
被覆弾性糸の製造及び供給スプールの自動交換に関する方法及び装置
装置が、第一インターレーシングジェット(19)と;前記第一インターレーシングジェットに向かう被覆糸(FT)の供給路及び前記弾性糸(F1,F2)の供給路と;弾性糸のスプール(R1,R2)用の支持手段(37A,37B)と;形成されたコップ(BC)に合成糸(FC)を巻き付ける巻き取り部材(54)と;形成された前記コップに合成糸の供給を止め、合成糸を新しい巻き取り管に巻き付け開始させる中断装置と;を備える。前記弾性糸のスプール用の前記支持手段が、弾性糸の少なくとも一つの第一スプールと弾性糸の少なくとも一つの第二スプールを支持するのに適しており:前記第一インターレーシングジェットが、前記第二スプールの弾性糸の最初の自由端を留める保持部材(20)と、第一弾性糸をインターレーシングジェットへ分配する間に第二弾性糸の最初の部分を留めるため偏向手段と;前記第一インターレーシングジェットへの前記第一弾性糸の供給中断を検知するセンサーと;第一弾性糸の供給中断が検知された後、前記最初の部分の解放を調節する制御部と;に関連する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、少なくとも一つの弾性糸から成るコア部分と、少なくとも一つの被覆またはコーティング糸、例えば本質的に非弾性糸または場合によってコア糸よりも低弾性の糸から成る外側コーティング部分により構成されるタイプの合成糸を製造する方法及び装置に関連するものである。
【0002】
特に、弾性糸のスプールを終了またはほぼ終了した時、自動的に、シンプル且つ確実な方法で交換できる方法及び装置に関するものである。
【背景技術】
【0003】
単一のフィラメント糸のようなLycra(登録商標)、Elastan、別のポリウレタンファイバーなどから作られた内側弾性糸から成る合成弾性糸は、織物及び特にメリヤスのようなニットウェアーの製造に頻繁に使用されている。弾性糸は、Nylon(登録商標)または別のポリアミド、ポリエステルまたはそれと同等で、本質的に非弾性と考えられる低弾性糸によって、典型的に多数のストランドから構成される多重フィラメント構造(multiple filament structure)で被覆される。この糸は以下で被覆糸と表され、それは弾性糸の一種のコーティングまたは被覆を形成するために使用される。
【0004】
弾性糸のコーティングは、被覆糸を螺旋状に巻き付けることによってコーティングされる被覆プロセスによって得られる。このプロセスは、かなり費用が高く且つ遅い。
【0005】
弾性糸のコーティングまたは被覆の新しいプロセスが、近年評判になっている。このプロセスは、インターレースまたは空気被覆として知られ、空気圧装置の使用を含んでおり、その空気圧装置は一般的にインターレーシングジェットと称され、二つの被覆及び弾性糸が通る導管を具備している。加圧空気ノズルは、導管の内部に圧縮空気の噴射を送る。導管内部で生じる乱気流が、弾性糸の周囲で被覆糸を絡み合わせる(interlace)。この技術を基にした装置及び方法は、米国特許明細書US-A-6393817、US-A-5008992、US-A-4829757及びUS-A-3940917に記載されている。
【0006】
この技術は、多重フィラメントスレッド(multiple filament threads)を処理して大きさを増し、同時にそれらを構成する単独のフィラメントを組み合わせるために元来発展してきた空気圧システムを使用している。これに応用するために発展し、弾性またはエラストマー糸を被覆またはコーティング糸で絡み合わせるために使用できるインターレーシングジェットの例は、米国特許明細書US-A-5970593、US-A-5146660、US-A-5010631、US-A-4430780、欧州特許明細書EP-B-564400及び日本国特許明細書JP-A-3279437号明細書JP-A-3279437に記載されている。
【0007】
被覆弾性糸の製造用のシステムに使用される弾性またはエラストマー糸のスプールが、被覆糸のスプールまたはコップよりも、かなり少ない糸を含んでいる。典型的に一つのスプールにおける弾性糸は、合成糸の単独コップを製造するのに充分であり、一つのコップに巻き付けた被覆糸が合成糸の幾つかのコップを充分に作れる。これは二つの連続した被覆またはコーティング糸のコップの取り替えの間に、弾性糸のスプールを頻繁に取り替えることが必要にしている。交換は手動で行われている。一般的に多数の個別ヘッド(head)を備え、各々合成糸のコップを製造するシステムにおいて、弾性糸の個々のスプールが終了した時、糸の端部センサー(end-of-yarn sensors)がヘッドの動作を中断するために備えられている。オペレーターは手動で終了した弾性糸のスプールを交換して、新しい弾性糸の自由端をインターレーシングジェットに挿入して、新しい弾性糸の新たなコップの巻き取りサイクルを開始しなければならない。手動システムにおいて、オペレーターは完成したコップを、新しい糸を巻き付けた新しい管も交換しなければならない。被覆糸の分配は、この動作中に中断される。
【0008】
この動作方法は、相当な欠点を有している。第一に、それは単独のオペレーターが多数の作業ヘッド監視し、弾性糸のスプールの終了とヘッドに次の巻き取りサイクルを始動できるオペレーターの動作との間にかなりの時間が経過し得るので、顕著な中断時間がある。更に特に過度な機械の中断時間を避けるため、場合により合成糸のスプールが完全に終了する前に、それらのスプールを交換し得る。しかし残りの糸は使用できない。これは相当量の弾性糸を浪費し、この材料は単位長さ毎にコストが高いので重大な欠点を生じることを意味している。
【0009】
他方で、進行中に合成糸の予備のスプールを準備すること、予備のスプールの糸のヘッド(head)または最初の自由端を製造過程中のスプール上にある糸の末端に結合して、その終了前にスプールの取り替えを上手く準備し、また製造過程中の全体のスプールを使用できるようにすることは、オペレーターにとって不可能である。またこの動作は、弾性糸のスプールが固定したままで巻き出されないが、軸の周囲に巻き付ける糸を分配するために軸の周囲で回転する必要があるので、不可能である。結果的に、オペレーターにとって、製造過程中のスプールの端部または末端を捕らえて、その末端を予備のスプール上にある最初の端部に結合することは不可能である。この問題は、コップがその軸の周囲を回転しないことには巻き出されないので、被覆糸のコップを交換する時は生じない。これにより連続して巻き出されるコップに巻き付けた糸のヘッドと末端を結合でき、被覆糸を確実に連続供給する。更に、被覆糸のコップが大量の糸を含んでおり、よって結合動作が互いに相当な間隔で行われる。
【0010】
被覆糸織成装置が、幾つかのシステム(米国特許明細書US-A-6393817及びUS-A-5008992を特に参照)において、糸分配コップとインターレーシングジェットとの間に設けれている。織成装置はオーブンを具備しており、それを介して被覆糸が通過進行する。これには糸を連続的に供給する必要がある。実際にはオーブン内で糸を一時的に停止させることにより、破壊的または受け入れがたい損傷が生じ得ます。たとえオペレーターは弾性糸の終了したスプールを取り替えできるように短時間でも、糸が停止させられると、被覆糸は織成セクションの上流すなわちオーブンの上流で切断されます。合成糸を形成するヘッドが再び始動する時、オペレーターがスプールを交換するために必要な動作を完了し、弾性糸の自由端をインターレーシングジェットの中に挿入して、オペレーターが被覆糸を全通路を介してコップからインターレーシングジェットへ再び通さなければならない。これには必然的に長い停止時間を伴い、それによって製造の損失が生じる。機械が自動的に被覆糸を切断する前に、オペレーターが直ちに弾性糸のスプールを交換する作業をできれば、その問題は防止できる。同期化不可能な多数のヘッドが、単独のオペレーターによって監視されているならば、そのシステムにおいて全てのヘッドに対して迅速且つ充分な作業は不可能である。他方で、より多くのオペレーターの雇用は労働費用が受け入れ難いほど必要になる。
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明の目的は、被覆弾性糸すなわち弾性コアと一つかそれ以上の被覆糸によって形成されるコーティングから成る合成糸を製造する装置において、弾性糸のスプールを自動的に交換するために、効果的且つ確実な方法を提供することである。
【0012】
別の態様で発明の目的は、被覆糸を中断する必要なくエラストマースプールを自動的に交換して、合成糸のコップを効果的且つ確実に連続製造する装置を提供することである。
【課題を解決するための手段】
【0013】
本質的に第一の態様によると、方法は:
被覆糸を供給路に沿って本質的に連続した方法で供給する段階と;
第一スプールから第一弾性糸を第一インターレーシングジェットを介して分配する段階と;
第一弾性糸を前記被覆糸で覆って合成糸を形成し、合成糸をコップに巻き付ける段階と;
第二弾性糸の第二スプールをスタンバイ位置に準備する段階と;
前記第二糸の最初の部分を前記第一インターレーシングジェットの近くに留める段階と;
第一弾性糸の分配が中断された時、合成糸のコップを新しい管と交換する段階と;
第二弾性糸の前記最初の部分を解放する段階と;
前記被覆糸と前記第二弾性糸を第一インターレーシングジェットを使用して結合する段階と;
前記第二弾性糸を前記被覆糸で覆って合成糸の製造を再開し、合成糸を前記新しい管に巻き付ける段階と;
を含む。
【0014】
可能な実施形態において、第一インターレーシングジェットが糸に関連して移動可能で、第一インターレーシングジェットによる被覆糸と第二弾性糸の結合が、インターレーシングジェットを第二弾性糸に向かって移動することによって行われるようになっています。第二弾性糸の最初の自由端が、保持部材によって留められ、その間第二弾性糸はスタンバイ位置にある。第二弾性糸が第一弾性糸と取り替えられる時、第一インターレーシングジェットが第二弾性糸へ移動され、第二弾性糸がジェットに入って前記保持部材から解放される。
【0015】
本発明による方法の更に有利な利点において、第二弾性糸の最初の自由端が保持部材によって留められ、第二弾性糸の最初の部分が偏向要素によって捕らえられる。インターレーシングジェットへの第二弾性糸の最初の部分の供給を開始しようとする時、偏向要素は第二弾性糸の最初の部分を解放するように制御される。
【0016】
偏向要素が、第一インターレーシングジェットの外で第二弾性糸を留めるように設計され得、第二弾性糸が前記偏向要素から解放される時、第二弾性糸が自動的に前記第一インターレーシングジェットの中に挿入するようになっている。有利には保持部材によって加えられる張力の効果によって、第二弾性糸を第一インターレーシングジェットの中に挿入できる。
【0017】
別の実施形態において、第二弾性糸が第一インターレーシングジェットの中に挿入され、そこに留められ、第一弾性糸の中断に関してスタンバイする。
【0018】
本発明による方法の実施可能な形態では、前記第一弾性糸の分配が中断された時、第一インターレーシングジェットは一時的に停止させられるが、それを介して被覆糸が供給され続け;第一インターレーシングジェットを介して第二スプールから第二弾性糸の分配を開始した後、前記第一レーシングジェットが再び作動されて、第二弾性糸を前記被覆糸に結合させ、前記合成糸の製造を再開する。この場合、単独のインターレーシングジェットが合成糸を製造するためと第二スプールの弾性糸の供給を開始するための両方に使用される。第一弾性糸の供給が中断される時、第二弾性糸が既に第一インターレーシングジェットの内部にスタンバイし得る。
【0019】
別の実施形態において弾性糸が代わりに、被覆糸の経路に沿って第一インターレーシングジェットの下流に配置された第二インターレーシングジェットによって、被覆糸で覆われる。この場合、空のスプールが新しい弾性糸のスプールと交換される時、第一インターレーシングジェットが第二弾性糸を被覆糸に束縛する(constraining)単独の機能を有している。従って、第一ジェットが交換段階でのみ作動でき、第二ジェットによる合成糸の製造中は動作停止のままである。
【0020】
別の態様によると本発明は:
(a)走行する機械から、または機械を停止させて(with the machine stopped )被覆糸を空気インターレーシング装置へ連続供給する段階と;
(b)前記インターレーシング装置へ供給すると同時に、作業位置に配置された第一スプールから第一エラストマー糸が巻き出され、前記被覆糸と前記エラストマー糸を絡み合わせる段階と;
(c)保持領域でスタンバイ位置に配置される第二スプールに巻き付けられた、第二エラストマー糸の自由端を留める段階と;
(d)エラストマー糸の前記第二スプールを前記作業位置へ移す移送と、エラストマー糸の前記第一スプールを前記スタンバイ位置へ移す移送を、適切な時間関係で制御するため、前記第一エラストマー糸の供給の中断を検知する段階;
を含む方法が:
(e)第二エラストマー糸に接触させるため、前記第二エラストマー糸の前記自由端の前記保持領域の近くで、前記第二エラストマー糸に関連する前記被覆糸の相対的な移動を行う段階と;
(f)空気ジェットを使用して前記第二エラストマー糸を前記被覆糸に関連させ、同時に第二エラストマー糸の前記自由端を解放して、前記糸を前記インターレーシング装置へ供給することを再開する段階と;
を更に含むことを特徴とする。
【0021】
本発明の別の態様によると、装置が少なくとも一つの被覆糸で覆われた少なくとも一つの弾性糸によって形成された合成糸の製造のために提供され:第一インターレーシングジェット;前記第一インターレーシングジェットを向いた前記被覆糸の供給路と前記弾性糸の供給路と;形成されたコップに合成糸を巻き付ける巻き取り部材と;形成された前記コップへの合成糸の供給を止め、新しい巻き取り管に合成糸の巻き取りを開始する中断装置と;を組み合わせて備える。特徴的に、弾性糸のスプール用の前記支持手段が、弾性糸の第一スプールを少なくとも一つと、弾性糸の第二スプールを少なくとも一つ支持するのに適切である。更に前記第一インターレーシングジェットに関連した保持部材が、前記第二スプールの弾性糸の最初の自由端を留めるためのものである。また第一弾性糸の第一インターレーシングジェットへの供給中断を検知するセンサーと、第一弾性糸の供給中断を検知した時、第二弾性糸の最初の部分の解放を調節する制御部を備える。
【0022】
保持部材が有利には、吸引部材であり得る。
【0023】
実施可能な形態によると、第二弾性糸がスタンバイ位置にある時、第一インターレーシングジェットと第二弾性糸の最初の部分を互いに移動させる手段を備える。ゆえに第一弾性糸が中断されると、第二弾性糸が第一インターレーシングジェットに入る。
【0024】
更なる実施形態によると、第一インターレーシングジェットに関連した検知要素も第一弾性糸を第一インターレーシングジェットへ分配する間、第二弾性糸の最初の部分を留めるためのものである。
【0025】
