
被覆木板
本発明は被覆木板に関し、木板はコーティング材料によって被覆される。本発明において、コーティング材料はポリオレフィンフィルムから形成され、結晶質と非晶質の2種類の相を固定するとともに、耐磨耗性及び耐熱性コーティングを形成するために、ポリオレフィンフィルムは、架橋の割合がポリオレフィン非晶質の割合より10〜60%高くなるように少なくとも部分的に架橋される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1のプリアンブルにおいて定義されるような被覆木板(coated wood board)に関する。
【背景技術】
【0002】
様々な木板及び木板製造方法が従来技術から知られている。これらの製品は、土台となる製品を保護するために又は土台となる製品に特殊な表面特性を付与するためにコーティングを必要とすることが多い。
【0003】
木製品に使用されるコーティングは通常、有機ポリマーであり、大抵がフェノール樹脂、メラミン樹脂等の樹脂である。熱可塑性コーティングも使用されるが、熱可塑性コーティングには、いかにして木製パネル又は製品にこのコーティングを付着させるかという問題がある。ポリマーの下塗りは、ホットメルト接着剤を使用した1つの方法である。
【0004】
木板の作製では、樹脂及び様々な接着材料を使用して木板のベニヤを接着及び接合する。コーティングを木板へと、例えばポリウレタン又はフェノール系接着剤を使用して接着することが従来技術から知られている。
【0005】
マレイン酸化(maleated)ポリエチレン(MAPE)又はマレイン酸化ポリプロピレン(MAPP)を使用して木質繊維−ポリマー複合材料を形成することも知られており、マレイン酸化ポリマーは、繊維とポリマーとの結合剤として使用される。セルロース繊維は、ポリプロピレン−無水マレイン酸コポリマーで表面を改質できることが知られている。
【0006】
更に、欧州特許出願第0782917号(EP0782917)明細書から、押出成形フィルムで被覆された木板の作製が知られている。このフィルムは、一実施形態において、無水マレイン酸グラフト化エチル−ビニルアセテート(MA−g−EVA)コポリマーを含む。フィルム製造中にフィルムの処理は行われない(例えば、活性化を行わない)。
【0007】
例えば同じ場所での車輪のスピンによる磨耗力及び熱に対する耐性と、それと同時の高いスポット圧力での回転に対する耐性は、床表面のコーティング及び材料において簡単には達成できない目標である。これら両方の要件が、傾斜台又は類似の構造を介した車両への貨物の荷積み及び荷下ろしに同時に必要とされる。手動で運転するパレット運搬用トラックは1トンを超える積荷を4つの小さな車輪だけで支持して運搬することができる。このため、局所的なスポット様表面圧力は極めて高くなる。
【0008】
スピンテストは、車輪を正確に一箇所で短時間に亘って回転させて、実際の状況(例えば、パレット運搬用トラックの積載量が多く、トラックが限られた空間内で方向転換する)をシミュレートした場合の溶解に対する表面耐性を確認するために使用される。このようなスピンテストに合格するためには表面の溶解が起こらないことが必要であり、また回転試験に合格するためには、その下の表面層が、局所的な回転圧力に多サイクル数に亘って耐え得るだけ剥離することなく柔軟であることが必要である。
【0009】
関連する分野では今まで、このような目的のためには主に合板にコーティングを施しており、複数層のコーティングを使用し、ポリアミド層が柔軟性を付与し、フェノール性層が必要な硬さを付与していた。必要な層の総数は12〜18であった。フェノール性フィルムについては、色と、その色が不衛生な状態に関係しているような印象を与えるという問題点が知られている。この方法及び構造は、フィンランド特許第110495号(FI110495)明細書に記載されている。
【0010】
米国特許第7156944号(US7156944)明細書は、特定の接着剤が脆くなりすぎるのを防止するために、ポリマー混合物中の架橋性材料の量を制限するという解決策について記載している。
【0011】
ポリマー市場において、これを目的とした適切な材料は多く存在せず、その他の適切な材料は極めて高価であるため、このような用途では関心をもたれることがない。適切で望ましい硬さ/柔軟性のバランスに合わせてポリマー材料を改質する可能性には限界がある。
【0012】
(発明の目的)
本発明の目的は、新しいタイプの被覆木板を開示することである。本発明は、全く新しく極めて単純なやり方で木板のコーティング問題を解決することを目的とする。
【発明の概要】
【0013】
本発明による被覆木板は、請求項に記載の内容によって特徴づけられる。
【0014】
本発明は被覆木板に基づき、この木板はコーティング材料によって被覆される。木板は、木板のベニヤが互いに接合されるようにして形成される。本発明においてコーティング材料はポリオレフィンフィルムから形成され、結晶質と非晶質の2種類の相を固定するとともに、耐磨耗性及び耐熱性コーティングを形成するために、ポリオレフィンフィルムは、架橋の割合がポリオレフィン非晶質の割合より10〜60%大きくなるように少なくとも部分的に架橋される。架橋の割合が高すぎると材料が脆くなってしまうが、割合が低すぎると、依然として材料は磨耗/応力条件下で溶融してしまう。
【0015】
本発明は特に、樺材の合板(plywood)とほぼ同様の表面硬さを有する耐熱性及び耐摩耗性木板に基づく。コーティングは堅材コーティングに基づく。
【0016】
本明細書において、木板(wood board)は、いずれかの木製パネル製品、合板製品、複合材製品、パーティクルボード、ファイバーボード、梁、プレスパネル製品等を指し、これらは、多数のベニヤ及び主に木材をベースとした材料から形成され、ベニヤが互いに積層され接着されている。更に、木板はいずれかの木製製品又は繊維製品を指す。本明細書において、ベニヤはいずれかの材料層、典型的には薄い材料層を指す。好ましい実施形態において、木板は合板である。
【0017】
本発明による木板は、異なる厚さのベニヤ層を含み得る。ベニヤ層の厚さは様々である。ベニヤ層は望ましい位置に配置することができ、すなわち望ましい順序で横方向又は縦方向に配置することができる。
【0018】
本発明の一実施形態において、ポリオレフィンフィルムは少なくとも2つの層を含み、少なくとも、第1層である最上層が架橋される。
【0019】
一実施形態において、少なくとも1つの追加層が第1層と第2層との間に配置される。一実施形態において、フィルムは2つ以上の追加層、例えば2〜10の追加層を含み得る。一実施形態において、追加層は機能性添加剤を含有する。一実施形態において、追加層は、例えば、難燃剤、紫外線安定剤及び充填材を含有する。
【0020】
本発明の一実施形態において、ポリオレフィンフィルムは少なくとも部分的に架橋される。一実施形態においては、第1層が少なくとも部分的に架橋される。一実施形態においては、第2層が少なくとも部分的に架橋される。一実施形態において、ポリオレフィンフィルムは、シラン水分法(silane moisture method)、電子ビーム(EB)照射及びそれらの組み合わせの群から選択される方法によって架橋される。架橋は、ポリオレフィンフィルム形成中又はフィルムを木板にプレスする前に行い得る。一実施形態において、架橋剤は架橋中に使用される。架橋時間は、コーティングの厚さ、相対湿度、温度及びポリオレフィン材料の拡散定数に左右される。
