
被覆金属成形品および被覆金属成形品の製造方法
クロメート処理を施すことなく、かつ、中間層に添加するフェノール化合物の種類によらず、優れた防錆性や耐食性を有する被覆金属成形品および被覆金属成形品の製造方法を提供する。
金属成形品の表面上に、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、を順次に形成するとともに、フッ素樹脂含有層に、ポリエステル樹脂、ポリアクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂の少なくとも一つの有機樹脂と、フッ素樹脂とを含有するとともに、有機樹脂100重量部に対して、フッ素樹脂の添加量を1〜200重量部の範囲内の値とする被覆金属成形品およびそのような被覆金属成形品の製造方法である。
金属成形品の表面上に、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、を順次に形成するとともに、フッ素樹脂含有層に、ポリエステル樹脂、ポリアクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂の少なくとも一つの有機樹脂と、フッ素樹脂とを含有するとともに、有機樹脂100重量部に対して、フッ素樹脂の添加量を1〜200重量部の範囲内の値とする被覆金属成形品およびそのような被覆金属成形品の製造方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被覆金属成形品および被覆金属成形品の製造方法に関し、特に、クロメート処理を施すことなく、優れた防錆性等が得られる被覆金属成形品および被覆金属成形品の製造方法に関する。
【背景技術】
【0002】
実質的に鉄からなる核と、その核の周囲に形成された実質的に亜鉛とからなる複層粒子集合体からなるブラスト用材料を、被覆金属成形品の表面に投射させて多孔質被覆層(以下、亜鉛含有多孔質層と称する場合がある。)を形成した後、当該亜鉛含有多孔質被覆層に対してクロメート処理を施し、クロム酸、重クロム酸若しくはクロム酸塩等のクロム化合物を浸透させる防錆技術が広く使用されている(特許文献1参照)。
かかる防錆技術は、亜鉛含有多孔質被覆層と被覆金属成形品表面との密着力が大きく、被覆層の厚さの均一化が容易であって、さらには比較的安価であることから、工業的に広く実施されている。
【0003】
また、濃度0.5g/リットル〜200g/リットルの樹脂水溶液に対して、濃度が0.1g/リットル〜20g/リットルとなるように窒素化合物と、濃度が0.1g/リットル〜50g/リットルとなるようにジルコニウム化合物と、を含む金属用表面処理剤が開示されている(特許文献2参照)。
また、金属成形品の表面上に、亜鉛若しくは亜鉛鉄合金からなる多孔質被覆層と、シリコーン化合物/熱硬化性樹脂からなる中間層と、表面合成樹脂層としてのシリコーン化合物層と、が順次に形成された被覆金属成形品が開示されている(特許文献3参照)。
さらに、鉄成形品の表面上に、溶射装置を用いて、亜鉛若しくはアルミニウムからなる多孔質被覆層を形成した後、例えば、メチルシリケート、アンモニアシリケート、ピロカテキン、トリヒドロキシ安息香酸エチルエステル、メチルトリメトキシシラン、およびテトラブトキシジルコネートを含む被覆層を加熱処理により形成した耐食性鉄材の製造方法が開示されている(特許文献4参照)。
【特許文献1】特公昭59−9312号 (特許請求の範囲)
【特許文献2】特開2000−204485号(特許請求の範囲)
【特許文献3】特開2002−292792号 (特許請求の範囲)
【特許文献4】特開2003−328151号 (特許請求の範囲)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に開示された防錆技術は、亜鉛含有多孔質被覆層に対してクロメート処理を実施する際に、クロメート液を使用しなければならないという問題が見られた。すなわち、クロメート処理に使用するクロメート液は、劇毒物に該当するクロム酸、重クロム酸若しくはクロム酸塩等のクロム化合物を含んでおり、種々の法規制を受けることから、それに代替する技術として、環境問題が少なく、安全性の高い防錆技術が求められていた。
【0005】
また、特許文献2に開示された金属用表面処理剤は、防錆性や耐蝕性が不十分であるばかりか、金属用表面処理剤からなる被膜の上に、シリコーン塗膜等を形成することはできても、フッ素樹脂を含む被膜を強固に形成することは困難であった。
また、特許文献3に開示された被覆金属成形品は、三層構造であって、所定の防錆性や耐蝕性が得られるものの、塩水噴霧試験による耐食性結果については、未だ不十分であって、また、表面合成樹脂層の種類がシリコーン化合物等に制限されるという問題が見られた。
さらに、特許文献4に開示された耐食性鉄材の製造方法によれば、比較的良好な防錆性や耐蝕性を有する鉄材が得られるものの、二層構造であって、表面保護層を備えておらず、シリコーン化合物等に添加するフェノール化合物の種類や添加量によって、塩水噴霧試験による耐食性結果が著しく低下するという問題が見られた。
【0006】
そこで、上述した問題点につき鋭意検討した結果、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、を順次に形成し、少なくとも三層構造にするとともに、所定の有機樹脂と、フッ素樹脂とからなるフッ素樹脂含有層を形成することにより、クロメート処理を施すことなく、かつ、シリコーン化合物等に添加するフェノール化合物の種類や添加量によらず、優れた防錆性や耐食性を有する被覆金属成形品が得られることを見出し、本発明を完成するに至った。
すなわち、本発明は、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、の相乗効果により、優れた防錆性や耐食性を有するとともに、環境問題にも優れた被覆金属成形品、およびそのような被覆金属成形品を効率的に製造できる被覆金属成形品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明によれば、金属成形品の表面上に、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、を順次に形成した被覆金属成形品であって、フッ素樹脂含有層に、ポリエステル樹脂、ポリアクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂の少なくとも一つの有機樹脂と、フッ素樹脂とを含有するとともに、有機樹脂100重量部に対して、フッ素樹脂の添加量を1〜200重量部の範囲内の値とした被覆金属成形品が提供され、上述した問題を解決することができる。
【0008】
また、本発明の被覆金属成形品によれば、金属成形品の表面上に、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、を順次に形成するとともに、フェノール変性シリコーン化合物層の厚さをt2(μm)とし、フッ素樹脂含有層の厚さをt1(μm)としたときに、t1/t2で表される比率を0.05〜50の範囲内の値とすることが好ましい。
【0009】
また、本発明の被覆金属成形品を構成するにあたり、亜鉛含有多孔質被覆層の厚さをt3(μm)としたときに、t2/t3で表される比率を0.06〜10の範囲内の値とすることが好ましい。
【0010】
また、本発明の被覆金属成形品を構成するにあたり、前記フッ素樹脂含有層の厚さ(t1)を0.5〜1000μmの範囲内の値とし、前記フェノール変性シリコーン化合物層の厚さ(t2)を1〜200μmの範囲内の値とし、かつ、前記亜鉛含有多孔質被覆層の厚さ(t3)を3〜50μmの範囲内の値とすることが好ましい。
【0011】
また、本発明の被覆金属成形品を構成するにあたり、フェノール変性シリコーン化合物層が、シリコーン化合物と、フェノール性化合物と、の混合物あるいは反応物から構成してあるともに、フェノール性化合物の添加量を、シリコーン化合物100重量部あたり、10〜50重量部の範囲内の値とすることが好ましい。
【0012】
また、本発明の被覆金属成形品を構成するにあたり、フッ素樹脂含有層が、潤滑剤を含むとともに、当該潤滑剤の添加量を、フッ素樹脂100重量部あたり、1〜30重量部の範囲内の値とすることが好ましい。
【0013】
また、本発明の被覆金属成形品を構成するにあたり、フッ素樹脂含有層が、着色剤を含むとともに、当該着色剤の添加量を、フッ素樹脂100重量部あたり、1〜30重量部の範囲内の値とすることが好ましい。
【0014】
また、本発明の別の態様は、下記(1)〜(4)の工程を順次に含むことを特徴とする被覆金属成形品の製造方法である。
(1)金属成形品を準備する工程
(2)溶射装置を用いて亜鉛含有多孔質層を形成する工程
(3)フェノール変性シリコーン化合物層を形成する工程
(4)ポリエステル樹脂、ポリアクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂の少なくとも一つの有機樹脂と、フッ素樹脂とを含有するとともに、有機樹脂100重量部に対して、フッ素樹脂の添加量を1〜200重量部の範囲内の値としたフッ素樹脂含有層を形成する工程
【発明の効果】
【0015】
本発明の被覆金属成形品によれば、金属成形品の表面上に、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、を順次に形成し、少なくとも三層構造にするとともに、フッ素樹脂含有層を、所定量の有機樹脂と、フッ素樹脂とから構成することにより、クロメート処理を施すことなく、かつ、シリコーン化合物等に添加するフェノール化合物の種類や添加量によらず、優れた防錆性や耐食性を有する被覆金属成形品を提供することができる。
また、フェノール変性シリコーン化合物層には、フェノール化合物を含むとともに、フッ素樹脂含有層に、所定量の有機樹脂を含むことにより、フェノール変性シリコーン化合物層と、フッ素樹脂含有層との間で、優れた密着力を得ることができる。
さらに、フッ素樹脂含有層には、所定量の有機樹脂を含むことにより、着色や潤滑が容易であって、各種表面特性を備えた被覆金属成形品とすることができる。
【0016】
また、本発明の被覆金属成形品によれば、フェノール変性シリコーン化合物層の厚さ(t2)およびフッ素樹脂含有層の厚さ(t1)の比率を所定範囲に制限することにより、クロメート処理を施すことなく、かつ、シリコーン化合物に添加するフェノール化合物の種類や添加量によらず、クロメート処理を施した場合と同等以上の優れた防錆性や耐食性を有する被覆金属成形品を得ることができる。
また、本発明の被覆金属成形品によれば、比較的構成が単純であることから、各種機械装置等の部材や部品に適用可能な、寸法精度や機械特性を有する被覆金属成形品を得ることもできる。
【0017】
また、本発明の被覆金属成形品によれば、フェノール変性シリコーン化合物層の厚さ(t2)および亜鉛含有多孔質被覆層の厚さ(t3)の比率を所定範囲に制限することにより、クロメート処理を施した場合と同等以上の優れた防錆性や耐食性を有する被覆金属成形品を安定して得ることができる。また、このような構成であれば、寸法精度や機械特性により優れた被覆金属成形品を安定して得ることもできる。
【0018】
