】
【0048】
<被覆型複合材料1の加工性を確認する実験>
本実施例3では、まず、実施例1で得られた被覆型複合材料1の加工性を確認する実験を行った。実施例1で得られた被覆型複合材料1は、その優れた軽量性および耐食性から、押し出された加工状態のままでも多く構造用部材に応用できる。しかし、薄板状に圧延加工できれば、さらに大幅な用途の拡大が期待される。そこで、市販の圧延装置を用いて、実施例1で得られた初期厚さ6mmの被覆型複合材料1を圧延したところ、最終厚さ約1mmにまで圧延することができた。なお、このときの圧延率は、83%(=(6-1)/6=0.83)であり、圧延温度は350〜400℃であった。
【0049】
以上の条件下において、薄板状に圧延した被覆型複合材料1を切断し、その切断面を観察したところ、図6に示すように、芯材2が被覆材3に被覆されている状態が保持されていた。また、実施例4で後述するように、圧延前において芯材2と被覆材3との間に形成されていた金属間化合物等の反応物層は、圧延後に粒状に分断されている様子が確認された。このように脆い反応物層が粒状に分断されることは、被覆材3が芯材2から剥離するのを防止する観点から好ましい効果である。
【0050】
以上の本実施例3によれば、本実施例1で得られた被覆型複合材料1は、芯材2に被覆材3を被覆させたままの状態で、熱間圧延によって容易に薄板に加工できることが確認された。したがって、本発明によれば、芯材2に被覆材3が被覆されている薄板状の被覆型複合材料1を容易に製造することができる。また、圧延加工により薄板状に形成されてなる被覆型複合材料1は、自動車産業や航空産業等のように、軽量で耐食性を有する薄板状材料を必要とする様々な産業分野において、幅広く活用されることが期待できる。
【実施例4】
【0051】
<被覆型複合材料1の加工性を向上する方法>
本実施例4では、実施例1で得られた被覆型複合材料1の加工性を向上する方法を考察した。まず、圧延する前の被覆型複合材料1の切断面において、芯材2と被覆材3の界面を拡大して観察したところ、図7に示すように、割れ(crack)や間隙はなく良好な接合状態が認められた。ただし、芯材2と被覆材3との間には、約4mmの薄い層が形成されていることが確認された。
【0052】
この薄い層は、図8に示すアルミニウム−マグネシウムの二元系平衡状態図を参照すると、Al3Mg2またはAl12Mg17等のアルミニウム−マグネシウム系金属間化合物を主成分とする反応物であると推察される。なお、金属間化合物は、拡散機構による成長をすることを考慮すると、押出温度が低いほど、および押出速度が速いほど薄くなる傾向にあるものと考えられる。
【0053】
一方、実施例3で圧延された被覆型複合材料1の切断面において、芯材2と被覆材3の界面を拡大して観察したところ、図9に示すように、芯材2と被覆材3との間で割れ(crack)が観察された。これは、マグネシウム合金母相とアルミニウム被覆層との界面に形成された上記の反応物層が、芯材2や被覆材3よりも硬質で脆弱な特性を有しているためである。そこで、本願発明者らは、上記の割れを防止するための解決策として、芯材2と被覆材3との間に薄い中間材4を介在させて両者の接触を妨げることにより、芯材2と被覆材3との金属間化合物やその他の反応物が生成されるのを防止することに着想した。
【0054】
本実施例4では、マグネシウムとアルミニウムによって生成される金属間化合物やその他の反応物の生成を防止する中間材4として、加工性の高い純亜鉛を使用した。そして、図1に示した押出装置10の押出コンテナ11の中に下から、芯材2、中間材4、被覆材3、および押出ダイス12の順にセットし、熱間押出法により押出加工を行った。なお、芯材2としては、厚さ25mmの円盤状のマグネシウム合金、中間材4としては、厚さ3mmの円盤状の純亜鉛、被覆材3としては、厚さ5mmの円盤状の純アルミニウムを使用し、押出ダイス12のダイス穴12aは略矩形状とした。また、本実施例4の押出条件は、押出温度が約280℃、押出加工率が約93%、および加圧荷重が約30トンとした。
【0055】
