
被覆層付部材の表面処理方法及びその表面処理方法を施した部材
【課題】粘着剤を被覆層構成材として用いて形成した被覆層付部材から処理溶液に溶出する物質の悪影響を抑制できる表面処理方法を提供する。
【解決手段】被覆層構成材6に含まれる物質が処理溶液に溶出して当該表面処理に悪影響を及ぼす現象を抑制する影響抑制工程を含む表面処理工程を採用する。影響抑制工程では、被覆層付部材1を湯煎する工程、有機溶剤で洗浄する工程を実施する。紫外線硬化型粘着剤に対しては、被覆層構成材6のはみ出し面22を紫外線処理する工程、又は、処理溶液を紫外線処理する工程も採用できる。更に、必要に応じて活性炭処理工程を付加する。
【解決手段】被覆層構成材6に含まれる物質が処理溶液に溶出して当該表面処理に悪影響を及ぼす現象を抑制する影響抑制工程を含む表面処理工程を採用する。影響抑制工程では、被覆層付部材1を湯煎する工程、有機溶剤で洗浄する工程を実施する。紫外線硬化型粘着剤に対しては、被覆層構成材6のはみ出し面22を紫外線処理する工程、又は、処理溶液を紫外線処理する工程も採用できる。更に、必要に応じて活性炭処理工程を付加する。
【発明の詳細な説明】
【技術分野】
【0001】
本件発明は、被覆層付部材の表面処理方法及びその表面処理方法を施した部材に関する。
【背景技術】
【0002】
近年、必要な微細領域にのみ表面処理を施す技術として、金属を沈着させる技術では無電解めっきが主流となっている。例えばビルドアップ配線板の製造では、絶縁基材を被表面処理物として用い、その表面の配線が必要な部分にのみ導体金属をめっきしており、更にニッケルめっき、錫めっきや金めっきなども施す場合もある。具体的には、紫外線硬化型や放射線硬化型の樹脂等を用いてめっきレジストを形成し、レジストの形成していない部分に金属を沈着させている。この時用いるレジスト材料は粘着質であり、露光により硬化反応が進行して所期の接着力を発揮し、未露光部分は薬品を用いて溶解し、被覆層としてレジストパターンを形成している。
【0003】
上述のように、不要部分への表面処理を妨げるマスキングとして、金属層を形成しない面をレジストで被覆し、湿式の表面処理を施すと、レジストパターンなどの被覆層と処理溶液とが直接接触するため、レジストが含む未硬化の樹脂成分などが処理溶液中に溶出し、好まざる添加剤として機能する場合がある。
【0004】
そして、半導体デバイスでは、LSI等の高集積化に伴って接続するパッド数が多くなり、配線の微細化が著しい。このように微細化された配線を、銀や銅で形成するとマイグレーションが発生しやすいため、シリコンウェハ上にはアルミニウムで配線及び電極を形成することが多い。そして、アルミニウムで配線や電極を形成する工程では、配線や電極が必要な部分にのみアルミニウムを沈着させるのが通常である。また、アルミニウム電極上に更にニッケルの無電解めっき層を形成し、はんだ接合性やボンディング性を良好にすることも行われている。
【0005】
ところが、シリコンウェハのように薄い基材のアルミニウム電極等の上にのみ金属層を形成する場合には、不要部分への表面処理を妨げるマスキングとシリコンウェハの破損を防止するための補強とをかねて、配線を形成していない面を支持体に固定したり、被覆層を設けて補強したりしてから表面処理を施すなどの方策がとられる。この方法では、被覆層により未硬化の樹脂成分などを含む粘着剤が処理溶液と接触する面積が小さくなると言う利点も備える。そして、被覆層で補強する場合には、粘着性を備える保護テープを用いるのが便利である。
【0006】
この時、表面処理の終了後に基材と粘着剤との分離を容易にする機能を備える粘着剤として、紫外線硬化型粘着剤や熱硬化型粘着剤を用いる技術も一般的に用いられている。保護テープに紫外線硬化型粘着テープや熱硬化型粘着テープを用いると、粘着剤に紫外線を照射したり、加熱したりすれば粘着剤が硬化して粘着力が失われるため、表面処理後に保護テープを基材から分離する際に基材に与えるストレスが小さく、基材を損傷する危険性を回避できると同時に、きれいな表面状態を得ることが容易になる。
【0007】
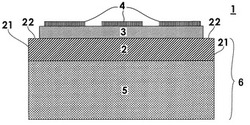
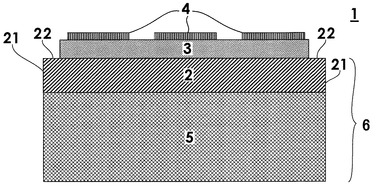
ここで、シリコンウェハに無電解めっきを施す場合、シリコンウェハを補強するために、保護テープとして紫外線硬化型粘着テープや熱硬化型粘着テープを貼付する構成の一例を図1に示す。この時、シリコンウェハ3が厚ければ、保護テープ6の外形形状をシリコンウェハ3の外形形状に一致させるように切除することは容易である。従って、粘着剤2のはみ出し面22はほぼ存在しない状態にでき、粘着剤2の切断面21のみが露出した状態となる。しかし、シリコンウェハ3が極薄になると、貼付した保護テープ6を切除する治具がシリコンウェハに接触した際に、シリコンウェハ3を破損する危険性が大きくなる。係る場合には、図1に示すように、シリコンウェハ3の外周から保護テープ6にはみ出し部を残すように切除すると安全である。しかし、無電解めっき液と接触することになる粘着剤2の露出表面積は、切断面21とはみ出し面22との合計となり、飛躍的に大きくなる。この状態で保護テープ付シリコンウェハ1を無電解めっき工程に投入すると、粘着剤2が含む未硬化の樹脂成分やラジカル発生剤等の有機成分が繰り返し水溶液に浸漬されることになる。そして、上述の有機成分には官能基を多く含むものが多く、水溶液系にも溶解しやすい傾向を備える。そのため、ウェットプロセスの表面処理工程では、粘着剤が含む有機成分も処理溶液に溶出し、好まざる添加剤として機能する場合がある。なお、上述の説明で参照した図1では、粘着剤2の切断面21とはみ出し面22との関係を理解しやすくするため、実際の寸法よりも粘着剤等の厚さを強調した表記としていることを断っておく。
【0008】
上述のように、有機成分等の溶出成分が処理溶液に蓄積することで悪影響を及ぼしうるウェットプロセスの表面処理工程では、溶出物質の影響を抑制するために、有機成分の溶出が少ない材料を使用するか、処理溶液中に蓄積する溶質物質を除去するかの、いずれか一方を選択するのが一般的である。
【0009】
そこで、特許文献1は、処理溶液中の溶出物質の悪影響を抑制するために、選択的に銅めっきする際に用いるレジストの樹脂材料として、室温で固形状の多官能基不飽和化合物と、室温で液体状の多官能基不飽和化合物と、室温で固形状のエポキシ樹脂を用い、更に光重合開始剤とエポキシ樹脂の硬化剤と消泡剤とを合わせて有機溶剤に溶解させたものを、レジスト皮膜の形成材料とし用いる技術を開示している。そして、樹脂成分がめっき液に溶け出すことが抑制され、銅めっきの析出状態に悪影響を及ぼすことを防ぐことができるとしている。
【0010】
また、特許文献2は、プローブシート等のディップ方式によるめっき方法において、めっき液の液質を維持管理する方法であり、型材に形成されたフォトレジストからめっき液へ溶出した不純物成分を除去する技術を開示している。具体的には、揮発性の不純物成分は、めっき液から揮発蒸発させて除去し、不揮発性の不純物成分は、活性炭などを用いて吸着させて除去するとしている。そして、フォトレジストから溶出した不純物成分をめっき液から除去して、良好な結果が得られたとしている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平6‐80762号公報
【特許文献2】特開2007‐71561号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
ところが、特許文献1が開示する発明は、レジストには適用可能な技術であるが、粘着剤への適用は困難な技術である。
【0013】
そして、特許文献2に開示の発明は処理溶液を加熱するため、処理溶液の水分が蒸発して濃度が変動すると同時に、処理溶液が含む添加剤の変質も懸念される技術である。また、処理溶液を活性炭処理すると、処理溶液が含む添加剤も活性炭に吸着するため、処理溶液を最良の状態に維持することが困難な技術である。更に、レジストパターンを形成した後に粘着テープを用いて補強し、粘着剤が一部露出した状態でウェットプロセスの表面処理を施す場合を考えると、フォトレジストが含む有機成分と、粘着剤が含む有機成分との両方が処理溶液中に溶出することになる。即ち、処理溶液中に溶出する有機成分の量は、粘着テープによる補強が無い状態で表面処理を施す場合よりも大量になり、またその有機成分の処理溶液中における挙動も異なる場合があることを前提としなければならない。そして、この傾向は、ラジカル発生剤を含む熱硬化型や紫外線硬化型の粘着テープを用いた場合に顕著となる。
【0014】
上述した背景から、粘着テープを用いて被覆層を形成した被表面処理物を表面処理する場合、特許文献2が開示する技術を処理溶液の管理方法として採用すると、不純物成分の除去は表面処理工程から独立した別工程で行わなければならず、除去装置の規模を大きくせざるを得ない場合もある。別工程として稼働させる不純物除去工程は、生産効率を低下させると同時に、装置規模を大きくすると、設備投資金額が大きくなるばかりではなく、安定操業の維持も更に困難になる。従って、特許文献2に開示の発明は、製造コストの上昇と、製品歩留まりの低下とを避けることができない技術である。
【0015】
従って、熱硬化型や紫外線硬化型の粘着剤を用いて被覆層を形成した被表面処理物に表面処理を施す場合に、表面処理工程で使用する処理溶液に粘着剤等が含む有機成分が混入しても、表面処理への悪影響を抑制できる表面処理方法が要求されていた。
【課題を解決するための手段】
【0016】
そこで、鋭意研究の結果、本件発明者等は以下に示す表面処理方法を用いれば、上述した課題を解決できることに想到したのである。
【0017】
本件発明に係る表面処理方法: 本件発明に係る表面処理方法は、被表面処理物を処理溶液に浸漬して表面処理を施す方法であって、表面処理を施すための表面処理工程が、被表面処理物に被覆層構成材を用いて被覆層を設けて被覆層付部材を得る被覆工程と、被覆層構成材に含まれる溶出成分が溶出物質として処理溶液に蓄積し、表面処理に悪影響を及ぼす現象を抑制する影響抑制工程とを含み、被覆工程は、被覆層構成材として被覆層を備える粘着剤を用いて被覆層付部材を作成する工程であることを特徴としている。
【0018】
本件発明に係る表面処理方法においては、粘着剤が熱硬化型粘着剤であることも好ましい。
【0019】
本件発明に係る表面処理方法においては、粘着剤が紫外線硬化型粘着剤であることも好ましい。
【0020】
本件発明に係る表面処理方法においては、影響抑制工程が被覆層付部材を湯煎する工程であることも好ましい。
【0021】
本件発明に係る表面処理方法においては、被覆層付部材を湯煎する工程は、80℃〜85℃の水で被覆層付部材を20分間以上湯煎又は85℃〜95℃の水で被覆層付部材を15分間以上湯煎する工程であることも好ましい。
【0022】
本件発明に係る表面処理方法においては、影響抑制工程が有機溶剤を用いて被覆層付部材を洗浄する工程であることも好ましい。
【0023】
本件発明に係る表面処理方法においては、有機溶剤を用いて被覆層付部材を洗浄する工程は、アルコール類、エーテル類又はこれらの混合物に被覆層付部材を15分間〜40分間浸漬する工程であることも好ましい。
【0024】
本件発明に係る表面処理方法においては、影響抑制工程が、被覆層構成材のはみ出し面へ紫外線を照射する工程であることも好ましい。
【0025】
本件発明に係る表面処理方法においては、被覆層構成材のはみ出し面へ紫外線を照射する工程は、被覆層構成材の表面に100mJ/cm2〜1000mJ/cm2の紫外線を照射する工程であることも好ましい。
【0026】
本件発明に係る表面処理方法においては、影響抑制工程が処理溶液へ紫外線を照射する工程であることも好ましい。
【0027】
本件発明に係る表面処理方法においては、処理溶液へ紫外線を照射する工程は、1.0Lの無電解ニッケルめっき液に対して1500mJ〜120000mJの紫外線を照射する工程であることも好ましい。
【0028】
本件発明に係る表面処理方法においては、処理溶液へ紫外線を照射する工程は、1.0Lの電解銅めっき液に対して8000mJ〜120000mJの紫外線を照射する工程であることも好ましい。
【0029】
本件発明に係る基材: 本件発明に係る基材は、上述の表面処理方法を用いて表面処理を施した部材であることを特徴としている。
【0030】
本件発明に係る部品: 本件発明に係る部品は、上述の表面処理方法を用いて表面処理を施した部材であることを特徴としている。
【発明の効果】
【0031】
粘着剤を含む被覆層構成材を用いて被表面処理物に被覆層を設けて被覆層付部材を作成し、この被覆層付部材を処理溶液に浸漬して表面処理を施す表面処理工程では、被覆層構成材が含む物質が前記処理溶液に溶出して当該表面処理に悪影響を及ぼす現象を抑制する影響抑制工程を含む本件発明に係る表面処理方法を採用すれば、被覆層構成材に含まれる物質が処理溶液に溶出して与える悪影響を無視できるため、狙い通りの表面処理結果を得ることができる。
【図面の簡単な説明】
【0032】
【図1】図1は、実施例で用いた被覆層付部材を示す断面模式図である。
【図2】図2は、無電解ニッケルめっきを含む表面処理工程の流れを示す表である。
【図3】図3は、電気銅めっき工程の流れを示す表である。
【発明を実施するための形態】
【0033】
以下、本件発明に係る表面処理方法及びその表面処理方法を施した部材について詳細に説明する。
【0034】
本件発明に係る表面処理形態: 本件発明に係る表面処理方法は、被表面処理物を処理溶液に浸漬して表面処理を施す方法であって、表面処理を施すための表面処理工程が、被表面処理物に被覆層構成材を用いて被覆層を設けて被覆層付部材を得る被覆工程と、被覆層構成材が含む溶出成分が溶出物質として処理溶液に蓄積し、表面処理に悪影響を及ぼす現象を抑制する影響抑制工程とを含み、被覆工程は、被覆層を備える粘着剤を被覆層構成材として用いて被覆層付部材を作成する工程である。