また、本発明の被覆金属成形品によれば、フッ素樹脂含有層の厚さ(t1)、フェノール変性シリコーン化合物層の厚さ(t2)、および亜鉛含有多孔質被覆層の厚さ(t3)をそれぞれ所定範囲内の値とすることにより、クロメート処理を施した場合と同等以上の優れた防錆性や耐食性を有する被覆金属成形品をより安定して得ることができる。
【0019】
また、本発明の被覆金属成形品によれば、フェノール変性シリコーン化合物層におけるシリコーン化合物と、フェノール性化合物と添加量の比率を所定範囲内の値とすることにより、クロメート処理を施した場合と同等以上の優れた防錆性や耐食性を有する被覆金属成形品をさらに安定して得ることができる。
【0020】
また、本発明の被覆金属成形品によれば、フッ素樹脂含有層が、潤滑剤を含むとともに、当該潤滑剤の添加量を所定範囲内の値とすることにより、フェノール変性シリコーン化合物層との間の密着性により優れた被覆金属成形品を得ることができるとともに、フッ素樹脂含有層におけるフッ素樹脂の分散性を著しく向上させることができる。
【0021】
また、本発明の被覆金属成形品によれば、フッ素樹脂含有層が、着色剤を含むとともに、当該着色剤の添加量を所定範囲内の値とすることにより、カラー化された被覆金属成形品を提供することができ、被覆金属成形品の多用途に適合することができる。
【0022】
また、被覆金属成形品の製造方法によれば、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、所定のフッ素樹脂含有層と、を順次に形成することにより、クロメート処理を施すことなく、かつ、シリコーン化合物に添加するフェノール化合物の種類や添加量によらず、クロメート処理を施した場合と同等以上の優れた防錆性や耐食性を有する被覆金属成形品を効率的に得ることができる。
【図面の簡単な説明】
【0023】
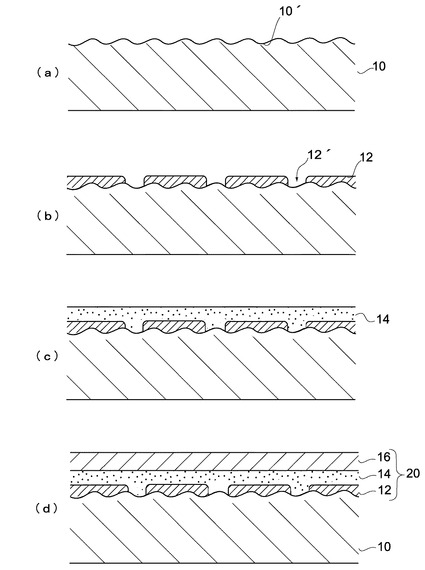
【図1】(a)〜(d)は、金属成形品の表面処理、亜鉛含有多孔質被覆層の形成、フェノール変性シリコーン化合物層の形成、およびフッ素樹脂含有層の形成をそれぞれ説明するために供する図である。
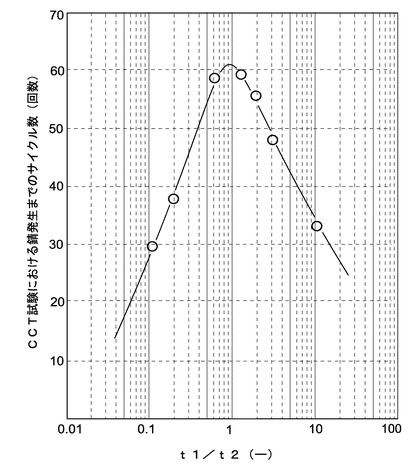
【図2】対数(フッ素樹脂含有層の厚さ(t1)/フェノール変性シリコーン化合物層の厚さ(t2)の比率)と、被覆金属成形品におけるCCT試験での錆が発生するまでのサイクル数(回数)との関係を示す。
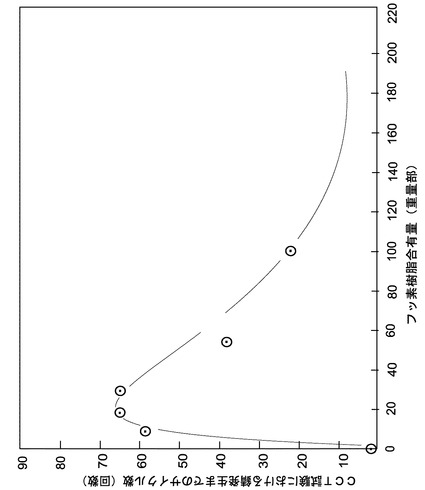
【図3】フッ素樹脂含有層におけるフッ素樹脂の添加量(重量部)と、CCT試験において錆が発生するまでのサイクル数(回数)との関係を説明するために供する図である。
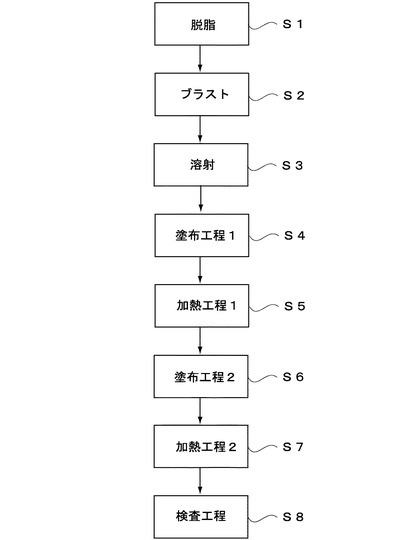
【図4】被覆金属成形品の製造フローチャートを説明するために供する図である。
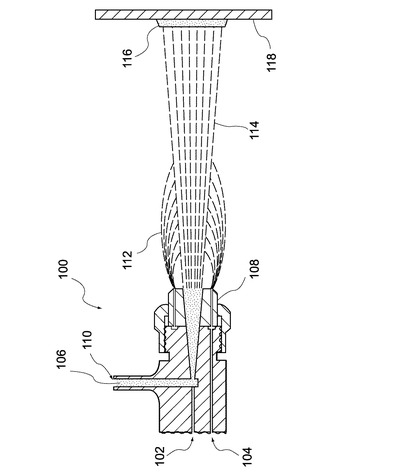
【図5】溶射装置を説明するために供する図である。
【符号の説明】
【0024】
10:金属成形品
12:亜鉛含有多孔質層
14:フェノール変性シリコーン化合物層
16:フッ素樹脂含有層
20:被覆金属成形品
100:溶射装置
106:ブラスト用材料
118:鉄板
【発明を実施するための最良の形態】
【0025】
以下、図面を適宜参照しつつ、本発明の被覆金属成形品の製造方法および被覆金属成形品の製造方法に関する実施形態を具体的に説明する。
【0026】
[第1実施形態]
第1実施形態は、図1(d)に例示するように、金属成形品10の表面上に、亜鉛含有多孔質被覆層12と、フェノール変性シリコーン化合物層14と、フッ素樹脂含有層16と、を順次に形成するとともに、フッ素樹脂含有層16に、ポリエステル樹脂、ポリアクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂の少なくとも一つの有機樹脂と、フッ素樹脂とを含有するとともに、有機樹脂100重量部に対して、フッ素樹脂の添加量を1〜200重量部の範囲内の値とした被覆金属成形品20である。
すなわち、金属成形品10の表面に、亜鉛含有多孔質層12のみならず、フェノール変性シリコーン化合物層14と、所定のフッ素樹脂含有層16とが順次に形成されていることから、これらの複合層14、16によって、酸素、水分、および塩分等を相乗的に遮断して、下地層としての亜鉛含有多孔質層12および金属成形品10の酸化劣化を有効に防止することができる。
より具体的には、フェノール変性シリコーン化合物層14の一部が、亜鉛含有多孔質層12の内部に侵入して、錯体を形成することが可能であって、強固に密着することができ、フェノール変性シリコーン化合物層14が、水分や塩分等を効果的に遮断することができる。また、フェノール変性シリコーン化合物層14の上に、耐熱性や耐化学的薬品性はもちろんのこと、撥水性や酸素透過性が低いフッ素樹脂含有層16がさらに設けてあるため、水分および塩分等はもちろんのこと、酸素についても遮断することができ、相乗的に亜鉛含有多孔質層12および金属成形品10の酸化劣化を有効に防止することができるものである。
また、通常、シリコーン化合物層と、フッ素樹脂含有層とを強固に接着させることは困難であるものの、第1実施形態の場合、シリコーン化合物をフェノール変性し、フェノール変性シリコーン化合物層14としてあるとともに、フッ素樹脂含有層16に、所定量の有機樹脂を含有しているために、フェノール変性シリコーン化合物層14と、フッ素樹脂含有層16と強固に接着させることができ、結果として、界面からの酸素、水分、および塩分等の浸入をさらに効率的に遮断することができるものである。
したがって、第1実施形態の場合、被覆金属成形品20として、クロメート処理を施すことなく、かつ、シリコーン化合物に添加するフェノール化合物の種類や添加量によらず、クロメート処理を施した場合と同等以上の優れた防錆性や耐食性を発揮することができる。
【0027】
1.金属成形品
図1(a)等に例示する金属成形品10の材質は特に制限されるものでなく、例えば、炭素鋼、合金鋼、ステンレス鋼、特殊鋼等が挙げられる。
また、このような材質からなる金属成形品は、圧延、鋳造、引抜きまたは鋳造等の各種の方法により、板状や棒状等の所望の形状に加工されたものでも良く、あるいは、各種機械装置の部品や部材であっても良い。したがって、例えば、輸送車両、建材、化学品、医薬品、食品、水産加工品、半導体等の機械装置の部材および部品が対象物である。より具体的には、かすがい、釘、ボルト、ナット、ねじ、座金、クランプ、ピン、ジベル、コイル等の固着手段や各種の車両用部品(代表的には、自動車部品)、あるいは建築用部材(例えば、建具用金具)等が挙げられる。
【0028】
2.亜鉛含有多孔質被覆層
また、図1(b)等に例示する亜鉛含有多孔質被覆層12は、亜鉛若しくは亜鉛鉄合金からなる圧着片の集合体から構成された被覆層であって、多孔質構造を有していることが好ましい。
すなわち、亜鉛含有多孔質被覆層は、代表的には、比重の高い鉄等を核にして、高い硬度の鉄亜鉛合金を中間に備えた亜鉛被着粒子をブラスト材として、例えば溶射装置を用いて、大きな投射エネルギーをかけて金属成形品の表面に投射し、そこに圧着させて形成することができる。
【0029】
ここで、かかる亜鉛含有多孔質被覆層の厚さ(t3)を3〜50μmの範囲内の値とすることが好ましい。
この理由は、かかる亜鉛含有多孔質被覆層の厚さが3μm未満の値になると、成膜性が著しく低下したり、金属成形品における防錆性や耐食性が著しく低下したりする場合があるためである。
一方、かかる亜鉛含有多孔質被覆層の厚さが50μmを超えると、均一な厚さに成膜することが困難になったり、金属成形品との間の密着性が著しく低下したりする場合があるためである。
したがって、亜鉛含有多孔質被覆層の厚さを5〜40μmの範囲内の値とすることがより好ましく、8〜30μmの範囲内の値とすることがさらに好ましい。
【0030】
3.フェノール変性シリコーン化合物層
(1)基本的構成
図1(c)等に例示するフェノール変性シリコーン化合物層14は、シリコーン化合物と、フェノール化合物とが複合化した二次元的または三次元的構造の層であって、かつ、亜鉛含有多孔質被覆層との界面においては、フェノール化合物が一部亜鉛含有多孔質被覆層に侵入し、錯体を形成していることが好ましい。
かかるフェノール変性シリコーン化合物層は、典型的には、シリコーン化合物およびフェノール化合物のそれぞれの低分子量物(モノマやオリゴマ)を出発原料として、それらを混合あるいは重合反応させることにより形成することができる。
ただし、シリコーン化合物およびフェノール化合物の重合体が共存する状態で、シリコーン化合物およびフェノール化合物の低分子量物を出発原料として、それらを混合あるいは重合反応させることにより形成することも好ましい。この理由は、このように構成すると、より優れた成膜性が得られるためである。
【0031】
また、フェノール変性シリコーン化合物層の形成に用いるシリコーンモノマおよびオリゴマとしては、例えば、テトラアルコキシシラン、アルキルトリアルコキシシラン、ジアルキルジアルコキシシラン、メチルシリケート、エチルシリケート、ケイ酸リチウム、ケイ酸ナトリウム、ケイ酸カリウム、メチルトリプロパノールアンモニウムシリケート、ジメチルジプロパノールアンモニウムシリケート等が挙げられる。
より具体的には、テトラアルコキシシラン等におけるアルキル基としては、例えば、メチル基、エチル基、プロピル基、ブチル基、ビニル基およびフェニル基等が挙げられる。また、テトラアルコキシシラン等におけるアルコキシ基としては、例えば、メトキシ基、エトキシ基およびプロポキシ基等が挙げられる。
また、フェノール変性シリコーン化合物層の形成に用いるフェノール化合物としては、フェノール、クレゾール、チモール、ブロモフェノール、ナフトール、アニリノフェノール等の一価フェノール類;ピロカテキン(カテコール)、レゾルシン、ヒドロキノン、オルシン、ウルシオール、ビスフェノールA、ビナフトール等の二価フェノール類;ピロガロール、フロログルシン、ヒドロキシヒドロキノン、トリヒドロキシ安息香酸等の三価フェノール類;が例示される。
さらに、フェノール化合物の主剤として、例えば、500〜5000程度の分子量を有するフェノール樹脂を使用することも好ましい。
【0032】
また、フェノール変性シリコーン化合物層におけるフェノール化合物と、シリコーン化合物との添加比率に関して、フェノール化合物の添加量を、シリコーン化合物100重量部あたり、1〜50重量部の範囲内の値とすることが好ましい。
この理由は、かかるフェノール化合物の添加量が1重量部未満の値になると、成膜性が著しく低下したり、金属成形品における防錆性や耐食性が著しく低下したりする場合があるためである。
一方、かかるフェノール化合物の添加量が50重量部を超えると、均一な厚さに成膜することが困難になったり、シリコーン化合物との間の相溶性が著しく低下したりする場合があるためである。
したがって、フェノール化合物の添加量を、シリコーン化合物100重量部あたり、5〜40重量部の範囲内の値とすることがより好ましく、15〜30重量部の範囲内の値とすることがさらに好ましい。
【0033】
また、フェノール変性シリコーン化合物層の厚さ(t2)に関して、フッ素樹脂含有層の厚さ(t1)を考慮して定めることが好ましい。すなわち、t1/t2で表される比率を0.05〜50の範囲内の値とすることを特徴とする。