実施可能な形態によると、保持部材と偏向要素が第一インターレーシングジェットに関連して配置されており、第一インターレーシングジェットの外に第二弾性糸を留めるようになっている。更に偏向要素が前記弾性糸を解放すると、保持部材が、第二弾性糸を引っ張ってそれを第一インターレーシングジェットに挿入するように設計及び配置されている。
【0026】
本発明による方法及び装置の更なる利点と実施形態は、特許請求の範囲に示され、例示した数個の実施例を参照して以下で詳しく記載する。
【発明を実施するための最良の形態】
【0027】
本発明は以下の記載と、本発明の一例として実用的で且つそれに制限されない実施例を示した添付図面により詳細に理解されよう。
【実施例1】
【0028】
本発明の第一実施例が、図1〜図5に示されている。
【0029】
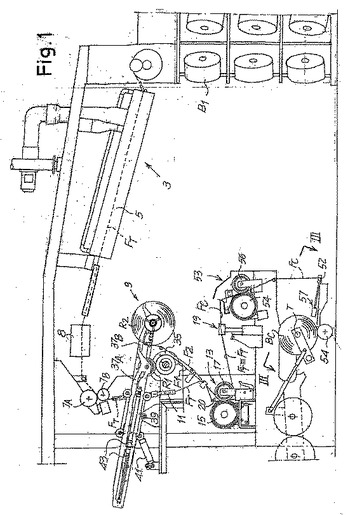
図1は、本発明による一組の装置によって合成糸のコップを製造するため、多数の巻き取りヘッドを備えたシステムの側面を示している。一つだけのヘッドが図面に示されており、別のヘッドは図面に対して垂直に整列している。
【0030】
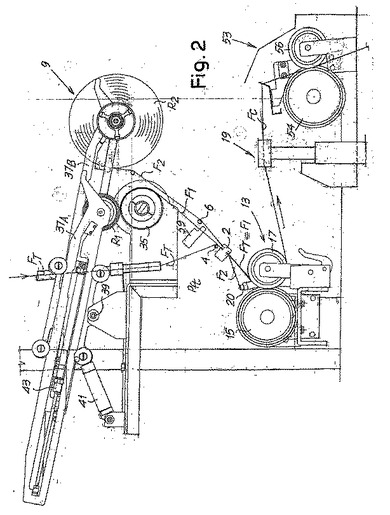
符号1は通例、合成糸例えばポリエステル、ナイロンまたは別の同等な糸、典型邸には多重フィラメントスレッドのコップB1が配置された領域を示している。コップB1から巻き出された糸が、本質的に既知の通常タイプで符号3によって示されている織成セクションを介して供給される。織成領域は加熱オーブン5、冷却領域6、仮ヨリ動作(false-twisting operation)のための領域8を有し、織成被覆糸FTを取り上るか供給するための第一組のローラー7A、7Bで終端して、織成被覆糸は弾性糸のスプール、インターレーシングジェット、実際の巻き取りヘッド、及び弾性糸のスプールを取り替えるために必要な全ての部材が配置されている領域9に供給される。巻き取りヘッドを除いて、この領域は図2で更に詳しく示している。
【0031】
領域9において、糸FTが(糸を安定させるため)オーブン11を介して通過し、その供給路Pfに沿ってインターレーシングジェットに到達し、そこで糸が二つのスプールR1、R2の一方または他方から供給される弾性糸F1またはF2を覆う。二つのスプールは以下で記載するような支持手段によって支えられている。
【0032】
第一インターレーシングジェット2が、経路Pfに沿って配置されており、それは以下で記載する手順によると、終了したスプールR1を弾性糸の新しいスプールR2に交換される時に、新しいスプールR2の弾性糸を成被覆糸FTに結合することを目的としている。図2に配置では、インターレーシングジェット2が普通動作停止状態で、弾性糸の新しいスプールの巻き出しを開始する段階中のみ動作する。インターレーシングジェット2の入口は、糸FTが供給される方向に関して傾斜方向を向き、抵摩擦係数のセラミックスレッドガイドのような固定案内要素によって、糸がインターレーシングジェット2の内部に導かれる。
【0033】
第一インターレーシングジェット2の下流に伸長領域13が配置され、そこには第二対のローラー15、17によって形成された伸長ユニットまたは供給ユニットが備えられ、その第一ローラーが駆動されると、第二ローラーがアイドル状態になり、それらのローラーがニップを形成し、底に糸が供給される。ローラー17及び17の周速と対のローラー7A、7Bの周速が互いに調整されて、弾性及び被覆糸を伸ばす或いは緩めたりする。
【0034】
伸長ユニット15、17の下流に全体を符号19で示した第二インターレーシングジェットが配置され、それは本質的に既知のもので、この実施例ではプロセスジェットすなわち被覆糸によって弾性糸をコーティングするジェットである。
【0035】
弾性糸の第一スプールR1から巻き出された第一弾性糸F1が、伸長ユニット13を形成する伸長ローラー15、17によって画定されたニップを介して供給される。スプールR1がそれに接触する駆動巻き出しローラー35によって巻き出される。巻き出しローラー35とローラー15、17の速度は、必要な伸長度を糸F1に与えるために調節可能である。更に、ローラー15、17の速度が対のローラー7A、7Bの速度に関して調節でき、糸F1を伸長するのと同じか、それに等しい伸長度を糸FTに与えるか、糸FTを緩める。スプールR1から供給された糸FT1が、織成被覆糸FTに隣接した第一インターレーシングジェット2を介して通過する。ジェット2が二つの糸FT及びF1を通常供給中には作動停止しているので、ジェットはそれらの糸に作用しない。
【0036】
スプールR1が、図面に対して垂直な軸39の周囲を揺動するアーム37Aによって支持されている。揺動に加えて、ピストンアクチュエータ41によって制御されるアーム37Aが、別のピストンアクチュエータ43によって制御されるアームの長手伸長部と平行な方向に並進移動される。本質的にアーム37Aと等しい別のアーム37Bが同じ軸39で蝶番接続され、軸39の周囲の揺動がアクチュエータ41によって図2では見えないように隠された別のピストンシリンダーアクチュエータによって制御される。アーム37Bもその長手伸長部と平行な並進移動されるように、アクチュエータ43と似た図面上に見えないアクチュエータによって制御される。
【0037】
揺動アーム37Bが、第二弾性糸F2を巻き付ける第二スプールR2を支持している。スプールR2は(図2の配置で)スプールR1が終了した時、それに替わるためにスタンバイ位置にある。二つのアーム37A、37Bの位置を、アクチュエータ41、43により得られるアームの揺動及び伸長/引き込み動作によって、交換できできる。
【0038】
糸F2は、スプールR2から第一インターレーシングジェット2を介して保持部材20へと下流に伸びるスタンバイ経路に沿って準備され、保持部材が吸引口を有し、その中に第二弾性糸F2のヘッドまたは自由端を入れる。機械保持システムは、保持部材20の吸引口に関連し得、糸F1を糸F2に交換する前のスタンバイ中に、吸引口を介した吸い込みを止めることができ、糸F2の自由端が単に機械的に留められる。二つのスプールR1及びR2の交換中、次で明示する理由で代わりに糸F2が吸引口によって吸い込まれる。
【0039】
保持部材20が一対のローラー15、17に隣接し、ローラー17に関して後方すなわちローラー17の軸を含む垂直平面上でスプールR2に対して向かい側に配置されている。
【0040】
スプールR2から保持部材20への経路に沿って、第二弾性糸F2が図2の片面に対して垂直に移動される偏向要素6に掛かる。偏向要素はセラミックまたは抵摩擦係数の別の材料から作られ、ピストンシリンダーアクチュエータのロッドに接続されたシリンダーから構成することができる。終了したスプールR1をスプールR2に交換する必要がある時、または糸F1が切れて糸F2に交換しなければならない時、ピストンシリンダーアクチュエータのロッドを引き込むことにより、第二弾性糸F2を偏向要素6から解放する。
【0041】
偏向要素6が、センサー59の作用範囲の外でスタンバイする第二弾性糸F2を留め、センサー59が弾性糸F1の経路に沿って、スプールR1と第一インターレーシングジェット2との間に配置される。センサー59、例えば光学センサーが弾性糸F1の通過を検知し、スプールR1からの糸F1の分配が中断されると、スプールR1をスプールR2に交換するサイクルを開始する信号を出す。センサー59の検知範囲の外に糸F1を保持することによって、前記センサーの動作を邪魔しないようにする。
【0042】
伸長ユニット15、17の下流で、二つの糸F1及びFTが第二インターレーシングジェット19への共通路に沿って通り、そこでは既知の方法で、弾性糸F1が糸FTで覆われ、複合或いはインターレーシング糸FCを形成する。
【0043】
インターレーシングジェット19の下流で、この合成糸FCが、駆動ローラー54とアイドルローラー56から成る第三組のローラーによって形成された供給ユニット53のニップに到達する。ローラー54、56の周速は、ユニット13のローラー15、17の速度に関連させられ、糸F1及びFTと、二個の対のローラーの間にある糸FCが、任意にある程度に緩ませ且つ/または伸ばされる。
【0044】
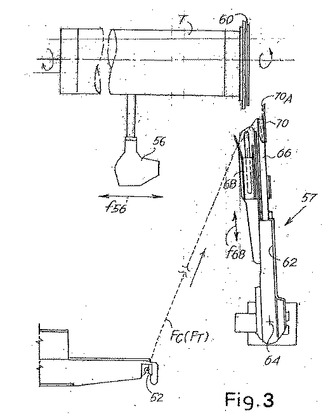
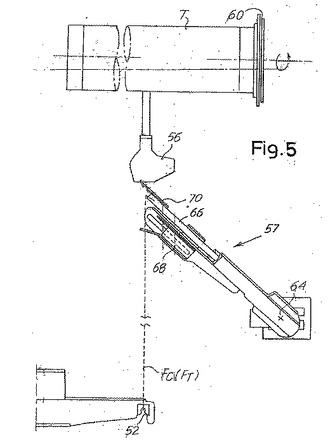
供給ユニット53の下流で、糸FCがフォーク52によって偏向して案内され、全体を符号55で示した巻き取り領域に到達し、そこで糸が巻き取り管Tに巻かれて、合成糸のコップBCを形成する。巻き取り領域55に配置されている機構は、本質的に既知なので詳しく説明しないが、コップBCが完成するとコップBCを自動的に降ろし、各々の完成したコップBCを新しい巻き取り管と交換する。参照符号57が一般的に、コップBCを巻き取り最後で合成糸FCを中断し;コップBCと新しい巻き取り管Tを交換し、弾性糸R1のスプールとスプールR2を交換する段階中に、連続して分配される糸を吸引口によって留め;新しい巻き取り管Tにおける糸FCの巻き取りを再開する。装置57は、図3、図4及び図5でより詳しく示されており、それは図1のIII-IIIに関して異なる三つの動作位置を示している。
【0045】
図3ではインターレース糸FCを新しいコップBCに巻き付け開始する前に、スタンバイ位置にある装置57を示している。参照符号Tが巻き取りに使用される管を示し、参照符号60が本質的に管Tにほぼ対して同軸なリングを示している。管T及びそこに形成されたコップBCが、下方に配置された駆動ローラー54によって回転され(図1参照)、形成されるコップの直径が変化する際に確実に一定の速度にする。参照符号56が、二重矢印f56による選択的な揺動または並進移動するスレッドガイドまたは、“横移動装置”を示しており、管T及びそこに形成されるコップBCで糸のターンを形成する。
【0046】
装置57が、図3、図4、図5の平面に対してほぼ垂直な軸64の周囲で蝶番接続されたアーム62を具備し、アームが参照符号66で示され前方が開口した吸引導管66、アームに沿って吸引導管66と平行なf68により並進移動するフォーク68、吸引導管66と一体型で糸を吸引導管66の口に向かって糸を引っ張る案内要素70を備えている。
【0047】
図3に示されている構成において、糸FCが導管66に吸引される。この段階で、その糸は実際には被覆糸FTだけで、インターレース糸FCではない。それは事前に対応するスプールR1またはR2から分配された弾性糸F1またはF2が、この段階では終了しているからだが、もし弾性糸F1またはF2がなくなっても、糸FTが供給され続ける。しかし上記のように、もし(スプールが例えば合成糸FCの二つのコップを製造するのに充分な糸を有する際)弾性糸のスプールR1またはR2が終了する前に、カップBCが新しい巻き取り管に交換されると、コップBCを管Tと交換する段階で、新しい巻き取り動作が始動する迄に、装置が導管66の内部に合成糸を吸い込む。
【0048】
(終了または分かれた)糸F1が、糸F2と(以下で詳細に説明する方法で)交換され、糸FTによって糸F2を覆うことによって合成糸FCを製造するためにインターレーシングジェットが始動され、インターレースまたは合成糸FCを新しい管Tに巻き付け開始でき、そのために新しい管をその軸の周囲で回転させる。
【0049】
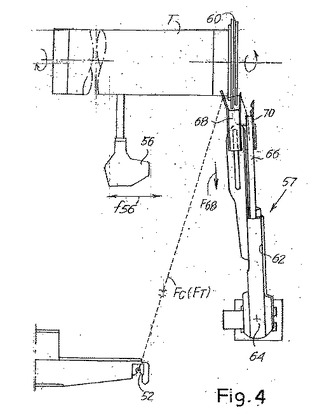
フォーク68によって、糸FCがリング60の近くに引っ張られ、リングが管と一体に回転し、糸を掴んでそれを前記管の周囲に巻き付ける。リング60の近くに糸FCを引っ張る段階は、図4に示している。糸が管Tにおいて第一巻き付けターンを形成する間、ブレード(図示せず)が糸を切断し、それを吸引導管66の内部にある部分から分離する。これにより、巻き付けることによって管に係止した状態の糸の自由端を形成する。そこで管Tに分配された糸FCを巻き付けし続けることによって、案内フォーク52と管Tとの間におけるFCの経路が、糸を捕らえるスレッドガイド56によって中断され、それによって二方向矢印f56による選択的な動きで、管の軸線方向の全長に沿って糸を妨害し始める。
【0050】
管TにコップBCを巻き付けた後、アーム62が図5に示した位置に持って行かれ、案内部材70がスレッドガイド56の選択的な動きによって引っ張られる糸56の経路を中断するために配置される。案内部材70は、糸FCによって中断された時、吸引導管66の口に糸を上昇させる傾斜表面70Aを有している。同時に終了したコップと案内部材70との間の中間位置で、糸FCがブレード(図示していないが、スレッドガイド56によって支持されている)によって切断される。切断部の下流の自由端が、後に取り外されるコップBCに巻き付けられ、その間に切断部の上流の自由端が、糸を(上記のように)吸引し始める吸引導管66の中に挿入され;弾性糸のスプールを取り替えて、完了したコップBCを新しい管に交換する間も、糸が分配され続ける。インターレーシングジェット19が完成した糸FCを再び分配開始すると直ぐ、すなわち新しい弾性糸F2の供給が開始した後、この位置から、新しい巻き取りプロセスを開始するためにスタンバイしている図3の位置へ、アーム62が戻る。
【0051】
上記装置の全体動作を以下で描写する。図2に示された形態において、対のローラー7A、7Bの上流で織成された被覆糸FTが、伸長ユニット15、17に供給され、ここからインターレーシングジェット19へ送られる。それと並行して、巻き出しローラー35によって回転させられるスプールR1から分配される弾性糸F1が、伸長ユニット15、17そしてインターレーシングジェット19にも供給される。合成糸FCが、巻き取り管Tに形成されたコップBCに巻き付けられ、管Tは巻き付け領域においてアーム56によって支持されている。第二弾性糸F2が、保持部材20によって捕らえられる最初の自由端と共にスタンバイ位置にあって、センサー59を妨害しないように偏向要素6によってずらされる。糸F1及びFTが、一時的に不作動になる第一インターレーシングジェット2を介して進行する。
【0052】
センサー59は、スプールR1から分配される第一弾性糸F1が終了したか中断されたかを検知する時、スプールR1をスプールR2に取り替え、コップBCを新しい管Tに交換する段階開始する。この段階中、織成被覆糸FTが好ましくは一定の速度で中断されることなく続く。センサー59が例えば、ほぼ終了したスプールR1の直径または分配される糸F1の量を検知する、別のタイプのセンサーに交換することもできる。コップBCに巻き付けられる糸の量を、重量及び/または長さにより測定して検知するセンサーが、センサー59または別の同等な装置と組み合わされてもよい。この追加センサーは、糸F1が終了していないが、コップBCが完成した時にも、交換プロセスを起動するために使用してもよい。
【0053】
以下の動作が、交換段階中に行われる。合成糸FCが合成コップBCと装置57との間で切断されて、コップで完全に巻き付けられるヘッドまたは末端を形成する。切断によって形成された別の自由端が、図3〜図5を参照して下記のように、装置57によって留められ、吸引口66によって吸い込まれ、新しい巻き取りサイクルの開始を準備する。この方法で、なおも連続して供給される弾性糸F1及び被覆糸FTの最後の部分が、吸引口によって吸い込まれ、糸FTがその経路全体に沿って適切に張力が加わるように保持される。