【0021】
一実施形態において、架橋の照射における照射線量は、100〜200kGy、好ましくは125〜175kGyである。
【0022】
本発明の一実施形態において、ポリオレフィンフィルムの架橋密度は50〜70%、好ましい一実施形態において55〜67%である。
【0023】
本発明の一実施形態において、コーティング材料は触媒によって調製される。一実施形態においては、この触媒をシラングラフト化ポリオレフィンに添加する。一実施形態においては、この触媒を押出成形(extrusion)前にシラングラフト化ポリオレフィンに添加して架橋反応を加速させる。コーティング材料は、それ自体が既知である触媒を使用して調製することができる。
【0024】
本発明の一実施形態において、ポリオレフィンは、ポリエチレン、ポリプロピレン及びそれらの組み合わせの群から選択される。好ましい実施形態において、ポリオレフィンはポリエチレンである。ポリオレフィンフィルム又は各層は添加剤及び充填材を含むことができる。一実施形態において、ポリオレフィンフィルムは0〜40体積%の充填材を含有する。
【0025】
ポリオレフィンフィルム及び/又はフィルム層は、石油化学系及び再生可能な原材料から形成することができる。加えて、バイオベースポリマーを使用することができる。好ましくは、バイオベースポリマーは180℃を超える又は190℃を超える処理温度を有する。一実施形態において、全てのフィルム層は実質的に同じ材料から形成される。代替の実施形態においては、少なくとも1つのフィルム層が、その他のフィルム層とは異なる材料から形成される。
【0026】
異種のポリマーを互いに接着するために、相溶化剤をフィルムに添加することができる。
【0027】
本発明の一実施形態において、コーティング材料は、強化繊維、例えばガラス−ロックウール、炭素繊維、鉱物粒子、鉱物繊維、グラスファイバー、石英、酸化アルミニウム、紫外線保護剤及びそれらの組み合わせの群から選択される添加剤を含む。一実施形態において、コーティング材料は添加剤を最高30体積%含有する。
【0028】
本発明の一実施形態において、ポリオレフィンフィルムは、自己接着性コーティング材料を形成し且つ木板とポリオレフィンフィルムとの間で共有結合を形成するために、木材の−OH基との反応性基を含有する。ポリオレフィンフィルムは反応性基により自己接着性である。
【0029】
一実施形態において、ポリオレフィンフィルムは、無水マレイン酸反応性基を含有するマレイン酸化ポリオレフィンを含有する。
【0030】
一実施形態において、ポリオレフィンフィルムは、反応性基を含有するイソシアネートグラフト化ポリオレフィンを含有する。
【0031】
一実施形態において、木板の表面に最も近い少なくとも第2層が自己接着性層であり、この第2層が木材の−OH基と反応性の基を含有する。
【0032】
一実施形態において、ポリオレフィンフィルムの反応基は、自己接着性材料の製造中、180℃より高い温度、一実施形態においては190℃より高い温度で活性化される。一実施形態において、活性化に十分な時間は約0.5〜3分である。ここで形成されたフィルムは、最大数の共有結合を木材と形成可能な活性化官能基を含有する。ポリオレフィンフィルムの少なくとも片面をマレイン酸化すると、特にマレイン酸化層の温度が製造中に190℃を超え、マレイン酸がフィルム表面上で無水マレイン酸に転化されるようにマレイン酸化層を処理すると、ポリオレフィンフィルムを木材に直接接着させることができる。無水マレイン酸は木材と極めて反応性が高く、セルロースの−OH基と共有結合を形成する。この活性化がないと、通常のマレイン酸化フィルムは水素結合しか形成せず、水素結合は共有化学結合よりずっと弱い。このため、本発明では下塗り及び層の接合をすることなく、ポリオレフィンフィルムを木材表面に直接結合させることもできる。
【0033】
好ましい実施形態において、少なくとも1つのポリオレフィンフィルム層は、無水マレイン酸ポリオレフィンを含有する。好ましい実施形態において、マレイン酸化ポリオレフィンを含むフィルム又はフィルム層はポリマー、例えばポリエチレン又はポリプロピレンも含有する。好ましくは、マレイン酸化ポリオレフィンを含むフィルム層は本質的にMAPE+PE又はMAPP+PPからなる。
【0034】
本発明の一実施形態において、マレイン酸化ポリオレフィンは、マレイン酸をマレイン酸化ポリオレフィンの0.3〜15質量%、一実施形態においてはマレイン酸化ポリオレフィンの1〜5質量%含有する。好ましくは、フィルム層を望ましい度合いにまでマレイン酸化することによって、コーティング材料の摩擦及び濡れ特性を改善する。
【0035】
一実施形態においては、触媒をポリオレフィンフィルム製造において使用する。触媒は結合剤、例えば、無水マレイン酸と木材との間に形成される共有結合の頻度を上昇させる。ポリオレフィンフィルムは、それ自体が既知の触媒によって調製することができる。
【0036】
コーティングの厚さは、フィルム材料の特性及び木板の用途に応じて様々である。一実施形態において、ポリオレフィンフィルムは1.5〜3.0mmの厚さを有し、好ましい一実施形態においては約2.0〜2.5mmである。
【0037】
一実施形態において、コーティング材料は、それ自体が既知の装置及び方法、例えば、押出成形、共押出成形(co−extrusion)を使用して調製することができる。
【0038】
木板は、それ自体が既知の装置及び方法を使用して形成することができる。ベニヤの積層、これらの接合及び木板の形成におけるその他の典型的な工程は、当該分野でそれ自体が既知のいずれのやり方でも行なうことができる。コーティングは、ホットプレス技法、押出機を使用した技法、フィルム技法、ロール塗布技法、シリンダ塗布技法、塗膜及び多層塗膜塗布技法(全てそれ自体が既知である)及びこれらの組み合わせ又は対応する技法を使用して木板上に施すことができる。
【0039】
本発明の一実施形態において、コーティング材料は、ホットプレスによって木板に温度120〜170℃で取り付けられる。自己接着性コーティング材料は、反応性基によって木板に付着せられる。一実施形態における利点は、コーティングを木板表面に定着させるために必要な温度が120〜140℃にすぎないことである。ホットプレス条件、例えば温度、圧力及び時間は、木材のタイプ、例えば、トウヒ又は樺、及びポリオレフィンの溶融温度に左右される。
【0040】
一実施形態において、コーティング材料は、例えば樹脂又は接着剤を使用した接着によって木板に取り付けられる。
【0041】
本発明は、耐熱性及び耐磨耗性コーティング並びに高摩擦性コーティングを提供する。更に、本発明は、被覆のための単純で安価な解決策を提供する。
【0042】
本発明による木板は様々な用途に適している。この木板は、例えば床、トラック又はその他の輸送車両の床での用途及び高積載量の輸送用途に使用することができる。
以下において、本発明を添付の図1及び図2を参照しながら詳細な実施形態例によって説明する。
【図面の簡単な説明】
【0043】
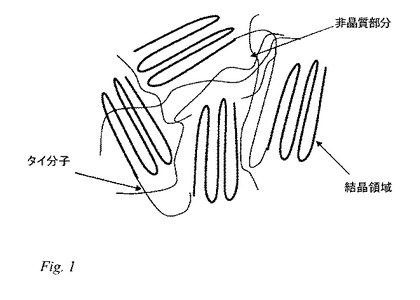
【図1】ポリエチレンの結晶質及び非晶質材料並びにタイ分子を示す。
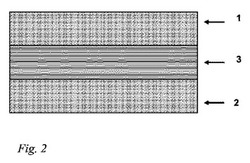
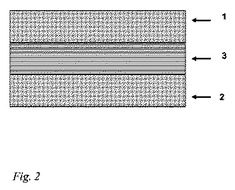
【図2】本発明によるコーティング材料構造を示す。