【0035】
被覆層付部材を、被覆層を備える粘着剤を被覆層構成材として用いて作成すれば、粘着剤を硬化させた後の剥離操作が容易になる。そして、ここで用いる被覆層には特段の制限は無く、被表面処理物及び処理溶液、そして表面処理条件等を勘案して最適な素材から選択すればよい。例えば、ポリエステルフィルムやPETフィルムなどを用いて可撓性を備える被覆層とすれば、被覆が必要な部分に貼付してから不要部分を切除することも容易である。
【0036】
本件発明は、粘着剤を用いて被覆層を設けることを特徴としているため、粘着剤から処理溶液に溶出する有機成分が、表面処理の仕上がりに影響を与える主な要因となる。粘着剤には、常温タイプ、感圧タイプなどがあり、更に、加熱や紫外線照射により粘着性を失うタイプも実用化されている。これら粘着剤を構成する樹脂にはアクリル系が多く、官能基を備えるモノマーやオリゴマーを含むのが通常である。そして、硬化させて剥離を容易にする粘着剤は、後述するようにラジカル発生剤を含んでいる。ところが、粘着剤が含むラジカル発生剤等の低分子量有機成分は、その化学構造の末端に官能基を備えているために極性が大きく、めっき皮膜などの表面への吸着活性を備える。その結果、表面処理に悪影響を及ぼすと考えられる。従って、本件発明の表面処理方法は、溶出成分の主体をなす官能基を備える低分子量有機成分が溶出物質として処理溶液に蓄積し、表面処理に悪影響を及ぼす現象を抑制する影響抑制工程を含んでいる。
【0037】
本件発明に係る表面処理方法においては、前記粘着剤が熱硬化型粘着剤である。熱硬化型粘着テープを用いる場合には、熱硬化性アクリル系粘着ポリマーとして、グリシジル基などのエポキシ基を有する(メタ)アクリレート、及びカルボキシル基を有する(メタ)アクリレートを含む混合モノマーから誘導された共重合体等を採用できる。具体的には、これらの混合モノマーを、アゾ系化合物又は過酸化物をベースとする重合開始剤(熱ラジカル発生剤)の下でラジカル重合させる。重合法には、溶液重合法、エマルジョン重合法、懸濁重合法、塊状重合法又はその他の周知の重合方法を用いることができる。そして、このようにして得られた粘着剤は、例えばエポキシ樹脂の硬化反応温度である150℃〜250℃で加熱すれば、熱硬化性アクリル系粘着ポリマーが硬化して粘着力を失う。
【0038】
そして、上述の熱ラジカル発生剤としては、熱により分解し、重合硬化を開始する活性ラジカルを発生するものが挙げられる。例えば、ジクミルパーオキサイド、ジ‐t‐ブチルパーオキサイド、t‐ブチルパーオキシベンゾエート、t‐ブチルハイドロパーオキサイド、ベンゾイルパーオキサイド、クメンハイドロパーオキサイド、ジイソプロピルベンゼンハイドロパーオキサイド、パラメンタンハイドロパーオキサイド、ジ‐t‐ブチルパーオキサイド等である。なかでも、熱分解温度が高いことから、クメンハイドロパーオキサイド、パラメンタンハイドロパーオキサイド、ジ‐t‐ブチルパーオキサイド等が好適である。これらの熱重合開始剤であれば特に限定する必要は無いが、例えば、市販されているものから、パーブチルD、パーブチルH、パーブチルP、パーメンタH(以上いずれも日本油脂製)等を好適に使用できる。これら熱重合開始剤は、単独で用いてもよく、2種以上を併用してもよい。
【0039】
また、本件発明に係る表面処理方法においては、前記粘着剤が紫外線硬化型粘着剤である。高温加熱のできない被表面処理物に対しては上述の熱硬化型粘着剤を用いることが困難であり、紫外線などの光エネルギーによって硬化反応が進行する紫外線硬化型粘着剤を用いるのが好ましい。具体的には、(メタ)アクリル樹脂とラジカル重合開始剤(光ラジカル発生剤)とを含有する光硬化型の粘着剤からなる粘着剤を用いる場合が多い。このような光硬化型の粘着剤は、高い粘着性を有する一方で、紫外線等の光を照射すれば(メタ)アクリル樹脂が架橋して著しく弾性率が上昇し、粘着力が低減する。
【0040】
上述の光ラジカル発生剤としては、波長250〜800nmの光を照射すること等により活性化されるものが好ましく、例えば、メトキシアセトフェノン等のアセトフェノン誘導体化合物;ベンゾインプロピルエーテル、ベンゾインイソブチルエーテル等のベンゾインエーテル系化合物;ベンジルジメチルケタール、アセトフェノンジエチルケタール等のケタール誘導体化合物;フォスフィンオキシド誘導体化合物;ビス(η5‐シクロペンタジエニル)チタノセン誘導体化合物、ベンゾフェノン、ミヒラーケトン、クロロチオキサントン、トデシルチオキサントン、ジメチルチオキサントン、ジエチルチオキサントン、α‐ヒドロキシシクロヘキシルフェニルケトン、2‐ヒドロキシメチルフェニルプロパン等を用いることができる。これらの光ラジカル発生剤は、単独で用いてもよく、2種以上を併用してもよい。
【0041】
本件発明に係る表面処理方法においては、影響抑制工程が被覆層付部材を湯煎する工程であることも好ましい。表面処理工程では、水分の蒸発による処理溶液の濃縮を避けると同時に、装置を構成する資材のコストアップを避けるために、処理溶液の液温の上限を80℃程度に設定するのが通常である。そこで、表面処理工程における設定温度と同等か高めの温度の水を用い、表面処理に要する時間(処理溶液に浸漬する時間)前後の間被覆層付部材を湯煎する。処理溶液よりも浸透圧が小さな水に浸漬して湯煎すれば、被覆層構成材が含む溶出成分は、処理溶液に浸漬した場合よりも被覆層構成材から溶出しやすい。その結果、湯煎した被覆層付部材を表面処理する工程では溶出成分の溶出が少なくなり、溶出物質が処理溶液へ蓄積する現象を抑制することが可能になる。ここで用いる水の種類には特に制約は無く、イオン交換水、蒸留水、市水などを用いることができる。また、超音波の照射が湯煎の効果を高めるのであれば、被覆層や被表面処理物に悪影響を及ぼさない条件設定として併用しても構わない。
【0042】
また、被覆層付部材を湯煎する工程は、80℃〜85℃の水で被覆層付部材を20分間以上湯煎又は85℃〜95℃の水で被覆層付部材を15分間以上湯煎する工程である。上述したように、湯煎の条件は、その後の表面処理工程における処理条件を勘案して決定する。そして、影響抑制工程は、付加的な工程であるため、湯煎の時間はできるだけ短く、可能であれば表面処理工程よりも短時間になるように設定するのが好ましい。例えば、後に示す実施例で採用したニッケルの無電解めっき工程では、被覆層付部材を85℃の処理溶液に20分間程度浸漬している。係る表面処理条件に対しては、水温が80℃を下回る温度では有機成分の溶解度が小さく、被覆層付部材の湯煎時間を表面処理時間と同等に設定しても、湯煎の効果が十分得られない場合がある。従って、表面処理条件とほぼ同等の80℃〜85℃の水を用いる場合には、被覆層付部材を、表面処理時間以上である20分間以上湯煎する。一方、85℃〜95℃の水を用いる場合には、有機成分の溶出が良好になるため、被覆層付部材を15分間以上湯煎すれば湯煎の効果が得られる。そして、湯煎時間の上限については、最低必要な時間の2倍程度の時間湯煎すれば、有機成分を溶出させる効果は飽和に達していると考えられるため、具体的には設定していない。ここで、水温の上限を95℃としているのは、95℃以上にすると湯煎の効果が得られなくなるためではないことを断っておく。主な理由は、水温を維持するために必要なエネルギーコストが増大するためである。また、電熱ヒーターなどを直接水に投入して加熱すると、ヒーターの表面には、空気や水蒸気の気泡が発生する。そして、気泡は有機物に付着しやすい性質を備えるため、発生した気泡が湯煎槽の中に持ち込まれると被覆層付部材に付着することになる。すると、気泡が付着した被覆層構成材のはみ出し面では溶出操作が行われないことになるため好ましくない。
【0043】
本件発明に係る表面処理方法においては、前記影響抑制工程が有機溶剤を用いて前記被覆層付部材を洗浄する工程である。上述したように、溶出成分は、主に有機成分である。そして、このような溶出成分は、ほとんどの有機溶剤に可溶であり、被覆層付部材を有機溶剤に浸漬すれば、常温であっても有機成分は溶出しやすい。その結果、有機溶剤を用いて洗浄した被覆層付部材を表面処理すれば、有機成分が処理溶液へ溶出する現象を抑制できる。ここで用いる有機溶剤の種類には特段の限定は無く、被覆層や被表面処理物にダメージを与えないものであれば、一般的に樹脂ワニスを調製する際に用いる有機溶剤から、アルコール類やケトン類、飽和・不飽和炭化水素類などを選択し、単独で又は混合して使用できる。しかし、作業環境を考慮すると、人体に有害な溶剤や、沸点の低い溶剤の使用は避けるのが好ましい。
【0044】
そして、有機溶剤を用いて被覆層付部材を洗浄する工程は、アルコール類、エーテル類又はこれらの混合物に被覆層付部材部材を15分間以上浸漬する工程である。有機溶剤の選定にあたっては、上述した毒性や沸点のほかにコストも考慮する必要がある。更に、爆発的に燃焼しないなど、引火性も低いことが安全上は好ましい。これらの要求特性を考えると、アルコール類やエーテル類であれば工業的な使用量も多くて入手も容易であり、人体への悪影響も小さく、容易に爆発することも無い。また、溶出する有機成分が官能基を備えていることを考えると、アルコールとエーテルも極性溶媒であり、相溶性も良好である。しかし、炭素数が3以上のアルコールには異性体が存在し、多くの異性体が存在すると特性の違いも顕著になる場合があるため、安定した液質に調整するためには、特定の組成を指定するのが好ましい。従って、異性体が混在していたとしてもその特性には大差が無い、炭素数4を上限とするアルコール類やエーテル類を単独、又は混合して用いるのがより好ましい。
【0045】
また、有機溶剤を用いて洗浄する工程では浸漬時間を15分間以上としている。この洗浄時間は、有機溶剤の種類や温度の影響によって、若干変動するものではある。しかし、湯煎する工程の説明で述べたように、被覆層構成材から溶出成分を抽出する操作の速度は、粘着剤等の内部における溶出成分の移動速度が律速になっていると考えられる。従って、処理温度が移動速度に与える影響はあるにしても小さいため、被覆層付部材を、湯煎する時間と同様の15分間以上有機溶剤に浸漬すれば、処理溶液中に蓄積する溶出物質が表面処理に与える悪影響を抑制する効果を得ることができる。一方、有機溶剤の温度については、洗浄温度が低くなったとしても、有機溶剤に対しては、有機成分の溶解度が極端に小さくなることは無いため特段の規定は必要なく、有機溶剤の沸点を勘案し、蒸発量が多くない温度に設定すればよい。
【0046】
そして、本件発明に係る表面処理方法においては、影響抑制工程は、紫外線硬化型粘着剤を用いた被覆層構成材のはみ出し面へ紫外線を照射する工程である。上述したように、被覆層付部材は、紫外線硬化型粘着剤が露出したまま処理溶液に浸漬される。しかし、この露出面のみに紫外線を照射すれば、露出面では硬化反応が進行し、粘着剤が含む溶出成分が減少する。その結果、被覆層付部材を処理溶液に浸漬しても溶出成分の溶出量が抑制されている。しかし、大過剰の紫外線を照射すると、紫外線硬化型粘着剤の硬化が広範囲で進行して、粘着力を喪失する場合があるため、紫外線の照射条件の設定には注意が必要である。
【0047】
被覆層構成材のはみ出し面へ紫外線を照射する工程では、被覆層構成材のはみ出し面に100mJ/cm2〜1000mJ/cm2の紫外線を照射する。紫外線硬化型粘着剤を硬化させるために必要な紫外線は、樹脂構成によって好ましい波長と強度、照射時間が異なるのが通常である。そのため、ここでは、被覆層構成材である紫外線硬化型粘着剤のはみ出し面に、波長が365nmの紫外線を照射することを前提としている。波長が365nmの紫外線であれば、後述する実施例で用いた市販の超高圧水銀ランプ(ジェットライトJL‐4300:オーク製作所製)を用いれば、紫外線強度4.5mW/cm2で照射することができる。しかし、紫外線硬化型粘着剤に照射する紫外線量が100mJ/cm2未満では、溶出成分の溶出を抑制できるだけの十分な厚さで硬化させることが困難になると同時に、照射面内に硬化反応のばらつきが見られるようになって、安定した影響抑制効果が得られない場合があるため好ましくない。一方、200mJ/cm2〜1000mJ/cm2が紫外線硬化型粘着剤を硬化させるための標準的な紫外線量であることを考えると、紫外線量1000mJ/cm2を超えて照射すると、エネルギーの無駄使いになるばかりか、紫外線硬化型粘着剤の硬化が広範囲で進行して、剥離現象が見られるようになるため好ましくない。
【0048】
本件発明に係る表面処理方法においては、影響抑制工程は、処理溶液へ紫外線を照射する工程である。上述したように、熱硬化型粘着剤や紫外線硬化型粘着剤を用いた場合に、粘着剤への溶出抑制処理を実施したとしても、溶出成分が処理溶液へ溶出するのを完全に防止するのは困難である。従って、表面処理工程を長時間にわたって実施すると、処理溶液中には溶出物質が蓄積する。即ち、処理溶液に対しては、溶出物質濃度がある閾値に達した時点で、溶出物質の除去や、処理溶液の更新が必要となる。しかし、紫外線硬化型粘着剤を用いた場合には、処理溶液に光ラジカル発生剤が溶出したとしても、処理溶液に紫外線を照射すればラジカルの発生に伴う重合反応が起こり、活性な官能基が不活性化した有機化合物になるため、表面処理への悪影響を抑制できる。
【0049】
ところが、後の実施例にも見られるように、処理溶液の種類によって影響が現れる有機成分の濃度が異なり、同時に、効果が得られる紫外線の照射量も異なる。即ち、紫外線の照射対象とする処理液の種類、即ち、電解めっきと無電解めっき、そして各溶液が含む金属イオンやアニオンの種類によって効果が得られる紫外線の照射量は異なるのが通常である。この観点からは、処理溶液中の光ラジカル発生剤量を分析し、ラジカル発生に必要な紫外線量を照射すると確実な効果が得られ、エネルギー効率の面でも好ましい。