【0054】
アーム37A及び37B、それによって弾性糸の終了したスプールR1とスタンバイスしたプールR2が交換されて、終了したスプールR1を有するアーム37Aが巻き出しまたは分配ローラー35から距離を置いて配置され、アーム37BがスプールR2を巻き出しローラー35に接触させる。
【0055】
アーム37Aが適切な位置の終了したスプールと共に最後の位置に到達すると、オペレーターが終了したスプールR1をスプールR2の全ての巻き出しサイクル中でどの時点でも、終了したスプールR1と弾性糸の新しいスプールを交換でき、弾性糸の新しいスプールが後で、順に終了するか或いは、糸F2が例えば偶発的な損傷により中断される時も、スプールR2と同じ方法で交換される。
【0056】
スプールR2が始動して、巻き出しまたは分配ローラー35によって糸を分配し、吸引が保持部材20の吸引口を介して行われ、スプールR2の巻き出しが分配または巻き出しローラー35の回転によって行われる時、糸F2が蓄積またはこの口中への引き入れを開始する。この段階は、織成被覆糸FTの速度とほぼ同じ値に到達する糸FT2の速度が必要とする少ない時間、すなわち短時間続く。
【0057】
既に第一インターレーシングジェット2に挿入されている二つの糸2及びFTが、ほぼ同じ速度で移動すると、第一インターレーシングジェット2が短時間作動する。加圧空気の短いジェットが二つの糸F及びFT2に当たって、それによってそれらを結合させ、共に第二インターレーシングジェット19へ向かって前進し始める。糸F2が糸FTに結合して、それによってジェット19に向かって引っ張られる時、インターレーシングジェット2における空気ジェットを中断できる。糸F2が第二インターレーシングジェット19に到達すると直ぐに、弾性糸を被覆糸FTで覆う合成糸FCの製造が再開する。それを行う前に、第二インターレーシングジェット19が、それを通過する糸FTに作用しないように一時的に停止できる。
【0058】
交換サイクルを開始した後、すなわちセンサー59が弾性糸F1の供給時の中断を検知した後、偏向要素を引き込みできる。この方法で、センサーが糸F2の通過を検知し始める。合成糸FCが装置57に到達した時、これで新しい巻き取り管Tに糸FCの巻き付けを開始し、糸が切断され、それによって既に図3〜図5を参照して詳しく説明したように、吸引導管66の口を介する糸の吸引を中断する。
【0059】
上記から明らかなように、装置は第二弾性糸F2のプロセスへの挿入が、最少数の移動部品により非常にシンプルな方法で行われることによって、特に信頼性がある。実際に移動するのは偏向装置6だけで、これは大きさを小さくしたごくシンプルな部材である。更にその移動はスプールR1、R2の取り替えと完全な同期化をさせる必要はなく、その唯一の目的がセンサー59の範囲外に糸F2を保持することで、その間に糸F2が糸F2に結合され、部材を移動させることなく、特にインターレーシングジェット2及び19を移動させることなく、プロセスジェット18の中に挿入される。それらのジェットは、糸の挿入のために制御可能な開閉システムを有していない形態において発生させることもできる。
【実施例2】
【0060】
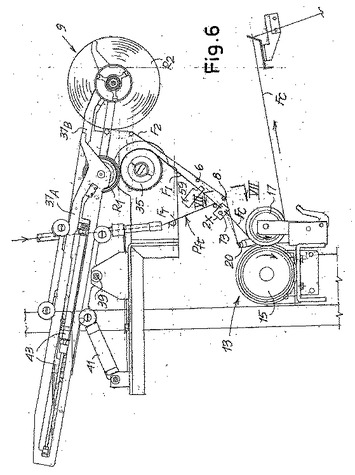
上記で例示の実施例において、参照符号は三対の供給ローラー7A、7B;13、15及び54、56を備えた機械または装置を明示するものである。なお装置の別の実施例によると、対のローラー54、56、二つのインターレーシングジェットのうち一つを除外することができる。このタイプの吸引は、図6に図示されており、そこには図2と類似した装置の中心部分が示されており、残りの部品は図1から図5を参照して記載した物に関して、本質的にそのままで変更していない。
【0061】
図6において、同じ参照符号が前の図面の参照符号と同じまたは等しい部品を示している。インターレーシングジェット19が除外され、参照符号2Xで示された第一インターレーシングジェットのみが糸の経路に沿って残っており、そこで糸F2とFTを結合する二重動作を行い、弾性糸F1またはF2を糸FTで覆う。
【0062】
処理される第一弾性糸F1を交換する 第二弾性糸F2をジェット2Xの動作とセンサー59の動作で邪魔しないように、この場合には糸F2の最初の部分が二重偏向要素6、8によって留められる。この構成要素は、一対のピストンシリンダーアクチュエータと、ピストンのロッドに関連した抵摩擦の材料(典型的にはセラミック材料)でコーティングされた二つの偏向部材から構成できる。二つの偏向部材の配置は、糸F2の自由端を保持部材20により捕らえて、偏向部材をその作用位置に配置することによって、糸F2の最初の部分が前方でインターレーシングジェット2Xの外にある。それは単独の偏向要素8を、センサー59の検知範囲外で且つインターレーシングジェット2Xの内側チャンネルの外にスタンバイした糸F1を保持するため適切に配置して使用することも可能である。
【0063】
センサー59が第一弾性糸F1の中断を検知する時、交換サイクルを開始できる。以前の場合では、糸F1とF2を交換するか取り替えるサイクル全体または一部分のために停止し得るインターレーシングジェット2Xを介して、被覆糸FTが本質的に同じ速度で供給される。合成糸FCのコップBCが新しい管Tと交換され、その間に被覆糸FTがコップBCの巻き取りシステムに関連した吸引口によって蓄積される。アーム37A、37Bの位置が取り替えられ、正確にはアーム37BはスプールR2を巻き出しまたは分配ローラー35に接触させられ、アーム37Aはオペレーターが簡単に終了したスプールR1と新しいスプールを交換できる位置に配置される。
【0064】
新しい管Tが配置されて、回転されると(またはこの瞬間の少し前でも)、糸F2の供給開始が可能である。保持部材20の口が糸F2を吸い込み、調整された移動により、偏向要素6、8が引き込み位置になり、糸F2がセンサー59の検知範囲とインターレーシングジェット2Xに入って、インターレーシングジェットが作動する。様々な動作の同期化により、新しい弾性糸F2が被覆糸FTに捕らえられて、ジェット2Xを介して、糸F2と糸FTの供給と、それにより合成糸FCの製造を組み合わせて開始する。
【0065】
第二の解決手段において、第三供給ユニット53をそのローラー54及び56と共に除外することによって、装置を更にシンプルにする。処理される糸を伸長及び/または緩める効果が、供給ユニット7A、7Bと、ローラー15、17により形成される供給ユニット13と、巻き出しまたは分配ローター35の供給速度を調整することによって得られる。特に弾性糸F1またはF2が、分配または巻き出しローラー35とユニット13との間で伸長され、ローラー15、17の周速をローラー35の周速よりも速く設定すると、一方でローラー15、17の周速率、他方でローラー7A、7Bに作用することによって、被覆糸FTを伸長したり緩めたりできる。
【0066】
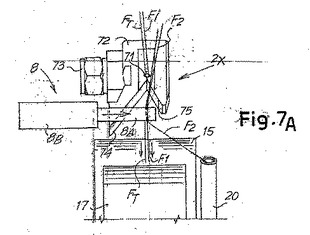
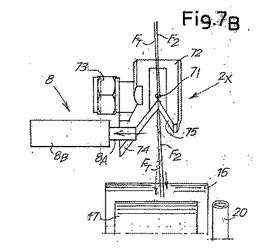
図7A、図7Bが、概略的にインターレーシングジェット2Xと偏向部材8を示している。ジェット2Xが、ブロック72に形成されたチャンネル71を有している。圧縮空気ライン73がチャンネル72に対し横方向に配置されている。図7Aにおいて、被覆糸FTと第一弾性糸F1がチャンネル72を介して供給される。第二弾性糸F2がスタンバイ位置にあって、最初の端部が保持部材20の口に捕えられる。スプールR1、R2を取り替える段階が開始する迄、吸引を停止させたままにできる機械的な保持装置(図示せず)を、吸引口に関連させることができる。
【0067】
スタンバイ位置において、糸F2がピストンシリンダーアクチュエータ8Bのセラミックコーティングロッド8Aに掛かる。部材6を形成する類似のピストンシリンダーアクチュエータは、図7に示されていないが、センサー59の上に配置されている。この方法では、側部74、75によって形成された対称的なV形部材のジェット2Xの入口領域で、糸F2がスタンバイして止まっている。図示の例において、保持部材20の位置をずらすことによって、糸F2が側部75に掛かる。チャンネル71の中に導かれるスリットが、V形部材の頂点から伸びている。
【0068】
糸F2を加工処理しようとする時、糸を部材6及び8(または部材6を備えていない時は部材8によって)から解放し、保持部材20に関連した口の吸引によってもたらされる引っ張りによって、糸をV形部材74、75の頂点に配置しそこのスリットを通して、そこからジェット2Xのプロセスチャンネル71に入れると図7Bの状態になり、糸FT及びF2がジェットを介して供給される。
【0069】
同じタイプのジェットが、図2の形態でジェット2として使用できる。この場合、ジェットが作用していない糸FT及びF2が導管71を通過し、糸F1が終了する迄は糸F2がスタンバイしている。
【0070】
図2の形態において、第二弾性糸F2がジェット2のチャンネルの前方にスタンバイして止まることもでき、図6の例のような二重偏向機構を備えていることは理解されよう。
【0071】
本発明の更なる実施例が、図8、9及び10に示されている。特に前記図面を参照すると、被覆糸120からとエラストマー糸121から始まって、インターレース合成糸102を製造する機械においてエラストマー糸を自動糸通しする装置を全体的に参照符号101で示している。
【0072】
被覆糸120が、対応するスピンドルによって独立して回転させられる一組のローラーによって画定された経路に沿って、連続的に巻き出される。スピンドルは少なくとも張引スピンドル103と伸長スピンドル104から構成され、空気ジェットインターレーシングジェット105に供給される。
【0073】
インターレーシングジェット105には同時に、第一エラストマー糸121が連続して供給され、被覆糸120をエラストマー糸121と絡み合わせ、エラストマー糸121を被覆糸で覆う。機械における作業位置に予め配置された第一スプール123から、第一エラストマー糸121を巻き出す。
【0074】
エラストマー糸122の第二スプール124が、スタンバイ位置に予め配置され、第一エラストマー糸121の供給を中断する際に、何らかの適切な手段で前記作業位置へ適切に移され、それについて上記図面を参照し詳しく説明する。
【0075】
本発明によると、第二エラストマー糸の自由端122が、インターレーシング装置105の上流の保持領域で、適切な吸引手段に接続するのに適した管状保持部材106によって留められる。
【0076】
第二エラストマー糸122が第二スプール124から、前記保持領域に配置された吸引部材10、6の入口へ直線状に巻き出され、前記保持領域には糸122の自由端が留められることは明かである。
【0077】
第二エラストマー糸122の自由端の保持領域の近く、特に吸引部材106の直ぐ上にカップリング部材110が配置され、それを介して被覆糸120及びエラストマー糸121が連続して運ばれ、空気ジェットインターレーシング装置105へ共に供給される。
【0078】
実質的に前記カップリング部材110はインターレーシングジェットであり、それは糸120及び121用の貫通チャンネル113を垂直軸と共に画定するフォーク112を支える動作ヘッド111によって、実質的に構成され;インターレーシングジェット110のチャンネル113が、前記糸120、121を挿入するため前面に開いている。
【0079】
特に、フォーク112が朝顔形に開いた入口114を形成し、そのレベルに第二エラストマー糸122の一部が予め配置され、第二スプール124から第二エラストマー糸がその自由端を保持する吸引部材106へ直線的に巻き出される。
【0080】
動作ヘッド11に関連して、加圧空気ジェットを分配する導管115は、圧縮空気の供給用の通常手段に適切に接続される。導管115が、フォーク112に対し横方向に形成される適切な穴によって通じている。
【0081】
機械のフレームに固定された支持部117に接続された別のアクチュエータ部材116、例えば空気圧シリンダーによって、動作ヘッド11が水平方向に適切に移動される。この支持部117は、フォーク112のチャンネル113の軸と実質的に整列する垂直方向に関して、被覆糸120を適切に予め配置し、自由に回転する偏向ローラー118も有している。
【0082】
更に、センサー部材107がインターレーシングジェット110の上に配置されている。センサー部材107が第一エラストマー糸121の供給中断を適切に検知し、エラストマー糸の第二スプール124を作業位置へ移し、対応してエラストマー糸の第一スプール123をスタンバイ位置へ移すように制御する。
【0083】
エラストマー糸を自動的に取り替える方法は、上記から容易に理解できよう。
【0084】
機械の普通動作状態の間、作業位置に配置された関連スプール123から巻き出される被覆糸20と第一エラストマー糸121が、インターレーシングジェット110、111を介して並行に運ばれ、第二インターレーシングジェット10に送られる。第二エラストマー糸122は、その第一部分が関連スプール124から巻き出されて、スタンバイ位置に配置され、その自由端部が、インターレーシングジェット110、111の少し下に配置された吸引部材106によって保持される。
【0085】
この状態で 第二スプール124から吸引部材106へ伸びる第二エラストマー糸122の一部分が、インターレーシングジェット110、111のフォーク112の朝顔形入口114のレベルに配置される。
【0086】
センサー部材107が、第一エラストマー糸121の供給の中断を検知すると、スプール123の終了または糸の分離に関して、適切な時間関係でエラストマー糸の第二スプール124の作業位置への移送、対応してエラストマー糸の第一スプール123のスタンバイ位置への移送を制御する。しかし、この実施例並びに前記の例の両方において、二つの弾性糸のスタンバイ及び作業位置が固定されること、すなわちその位置が糸を処理するときでも変わらないことは理解されよう。
【0087】
同時に、別のアクチュエータ材料116によって、インターレーシングジェット110、111が、糸の供給方向に対して横方向に移動されて、第二エラストマー糸122に接触する。
【0088】
実際にヘッド111は、糸をインターレーシングジェット105へ送る通常の動作状態を取る引き出し位置と、点線111aで示されたように、第二糸122がヘッド111のフォーク112のチャンネル113に挿入される前進位置との間を、直線的に動く。この前進位置で、導管115によって加圧空気ジェットがインターレーシングジェット110、111へ分配され、第二エラストマー糸122を被覆糸120と結合させる。同時に第二エラストマー糸122の自由端部が、吸引部材106によって解放される。
【0089】
そしてインターレーシングジェット110が、普通動作の引き出し位置へ再び移動され、糸120、122をインターレーシングジェット105へ再び供給し始める。
【0090】