この理由は、かかるt1/t2で表される比率が0.05未満の値になると、フェノール変性シリコーン化合物層の成膜性が著しく低下したり、金属成形品における防錆性や耐食性が著しく低下したりする場合があるためである。
一方、かかるt1/t2で表される比率が50を超えると、均一な厚さに成膜することが困難になり、そのために密着力が低下し、結果として金属成形品における防錆性や耐食性が低下する場合があるためである。
したがって、かかるt1/t2で表される比率を0.2〜20の範囲内の値とすることがより好ましく、0.7〜5の範囲内の値とすることがさらに好ましい。
なお、図2に、(t1/t2)の比率と、後述するCCT試験において錆が発生するまでのサイクル数(回数)との関係を示す。かかる図2に示す特性図から容易に理解できるように、t1/t2が0.05〜50の範囲内の値であれば、当該サイクル数を少なくとも20回以上の値にすることができ、t1/t2が0.1〜20の範囲内の値であれば、当該サイクル数を約30回以上の値にすることができ、t1/t2が0.2〜5の範囲内の値であれば、当該サイクル数を約40回以上の値にすることができる。
よって、CCT試験における所定の防錆性を得るためには、フッ素樹脂含有層の厚さ(t1)およびフェノール変性シリコーン化合物層の厚さ(t2)を考慮し、t1/t2で表される比率を0.05〜50の範囲内の値とすることが好ましいことが理解される。
【0034】
また、フェノール変性シリコーン化合物層の厚さ(t2)に関して、亜鉛含有多孔質被覆層の厚さ(t3)についても考慮して定めることが好ましい。すなわち、t2/t3で表される比率を0.06〜10の範囲内の値とすることが好ましい。
この理由は、かかるt2/t3で表される比率が0.06未満の値になると、フェノール変性シリコーン化合物層の成膜性が著しく低下したり、金属成形品における防錆性や耐食性が著しく低下したりする場合があるためである。
一方、かかるt2/t3で表される比率が10を超えると、均一な厚さに成膜することが困難になったり、そのために密着力が低下し、結果として金属成形品における防錆性や耐食性が低下する場合があるためである。
したがって、かかるt2/t3で表される比率を0.1〜5の範囲内の値とすることがより好ましく、0.5〜3の範囲内の値とすることがさらに好ましい。
【0035】
また、フェノール変性シリコーン化合物層の厚さ(t2)に関して、具体的にその厚さを1〜100μmの範囲内の値とすることが好ましい。
この理由は、かかるフェノール変性シリコーン化合物層の厚さが1μm未満の値になると、成膜性が著しく低下したり、金属成形品における防錆性や耐食性が著しく低下したりする場合があるためである。
一方、かかるフェノール変性シリコーン化合物層の厚さが100μmを超えると、均一な厚さに成膜することが困難になったり、金属成形品の寸法精度が著しく低下したりする場合があるためである。
したがって、フェノール変性シリコーン化合物層の厚さを5〜50μmの範囲内の値とすることがより好ましく、8〜30μmの範囲内の値とすることがさらに好ましい。
【0036】
(2)添加剤
また、フェノール変性シリコーン化合物層には、取り扱い時の粘度を調整するために、アルコール類、ケトン類、グリコール類等の希釈溶剤を添加することが好ましい。
また、粘度や機械的特性を調整するために、ガラス、石英、水酸化アルミニウム、アルミナ、カオリン、タルク、炭酸カルシウム、珪酸カルシウム、水酸化マグネシウム等の無機充填剤、アクリル樹脂粉、エポキシ樹脂粉、ポリエステル樹脂粉等の有機充填剤;カーボンブラック、ベンガラ、フタロシアニンブルー、クリームイエロー、二酸化チタン等の顔料・染料に代表される着色剤;金属粉;滑剤;離型剤;界面活性剤;カップリング剤を添加することが好ましい。
さらに、フェノール変性シリコーン化合物層の成膜性を高めたり、密着性を向上させたりするために、例えば、熱硬化性樹脂や金属アルコキシドを添加することが好ましい。より具体的には、熱硬化性樹脂としては、例えば、エポキシ樹脂、フェノール樹脂、マレイミド樹脂、ユリア樹脂、ポリイミド樹脂、ビニルエステル樹脂、シリコーン化合物若しくは不飽和ポリエステル樹脂等の一種単独または二種以上の組合せが挙げられる。
より具体的には、好ましいエポキシ樹脂として、グリシジルエーテル型エポキシ樹脂、グリシジルエステル型エポキシ樹脂、グリシジルアミン型エポキシ樹脂が使用可能である。また、エポキシ樹脂の主原料としては、例えば、プロピレングリコ−ル、テトラフェニルエタン、ヘキサヒドロ無水フタル酸、ビスフェノールA、水添ビスフェノールA、ビスフェノールF、水添ビスフェノールF、テトラブロモビスフェノールA、ダイマー酸、ジアミノジフェニルメタン、イソシアヌル酸、p−アミノフェノールおよびp−オキシ安息香酸等が使用可能である。
【0037】
また、好ましいフェノール樹脂としては、自己脱水縮合反応を経由するレゾール型フェノール樹脂や、フェノールとホルマリンとを弱酸性若しくはアルカリ性での縮合反応を経由するノボラック型フェノール樹脂が使用可能である。
より具体的には、オルソフェノール、メタフェノール、パラフェノール、イソプロピルフェノール、ターシャリーブチルフェノール、パライソプロペニルフェノール、ノニルフェノールおよびビスフェノールA等が、フェノール源として使用される。
また、ホルムアルデヒドやアセトアルデヒドがアルデヒド源として一般的に使用可能である。
【0038】
また、好ましいマレイミド樹脂としては、分子内に2個以上の多官能性マレイミド基を有する化合物が約25重量%以上を占める樹脂組成物が使用される。
このようなマレイミド樹脂としては、例えば、1,2−ビスマレイミドエタン、1,6−ビスマレイミドヘキサン、1,12−ビスマレイミドデカン、1,6−ビスマレイミド−(2,2,4−トリメチル)ヘキサン、1,3−ビスマレイミドベンゼンおよび1,4−ビスマレイミドベンゼン等が挙げられる。
また、好ましいユリア樹脂としては、代表的には、尿素とホルムアルデヒドとの付加縮合反応が、二次縮合体若しくは高次縮合体を使用するのが適していて、使用時の形態については特に制約がないが、樹脂液にα−セルロ−ス等を添加したもの(いわゆる、ウエットミックス)を脱水乾燥した乾燥物(いわゆる、ドライミックス)を、可塑剤、顔料等と共に粉末の成形材料にして使用することも可能である。
【0039】
4.フッ素樹脂含有層
(1)基本的構成
図1(d)等に例示するフッ素樹脂含有層16を構成するフッ素樹脂の種類は特に制限されるものでないが、例えば、フッ化アクリレート樹脂、フッ化ビニリデン樹脂、フッ化ウレタン樹脂、フッ化アミノ樹脂、ポリトリフルオロエチレン樹脂、ポリテトラフルオロエチレン樹脂、ポリヘキサフルオロプロピレン樹脂、フッ化エチレンプロピレン共重合樹脂、ポリクロロトリフルオロエチレン樹脂、エチレン−テトラフルオロエチレン共重合樹脂、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合樹脂、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合樹脂等の一種単独または二種以上の組合せが挙げられる。
また、フッ素樹脂含有層16を構成する有機樹脂は、ポリエステル樹脂、ポリアクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂の少なくとも一つの有機樹脂である。
この理由は、このような有機樹脂であれば、所定量のフッ素樹脂を均一に分散することができるとともに、透明性が高く、着色剤による着色や、潤滑剤による表面改質も容易なためである。
特に、これらの有機樹脂のうち、ポリエステル樹脂を用いると、フッ素樹脂の分散が容易になるばかりか、カルボキシル基を一部含んでいるため、フェノール変性シリコーン化合物層との間で、一部反応することができ、強固な界面を形成することができる。
【0040】
また、フッ素樹脂含有層16において、有機樹脂100重量部に対して、フッ素樹脂の添加量を1〜200重量部の範囲内の値とすることを特徴とする。
この理由は、かかるフッ素樹脂の添加量が1重量部未満の値になると、フッ素樹脂に起因した撥水性や撥油性が著しく低下し、その結果、金属成形品における防錆性や耐食性が著しく低下したりする場合があるためである。
一方、かかるフッ素樹脂の添加量が200重量部を超えると、均一な厚さに成膜することが困難になったり、金属成形品の寸法精度が著しく低下したりする場合があるためである。さらには、かかるフッ素樹脂の添加量が200重量部を超えると、フェノール変性シリコーン化合物層との間の密着力が低下し、結果として金属成形品における防錆性や耐食性が低下する場合があるためである。
したがって、フッ素樹脂の添加量を、有機樹脂100重量部に対して、5〜100重量部の範囲内の値とすることがより好ましく、10〜40重量部の範囲内の値とすることがさらに好ましい。
なお、図3に、フッ素樹脂含有層におけるフッ素樹脂の添加量(重量部)と、CCT試験において錆が発生するまでのサイクル数(回数)との関係を示す。
かかる図3から容易に理解されるように、フッ素樹脂の添加量が10〜40重量部の範囲であれば、CCT試験のサイクル数を60回以上とすることができ、フッ素樹脂の添加量が5〜100重量部の範囲であれば、CCT試験のサイクル数を40回以上とすることができ、フッ素樹脂の添加量が1〜200重量部の範囲であれば、CCT試験のサイクル数を5回以上とすることができる。
すなわち、所定のCCT試験のサイクル数を得るためには、フッ素樹脂含有層におけるフッ素樹脂の添加量(重量部)を所定範囲に制限することが有効である。
【0041】
また、かかるフッ素樹脂含有層の厚さ(t1)に関して、具体的にその厚さを1〜100μmの範囲内の値とすることが好ましい。
この理由は、かかるフッ素樹脂含有層の厚さが1μm未満の値になると、成膜性が著しく低下したり、金属成形品における防錆性や耐食性が著しく低下したりする場合があるためである。
一方、かかるフッ素樹脂含有層の厚さが100μmを超えると、均一な厚さに成膜することが困難になったり、金属成形品の寸法精度が著しく低下したりする場合があるためである。さらには、かかるフッ素樹脂含有層の厚さが100μmを超えると、フェノール変性シリコーン化合物層との間の密着力が低下し、結果として金属成形品における防錆性や耐食性が低下する場合があるためである。
したがって、フッ素樹脂含有層の厚さを5〜50μmの範囲内の値とすることがより好ましく、8〜30μmの範囲内の値とすることがさらに好ましい。
【0042】
(2)添加剤
また、フッ素樹脂含有層においても、フェノール変性シリコーン化合物層と同様に、希釈溶剤、無機充填剤、有機充填剤、着色剤、金属粉、滑剤、離型剤、界面活性剤、カップリング剤、熱硬化性樹脂、金属アルコキシド等を添加することが好ましい。
特に、潤滑剤として、例えば、グラファイト、二硫化モリブテン、窒化ホウ素、流動パラフィン、シリコーンオイル、フッ素オイル、機械オイル、ヒマシ油、オレイン酸等を含むとともに、当該潤滑剤の添加量を、フッ素樹脂100重量部あたり、1〜30重量部の範囲内の値とすることが好ましい。
この理由は、フッ素樹脂含有層がこのような潤滑剤を所定量含むことにより、フェノール変性シリコーン化合物層との間の密着性をより向上させることができるためである。また、このような潤滑剤を所定量含むことにより、フェノール変性シリコーン化合物層における撥水性や機械的特性の調整も容易になるためである。