本実施例4で得られた被覆型複合材料1の切断面の拡大写真を図10に示す。図10に示すように、芯材2と被覆材3との間には金属間化合物等の反応物が形成されておらず、その代わりに厚さ約10mmの純亜鉛の中間層が形成されていることが確認された。また、芯材2と中間材4との間および中間材4と被覆材3との間には、割れや間隙がなく良好な接合状態が認められた。なお、図11に示すアルミニウム−亜鉛の二元系平衡状態図を参照すると、亜鉛はアルミニウム中に全率固溶されることがわかる。このため、押出成形した被覆型複合材料1を適切な温度に加熱保持することにより亜鉛の中間層をアルミニウム中に溶融させて消滅させることができる。
【0056】
ただし、亜鉛の固溶は高温ほど短時間で完了するが、液相が出現してはいけないので平衡状態図で読み取れる共晶温度以下で処理することが好ましい。一方、例え、共晶温度以下であっても、高温であるほどマグネシウムの結晶粒が速く成長し粗大化してしまう。このため、比較的低温であっても短時間で固溶できるように、亜鉛層を極めて薄くしておく必要があるものと考えられる。
【0057】
以上のように、本方法により亜鉛の中間層を介在させると、硬質脆性なアルミニウム−マグネシウム系金属間化合物やその他の反応物の生成を阻止できる。このため、熱間押出加工や熱間圧延加工を施しても、加工性の高い亜鉛層によって割れが発生しにくく、より一層、加工性を向上することができる。一方、所定の形状に加工した後は、後熱処理等の熱処理によって亜鉛の中間層そのものが、アルミニウム中に固溶されて消滅し、アルミニウム層を強化させることができる。
【0058】
なお、上述した本実施例4では、マグネシウム合金やアルミニウム合金に対して大きな溶解度を有する物質として、亜鉛を中間材4として使用したが、これに限定されるものではない。すなわち、中間材4としては、亜鉛合金はもとより、熱処理によって芯材2または被覆材3に対して溶解可能な溶解度を有する金属材料からなるものであれば、他の材料を採用してもよい。但し、マグネシウムやアルミニウムと反応物を形成しないか、あるいは反応物を形成したとしても強度等の点で悪影響しないものであることが好ましい。
【0059】
以上の本実施例4によれば、芯材2と被覆材3との間に中間材4を介在させて押し出すことにより、芯材2と被覆材3によって構成される金属間化合物の生成を阻止する中間層を備えた被覆型複合材料1を製造できることが確認された。また、この被覆型複合材料1は加工性が高く、かつ、加工後に中間層を消滅させられることが確認された。
【実施例5】
【0060】
<マグネシウム合金中の結晶粒を確認する実験>
本実施例5では、本実施例1で得られた被覆型複合材料1について、押出加工の前後におけるマグネシウム合金中の結晶粒を確認する実験を行った。実施例1で芯材2として用いたマグネシウム合金は、室温では塑性加工できないほど脆い。そこで、押出加工する前のマグネシウム合金について、母相の結晶粒を光学顕微鏡で確認したところ、図12(a)に示すように、数十mmの結晶粒径を持つ結晶が確認された。
【0061】
一般的に、金属材料の機械的性質および化学的性質は、結晶粒径によって支配されており、室温であれば粒径が小さいほど優れた性質になることが知られている。したがって、マグネシウム合金の結晶粒を微細化できれば、機械的性質や化学的性質が向上する。そして、結晶粒を微細化する方法としては、再結晶が有効である。この再結晶は、再結晶温度以下で変形した後に再結晶温度以上に加熱すると、変形時のひずみを解消すべく、変形した結晶が多角形の細粒に分割結晶するとともに、増加していた転位も消滅し、結晶粒が内部ひずみを持たない安定したものとなる現象である。
【0062】
この点につき、実施例1で得られた被覆型複合材料1は、マグネシウムの再結晶温度以上の押出温度で押し出されたものである。このため、芯材2であるマグネシウム合金中では、押出変形中に再結晶が起こるという、いわゆる動的再結晶が発生しているものと考えられる。そこで、押出加工した後のマグネシウム合金について、母相の結晶粒を光学顕微鏡で確認したところ、図12(b)に示すように、結晶粒径が数mmにまで微細化されていることが確認された。また、この微細化によりマグネシウム合金の可塑性が向上しているものと考えられる。
【0063】