従って上記の方法及び装置が、安全且つ効果的な方法で、インターレース糸の製造用の機械においてエラストマー糸の自動的な糸通しを行い、特にエラストマー糸の起こり得る損傷を回避する目的を達成する。
【0091】
実際に、インターレーシング装置105から比較的離れた領域で、スタンバイ位置に配置されたエラストマー糸が、自由端部を留める吸引部材へ、関連したスプールから短い部分だけ巻き出される。スプールの自動取り替えの時には、このエラストマー糸を取り扱ったり、破いたり、またはそれを損傷させ得る別のステップにさせない。
【0092】
この構成によって、スタンバイ位置にエラストマー糸のスプールを周期的に配置することを相当容易にでき、この糸の自由端部を、通常の器具を使用して吸引部材の入口のレベルに充分に持っていける。
【0093】
本発明の方法及び装置の特色は、スプールを取り替える時、連続して進行する被覆糸に新しいエラストマー糸が加圧空気ジェットによって局部的に結合され、それで二つの糸のインターレーシング装置に対する並行供給を直ちに再開することを含んでいる。
【0094】
エラストマー糸の挿入は明らかに、機械を停止させても機械を走行させながらも可能である。
【0095】
合成糸のコップを交換する手段が、図8、図9及び図10には図示されていないが、それらの手段は前の実施例のように設計できる。
【0096】
図面は本発明の実用的な実施例を示しただけで、本発明を基本にした範囲内で、形状及び構成を変えてもよいことは理解されよう。
【図面の簡単な説明】
【0097】
【図1】被覆糸の織成領域を完備した装置の側面図。
【図2】装置の一部分の側面図。
【図3】合成糸のコップの巻き取り領域の配置を図1のIII-IIIで示した図。
【図4】合成糸のコップの巻き取り領域の別の配置を図1のIII-IIIで示した図。
【図5】合成糸のコップの巻き取り領域の更に別の配置を図1のIII-IIIで示した図。
【図6】図2に類似した変形実施例の側面図。
【図7A】一動作状態にある第一インターレーシングジェットのほぼ正面の図。
【図7B】別の動作状態にある第一インターレーシングジェットのほぼ正面の図。
【図8】本発明の別の実施形態を概略的に示した図。
【図9】本発明のまた別の実施形態を概略的に示した図。
【図10】本発明の更に別の実施形態を概略的に示した図。
【技術分野】
【0001】
本発明は、少なくとも一つの弾性糸から成るコア部分と、少なくとも一つの被覆またはコーティング糸、例えば本質的に非弾性糸または場合によってコア糸よりも低弾性の糸から成る外側コーティング部分により構成されるタイプの合成糸を製造する方法及び装置に関連するものである。
【0002】
特に、弾性糸のスプールを終了またはほぼ終了した時、自動的に、シンプル且つ確実な方法で交換できる方法及び装置に関するものである。
【背景技術】
【0003】
単一のフィラメント糸のようなLycra(登録商標)、Elastan、別のポリウレタンファイバーなどから作られた内側弾性糸から成る合成弾性糸は、織物及び特にメリヤスのようなニットウェアーの製造に頻繁に使用されている。弾性糸は、Nylon(登録商標)または別のポリアミド、ポリエステルまたはそれと同等で、本質的に非弾性と考えられる低弾性糸によって、典型的に多数のストランドから構成される多重フィラメント構造(multiple filament structure)で被覆される。この糸は以下で被覆糸と表され、それは弾性糸の一種のコーティングまたは被覆を形成するために使用される。
【0004】
弾性糸のコーティングは、被覆糸を螺旋状に巻き付けることによってコーティングされる被覆プロセスによって得られる。このプロセスは、かなり費用が高く且つ遅い。
【0005】
弾性糸のコーティングまたは被覆の新しいプロセスが、近年評判になっている。このプロセスは、インターレースまたは空気被覆として知られ、空気圧装置の使用を含んでおり、その空気圧装置は一般的にインターレーシングジェットと称され、二つの被覆及び弾性糸が通る導管を具備している。加圧空気ノズルは、導管の内部に圧縮空気の噴射を送る。導管内部で生じる乱気流が、弾性糸の周囲で被覆糸を絡み合わせる(interlace)。この技術を基にした装置及び方法は、米国特許明細書US-A-6393817、US-A-5008992、US-A-4829757及びUS-A-3940917に記載されている。
【0006】
この技術は、多重フィラメントスレッド(multiple filament threads)を処理して大きさを増し、同時にそれらを構成する単独のフィラメントを組み合わせるために元来発展してきた空気圧システムを使用している。これに応用するために発展し、弾性またはエラストマー糸を被覆またはコーティング糸で絡み合わせるために使用できるインターレーシングジェットの例は、米国特許明細書US-A-5970593、US-A-5146660、US-A-5010631、US-A-4430780、欧州特許明細書EP-B-564400及び日本国特許明細書JP-A-3279437号明細書JP-A-3279437に記載されている。
【0007】
被覆弾性糸の製造用のシステムに使用される弾性またはエラストマー糸のスプールが、被覆糸のスプールまたはコップよりも、かなり少ない糸を含んでいる。典型的に一つのスプールにおける弾性糸は、合成糸の単独コップを製造するのに充分であり、一つのコップに巻き付けた被覆糸が合成糸の幾つかのコップを充分に作れる。これは二つの連続した被覆またはコーティング糸のコップの取り替えの間に、弾性糸のスプールを頻繁に取り替えることが必要にしている。交換は手動で行われている。一般的に多数の個別ヘッド(head)を備え、各々合成糸のコップを製造するシステムにおいて、弾性糸の個々のスプールが終了した時、糸の端部センサー(end-of-yarn sensors)がヘッドの動作を中断するために備えられている。オペレーターは手動で終了した弾性糸のスプールを交換して、新しい弾性糸の自由端をインターレーシングジェットに挿入して、新しい弾性糸の新たなコップの巻き取りサイクルを開始しなければならない。手動システムにおいて、オペレーターは完成したコップを、新しい糸を巻き付けた新しい管も交換しなければならない。被覆糸の分配は、この動作中に中断される。
【0008】
この動作方法は、相当な欠点を有している。第一に、それは単独のオペレーターが多数の作業ヘッド監視し、弾性糸のスプールの終了とヘッドに次の巻き取りサイクルを始動できるオペレーターの動作との間にかなりの時間が経過し得るので、顕著な中断時間がある。更に特に過度な機械の中断時間を避けるため、場合により合成糸のスプールが完全に終了する前に、それらのスプールを交換し得る。しかし残りの糸は使用できない。これは相当量の弾性糸を浪費し、この材料は単位長さ毎にコストが高いので重大な欠点を生じることを意味している。
【0009】
他方で、進行中に合成糸の予備のスプールを準備すること、予備のスプールの糸のヘッド(head)または最初の自由端を製造過程中のスプール上にある糸の末端に結合して、その終了前にスプールの取り替えを上手く準備し、また製造過程中の全体のスプールを使用できるようにすることは、オペレーターにとって不可能である。またこの動作は、弾性糸のスプールが固定したままで巻き出されないが、軸の周囲に巻き付ける糸を分配するために軸の周囲で回転する必要があるので、不可能である。結果的に、オペレーターにとって、製造過程中のスプールの端部または末端を捕らえて、その末端を予備のスプール上にある最初の端部に結合することは不可能である。この問題は、コップがその軸の周囲を回転しないことには巻き出されないので、被覆糸のコップを交換する時は生じない。これにより連続して巻き出されるコップに巻き付けた糸のヘッドと末端を結合でき、被覆糸を確実に連続供給する。更に、被覆糸のコップが大量の糸を含んでおり、よって結合動作が互いに相当な間隔で行われる。
【0010】
被覆糸織成装置が、幾つかのシステム(米国特許明細書US-A-6393817及びUS-A-5008992を特に参照)において、糸分配コップとインターレーシングジェットとの間に設けれている。織成装置はオーブンを具備しており、それを介して被覆糸が通過進行する。これには糸を連続的に供給する必要がある。実際にはオーブン内で糸を一時的に停止させることにより、破壊的または受け入れがたい損傷が生じ得ます。たとえオペレーターは弾性糸の終了したスプールを取り替えできるように短時間でも、糸が停止させられると、被覆糸は織成セクションの上流すなわちオーブンの上流で切断されます。合成糸を形成するヘッドが再び始動する時、オペレーターがスプールを交換するために必要な動作を完了し、弾性糸の自由端をインターレーシングジェットの中に挿入して、オペレーターが被覆糸を全通路を介してコップからインターレーシングジェットへ再び通さなければならない。これには必然的に長い停止時間を伴い、それによって製造の損失が生じる。機械が自動的に被覆糸を切断する前に、オペレーターが直ちに弾性糸のスプールを交換する作業をできれば、その問題は防止できる。同期化不可能な多数のヘッドが、単独のオペレーターによって監視されているならば、そのシステムにおいて全てのヘッドに対して迅速且つ充分な作業は不可能である。他方で、より多くのオペレーターの雇用は労働費用が受け入れ難いほど必要になる。
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明の目的は、被覆弾性糸すなわち弾性コアと一つかそれ以上の被覆糸によって形成されるコーティングから成る合成糸を製造する装置において、弾性糸のスプールを自動的に交換するために、効果的且つ確実な方法を提供することである。
【0012】
別の態様で発明の目的は、被覆糸を中断する必要なくエラストマースプールを自動的に交換して、合成糸のコップを効果的且つ確実に連続製造する装置を提供することである。
【課題を解決するための手段】
【0013】
本質的に第一の態様によると、方法は:
被覆糸を供給路に沿って本質的に連続した方法で供給する段階と;
第一スプールから第一弾性糸を第一インターレーシングジェットを介して分配する段階と;
第一弾性糸を前記被覆糸で覆って合成糸を形成し、合成糸をコップに巻き付ける段階と;
第二弾性糸の第二スプールをスタンバイ位置に準備する段階と;
前記第二糸の最初の部分を前記第一インターレーシングジェットの近くに留める段階と;
第一弾性糸の分配が中断された時、合成糸のコップを新しい管と交換する段階と;
第二弾性糸の前記最初の部分を解放する段階と;
前記被覆糸と前記第二弾性糸を第一インターレーシングジェットを使用して結合する段階と;
前記第二弾性糸を前記被覆糸で覆って合成糸の製造を再開し、合成糸を前記新しい管に巻き付ける段階と;
を含む。
【0014】
可能な実施形態において、第一インターレーシングジェットが糸に関連して移動可能で、第一インターレーシングジェットによる被覆糸と第二弾性糸の結合が、インターレーシングジェットを第二弾性糸に向かって移動することによって行われるようになっています。第二弾性糸の最初の自由端が、保持部材によって留められ、その間第二弾性糸はスタンバイ位置にある。第二弾性糸が第一弾性糸と取り替えられる時、第一インターレーシングジェットが第二弾性糸へ移動され、第二弾性糸がジェットに入って前記保持部材から解放される。
【0015】
本発明による方法の更に有利な利点において、第二弾性糸の最初の自由端が保持部材によって留められ、第二弾性糸の最初の部分が偏向要素によって捕らえられる。インターレーシングジェットへの第二弾性糸の最初の部分の供給を開始しようとする時、偏向要素は第二弾性糸の最初の部分を解放するように制御される。
【0016】
偏向要素が、第一インターレーシングジェットの外で第二弾性糸を留めるように設計され得、第二弾性糸が前記偏向要素から解放される時、第二弾性糸が自動的に前記第一インターレーシングジェットの中に挿入するようになっている。有利には保持部材によって加えられる張力の効果によって、第二弾性糸を第一インターレーシングジェットの中に挿入できる。
【0017】
別の実施形態において、第二弾性糸が第一インターレーシングジェットの中に挿入され、そこに留められ、第一弾性糸の中断に関してスタンバイする。
【0018】
本発明による方法の実施可能な形態では、前記第一弾性糸の分配が中断された時、第一インターレーシングジェットは一時的に停止させられるが、それを介して被覆糸が供給され続け;第一インターレーシングジェットを介して第二スプールから第二弾性糸の分配を開始した後、前記第一レーシングジェットが再び作動されて、第二弾性糸を前記被覆糸に結合させ、前記合成糸の製造を再開する。この場合、単独のインターレーシングジェットが合成糸を製造するためと第二スプールの弾性糸の供給を開始するための両方に使用される。第一弾性糸の供給が中断される時、第二弾性糸が既に第一インターレーシングジェットの内部にスタンバイし得る。
【0019】
別の実施形態において弾性糸が代わりに、被覆糸の経路に沿って第一インターレーシングジェットの下流に配置された第二インターレーシングジェットによって、被覆糸で覆われる。この場合、空のスプールが新しい弾性糸のスプールと交換される時、第一インターレーシングジェットが第二弾性糸を被覆糸に束縛する(constraining)単独の機能を有している。従って、第一ジェットが交換段階でのみ作動でき、第二ジェットによる合成糸の製造中は動作停止のままである。
【0020】
別の態様によると本発明は:
(a)走行する機械から、または機械を停止させて(with the machine stopped )被覆糸を空気インターレーシング装置へ連続供給する段階と;
(b)前記インターレーシング装置へ供給すると同時に、作業位置に配置された第一スプールから第一エラストマー糸が巻き出され、前記被覆糸と前記エラストマー糸を絡み合わせる段階と;
(c)保持領域でスタンバイ位置に配置される第二スプールに巻き付けられた、第二エラストマー糸の自由端を留める段階と;
(d)エラストマー糸の前記第二スプールを前記作業位置へ移す移送と、エラストマー糸の前記第一スプールを前記スタンバイ位置へ移す移送を、適切な時間関係で制御するため、前記第一エラストマー糸の供給の中断を検知する段階;
を含む方法が:
(e)第二エラストマー糸に接触させるため、前記第二エラストマー糸の前記自由端の前記保持領域の近くで、前記第二エラストマー糸に関連する前記被覆糸の相対的な移動を行う段階と;
(f)空気ジェットを使用して前記第二エラストマー糸を前記被覆糸に関連させ、同時に第二エラストマー糸の前記自由端を解放して、前記糸を前記インターレーシング装置へ供給することを再開する段階と;
を更に含むことを特徴とする。
【0021】
本発明の別の態様によると、装置が少なくとも一つの被覆糸で覆われた少なくとも一つの弾性糸によって形成された合成糸の製造のために提供され:第一インターレーシングジェット;前記第一インターレーシングジェットを向いた前記被覆糸の供給路と前記弾性糸の供給路と;形成されたコップに合成糸を巻き付ける巻き取り部材と;形成された前記コップへの合成糸の供給を止め、新しい巻き取り管に合成糸の巻き取りを開始する中断装置と;を組み合わせて備える。特徴的に、弾性糸のスプール用の前記支持手段が、弾性糸の第一スプールを少なくとも一つと、弾性糸の第二スプールを少なくとも一つ支持するのに適切である。更に前記第一インターレーシングジェットに関連した保持部材が、前記第二スプールの弾性糸の最初の自由端を留めるためのものである。また第一弾性糸の第一インターレーシングジェットへの供給中断を検知するセンサーと、第一弾性糸の供給中断を検知した時、第二弾性糸の最初の部分の解放を調節する制御部を備える。