したがって、かかる潤滑剤の添加量を、フッ素樹脂100重量部あたり、2〜25重量部の範囲内の値とすることがより好ましい。
さらに、着色剤として、例えば、酸化チタン、チタンレッド、カドミウムイエロ、酸化コバルト、酸化鉄、フェライト、無金属フタロシアニン顔料、アルミニウムフタロシアニン顔料、チタニウムフタロシアニン顔料、鉄フタロシアニン顔料、コバルトフタロシアニン顔料、ニッケルフタロシアニン顔料、錫フタロシアニン顔料、銅フタロシアニン顔料等を含むとともに、当該着色剤の添加量を、フッ素樹脂100重量部あたり、1〜30重量部の範囲内の値とすることが好ましい。
この理由は、フッ素樹脂含有層がこのような潤滑剤を所定量含むことにより、フッ素樹脂含有層のカラー化、ひいては、被覆金属成形品のカラー化を図ることができる。したがって、被覆金属成形品の多用途化に適合することができる。
【0043】
[第2実施形態]
本発明の第2実施形態は、図4に、その製造フローチャート(S1〜S8)を示すように、下記(1)〜(4)の工程を含む被覆金属成形品の製造方法である。
(1)金属成形品を準備する工程(S1〜S2)
(2)溶射装置を用いて亜鉛含有多孔質層を形成する工程(S3)
(3)フェノール変性シリコーン化合物層を形成する工程(S4〜S5)
(4)ポリエステル樹脂、ポリアクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂の少なくとも一つの有機樹脂と、フッ素樹脂とを含有するとともに、有機樹脂100重量部に対して、フッ素樹脂の添加量を1〜200重量部の範囲内の値としたフッ素樹脂含有層を形成する工程(S6〜S8)
【0044】
1.金属成形品を準備する工程
図4中のS3において示すように亜鉛含有多孔質層を形成するに先立ち、S1およびS2に示すように、金属成形品の表面を予め清浄化しておくことが好ましい。すなわち、まず、S1に示すように、トリクロロエチレン、トリクロロエタン等の有機溶剤、またはアルカリ洗浄剤等の水性洗浄剤を用いて油脂類の脱脂を行って、金属成形品の表面を活性化しておくことが好ましい。
次いで、S2に示すように、ショットブラスト等の物理的手法によって、予め金属成形品の表面を清浄化するともに、微細な凹凸を形成しておくことが好ましい。このように表面処理することにより、金属成形品と、亜鉛含有多孔質層との間の密着力が著しく向上するためである。
【0045】
2.亜鉛含有多孔質層を形成する工程
次いで、図4中のS3に示すように、溶射装置を用いて、金属成形品の表面に、亜鉛含有多孔質層を形成することが好ましい。
すなわち、例えば、鉄系の核の周囲に亜鉛・鉄合金のコーティング層を形成したブラスト材料を、溶射装置を用いて被処理物である金属表面に投射して、被処理物の表面にポーラス状の亜鉛・鉄合金被膜を形成するいわゆるブラスト亜鉛被覆法を用いることが好ましい。
このブラスト亜鉛被覆法によれば、図5に示される溶射装置100を用いて、被処理物118の表面に、ブラスト材料である亜鉛・鉄合金106が打ち着けられ、これらが順次積層されることによりポーラス状の亜鉛含有多孔質層116が形成されることとなる。
この亜鉛含有多孔質層116は、単なる亜鉛被膜に比べて、鉄系の被処理物に対する密着性に優れており、しかも、表面のエネルギーが大きくて濡れ性および浸透性に優れているという特徴を有している。したがって、その後の塑性加工や塗装処理の前処理用被膜として優れた特性を発揮することができる。
なお、溶射装置100を用いて、ブラスト亜鉛被覆法を実施して、所定厚さの亜鉛含有多孔質層116を形成するに際して、例えば、直径100〜500μmのブラスト材料を、1〜10分間の条件で、ブラスト処理することが好ましい。
【0046】
3.フェノール変性シリコーン化合物層を形成する工程
次いで、図4の製造フローチャートにS4〜S5として示すように、亜鉛含有多孔質層が形成された金属成形品に対して、さらにフェノール変性シリコーン化合物層を形成することが好ましい。
例えば、S4に示すように、フェノール化合物と、シリコーン化合物とを含む混合物を、亜鉛含有多孔質被覆層に浸漬塗布して、予備重合させることが好ましい。次いで、S5に示すように、例えば、50〜200℃の温度で、1〜60分加熱して、シリコーン化合物およびフェノール化合物を硬化させて、所定厚さのフェノール変性シリコーン化合物層を形成することが好ましい。
なお、フェノール変性シリコーン化合物層を形成するにあたり、S4において、例えば、浸漬方法、吹き付け方法、スプレー方法若しくはローラ方法等の塗布手段を採ることが可能である。特に、浸漬方法によると、簡易な装置であっても、フェノール変性シリコーン化合物層の仕上がり面を均一な厚さに容易に制御できることから好適である。
さらに、フェノール変性シリコーン化合物層を形成するにあたり、S4において、取り扱いが容易なことから、アルコール溶媒やアルコール混合溶媒に溶解させた状態で浸漬塗布することが好ましい。
【0047】
4.フッ素樹脂含有層を形成する工程
次いで、図4の製造フローチャートにS6〜S8として示すように、亜鉛含有多孔質層およびフェノール変性シリコーン化合物層が順次に形成された金属成形品に対して、さらにフッ素樹脂含有層を形成することが好ましい。
例えば、S6において、フッ素樹脂および有機樹脂等の混合物を収容した浴に、亜鉛含有多孔質層およびフェノール変性シリコーン化合物層が順次に形成された金属成形品を浸漬する。次いで、S7において、例えば、50〜200℃の温度で、1〜60分加熱して、所定厚さのフッ素樹脂含有層を形成する。そして、S8において、フッ素樹脂含有層の形成を含めて、得られた被覆金属成形品の検査を行なうことが好ましい。
なお、S6において金属成形品を浸漬する際や、S7において加熱処理する際に、複数の被覆金属成形品が固着しないように、タンブラ−装置等を用いて、所定の振動や回転動作を与えながら実施することが好ましい。その他、複数の被覆金属成形品を穴あき袋等に収容した状態で、穴あき袋等を上下方向に繰り返し動かしたり、超音波振動を与えたりすることも好ましい。
【実施例】
【0048】
[実施例1]
1.被覆金属成形品の作成
金属成形品として、平板状の鉄板(縦20cm、横20cm、厚さ1mm)を準備して、その表面を、トリクロロエチレンおよびアルカリ洗浄剤を用いて脱脂した後、ブラスト処理を実施し、図1(a)に示すように、金属成形品10の表面に微細な凹凸を形成した。
次いで、図5に示すような溶射装置100を用いて、実質的に鉄からなる核と、その核の周囲に形成された鉄亜鉛合金層を含む実質的に亜鉛からなる複層粒子の集合体からなるブラスト用材料106を、鉄板表面118に投射して、図1(b)に示すように、厚さ20μmの亜鉛含有多孔質被覆層12を形成した。
次いで、形成した亜鉛含有多孔質被覆層上に、バーコータを用いて、エチルシリケート100重量部と、レゾルシン15重量部と、ジブチルスズ1重量部と、エタノール900重量部と、を含む混合物を塗布した。その後、130℃の加熱炉で、30分間加熱して、図1(c)に示すように、厚さ10μmのフェノール変性シリコーン化合物層14を形成した。
次いで、得られたフェノール変性シリコーン化合物層の上に、バーコータを用いて、フッ素樹脂含有ポリエステル樹脂溶液(フッ素樹脂30重量部、ポリエステル樹脂100重量部)を塗布し、さらに150℃の加熱炉で、30分加熱して、図1(d)に示すように、厚さ30μmのフッ素樹脂含有層16を形成し、実施例1の被覆金属成形品20とした。
【0049】
2.被覆金属成形品の評価
(1)SST試験による耐食性評価
得られた被覆金属成形品(サンプル数:10個)について、JISZ2371に基づくSST試験(温度:35℃、濃度5%の塩水噴霧)による耐食性試験を行い、下記基準に沿ってSST試験による耐食性評価を実施した。
◎:2,500時間経過後に、赤錆の発生が観察されなかった。
○:1,500時間経過後に、赤錆の発生が観察されなかった。
△:1,000時間経過後に、赤錆の発生が観察されなかった。
×:1,000時間経過前に、赤錆の発生が観察された。
【0050】
(2)CCT試験による耐食性評価
得られた被覆金属成形品(サンプル数:10個)について、JISZ2371に基づくSST試験(温度:35℃、濃度5%の塩水噴霧)を4時間、60℃の乾燥処理を2時間、50℃、95%Rhの湿潤処理を2時間とし、合計8時間の複合処理を1サイクルとし、それを最大60サイクル繰り返して、下記基準に沿ってCCT試験による耐食性評価を実施した。
◎:60サイクル繰り返しても、赤錆の発生が観察されなかった。
○:40サイクル繰り返しても、赤錆の発生が観察されなかった。
△:10サイクル繰り返しても、赤錆の発生が観察されなかった。
×:10サイクル以下の繰り返しで、赤錆の発生が観察された。
【0051】
[実施例2〜4]
実施例2〜4においては、フッ素樹脂含有層におけるフッ素樹脂の含有量の影響を検討した。
すなわち、実施例2においては、ポリエステル樹脂100重量部に対してフッ素樹脂含有量が20重量部のフッ素樹脂含有層を形成し、実施例3においては、フッ素樹脂含有量が10重量部のフッ素樹脂含有層を形成し、実施例4においては、フッ素樹脂含有量が50重量部のフッ素樹脂含有層を形成した他は、実施例1と同様にそれぞれ被覆金属成形品(サンプル数:10個)を作成し、SST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
【0052】
[実施例5〜9]
実施例5〜9においては、フェノール変性シリコーン化合物層の厚さ(t2)と、フッ素樹脂含有層の厚さ(t1)との関係を検討した。
すなわち、実施例5においては、厚さ2μmのフェノール変性シリコーン化合物層を形成し、実施例6においては、厚さ5μmのフェノール変性シリコーン化合物層を形成し、実施例7においては、厚さ15μmのフェノール変性シリコーン化合物層を形成した他は、実施例1と同様にそれぞれ被覆金属成形品(サンプル数:10個)を作成し、SST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
また、実施例8においては、厚さ5μmのフッ素樹脂含有層を形成し、実施例9においては、厚さ1μmのフッ素樹脂含有層を形成したほかは、それぞれ実施例1と同様に被覆金属成形品(サンプル数:10個)を作成し、SST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
【0053】
[実施例10〜12]
実施例10〜12においては、フェノール変性シリコーン化合物層の厚さ(t2)と、亜鉛含有多孔質被覆層の厚さ(t3)との関係を検討した。
すなわち、実施例10においては、厚さ8μmの亜鉛含有多孔質被覆層を形成し、実施例11においては、厚さ5μmの亜鉛含有多孔質被覆層を形成し、実施例12においては、厚さ1μmの亜鉛含有多孔質被覆層を形成したほかは、それぞれ実施例1と同様に被覆金属成形品(サンプル数:10個)を作成し、SST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
【0054】
[実施例13]
実施例13においては、金属成形品として、鉄板のかわりに、実際の機械部品に使用されるネジを用いた。すなわち、ネジを準備し、実施例1と同様にアルカリ溶液を用いて脱脂した後、ブラスト処理を実施し、表面に微細な凹凸を形成した。