【発明を実施するための形態】
【0044】
(発明の詳細な説明)
図1は、ポリエチレンの結晶質及び非晶質材料並びにタイ分子を示す。
【0045】
試験において、架橋によってPEの耐熱性を劇的に改善できるが、照射された材料及びシラン架橋された材料は示差走査熱量測定(DSC)によって示されるような融点を依然として示すことが判明した。しかしながら、コーティングは固体に通常関係した特性を示し、300℃の高温であっても短時間では溶融した液体へと軟化しないように見える。ポリアミド66への同様の処理では同じ程度の耐熱性が得られないことも観察された。実際、ポリアミドは溶融して液体となる。
【0046】
これらの観察結果を説明するためには、溶融結晶化された、半結晶質のポリマーの照射の影響を考察する必要がある。照射工程によって非晶質ポリマー内の鎖が架橋されること、また半結晶質ポリマーにおいて、この工程が結晶子の非晶質相内でより効果的であることが良く知られている。
【0047】
従って、架橋工程によって、結晶ラメラが架橋非晶質領域によって効果的に拘束された微細構造が得られることが予測される。ポリマーは依然として示差走査熱量測定(DSC)によって示されるような融点を示すものの、融点を超えても高い構造的安定性が持続する。これは架橋されていない結晶ラメラだった領域が、架橋非晶質層によって効果的に固定されるからである。この効果がPEにおいてなぜこうも顕著であるかを説明するためには、タイ分子の概念も適用できると思われる。
【0048】
結晶ラメラは鎖が折り畳まれたものとして説明されることが多いが、一連のラメラの形成に関与する鎖の存在を無視するべきではない。これらのタイ分子がポリマーの非晶質領域のその他の鎖と架橋することを強いられると、結晶質層が更に拘束される。
【0049】
結晶質層は熱力学的な意味で実際に溶融し非晶質の液体となるが、関係する鎖は、この高温では期待されるレベルの移動度を示そうとはせず、鎖は、タイ分子の性質により非晶質層及び結晶質層の両方に効果的に結合される。上記の現象の結合によって、なぜPEが、観察された融点を超えた温度でも固体として挙動するかが説明される。
【0050】
上記に基づき、鎖が大部分折り畳まれた形態に結晶化されている半結晶質ポリマー、例えば、ポリアミド66は、照射に対する反応が芳しくなく、すなわち非晶質相における架橋は十分に起こるが、溶融後のラメラ領域の拘束レベルは、ポリマーに際立った耐熱性を付与するには不十分である。反対に、鎖の複数の結晶ラメラへのランダムなリエントリ(re−entry)(図1)を通して形成された結晶相は、架橋されると結晶質相を効果的に結合して溶融後の高い耐熱性を付与するタイ分子を示す傾向を有し、ポリマーはスピンテスト中に溶融しない。
【0051】
図2は、本発明のコーティング材料構造を示す。
【0052】
このコーティング材料はポリエチレンフィルムから形成され、フィルムは第1層(1)、第2層(2)及び追加層(3)の3層を含む。第1層は最上層(1)であり、第2層は木板の表面に最も近い底層(2)であり、追加層(3)は第1層と第2層との間に配置される。
【0053】
最上層(1)はポリエチレンから形成され、耐摩耗性及び耐熱性フィルム層を形成するために架橋される。底層(2)は、自己接着性フィルム層を形成するために無水マレイン酸ポリエチレン(MAPE)及びポリエチレンから形成される。
【0054】
追加層(3)は、最上層(1)と底層(2)との間に挟持される。追加層は、添加剤及び充填材、例えば、難燃剤を含む未架橋ポリエチレン又はポリプロピレンから形成される。
【0055】
試験で使用されるコーティング及び合板は、以下のようにして調製することができる。第1段階において、図2の3層コーティングフィルムをポリオレフィン、マレイン酸化ポリオレフィン並びに添加剤及び充填材から共押出成形によって調製する。このフィルムは、任意で、不織材料又は織物に取り付けることができる。第2層のマレイン酸化ポリオレフィンはマレイン酸を含有し、このマレイン酸は、フィルム製造中に、190℃より高い温度で無水マレイン酸に転化される。第1フィルム層は、電子ビームの照射によって架橋される。フィルムの層を接合することによってフィルムを形成する。第2段階において、形成されたフィルムをサイズに合わせて切断し、ホットプレス又は接着によって合板上に配置する。ホットプレスは、温度約130〜140℃、圧力約1.8N/mm2で約13分間に亘って行われる。接着は熱せられた接着剤、例えばポリウレタンによって行うことができる。
【0056】
異種のポリマーを共押出成形する場合は、これら異種の材料を接合するために、相溶化材料がコーティングにおいて必要とされる。
【実施例】
【0057】
実施例1
この実施例において、図2のコーティング材料及び本発明の合板を調製し、試験で使用した。
【0058】
市販の「Wisa−truck」タイプのコーティングの定義は、ポリアミド66(100μm)と、PFレゾール樹脂含有量140g/m2を有する、フェノールホルムアルデヒド樹脂を含浸させた80g/m2のクラフト紙とを6層に亘って合板上にプレスすることを意味する。最上層は、常にフェノール性紙層(phenolic paper layer)である。
【0059】
ここで、これらの応用例に合わせて特別なスピンテストを用意する。スピンテストは、直径200mm、幅90mmのポリアミド製の車輪を用いて行われる。車輪は、同じ場所で30000Nの荷重下、対応速度5km/時間でスピンする。20秒後に表面が溶融しないなら、スピンテストは合格となる。このスピンテストによって、当該分野で既知の標準的な試験より良好且つ正確にポリマーの耐性が求められる。このスピンテストは、溶融に対するポリマーの耐性の真の尺度である。
【0060】
回転試験はSS 923502に従って行なわれ、金属製の車輪はサンプル上を300kgの荷重下、前後に動きながら回転する。結果は目視によってなされ、100000サイクルで合格とする。
【0061】
この実施例においては、以下のパラメータをコーティングのホットプレスに使用した。ホットプレス温度:120〜135℃、ホットプレス時間:13分、ホットプレス圧力:1.8MPa。
【0062】
表1、性能特性

【0063】
表1からは、どちらの照射線量(125又は175kGy)についても、コーティングが十分に架橋され、スピンテスト中に溶融しないことを見て取ることができる。しかしながら、コーティングを最高13分間に亘って合板にホットプレス(135℃)する必要があるため、低線量の照射の場合、表面パターンが若干圧縮されてしまう。低ホットプレス温度(120℃)も試験したところ(120℃)、表面パターンに圧縮は見られなかったものの、接着剤が完全に硬化しなかった。線量175kGyで照射されたコーティングはコーティングに要求される判断基準を全て満たし、耐熱性及び耐摩耗性であり、合板へのホットプレス中に表面パターンが圧縮されることはなかった。
【0064】
表2、ポリマー特性
【0065】
表2から、コーティング1及びコーティング2の架橋密度が非晶質材料の割合より高いことを見て取ることができる(16〜24%)。また、結晶化度の割合及び溶融温度に変化はない。従って、材料の結晶質部分の架橋はない。これは、ポリエチレン結晶質相が複数の結晶ラメラへの鎖のランダムなリエントリを通して形成され、タイ分子が互いに結びついて全体の移動度を限定するという仮説を裏づけしている。
【0066】
表3、性能特性
【0067】