【0022】
保持部材が有利には、吸引部材であり得る。
【0023】
実施可能な形態によると、第二弾性糸がスタンバイ位置にある時、第一インターレーシングジェットと第二弾性糸の最初の部分を互いに移動させる手段を備える。ゆえに第一弾性糸が中断されると、第二弾性糸が第一インターレーシングジェットに入る。
【0024】
更なる実施形態によると、第一インターレーシングジェットに関連した検知要素も第一弾性糸を第一インターレーシングジェットへ分配する間、第二弾性糸の最初の部分を留めるためのものである。
【0025】
実施可能な形態によると、保持部材と偏向要素が第一インターレーシングジェットに関連して配置されており、第一インターレーシングジェットの外に第二弾性糸を留めるようになっている。更に偏向要素が前記弾性糸を解放すると、保持部材が、第二弾性糸を引っ張ってそれを第一インターレーシングジェットに挿入するように設計及び配置されている。
【0026】
本発明による方法及び装置の更なる利点と実施形態は、特許請求の範囲に示され、例示した数個の実施例を参照して以下で詳しく記載する。
【発明を実施するための最良の形態】
【0027】
本発明は以下の記載と、本発明の一例として実用的で且つそれに制限されない実施例を示した添付図面により詳細に理解されよう。
【実施例1】
【0028】
本発明の第一実施例が、図1〜図5に示されている。
【0029】
図1は、本発明による一組の装置によって合成糸のコップを製造するため、多数の巻き取りヘッドを備えたシステムの側面を示している。一つだけのヘッドが図面に示されており、別のヘッドは図面に対して垂直に整列している。
【0030】
符号1は通例、合成糸例えばポリエステル、ナイロンまたは別の同等な糸、典型邸には多重フィラメントスレッドのコップB1が配置された領域を示している。コップB1から巻き出された糸が、本質的に既知の通常タイプで符号3によって示されている織成セクションを介して供給される。織成領域は加熱オーブン5、冷却領域6、仮ヨリ動作(false-twisting operation)のための領域8を有し、織成被覆糸FTを取り上るか供給するための第一組のローラー7A、7Bで終端して、織成被覆糸は弾性糸のスプール、インターレーシングジェット、実際の巻き取りヘッド、及び弾性糸のスプールを取り替えるために必要な全ての部材が配置されている領域9に供給される。巻き取りヘッドを除いて、この領域は図2で更に詳しく示している。
【0031】
領域9において、糸FTが(糸を安定させるため)オーブン11を介して通過し、その供給路Pfに沿ってインターレーシングジェットに到達し、そこで糸が二つのスプールR1、R2の一方または他方から供給される弾性糸F1またはF2を覆う。二つのスプールは以下で記載するような支持手段によって支えられている。
【0032】
第一インターレーシングジェット2が、経路Pfに沿って配置されており、それは以下で記載する手順によると、終了したスプールR1を弾性糸の新しいスプールR2に交換される時に、新しいスプールR2の弾性糸を成被覆糸FTに結合することを目的としている。図2に配置では、インターレーシングジェット2が普通動作停止状態で、弾性糸の新しいスプールの巻き出しを開始する段階中のみ動作する。インターレーシングジェット2の入口は、糸FTが供給される方向に関して傾斜方向を向き、抵摩擦係数のセラミックスレッドガイドのような固定案内要素によって、糸がインターレーシングジェット2の内部に導かれる。
【0033】
第一インターレーシングジェット2の下流に伸長領域13が配置され、そこには第二対のローラー15、17によって形成された伸長ユニットまたは供給ユニットが備えられ、その第一ローラーが駆動されると、第二ローラーがアイドル状態になり、それらのローラーがニップを形成し、底に糸が供給される。ローラー17及び17の周速と対のローラー7A、7Bの周速が互いに調整されて、弾性及び被覆糸を伸ばす或いは緩めたりする。
【0034】
伸長ユニット15、17の下流に全体を符号19で示した第二インターレーシングジェットが配置され、それは本質的に既知のもので、この実施例ではプロセスジェットすなわち被覆糸によって弾性糸をコーティングするジェットである。
【0035】
弾性糸の第一スプールR1から巻き出された第一弾性糸F1が、伸長ユニット13を形成する伸長ローラー15、17によって画定されたニップを介して供給される。スプールR1がそれに接触する駆動巻き出しローラー35によって巻き出される。巻き出しローラー35とローラー15、17の速度は、必要な伸長度を糸F1に与えるために調節可能である。更に、ローラー15、17の速度が対のローラー7A、7Bの速度に関して調節でき、糸F1を伸長するのと同じか、それに等しい伸長度を糸FTに与えるか、糸FTを緩める。スプールR1から供給された糸FT1が、織成被覆糸FTに隣接した第一インターレーシングジェット2を介して通過する。ジェット2が二つの糸FT及びF1を通常供給中には作動停止しているので、ジェットはそれらの糸に作用しない。
【0036】
スプールR1が、図面に対して垂直な軸39の周囲を揺動するアーム37Aによって支持されている。揺動に加えて、ピストンアクチュエータ41によって制御されるアーム37Aが、別のピストンアクチュエータ43によって制御されるアームの長手伸長部と平行な方向に並進移動される。本質的にアーム37Aと等しい別のアーム37Bが同じ軸39で蝶番接続され、軸39の周囲の揺動がアクチュエータ41によって図2では見えないように隠された別のピストンシリンダーアクチュエータによって制御される。アーム37Bもその長手伸長部と平行な並進移動されるように、アクチュエータ43と似た図面上に見えないアクチュエータによって制御される。
【0037】
揺動アーム37Bが、第二弾性糸F2を巻き付ける第二スプールR2を支持している。スプールR2は(図2の配置で)スプールR1が終了した時、それに替わるためにスタンバイ位置にある。二つのアーム37A、37Bの位置を、アクチュエータ41、43により得られるアームの揺動及び伸長/引き込み動作によって、交換できできる。
【0038】
糸F2は、スプールR2から第一インターレーシングジェット2を介して保持部材20へと下流に伸びるスタンバイ経路に沿って準備され、保持部材が吸引口を有し、その中に第二弾性糸F2のヘッドまたは自由端を入れる。機械保持システムは、保持部材20の吸引口に関連し得、糸F1を糸F2に交換する前のスタンバイ中に、吸引口を介した吸い込みを止めることができ、糸F2の自由端が単に機械的に留められる。二つのスプールR1及びR2の交換中、次で明示する理由で代わりに糸F2が吸引口によって吸い込まれる。
【0039】
保持部材20が一対のローラー15、17に隣接し、ローラー17に関して後方すなわちローラー17の軸を含む垂直平面上でスプールR2に対して向かい側に配置されている。
【0040】
スプールR2から保持部材20への経路に沿って、第二弾性糸F2が図2の片面に対して垂直に移動される偏向要素6に掛かる。偏向要素はセラミックまたは抵摩擦係数の別の材料から作られ、ピストンシリンダーアクチュエータのロッドに接続されたシリンダーから構成することができる。終了したスプールR1をスプールR2に交換する必要がある時、または糸F1が切れて糸F2に交換しなければならない時、ピストンシリンダーアクチュエータのロッドを引き込むことにより、第二弾性糸F2を偏向要素6から解放する。
【0041】
偏向要素6が、センサー59の作用範囲の外でスタンバイする第二弾性糸F2を留め、センサー59が弾性糸F1の経路に沿って、スプールR1と第一インターレーシングジェット2との間に配置される。センサー59、例えば光学センサーが弾性糸F1の通過を検知し、スプールR1からの糸F1の分配が中断されると、スプールR1をスプールR2に交換するサイクルを開始する信号を出す。センサー59の検知範囲の外に糸F1を保持することによって、前記センサーの動作を邪魔しないようにする。
【0042】
伸長ユニット15、17の下流で、二つの糸F1及びFTが第二インターレーシングジェット19への共通路に沿って通り、そこでは既知の方法で、弾性糸F1が糸FTで覆われ、複合或いはインターレーシング糸FCを形成する。
【0043】
インターレーシングジェット19の下流で、この合成糸FCが、駆動ローラー54とアイドルローラー56から成る第三組のローラーによって形成された供給ユニット53のニップに到達する。ローラー54、56の周速は、ユニット13のローラー15、17の速度に関連させられ、糸F1及びFTと、二個の対のローラーの間にある糸FCが、任意にある程度に緩ませ且つ/または伸ばされる。
【0044】
供給ユニット53の下流で、糸FCがフォーク52によって偏向して案内され、全体を符号55で示した巻き取り領域に到達し、そこで糸が巻き取り管Tに巻かれて、合成糸のコップBCを形成する。巻き取り領域55に配置されている機構は、本質的に既知なので詳しく説明しないが、コップBCが完成するとコップBCを自動的に降ろし、各々の完成したコップBCを新しい巻き取り管と交換する。参照符号57が一般的に、コップBCを巻き取り最後で合成糸FCを中断し;コップBCと新しい巻き取り管Tを交換し、弾性糸R1のスプールとスプールR2を交換する段階中に、連続して分配される糸を吸引口によって留め;新しい巻き取り管Tにおける糸FCの巻き取りを再開する。装置57は、図3、図4及び図5でより詳しく示されており、それは図1のIII-IIIに関して異なる三つの動作位置を示している。
【0045】
図3ではインターレース糸FCを新しいコップBCに巻き付け開始する前に、スタンバイ位置にある装置57を示している。参照符号Tが巻き取りに使用される管を示し、参照符号60が本質的に管Tにほぼ対して同軸なリングを示している。管T及びそこに形成されたコップBCが、下方に配置された駆動ローラー54によって回転され(図1参照)、形成されるコップの直径が変化する際に確実に一定の速度にする。参照符号56が、二重矢印f56による選択的な揺動または並進移動するスレッドガイドまたは、“横移動装置”を示しており、管T及びそこに形成されるコップBCで糸のターンを形成する。
【0046】
装置57が、図3、図4、図5の平面に対してほぼ垂直な軸64の周囲で蝶番接続されたアーム62を具備し、アームが参照符号66で示され前方が開口した吸引導管66、アームに沿って吸引導管66と平行なf68により並進移動するフォーク68、吸引導管66と一体型で糸を吸引導管66の口に向かって糸を引っ張る案内要素70を備えている。
【0047】
図3に示されている構成において、糸FCが導管66に吸引される。この段階で、その糸は実際には被覆糸FTだけで、インターレース糸FCではない。それは事前に対応するスプールR1またはR2から分配された弾性糸F1またはF2が、この段階では終了しているからだが、もし弾性糸F1またはF2がなくなっても、糸FTが供給され続ける。しかし上記のように、もし(スプールが例えば合成糸FCの二つのコップを製造するのに充分な糸を有する際)弾性糸のスプールR1またはR2が終了する前に、カップBCが新しい巻き取り管に交換されると、コップBCを管Tと交換する段階で、新しい巻き取り動作が始動する迄に、装置が導管66の内部に合成糸を吸い込む。
【0048】
(終了または分かれた)糸F1が、糸F2と(以下で詳細に説明する方法で)交換され、糸FTによって糸F2を覆うことによって合成糸FCを製造するためにインターレーシングジェットが始動され、インターレースまたは合成糸FCを新しい管Tに巻き付け開始でき、そのために新しい管をその軸の周囲で回転させる。
【0049】
フォーク68によって、糸FCがリング60の近くに引っ張られ、リングが管と一体に回転し、糸を掴んでそれを前記管の周囲に巻き付ける。リング60の近くに糸FCを引っ張る段階は、図4に示している。糸が管Tにおいて第一巻き付けターンを形成する間、ブレード(図示せず)が糸を切断し、それを吸引導管66の内部にある部分から分離する。これにより、巻き付けることによって管に係止した状態の糸の自由端を形成する。そこで管Tに分配された糸FCを巻き付けし続けることによって、案内フォーク52と管Tとの間におけるFCの経路が、糸を捕らえるスレッドガイド56によって中断され、それによって二方向矢印f56による選択的な動きで、管の軸線方向の全長に沿って糸を妨害し始める。
【0050】
管TにコップBCを巻き付けた後、アーム62が図5に示した位置に持って行かれ、案内部材70がスレッドガイド56の選択的な動きによって引っ張られる糸56の経路を中断するために配置される。案内部材70は、糸FCによって中断された時、吸引導管66の口に糸を上昇させる傾斜表面70Aを有している。同時に終了したコップと案内部材70との間の中間位置で、糸FCがブレード(図示していないが、スレッドガイド56によって支持されている)によって切断される。切断部の下流の自由端が、後に取り外されるコップBCに巻き付けられ、その間に切断部の上流の自由端が、糸を(上記のように)吸引し始める吸引導管66の中に挿入され;弾性糸のスプールを取り替えて、完了したコップBCを新しい管に交換する間も、糸が分配され続ける。インターレーシングジェット19が完成した糸FCを再び分配開始すると直ぐ、すなわち新しい弾性糸F2の供給が開始した後、この位置から、新しい巻き取りプロセスを開始するためにスタンバイしている図3の位置へ、アーム62が戻る。
【0051】
上記装置の全体動作を以下で描写する。図2に示された形態において、対のローラー7A、7Bの上流で織成された被覆糸FTが、伸長ユニット15、17に供給され、ここからインターレーシングジェット19へ送られる。それと並行して、巻き出しローラー35によって回転させられるスプールR1から分配される弾性糸F1が、伸長ユニット15、17そしてインターレーシングジェット19にも供給される。合成糸FCが、巻き取り管Tに形成されたコップBCに巻き付けられ、管Tは巻き付け領域においてアーム56によって支持されている。第二弾性糸F2が、保持部材20によって捕らえられる最初の自由端と共にスタンバイ位置にあって、センサー59を妨害しないように偏向要素6によってずらされる。糸F1及びFTが、一時的に不作動になる第一インターレーシングジェット2を介して進行する。
【0052】
センサー59は、スプールR1から分配される第一弾性糸F1が終了したか中断されたかを検知する時、スプールR1をスプールR2に取り替え、コップBCを新しい管Tに交換する段階開始する。この段階中、織成被覆糸FTが好ましくは一定の速度で中断されることなく続く。センサー59が例えば、ほぼ終了したスプールR1の直径または分配される糸F1の量を検知する、別のタイプのセンサーに交換することもできる。コップBCに巻き付けられる糸の量を、重量及び/または長さにより測定して検知するセンサーが、センサー59または別の同等な装置と組み合わされてもよい。この追加センサーは、糸F1が終了していないが、コップBCが完成した時にも、交換プロセスを起動するために使用してもよい。