なお、再結晶の後もさらに加熱を続けると、結晶粒が成長してしまうため、押出加工時には、加工率、加工温度および加工速度を適切にコントロールすることが好ましい。具体的には、加工率はより大きい方がよく、加工温度は低温が好ましく、加工速度はより速い方が好ましい。
【0064】
以上の本実施例5によれば、本発明に係る被覆型複合材料1の製造方法により、芯材2に被覆材3を被覆させるのと同時に再結晶を発生させ、マグネシウム合金の結晶粒を微細化できることが確認された。したがって、芯材2の機械的性質や化学的性質がより一層向上しているものと考えられる。
【実施例6】
【0065】
<被覆材3のバリエーション>
本実施例6では、被覆型複合材料1に所定の性質を備えさせる被覆材3のバリエーションについて実験を行った。本実施例6では、被覆層を硬質にして被覆型複合材料1に耐摩耗性を付与する目的で急冷凝固アルミニウム合金粉末を使用した。この急冷凝固アルミニウム合金粉末には、鉄やニッケル等の遷移金属やケイ素等の非金属元素からなる溶質元素が急冷凝固中に過飽和固溶されている。このため、当該溶質元素が熱間押出中に微細析出してアルミニウム合金を強化すると考えたからである。
【0066】
ただし、急冷凝固粉末は非常に硬いので押出条件によっては焼結しにくく、押出加工性が悪い。このため、押出加工時には、高温でゆっくりと押し出すことが好ましい。そこで、本実施例6では、低荷重で早く押し出す目的で、急冷凝固アルミニウム合金粉末に、軟質で可塑性の高い他のアルミニウム合金粉末と混合した。具体的には、純アルミニウム粉末とAl-Si-Fe-Ni系合金急冷凝固粉末とを重量比1:1で混合した粉末を被覆材3として使用した。これにより、加工性が高まるのみならず、押出工具の表面を摩耗により損傷させることがなく、工具の寿命を長期化できるものと考えられる。
【0067】
上記の混合粉末を押出コンテナ11に収容するにあたって、約200MPaで圧縮し直径45mmおよび厚さ5mmの円盤状圧粉体に成形した。そして、図1に示した押出装置10の押出コンテナ11の中に、実施例1と同様の芯材2、本実施例6の被覆材3、および押出ダイス12の順にセットし、熱間押出法により押出加工を行った。本実施例6の押出条件は、押出温度が約280℃、押出加工率が約93%、および加圧荷重が約30トンとした。
【0068】
本実施例6で得られた被覆型複合材料1の切断面を観察すると、図13に示すように、アルミニウム母相中に、島状に分布した硬質アルミニウム合金粉末粒子が分散されており、急冷凝固アルミニウム合金粉末の粒子層が形成されている様子が確認できた。また、島状に分布する硬質アルミニウム合金粉末を拡大して観察すると、図14のように1mm以下の超微細組織が確認できた。これは、急冷凝固時に過飽和固溶していた鉄やニッケル等の遷移金属とアルミニウムとが熱間押出中に化合し、Al3NiやAl5FeSi等の金属間化合物が超微細粒子として高密度に析出したためである。また、同様に、過飽和固溶していたSi等の非金属元素が、熱間押出中に超微細粒子として高密度で析出したためである。
【0069】
図14で観察されたSiやAl3Ni,Al5FeSiなどの超微細粒子は、いずれも極めて硬い物質である。そこで、当該硬質アルミニウム合金粉末部分の固さを測定すると、ビッカース硬度で約250を示し、鋼の硬度に匹敵する硬度を有していることが示された。すなわち、軽量が特徴であるマグネシウム合金を軽くて硬いアルミニウム合金で被覆することにより、軽量でありながら高硬度、耐摩耗性および耐食性を有する被覆型複合材料1を得ることができた。
【0070】
なお、急冷凝固粉末は、上述した急冷凝固アルミニウム合金粉末に限定されるものではなく、芯材2とは異なる金属材料に遷移金属または非金属元素の少なくともいずれか一方を過飽和固溶させた急冷凝固粉末であればよい。このような急冷凝固粉末によって急冷凝固粉末の粒子層を形成すれば、過飽和固溶した溶質元素が、熱間押出中に微細析出してアルミニウム合金を強化するからである。特に、上述した金属間化合物の微細粒子は高温でも安定して存在できるため、遷移金属が過飽和固溶された急冷凝固粉末を用いれば、被覆層の高温強度が著しく向上する。