溶融粘度が高すぎることから、架橋されたコーティングのメルトフローインデックス(MFI)を測定できなかった。実際、架橋されたポリエチレンはメルトフローを示さないだけでなく、炉内に30分間に亘って190℃で21.6kgの荷重下に置かれてもその形状を維持した。
【0068】
表3の結果から、20%のグラスファイバーでは架橋に問題が生じないことが明らかである。従って、強化され且つより良好な熱収縮特性を示す耐熱性及び耐摩耗性コーティングを形成することが可能である。
【0069】
表4、ポリアミド66についての相対性能試験
【0070】
ここで(表4)、高い架橋密度にも関わらず、材料が回転試験は合格したがスピンテストは合格しなかったことを見て取ることができる。
【0071】
DSCの結果は、未架橋のポリアミド66と比較して、架橋されたポリアミド66の融点の大幅な低下を示す。架橋されたサンプルにおける溶融温度の低下は、高エネルギー電子堆積時の結晶サイズの低下に起因すると思われる。依然として非晶質相においては架橋が優勢的に起こっているが、2つの領域の界面でも架橋及び分岐があり、これが架橋されたサンプルにおける結晶化度の低下の理由である。これらの結果は、架橋後は結晶質材料が少なくなり、溶融温度が変化することを示唆する。これは、ポリアミド66の場合、なぜ架橋密度が非晶質材料の割合より高いかの説明となり得る。ポリアミドの結晶ラメラは大抵の場合、鎖が折り畳まれている。
【0072】
表5、シラン架橋ポリエチレンについての相対性能試験
SCは「若干の圧縮」を意味し、Cは「圧縮」を意味し、TCは「完全な圧縮」を意味し、NCは「変化なし」を意味する。
【0073】
ここで、ホットプレス後の圧縮された表面パターン及びスピンテストから、スピン中の溶融を防止するためにコーティングの厚み全体を架橋する必要はないことを見て取ることができる。コーティングの最上層だけを架橋する必要があるが、スピンテスト中の溶融を防止するに十分な架橋密度にまで架橋される。コーティング内に観察された気泡は触媒に起因するものと考えられ、3〜4%の触媒濃度が最適とみなされる。
【0074】
表6:シラン架橋ポリエチレンについての相対性能試験
SCは「若干の圧縮」を意味し、Cは「圧縮」を意味し、TCは「完全な圧縮」を意味し、NCは「変化なし」を意味する。
【0075】
水分架橋による架橋に関する最高の条件(表6)は、5時間に亘る蒸気下又は沸騰水浴である。全てのコーティングにおいて、架橋されたポリエチレンはスピンテストでは溶融しなかったが、十分な時間に亘って処理されなかった場合に、コーティングの磨耗が多く見られた。コーティングは、コーティングの外側から中心に向かって架橋すると考えられる。従って、コーティングがスピンテストに合格した理由は、コーティングの最上層が十分に架橋されたが、コーティングの中心部は架橋されなかったからであり、これはホットプレス中になぜパターンが圧縮されたかの説明となる。
【0076】
表7:シラン架橋ポリエチレンについての相対性能試験
SCは「若干の圧縮」を意味し、Cは「圧縮」を意味し、TCは「完全な圧縮」を意味し、NCは「変化なし」を意味する。
【0077】
ここで(表7)、コーティングの十分な層が架橋されると、コーティングが耐摩耗性であり且つ耐熱性となることを見て取ることができる。
【0078】
全体として、照射によって架橋されたコーティングでコーティングとして最高の性能及び外見が得られた。しかしながら、正しい量の触媒、正しい水分架橋条件及び時間であるならシランコーティングも許容範囲であった。
【0079】
表8、架橋、未架橋ポリエチレン及びWisa−Truckの耐薬品性
3は良好な耐性を意味し、2は中程度の耐性を意味し、1は耐性の低さを意味する。0は耐性がないことである(溶解する)。
【0080】
PEと比較したPEX125kGy及びPEX175kGyの耐薬品性は同様であった。Wisa−truckは25%のHNO3に対して値1を示し、PE及びPEXは全て値3を示した。NaOHの25%溶液の場合、Wisa−Truckは値2であり、PE及びPEXのコーティングは全て値3を示した。その他の化学薬品全てについて、これらの製品は全て値3を示した。使用した化学薬品はHCl(25%)、H2SO4(25%)、酢酸(25%)、アンモニア(25%)、メチルエチルケトン、アセトン、キシレン、ガソリン、グリース、ディーゼル油であった。
【0081】
耐薬品性の試験結果(表8)から、架橋によってポリエチレンの耐薬品性は改善されないことは明らかであるが、耐薬品性の低下もない。ポリエチレン及び架橋ポリエチレンは、硝酸及び水酸化ナトリウムに対する耐薬品性が現行のWisa−Truckより著しく高い。しかしながら、Wisa−Truckは、MEK、アセトン及びキシレンに対しての耐性が若干高い。全体として、架橋されたポリエチレンは現行のWisa−Truckより耐薬品性が高い。
【0082】
本発明による木板は、様々なタイプの用途のための様々な実施形態において適当である。
【0083】
本発明の実施形態は提示した実施形態に限定されず、多くの変形が付随する請求項の範囲内で可能である。
【技術分野】
【0001】
本発明は、請求項1のプリアンブルにおいて定義されるような被覆木板(coated wood board)に関する。
【背景技術】
【0002】
様々な木板及び木板製造方法が従来技術から知られている。これらの製品は、土台となる製品を保護するために又は土台となる製品に特殊な表面特性を付与するためにコーティングを必要とすることが多い。
【0003】
木製品に使用されるコーティングは通常、有機ポリマーであり、大抵がフェノール樹脂、メラミン樹脂等の樹脂である。熱可塑性コーティングも使用されるが、熱可塑性コーティングには、いかにして木製パネル又は製品にこのコーティングを付着させるかという問題がある。ポリマーの下塗りは、ホットメルト接着剤を使用した1つの方法である。
【0004】
木板の作製では、樹脂及び様々な接着材料を使用して木板のベニヤを接着及び接合する。コーティングを木板へと、例えばポリウレタン又はフェノール系接着剤を使用して接着することが従来技術から知られている。
【0005】
マレイン酸化(maleated)ポリエチレン(MAPE)又はマレイン酸化ポリプロピレン(MAPP)を使用して木質繊維−ポリマー複合材料を形成することも知られており、マレイン酸化ポリマーは、繊維とポリマーとの結合剤として使用される。セルロース繊維は、ポリプロピレン−無水マレイン酸コポリマーで表面を改質できることが知られている。
【0006】
更に、欧州特許出願第0782917号(EP0782917)明細書から、押出成形フィルムで被覆された木板の作製が知られている。このフィルムは、一実施形態において、無水マレイン酸グラフト化エチル−ビニルアセテート(MA−g−EVA)コポリマーを含む。フィルム製造中にフィルムの処理は行われない(例えば、活性化を行わない)。
【0007】
例えば同じ場所での車輪のスピンによる磨耗力及び熱に対する耐性と、それと同時の高いスポット圧力での回転に対する耐性は、床表面のコーティング及び材料において簡単には達成できない目標である。これら両方の要件が、傾斜台又は類似の構造を介した車両への貨物の荷積み及び荷下ろしに同時に必要とされる。手動で運転するパレット運搬用トラックは1トンを超える積荷を4つの小さな車輪だけで支持して運搬することができる。このため、局所的なスポット様表面圧力は極めて高くなる。
【0008】