次いで、実施例1と同様に、溶射装置を用いてブラスト用材料をネジの表面に投射して、厚さ20μmの亜鉛含有多孔質被覆層を形成した。
次いで、亜鉛含有多孔質被覆層を形成したネジを、エチルシリケート100重量部と、レゾルシン30重量部と、ジブチルスズ1重量部と、エタノール900重量部と、を含む混合物中に浸漬し、さらに130℃の加熱炉で、30分間加熱して、厚さ10μmのフェノール変性シリコーン化合物層を形成した。
次いで、タンブラー装置を用いて、亜鉛含有多孔質被覆層およびフェノール変性シリコーン化合物層を形成したネジに対して、5時間かけてフッ素樹脂含有溶液を適宜吹き付けた後、さらに150℃の加熱炉で、30分加熱した。
このようにして、厚さ30μmのフッ素樹脂含有層を形成して、被覆金属成形品としてのネジ(サンプル数:10個)とし、実施例1と同様に、SST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
【0055】
[実施例14〜17]
実施例14においては、フェノール変性シリコーン化合物層を形成する際に、30重量部のクレゾールを使用し、実施例15では、20重量部のフェノールおよび5重量部のフェノール樹脂の混合物を使用し、実施例16では、20重量部のピロガロールを使用し、実施例17では、5重量部のトリヒドロキシ安息香酸を使用したほかは、実施例13と同様に、被覆金属成形品としてのネジ(サンプル数:10個)を作成し、SST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
【0056】
[比較例1〜3]
比較例1においては、厚さ10μmのフェノール変性シリコーン化合物層の上にフッ素樹脂含有層を形成しなかった他は、実施例1と同様に、被覆金属成形品に対するSST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
また、比較例2においては、厚さ10μmのフェノール変性シリコーン化合物層の上に、フッ素樹脂80重量%からなるフッ素樹脂含有層を形成した他は、実施例1と同様に、被覆金属成形品に対するSST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
また、比較例3においては、フッ素樹脂0.1重量%からなるフッ素樹脂含有層を形成した他は、実施例1と同様に、被覆金属成形品に対するSST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
【0057】
【表1】

*実施例1〜13:フェノール化合物(レゾルシン30重量部)
*実施例14:フェノール化合物(クレゾール30重量部)
*実施例15:フェノール化合物(フェノール20重量部/フェノール樹脂5重量部)
*実施例16:フェノール化合物(ピロガロール20重量部)
*実施例17:フェノール化合物(トリヒドロキシ安息香酸5重量部)
【産業上の利用可能性】
【0058】
本発明の被覆金属成形品および被覆金属成形品の製造方法によれば、金属成形品の表面上に、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、を順次に形成するとともに、フッ素樹脂含有層に、フッ素樹脂以外に、ポリエステル樹脂等の所定の有機樹脂を含むことにより、クロメート処理を施すことなく、かつ、中間層に添加するフェノール化合物の種類によらず、優れた防錆性や耐食性を発揮することできる。
また、フッ素樹脂含有層において、フッ素樹脂以外に、ポリエステル樹脂等の所定の有機樹脂を含むことにより、当該フッ素樹脂含有層を250℃以下の低温で形成することができるとともに、着色したり、潤滑剤を添加したりすることが容易になり、多用途に適した被覆金属成形品を提供することができる。
さらに、本発明の被覆構造は、金属成形品やその製造方法のみならず、金属成形品に加工する前の金属鉄板やセラミック基板等にも応用することができる。
【技術分野】
【0001】
本発明は、被覆金属成形品および被覆金属成形品の製造方法に関し、特に、クロメート処理を施すことなく、優れた防錆性等が得られる被覆金属成形品および被覆金属成形品の製造方法に関する。
【背景技術】
【0002】
実質的に鉄からなる核と、その核の周囲に形成された実質的に亜鉛とからなる複層粒子集合体からなるブラスト用材料を、被覆金属成形品の表面に投射させて多孔質被覆層(以下、亜鉛含有多孔質層と称する場合がある。)を形成した後、当該亜鉛含有多孔質被覆層に対してクロメート処理を施し、クロム酸、重クロム酸若しくはクロム酸塩等のクロム化合物を浸透させる防錆技術が広く使用されている(特許文献1参照)。
かかる防錆技術は、亜鉛含有多孔質被覆層と被覆金属成形品表面との密着力が大きく、被覆層の厚さの均一化が容易であって、さらには比較的安価であることから、工業的に広く実施されている。
【0003】
また、濃度0.5g/リットル〜200g/リットルの樹脂水溶液に対して、濃度が0.1g/リットル〜20g/リットルとなるように窒素化合物と、濃度が0.1g/リットル〜50g/リットルとなるようにジルコニウム化合物と、を含む金属用表面処理剤が開示されている(特許文献2参照)。
また、金属成形品の表面上に、亜鉛若しくは亜鉛鉄合金からなる多孔質被覆層と、シリコーン化合物/熱硬化性樹脂からなる中間層と、表面合成樹脂層としてのシリコーン化合物層と、が順次に形成された被覆金属成形品が開示されている(特許文献3参照)。
さらに、鉄成形品の表面上に、溶射装置を用いて、亜鉛若しくはアルミニウムからなる多孔質被覆層を形成した後、例えば、メチルシリケート、アンモニアシリケート、ピロカテキン、トリヒドロキシ安息香酸エチルエステル、メチルトリメトキシシラン、およびテトラブトキシジルコネートを含む被覆層を加熱処理により形成した耐食性鉄材の製造方法が開示されている(特許文献4参照)。
【特許文献1】特公昭59−9312号 (特許請求の範囲)
【特許文献2】特開2000−204485号(特許請求の範囲)
【特許文献3】特開2002−292792号 (特許請求の範囲)
【特許文献4】特開2003−328151号 (特許請求の範囲)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に開示された防錆技術は、亜鉛含有多孔質被覆層に対してクロメート処理を実施する際に、クロメート液を使用しなければならないという問題が見られた。すなわち、クロメート処理に使用するクロメート液は、劇毒物に該当するクロム酸、重クロム酸若しくはクロム酸塩等のクロム化合物を含んでおり、種々の法規制を受けることから、それに代替する技術として、環境問題が少なく、安全性の高い防錆技術が求められていた。
【0005】
また、特許文献2に開示された金属用表面処理剤は、防錆性や耐蝕性が不十分であるばかりか、金属用表面処理剤からなる被膜の上に、シリコーン塗膜等を形成することはできても、フッ素樹脂を含む被膜を強固に形成することは困難であった。
また、特許文献3に開示された被覆金属成形品は、三層構造であって、所定の防錆性や耐蝕性が得られるものの、塩水噴霧試験による耐食性結果については、未だ不十分であって、また、表面合成樹脂層の種類がシリコーン化合物等に制限されるという問題が見られた。
さらに、特許文献4に開示された耐食性鉄材の製造方法によれば、比較的良好な防錆性や耐蝕性を有する鉄材が得られるものの、二層構造であって、表面保護層を備えておらず、シリコーン化合物等に添加するフェノール化合物の種類や添加量によって、塩水噴霧試験による耐食性結果が著しく低下するという問題が見られた。
【0006】
そこで、上述した問題点につき鋭意検討した結果、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、を順次に形成し、少なくとも三層構造にするとともに、所定の有機樹脂と、フッ素樹脂とからなるフッ素樹脂含有層を形成することにより、クロメート処理を施すことなく、かつ、シリコーン化合物等に添加するフェノール化合物の種類や添加量によらず、優れた防錆性や耐食性を有する被覆金属成形品が得られることを見出し、本発明を完成するに至った。
すなわち、本発明は、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、の相乗効果により、優れた防錆性や耐食性を有するとともに、環境問題にも優れた被覆金属成形品、およびそのような被覆金属成形品を効率的に製造できる被覆金属成形品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明によれば、金属成形品の表面上に、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、を順次に形成した被覆金属成形品であって、フッ素樹脂含有層に、ポリエステル樹脂、ポリアクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂の少なくとも一つの有機樹脂と、フッ素樹脂とを含有するとともに、有機樹脂100重量部に対して、フッ素樹脂の添加量を1〜200重量部の範囲内の値とした被覆金属成形品が提供され、上述した問題を解決することができる。
【0008】
また、本発明の被覆金属成形品によれば、金属成形品の表面上に、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、を順次に形成するとともに、フェノール変性シリコーン化合物層の厚さをt2(μm)とし、フッ素樹脂含有層の厚さをt1(μm)としたときに、t1/t2で表される比率を0.05〜50の範囲内の値とすることが好ましい。
【0009】
また、本発明の被覆金属成形品を構成するにあたり、亜鉛含有多孔質被覆層の厚さをt3(μm)としたときに、t2/t3で表される比率を0.06〜10の範囲内の値とすることが好ましい。
【0010】
また、本発明の被覆金属成形品を構成するにあたり、前記フッ素樹脂含有層の厚さ(t1)を0.5〜1000μmの範囲内の値とし、前記フェノール変性シリコーン化合物層の厚さ(t2)を1〜200μmの範囲内の値とし、かつ、前記亜鉛含有多孔質被覆層の厚さ(t3)を3〜50μmの範囲内の値とすることが好ましい。
【0011】
また、本発明の被覆金属成形品を構成するにあたり、フェノール変性シリコーン化合物層が、シリコーン化合物と、フェノール性化合物と、の混合物あるいは反応物から構成してあるともに、フェノール性化合物の添加量を、シリコーン化合物100重量部あたり、10〜50重量部の範囲内の値とすることが好ましい。
【0012】
また、本発明の被覆金属成形品を構成するにあたり、フッ素樹脂含有層が、潤滑剤を含むとともに、当該潤滑剤の添加量を、フッ素樹脂100重量部あたり、1〜30重量部の範囲内の値とすることが好ましい。
【0013】
また、本発明の被覆金属成形品を構成するにあたり、フッ素樹脂含有層が、着色剤を含むとともに、当該着色剤の添加量を、フッ素樹脂100重量部あたり、1〜30重量部の範囲内の値とすることが好ましい。
【0014】
また、本発明の別の態様は、下記(1)〜(4)の工程を順次に含むことを特徴とする被覆金属成形品の製造方法である。
(1)金属成形品を準備する工程
(2)溶射装置を用いて亜鉛含有多孔質層を形成する工程