【0050】
ところで、工程内で紫外線を照射する位置は、サービスタンク内の処理溶液に直接紫外線を照射する等、処理溶液の循環径路内外を問わず特に限定の必要は無い。一方、処理溶液の透光性は良好であることが好ましく、処理溶液はフィラーなどの固形物を含んでいない場合に安定した効果が得られやすい。しかし、フィラーを含む処理溶液であっても、樋などを用い、液膜厚さを500μm程度とした状態で紫外線を照射すれば、紫外線照射処理の効果を得ることができる。しかし、液膜厚さを500μm以下等とするためには特殊な構造の装置を要するため、工程管理が煩雑になる。そのため、係る方法を採用すると、分析装置等に対する大きな設備投資が必要になる場合がある。そこで本件発明では、処理溶液に対して過剰レベルの紫外線を連続照射することを前提としている。そして、連続照射方式であれば、処理溶液のフィラー含有の有無によらず適用でき、容易な工程管理で処理溶液中の溶出物質濃度を低く維持できる。
【0051】
そして、処理溶液へ紫外線を照射する工程では、1.0Lの無電解ニッケルめっき液に対して1500mJ〜120000mJの紫外線を照射する。ここで1.0Lの無電解ニッケルめっき液に対して1500mJの紫外線を照射すれば、表面処理への悪影響を抑制できるとしているのは、後に示す実施例3同様、スターラー撹拌によりガラス製ビーカー内で流動している処理溶液の1.0Lに紫外線を照射することを前提としている。従って、実操業に際しては、それぞれの処理溶液に対して、用いる被覆層構成材の種類や被覆層付部材の処理速度、紫外線の照射位置などを勘案した実験を行い、照射すべき紫外線量をあらかじめ求めておくのが好ましい。一方、紫外線照射量の上限である120000mJは、フィラーを含有する処理溶液に対して紫外線を照射しても、処理溶液の液質を改善する効果はほぼ飽和に達しているレベルとして設定している。更に、樹脂製品を多用する表面処理設備に対して、上限である120000mJを超える高エネルギーの紫外線を長時間照射すると、樹脂の劣化を促進する場合があるため、この点からも好ましくない。
【0052】
そして、処理溶液へ紫外線を照射する工程では、1.0Lの電解銅めっき液に対して8000mJ〜120000mJの紫外線を照射する。後の実施例にも見られるように、無電解ニッケルめっき液と電解銅めっき液とでは影響が現れる有機成分の濃度が異なっている。係る現象からは、照射した紫外線の透過率等も異なると考えられる。従って、電解銅めっき液に対して照射する紫外線量は、その下限を、無電解ニッケルめっき液に対する照射量を超える8000mJとする。紫外線照射量の上限である120000mJについては、無電解ニッケルめっき液に関する条件設定と同様である。ところで、上述した内容では紫外線を照射する表面処理溶液を無電解ニッケルめっき液と電解銅めっき液に限定しているが、めっき液に限らず、光ラジカル発生剤が溶出物質として表面処理の仕上がりに影響する表面処理液に対しては、紫外線照射が影響抑制工程として機能することを断っておく。
【0053】
更に、本件発明に係る表面処理方法においては、前記影響抑制工程を、前記処理溶液を活性炭処理する活性炭処理工程を含むものとすることもできる。上述したように、被覆層付部材に湯煎、有機溶剤洗浄などを施せば、溶出物質が処理溶液中に蓄積する速度を抑制できる。そして、紫外線硬化型粘着剤を用いた場合には、処理溶液に紫外線照射処理を施せば、溶出物質が表面処理に与える悪影響を抑制できる。特に、処理溶液に紫外線を連続照射する処理方法を用いれば、処理溶液に含まれる溶出物質量を一定の低濃度に保つことが容易になる。ところが、活性な官能基を備えていない有機化合物であっても、蓄積して所定濃度に達すると、表面処理工程に悪影響を与える場合がある。
【0054】
係る場合には、上述の有機化合物を活性炭に吸着させて除去すれば、安定した表面処理を実施できる。この時に用いる活性炭としては、材質としてコークス由来、ヤシガラ由来などの各種活性炭を用いることができる。具体的には、有機化合物の分子鎖の長さなどを勘案して、最適な吸着能力を備えるものを選択すればよい。そして活性炭の形状は、粉状、粒状又は成型体などから、吸着能力と取り扱いの容易さから判断して選定すればよい。具体的には、キャタラー工業(株)製のFM−150(粉末)やGA(粒状)が、添加剤として用いられる有機化合物の吸着能力に優れたものとして市販されている。しかし、有機化合物の濃度が低濃度であることを考えると、微粉の活性炭を用い、処理溶液と活性炭との接触時間を長く維持できる装置を用いて処理するのが好ましい。しかし、上述のように活性炭処理する場合には、他の添加剤の濃度調整手段を備える必要があることに留意が必要である。
【0055】
本件発明に係る基材又は部品: 本件発明に係る基材又は部品は、本件発明に係る表面処理方法を用いて表面処理を施した部材である。本件発明に係る表面処理方法では、上述したように、被覆層構成材を用いて形成した被覆層を備える被覆層付部材に表面処理を施す。そして、被覆層構成材が含む溶出成分が処理溶液に溶出することを前提として、溶出物質が表面処理に与える悪影響を抑制するための影響抑制工程を備えている。従って、本件発明に係る基材又は部品は、必要な部分のみに、最も好ましい状態で表面処理が施された部材である。例えば、アルミニウムで配線や電極を形成したシリコンウェハを紫外線硬化型粘着剤を用いた保護シートに貼付して補強した後に、アルミニウム製の配線や電極に無電解ニッケルめっきと無電解金めっきを施した配線板は、配線表面が平滑で光沢を備える配線板である。また、チップ部品を紫外線硬化型粘着剤を用いて支持体に固定し、端子部分に無電解ニッケルめっきを施した部品は、端子表面の平滑性に優れており、配線板への実装信頼性が優れたチップ部品である。
【実施例1】
【0056】
実施例1では、被覆層構成材として粘着剤A(紫外線硬化型粘着剤)を備える粘着テープAを用いて作成した被覆層付部材Aに湯煎処理を実施し、光ラジカル発生剤(以下、「成分A」と称する。)が溶出して表面処理に与えると考えられる悪影響を抑制する効果を確認した。被表面処理物には片面にアルミニウム合金電極を複数形成した直径8インチのシリコンウェハを用いた。そして、この被表面処理物のアルミニウム合金電極を形成していない面に粘着テープAを貼付し、図1に示すように、シリコンウェハの周囲に約1mm粘着テープがはみ出すように裁断して被覆層付部材Aとした。なお、粘着テープAは、以下に示す手順で作成した。
【0057】
粘着剤Aの調合: 下記の化合物を酢酸エチルに溶解させ、紫外線を照射して重合を行い、重量平均分子量50万のアクリル共重合体を得た。
ブチルアクリレート 79重量部
イソオクチルアクリレート 15重量部
アクリル酸 1重量部
2−ヒドロキシエチルアクリレート 5重量部
光ラジカル発生剤: イルガキュア184(50%酢酸エチル溶液:チバスペシャルティ社製) 0.5重量部
ラウリルメルカプタン 0.02重量部
【0058】
上述により得られたアクリル共重合体を含む酢酸エチル溶液の樹脂固形分100重量部に対して、2−イソシアナトエチルメタクリレート3.5重量部を加えて反応させ、更に、反応後の酢酸エチル溶液の樹脂固形分100重量部に対して、ペンタエリスリトールトリアクリレート20重量部、光ラジカル発生剤(イルガキュア184、50%酢酸エチル溶液)0.5重量部、ポリイソシアネート1.5重量部を混合し粘着剤Aの酢酸エチル溶液を調製した。
【0059】
<粘着テープAの作成>
上述の粘着剤Aの酢酸エチル溶液を表面に離型処理が施されたポリエチレンテレフタレート(PET)フィルムの上に乾燥皮膜の厚さが約10μmとなるようにドクターナイフで塗工し110℃、5分間加熱して塗工溶液を乾燥させた。乾燥後の粘着剤層は乾燥状態で粘着性を示した。次いで、粘着剤A層の表面に離型処理が施されたPETフィルムを貼り付けた。その後、40℃で3日間静置養生を行った。
【0060】
この被覆層付部材Aに対する湯煎処理では、温度が70℃、80℃、85℃、90℃のイオン交換水に、10分間、15分間、20分間、30分間、60分間それぞれ浸漬した。湯煎処理後の被覆層付部材Aには、以下に記載する処理を逐次施す表面処理工程を実施し、アルミニウム合金電極上に無電解ニッケルめっき層と無電解金めっき層とを順次形成した。影響抑制工程の効果は、同一条件で影響抑制を施した被覆層付部材Aを1枚ずつ、同じ処理溶液を連続して用いる表面処理工程に投入し、合計1560枚(粘着剤の合計接液面積:1dm2/L)処理した時点における、目視で観察した無電解金めっき層の表面状態の良否で判定した。
【0061】
<表面処理工程>
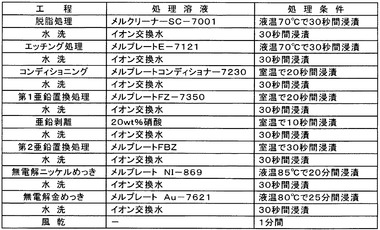
上述の表面処理工程では、以下に示す工程を順次実施した。メルクリーナーSC‐7001(メルテックス株式会社製)を用いた脱脂処理(液温70℃で30秒間浸漬)後30秒間水洗、メルプレートE‐7121(メルテックス株式会社製)を用いたエッチング処理(液温70℃で30秒間浸漬)後30秒間水洗、メルプレートコンディショナー7230(メルテックス株式会社製)を用いたコンディショニング(室温で20秒間)後30秒間水洗、メルプレートFZ‐7350(メルテックス株式会社製)を用いた第1亜鉛置換処理(室温で20秒間)後30秒間水洗、20wt%の硝酸を用いた亜鉛剥離(室温で10秒間)後30秒間水洗。メルプレートFBZ(メルテックス株式会社製)を用いた第2亜鉛置換処理(室温で30秒間)後30秒間水洗、無電解ニッケルめっき液(メルプレート NI‐869:メルテックス株式会社製)を用いた無電解ニッケルめっき(液温85℃で20分間浸漬)後30秒間水洗、無電解金めっき液(メルプレート Au‐7621:メルテックス株式会社製)を用いた無電解金めっき(液温80℃で25分間浸漬)後30秒間水洗して1分間風乾。なお、後に示す実施例2及び実施例3ならびに比較例1でも同一条件の表面処理工程を実施している。上述した表面処理工程の流れをまとめて図2に示す。
【0062】
<無電解金めっき層表面の評価>
上述の実験の結果、液質調節工程の湯煎温度70℃、浸漬時間60分間では、無電解金めっき層の表面状態は「不良」であった。湯煎温度80℃では、湯煎時間15分間までのめっき表面状態が「不良」であり、湯煎時間20分間以上のめっき表面状態は「良」であった。湯煎温度85℃と90℃では、湯煎時間10分間までのめっき表面状態が「不良」であり、湯煎時間15分間以上のめっき表面状態は「良」であった。
【0063】
<溶出成分の影響>
上記めっき表面状態の良否は、無電解金めっき層の表面の目視外観で判定しているが、無電解ニッケルめっきが終了した時点のニッケル皮膜に同様の傾向が見られていた。そして、無電解ニッケルめっきよりも前のステップでは被表面処理物の表面が露出しており、処理後に水洗工程を実施していることを考えると、粘着剤から成分Aが溶出して表面処理に影響する工程は無電解ニッケルめっき工程であり、溶出した成分Aが所定濃度を超えたため、無電解ニッケルめっき皮膜の形成状態に影響を与えたと考えられる。上述の結果を、以下の表1にまとめて示す。
【0064】
【表1】

【0065】
<湯煎処理の効果>
表1に示す結果から、被覆層付部材Aに対して80℃×20分間以上湯煎又は85℃×15分間以上の湯煎を施した皮覆層付部材のめっき表面状態は「良」である、従って、粘着剤露出部分の合計接液面積1dm2を表面処理する過程で被覆層付部材Aから無電解ニッケルめっき液に溶出して蓄積した成分Aの量は、被覆層付部材Aへの湯煎によって無電解ニッケルめっきに影響を与える濃度以下に抑制できている。即ち、適正な湯煎処理条件を選択すれば、表面処理に与える悪影響を抑制できることが確認できた。そして、温度80℃×20分間の湯煎で影響抑制効果が得られることから、少なくとも表面処理条件と同一レベルでの湯煎を実施すれば、抑制効果が発揮されることも確認できた。また、湯煎温度を90℃としても、10分間の湯煎では抑制効果を発揮しておらず、溶出量を律速する条件が、粘着剤層内における成分Aの移動であることを示唆している。
【0066】
<蓄積した成分Aの濃度>
めっき表面状態に悪影響を及ぼす成分Aの濃度を確認するため、上述の表面処理工程が終了した後の無電解ニッケルめっき液中の成分A濃度を分析した。その結果、めっき表面状態が「不良」であった、湯煎条件80℃×15分間の処理溶液中の成分Aの濃度は、7.7mg/Lであった。一方、めっき表面状態が「良」であった、湯煎条件85℃×20分間の無電解ニッケルめっき液中の成分Aの濃度は、3.6mg/Lであった。上述の結果を、以下の表2に示す。
【0067】
【表2】
【実施例2】
【0068】
実施例2では、影響抑制工程として被覆層付部材Aの被覆層構成材(粘着剤A)のはみ出し面に対する紫外線照射処理を実施し、成分Aが表面処理に与える悪影響を抑制する効果を確認した。具体的には、実施例1と同じ被覆層付部材Aの被覆層構成材(粘着剤A)のはみ出し面に対して、超高圧水銀ランプ(ジェットライトJL‐4300:オーク製作所製)を用い、シリコンウェハのアルミニウム合金電極を形成した側から、被覆層構成材(粘着剤A)のはみ出し面に、紫外線強度4.5mW/cm2で1分間の紫外線照射処理を行った。
【0069】
<被覆層付部材Aへの紫外線照射の効果>
実施例2の表面処理工程は実施例1と同様、被覆層付部材Aの合計1560枚(粘着剤露出部分の合計接液面積:1dm2/L)に無電解ニッケルめっき層と無電解金めっき層とを順次形成したが、めっき表面状態の不良は見られなかった。上述の表面処理工程が終了した後の含成分A無電解ニッケルめっき液中の成分A濃度を実施例1と同様にして分析した結果、0.7mg/Lであった。この結果から、被覆層構成材が紫外線硬化型粘着剤を用いている場合には、処理溶液と接触する被覆層構成材のはみ出し面に紫外線照射処理を施すことによって粘着剤の硬化反応が進行し、成分Aが表面処理に与える悪影響を抑制する効果を発揮していることが確認できた。