スピンテストは、車輪を正確に一箇所で短時間に亘って回転させて、実際の状況(例えば、パレット運搬用トラックの積載量が多く、トラックが限られた空間内で方向転換する)をシミュレートした場合の溶解に対する表面耐性を確認するために使用される。このようなスピンテストに合格するためには表面の溶解が起こらないことが必要であり、また回転試験に合格するためには、その下の表面層が、局所的な回転圧力に多サイクル数に亘って耐え得るだけ剥離することなく柔軟であることが必要である。
【0009】
関連する分野では今まで、このような目的のためには主に合板にコーティングを施しており、複数層のコーティングを使用し、ポリアミド層が柔軟性を付与し、フェノール性層が必要な硬さを付与していた。必要な層の総数は12〜18であった。フェノール性フィルムについては、色と、その色が不衛生な状態に関係しているような印象を与えるという問題点が知られている。この方法及び構造は、フィンランド特許第110495号(FI110495)明細書に記載されている。
【0010】
米国特許第7156944号(US7156944)明細書は、特定の接着剤が脆くなりすぎるのを防止するために、ポリマー混合物中の架橋性材料の量を制限するという解決策について記載している。
【0011】
ポリマー市場において、これを目的とした適切な材料は多く存在せず、その他の適切な材料は極めて高価であるため、このような用途では関心をもたれることがない。適切で望ましい硬さ/柔軟性のバランスに合わせてポリマー材料を改質する可能性には限界がある。
【0012】
(発明の目的)
本発明の目的は、新しいタイプの被覆木板を開示することである。本発明は、全く新しく極めて単純なやり方で木板のコーティング問題を解決することを目的とする。
【発明の概要】
【0013】
本発明による被覆木板は、請求項に記載の内容によって特徴づけられる。
【0014】
本発明は被覆木板に基づき、この木板はコーティング材料によって被覆される。木板は、木板のベニヤが互いに接合されるようにして形成される。本発明においてコーティング材料はポリオレフィンフィルムから形成され、結晶質と非晶質の2種類の相を固定するとともに、耐磨耗性及び耐熱性コーティングを形成するために、ポリオレフィンフィルムは、架橋の割合がポリオレフィン非晶質の割合より10〜60%大きくなるように少なくとも部分的に架橋される。架橋の割合が高すぎると材料が脆くなってしまうが、割合が低すぎると、依然として材料は磨耗/応力条件下で溶融してしまう。
【0015】
本発明は特に、樺材の合板(plywood)とほぼ同様の表面硬さを有する耐熱性及び耐摩耗性木板に基づく。コーティングは堅材コーティングに基づく。
【0016】
本明細書において、木板(wood board)は、いずれかの木製パネル製品、合板製品、複合材製品、パーティクルボード、ファイバーボード、梁、プレスパネル製品等を指し、これらは、多数のベニヤ及び主に木材をベースとした材料から形成され、ベニヤが互いに積層され接着されている。更に、木板はいずれかの木製製品又は繊維製品を指す。本明細書において、ベニヤはいずれかの材料層、典型的には薄い材料層を指す。好ましい実施形態において、木板は合板である。
【0017】
本発明による木板は、異なる厚さのベニヤ層を含み得る。ベニヤ層の厚さは様々である。ベニヤ層は望ましい位置に配置することができ、すなわち望ましい順序で横方向又は縦方向に配置することができる。
【0018】
本発明の一実施形態において、ポリオレフィンフィルムは少なくとも2つの層を含み、少なくとも、第1層である最上層が架橋される。
【0019】
一実施形態において、少なくとも1つの追加層が第1層と第2層との間に配置される。一実施形態において、フィルムは2つ以上の追加層、例えば2〜10の追加層を含み得る。一実施形態において、追加層は機能性添加剤を含有する。一実施形態において、追加層は、例えば、難燃剤、紫外線安定剤及び充填材を含有する。
【0020】
本発明の一実施形態において、ポリオレフィンフィルムは少なくとも部分的に架橋される。一実施形態においては、第1層が少なくとも部分的に架橋される。一実施形態においては、第2層が少なくとも部分的に架橋される。一実施形態において、ポリオレフィンフィルムは、シラン水分法(silane moisture method)、電子ビーム(EB)照射及びそれらの組み合わせの群から選択される方法によって架橋される。架橋は、ポリオレフィンフィルム形成中又はフィルムを木板にプレスする前に行い得る。一実施形態において、架橋剤は架橋中に使用される。架橋時間は、コーティングの厚さ、相対湿度、温度及びポリオレフィン材料の拡散定数に左右される。
【0021】
一実施形態において、架橋の照射における照射線量は、100〜200kGy、好ましくは125〜175kGyである。
【0022】
本発明の一実施形態において、ポリオレフィンフィルムの架橋密度は50〜70%、好ましい一実施形態において55〜67%である。
【0023】
本発明の一実施形態において、コーティング材料は触媒によって調製される。一実施形態においては、この触媒をシラングラフト化ポリオレフィンに添加する。一実施形態においては、この触媒を押出成形(extrusion)前にシラングラフト化ポリオレフィンに添加して架橋反応を加速させる。コーティング材料は、それ自体が既知である触媒を使用して調製することができる。
【0024】
本発明の一実施形態において、ポリオレフィンは、ポリエチレン、ポリプロピレン及びそれらの組み合わせの群から選択される。好ましい実施形態において、ポリオレフィンはポリエチレンである。ポリオレフィンフィルム又は各層は添加剤及び充填材を含むことができる。一実施形態において、ポリオレフィンフィルムは0〜40体積%の充填材を含有する。
【0025】
ポリオレフィンフィルム及び/又はフィルム層は、石油化学系及び再生可能な原材料から形成することができる。加えて、バイオベースポリマーを使用することができる。好ましくは、バイオベースポリマーは180℃を超える又は190℃を超える処理温度を有する。一実施形態において、全てのフィルム層は実質的に同じ材料から形成される。代替の実施形態においては、少なくとも1つのフィルム層が、その他のフィルム層とは異なる材料から形成される。
【0026】
異種のポリマーを互いに接着するために、相溶化剤をフィルムに添加することができる。
【0027】
本発明の一実施形態において、コーティング材料は、強化繊維、例えばガラス−ロックウール、炭素繊維、鉱物粒子、鉱物繊維、グラスファイバー、石英、酸化アルミニウム、紫外線保護剤及びそれらの組み合わせの群から選択される添加剤を含む。一実施形態において、コーティング材料は添加剤を最高30体積%含有する。
【0028】
本発明の一実施形態において、ポリオレフィンフィルムは、自己接着性コーティング材料を形成し且つ木板とポリオレフィンフィルムとの間で共有結合を形成するために、木材の−OH基との反応性基を含有する。ポリオレフィンフィルムは反応性基により自己接着性である。
【0029】
一実施形態において、ポリオレフィンフィルムは、無水マレイン酸反応性基を含有するマレイン酸化ポリオレフィンを含有する。
【0030】
一実施形態において、ポリオレフィンフィルムは、反応性基を含有するイソシアネートグラフト化ポリオレフィンを含有する。
【0031】
一実施形態において、木板の表面に最も近い少なくとも第2層が自己接着性層であり、この第2層が木材の−OH基と反応性の基を含有する。
【0032】