(3)フェノール変性シリコーン化合物層を形成する工程
(4)ポリエステル樹脂、ポリアクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂の少なくとも一つの有機樹脂と、フッ素樹脂とを含有するとともに、有機樹脂100重量部に対して、フッ素樹脂の添加量を1〜200重量部の範囲内の値としたフッ素樹脂含有層を形成する工程
【発明の効果】
【0015】
本発明の被覆金属成形品によれば、金属成形品の表面上に、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、を順次に形成し、少なくとも三層構造にするとともに、フッ素樹脂含有層を、所定量の有機樹脂と、フッ素樹脂とから構成することにより、クロメート処理を施すことなく、かつ、シリコーン化合物等に添加するフェノール化合物の種類や添加量によらず、優れた防錆性や耐食性を有する被覆金属成形品を提供することができる。
また、フェノール変性シリコーン化合物層には、フェノール化合物を含むとともに、フッ素樹脂含有層に、所定量の有機樹脂を含むことにより、フェノール変性シリコーン化合物層と、フッ素樹脂含有層との間で、優れた密着力を得ることができる。
さらに、フッ素樹脂含有層には、所定量の有機樹脂を含むことにより、着色や潤滑が容易であって、各種表面特性を備えた被覆金属成形品とすることができる。
【0016】
また、本発明の被覆金属成形品によれば、フェノール変性シリコーン化合物層の厚さ(t2)およびフッ素樹脂含有層の厚さ(t1)の比率を所定範囲に制限することにより、クロメート処理を施すことなく、かつ、シリコーン化合物に添加するフェノール化合物の種類や添加量によらず、クロメート処理を施した場合と同等以上の優れた防錆性や耐食性を有する被覆金属成形品を得ることができる。
また、本発明の被覆金属成形品によれば、比較的構成が単純であることから、各種機械装置等の部材や部品に適用可能な、寸法精度や機械特性を有する被覆金属成形品を得ることもできる。
【0017】
また、本発明の被覆金属成形品によれば、フェノール変性シリコーン化合物層の厚さ(t2)および亜鉛含有多孔質被覆層の厚さ(t3)の比率を所定範囲に制限することにより、クロメート処理を施した場合と同等以上の優れた防錆性や耐食性を有する被覆金属成形品を安定して得ることができる。また、このような構成であれば、寸法精度や機械特性により優れた被覆金属成形品を安定して得ることもできる。
【0018】
また、本発明の被覆金属成形品によれば、フッ素樹脂含有層の厚さ(t1)、フェノール変性シリコーン化合物層の厚さ(t2)、および亜鉛含有多孔質被覆層の厚さ(t3)をそれぞれ所定範囲内の値とすることにより、クロメート処理を施した場合と同等以上の優れた防錆性や耐食性を有する被覆金属成形品をより安定して得ることができる。
【0019】
また、本発明の被覆金属成形品によれば、フェノール変性シリコーン化合物層におけるシリコーン化合物と、フェノール性化合物と添加量の比率を所定範囲内の値とすることにより、クロメート処理を施した場合と同等以上の優れた防錆性や耐食性を有する被覆金属成形品をさらに安定して得ることができる。
【0020】
また、本発明の被覆金属成形品によれば、フッ素樹脂含有層が、潤滑剤を含むとともに、当該潤滑剤の添加量を所定範囲内の値とすることにより、フェノール変性シリコーン化合物層との間の密着性により優れた被覆金属成形品を得ることができるとともに、フッ素樹脂含有層におけるフッ素樹脂の分散性を著しく向上させることができる。
【0021】
また、本発明の被覆金属成形品によれば、フッ素樹脂含有層が、着色剤を含むとともに、当該着色剤の添加量を所定範囲内の値とすることにより、カラー化された被覆金属成形品を提供することができ、被覆金属成形品の多用途に適合することができる。
【0022】
また、被覆金属成形品の製造方法によれば、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、所定のフッ素樹脂含有層と、を順次に形成することにより、クロメート処理を施すことなく、かつ、シリコーン化合物に添加するフェノール化合物の種類や添加量によらず、クロメート処理を施した場合と同等以上の優れた防錆性や耐食性を有する被覆金属成形品を効率的に得ることができる。
【図面の簡単な説明】
【0023】
【図1】(a)〜(d)は、金属成形品の表面処理、亜鉛含有多孔質被覆層の形成、フェノール変性シリコーン化合物層の形成、およびフッ素樹脂含有層の形成をそれぞれ説明するために供する図である。
【図2】対数(フッ素樹脂含有層の厚さ(t1)/フェノール変性シリコーン化合物層の厚さ(t2)の比率)と、被覆金属成形品におけるCCT試験での錆が発生するまでのサイクル数(回数)との関係を示す。
【図3】フッ素樹脂含有層におけるフッ素樹脂の添加量(重量部)と、CCT試験において錆が発生するまでのサイクル数(回数)との関係を説明するために供する図である。
【図4】被覆金属成形品の製造フローチャートを説明するために供する図である。
【図5】溶射装置を説明するために供する図である。
【符号の説明】
【0024】
10:金属成形品
12:亜鉛含有多孔質層
14:フェノール変性シリコーン化合物層
16:フッ素樹脂含有層
20:被覆金属成形品
100:溶射装置
106:ブラスト用材料
118:鉄板
【発明を実施するための最良の形態】
【0025】
以下、図面を適宜参照しつつ、本発明の被覆金属成形品の製造方法および被覆金属成形品の製造方法に関する実施形態を具体的に説明する。
【0026】
[第1実施形態]
第1実施形態は、図1(d)に例示するように、金属成形品10の表面上に、亜鉛含有多孔質被覆層12と、フェノール変性シリコーン化合物層14と、フッ素樹脂含有層16と、を順次に形成するとともに、フッ素樹脂含有層16に、ポリエステル樹脂、ポリアクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂の少なくとも一つの有機樹脂と、フッ素樹脂とを含有するとともに、有機樹脂100重量部に対して、フッ素樹脂の添加量を1〜200重量部の範囲内の値とした被覆金属成形品20である。
すなわち、金属成形品10の表面に、亜鉛含有多孔質層12のみならず、フェノール変性シリコーン化合物層14と、所定のフッ素樹脂含有層16とが順次に形成されていることから、これらの複合層14、16によって、酸素、水分、および塩分等を相乗的に遮断して、下地層としての亜鉛含有多孔質層12および金属成形品10の酸化劣化を有効に防止することができる。
より具体的には、フェノール変性シリコーン化合物層14の一部が、亜鉛含有多孔質層12の内部に侵入して、錯体を形成することが可能であって、強固に密着することができ、フェノール変性シリコーン化合物層14が、水分や塩分等を効果的に遮断することができる。また、フェノール変性シリコーン化合物層14の上に、耐熱性や耐化学的薬品性はもちろんのこと、撥水性や酸素透過性が低いフッ素樹脂含有層16がさらに設けてあるため、水分および塩分等はもちろんのこと、酸素についても遮断することができ、相乗的に亜鉛含有多孔質層12および金属成形品10の酸化劣化を有効に防止することができるものである。
また、通常、シリコーン化合物層と、フッ素樹脂含有層とを強固に接着させることは困難であるものの、第1実施形態の場合、シリコーン化合物をフェノール変性し、フェノール変性シリコーン化合物層14としてあるとともに、フッ素樹脂含有層16に、所定量の有機樹脂を含有しているために、フェノール変性シリコーン化合物層14と、フッ素樹脂含有層16と強固に接着させることができ、結果として、界面からの酸素、水分、および塩分等の浸入をさらに効率的に遮断することができるものである。
したがって、第1実施形態の場合、被覆金属成形品20として、クロメート処理を施すことなく、かつ、シリコーン化合物に添加するフェノール化合物の種類や添加量によらず、クロメート処理を施した場合と同等以上の優れた防錆性や耐食性を発揮することができる。
【0027】
1.金属成形品
図1(a)等に例示する金属成形品10の材質は特に制限されるものでなく、例えば、炭素鋼、合金鋼、ステンレス鋼、特殊鋼等が挙げられる。
また、このような材質からなる金属成形品は、圧延、鋳造、引抜きまたは鋳造等の各種の方法により、板状や棒状等の所望の形状に加工されたものでも良く、あるいは、各種機械装置の部品や部材であっても良い。したがって、例えば、輸送車両、建材、化学品、医薬品、食品、水産加工品、半導体等の機械装置の部材および部品が対象物である。より具体的には、かすがい、釘、ボルト、ナット、ねじ、座金、クランプ、ピン、ジベル、コイル等の固着手段や各種の車両用部品(代表的には、自動車部品)、あるいは建築用部材(例えば、建具用金具)等が挙げられる。
【0028】
2.亜鉛含有多孔質被覆層
また、図1(b)等に例示する亜鉛含有多孔質被覆層12は、亜鉛若しくは亜鉛鉄合金からなる圧着片の集合体から構成された被覆層であって、多孔質構造を有していることが好ましい。
すなわち、亜鉛含有多孔質被覆層は、代表的には、比重の高い鉄等を核にして、高い硬度の鉄亜鉛合金を中間に備えた亜鉛被着粒子をブラスト材として、例えば溶射装置を用いて、大きな投射エネルギーをかけて金属成形品の表面に投射し、そこに圧着させて形成することができる。
【0029】
ここで、かかる亜鉛含有多孔質被覆層の厚さ(t3)を3〜50μmの範囲内の値とすることが好ましい。
この理由は、かかる亜鉛含有多孔質被覆層の厚さが3μm未満の値になると、成膜性が著しく低下したり、金属成形品における防錆性や耐食性が著しく低下したりする場合があるためである。
一方、かかる亜鉛含有多孔質被覆層の厚さが50μmを超えると、均一な厚さに成膜することが困難になったり、金属成形品との間の密着性が著しく低下したりする場合があるためである。
したがって、亜鉛含有多孔質被覆層の厚さを5〜40μmの範囲内の値とすることがより好ましく、8〜30μmの範囲内の値とすることがさらに好ましい。
【0030】
3.フェノール変性シリコーン化合物層
(1)基本的構成
図1(c)等に例示するフェノール変性シリコーン化合物層14は、シリコーン化合物と、フェノール化合物とが複合化した二次元的または三次元的構造の層であって、かつ、亜鉛含有多孔質被覆層との界面においては、フェノール化合物が一部亜鉛含有多孔質被覆層に侵入し、錯体を形成していることが好ましい。
かかるフェノール変性シリコーン化合物層は、典型的には、シリコーン化合物およびフェノール化合物のそれぞれの低分子量物(モノマやオリゴマ)を出発原料として、それらを混合あるいは重合反応させることにより形成することができる。
ただし、シリコーン化合物およびフェノール化合物の重合体が共存する状態で、シリコーン化合物およびフェノール化合物の低分子量物を出発原料として、それらを混合あるいは重合反応させることにより形成することも好ましい。この理由は、このように構成すると、より優れた成膜性が得られるためである。
【0031】
また、フェノール変性シリコーン化合物層の形成に用いるシリコーンモノマおよびオリゴマとしては、例えば、テトラアルコキシシラン、アルキルトリアルコキシシラン、ジアルキルジアルコキシシラン、メチルシリケート、エチルシリケート、ケイ酸リチウム、ケイ酸ナトリウム、ケイ酸カリウム、メチルトリプロパノールアンモニウムシリケート、ジメチルジプロパノールアンモニウムシリケート等が挙げられる。