【実施例3】
【0070】
実施例3では、影響抑制工程として処理溶液に対する紫外線照射処理を実施し、成分Aが表面処理に与える悪影響を抑制する効果を確認した。具体的には、実施例1と同じ被覆層付部材Aを用い、実施例1で影響抑制工程を実施しない条件と同様にして、合計1560枚(粘着剤の合計接液面積:1dm2/L)の被覆層付部材Aに無電解ニッケルめっき層と無電解金めっき層とを順次形成し、めっき表面状態が不良となる含成分A無電解ニッケルめっき液を調製した。
【0071】
上述の含成分A無電解ニッケルめっき液1.0Lをガラス製ビーカーに入れてスターラーで撹拌し、実施例2で用いた超高圧水銀ランプ(ジェットライトJL‐4300:オーク製作所製)を用い、含成分A無電解ニッケルめっき液表面における紫外線強度を4.5mW/cm2として、1分間(紫外線照射量:270mJ)、5分間(紫外線照射量:1350mJ)、10分間(紫外線照射量:2700mJ)、15分間(紫外線照射量:4050mJ)、30分間(紫外線照射量:8100mJ)照射した後、再度表面処理工程を実施した。その結果、紫外線の照射時間が1分間の含成分A無電解ニッケルめっき液ではめっき表面状態が「不良」であったが、紫外線照射時間が5分間、10分間、15分間と30分間の含成分A無電解ニッケルめっき液ではめっき表面状態は「良」であった。そして、紫外線照射1分間後の含成分A無電解ニッケルめっき液中の成分A濃度は23.9mg/Lであり、紫外線照射15分後の含成分A無電解ニッケルめっき液中の成分Aの濃度は3.5mg/Lであった。上述の結果をまとめて以下の表3に示す。
【0072】
【表3】
【0073】
<処理溶液への紫外線照射の効果>
上述したように、明らかに無電解ニッケルめっき皮膜の形成状態に影響を与える濃度である23.9mg/Lの成分Aを含む含成分A無電解ニッケルめっき液であっても、含成分A無電解ニッケルめっき液に対して1350mJの紫外線を照射すればめっき表面状態は良好となり、表面処理への悪影響を抑制できている。そして、4050mJの紫外線を照射した含成分A無電解ニッケルめっき液では成分Aの濃度が3.5mg/Lまで低下している。即ち、表面処理工程で使用中の無電解ニッケルめっき液に連続して紫外線を照射すれば、成分Aが紫外線エネルギーによって反応して消費され、表面処理に与える悪影響を抑制できることが確認できた。また、成分Aを高濃度で含む含成分A無電解ニッケルめっき液に対して、無電解ニッケルめっきに要する時間20分間よりも短い時間である5分間程度紫外線を照射すれば表面処理に与える悪影響を抑制できる。従って、実際の表面処理工程では、処理溶液に紫外線を照射する装置を組み込めば、成分Aが溶出したとしても、その悪影響を確実に抑制できる。即ち、保有液量を多くするなどの対策を必要としない、有効な手法であることが確認できた。
【実施例4】
【0074】
実施例4では、処理溶液として実施例3で用いた無電解ニッケルめっき液に変えて電気銅めっきに用いる硫酸銅めっき液を用い、影響抑制工程として処理溶液に対する紫外線照射処理を実施し、成分Aが電気銅めっきに与える悪影響を抑制する効果を確認した。具体的には、実施例1と同じ被覆層付部材Aを用い、合計15600枚(粘着剤の合計接液面積:10dm2/L)の被覆層付部材Aに電気銅めっき層を形成し、めっき表面状態が不良となる含成分A硫酸銅めっき液を得た。
【0075】
上述の電気銅めっき工程では、以下に示す工程を順次実施した。メルクリーナーSC‐7001(メルテックス株式会社製)を用いた脱脂処理(液温70℃で30秒間浸漬)後30秒間水洗、メルプレートコンディショナー7230(メルテックス株式会社製:室温で20秒間浸漬)を用いたコンディショニング(室温で20秒間浸漬)後30秒間水洗、98%濃硫酸100mL/L水溶液を用いた活性化処理後30秒間水洗、CuSO4・5H2O(75g/L)、H2SO4(190g/L)、Cl−(50mg/L)、カパーグリームST‐901C(ロームアンドハース社製:5mL/L)で調製した硫酸銅めっき液を用いて電気めっき(液温45℃、陰極電流密度2.0A/dm2×10分間電解)後30秒間水洗し、1分間風乾。上述した電気銅めっき工程の流れをまとめて図3に示す。
【0076】
上述の含成分A硫酸銅めっき液1.0Lをガラス製ビーカーに入れ、実施例3と同一条件で紫外線を5分間(1350mJ)、10分間(2700mJ)、15分間(4050mJ)、30分間(8100mJ)、60分間(16200mJ)照射した後、再度電気銅めっきを実施した。その結果、紫外線照射時間が5分間、10分間、15分間の含成分A硫酸銅めっき液ではめっき表面状態が「不良」であったが、紫外線照射時間が30分間と60分間の含成分A硫酸銅めっき液ではめっき表面状態は「良」であった。そして、紫外線照射5分間後の含成分A硫酸銅めっき液中の成分A濃度は5.2mg/Lであり、紫外線照射30分後の含成分A硫酸銅めっき液中の成分Aの濃度は0.1mg/Lであった。結果をまとめて以下の表4に示す。
【0077】
【表4】
【0078】
<処理溶液への紫外線照射の効果>
上述の結果からは、成分Aが被覆層構成材から硫酸銅めっき液に溶出する速度は、無電解ニッケルめっき液に浸漬した場合に比べると遅いものの、無電解ニッケルめっき液に比べ、硫酸銅めっき液では低濃度でも電気銅めっきの表面状態に影響することがわかった。しかし、銅めっき皮膜の形成状態に影響を与える濃度である5.2mg/Lの成分Aを含む含成分A硫酸銅めっき液であっても、含成分A硫酸銅めっき液に対して8100mJの紫外線を照射すれば、成分Aの濃度が0.1mg/Lまで低下して表面処理への悪影響を抑制できている。従って、処理溶液の種類によって成分Aが影響を与える濃度が異なることは当然としても、いずれの処理溶液に対しても、本件発明に係る影響抑制工程が有効であることが確認できた。
【実施例5】
【0079】
実施例5では、被覆層を、粘着剤B(熱硬化型粘着剤)を備える粘着テープBを被覆層構成材として用いて作成した被覆層付部材Bにアルコール洗浄処理を実施し、熱ラジカル発生剤(以下、「成分B」と称する。)が溶出して表面処理に与えると考えられる悪影響を抑制する効果を確認した。被表面処理物には、実施例1同様、片面にアルミニウム合金電極を複数形成した直径8インチのシリコンウェハを用いた。そして、この被表面処理物のアルミニウム合金電極を形成していない面に粘着テープBを貼付し、図1に示すように、シリコンウェハの周囲に約1mmの被覆層構成材である粘着テープがはみ出すように裁断して被覆層付部材Bとした。
【0080】
実施例5で用いた粘着テープBは、実施例1で重量平均分子量50万のアクリル共重合体の調製後に用いた光ラジカル発生剤(イルガキュア184、50%酢酸エチル溶液:チバスペシャルティ社製)0.5重量部に替えて熱ラジカル発生剤(パーブチル355:日油株式会社製)0.5重量部を用いた以外は、実施例1と同様にして作成した。
【0081】
この被覆層付部材Bに対するアルコール洗浄処理では、温度が25℃のエタノールに、被覆層部材Bを1分間と15分間それぞれ浸漬した。アルコール洗浄処理後の被覆層付部材Bには、実施例1と同様の表面処理工程を実施し、アルミニウム合金電極上に無電解ニッケルめっき層と無電解金めっき層とを順次形成した。影響抑制工程の効果は、同一条件で影響抑制を施した被覆層付部材Bを1枚ずつ、同じ処理溶液を連続して用いる表面処理工程に投入し、合計1560枚(粘着剤の合計接液面積:1dm2/L)処理した時点における、目視で観察した無電解金めっき層の表面状態の良否で判定した。
【0082】
<アルコール洗浄の効果>
上述の実験の結果、アルコール洗浄時間1分間では、無電解金めっき層の表面状態は「不良」であった。そして、アルコール洗浄時間15分間のめっき表面状態は「良」であり、アルコール洗浄による影響抑制工程が有効であることが確認できた。そこで、実施例1と同様にして、表面処理工程終了後の無電解ニッケルめっき液が含む成分Bの濃度を分析した。その結果、アルコール洗浄時間1分間の被覆層付部材Bを処理した無電解ニッケルめっき液の成分B濃度は18.5mg/L、アルコール洗浄時間15分間の被覆層付部材Bを処理した無電解ニッケルめっき液の成分B濃度は3.8mg/Lであった。
【比較例】
【0083】
比較例では、実施例1と同じ被覆層付部材Aを用い、図2に示す実施例1と同様の表面処理工程を繰り返し実施した。しかし、合計312枚の被覆層付部材A(粘着剤露出部分の合計接液面積:0.2dm2)に表面処理工程を実施した段階でめっき表面状態が「不良」となったため、以降の表面処理は実施しなかった。この時の無電解ニッケルめっき液が含む成分Aの濃度を分析したところ、7.6mg/Lであった。
【0084】
<まとめ>
上述した実施例1及び実施例2ならびに実施例5から、被覆層付部材の湯煎やアルコール洗浄、紫外線硬化型粘着剤が接液するはみ出し面への紫外線照射を行えば、被覆層構成材に含まれる溶出成分の処理溶液への溶出が抑制され、表面処理に与える悪影響を抑制できることが確認できた。また、実施例3及び実施例4から、処理溶液に紫外線を照射すれば、被覆層構成材として紫外線硬化型粘着剤を用いて被覆層を形成した被覆層付部材Aから処理溶液に溶出した成分Aの濃度を、表面処理に悪影響を及ぼさない濃度にまで低減でき、表面処理に与える悪影響を抑制できることが確認できた。
【0085】
また、比較例では312枚の被覆層付部材Aに表面処理工程を実施し、成分Aの濃度が7.6mg/Lになった時点でめっき表面状態が不良となっている。従って、紫外線硬化型粘着剤A及び熱硬化型粘着剤Bと無電解ニッケルめっき液(メルプレート NI‐869:メルテックス株式会社製)との組み合わせの場合、ラジカル発生剤の濃度を7.0mg/L以下に管理すれば、めっき表面状態はラジカル発生剤の影響を受けないと考えられる。しかし、上述した具体的な組み合わせに限らず、ラジカル発生剤を含む粘着剤に対しては、被覆層付部材の湯煎や有機溶剤洗浄が、ラジカル発生剤の処理溶液への溶出を抑制する効果を広範に発揮すると考えられる。そして、被覆層構成材として紫外線硬化型粘着剤を用いた場合、はみ出し面への紫外線照射も溶出物質の悪影響を抑制する効果が大きく、処理溶液に紫外線を照射すれば、溶出物質の悪影響を抑制する効果を発揮すると考えられる。また、熱硬化型粘着剤を用いた場合であっても、レーザーなどのエネルギービームを用いれば、露出した被覆層構成材のはみ出し面を加熱して硬化させることができ、溶出物質の悪影響を抑制する効果を発揮すると考えられる。
【産業上の利用可能性】
【0086】
本件発明に係る方法を用いれば、被表面処理物に被覆層構成材として被覆層を備える熱硬化型や紫外線硬化型の粘着テープを貼付して被覆層付部材を形成した場合に限らず、光ラジカル発生剤を含有するフォトレジストなどを用いた場合でも、レジストからの溶出物が表面処理に与える悪影響を抑制できる。特に、添加剤を含む処理溶液を用いる金属めっきでは、添加剤の金属表面への吸着が仕上がりの良否に大きく影響するため、本件発明に係る表面処理方法の効果を顕著に得ることができる。
【符号の説明】
【0087】
1 被覆層付部材
2 粘着剤
3 シリコンウェハ
4 アルミニウム合金電極
5 PETフィルム(被覆層)
6 保護テープ(被覆層構成材)
21 粘着剤の切断面
22 粘着剤のはみ出し面
【技術分野】
【0001】
本件発明は、被覆層付部材の表面処理方法及びその表面処理方法を施した部材に関する。
【背景技術】
【0002】
近年、必要な微細領域にのみ表面処理を施す技術として、金属を沈着させる技術では無電解めっきが主流となっている。例えばビルドアップ配線板の製造では、絶縁基材を被表面処理物として用い、その表面の配線が必要な部分にのみ導体金属をめっきしており、更にニッケルめっき、錫めっきや金めっきなども施す場合もある。具体的には、紫外線硬化型や放射線硬化型の樹脂等を用いてめっきレジストを形成し、レジストの形成していない部分に金属を沈着させている。この時用いるレジスト材料は粘着質であり、露光により硬化反応が進行して所期の接着力を発揮し、未露光部分は薬品を用いて溶解し、被覆層としてレジストパターンを形成している。
【0003】
上述のように、不要部分への表面処理を妨げるマスキングとして、金属層を形成しない面をレジストで被覆し、湿式の表面処理を施すと、レジストパターンなどの被覆層と処理溶液とが直接接触するため、レジストが含む未硬化の樹脂成分などが処理溶液中に溶出し、好まざる添加剤として機能する場合がある。
【0004】
そして、半導体デバイスでは、LSI等の高集積化に伴って接続するパッド数が多くなり、配線の微細化が著しい。このように微細化された配線を、銀や銅で形成するとマイグレーションが発生しやすいため、シリコンウェハ上にはアルミニウムで配線及び電極を形成することが多い。そして、アルミニウムで配線や電極を形成する工程では、配線や電極が必要な部分にのみアルミニウムを沈着させるのが通常である。また、アルミニウム電極上に更にニッケルの無電解めっき層を形成し、はんだ接合性やボンディング性を良好にすることも行われている。
【0005】
ところが、シリコンウェハのように薄い基材のアルミニウム電極等の上にのみ金属層を形成する場合には、不要部分への表面処理を妨げるマスキングとシリコンウェハの破損を防止するための補強とをかねて、配線を形成していない面を支持体に固定したり、被覆層を設けて補強したりしてから表面処理を施すなどの方策がとられる。この方法では、被覆層により未硬化の樹脂成分などを含む粘着剤が処理溶液と接触する面積が小さくなると言う利点も備える。そして、被覆層で補強する場合には、粘着性を備える保護テープを用いるのが便利である。