【0053】
以下の動作が、交換段階中に行われる。合成糸FCが合成コップBCと装置57との間で切断されて、コップで完全に巻き付けられるヘッドまたは末端を形成する。切断によって形成された別の自由端が、図3〜図5を参照して下記のように、装置57によって留められ、吸引口66によって吸い込まれ、新しい巻き取りサイクルの開始を準備する。この方法で、なおも連続して供給される弾性糸F1及び被覆糸FTの最後の部分が、吸引口によって吸い込まれ、糸FTがその経路全体に沿って適切に張力が加わるように保持される。
【0054】
アーム37A及び37B、それによって弾性糸の終了したスプールR1とスタンバイスしたプールR2が交換されて、終了したスプールR1を有するアーム37Aが巻き出しまたは分配ローラー35から距離を置いて配置され、アーム37BがスプールR2を巻き出しローラー35に接触させる。
【0055】
アーム37Aが適切な位置の終了したスプールと共に最後の位置に到達すると、オペレーターが終了したスプールR1をスプールR2の全ての巻き出しサイクル中でどの時点でも、終了したスプールR1と弾性糸の新しいスプールを交換でき、弾性糸の新しいスプールが後で、順に終了するか或いは、糸F2が例えば偶発的な損傷により中断される時も、スプールR2と同じ方法で交換される。
【0056】
スプールR2が始動して、巻き出しまたは分配ローラー35によって糸を分配し、吸引が保持部材20の吸引口を介して行われ、スプールR2の巻き出しが分配または巻き出しローラー35の回転によって行われる時、糸F2が蓄積またはこの口中への引き入れを開始する。この段階は、織成被覆糸FTの速度とほぼ同じ値に到達する糸FT2の速度が必要とする少ない時間、すなわち短時間続く。
【0057】
既に第一インターレーシングジェット2に挿入されている二つの糸2及びFTが、ほぼ同じ速度で移動すると、第一インターレーシングジェット2が短時間作動する。加圧空気の短いジェットが二つの糸F及びFT2に当たって、それによってそれらを結合させ、共に第二インターレーシングジェット19へ向かって前進し始める。糸F2が糸FTに結合して、それによってジェット19に向かって引っ張られる時、インターレーシングジェット2における空気ジェットを中断できる。糸F2が第二インターレーシングジェット19に到達すると直ぐに、弾性糸を被覆糸FTで覆う合成糸FCの製造が再開する。それを行う前に、第二インターレーシングジェット19が、それを通過する糸FTに作用しないように一時的に停止できる。
【0058】
交換サイクルを開始した後、すなわちセンサー59が弾性糸F1の供給時の中断を検知した後、偏向要素を引き込みできる。この方法で、センサーが糸F2の通過を検知し始める。合成糸FCが装置57に到達した時、これで新しい巻き取り管Tに糸FCの巻き付けを開始し、糸が切断され、それによって既に図3〜図5を参照して詳しく説明したように、吸引導管66の口を介する糸の吸引を中断する。
【0059】
上記から明らかなように、装置は第二弾性糸F2のプロセスへの挿入が、最少数の移動部品により非常にシンプルな方法で行われることによって、特に信頼性がある。実際に移動するのは偏向装置6だけで、これは大きさを小さくしたごくシンプルな部材である。更にその移動はスプールR1、R2の取り替えと完全な同期化をさせる必要はなく、その唯一の目的がセンサー59の範囲外に糸F2を保持することで、その間に糸F2が糸F2に結合され、部材を移動させることなく、特にインターレーシングジェット2及び19を移動させることなく、プロセスジェット18の中に挿入される。それらのジェットは、糸の挿入のために制御可能な開閉システムを有していない形態において発生させることもできる。
【実施例2】
【0060】
上記で例示の実施例において、参照符号は三対の供給ローラー7A、7B;13、15及び54、56を備えた機械または装置を明示するものである。なお装置の別の実施例によると、対のローラー54、56、二つのインターレーシングジェットのうち一つを除外することができる。このタイプの吸引は、図6に図示されており、そこには図2と類似した装置の中心部分が示されており、残りの部品は図1から図5を参照して記載した物に関して、本質的にそのままで変更していない。
【0061】
図6において、同じ参照符号が前の図面の参照符号と同じまたは等しい部品を示している。インターレーシングジェット19が除外され、参照符号2Xで示された第一インターレーシングジェットのみが糸の経路に沿って残っており、そこで糸F2とFTを結合する二重動作を行い、弾性糸F1またはF2を糸FTで覆う。
【0062】
処理される第一弾性糸F1を交換する 第二弾性糸F2をジェット2Xの動作とセンサー59の動作で邪魔しないように、この場合には糸F2の最初の部分が二重偏向要素6、8によって留められる。この構成要素は、一対のピストンシリンダーアクチュエータと、ピストンのロッドに関連した抵摩擦の材料(典型的にはセラミック材料)でコーティングされた二つの偏向部材から構成できる。二つの偏向部材の配置は、糸F2の自由端を保持部材20により捕らえて、偏向部材をその作用位置に配置することによって、糸F2の最初の部分が前方でインターレーシングジェット2Xの外にある。それは単独の偏向要素8を、センサー59の検知範囲外で且つインターレーシングジェット2Xの内側チャンネルの外にスタンバイした糸F1を保持するため適切に配置して使用することも可能である。
【0063】
センサー59が第一弾性糸F1の中断を検知する時、交換サイクルを開始できる。以前の場合では、糸F1とF2を交換するか取り替えるサイクル全体または一部分のために停止し得るインターレーシングジェット2Xを介して、被覆糸FTが本質的に同じ速度で供給される。合成糸FCのコップBCが新しい管Tと交換され、その間に被覆糸FTがコップBCの巻き取りシステムに関連した吸引口によって蓄積される。アーム37A、37Bの位置が取り替えられ、正確にはアーム37BはスプールR2を巻き出しまたは分配ローラー35に接触させられ、アーム37Aはオペレーターが簡単に終了したスプールR1と新しいスプールを交換できる位置に配置される。
【0064】
新しい管Tが配置されて、回転されると(またはこの瞬間の少し前でも)、糸F2の供給開始が可能である。保持部材20の口が糸F2を吸い込み、調整された移動により、偏向要素6、8が引き込み位置になり、糸F2がセンサー59の検知範囲とインターレーシングジェット2Xに入って、インターレーシングジェットが作動する。様々な動作の同期化により、新しい弾性糸F2が被覆糸FTに捕らえられて、ジェット2Xを介して、糸F2と糸FTの供給と、それにより合成糸FCの製造を組み合わせて開始する。
【0065】
第二の解決手段において、第三供給ユニット53をそのローラー54及び56と共に除外することによって、装置を更にシンプルにする。処理される糸を伸長及び/または緩める効果が、供給ユニット7A、7Bと、ローラー15、17により形成される供給ユニット13と、巻き出しまたは分配ローター35の供給速度を調整することによって得られる。特に弾性糸F1またはF2が、分配または巻き出しローラー35とユニット13との間で伸長され、ローラー15、17の周速をローラー35の周速よりも速く設定すると、一方でローラー15、17の周速率、他方でローラー7A、7Bに作用することによって、被覆糸FTを伸長したり緩めたりできる。
【0066】
図7A、図7Bが、概略的にインターレーシングジェット2Xと偏向部材8を示している。ジェット2Xが、ブロック72に形成されたチャンネル71を有している。圧縮空気ライン73がチャンネル72に対し横方向に配置されている。図7Aにおいて、被覆糸FTと第一弾性糸F1がチャンネル72を介して供給される。第二弾性糸F2がスタンバイ位置にあって、最初の端部が保持部材20の口に捕えられる。スプールR1、R2を取り替える段階が開始する迄、吸引を停止させたままにできる機械的な保持装置(図示せず)を、吸引口に関連させることができる。
【0067】
スタンバイ位置において、糸F2がピストンシリンダーアクチュエータ8Bのセラミックコーティングロッド8Aに掛かる。部材6を形成する類似のピストンシリンダーアクチュエータは、図7に示されていないが、センサー59の上に配置されている。この方法では、側部74、75によって形成された対称的なV形部材のジェット2Xの入口領域で、糸F2がスタンバイして止まっている。図示の例において、保持部材20の位置をずらすことによって、糸F2が側部75に掛かる。チャンネル71の中に導かれるスリットが、V形部材の頂点から伸びている。
【0068】
糸F2を加工処理しようとする時、糸を部材6及び8(または部材6を備えていない時は部材8によって)から解放し、保持部材20に関連した口の吸引によってもたらされる引っ張りによって、糸をV形部材74、75の頂点に配置しそこのスリットを通して、そこからジェット2Xのプロセスチャンネル71に入れると図7Bの状態になり、糸FT及びF2がジェットを介して供給される。
【0069】
同じタイプのジェットが、図2の形態でジェット2として使用できる。この場合、ジェットが作用していない糸FT及びF2が導管71を通過し、糸F1が終了する迄は糸F2がスタンバイしている。
【0070】
図2の形態において、第二弾性糸F2がジェット2のチャンネルの前方にスタンバイして止まることもでき、図6の例のような二重偏向機構を備えていることは理解されよう。
【0071】
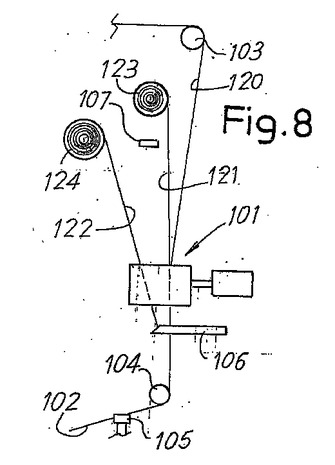
本発明の更なる実施例が、図8、9及び10に示されている。特に前記図面を参照すると、被覆糸120からとエラストマー糸121から始まって、インターレース合成糸102を製造する機械においてエラストマー糸を自動糸通しする装置を全体的に参照符号101で示している。
【0072】
被覆糸120が、対応するスピンドルによって独立して回転させられる一組のローラーによって画定された経路に沿って、連続的に巻き出される。スピンドルは少なくとも張引スピンドル103と伸長スピンドル104から構成され、空気ジェットインターレーシングジェット105に供給される。
【0073】
インターレーシングジェット105には同時に、第一エラストマー糸121が連続して供給され、被覆糸120をエラストマー糸121と絡み合わせ、エラストマー糸121を被覆糸で覆う。機械における作業位置に予め配置された第一スプール123から、第一エラストマー糸121を巻き出す。
【0074】
エラストマー糸122の第二スプール124が、スタンバイ位置に予め配置され、第一エラストマー糸121の供給を中断する際に、何らかの適切な手段で前記作業位置へ適切に移され、それについて上記図面を参照し詳しく説明する。
【0075】
本発明によると、第二エラストマー糸の自由端122が、インターレーシング装置105の上流の保持領域で、適切な吸引手段に接続するのに適した管状保持部材106によって留められる。
【0076】
第二エラストマー糸122が第二スプール124から、前記保持領域に配置された吸引部材10、6の入口へ直線状に巻き出され、前記保持領域には糸122の自由端が留められることは明かである。
【0077】
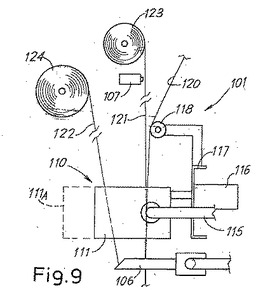
第二エラストマー糸122の自由端の保持領域の近く、特に吸引部材106の直ぐ上にカップリング部材110が配置され、それを介して被覆糸120及びエラストマー糸121が連続して運ばれ、空気ジェットインターレーシング装置105へ共に供給される。
【0078】
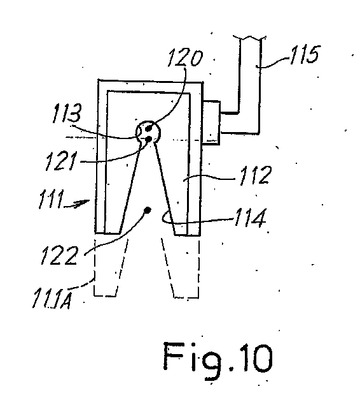
実質的に前記カップリング部材110はインターレーシングジェットであり、それは糸120及び121用の貫通チャンネル113を垂直軸と共に画定するフォーク112を支える動作ヘッド111によって、実質的に構成され;インターレーシングジェット110のチャンネル113が、前記糸120、121を挿入するため前面に開いている。
【0079】
特に、フォーク112が朝顔形に開いた入口114を形成し、そのレベルに第二エラストマー糸122の一部が予め配置され、第二スプール124から第二エラストマー糸がその自由端を保持する吸引部材106へ直線的に巻き出される。
【0080】
動作ヘッド11に関連して、加圧空気ジェットを分配する導管115は、圧縮空気の供給用の通常手段に適切に接続される。導管115が、フォーク112に対し横方向に形成される適切な穴によって通じている。
【0081】
機械のフレームに固定された支持部117に接続された別のアクチュエータ部材116、例えば空気圧シリンダーによって、動作ヘッド11が水平方向に適切に移動される。この支持部117は、フォーク112のチャンネル113の軸と実質的に整列する垂直方向に関して、被覆糸120を適切に予め配置し、自由に回転する偏向ローラー118も有している。
【0082】
更に、センサー部材107がインターレーシングジェット110の上に配置されている。センサー部材107が第一エラストマー糸121の供給中断を適切に検知し、エラストマー糸の第二スプール124を作業位置へ移し、対応してエラストマー糸の第一スプール123をスタンバイ位置へ移すように制御する。
【0083】
エラストマー糸を自動的に取り替える方法は、上記から容易に理解できよう。
【0084】
機械の普通動作状態の間、作業位置に配置された関連スプール123から巻き出される被覆糸20と第一エラストマー糸121が、インターレーシングジェット110、111を介して並行に運ばれ、第二インターレーシングジェット10に送られる。第二エラストマー糸122は、その第一部分が関連スプール124から巻き出されて、スタンバイ位置に配置され、その自由端部が、インターレーシングジェット110、111の少し下に配置された吸引部材106によって保持される。
【0085】
この状態で 第二スプール124から吸引部材106へ伸びる第二エラストマー糸122の一部分が、インターレーシングジェット110、111のフォーク112の朝顔形入口114のレベルに配置される。
【0086】
センサー部材107が、第一エラストマー糸121の供給の中断を検知すると、スプール123の終了または糸の分離に関して、適切な時間関係でエラストマー糸の第二スプール124の作業位置への移送、対応してエラストマー糸の第一スプール123のスタンバイ位置への移送を制御する。しかし、この実施例並びに前記の例の両方において、二つの弾性糸のスタンバイ及び作業位置が固定されること、すなわちその位置が糸を処理するときでも変わらないことは理解されよう。
【0087】
同時に、別のアクチュエータ材料116によって、インターレーシングジェット110、111が、糸の供給方向に対して横方向に移動されて、第二エラストマー糸122に接触する。
【0088】
実際にヘッド111は、糸をインターレーシングジェット105へ送る通常の動作状態を取る引き出し位置と、点線111aで示されたように、第二糸122がヘッド111のフォーク112のチャンネル113に挿入される前進位置との間を、直線的に動く。この前進位置で、導管115によって加圧空気ジェットがインターレーシングジェット110、111へ分配され、第二エラストマー糸122を被覆糸120と結合させる。同時に第二エラストマー糸122の自由端部が、吸引部材106によって解放される。