より具体的には、テトラアルコキシシラン等におけるアルキル基としては、例えば、メチル基、エチル基、プロピル基、ブチル基、ビニル基およびフェニル基等が挙げられる。また、テトラアルコキシシラン等におけるアルコキシ基としては、例えば、メトキシ基、エトキシ基およびプロポキシ基等が挙げられる。
また、フェノール変性シリコーン化合物層の形成に用いるフェノール化合物としては、フェノール、クレゾール、チモール、ブロモフェノール、ナフトール、アニリノフェノール等の一価フェノール類;ピロカテキン(カテコール)、レゾルシン、ヒドロキノン、オルシン、ウルシオール、ビスフェノールA、ビナフトール等の二価フェノール類;ピロガロール、フロログルシン、ヒドロキシヒドロキノン、トリヒドロキシ安息香酸等の三価フェノール類;が例示される。
さらに、フェノール化合物の主剤として、例えば、500〜5000程度の分子量を有するフェノール樹脂を使用することも好ましい。
【0032】
また、フェノール変性シリコーン化合物層におけるフェノール化合物と、シリコーン化合物との添加比率に関して、フェノール化合物の添加量を、シリコーン化合物100重量部あたり、1〜50重量部の範囲内の値とすることが好ましい。
この理由は、かかるフェノール化合物の添加量が1重量部未満の値になると、成膜性が著しく低下したり、金属成形品における防錆性や耐食性が著しく低下したりする場合があるためである。
一方、かかるフェノール化合物の添加量が50重量部を超えると、均一な厚さに成膜することが困難になったり、シリコーン化合物との間の相溶性が著しく低下したりする場合があるためである。
したがって、フェノール化合物の添加量を、シリコーン化合物100重量部あたり、5〜40重量部の範囲内の値とすることがより好ましく、15〜30重量部の範囲内の値とすることがさらに好ましい。
【0033】
また、フェノール変性シリコーン化合物層の厚さ(t2)に関して、フッ素樹脂含有層の厚さ(t1)を考慮して定めることが好ましい。すなわち、t1/t2で表される比率を0.05〜50の範囲内の値とすることを特徴とする。
この理由は、かかるt1/t2で表される比率が0.05未満の値になると、フェノール変性シリコーン化合物層の成膜性が著しく低下したり、金属成形品における防錆性や耐食性が著しく低下したりする場合があるためである。
一方、かかるt1/t2で表される比率が50を超えると、均一な厚さに成膜することが困難になり、そのために密着力が低下し、結果として金属成形品における防錆性や耐食性が低下する場合があるためである。
したがって、かかるt1/t2で表される比率を0.2〜20の範囲内の値とすることがより好ましく、0.7〜5の範囲内の値とすることがさらに好ましい。
なお、図2に、(t1/t2)の比率と、後述するCCT試験において錆が発生するまでのサイクル数(回数)との関係を示す。かかる図2に示す特性図から容易に理解できるように、t1/t2が0.05〜50の範囲内の値であれば、当該サイクル数を少なくとも20回以上の値にすることができ、t1/t2が0.1〜20の範囲内の値であれば、当該サイクル数を約30回以上の値にすることができ、t1/t2が0.2〜5の範囲内の値であれば、当該サイクル数を約40回以上の値にすることができる。
よって、CCT試験における所定の防錆性を得るためには、フッ素樹脂含有層の厚さ(t1)およびフェノール変性シリコーン化合物層の厚さ(t2)を考慮し、t1/t2で表される比率を0.05〜50の範囲内の値とすることが好ましいことが理解される。
【0034】
また、フェノール変性シリコーン化合物層の厚さ(t2)に関して、亜鉛含有多孔質被覆層の厚さ(t3)についても考慮して定めることが好ましい。すなわち、t2/t3で表される比率を0.06〜10の範囲内の値とすることが好ましい。
この理由は、かかるt2/t3で表される比率が0.06未満の値になると、フェノール変性シリコーン化合物層の成膜性が著しく低下したり、金属成形品における防錆性や耐食性が著しく低下したりする場合があるためである。
一方、かかるt2/t3で表される比率が10を超えると、均一な厚さに成膜することが困難になったり、そのために密着力が低下し、結果として金属成形品における防錆性や耐食性が低下する場合があるためである。
したがって、かかるt2/t3で表される比率を0.1〜5の範囲内の値とすることがより好ましく、0.5〜3の範囲内の値とすることがさらに好ましい。
【0035】
また、フェノール変性シリコーン化合物層の厚さ(t2)に関して、具体的にその厚さを1〜100μmの範囲内の値とすることが好ましい。
この理由は、かかるフェノール変性シリコーン化合物層の厚さが1μm未満の値になると、成膜性が著しく低下したり、金属成形品における防錆性や耐食性が著しく低下したりする場合があるためである。
一方、かかるフェノール変性シリコーン化合物層の厚さが100μmを超えると、均一な厚さに成膜することが困難になったり、金属成形品の寸法精度が著しく低下したりする場合があるためである。
したがって、フェノール変性シリコーン化合物層の厚さを5〜50μmの範囲内の値とすることがより好ましく、8〜30μmの範囲内の値とすることがさらに好ましい。
【0036】
(2)添加剤
また、フェノール変性シリコーン化合物層には、取り扱い時の粘度を調整するために、アルコール類、ケトン類、グリコール類等の希釈溶剤を添加することが好ましい。
また、粘度や機械的特性を調整するために、ガラス、石英、水酸化アルミニウム、アルミナ、カオリン、タルク、炭酸カルシウム、珪酸カルシウム、水酸化マグネシウム等の無機充填剤、アクリル樹脂粉、エポキシ樹脂粉、ポリエステル樹脂粉等の有機充填剤;カーボンブラック、ベンガラ、フタロシアニンブルー、クリームイエロー、二酸化チタン等の顔料・染料に代表される着色剤;金属粉;滑剤;離型剤;界面活性剤;カップリング剤を添加することが好ましい。
さらに、フェノール変性シリコーン化合物層の成膜性を高めたり、密着性を向上させたりするために、例えば、熱硬化性樹脂や金属アルコキシドを添加することが好ましい。より具体的には、熱硬化性樹脂としては、例えば、エポキシ樹脂、フェノール樹脂、マレイミド樹脂、ユリア樹脂、ポリイミド樹脂、ビニルエステル樹脂、シリコーン化合物若しくは不飽和ポリエステル樹脂等の一種単独または二種以上の組合せが挙げられる。
より具体的には、好ましいエポキシ樹脂として、グリシジルエーテル型エポキシ樹脂、グリシジルエステル型エポキシ樹脂、グリシジルアミン型エポキシ樹脂が使用可能である。また、エポキシ樹脂の主原料としては、例えば、プロピレングリコ−ル、テトラフェニルエタン、ヘキサヒドロ無水フタル酸、ビスフェノールA、水添ビスフェノールA、ビスフェノールF、水添ビスフェノールF、テトラブロモビスフェノールA、ダイマー酸、ジアミノジフェニルメタン、イソシアヌル酸、p−アミノフェノールおよびp−オキシ安息香酸等が使用可能である。
【0037】
また、好ましいフェノール樹脂としては、自己脱水縮合反応を経由するレゾール型フェノール樹脂や、フェノールとホルマリンとを弱酸性若しくはアルカリ性での縮合反応を経由するノボラック型フェノール樹脂が使用可能である。
より具体的には、オルソフェノール、メタフェノール、パラフェノール、イソプロピルフェノール、ターシャリーブチルフェノール、パライソプロペニルフェノール、ノニルフェノールおよびビスフェノールA等が、フェノール源として使用される。
また、ホルムアルデヒドやアセトアルデヒドがアルデヒド源として一般的に使用可能である。
【0038】
また、好ましいマレイミド樹脂としては、分子内に2個以上の多官能性マレイミド基を有する化合物が約25重量%以上を占める樹脂組成物が使用される。
このようなマレイミド樹脂としては、例えば、1,2−ビスマレイミドエタン、1,6−ビスマレイミドヘキサン、1,12−ビスマレイミドデカン、1,6−ビスマレイミド−(2,2,4−トリメチル)ヘキサン、1,3−ビスマレイミドベンゼンおよび1,4−ビスマレイミドベンゼン等が挙げられる。
また、好ましいユリア樹脂としては、代表的には、尿素とホルムアルデヒドとの付加縮合反応が、二次縮合体若しくは高次縮合体を使用するのが適していて、使用時の形態については特に制約がないが、樹脂液にα−セルロ−ス等を添加したもの(いわゆる、ウエットミックス)を脱水乾燥した乾燥物(いわゆる、ドライミックス)を、可塑剤、顔料等と共に粉末の成形材料にして使用することも可能である。
【0039】
4.フッ素樹脂含有層
(1)基本的構成
図1(d)等に例示するフッ素樹脂含有層16を構成するフッ素樹脂の種類は特に制限されるものでないが、例えば、フッ化アクリレート樹脂、フッ化ビニリデン樹脂、フッ化ウレタン樹脂、フッ化アミノ樹脂、ポリトリフルオロエチレン樹脂、ポリテトラフルオロエチレン樹脂、ポリヘキサフルオロプロピレン樹脂、フッ化エチレンプロピレン共重合樹脂、ポリクロロトリフルオロエチレン樹脂、エチレン−テトラフルオロエチレン共重合樹脂、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合樹脂、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合樹脂等の一種単独または二種以上の組合せが挙げられる。
また、フッ素樹脂含有層16を構成する有機樹脂は、ポリエステル樹脂、ポリアクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂の少なくとも一つの有機樹脂である。
この理由は、このような有機樹脂であれば、所定量のフッ素樹脂を均一に分散することができるとともに、透明性が高く、着色剤による着色や、潤滑剤による表面改質も容易なためである。
特に、これらの有機樹脂のうち、ポリエステル樹脂を用いると、フッ素樹脂の分散が容易になるばかりか、カルボキシル基を一部含んでいるため、フェノール変性シリコーン化合物層との間で、一部反応することができ、強固な界面を形成することができる。
【0040】
また、フッ素樹脂含有層16において、有機樹脂100重量部に対して、フッ素樹脂の添加量を1〜200重量部の範囲内の値とすることを特徴とする。
この理由は、かかるフッ素樹脂の添加量が1重量部未満の値になると、フッ素樹脂に起因した撥水性や撥油性が著しく低下し、その結果、金属成形品における防錆性や耐食性が著しく低下したりする場合があるためである。
一方、かかるフッ素樹脂の添加量が200重量部を超えると、均一な厚さに成膜することが困難になったり、金属成形品の寸法精度が著しく低下したりする場合があるためである。さらには、かかるフッ素樹脂の添加量が200重量部を超えると、フェノール変性シリコーン化合物層との間の密着力が低下し、結果として金属成形品における防錆性や耐食性が低下する場合があるためである。
したがって、フッ素樹脂の添加量を、有機樹脂100重量部に対して、5〜100重量部の範囲内の値とすることがより好ましく、10〜40重量部の範囲内の値とすることがさらに好ましい。
なお、図3に、フッ素樹脂含有層におけるフッ素樹脂の添加量(重量部)と、CCT試験において錆が発生するまでのサイクル数(回数)との関係を示す。