一実施形態において、ポリオレフィンフィルムの反応基は、自己接着性材料の製造中、180℃より高い温度、一実施形態においては190℃より高い温度で活性化される。一実施形態において、活性化に十分な時間は約0.5〜3分である。ここで形成されたフィルムは、最大数の共有結合を木材と形成可能な活性化官能基を含有する。ポリオレフィンフィルムの少なくとも片面をマレイン酸化すると、特にマレイン酸化層の温度が製造中に190℃を超え、マレイン酸がフィルム表面上で無水マレイン酸に転化されるようにマレイン酸化層を処理すると、ポリオレフィンフィルムを木材に直接接着させることができる。無水マレイン酸は木材と極めて反応性が高く、セルロースの−OH基と共有結合を形成する。この活性化がないと、通常のマレイン酸化フィルムは水素結合しか形成せず、水素結合は共有化学結合よりずっと弱い。このため、本発明では下塗り及び層の接合をすることなく、ポリオレフィンフィルムを木材表面に直接結合させることもできる。
【0033】
好ましい実施形態において、少なくとも1つのポリオレフィンフィルム層は、無水マレイン酸ポリオレフィンを含有する。好ましい実施形態において、マレイン酸化ポリオレフィンを含むフィルム又はフィルム層はポリマー、例えばポリエチレン又はポリプロピレンも含有する。好ましくは、マレイン酸化ポリオレフィンを含むフィルム層は本質的にMAPE+PE又はMAPP+PPからなる。
【0034】
本発明の一実施形態において、マレイン酸化ポリオレフィンは、マレイン酸をマレイン酸化ポリオレフィンの0.3〜15質量%、一実施形態においてはマレイン酸化ポリオレフィンの1〜5質量%含有する。好ましくは、フィルム層を望ましい度合いにまでマレイン酸化することによって、コーティング材料の摩擦及び濡れ特性を改善する。
【0035】
一実施形態においては、触媒をポリオレフィンフィルム製造において使用する。触媒は結合剤、例えば、無水マレイン酸と木材との間に形成される共有結合の頻度を上昇させる。ポリオレフィンフィルムは、それ自体が既知の触媒によって調製することができる。
【0036】
コーティングの厚さは、フィルム材料の特性及び木板の用途に応じて様々である。一実施形態において、ポリオレフィンフィルムは1.5〜3.0mmの厚さを有し、好ましい一実施形態においては約2.0〜2.5mmである。
【0037】
一実施形態において、コーティング材料は、それ自体が既知の装置及び方法、例えば、押出成形、共押出成形(co−extrusion)を使用して調製することができる。
【0038】
木板は、それ自体が既知の装置及び方法を使用して形成することができる。ベニヤの積層、これらの接合及び木板の形成におけるその他の典型的な工程は、当該分野でそれ自体が既知のいずれのやり方でも行なうことができる。コーティングは、ホットプレス技法、押出機を使用した技法、フィルム技法、ロール塗布技法、シリンダ塗布技法、塗膜及び多層塗膜塗布技法(全てそれ自体が既知である)及びこれらの組み合わせ又は対応する技法を使用して木板上に施すことができる。
【0039】
本発明の一実施形態において、コーティング材料は、ホットプレスによって木板に温度120〜170℃で取り付けられる。自己接着性コーティング材料は、反応性基によって木板に付着せられる。一実施形態における利点は、コーティングを木板表面に定着させるために必要な温度が120〜140℃にすぎないことである。ホットプレス条件、例えば温度、圧力及び時間は、木材のタイプ、例えば、トウヒ又は樺、及びポリオレフィンの溶融温度に左右される。
【0040】
一実施形態において、コーティング材料は、例えば樹脂又は接着剤を使用した接着によって木板に取り付けられる。
【0041】
本発明は、耐熱性及び耐磨耗性コーティング並びに高摩擦性コーティングを提供する。更に、本発明は、被覆のための単純で安価な解決策を提供する。
【0042】
本発明による木板は様々な用途に適している。この木板は、例えば床、トラック又はその他の輸送車両の床での用途及び高積載量の輸送用途に使用することができる。
以下において、本発明を添付の図1及び図2を参照しながら詳細な実施形態例によって説明する。
【図面の簡単な説明】
【0043】
【図1】ポリエチレンの結晶質及び非晶質材料並びにタイ分子を示す。
【図2】本発明によるコーティング材料構造を示す。
【発明を実施するための形態】
【0044】
(発明の詳細な説明)
図1は、ポリエチレンの結晶質及び非晶質材料並びにタイ分子を示す。
【0045】
試験において、架橋によってPEの耐熱性を劇的に改善できるが、照射された材料及びシラン架橋された材料は示差走査熱量測定(DSC)によって示されるような融点を依然として示すことが判明した。しかしながら、コーティングは固体に通常関係した特性を示し、300℃の高温であっても短時間では溶融した液体へと軟化しないように見える。ポリアミド66への同様の処理では同じ程度の耐熱性が得られないことも観察された。実際、ポリアミドは溶融して液体となる。
【0046】
これらの観察結果を説明するためには、溶融結晶化された、半結晶質のポリマーの照射の影響を考察する必要がある。照射工程によって非晶質ポリマー内の鎖が架橋されること、また半結晶質ポリマーにおいて、この工程が結晶子の非晶質相内でより効果的であることが良く知られている。
【0047】
従って、架橋工程によって、結晶ラメラが架橋非晶質領域によって効果的に拘束された微細構造が得られることが予測される。ポリマーは依然として示差走査熱量測定(DSC)によって示されるような融点を示すものの、融点を超えても高い構造的安定性が持続する。これは架橋されていない結晶ラメラだった領域が、架橋非晶質層によって効果的に固定されるからである。この効果がPEにおいてなぜこうも顕著であるかを説明するためには、タイ分子の概念も適用できると思われる。
【0048】
結晶ラメラは鎖が折り畳まれたものとして説明されることが多いが、一連のラメラの形成に関与する鎖の存在を無視するべきではない。これらのタイ分子がポリマーの非晶質領域のその他の鎖と架橋することを強いられると、結晶質層が更に拘束される。
【0049】
結晶質層は熱力学的な意味で実際に溶融し非晶質の液体となるが、関係する鎖は、この高温では期待されるレベルの移動度を示そうとはせず、鎖は、タイ分子の性質により非晶質層及び結晶質層の両方に効果的に結合される。上記の現象の結合によって、なぜPEが、観察された融点を超えた温度でも固体として挙動するかが説明される。
【0050】
上記に基づき、鎖が大部分折り畳まれた形態に結晶化されている半結晶質ポリマー、例えば、ポリアミド66は、照射に対する反応が芳しくなく、すなわち非晶質相における架橋は十分に起こるが、溶融後のラメラ領域の拘束レベルは、ポリマーに際立った耐熱性を付与するには不十分である。反対に、鎖の複数の結晶ラメラへのランダムなリエントリ(re−entry)(図1)を通して形成された結晶相は、架橋されると結晶質相を効果的に結合して溶融後の高い耐熱性を付与するタイ分子を示す傾向を有し、ポリマーはスピンテスト中に溶融しない。
【0051】
図2は、本発明のコーティング材料構造を示す。
【0052】
このコーティング材料はポリエチレンフィルムから形成され、フィルムは第1層(1)、第2層(2)及び追加層(3)の3層を含む。第1層は最上層(1)であり、第2層は木板の表面に最も近い底層(2)であり、追加層(3)は第1層と第2層との間に配置される。
【0053】