【0089】
そしてインターレーシングジェット110が、普通動作の引き出し位置へ再び移動され、糸120、122をインターレーシングジェット105へ再び供給し始める。
【0090】
従って上記の方法及び装置が、安全且つ効果的な方法で、インターレース糸の製造用の機械においてエラストマー糸の自動的な糸通しを行い、特にエラストマー糸の起こり得る損傷を回避する目的を達成する。
【0091】
実際に、インターレーシング装置105から比較的離れた領域で、スタンバイ位置に配置されたエラストマー糸が、自由端部を留める吸引部材へ、関連したスプールから短い部分だけ巻き出される。スプールの自動取り替えの時には、このエラストマー糸を取り扱ったり、破いたり、またはそれを損傷させ得る別のステップにさせない。
【0092】
この構成によって、スタンバイ位置にエラストマー糸のスプールを周期的に配置することを相当容易にでき、この糸の自由端部を、通常の器具を使用して吸引部材の入口のレベルに充分に持っていける。
【0093】
本発明の方法及び装置の特色は、スプールを取り替える時、連続して進行する被覆糸に新しいエラストマー糸が加圧空気ジェットによって局部的に結合され、それで二つの糸のインターレーシング装置に対する並行供給を直ちに再開することを含んでいる。
【0094】
エラストマー糸の挿入は明らかに、機械を停止させても機械を走行させながらも可能である。
【0095】
合成糸のコップを交換する手段が、図8、図9及び図10には図示されていないが、それらの手段は前の実施例のように設計できる。
【0096】
図面は本発明の実用的な実施例を示しただけで、本発明を基本にした範囲内で、形状及び構成を変えてもよいことは理解されよう。
【図面の簡単な説明】
【0097】
【図1】被覆糸の織成領域を完備した装置の側面図。
【図2】装置の一部分の側面図。
【図3】合成糸のコップの巻き取り領域の配置を図1のIII-IIIで示した図。
【図4】合成糸のコップの巻き取り領域の別の配置を図1のIII-IIIで示した図。
【図5】合成糸のコップの巻き取り領域の更に別の配置を図1のIII-IIIで示した図。
【図6】図2に類似した変形実施例の側面図。
【図7A】一動作状態にある第一インターレーシングジェットのほぼ正面の図。
【図7B】別の動作状態にある第一インターレーシングジェットのほぼ正面の図。
【図8】本発明の別の実施形態を概略的に示した図。
【図9】本発明のまた別の実施形態を概略的に示した図。
【図10】本発明の更に別の実施形態を概略的に示した図。
【特許請求の範囲】
【請求項1】
少なくとも一つの被覆糸で覆われた少なくとも一つの弾性糸から成る合成糸を製造し、弾性糸のスプールを自動交換する方法において:
供給路に沿った本質的に連続する方法で、少なくとも一つの第一インターレーシングジェットを介して被覆糸を供給する段階と;
第一弾性糸を第一スプールから第一インターレーシングジェットを介して分配する段階と;
第一弾性糸を前記被覆糸でコーティングして合成糸を形成し、合成糸をコップに巻き付ける段階と;
スタンバイ位置にスタンバイ位置の第二スプールを配置する段階と;
前記第二弾性糸の最初の部分を、前記第一インターレーシングジェットの近くに留める段階と;
第一弾性糸の分配を中断した時、合成糸のコップを新しい管と交換する段階と;
第二弾性糸の前記最初の部分を解放する段階と;
前記被覆糸と前記第二弾性糸を、前記第一インターレーシングジェットを使用して結合する段階と;
第二弾性糸を前記被覆糸で覆った合成糸の製造と、合成糸の前記新しい管に対する間既知家を再開する段階と;
を含むことを特徴とする方法。
【請求項2】
第二弾性糸の最初の自由端が、保持部材によって留められることを特徴とする請求項1に記載の方法。
【請求項3】
第二弾性糸の前記最初の部分が、偏向要素によって引き込まれ;第二弾性糸の前記最初の部分を解放するために、前記偏向要素が制御されることを特徴とする請求項2に記載の方法。
【請求項4】
前記偏向要素が、第一インターフェーシングジェットの外で第二弾性糸を留め、第二弾性糸が前記偏向要素から解放された時、第二弾性糸が自動的に前記第一インターレーシングジェットの中に挿入されるように配置されることを特徴とする請求項3に記載の方法。
【請求項5】
前記第二弾性糸が、保持部材によって加えられる張力によって第一インターレーシングジェットの中に挿入されることを特徴とする請求項4に記載の方法。
【請求項6】
第二弾性糸が、前記第一インターレーシングジェットの中に挿入されて、そこに第一弾性糸の中断のためにスタンバイして留められることを特徴とする請求項1または2或いは3に記載の方法。
【請求項7】
前記保持部材が、吸引によって前記最初の端部を少なくとも部分的に留めることを特徴とする請求項1〜6のいずれか一項に記載の方法。
【請求項8】
第二弾性糸の供給が、前記被覆糸に結合する前に開始することを特徴とする請求項1〜7のいずれか一項に記載の方法。
【請求項9】
被覆糸に結合する前に分配される第二弾性糸が、前記保持部材によって吸い込まれることを特徴とする請求項7または8に記載の方法。
【請求項10】
経路に沿って被覆糸と弾性糸がニップを通過し、ニップが前記第一インターレーシングジェットの下流で一対のローラーによって画定されることを特徴とする請求項1〜9のいずれか一項に記載の方法。
【請求項11】
経路に沿って、一対のローラーによって画定されたニップを介して合成糸が通過することを特徴とする請求項1〜10のいずれか一項に記載の方法。
【請求項12】
前記弾性糸が前記第一インターレーシングジェットによって、前記被覆糸で覆われることを特徴とする請求項1〜11のいずれか一項に記載の方法。
【請求項13】
前記第一糸の分配が中断された時、前記第一インターレーシングジェットが一時的に動作を停止させられるが、被覆糸が供給され続け;第二スプールからの第二弾性糸が第一インターレーシングジェットを介して分配を開始した後、前記第一インターレーシングジェットが再び作動して、第二弾性糸を前記被覆糸に結合し、前記合成糸の製造を再開することを特徴とする請求項12に記載の方法。
【請求項14】
第一弾性糸の供給が中断された時、前記第二弾性糸が第一インターレーシングジェットの内部で既にスタンバイしていることを特徴とする請求項13に記載の方法。
【請求項15】
第二インターレーシングジェットが第一インターレーシングジェットの下流に、被覆糸の経路に沿って配置され、前記弾性糸が第二インターレーシングジェットによって、前記被覆糸で覆われることを特徴とする請求項1〜11のいずれか一項に記載の方法。
【請求項16】
前記第一インターレーシングジェットが一時的に作動して、被覆糸と第二弾性糸を結合し、次に作動停止して前記第二インターレーシングジェットが、少なくとも弾性糸を被覆糸で覆った合成糸を製造するために作動を維持することを特徴とする請求項15に記載の方法。
【請求項17】
前記第二インターレーシングジェットを、第一弾性糸の供給中断と第二弾性糸の供給開始との間で一時的に作動停止させることを特徴とする請求項16に記載の方法。
【請求項18】
前記第一弾性糸の分配が中断された時、被覆糸が動作停止状態の第一インターレーシングジェットを介して供給され;第二スプールからの第二弾性糸の分配が開始した後、第二弾性糸を前記被覆糸に結合するため、第一インターレーシングジェットを一時的に作動停止にし、次に作動停止にすることを特徴とする請求項15〜17のいずれか一項に記載の方法。
【請求項19】
少なくとも一つが駆動する一対のローラーの間にある第一ニップを介し、更に前記第一インターレーシングジェットを介して、前記被覆糸が供給され;
前記第一インターレーシングジェットから分配された合成糸が、第二の対のローラーの間にある第二ニップへ供給され;
前記第一ニップと前記第二ニップとの間で被覆糸を緩めるため、前記第二の対のローラーが、前記第一対のローラーに関して抵周速であり;
弾性糸が、前記第一インターレーシングジェットを介して分配ローラーによって供給され、分配ローラーが前記第二対のローラーの速度よりも分配速度が遅く、前記第二ニップと前記分配ローラーとの間で前記弾性糸に伸長効果をもららすこと;を特徴とする請求項12に記載の方法。
【請求項20】
前記被覆糸が織成糸、好ましくは多重フィラメント織成糸であることを特徴とする請求項1〜19のいずれか一項に記載の方法。
【請求項21】
前記被覆糸が、前記インターレーシングジェットの上流のラインで織成されることを特徴とする請求項20に記載の方法。
【請求項22】
(a)被覆糸を前記第二レーシングジェット
に連続して供給する段階と;
(b)前記第二インターレーシングジェットに供給すると同時に、第一エラストマー糸を第一作業位置に配置された第一スプールから巻き出して、前記被覆糸を前記エラストマー糸と絡み合わせる段階と;
(c)スタンバイ位置に配置された第二スプールに巻き付けられる第二エラストマー糸の自由端部を、保持領域に留める段階と;
(d)エラストマー糸の前記第二スプールの前記作動位置への移送と、エラストマー糸の前記第一スプールの前記スタンバイ位置への移送を、適切な時間関係で制御するため、前記第一エラストマー糸の供給中断を検知する段階と;
(e)第二エラストマー糸の前記自由端の前記保持領域の近くで、前記第二エラストマー糸に接触させるため、前記第二エラストマー糸に関連して前記被覆糸を想定的に移動させる段階と;
(f)インターレーシングジェットを使用して前記第二エラストマー糸を前記被覆糸に関連させ、同時に第二エラストマー糸の前記自由端を解放し、前記第二インターレーシングジェットへの前記糸の供給を再開する段階と;
を含むことを特徴とする請求項1〜21のいずれか一項に記載の方法。
【請求項23】
前記第二エラストマー糸を前記第二スプールから、前記第二インターレーシングジェットの上流に配置された前記保持領域へ直線状に巻き出されることを特徴とする請求項22に記載の方法。
【請求項24】
第二エラストマー糸の前記自由端が、吸引手段によって保持領域に留められることを特徴とする請求項22に記載の方法。
【請求項25】
前記被覆糸と前記エラストマー糸が、前記第一インターレーシングジェットを介して連続的に運べるように、前記第一インターレーシングジェットが前記糸の供給方向に対して横方向に選択的な動きを行い、前記被覆糸を前記第二エラストマー糸に接触させるのに適していることを特徴とする請求項22に記載の方法。
【請求項26】
少なくとも一つの被覆糸で覆われた少なくとも一つの弾性糸から形成される合成糸の製造装置であり、第一インターレーシングジェットと;前記第一インターレーシングジェットに向かう前記被覆糸の供給路及び前記弾性糸の供給路と;弾性糸のスプール用の支持手段と;形成されたコップに合成糸を巻き付ける巻き取り部材と;形成された前記コップに合成糸の供給を止め、合成糸を新しい巻き取り管に巻き付け開始させる中断装置と;を備えた装置において;
前記弾性糸のスプール用の前記支持手段が、弾性糸の少なくとも一つの第一スプールと弾性糸の少なくとも一つの第二スプールを支持するのに適しており;更に前記装置が:前記第二スプールの弾性糸の最初の自由端を留めるため、前記第一インターレーシングジェットに関連した保持部材と;前記第一弾性糸の供給中断を検知するセンサーと;第一弾性糸の供給中断が検知されると、前記最初の部分の解放を調節する制御部と;を備えることを特徴とする装置。
【請求項27】
前記保持部材が、吸引部材であることを特徴とする請求項26に記載の装置。
【請求項28】
第一弾性糸を第一インターレーシングジェットに分配する間、偏向要素が前記弾性糸の最初の部分を留めるために構成されていることを特徴とする請求項26または27に記載の装置。
【請求項29】
前記保持部材及び前記偏向要素が、インターレーシングジェットに関連して配置され、前記インターレーシングジェットの外に第二弾性糸を留めるようにすること、偏向要素が前記第二弾性糸を解放した時、保持部材が前記第二弾性糸に張力をかけて前記第一インターレーシングジェットに挿入することを特徴とする請求項28に記載の装置。
【請求項30】
前記第一インターレーシングジェットが、空気ジェットを使用して弾性糸を被覆糸で覆うために構成、制御されることを特徴とする請求項26〜29のいずれか一項に記載の装置。
【請求項31】
前記第一インターレーシングジェットの上流で被覆糸の供給路に沿った第一ニップを画定する第一対の張引ローラーと、前記第一インターレーシングジェットの下流で第二ニップを画定する第二対の張引ローラーとを備えること、前記第二対のローラーが前記第一対のローラーの周速よりも低い周速で回転するように制御できること、を特徴とする請求項30に記載の装置。
【請求項32】
弾性糸を分配するために分配ローラーを備え、弾性糸の分配速度が前記第二対のローラーの周速よりも低いことを特徴とする請求項31に記載の装置。
【請求項33】
前記保持部材及び前記偏向要素が、前記第一インターレーシングジェットの内部で第二弾性糸を留めるために、前記第一インターレーシングジェットに関して配置されることを特徴とする請求項28、30、31及び32のいずれか一項に記載の装置。
【請求項34】
前記第一インターレーシングジェットの下流に第二インターレーシングジェットが配置され、第二インターレーシングジェットに弾性糸と被覆糸が供給され、そこで弾性糸を被覆糸で覆うことを特徴とする請求項26、27、28、29及び33のいずれか一項に記載の装置。
【請求項35】
第一インターレーシングジェットが、弾性糸を被覆糸に結合するためほんの一時的に作動するように制御されることを特徴とする請求項34に記載の装置。
【請求項36】
前記第二インターレーシングジェットの下流に配置された第三対の張引ローラーがニップを画定し、それを介して第二インターレーシングジェットから分配された合成糸が通過することを特徴とする請求項34または35に記載の装置。
【請求項37】
前記被覆糸用の織成ステーションを備えることを特徴とする請求項26〜36のいずれか一項に記載の装置。
【請求項38】
前記支持手段が、前記第一スプールを作業位置に、前記第二スプールをスタンバイ位置に留め、第一スプールを前記作業位置から取り外して、第二スプールをスタンバイ位置から作業位置へ移すために設けられることを特徴とする請求項26〜37のいずれか一項に記載の装置。
【請求項39】
弾性糸の第一スプール及び第二スプールの前記支持手段が、第一弾性糸の供給中断に続いて、弾性糸の第一スプールと弾性糸の第二スプールとの交換を開始するように制御されることを特徴とする請求項26〜28のいずれか一項に記載の装置。
【請求項40】
前記センサーが、前記第一スプールの弾性糸の端部を検知することを特徴とする請求項39に記載の装置。
【請求項41】
前記第一インターレーシングジェットが、第二弾性糸を前記インターレーシングジェットに入れるために移動可能であることを特徴とする請求項26〜40のいずれか一項に記載の装置。
【請求項42】