【0006】
この時、表面処理の終了後に基材と粘着剤との分離を容易にする機能を備える粘着剤として、紫外線硬化型粘着剤や熱硬化型粘着剤を用いる技術も一般的に用いられている。保護テープに紫外線硬化型粘着テープや熱硬化型粘着テープを用いると、粘着剤に紫外線を照射したり、加熱したりすれば粘着剤が硬化して粘着力が失われるため、表面処理後に保護テープを基材から分離する際に基材に与えるストレスが小さく、基材を損傷する危険性を回避できると同時に、きれいな表面状態を得ることが容易になる。
【0007】
ここで、シリコンウェハに無電解めっきを施す場合、シリコンウェハを補強するために、保護テープとして紫外線硬化型粘着テープや熱硬化型粘着テープを貼付する構成の一例を図1に示す。この時、シリコンウェハ3が厚ければ、保護テープ6の外形形状をシリコンウェハ3の外形形状に一致させるように切除することは容易である。従って、粘着剤2のはみ出し面22はほぼ存在しない状態にでき、粘着剤2の切断面21のみが露出した状態となる。しかし、シリコンウェハ3が極薄になると、貼付した保護テープ6を切除する治具がシリコンウェハに接触した際に、シリコンウェハ3を破損する危険性が大きくなる。係る場合には、図1に示すように、シリコンウェハ3の外周から保護テープ6にはみ出し部を残すように切除すると安全である。しかし、無電解めっき液と接触することになる粘着剤2の露出表面積は、切断面21とはみ出し面22との合計となり、飛躍的に大きくなる。この状態で保護テープ付シリコンウェハ1を無電解めっき工程に投入すると、粘着剤2が含む未硬化の樹脂成分やラジカル発生剤等の有機成分が繰り返し水溶液に浸漬されることになる。そして、上述の有機成分には官能基を多く含むものが多く、水溶液系にも溶解しやすい傾向を備える。そのため、ウェットプロセスの表面処理工程では、粘着剤が含む有機成分も処理溶液に溶出し、好まざる添加剤として機能する場合がある。なお、上述の説明で参照した図1では、粘着剤2の切断面21とはみ出し面22との関係を理解しやすくするため、実際の寸法よりも粘着剤等の厚さを強調した表記としていることを断っておく。
【0008】
上述のように、有機成分等の溶出成分が処理溶液に蓄積することで悪影響を及ぼしうるウェットプロセスの表面処理工程では、溶出物質の影響を抑制するために、有機成分の溶出が少ない材料を使用するか、処理溶液中に蓄積する溶質物質を除去するかの、いずれか一方を選択するのが一般的である。
【0009】
そこで、特許文献1は、処理溶液中の溶出物質の悪影響を抑制するために、選択的に銅めっきする際に用いるレジストの樹脂材料として、室温で固形状の多官能基不飽和化合物と、室温で液体状の多官能基不飽和化合物と、室温で固形状のエポキシ樹脂を用い、更に光重合開始剤とエポキシ樹脂の硬化剤と消泡剤とを合わせて有機溶剤に溶解させたものを、レジスト皮膜の形成材料とし用いる技術を開示している。そして、樹脂成分がめっき液に溶け出すことが抑制され、銅めっきの析出状態に悪影響を及ぼすことを防ぐことができるとしている。
【0010】
また、特許文献2は、プローブシート等のディップ方式によるめっき方法において、めっき液の液質を維持管理する方法であり、型材に形成されたフォトレジストからめっき液へ溶出した不純物成分を除去する技術を開示している。具体的には、揮発性の不純物成分は、めっき液から揮発蒸発させて除去し、不揮発性の不純物成分は、活性炭などを用いて吸着させて除去するとしている。そして、フォトレジストから溶出した不純物成分をめっき液から除去して、良好な結果が得られたとしている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平6‐80762号公報
【特許文献2】特開2007‐71561号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
ところが、特許文献1が開示する発明は、レジストには適用可能な技術であるが、粘着剤への適用は困難な技術である。
【0013】
そして、特許文献2に開示の発明は処理溶液を加熱するため、処理溶液の水分が蒸発して濃度が変動すると同時に、処理溶液が含む添加剤の変質も懸念される技術である。また、処理溶液を活性炭処理すると、処理溶液が含む添加剤も活性炭に吸着するため、処理溶液を最良の状態に維持することが困難な技術である。更に、レジストパターンを形成した後に粘着テープを用いて補強し、粘着剤が一部露出した状態でウェットプロセスの表面処理を施す場合を考えると、フォトレジストが含む有機成分と、粘着剤が含む有機成分との両方が処理溶液中に溶出することになる。即ち、処理溶液中に溶出する有機成分の量は、粘着テープによる補強が無い状態で表面処理を施す場合よりも大量になり、またその有機成分の処理溶液中における挙動も異なる場合があることを前提としなければならない。そして、この傾向は、ラジカル発生剤を含む熱硬化型や紫外線硬化型の粘着テープを用いた場合に顕著となる。
【0014】
上述した背景から、粘着テープを用いて被覆層を形成した被表面処理物を表面処理する場合、特許文献2が開示する技術を処理溶液の管理方法として採用すると、不純物成分の除去は表面処理工程から独立した別工程で行わなければならず、除去装置の規模を大きくせざるを得ない場合もある。別工程として稼働させる不純物除去工程は、生産効率を低下させると同時に、装置規模を大きくすると、設備投資金額が大きくなるばかりではなく、安定操業の維持も更に困難になる。従って、特許文献2に開示の発明は、製造コストの上昇と、製品歩留まりの低下とを避けることができない技術である。
【0015】
従って、熱硬化型や紫外線硬化型の粘着剤を用いて被覆層を形成した被表面処理物に表面処理を施す場合に、表面処理工程で使用する処理溶液に粘着剤等が含む有機成分が混入しても、表面処理への悪影響を抑制できる表面処理方法が要求されていた。
【課題を解決するための手段】
【0016】
そこで、鋭意研究の結果、本件発明者等は以下に示す表面処理方法を用いれば、上述した課題を解決できることに想到したのである。
【0017】
本件発明に係る表面処理方法: 本件発明に係る表面処理方法は、被表面処理物を処理溶液に浸漬して表面処理を施す方法であって、表面処理を施すための表面処理工程が、被表面処理物に被覆層構成材を用いて被覆層を設けて被覆層付部材を得る被覆工程と、被覆層構成材に含まれる溶出成分が溶出物質として処理溶液に蓄積し、表面処理に悪影響を及ぼす現象を抑制する影響抑制工程とを含み、被覆工程は、被覆層構成材として被覆層を備える粘着剤を用いて被覆層付部材を作成する工程であることを特徴としている。
【0018】
本件発明に係る表面処理方法においては、粘着剤が熱硬化型粘着剤であることも好ましい。
【0019】
本件発明に係る表面処理方法においては、粘着剤が紫外線硬化型粘着剤であることも好ましい。
【0020】
本件発明に係る表面処理方法においては、影響抑制工程が被覆層付部材を湯煎する工程であることも好ましい。
【0021】
本件発明に係る表面処理方法においては、被覆層付部材を湯煎する工程は、80℃〜85℃の水で被覆層付部材を20分間以上湯煎又は85℃〜95℃の水で被覆層付部材を15分間以上湯煎する工程であることも好ましい。
【0022】
本件発明に係る表面処理方法においては、影響抑制工程が有機溶剤を用いて被覆層付部材を洗浄する工程であることも好ましい。
【0023】
本件発明に係る表面処理方法においては、有機溶剤を用いて被覆層付部材を洗浄する工程は、アルコール類、エーテル類又はこれらの混合物に被覆層付部材を15分間〜40分間浸漬する工程であることも好ましい。
【0024】
本件発明に係る表面処理方法においては、影響抑制工程が、被覆層構成材のはみ出し面へ紫外線を照射する工程であることも好ましい。
【0025】
本件発明に係る表面処理方法においては、被覆層構成材のはみ出し面へ紫外線を照射する工程は、被覆層構成材の表面に100mJ/cm2〜1000mJ/cm2の紫外線を照射する工程であることも好ましい。
【0026】
本件発明に係る表面処理方法においては、影響抑制工程が処理溶液へ紫外線を照射する工程であることも好ましい。
【0027】
本件発明に係る表面処理方法においては、処理溶液へ紫外線を照射する工程は、1.0Lの無電解ニッケルめっき液に対して1500mJ〜120000mJの紫外線を照射する工程であることも好ましい。
【0028】
本件発明に係る表面処理方法においては、処理溶液へ紫外線を照射する工程は、1.0Lの電解銅めっき液に対して8000mJ〜120000mJの紫外線を照射する工程であることも好ましい。
【0029】
本件発明に係る基材: 本件発明に係る基材は、上述の表面処理方法を用いて表面処理を施した部材であることを特徴としている。
【0030】
本件発明に係る部品: 本件発明に係る部品は、上述の表面処理方法を用いて表面処理を施した部材であることを特徴としている。
【発明の効果】
【0031】
粘着剤を含む被覆層構成材を用いて被表面処理物に被覆層を設けて被覆層付部材を作成し、この被覆層付部材を処理溶液に浸漬して表面処理を施す表面処理工程では、被覆層構成材が含む物質が前記処理溶液に溶出して当該表面処理に悪影響を及ぼす現象を抑制する影響抑制工程を含む本件発明に係る表面処理方法を採用すれば、被覆層構成材に含まれる物質が処理溶液に溶出して与える悪影響を無視できるため、狙い通りの表面処理結果を得ることができる。
【図面の簡単な説明】
【0032】
【図1】図1は、実施例で用いた被覆層付部材を示す断面模式図である。
【図2】図2は、無電解ニッケルめっきを含む表面処理工程の流れを示す表である。
【図3】図3は、電気銅めっき工程の流れを示す表である。
【発明を実施するための形態】
【0033】
以下、本件発明に係る表面処理方法及びその表面処理方法を施した部材について詳細に説明する。
【0034】
本件発明に係る表面処理形態: 本件発明に係る表面処理方法は、被表面処理物を処理溶液に浸漬して表面処理を施す方法であって、表面処理を施すための表面処理工程が、被表面処理物に被覆層構成材を用いて被覆層を設けて被覆層付部材を得る被覆工程と、被覆層構成材が含む溶出成分が溶出物質として処理溶液に蓄積し、表面処理に悪影響を及ぼす現象を抑制する影響抑制工程とを含み、被覆工程は、被覆層を備える粘着剤を被覆層構成材として用いて被覆層付部材を作成する工程である。
【0035】
被覆層付部材を、被覆層を備える粘着剤を被覆層構成材として用いて作成すれば、粘着剤を硬化させた後の剥離操作が容易になる。そして、ここで用いる被覆層には特段の制限は無く、被表面処理物及び処理溶液、そして表面処理条件等を勘案して最適な素材から選択すればよい。例えば、ポリエステルフィルムやPETフィルムなどを用いて可撓性を備える被覆層とすれば、被覆が必要な部分に貼付してから不要部分を切除することも容易である。
【0036】
本件発明は、粘着剤を用いて被覆層を設けることを特徴としているため、粘着剤から処理溶液に溶出する有機成分が、表面処理の仕上がりに影響を与える主な要因となる。粘着剤には、常温タイプ、感圧タイプなどがあり、更に、加熱や紫外線照射により粘着性を失うタイプも実用化されている。これら粘着剤を構成する樹脂にはアクリル系が多く、官能基を備えるモノマーやオリゴマーを含むのが通常である。そして、硬化させて剥離を容易にする粘着剤は、後述するようにラジカル発生剤を含んでいる。ところが、粘着剤が含むラジカル発生剤等の低分子量有機成分は、その化学構造の末端に官能基を備えているために極性が大きく、めっき皮膜などの表面への吸着活性を備える。その結果、表面処理に悪影響を及ぼすと考えられる。従って、本件発明の表面処理方法は、溶出成分の主体をなす官能基を備える低分子量有機成分が溶出物質として処理溶液に蓄積し、表面処理に悪影響を及ぼす現象を抑制する影響抑制工程を含んでいる。
【0037】
本件発明に係る表面処理方法においては、前記粘着剤が熱硬化型粘着剤である。熱硬化型粘着テープを用いる場合には、熱硬化性アクリル系粘着ポリマーとして、グリシジル基などのエポキシ基を有する(メタ)アクリレート、及びカルボキシル基を有する(メタ)アクリレートを含む混合モノマーから誘導された共重合体等を採用できる。具体的には、これらの混合モノマーを、アゾ系化合物又は過酸化物をベースとする重合開始剤(熱ラジカル発生剤)の下でラジカル重合させる。重合法には、溶液重合法、エマルジョン重合法、懸濁重合法、塊状重合法又はその他の周知の重合方法を用いることができる。そして、このようにして得られた粘着剤は、例えばエポキシ樹脂の硬化反応温度である150℃〜250℃で加熱すれば、熱硬化性アクリル系粘着ポリマーが硬化して粘着力を失う。
【0038】
そして、上述の熱ラジカル発生剤としては、熱により分解し、重合硬化を開始する活性ラジカルを発生するものが挙げられる。例えば、ジクミルパーオキサイド、ジ‐t‐ブチルパーオキサイド、t‐ブチルパーオキシベンゾエート、t‐ブチルハイドロパーオキサイド、ベンゾイルパーオキサイド、クメンハイドロパーオキサイド、ジイソプロピルベンゼンハイドロパーオキサイド、パラメンタンハイドロパーオキサイド、ジ‐t‐ブチルパーオキサイド等である。なかでも、熱分解温度が高いことから、クメンハイドロパーオキサイド、パラメンタンハイドロパーオキサイド、ジ‐t‐ブチルパーオキサイド等が好適である。これらの熱重合開始剤であれば特に限定する必要は無いが、例えば、市販されているものから、パーブチルD、パーブチルH、パーブチルP、パーメンタH(以上いずれも日本油脂製)等を好適に使用できる。これら熱重合開始剤は、単独で用いてもよく、2種以上を併用してもよい。
【0039】