最上層(1)はポリエチレンから形成され、耐摩耗性及び耐熱性フィルム層を形成するために架橋される。底層(2)は、自己接着性フィルム層を形成するために無水マレイン酸ポリエチレン(MAPE)及びポリエチレンから形成される。
【0054】
追加層(3)は、最上層(1)と底層(2)との間に挟持される。追加層は、添加剤及び充填材、例えば、難燃剤を含む未架橋ポリエチレン又はポリプロピレンから形成される。
【0055】
試験で使用されるコーティング及び合板は、以下のようにして調製することができる。第1段階において、図2の3層コーティングフィルムをポリオレフィン、マレイン酸化ポリオレフィン並びに添加剤及び充填材から共押出成形によって調製する。このフィルムは、任意で、不織材料又は織物に取り付けることができる。第2層のマレイン酸化ポリオレフィンはマレイン酸を含有し、このマレイン酸は、フィルム製造中に、190℃より高い温度で無水マレイン酸に転化される。第1フィルム層は、電子ビームの照射によって架橋される。フィルムの層を接合することによってフィルムを形成する。第2段階において、形成されたフィルムをサイズに合わせて切断し、ホットプレス又は接着によって合板上に配置する。ホットプレスは、温度約130〜140℃、圧力約1.8N/mm2で約13分間に亘って行われる。接着は熱せられた接着剤、例えばポリウレタンによって行うことができる。
【0056】
異種のポリマーを共押出成形する場合は、これら異種の材料を接合するために、相溶化材料がコーティングにおいて必要とされる。
【実施例】
【0057】
実施例1
この実施例において、図2のコーティング材料及び本発明の合板を調製し、試験で使用した。
【0058】
市販の「Wisa−truck」タイプのコーティングの定義は、ポリアミド66(100μm)と、PFレゾール樹脂含有量140g/m2を有する、フェノールホルムアルデヒド樹脂を含浸させた80g/m2のクラフト紙とを6層に亘って合板上にプレスすることを意味する。最上層は、常にフェノール性紙層(phenolic paper layer)である。
【0059】
ここで、これらの応用例に合わせて特別なスピンテストを用意する。スピンテストは、直径200mm、幅90mmのポリアミド製の車輪を用いて行われる。車輪は、同じ場所で30000Nの荷重下、対応速度5km/時間でスピンする。20秒後に表面が溶融しないなら、スピンテストは合格となる。このスピンテストによって、当該分野で既知の標準的な試験より良好且つ正確にポリマーの耐性が求められる。このスピンテストは、溶融に対するポリマーの耐性の真の尺度である。
【0060】
回転試験はSS 923502に従って行なわれ、金属製の車輪はサンプル上を300kgの荷重下、前後に動きながら回転する。結果は目視によってなされ、100000サイクルで合格とする。
【0061】
この実施例においては、以下のパラメータをコーティングのホットプレスに使用した。ホットプレス温度:120〜135℃、ホットプレス時間:13分、ホットプレス圧力:1.8MPa。
【0062】
表1、性能特性
【0063】
表1からは、どちらの照射線量(125又は175kGy)についても、コーティングが十分に架橋され、スピンテスト中に溶融しないことを見て取ることができる。しかしながら、コーティングを最高13分間に亘って合板にホットプレス(135℃)する必要があるため、低線量の照射の場合、表面パターンが若干圧縮されてしまう。低ホットプレス温度(120℃)も試験したところ(120℃)、表面パターンに圧縮は見られなかったものの、接着剤が完全に硬化しなかった。線量175kGyで照射されたコーティングはコーティングに要求される判断基準を全て満たし、耐熱性及び耐摩耗性であり、合板へのホットプレス中に表面パターンが圧縮されることはなかった。
【0064】
表2、ポリマー特性
【0065】
表2から、コーティング1及びコーティング2の架橋密度が非晶質材料の割合より高いことを見て取ることができる(16〜24%)。また、結晶化度の割合及び溶融温度に変化はない。従って、材料の結晶質部分の架橋はない。これは、ポリエチレン結晶質相が複数の結晶ラメラへの鎖のランダムなリエントリを通して形成され、タイ分子が互いに結びついて全体の移動度を限定するという仮説を裏づけしている。
【0066】
表3、性能特性
【0067】
溶融粘度が高すぎることから、架橋されたコーティングのメルトフローインデックス(MFI)を測定できなかった。実際、架橋されたポリエチレンはメルトフローを示さないだけでなく、炉内に30分間に亘って190℃で21.6kgの荷重下に置かれてもその形状を維持した。
【0068】
表3の結果から、20%のグラスファイバーでは架橋に問題が生じないことが明らかである。従って、強化され且つより良好な熱収縮特性を示す耐熱性及び耐摩耗性コーティングを形成することが可能である。
【0069】
表4、ポリアミド66についての相対性能試験
【0070】
ここで(表4)、高い架橋密度にも関わらず、材料が回転試験は合格したがスピンテストは合格しなかったことを見て取ることができる。
【0071】
DSCの結果は、未架橋のポリアミド66と比較して、架橋されたポリアミド66の融点の大幅な低下を示す。架橋されたサンプルにおける溶融温度の低下は、高エネルギー電子堆積時の結晶サイズの低下に起因すると思われる。依然として非晶質相においては架橋が優勢的に起こっているが、2つの領域の界面でも架橋及び分岐があり、これが架橋されたサンプルにおける結晶化度の低下の理由である。これらの結果は、架橋後は結晶質材料が少なくなり、溶融温度が変化することを示唆する。これは、ポリアミド66の場合、なぜ架橋密度が非晶質材料の割合より高いかの説明となり得る。ポリアミドの結晶ラメラは大抵の場合、鎖が折り畳まれている。
【0072】
表5、シラン架橋ポリエチレンについての相対性能試験
SCは「若干の圧縮」を意味し、Cは「圧縮」を意味し、TCは「完全な圧縮」を意味し、NCは「変化なし」を意味する。
【0073】
ここで、ホットプレス後の圧縮された表面パターン及びスピンテストから、スピン中の溶融を防止するためにコーティングの厚み全体を架橋する必要はないことを見て取ることができる。コーティングの最上層だけを架橋する必要があるが、スピンテスト中の溶融を防止するに十分な架橋密度にまで架橋される。コーティング内に観察された気泡は触媒に起因するものと考えられ、3〜4%の触媒濃度が最適とみなされる。
【0074】
表6:シラン架橋ポリエチレンについての相対性能試験
SCは「若干の圧縮」を意味し、Cは「圧縮」を意味し、TCは「完全な圧縮」を意味し、NCは「変化なし」を意味する。
【0075】
水分架橋による架橋に関する最高の条件(表6)は、5時間に亘る蒸気下又は沸騰水浴である。全てのコーティングにおいて、架橋されたポリエチレンはスピンテストでは溶融しなかったが、十分な時間に亘って処理されなかった場合に、コーティングの磨耗が多く見られた。コーティングは、コーティングの外側から中心に向かって架橋すると考えられる。従って、コーティングがスピンテストに合格した理由は、コーティングの最上層が十分に架橋されたが、コーティングの中心部は架橋されなかったからであり、これはホットプレス中になぜパターンが圧縮されたかの説明となる。
【0076】
表7:シラン架橋ポリエチレンについての相対性能試験
SCは「若干の圧縮」を意味し、Cは「圧縮」を意味し、TCは「完全な圧縮」を意味し、NCは「変化なし」を意味する。
【0077】