前記第一インターレーシングジェットが、前記糸の供給方向に対して横方向に引き出し位置と前進位置との間で移動可能で、前記第一インターレーシングジェットが前記第二エラストマー糸を前記被覆糸に結合するために作動すること特徴とする請求項41に記載の装置。
【請求項43】
第一弾性糸の中断と、第二弾性糸で形成された合成糸の分配の開始との間に、分配される被覆糸を集める収集部材を備えることを特徴とする請求項26〜42のいずれか一項に記載の装置。
【請求項44】
前記収集部材が、吸引部材を備えることを特徴とする請求項43に記載の装置。
【請求項45】
オーブンが、前記被覆糸の経路に沿って前記第一インターレーシングジェットの上流に配置されることを特徴とする請求項26〜43のいずれか一項に記載の装置。
【請求項1】
少なくとも一つの被覆糸で覆われた少なくとも一つの弾性糸から成る合成糸を製造し、弾性糸のスプールを自動交換する方法において:
供給路に沿った本質的に連続する方法で、少なくとも一つの第一インターレーシングジェットを介して被覆糸を供給する段階と;
第一弾性糸を第一スプールから第一インターレーシングジェットを介して分配する段階と;
第一弾性糸を前記被覆糸でコーティングして合成糸を形成し、合成糸をコップに巻き付ける段階と;
スタンバイ位置にスタンバイ位置の第二スプールを配置する段階と;
前記第二弾性糸の最初の部分を、前記第一インターレーシングジェットの近くに留める段階と;
第一弾性糸の分配を中断した時、合成糸のコップを新しい管と交換する段階と;
第二弾性糸の前記最初の部分を解放する段階と;
前記被覆糸と前記第二弾性糸を、前記第一インターレーシングジェットを使用して結合する段階と;
第二弾性糸を前記被覆糸で覆った合成糸の製造と、合成糸の前記新しい管に対する間既知家を再開する段階と;
を含むことを特徴とする方法。
【請求項2】
第二弾性糸の最初の自由端が、保持部材によって留められることを特徴とする請求項1に記載の方法。
【請求項3】
第二弾性糸の前記最初の部分が、偏向要素によって引き込まれ;第二弾性糸の前記最初の部分を解放するために、前記偏向要素が制御されることを特徴とする請求項2に記載の方法。
【請求項4】
前記偏向要素が、第一インターフェーシングジェットの外で第二弾性糸を留め、第二弾性糸が前記偏向要素から解放された時、第二弾性糸が自動的に前記第一インターレーシングジェットの中に挿入されるように配置されることを特徴とする請求項3に記載の方法。
【請求項5】
前記第二弾性糸が、保持部材によって加えられる張力によって第一インターレーシングジェットの中に挿入されることを特徴とする請求項4に記載の方法。
【請求項6】
第二弾性糸が、前記第一インターレーシングジェットの中に挿入されて、そこに第一弾性糸の中断のためにスタンバイして留められることを特徴とする請求項1または2或いは3に記載の方法。
【請求項7】
前記保持部材が、吸引によって前記最初の端部を少なくとも部分的に留めることを特徴とする請求項1〜6のいずれか一項に記載の方法。
【請求項8】
第二弾性糸の供給が、前記被覆糸に結合する前に開始することを特徴とする請求項1〜7のいずれか一項に記載の方法。
【請求項9】
被覆糸に結合する前に分配される第二弾性糸が、前記保持部材によって吸い込まれることを特徴とする請求項7または8に記載の方法。
【請求項10】
経路に沿って被覆糸と弾性糸がニップを通過し、ニップが前記第一インターレーシングジェットの下流で一対のローラーによって画定されることを特徴とする請求項1〜9のいずれか一項に記載の方法。
【請求項11】
経路に沿って、一対のローラーによって画定されたニップを介して合成糸が通過することを特徴とする請求項1〜10のいずれか一項に記載の方法。
【請求項12】
前記弾性糸が前記第一インターレーシングジェットによって、前記被覆糸で覆われることを特徴とする請求項1〜11のいずれか一項に記載の方法。
【請求項13】
前記第一糸の分配が中断された時、前記第一インターレーシングジェットが一時的に動作を停止させられるが、被覆糸が供給され続け;第二スプールからの第二弾性糸が第一インターレーシングジェットを介して分配を開始した後、前記第一インターレーシングジェットが再び作動して、第二弾性糸を前記被覆糸に結合し、前記合成糸の製造を再開することを特徴とする請求項12に記載の方法。
【請求項14】
第一弾性糸の供給が中断された時、前記第二弾性糸が第一インターレーシングジェットの内部で既にスタンバイしていることを特徴とする請求項13に記載の方法。
【請求項15】
第二インターレーシングジェットが第一インターレーシングジェットの下流に、被覆糸の経路に沿って配置され、前記弾性糸が第二インターレーシングジェットによって、前記被覆糸で覆われることを特徴とする請求項1〜11のいずれか一項に記載の方法。
【請求項16】
前記第一インターレーシングジェットが一時的に作動して、被覆糸と第二弾性糸を結合し、次に作動停止して前記第二インターレーシングジェットが、少なくとも弾性糸を被覆糸で覆った合成糸を製造するために作動を維持することを特徴とする請求項15に記載の方法。
【請求項17】
前記第二インターレーシングジェットを、第一弾性糸の供給中断と第二弾性糸の供給開始との間で一時的に作動停止させることを特徴とする請求項16に記載の方法。
【請求項18】
前記第一弾性糸の分配が中断された時、被覆糸が動作停止状態の第一インターレーシングジェットを介して供給され;第二スプールからの第二弾性糸の分配が開始した後、第二弾性糸を前記被覆糸に結合するため、第一インターレーシングジェットを一時的に作動停止にし、次に作動停止にすることを特徴とする請求項15〜17のいずれか一項に記載の方法。
【請求項19】
少なくとも一つが駆動する一対のローラーの間にある第一ニップを介し、更に前記第一インターレーシングジェットを介して、前記被覆糸が供給され;
前記第一インターレーシングジェットから分配された合成糸が、第二の対のローラーの間にある第二ニップへ供給され;
前記第一ニップと前記第二ニップとの間で被覆糸を緩めるため、前記第二の対のローラーが、前記第一対のローラーに関して抵周速であり;
弾性糸が、前記第一インターレーシングジェットを介して分配ローラーによって供給され、分配ローラーが前記第二対のローラーの速度よりも分配速度が遅く、前記第二ニップと前記分配ローラーとの間で前記弾性糸に伸長効果をもららすこと;を特徴とする請求項12に記載の方法。
【請求項20】
前記被覆糸が織成糸、好ましくは多重フィラメント織成糸であることを特徴とする請求項1〜19のいずれか一項に記載の方法。
【請求項21】
前記被覆糸が、前記インターレーシングジェットの上流のラインで織成されることを特徴とする請求項20に記載の方法。
【請求項22】
(a)被覆糸を前記第二レーシングジェット
に連続して供給する段階と;
(b)前記第二インターレーシングジェットに供給すると同時に、第一エラストマー糸を第一作業位置に配置された第一スプールから巻き出して、前記被覆糸を前記エラストマー糸と絡み合わせる段階と;
(c)スタンバイ位置に配置された第二スプールに巻き付けられる第二エラストマー糸の自由端部を、保持領域に留める段階と;
(d)エラストマー糸の前記第二スプールの前記作動位置への移送と、エラストマー糸の前記第一スプールの前記スタンバイ位置への移送を、適切な時間関係で制御するため、前記第一エラストマー糸の供給中断を検知する段階と;
(e)第二エラストマー糸の前記自由端の前記保持領域の近くで、前記第二エラストマー糸に接触させるため、前記第二エラストマー糸に関連して前記被覆糸を想定的に移動させる段階と;
(f)インターレーシングジェットを使用して前記第二エラストマー糸を前記被覆糸に関連させ、同時に第二エラストマー糸の前記自由端を解放し、前記第二インターレーシングジェットへの前記糸の供給を再開する段階と;
を含むことを特徴とする請求項1〜21のいずれか一項に記載の方法。
【請求項23】
前記第二エラストマー糸を前記第二スプールから、前記第二インターレーシングジェットの上流に配置された前記保持領域へ直線状に巻き出されることを特徴とする請求項22に記載の方法。
【請求項24】
第二エラストマー糸の前記自由端が、吸引手段によって保持領域に留められることを特徴とする請求項22に記載の方法。
【請求項25】
前記被覆糸と前記エラストマー糸が、前記第一インターレーシングジェットを介して連続的に運べるように、前記第一インターレーシングジェットが前記糸の供給方向に対して横方向に選択的な動きを行い、前記被覆糸を前記第二エラストマー糸に接触させるのに適していることを特徴とする請求項22に記載の方法。
【請求項26】
少なくとも一つの被覆糸で覆われた少なくとも一つの弾性糸から形成される合成糸の製造装置であり、第一インターレーシングジェットと;前記第一インターレーシングジェットに向かう前記被覆糸の供給路及び前記弾性糸の供給路と;弾性糸のスプール用の支持手段と;形成されたコップに合成糸を巻き付ける巻き取り部材と;形成された前記コップに合成糸の供給を止め、合成糸を新しい巻き取り管に巻き付け開始させる中断装置と;を備えた装置において;
前記弾性糸のスプール用の前記支持手段が、弾性糸の少なくとも一つの第一スプールと弾性糸の少なくとも一つの第二スプールを支持するのに適しており;更に前記装置が:前記第二スプールの弾性糸の最初の自由端を留めるため、前記第一インターレーシングジェットに関連した保持部材と;前記第一弾性糸の供給中断を検知するセンサーと;第一弾性糸の供給中断が検知されると、前記最初の部分の解放を調節する制御部と;を備えることを特徴とする装置。
【請求項27】
前記保持部材が、吸引部材であることを特徴とする請求項26に記載の装置。
【請求項28】
第一弾性糸を第一インターレーシングジェットに分配する間、偏向要素が前記弾性糸の最初の部分を留めるために構成されていることを特徴とする請求項26または27に記載の装置。
【請求項29】
前記保持部材及び前記偏向要素が、インターレーシングジェットに関連して配置され、前記インターレーシングジェットの外に第二弾性糸を留めるようにすること、偏向要素が前記第二弾性糸を解放した時、保持部材が前記第二弾性糸に張力をかけて前記第一インターレーシングジェットに挿入することを特徴とする請求項28に記載の装置。
【請求項30】
前記第一インターレーシングジェットが、空気ジェットを使用して弾性糸を被覆糸で覆うために構成、制御されることを特徴とする請求項26〜29のいずれか一項に記載の装置。
【請求項31】
前記第一インターレーシングジェットの上流で被覆糸の供給路に沿った第一ニップを画定する第一対の張引ローラーと、前記第一インターレーシングジェットの下流で第二ニップを画定する第二対の張引ローラーとを備えること、前記第二対のローラーが前記第一対のローラーの周速よりも低い周速で回転するように制御できること、を特徴とする請求項30に記載の装置。
【請求項32】
弾性糸を分配するために分配ローラーを備え、弾性糸の分配速度が前記第二対のローラーの周速よりも低いことを特徴とする請求項31に記載の装置。
【請求項33】
前記保持部材及び前記偏向要素が、前記第一インターレーシングジェットの内部で第二弾性糸を留めるために、前記第一インターレーシングジェットに関して配置されることを特徴とする請求項28、30、31及び32のいずれか一項に記載の装置。
【請求項34】
前記第一インターレーシングジェットの下流に第二インターレーシングジェットが配置され、第二インターレーシングジェットに弾性糸と被覆糸が供給され、そこで弾性糸を被覆糸で覆うことを特徴とする請求項26、27、28、29及び33のいずれか一項に記載の装置。
【請求項35】
第一インターレーシングジェットが、弾性糸を被覆糸に結合するためほんの一時的に作動するように制御されることを特徴とする請求項34に記載の装置。
【請求項36】
前記第二インターレーシングジェットの下流に配置された第三対の張引ローラーがニップを画定し、それを介して第二インターレーシングジェットから分配された合成糸が通過することを特徴とする請求項34または35に記載の装置。
【請求項37】
前記被覆糸用の織成ステーションを備えることを特徴とする請求項26〜36のいずれか一項に記載の装置。
【請求項38】
前記支持手段が、前記第一スプールを作業位置に、前記第二スプールをスタンバイ位置に留め、第一スプールを前記作業位置から取り外して、第二スプールをスタンバイ位置から作業位置へ移すために設けられることを特徴とする請求項26〜37のいずれか一項に記載の装置。
【請求項39】
弾性糸の第一スプール及び第二スプールの前記支持手段が、第一弾性糸の供給中断に続いて、弾性糸の第一スプールと弾性糸の第二スプールとの交換を開始するように制御されることを特徴とする請求項26〜28のいずれか一項に記載の装置。
【請求項40】
前記センサーが、前記第一スプールの弾性糸の端部を検知することを特徴とする請求項39に記載の装置。
【請求項41】
前記第一インターレーシングジェットが、第二弾性糸を前記インターレーシングジェットに入れるために移動可能であることを特徴とする請求項26〜40のいずれか一項に記載の装置。
【請求項42】
前記第一インターレーシングジェットが、前記糸の供給方向に対して横方向に引き出し位置と前進位置との間で移動可能で、前記第一インターレーシングジェットが前記第二エラストマー糸を前記被覆糸に結合するために作動すること特徴とする請求項41に記載の装置。
【請求項43】
第一弾性糸の中断と、第二弾性糸で形成された合成糸の分配の開始との間に、分配される被覆糸を集める収集部材を備えることを特徴とする請求項26〜42のいずれか一項に記載の装置。
【請求項44】
前記収集部材が、吸引部材を備えることを特徴とする請求項43に記載の装置。
【請求項45】
オーブンが、前記被覆糸の経路に沿って前記第一インターレーシングジェットの上流に配置されることを特徴とする請求項26〜43のいずれか一項に記載の装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7A】
【図7B】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7A】
【図7B】
【図8】
【図9】
【図10】
【公表番号】特表2007−513265(P2007−513265A)
【公表日】平成19年5月24日(2007.5.24)
【国際特許分類】
【出願番号】特願2006−542116(P2006−542116)
【出願日】平成16年11月25日(2004.11.25)
【国際出願番号】PCT/IT2004/000650
【国際公開番号】WO2005/054106
【国際公開日】平成17年6月16日(2005.6.16)
【出願人】(506027701)ジユデイチ ソチエタ ペル アチオーニ (2)
【Fターム(参考)】
【公表日】平成19年5月24日(2007.5.24)
【国際特許分類】
【出願日】平成16年11月25日(2004.11.25)
【国際出願番号】PCT/IT2004/000650
【国際公開番号】WO2005/054106
【国際公開日】平成17年6月16日(2005.6.16)
【出願人】(506027701)ジユデイチ ソチエタ ペル アチオーニ (2)
【Fターム(参考)】
[ Back to top ]