また、本件発明に係る表面処理方法においては、前記粘着剤が紫外線硬化型粘着剤である。高温加熱のできない被表面処理物に対しては上述の熱硬化型粘着剤を用いることが困難であり、紫外線などの光エネルギーによって硬化反応が進行する紫外線硬化型粘着剤を用いるのが好ましい。具体的には、(メタ)アクリル樹脂とラジカル重合開始剤(光ラジカル発生剤)とを含有する光硬化型の粘着剤からなる粘着剤を用いる場合が多い。このような光硬化型の粘着剤は、高い粘着性を有する一方で、紫外線等の光を照射すれば(メタ)アクリル樹脂が架橋して著しく弾性率が上昇し、粘着力が低減する。
【0040】
上述の光ラジカル発生剤としては、波長250〜800nmの光を照射すること等により活性化されるものが好ましく、例えば、メトキシアセトフェノン等のアセトフェノン誘導体化合物;ベンゾインプロピルエーテル、ベンゾインイソブチルエーテル等のベンゾインエーテル系化合物;ベンジルジメチルケタール、アセトフェノンジエチルケタール等のケタール誘導体化合物;フォスフィンオキシド誘導体化合物;ビス(η5‐シクロペンタジエニル)チタノセン誘導体化合物、ベンゾフェノン、ミヒラーケトン、クロロチオキサントン、トデシルチオキサントン、ジメチルチオキサントン、ジエチルチオキサントン、α‐ヒドロキシシクロヘキシルフェニルケトン、2‐ヒドロキシメチルフェニルプロパン等を用いることができる。これらの光ラジカル発生剤は、単独で用いてもよく、2種以上を併用してもよい。
【0041】
本件発明に係る表面処理方法においては、影響抑制工程が被覆層付部材を湯煎する工程であることも好ましい。表面処理工程では、水分の蒸発による処理溶液の濃縮を避けると同時に、装置を構成する資材のコストアップを避けるために、処理溶液の液温の上限を80℃程度に設定するのが通常である。そこで、表面処理工程における設定温度と同等か高めの温度の水を用い、表面処理に要する時間(処理溶液に浸漬する時間)前後の間被覆層付部材を湯煎する。処理溶液よりも浸透圧が小さな水に浸漬して湯煎すれば、被覆層構成材が含む溶出成分は、処理溶液に浸漬した場合よりも被覆層構成材から溶出しやすい。その結果、湯煎した被覆層付部材を表面処理する工程では溶出成分の溶出が少なくなり、溶出物質が処理溶液へ蓄積する現象を抑制することが可能になる。ここで用いる水の種類には特に制約は無く、イオン交換水、蒸留水、市水などを用いることができる。また、超音波の照射が湯煎の効果を高めるのであれば、被覆層や被表面処理物に悪影響を及ぼさない条件設定として併用しても構わない。
【0042】
また、被覆層付部材を湯煎する工程は、80℃〜85℃の水で被覆層付部材を20分間以上湯煎又は85℃〜95℃の水で被覆層付部材を15分間以上湯煎する工程である。上述したように、湯煎の条件は、その後の表面処理工程における処理条件を勘案して決定する。そして、影響抑制工程は、付加的な工程であるため、湯煎の時間はできるだけ短く、可能であれば表面処理工程よりも短時間になるように設定するのが好ましい。例えば、後に示す実施例で採用したニッケルの無電解めっき工程では、被覆層付部材を85℃の処理溶液に20分間程度浸漬している。係る表面処理条件に対しては、水温が80℃を下回る温度では有機成分の溶解度が小さく、被覆層付部材の湯煎時間を表面処理時間と同等に設定しても、湯煎の効果が十分得られない場合がある。従って、表面処理条件とほぼ同等の80℃〜85℃の水を用いる場合には、被覆層付部材を、表面処理時間以上である20分間以上湯煎する。一方、85℃〜95℃の水を用いる場合には、有機成分の溶出が良好になるため、被覆層付部材を15分間以上湯煎すれば湯煎の効果が得られる。そして、湯煎時間の上限については、最低必要な時間の2倍程度の時間湯煎すれば、有機成分を溶出させる効果は飽和に達していると考えられるため、具体的には設定していない。ここで、水温の上限を95℃としているのは、95℃以上にすると湯煎の効果が得られなくなるためではないことを断っておく。主な理由は、水温を維持するために必要なエネルギーコストが増大するためである。また、電熱ヒーターなどを直接水に投入して加熱すると、ヒーターの表面には、空気や水蒸気の気泡が発生する。そして、気泡は有機物に付着しやすい性質を備えるため、発生した気泡が湯煎槽の中に持ち込まれると被覆層付部材に付着することになる。すると、気泡が付着した被覆層構成材のはみ出し面では溶出操作が行われないことになるため好ましくない。
【0043】
本件発明に係る表面処理方法においては、前記影響抑制工程が有機溶剤を用いて前記被覆層付部材を洗浄する工程である。上述したように、溶出成分は、主に有機成分である。そして、このような溶出成分は、ほとんどの有機溶剤に可溶であり、被覆層付部材を有機溶剤に浸漬すれば、常温であっても有機成分は溶出しやすい。その結果、有機溶剤を用いて洗浄した被覆層付部材を表面処理すれば、有機成分が処理溶液へ溶出する現象を抑制できる。ここで用いる有機溶剤の種類には特段の限定は無く、被覆層や被表面処理物にダメージを与えないものであれば、一般的に樹脂ワニスを調製する際に用いる有機溶剤から、アルコール類やケトン類、飽和・不飽和炭化水素類などを選択し、単独で又は混合して使用できる。しかし、作業環境を考慮すると、人体に有害な溶剤や、沸点の低い溶剤の使用は避けるのが好ましい。
【0044】
そして、有機溶剤を用いて被覆層付部材を洗浄する工程は、アルコール類、エーテル類又はこれらの混合物に被覆層付部材部材を15分間以上浸漬する工程である。有機溶剤の選定にあたっては、上述した毒性や沸点のほかにコストも考慮する必要がある。更に、爆発的に燃焼しないなど、引火性も低いことが安全上は好ましい。これらの要求特性を考えると、アルコール類やエーテル類であれば工業的な使用量も多くて入手も容易であり、人体への悪影響も小さく、容易に爆発することも無い。また、溶出する有機成分が官能基を備えていることを考えると、アルコールとエーテルも極性溶媒であり、相溶性も良好である。しかし、炭素数が3以上のアルコールには異性体が存在し、多くの異性体が存在すると特性の違いも顕著になる場合があるため、安定した液質に調整するためには、特定の組成を指定するのが好ましい。従って、異性体が混在していたとしてもその特性には大差が無い、炭素数4を上限とするアルコール類やエーテル類を単独、又は混合して用いるのがより好ましい。
【0045】
また、有機溶剤を用いて洗浄する工程では浸漬時間を15分間以上としている。この洗浄時間は、有機溶剤の種類や温度の影響によって、若干変動するものではある。しかし、湯煎する工程の説明で述べたように、被覆層構成材から溶出成分を抽出する操作の速度は、粘着剤等の内部における溶出成分の移動速度が律速になっていると考えられる。従って、処理温度が移動速度に与える影響はあるにしても小さいため、被覆層付部材を、湯煎する時間と同様の15分間以上有機溶剤に浸漬すれば、処理溶液中に蓄積する溶出物質が表面処理に与える悪影響を抑制する効果を得ることができる。一方、有機溶剤の温度については、洗浄温度が低くなったとしても、有機溶剤に対しては、有機成分の溶解度が極端に小さくなることは無いため特段の規定は必要なく、有機溶剤の沸点を勘案し、蒸発量が多くない温度に設定すればよい。
【0046】
そして、本件発明に係る表面処理方法においては、影響抑制工程は、紫外線硬化型粘着剤を用いた被覆層構成材のはみ出し面へ紫外線を照射する工程である。上述したように、被覆層付部材は、紫外線硬化型粘着剤が露出したまま処理溶液に浸漬される。しかし、この露出面のみに紫外線を照射すれば、露出面では硬化反応が進行し、粘着剤が含む溶出成分が減少する。その結果、被覆層付部材を処理溶液に浸漬しても溶出成分の溶出量が抑制されている。しかし、大過剰の紫外線を照射すると、紫外線硬化型粘着剤の硬化が広範囲で進行して、粘着力を喪失する場合があるため、紫外線の照射条件の設定には注意が必要である。
【0047】
被覆層構成材のはみ出し面へ紫外線を照射する工程では、被覆層構成材のはみ出し面に100mJ/cm2〜1000mJ/cm2の紫外線を照射する。紫外線硬化型粘着剤を硬化させるために必要な紫外線は、樹脂構成によって好ましい波長と強度、照射時間が異なるのが通常である。そのため、ここでは、被覆層構成材である紫外線硬化型粘着剤のはみ出し面に、波長が365nmの紫外線を照射することを前提としている。波長が365nmの紫外線であれば、後述する実施例で用いた市販の超高圧水銀ランプ(ジェットライトJL‐4300:オーク製作所製)を用いれば、紫外線強度4.5mW/cm2で照射することができる。しかし、紫外線硬化型粘着剤に照射する紫外線量が100mJ/cm2未満では、溶出成分の溶出を抑制できるだけの十分な厚さで硬化させることが困難になると同時に、照射面内に硬化反応のばらつきが見られるようになって、安定した影響抑制効果が得られない場合があるため好ましくない。一方、200mJ/cm2〜1000mJ/cm2が紫外線硬化型粘着剤を硬化させるための標準的な紫外線量であることを考えると、紫外線量1000mJ/cm2を超えて照射すると、エネルギーの無駄使いになるばかりか、紫外線硬化型粘着剤の硬化が広範囲で進行して、剥離現象が見られるようになるため好ましくない。
【0048】
本件発明に係る表面処理方法においては、影響抑制工程は、処理溶液へ紫外線を照射する工程である。上述したように、熱硬化型粘着剤や紫外線硬化型粘着剤を用いた場合に、粘着剤への溶出抑制処理を実施したとしても、溶出成分が処理溶液へ溶出するのを完全に防止するのは困難である。従って、表面処理工程を長時間にわたって実施すると、処理溶液中には溶出物質が蓄積する。即ち、処理溶液に対しては、溶出物質濃度がある閾値に達した時点で、溶出物質の除去や、処理溶液の更新が必要となる。しかし、紫外線硬化型粘着剤を用いた場合には、処理溶液に光ラジカル発生剤が溶出したとしても、処理溶液に紫外線を照射すればラジカルの発生に伴う重合反応が起こり、活性な官能基が不活性化した有機化合物になるため、表面処理への悪影響を抑制できる。
【0049】
ところが、後の実施例にも見られるように、処理溶液の種類によって影響が現れる有機成分の濃度が異なり、同時に、効果が得られる紫外線の照射量も異なる。即ち、紫外線の照射対象とする処理液の種類、即ち、電解めっきと無電解めっき、そして各溶液が含む金属イオンやアニオンの種類によって効果が得られる紫外線の照射量は異なるのが通常である。この観点からは、処理溶液中の光ラジカル発生剤量を分析し、ラジカル発生に必要な紫外線量を照射すると確実な効果が得られ、エネルギー効率の面でも好ましい。
【0050】
ところで、工程内で紫外線を照射する位置は、サービスタンク内の処理溶液に直接紫外線を照射する等、処理溶液の循環径路内外を問わず特に限定の必要は無い。一方、処理溶液の透光性は良好であることが好ましく、処理溶液はフィラーなどの固形物を含んでいない場合に安定した効果が得られやすい。しかし、フィラーを含む処理溶液であっても、樋などを用い、液膜厚さを500μm程度とした状態で紫外線を照射すれば、紫外線照射処理の効果を得ることができる。しかし、液膜厚さを500μm以下等とするためには特殊な構造の装置を要するため、工程管理が煩雑になる。そのため、係る方法を採用すると、分析装置等に対する大きな設備投資が必要になる場合がある。そこで本件発明では、処理溶液に対して過剰レベルの紫外線を連続照射することを前提としている。そして、連続照射方式であれば、処理溶液のフィラー含有の有無によらず適用でき、容易な工程管理で処理溶液中の溶出物質濃度を低く維持できる。
【0051】
そして、処理溶液へ紫外線を照射する工程では、1.0Lの無電解ニッケルめっき液に対して1500mJ〜120000mJの紫外線を照射する。ここで1.0Lの無電解ニッケルめっき液に対して1500mJの紫外線を照射すれば、表面処理への悪影響を抑制できるとしているのは、後に示す実施例3同様、スターラー撹拌によりガラス製ビーカー内で流動している処理溶液の1.0Lに紫外線を照射することを前提としている。従って、実操業に際しては、それぞれの処理溶液に対して、用いる被覆層構成材の種類や被覆層付部材の処理速度、紫外線の照射位置などを勘案した実験を行い、照射すべき紫外線量をあらかじめ求めておくのが好ましい。一方、紫外線照射量の上限である120000mJは、フィラーを含有する処理溶液に対して紫外線を照射しても、処理溶液の液質を改善する効果はほぼ飽和に達しているレベルとして設定している。更に、樹脂製品を多用する表面処理設備に対して、上限である120000mJを超える高エネルギーの紫外線を長時間照射すると、樹脂の劣化を促進する場合があるため、この点からも好ましくない。
【0052】
そして、処理溶液へ紫外線を照射する工程では、1.0Lの電解銅めっき液に対して8000mJ〜120000mJの紫外線を照射する。後の実施例にも見られるように、無電解ニッケルめっき液と電解銅めっき液とでは影響が現れる有機成分の濃度が異なっている。係る現象からは、照射した紫外線の透過率等も異なると考えられる。従って、電解銅めっき液に対して照射する紫外線量は、その下限を、無電解ニッケルめっき液に対する照射量を超える8000mJとする。紫外線照射量の上限である120000mJについては、無電解ニッケルめっき液に関する条件設定と同様である。ところで、上述した内容では紫外線を照射する表面処理溶液を無電解ニッケルめっき液と電解銅めっき液に限定しているが、めっき液に限らず、光ラジカル発生剤が溶出物質として表面処理の仕上がりに影響する表面処理液に対しては、紫外線照射が影響抑制工程として機能することを断っておく。
【0053】
更に、本件発明に係る表面処理方法においては、前記影響抑制工程を、前記処理溶液を活性炭処理する活性炭処理工程を含むものとすることもできる。上述したように、被覆層付部材に湯煎、有機溶剤洗浄などを施せば、溶出物質が処理溶液中に蓄積する速度を抑制できる。そして、紫外線硬化型粘着剤を用いた場合には、処理溶液に紫外線照射処理を施せば、溶出物質が表面処理に与える悪影響を抑制できる。特に、処理溶液に紫外線を連続照射する処理方法を用いれば、処理溶液に含まれる溶出物質量を一定の低濃度に保つことが容易になる。ところが、活性な官能基を備えていない有機化合物であっても、蓄積して所定濃度に達すると、表面処理工程に悪影響を与える場合がある。