ここで(表7)、コーティングの十分な層が架橋されると、コーティングが耐摩耗性であり且つ耐熱性となることを見て取ることができる。
【0078】
全体として、照射によって架橋されたコーティングでコーティングとして最高の性能及び外見が得られた。しかしながら、正しい量の触媒、正しい水分架橋条件及び時間であるならシランコーティングも許容範囲であった。
【0079】
表8、架橋、未架橋ポリエチレン及びWisa−Truckの耐薬品性
3は良好な耐性を意味し、2は中程度の耐性を意味し、1は耐性の低さを意味する。0は耐性がないことである(溶解する)。
【0080】
PEと比較したPEX125kGy及びPEX175kGyの耐薬品性は同様であった。Wisa−truckは25%のHNO3に対して値1を示し、PE及びPEXは全て値3を示した。NaOHの25%溶液の場合、Wisa−Truckは値2であり、PE及びPEXのコーティングは全て値3を示した。その他の化学薬品全てについて、これらの製品は全て値3を示した。使用した化学薬品はHCl(25%)、H2SO4(25%)、酢酸(25%)、アンモニア(25%)、メチルエチルケトン、アセトン、キシレン、ガソリン、グリース、ディーゼル油であった。
【0081】
耐薬品性の試験結果(表8)から、架橋によってポリエチレンの耐薬品性は改善されないことは明らかであるが、耐薬品性の低下もない。ポリエチレン及び架橋ポリエチレンは、硝酸及び水酸化ナトリウムに対する耐薬品性が現行のWisa−Truckより著しく高い。しかしながら、Wisa−Truckは、MEK、アセトン及びキシレンに対しての耐性が若干高い。全体として、架橋されたポリエチレンは現行のWisa−Truckより耐薬品性が高い。
【0082】
本発明による木板は、様々なタイプの用途のための様々な実施形態において適当である。
【0083】
本発明の実施形態は提示した実施形態に限定されず、多くの変形が付随する請求項の範囲内で可能である。
【特許請求の範囲】
【請求項1】
木板がコーティング材料によって被覆された被覆木板であって、前記コーティング材料がポリオレフィンフィルムから形成され、結晶質と非晶質の2種類の相を固定するとともに、耐磨耗性及び耐熱性コーティングを形成するために、前記ポリオレフィンフィルムが、架橋の割合がポリオレフィン非晶質の割合より10〜60%大きくなるように少なくとも部分的に架橋されることを特徴とする木板。
【請求項2】
ポリオレフィンが、ポリエチレン、ポリプロピレン及びそれらの組み合わせの群から選択される、請求項1に記載の木板。
【請求項3】
前記ポリオレフィンフィルムが、自己接着性コーティング材料を形成するために、木材の−OH基と反応性の基を含有する、請求項1又は2に記載の木板。
【請求項4】
前記ポリオレフィンフィルムが、無水マレイン酸反応性基を含有するマレイン酸化ポリオレフィンを含有する、請求項1〜3のいずれか1項に記載の木板。
【請求項5】
前記ポリオレフィンフィルムが、少なくとも2つの層を含み、少なくとも最上層が架橋される、請求項1〜4のいずれか1項に記載の木板。
【請求項6】
前記ポリオレフィンフィルムが、シラン水分法及び/又は電子ビーム照射によって少なくとも部分的に架橋される、請求項1〜5のいずれか1項に記載の木板。
【請求項7】
前記ポリオレフィンフィルムの架橋密度が、50〜70%である、請求項1〜6のいずれか1項に記載の木板。
【請求項8】
前記コーティング材料が、押出成形又は共押出成形によって調製される、請求項1〜7のいずれか1項に記載の木板。
【請求項9】
前記コーティング材料が、触媒によって調製される、請求項1〜8のいずれか1項に記載の木板。
【請求項10】
前記コーティング材料が、接着によって前記木板に取り付けられる、請求項1〜9のいずれか1項に記載の木板。
【請求項11】
前記コーティング材料が、ホットプレスによって温度120〜170℃で前記木板に取り付けられる、請求項1〜10のいずれか1項に記載の木板。
【請求項12】
前記コーティング材料が、強化繊維、例えばガラス−ロックウール、炭素繊維、鉱物粒子、鉱物繊維、グラスファイバー、石英、酸化アルミニウム、紫外線保護剤及びそれらの組み合わせの群から選択される添加剤を含む、請求項1〜11のいずれか1項に記載の木板。
【請求項1】
木板がコーティング材料によって被覆された被覆木板であって、前記コーティング材料がポリオレフィンフィルムから形成され、結晶質と非晶質の2種類の相を固定するとともに、耐磨耗性及び耐熱性コーティングを形成するために、前記ポリオレフィンフィルムが、架橋の割合がポリオレフィン非晶質の割合より10〜60%大きくなるように少なくとも部分的に架橋されることを特徴とする木板。
【請求項2】
ポリオレフィンが、ポリエチレン、ポリプロピレン及びそれらの組み合わせの群から選択される、請求項1に記載の木板。
【請求項3】
前記ポリオレフィンフィルムが、自己接着性コーティング材料を形成するために、木材の−OH基と反応性の基を含有する、請求項1又は2に記載の木板。
【請求項4】
前記ポリオレフィンフィルムが、無水マレイン酸反応性基を含有するマレイン酸化ポリオレフィンを含有する、請求項1〜3のいずれか1項に記載の木板。
【請求項5】
前記ポリオレフィンフィルムが、少なくとも2つの層を含み、少なくとも最上層が架橋される、請求項1〜4のいずれか1項に記載の木板。
【請求項6】
前記ポリオレフィンフィルムが、シラン水分法及び/又は電子ビーム照射によって少なくとも部分的に架橋される、請求項1〜5のいずれか1項に記載の木板。
【請求項7】
前記ポリオレフィンフィルムの架橋密度が、50〜70%である、請求項1〜6のいずれか1項に記載の木板。
【請求項8】
前記コーティング材料が、押出成形又は共押出成形によって調製される、請求項1〜7のいずれか1項に記載の木板。
【請求項9】
前記コーティング材料が、触媒によって調製される、請求項1〜8のいずれか1項に記載の木板。
【請求項10】
前記コーティング材料が、接着によって前記木板に取り付けられる、請求項1〜9のいずれか1項に記載の木板。
【請求項11】
前記コーティング材料が、ホットプレスによって温度120〜170℃で前記木板に取り付けられる、請求項1〜10のいずれか1項に記載の木板。
【請求項12】
前記コーティング材料が、強化繊維、例えばガラス−ロックウール、炭素繊維、鉱物粒子、鉱物繊維、グラスファイバー、石英、酸化アルミニウム、紫外線保護剤及びそれらの組み合わせの群から選択される添加剤を含む、請求項1〜11のいずれか1項に記載の木板。
【図1】

【図2】
【図2】
【公表番号】特表2011−515240(P2011−515240A)
【公表日】平成23年5月19日(2011.5.19)
【国際特許分類】
【出願番号】特願2010−547208(P2010−547208)
【出願日】平成21年2月18日(2009.2.18)
【国際出願番号】PCT/FI2009/050132
【国際公開番号】WO2009/103849
【国際公開日】平成21年8月27日(2009.8.27)
【出願人】(510224538)
【Fターム(参考)】
【公表日】平成23年5月19日(2011.5.19)
【国際特許分類】
【出願日】平成21年2月18日(2009.2.18)
【国際出願番号】PCT/FI2009/050132
【国際公開番号】WO2009/103849
【国際公開日】平成21年8月27日(2009.8.27)
【出願人】(510224538)
【Fターム(参考)】
[ Back to top ]