【0071】
また、被覆層に高い耐食性を付与したい場合には、例えば、耐食性を有するアルミニウム−亜鉛系のアルミニウム合金を用いればよい。実際に、アルミニウム−10wt%亜鉛のインゴットから切り出した直径45mm、厚さ5mmの円盤を被覆材3として用意した。そして、実施例1と同様の押出条件下で押し出したところ、純アルミニウムの円盤を被覆材3としたときと同様、容易にマグネシウム合金からなる芯材2を被覆することができた。
【0072】
以上の本実施例6によれば、溶質元素を過飽和固溶させた急冷凝固粉末によって、芯材2を被覆した被覆型複合材料1を製造できること、および当該被覆型複合材料1が、軽量でありながら高硬度、耐摩耗性および耐食性を有することが示された。
【0073】
なお、本発明に係る被覆型複合材料1の製造方法および被覆型複合材料1は、前述した実施形態に限定されるものではなく、適宜変更することができる。
【0074】
例えば、上述した本実施形態では、加圧方向と押出方向が逆になる間接押出装置10を用いているが、これに限定されるものではなく、加圧方向と押出方向が同じになる直接押出装置を使用してもよい。ただし、直接押出装置を使用した場合、芯材2や被覆材3が、押出コンテナ11の内壁面との間に大きな摩擦抵抗を発生させるため、間接押出装置10と比較して、より大きな加圧力が必要となる点に留意する。
【符号の説明】
【0075】
1 被覆型複合材料
2 芯材
3 被覆材
4 中間材
10 押出装置
11 押出コンテナ
11a 底板
12 押出ダイス
12a ダイス穴
13 押出ステム
14 加熱炉
31 穴
32 薄肉部
【特許請求の範囲】
【請求項1】
所定の金属材料からなる芯材と、押出ダイスとの間に、前記芯材とは異なる金属材料からなる被覆材を配置し、熱間押出法により前記芯材および前記被覆材を同時に押し出すことにより前記芯材に前記被覆材を被覆してなる被覆型複合材料を製造する方法。
【請求項2】
請求項1において、前記被覆材は、前記芯材と前記押出ダイスとの間に配置したときに前記押出ダイスのダイス穴に対応する部分に穴または薄肉部が形成されている被覆型複合材料の製造方法。
【請求項3】
請求項1または請求項2のいずれかにおいて、前記芯材と前記被覆材との間に、両者の接触を防止する中間材を介在させて押し出す被覆型複合材料の製造方法。
【請求項4】
請求項3において、前記中間材は、熱処理によって前記芯材または前記被覆材に溶解可能な溶解度を有する金属材料を使用する被覆型複合材料の製造方法。
【請求項5】
請求項1から請求項4のいずれかにおいて、前記被覆材は、溶質元素を過飽和固溶させた急冷凝固粉末を使用する被覆型複合材料の製造方法。
【請求項6】
請求項1から請求項5のいずれかにおいて、前記芯材はマグネシウムまたはマグネシウム合金を使用し、前記被覆材はアルミニウムまたはアルミニウム合金を使用する被覆型複合材料の製造方法。
【請求項7】
請求項6において、前記中間材は亜鉛または亜鉛合金を使用する被覆型複合材料の製造方法。
【請求項8】
請求項1から請求項7のいずれかにおいて、熱間押出法により得られた被覆型複合材料を圧延加工することにより、芯材に被覆材が被覆されている薄板状の被覆型複合材料を製造する方法。
【請求項9】
所定の金属材料からなる芯材と、この芯材とは異なる金属材料であって前記芯材を被覆してなる被覆材と、前記芯材と前記被覆材との間に介在されて両者の接触を妨げて両者の反応物の生成を阻止する中間材と、を有する被覆型複合材料。
【請求項10】
請求項9において、前記中間材は、熱処理によって前記芯材または前記被覆材に溶解可能な溶解度を有する金属材料からなる被覆型複合材料。
【請求項11】
請求項9または請求項10において、前記芯材はマグネシウムまたはマグネシウム合金からなり、前記被覆材はアルミニウムまたはアルミニウム合金からなり、前記中間材は亜鉛または亜鉛合金からなる被覆型複合材料。
【請求項12】
所定の金属材料からなる芯材と、この芯材とは異なる金属材料に溶質元素を過飽和固溶させた急冷凝固粉末の粒子層により前記芯材を被覆してなる被覆材と、を有する被覆型複合材料。
【請求項13】