【0054】
係る場合には、上述の有機化合物を活性炭に吸着させて除去すれば、安定した表面処理を実施できる。この時に用いる活性炭としては、材質としてコークス由来、ヤシガラ由来などの各種活性炭を用いることができる。具体的には、有機化合物の分子鎖の長さなどを勘案して、最適な吸着能力を備えるものを選択すればよい。そして活性炭の形状は、粉状、粒状又は成型体などから、吸着能力と取り扱いの容易さから判断して選定すればよい。具体的には、キャタラー工業(株)製のFM−150(粉末)やGA(粒状)が、添加剤として用いられる有機化合物の吸着能力に優れたものとして市販されている。しかし、有機化合物の濃度が低濃度であることを考えると、微粉の活性炭を用い、処理溶液と活性炭との接触時間を長く維持できる装置を用いて処理するのが好ましい。しかし、上述のように活性炭処理する場合には、他の添加剤の濃度調整手段を備える必要があることに留意が必要である。
【0055】
本件発明に係る基材又は部品: 本件発明に係る基材又は部品は、本件発明に係る表面処理方法を用いて表面処理を施した部材である。本件発明に係る表面処理方法では、上述したように、被覆層構成材を用いて形成した被覆層を備える被覆層付部材に表面処理を施す。そして、被覆層構成材が含む溶出成分が処理溶液に溶出することを前提として、溶出物質が表面処理に与える悪影響を抑制するための影響抑制工程を備えている。従って、本件発明に係る基材又は部品は、必要な部分のみに、最も好ましい状態で表面処理が施された部材である。例えば、アルミニウムで配線や電極を形成したシリコンウェハを紫外線硬化型粘着剤を用いた保護シートに貼付して補強した後に、アルミニウム製の配線や電極に無電解ニッケルめっきと無電解金めっきを施した配線板は、配線表面が平滑で光沢を備える配線板である。また、チップ部品を紫外線硬化型粘着剤を用いて支持体に固定し、端子部分に無電解ニッケルめっきを施した部品は、端子表面の平滑性に優れており、配線板への実装信頼性が優れたチップ部品である。
【実施例1】
【0056】
実施例1では、被覆層構成材として粘着剤A(紫外線硬化型粘着剤)を備える粘着テープAを用いて作成した被覆層付部材Aに湯煎処理を実施し、光ラジカル発生剤(以下、「成分A」と称する。)が溶出して表面処理に与えると考えられる悪影響を抑制する効果を確認した。被表面処理物には片面にアルミニウム合金電極を複数形成した直径8インチのシリコンウェハを用いた。そして、この被表面処理物のアルミニウム合金電極を形成していない面に粘着テープAを貼付し、図1に示すように、シリコンウェハの周囲に約1mm粘着テープがはみ出すように裁断して被覆層付部材Aとした。なお、粘着テープAは、以下に示す手順で作成した。
【0057】
粘着剤Aの調合: 下記の化合物を酢酸エチルに溶解させ、紫外線を照射して重合を行い、重量平均分子量50万のアクリル共重合体を得た。
ブチルアクリレート 79重量部
イソオクチルアクリレート 15重量部
アクリル酸 1重量部
2−ヒドロキシエチルアクリレート 5重量部
光ラジカル発生剤: イルガキュア184(50%酢酸エチル溶液:チバスペシャルティ社製) 0.5重量部
ラウリルメルカプタン 0.02重量部
【0058】
上述により得られたアクリル共重合体を含む酢酸エチル溶液の樹脂固形分100重量部に対して、2−イソシアナトエチルメタクリレート3.5重量部を加えて反応させ、更に、反応後の酢酸エチル溶液の樹脂固形分100重量部に対して、ペンタエリスリトールトリアクリレート20重量部、光ラジカル発生剤(イルガキュア184、50%酢酸エチル溶液)0.5重量部、ポリイソシアネート1.5重量部を混合し粘着剤Aの酢酸エチル溶液を調製した。
【0059】
<粘着テープAの作成>
上述の粘着剤Aの酢酸エチル溶液を表面に離型処理が施されたポリエチレンテレフタレート(PET)フィルムの上に乾燥皮膜の厚さが約10μmとなるようにドクターナイフで塗工し110℃、5分間加熱して塗工溶液を乾燥させた。乾燥後の粘着剤層は乾燥状態で粘着性を示した。次いで、粘着剤A層の表面に離型処理が施されたPETフィルムを貼り付けた。その後、40℃で3日間静置養生を行った。
【0060】
この被覆層付部材Aに対する湯煎処理では、温度が70℃、80℃、85℃、90℃のイオン交換水に、10分間、15分間、20分間、30分間、60分間それぞれ浸漬した。湯煎処理後の被覆層付部材Aには、以下に記載する処理を逐次施す表面処理工程を実施し、アルミニウム合金電極上に無電解ニッケルめっき層と無電解金めっき層とを順次形成した。影響抑制工程の効果は、同一条件で影響抑制を施した被覆層付部材Aを1枚ずつ、同じ処理溶液を連続して用いる表面処理工程に投入し、合計1560枚(粘着剤の合計接液面積:1dm2/L)処理した時点における、目視で観察した無電解金めっき層の表面状態の良否で判定した。
【0061】
<表面処理工程>
上述の表面処理工程では、以下に示す工程を順次実施した。メルクリーナーSC‐7001(メルテックス株式会社製)を用いた脱脂処理(液温70℃で30秒間浸漬)後30秒間水洗、メルプレートE‐7121(メルテックス株式会社製)を用いたエッチング処理(液温70℃で30秒間浸漬)後30秒間水洗、メルプレートコンディショナー7230(メルテックス株式会社製)を用いたコンディショニング(室温で20秒間)後30秒間水洗、メルプレートFZ‐7350(メルテックス株式会社製)を用いた第1亜鉛置換処理(室温で20秒間)後30秒間水洗、20wt%の硝酸を用いた亜鉛剥離(室温で10秒間)後30秒間水洗。メルプレートFBZ(メルテックス株式会社製)を用いた第2亜鉛置換処理(室温で30秒間)後30秒間水洗、無電解ニッケルめっき液(メルプレート NI‐869:メルテックス株式会社製)を用いた無電解ニッケルめっき(液温85℃で20分間浸漬)後30秒間水洗、無電解金めっき液(メルプレート Au‐7621:メルテックス株式会社製)を用いた無電解金めっき(液温80℃で25分間浸漬)後30秒間水洗して1分間風乾。なお、後に示す実施例2及び実施例3ならびに比較例1でも同一条件の表面処理工程を実施している。上述した表面処理工程の流れをまとめて図2に示す。
【0062】
<無電解金めっき層表面の評価>
上述の実験の結果、液質調節工程の湯煎温度70℃、浸漬時間60分間では、無電解金めっき層の表面状態は「不良」であった。湯煎温度80℃では、湯煎時間15分間までのめっき表面状態が「不良」であり、湯煎時間20分間以上のめっき表面状態は「良」であった。湯煎温度85℃と90℃では、湯煎時間10分間までのめっき表面状態が「不良」であり、湯煎時間15分間以上のめっき表面状態は「良」であった。
【0063】
<溶出成分の影響>
上記めっき表面状態の良否は、無電解金めっき層の表面の目視外観で判定しているが、無電解ニッケルめっきが終了した時点のニッケル皮膜に同様の傾向が見られていた。そして、無電解ニッケルめっきよりも前のステップでは被表面処理物の表面が露出しており、処理後に水洗工程を実施していることを考えると、粘着剤から成分Aが溶出して表面処理に影響する工程は無電解ニッケルめっき工程であり、溶出した成分Aが所定濃度を超えたため、無電解ニッケルめっき皮膜の形成状態に影響を与えたと考えられる。上述の結果を、以下の表1にまとめて示す。
【0064】
【表1】
【0065】
<湯煎処理の効果>
表1に示す結果から、被覆層付部材Aに対して80℃×20分間以上湯煎又は85℃×15分間以上の湯煎を施した皮覆層付部材のめっき表面状態は「良」である、従って、粘着剤露出部分の合計接液面積1dm2を表面処理する過程で被覆層付部材Aから無電解ニッケルめっき液に溶出して蓄積した成分Aの量は、被覆層付部材Aへの湯煎によって無電解ニッケルめっきに影響を与える濃度以下に抑制できている。即ち、適正な湯煎処理条件を選択すれば、表面処理に与える悪影響を抑制できることが確認できた。そして、温度80℃×20分間の湯煎で影響抑制効果が得られることから、少なくとも表面処理条件と同一レベルでの湯煎を実施すれば、抑制効果が発揮されることも確認できた。また、湯煎温度を90℃としても、10分間の湯煎では抑制効果を発揮しておらず、溶出量を律速する条件が、粘着剤層内における成分Aの移動であることを示唆している。
【0066】
<蓄積した成分Aの濃度>
めっき表面状態に悪影響を及ぼす成分Aの濃度を確認するため、上述の表面処理工程が終了した後の無電解ニッケルめっき液中の成分A濃度を分析した。その結果、めっき表面状態が「不良」であった、湯煎条件80℃×15分間の処理溶液中の成分Aの濃度は、7.7mg/Lであった。一方、めっき表面状態が「良」であった、湯煎条件85℃×20分間の無電解ニッケルめっき液中の成分Aの濃度は、3.6mg/Lであった。上述の結果を、以下の表2に示す。
【0067】
【表2】
【実施例2】
【0068】
実施例2では、影響抑制工程として被覆層付部材Aの被覆層構成材(粘着剤A)のはみ出し面に対する紫外線照射処理を実施し、成分Aが表面処理に与える悪影響を抑制する効果を確認した。具体的には、実施例1と同じ被覆層付部材Aの被覆層構成材(粘着剤A)のはみ出し面に対して、超高圧水銀ランプ(ジェットライトJL‐4300:オーク製作所製)を用い、シリコンウェハのアルミニウム合金電極を形成した側から、被覆層構成材(粘着剤A)のはみ出し面に、紫外線強度4.5mW/cm2で1分間の紫外線照射処理を行った。
【0069】
<被覆層付部材Aへの紫外線照射の効果>
実施例2の表面処理工程は実施例1と同様、被覆層付部材Aの合計1560枚(粘着剤露出部分の合計接液面積:1dm2/L)に無電解ニッケルめっき層と無電解金めっき層とを順次形成したが、めっき表面状態の不良は見られなかった。上述の表面処理工程が終了した後の含成分A無電解ニッケルめっき液中の成分A濃度を実施例1と同様にして分析した結果、0.7mg/Lであった。この結果から、被覆層構成材が紫外線硬化型粘着剤を用いている場合には、処理溶液と接触する被覆層構成材のはみ出し面に紫外線照射処理を施すことによって粘着剤の硬化反応が進行し、成分Aが表面処理に与える悪影響を抑制する効果を発揮していることが確認できた。
【実施例3】
【0070】
実施例3では、影響抑制工程として処理溶液に対する紫外線照射処理を実施し、成分Aが表面処理に与える悪影響を抑制する効果を確認した。具体的には、実施例1と同じ被覆層付部材Aを用い、実施例1で影響抑制工程を実施しない条件と同様にして、合計1560枚(粘着剤の合計接液面積:1dm2/L)の被覆層付部材Aに無電解ニッケルめっき層と無電解金めっき層とを順次形成し、めっき表面状態が不良となる含成分A無電解ニッケルめっき液を調製した。
【0071】
上述の含成分A無電解ニッケルめっき液1.0Lをガラス製ビーカーに入れてスターラーで撹拌し、実施例2で用いた超高圧水銀ランプ(ジェットライトJL‐4300:オーク製作所製)を用い、含成分A無電解ニッケルめっき液表面における紫外線強度を4.5mW/cm2として、1分間(紫外線照射量:270mJ)、5分間(紫外線照射量:1350mJ)、10分間(紫外線照射量:2700mJ)、15分間(紫外線照射量:4050mJ)、30分間(紫外線照射量:8100mJ)照射した後、再度表面処理工程を実施した。その結果、紫外線の照射時間が1分間の含成分A無電解ニッケルめっき液ではめっき表面状態が「不良」であったが、紫外線照射時間が5分間、10分間、15分間と30分間の含成分A無電解ニッケルめっき液ではめっき表面状態は「良」であった。そして、紫外線照射1分間後の含成分A無電解ニッケルめっき液中の成分A濃度は23.9mg/Lであり、紫外線照射15分後の含成分A無電解ニッケルめっき液中の成分Aの濃度は3.5mg/Lであった。上述の結果をまとめて以下の表3に示す。
【0072】
【表3】
【0073】
<処理溶液への紫外線照射の効果>
上述したように、明らかに無電解ニッケルめっき皮膜の形成状態に影響を与える濃度である23.9mg/Lの成分Aを含む含成分A無電解ニッケルめっき液であっても、含成分A無電解ニッケルめっき液に対して1350mJの紫外線を照射すればめっき表面状態は良好となり、表面処理への悪影響を抑制できている。そして、4050mJの紫外線を照射した含成分A無電解ニッケルめっき液では成分Aの濃度が3.5mg/Lまで低下している。即ち、表面処理工程で使用中の無電解ニッケルめっき液に連続して紫外線を照射すれば、成分Aが紫外線エネルギーによって反応して消費され、表面処理に与える悪影響を抑制できることが確認できた。また、成分Aを高濃度で含む含成分A無電解ニッケルめっき液に対して、無電解ニッケルめっきに要する時間20分間よりも短い時間である5分間程度紫外線を照射すれば表面処理に与える悪影響を抑制できる。従って、実際の表面処理工程では、処理溶液に紫外線を照射する装置を組み込めば、成分Aが溶出したとしても、その悪影響を確実に抑制できる。即ち、保有液量を多くするなどの対策を必要としない、有効な手法であることが確認できた。
【実施例4】
【0074】
実施例4では、処理溶液として実施例3で用いた無電解ニッケルめっき液に変えて電気銅めっきに用いる硫酸銅めっき液を用い、影響抑制工程として処理溶液に対する紫外線照射処理を実施し、成分Aが電気銅めっきに与える悪影響を抑制する効果を確認した。具体的には、実施例1と同じ被覆層付部材Aを用い、合計15600枚(粘着剤の合計接液面積:10dm2/L)の被覆層付部材Aに電気銅めっき層を形成し、めっき表面状態が不良となる含成分A硫酸銅めっき液を得た。
【0075】
上述の電気銅めっき工程では、以下に示す工程を順次実施した。メルクリーナーSC‐7001(メルテックス株式会社製)を用いた脱脂処理(液温70℃で30秒間浸漬)後30秒間水洗、メルプレートコンディショナー7230(メルテックス株式会社製:室温で20秒間浸漬)を用いたコンディショニング(室温で20秒間浸漬)後30秒間水洗、98%濃硫酸100mL/L水溶液を用いた活性化処理後30秒間水洗、CuSO4・5H2O(75g/L)、H2SO4(190g/L)、Cl−(50mg/L)、カパーグリームST‐901C(ロームアンドハース社製:5mL/L)で調製した硫酸銅めっき液を用いて電気めっき(液温45℃、陰極電流密度2.0A/dm2×10分間電解)後30秒間水洗し、1分間風乾。上述した電気銅めっき工程の流れをまとめて図3に示す。
【0076】
上述の含成分A硫酸銅めっき液1.0Lをガラス製ビーカーに入れ、実施例3と同一条件で紫外線を5分間(1350mJ)、10分間(2700mJ)、15分間(4050mJ)、30分間(8100mJ)、60分間(16200mJ)照射した後、再度電気銅めっきを実施した。その結果、紫外線照射時間が5分間、10分間、15分間の含成分A硫酸銅めっき液ではめっき表面状態が「不良」であったが、紫外線照射時間が30分間と60分間の含成分A硫酸銅めっき液ではめっき表面状態は「良」であった。そして、紫外線照射5分間後の含成分A硫酸銅めっき液中の成分A濃度は5.2mg/Lであり、紫外線照射30分後の含成分A硫酸銅めっき液中の成分Aの濃度は0.1mg/Lであった。結果をまとめて以下の表4に示す。
【0077】
【表4】
【0078】
<処理溶液への紫外線照射の効果>
上述の結果からは、成分Aが被覆層構成材から硫酸銅めっき液に溶出する速度は、無電解ニッケルめっき液に浸漬した場合に比べると遅いものの、無電解ニッケルめっき液に比べ、硫酸銅めっき液では低濃度でも電気銅めっきの表面状態に影響することがわかった。しかし、銅めっき皮膜の形成状態に影響を与える濃度である5.2mg/Lの成分Aを含む含成分A硫酸銅めっき液であっても、含成分A硫酸銅めっき液に対して8100mJの紫外線を照射すれば、成分Aの濃度が0.1mg/Lまで低下して表面処理への悪影響を抑制できている。従って、処理溶液の種類によって成分Aが影響を与える濃度が異なることは当然としても、いずれの処理溶液に対しても、本件発明に係る影響抑制工程が有効であることが確認できた。
【実施例5】
【0079】
実施例5では、被覆層を、粘着剤B(熱硬化型粘着剤)を備える粘着テープBを被覆層構成材として用いて作成した被覆層付部材Bにアルコール洗浄処理を実施し、熱ラジカル発生剤(以下、「成分B」と称する。)が溶出して表面処理に与えると考えられる悪影響を抑制する効果を確認した。被表面処理物には、実施例1同様、片面にアルミニウム合金電極を複数形成した直径8インチのシリコンウェハを用いた。そして、この被表面処理物のアルミニウム合金電極を形成していない面に粘着テープBを貼付し、図1に示すように、シリコンウェハの周囲に約1mmの被覆層構成材である粘着テープがはみ出すように裁断して被覆層付部材Bとした。
【0080】
実施例5で用いた粘着テープBは、実施例1で重量平均分子量50万のアクリル共重合体の調製後に用いた光ラジカル発生剤(イルガキュア184、50%酢酸エチル溶液:チバスペシャルティ社製)0.5重量部に替えて熱ラジカル発生剤(パーブチル355:日油株式会社製)0.5重量部を用いた以外は、実施例1と同様にして作成した。
【0081】
この被覆層付部材Bに対するアルコール洗浄処理では、温度が25℃のエタノールに、被覆層部材Bを1分間と15分間それぞれ浸漬した。アルコール洗浄処理後の被覆層付部材Bには、実施例1と同様の表面処理工程を実施し、アルミニウム合金電極上に無電解ニッケルめっき層と無電解金めっき層とを順次形成した。影響抑制工程の効果は、同一条件で影響抑制を施した被覆層付部材Bを1枚ずつ、同じ処理溶液を連続して用いる表面処理工程に投入し、合計1560枚(粘着剤の合計接液面積:1dm2/L)処理した時点における、目視で観察した無電解金めっき層の表面状態の良否で判定した。
【0082】
<アルコール洗浄の効果>
上述の実験の結果、アルコール洗浄時間1分間では、無電解金めっき層の表面状態は「不良」であった。そして、アルコール洗浄時間15分間のめっき表面状態は「良」であり、アルコール洗浄による影響抑制工程が有効であることが確認できた。そこで、実施例1と同様にして、表面処理工程終了後の無電解ニッケルめっき液が含む成分Bの濃度を分析した。その結果、アルコール洗浄時間1分間の被覆層付部材Bを処理した無電解ニッケルめっき液の成分B濃度は18.5mg/L、アルコール洗浄時間15分間の被覆層付部材Bを処理した無電解ニッケルめっき液の成分B濃度は3.8mg/Lであった。
【比較例】
【0083】
比較例では、実施例1と同じ被覆層付部材Aを用い、図2に示す実施例1と同様の表面処理工程を繰り返し実施した。しかし、合計312枚の被覆層付部材A(粘着剤露出部分の合計接液面積:0.2dm2)に表面処理工程を実施した段階でめっき表面状態が「不良」となったため、以降の表面処理は実施しなかった。この時の無電解ニッケルめっき液が含む成分Aの濃度を分析したところ、7.6mg/Lであった。
【0084】
<まとめ>
上述した実施例1及び実施例2ならびに実施例5から、被覆層付部材の湯煎やアルコール洗浄、紫外線硬化型粘着剤が接液するはみ出し面への紫外線照射を行えば、被覆層構成材に含まれる溶出成分の処理溶液への溶出が抑制され、表面処理に与える悪影響を抑制できることが確認できた。また、実施例3及び実施例4から、処理溶液に紫外線を照射すれば、被覆層構成材として紫外線硬化型粘着剤を用いて被覆層を形成した被覆層付部材Aから処理溶液に溶出した成分Aの濃度を、表面処理に悪影響を及ぼさない濃度にまで低減でき、表面処理に与える悪影響を抑制できることが確認できた。
【0085】
また、比較例では312枚の被覆層付部材Aに表面処理工程を実施し、成分Aの濃度が7.6mg/Lになった時点でめっき表面状態が不良となっている。従って、紫外線硬化型粘着剤A及び熱硬化型粘着剤Bと無電解ニッケルめっき液(メルプレート NI‐869:メルテックス株式会社製)との組み合わせの場合、ラジカル発生剤の濃度を7.0mg/L以下に管理すれば、めっき表面状態はラジカル発生剤の影響を受けないと考えられる。しかし、上述した具体的な組み合わせに限らず、ラジカル発生剤を含む粘着剤に対しては、被覆層付部材の湯煎や有機溶剤洗浄が、ラジカル発生剤の処理溶液への溶出を抑制する効果を広範に発揮すると考えられる。そして、被覆層構成材として紫外線硬化型粘着剤を用いた場合、はみ出し面への紫外線照射も溶出物質の悪影響を抑制する効果が大きく、処理溶液に紫外線を照射すれば、溶出物質の悪影響を抑制する効果を発揮すると考えられる。また、熱硬化型粘着剤を用いた場合であっても、レーザーなどのエネルギービームを用いれば、露出した被覆層構成材のはみ出し面を加熱して硬化させることができ、溶出物質の悪影響を抑制する効果を発揮すると考えられる。
【産業上の利用可能性】
【0086】
本件発明に係る方法を用いれば、被表面処理物に被覆層構成材として被覆層を備える熱硬化型や紫外線硬化型の粘着テープを貼付して被覆層付部材を形成した場合に限らず、光ラジカル発生剤を含有するフォトレジストなどを用いた場合でも、レジストからの溶出物が表面処理に与える悪影響を抑制できる。特に、添加剤を含む処理溶液を用いる金属めっきでは、添加剤の金属表面への吸着が仕上がりの良否に大きく影響するため、本件発明に係る表面処理方法の効果を顕著に得ることができる。
【符号の説明】
【0087】
1 被覆層付部材
2 粘着剤
3 シリコンウェハ
4 アルミニウム合金電極
5 PETフィルム(被覆層)
6 保護テープ(被覆層構成材)
21 粘着剤の切断面
22 粘着剤のはみ出し面
【特許請求の範囲】
【請求項1】
被表面処理物を処理溶液に浸漬して表面処理を施す方法であって、
前記表面処理を施すための表面処理工程が、前記被表面処理物に被覆層構成材を用いて被覆層を設けて被覆層付部材を得る被覆工程と、当該被覆層構成材に含まれる溶出成分が溶出物質として前記処理溶液に蓄積し、当該表面処理に悪影響を及ぼす現象を抑制する影響抑制工程とを含み、
前記被覆工程は、被覆層構成材として被覆層を備える粘着剤を用いて被覆層付部材を作成する工程であることを特徴とする表面処理方法。
【請求項2】
前記粘着剤が熱硬化型粘着剤である請求項1に記載の表面処理方法。
【請求項3】
前記粘着剤が紫外線硬化型粘着剤である請求項1に記載の表面処理方法。
【請求項4】
前記影響抑制工程が前記被覆層付部材を湯煎する工程である請求項1〜請求項3のいずれかに記載の表面処理方法。
【請求項5】
前記被覆層付部材を湯煎する工程は、80℃〜85℃の水で被覆層付部材を20分間以上湯煎又は85℃〜95℃の水で被覆層付部材を15分間以上湯煎する工程である請求項4に記載の表面処理方法。
【請求項6】
前記影響抑制工程が有機溶剤を用いて前記被覆層付部材を洗浄する工程である請求項1〜請求項3のいずれかに記載の表面処理方法。
【請求項7】
有機溶剤を用いて前記被覆層付部材を洗浄する工程は、アルコール類、エーテル類又はこれらの混合物に被覆層付部材を15分間以上浸漬する工程である請求項6に記載の表面処理方法。
【請求項8】
前記影響抑制工程が前記被覆層構成材のはみ出し面へ紫外線を照射する工程である請求項3に記載の表面処理方法。
【請求項9】
前記被覆層構成材のはみ出し面の表面に紫外線を照射する工程は、被覆層構成材のはみ出し面の表面に100mJ/cm2〜1000mJ/cm2の紫外線を照射する工程である請求項8に記載の表面処理方法。
【請求項10】
前記影響抑制工程が前記処理溶液へ紫外線を照射する工程である請求項3に記載の表面処理方法。
【請求項11】
前記処理溶液へ紫外線を照射する工程は、1.0Lの無電解ニッケルめっき液に対して1500mJ〜120000mJの紫外線を照射する工程である請求項10に記載の表面処理方法。
【請求項12】
前記処理溶液へ紫外線を照射する工程は、1.0Lの電解銅めっき液に対して8000mJ〜120000mJの紫外線を照射する工程である請求項10に記載の表面処理方法。
【請求項13】
請求項1〜請求項12のいずれかに記載の表面処理方法を用いて表面処理を施した部材であることを特徴とする基材。
【請求項14】
請求項1〜請求項12のいずれかに記載の表面処理方法を用いて表面処理を施した部材であることを特徴とする部品。
【請求項1】
被表面処理物を処理溶液に浸漬して表面処理を施す方法であって、
前記表面処理を施すための表面処理工程が、前記被表面処理物に被覆層構成材を用いて被覆層を設けて被覆層付部材を得る被覆工程と、当該被覆層構成材に含まれる溶出成分が溶出物質として前記処理溶液に蓄積し、当該表面処理に悪影響を及ぼす現象を抑制する影響抑制工程とを含み、
前記被覆工程は、被覆層構成材として被覆層を備える粘着剤を用いて被覆層付部材を作成する工程であることを特徴とする表面処理方法。
【請求項2】
前記粘着剤が熱硬化型粘着剤である請求項1に記載の表面処理方法。
【請求項3】
前記粘着剤が紫外線硬化型粘着剤である請求項1に記載の表面処理方法。
【請求項4】
前記影響抑制工程が前記被覆層付部材を湯煎する工程である請求項1〜請求項3のいずれかに記載の表面処理方法。
【請求項5】
前記被覆層付部材を湯煎する工程は、80℃〜85℃の水で被覆層付部材を20分間以上湯煎又は85℃〜95℃の水で被覆層付部材を15分間以上湯煎する工程である請求項4に記載の表面処理方法。
【請求項6】
前記影響抑制工程が有機溶剤を用いて前記被覆層付部材を洗浄する工程である請求項1〜請求項3のいずれかに記載の表面処理方法。
【請求項7】
有機溶剤を用いて前記被覆層付部材を洗浄する工程は、アルコール類、エーテル類又はこれらの混合物に被覆層付部材を15分間以上浸漬する工程である請求項6に記載の表面処理方法。
【請求項8】
前記影響抑制工程が前記被覆層構成材のはみ出し面へ紫外線を照射する工程である請求項3に記載の表面処理方法。
【請求項9】
前記被覆層構成材のはみ出し面の表面に紫外線を照射する工程は、被覆層構成材のはみ出し面の表面に100mJ/cm2〜1000mJ/cm2の紫外線を照射する工程である請求項8に記載の表面処理方法。
【請求項10】
前記影響抑制工程が前記処理溶液へ紫外線を照射する工程である請求項3に記載の表面処理方法。
【請求項11】
前記処理溶液へ紫外線を照射する工程は、1.0Lの無電解ニッケルめっき液に対して1500mJ〜120000mJの紫外線を照射する工程である請求項10に記載の表面処理方法。
【請求項12】
前記処理溶液へ紫外線を照射する工程は、1.0Lの電解銅めっき液に対して8000mJ〜120000mJの紫外線を照射する工程である請求項10に記載の表面処理方法。
【請求項13】
請求項1〜請求項12のいずれかに記載の表面処理方法を用いて表面処理を施した部材であることを特徴とする基材。
【請求項14】
請求項1〜請求項12のいずれかに記載の表面処理方法を用いて表面処理を施した部材であることを特徴とする部品。
【図1】

【図2】
【図3】

【図2】
【図3】
【公開番号】特開2011−105961(P2011−105961A)
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願番号】特願2009−258898(P2009−258898)
【出願日】平成21年11月12日(2009.11.12)
【出願人】(593174641)メルテックス株式会社 (28)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願日】平成21年11月12日(2009.11.12)
【出願人】(593174641)メルテックス株式会社 (28)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]