請求項12において、前記芯材は、マグネシウムまたはマグネシウム合金からなり、前記被覆材は、急冷凝固アルミニウム合金粉末粒子層からなる被覆型複合材料。
【請求項14】
請求項9から請求項13のいずれかにおける被覆型複合材料を圧延加工により薄板状に形成されてなる被覆型複合材料。
【請求項1】
所定の金属材料からなる芯材と、押出ダイスとの間に、前記芯材とは異なる金属材料からなる被覆材を配置し、熱間押出法により前記芯材および前記被覆材を同時に押し出すことにより前記芯材に前記被覆材を被覆してなる被覆型複合材料を製造する方法。
【請求項2】
請求項1において、前記被覆材は、前記芯材と前記押出ダイスとの間に配置したときに前記押出ダイスのダイス穴に対応する部分に穴または薄肉部が形成されている被覆型複合材料の製造方法。
【請求項3】
請求項1または請求項2のいずれかにおいて、前記芯材と前記被覆材との間に、両者の接触を防止する中間材を介在させて押し出す被覆型複合材料の製造方法。
【請求項4】
請求項3において、前記中間材は、熱処理によって前記芯材または前記被覆材に溶解可能な溶解度を有する金属材料を使用する被覆型複合材料の製造方法。
【請求項5】
請求項1から請求項4のいずれかにおいて、前記被覆材は、溶質元素を過飽和固溶させた急冷凝固粉末を使用する被覆型複合材料の製造方法。
【請求項6】
請求項1から請求項5のいずれかにおいて、前記芯材はマグネシウムまたはマグネシウム合金を使用し、前記被覆材はアルミニウムまたはアルミニウム合金を使用する被覆型複合材料の製造方法。
【請求項7】
請求項6において、前記中間材は亜鉛または亜鉛合金を使用する被覆型複合材料の製造方法。
【請求項8】
請求項1から請求項7のいずれかにおいて、熱間押出法により得られた被覆型複合材料を圧延加工することにより、芯材に被覆材が被覆されている薄板状の被覆型複合材料を製造する方法。
【請求項9】
所定の金属材料からなる芯材と、この芯材とは異なる金属材料であって前記芯材を被覆してなる被覆材と、前記芯材と前記被覆材との間に介在されて両者の接触を妨げて両者の反応物の生成を阻止する中間材と、を有する被覆型複合材料。
【請求項10】
請求項9において、前記中間材は、熱処理によって前記芯材または前記被覆材に溶解可能な溶解度を有する金属材料からなる被覆型複合材料。
【請求項11】
請求項9または請求項10において、前記芯材はマグネシウムまたはマグネシウム合金からなり、前記被覆材はアルミニウムまたはアルミニウム合金からなり、前記中間材は亜鉛または亜鉛合金からなる被覆型複合材料。
【請求項12】
所定の金属材料からなる芯材と、この芯材とは異なる金属材料に溶質元素を過飽和固溶させた急冷凝固粉末の粒子層により前記芯材を被覆してなる被覆材と、を有する被覆型複合材料。
【請求項13】
請求項12において、前記芯材は、マグネシウムまたはマグネシウム合金からなり、前記被覆材は、急冷凝固アルミニウム合金粉末粒子層からなる被覆型複合材料。
【請求項14】
請求項9から請求項13のいずれかにおける被覆型複合材料を圧延加工により薄板状に形成されてなる被覆型複合材料。
【図1】


【図3】

【図4】
【図5】

【図2】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】

【図13】

【図14】
【図3】
【図4】
【図5】
【図2】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2010−247219(P2010−247219A)
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願番号】特願2009−102497(P2009−102497)
【出願日】平成21年4月20日(2009.4.20)
【出願人】(504173471)国立大学法人北海道大学 (971)
【Fターム(参考)】
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願日】平成21年4月20日(2009.4.20)
【出願人】(504173471)国立大学法人北海道大学 (971)
【Fターム(参考)】
[ Back to top ]