かかる図3から容易に理解されるように、フッ素樹脂の添加量が10〜40重量部の範囲であれば、CCT試験のサイクル数を60回以上とすることができ、フッ素樹脂の添加量が5〜100重量部の範囲であれば、CCT試験のサイクル数を40回以上とすることができ、フッ素樹脂の添加量が1〜200重量部の範囲であれば、CCT試験のサイクル数を5回以上とすることができる。
すなわち、所定のCCT試験のサイクル数を得るためには、フッ素樹脂含有層におけるフッ素樹脂の添加量(重量部)を所定範囲に制限することが有効である。
【0041】
また、かかるフッ素樹脂含有層の厚さ(t1)に関して、具体的にその厚さを1〜100μmの範囲内の値とすることが好ましい。
この理由は、かかるフッ素樹脂含有層の厚さが1μm未満の値になると、成膜性が著しく低下したり、金属成形品における防錆性や耐食性が著しく低下したりする場合があるためである。
一方、かかるフッ素樹脂含有層の厚さが100μmを超えると、均一な厚さに成膜することが困難になったり、金属成形品の寸法精度が著しく低下したりする場合があるためである。さらには、かかるフッ素樹脂含有層の厚さが100μmを超えると、フェノール変性シリコーン化合物層との間の密着力が低下し、結果として金属成形品における防錆性や耐食性が低下する場合があるためである。
したがって、フッ素樹脂含有層の厚さを5〜50μmの範囲内の値とすることがより好ましく、8〜30μmの範囲内の値とすることがさらに好ましい。
【0042】
(2)添加剤
また、フッ素樹脂含有層においても、フェノール変性シリコーン化合物層と同様に、希釈溶剤、無機充填剤、有機充填剤、着色剤、金属粉、滑剤、離型剤、界面活性剤、カップリング剤、熱硬化性樹脂、金属アルコキシド等を添加することが好ましい。
特に、潤滑剤として、例えば、グラファイト、二硫化モリブテン、窒化ホウ素、流動パラフィン、シリコーンオイル、フッ素オイル、機械オイル、ヒマシ油、オレイン酸等を含むとともに、当該潤滑剤の添加量を、フッ素樹脂100重量部あたり、1〜30重量部の範囲内の値とすることが好ましい。
この理由は、フッ素樹脂含有層がこのような潤滑剤を所定量含むことにより、フェノール変性シリコーン化合物層との間の密着性をより向上させることができるためである。また、このような潤滑剤を所定量含むことにより、フェノール変性シリコーン化合物層における撥水性や機械的特性の調整も容易になるためである。
したがって、かかる潤滑剤の添加量を、フッ素樹脂100重量部あたり、2〜25重量部の範囲内の値とすることがより好ましい。
さらに、着色剤として、例えば、酸化チタン、チタンレッド、カドミウムイエロ、酸化コバルト、酸化鉄、フェライト、無金属フタロシアニン顔料、アルミニウムフタロシアニン顔料、チタニウムフタロシアニン顔料、鉄フタロシアニン顔料、コバルトフタロシアニン顔料、ニッケルフタロシアニン顔料、錫フタロシアニン顔料、銅フタロシアニン顔料等を含むとともに、当該着色剤の添加量を、フッ素樹脂100重量部あたり、1〜30重量部の範囲内の値とすることが好ましい。
この理由は、フッ素樹脂含有層がこのような潤滑剤を所定量含むことにより、フッ素樹脂含有層のカラー化、ひいては、被覆金属成形品のカラー化を図ることができる。したがって、被覆金属成形品の多用途化に適合することができる。
【0043】
[第2実施形態]
本発明の第2実施形態は、図4に、その製造フローチャート(S1〜S8)を示すように、下記(1)〜(4)の工程を含む被覆金属成形品の製造方法である。
(1)金属成形品を準備する工程(S1〜S2)
(2)溶射装置を用いて亜鉛含有多孔質層を形成する工程(S3)
(3)フェノール変性シリコーン化合物層を形成する工程(S4〜S5)
(4)ポリエステル樹脂、ポリアクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂の少なくとも一つの有機樹脂と、フッ素樹脂とを含有するとともに、有機樹脂100重量部に対して、フッ素樹脂の添加量を1〜200重量部の範囲内の値としたフッ素樹脂含有層を形成する工程(S6〜S8)
【0044】
1.金属成形品を準備する工程
図4中のS3において示すように亜鉛含有多孔質層を形成するに先立ち、S1およびS2に示すように、金属成形品の表面を予め清浄化しておくことが好ましい。すなわち、まず、S1に示すように、トリクロロエチレン、トリクロロエタン等の有機溶剤、またはアルカリ洗浄剤等の水性洗浄剤を用いて油脂類の脱脂を行って、金属成形品の表面を活性化しておくことが好ましい。
次いで、S2に示すように、ショットブラスト等の物理的手法によって、予め金属成形品の表面を清浄化するともに、微細な凹凸を形成しておくことが好ましい。このように表面処理することにより、金属成形品と、亜鉛含有多孔質層との間の密着力が著しく向上するためである。
【0045】
2.亜鉛含有多孔質層を形成する工程
次いで、図4中のS3に示すように、溶射装置を用いて、金属成形品の表面に、亜鉛含有多孔質層を形成することが好ましい。
すなわち、例えば、鉄系の核の周囲に亜鉛・鉄合金のコーティング層を形成したブラスト材料を、溶射装置を用いて被処理物である金属表面に投射して、被処理物の表面にポーラス状の亜鉛・鉄合金被膜を形成するいわゆるブラスト亜鉛被覆法を用いることが好ましい。
このブラスト亜鉛被覆法によれば、図5に示される溶射装置100を用いて、被処理物118の表面に、ブラスト材料である亜鉛・鉄合金106が打ち着けられ、これらが順次積層されることによりポーラス状の亜鉛含有多孔質層116が形成されることとなる。
この亜鉛含有多孔質層116は、単なる亜鉛被膜に比べて、鉄系の被処理物に対する密着性に優れており、しかも、表面のエネルギーが大きくて濡れ性および浸透性に優れているという特徴を有している。したがって、その後の塑性加工や塗装処理の前処理用被膜として優れた特性を発揮することができる。
なお、溶射装置100を用いて、ブラスト亜鉛被覆法を実施して、所定厚さの亜鉛含有多孔質層116を形成するに際して、例えば、直径100〜500μmのブラスト材料を、1〜10分間の条件で、ブラスト処理することが好ましい。
【0046】
3.フェノール変性シリコーン化合物層を形成する工程
次いで、図4の製造フローチャートにS4〜S5として示すように、亜鉛含有多孔質層が形成された金属成形品に対して、さらにフェノール変性シリコーン化合物層を形成することが好ましい。
例えば、S4に示すように、フェノール化合物と、シリコーン化合物とを含む混合物を、亜鉛含有多孔質被覆層に浸漬塗布して、予備重合させることが好ましい。次いで、S5に示すように、例えば、50〜200℃の温度で、1〜60分加熱して、シリコーン化合物およびフェノール化合物を硬化させて、所定厚さのフェノール変性シリコーン化合物層を形成することが好ましい。
なお、フェノール変性シリコーン化合物層を形成するにあたり、S4において、例えば、浸漬方法、吹き付け方法、スプレー方法若しくはローラ方法等の塗布手段を採ることが可能である。特に、浸漬方法によると、簡易な装置であっても、フェノール変性シリコーン化合物層の仕上がり面を均一な厚さに容易に制御できることから好適である。
さらに、フェノール変性シリコーン化合物層を形成するにあたり、S4において、取り扱いが容易なことから、アルコール溶媒やアルコール混合溶媒に溶解させた状態で浸漬塗布することが好ましい。
【0047】
4.フッ素樹脂含有層を形成する工程
次いで、図4の製造フローチャートにS6〜S8として示すように、亜鉛含有多孔質層およびフェノール変性シリコーン化合物層が順次に形成された金属成形品に対して、さらにフッ素樹脂含有層を形成することが好ましい。
例えば、S6において、フッ素樹脂および有機樹脂等の混合物を収容した浴に、亜鉛含有多孔質層およびフェノール変性シリコーン化合物層が順次に形成された金属成形品を浸漬する。次いで、S7において、例えば、50〜200℃の温度で、1〜60分加熱して、所定厚さのフッ素樹脂含有層を形成する。そして、S8において、フッ素樹脂含有層の形成を含めて、得られた被覆金属成形品の検査を行なうことが好ましい。
なお、S6において金属成形品を浸漬する際や、S7において加熱処理する際に、複数の被覆金属成形品が固着しないように、タンブラ−装置等を用いて、所定の振動や回転動作を与えながら実施することが好ましい。その他、複数の被覆金属成形品を穴あき袋等に収容した状態で、穴あき袋等を上下方向に繰り返し動かしたり、超音波振動を与えたりすることも好ましい。
【実施例】
【0048】
[実施例1]
1.被覆金属成形品の作成
金属成形品として、平板状の鉄板(縦20cm、横20cm、厚さ1mm)を準備して、その表面を、トリクロロエチレンおよびアルカリ洗浄剤を用いて脱脂した後、ブラスト処理を実施し、図1(a)に示すように、金属成形品10の表面に微細な凹凸を形成した。
次いで、図5に示すような溶射装置100を用いて、実質的に鉄からなる核と、その核の周囲に形成された鉄亜鉛合金層を含む実質的に亜鉛からなる複層粒子の集合体からなるブラスト用材料106を、鉄板表面118に投射して、図1(b)に示すように、厚さ20μmの亜鉛含有多孔質被覆層12を形成した。
次いで、形成した亜鉛含有多孔質被覆層上に、バーコータを用いて、エチルシリケート100重量部と、レゾルシン15重量部と、ジブチルスズ1重量部と、エタノール900重量部と、を含む混合物を塗布した。その後、130℃の加熱炉で、30分間加熱して、図1(c)に示すように、厚さ10μmのフェノール変性シリコーン化合物層14を形成した。
次いで、得られたフェノール変性シリコーン化合物層の上に、バーコータを用いて、フッ素樹脂含有ポリエステル樹脂溶液(フッ素樹脂30重量部、ポリエステル樹脂100重量部)を塗布し、さらに150℃の加熱炉で、30分加熱して、図1(d)に示すように、厚さ30μmのフッ素樹脂含有層16を形成し、実施例1の被覆金属成形品20とした。
【0049】
2.被覆金属成形品の評価
(1)SST試験による耐食性評価
得られた被覆金属成形品(サンプル数:10個)について、JISZ2371に基づくSST試験(温度:35℃、濃度5%の塩水噴霧)による耐食性試験を行い、下記基準に沿ってSST試験による耐食性評価を実施した。
◎:2,500時間経過後に、赤錆の発生が観察されなかった。
○:1,500時間経過後に、赤錆の発生が観察されなかった。
△:1,000時間経過後に、赤錆の発生が観察されなかった。
×:1,000時間経過前に、赤錆の発生が観察された。
【0050】
(2)CCT試験による耐食性評価
得られた被覆金属成形品(サンプル数:10個)について、JISZ2371に基づくSST試験(温度:35℃、濃度5%の塩水噴霧)を4時間、60℃の乾燥処理を2時間、50℃、95%Rhの湿潤処理を2時間とし、合計8時間の複合処理を1サイクルとし、それを最大60サイクル繰り返して、下記基準に沿ってCCT試験による耐食性評価を実施した。
◎:60サイクル繰り返しても、赤錆の発生が観察されなかった。
○:40サイクル繰り返しても、赤錆の発生が観察されなかった。
△:10サイクル繰り返しても、赤錆の発生が観察されなかった。
×:10サイクル以下の繰り返しで、赤錆の発生が観察された。
【0051】
[実施例2〜4]
実施例2〜4においては、フッ素樹脂含有層におけるフッ素樹脂の含有量の影響を検討した。
すなわち、実施例2においては、ポリエステル樹脂100重量部に対してフッ素樹脂含有量が20重量部のフッ素樹脂含有層を形成し、実施例3においては、フッ素樹脂含有量が10重量部のフッ素樹脂含有層を形成し、実施例4においては、フッ素樹脂含有量が50重量部のフッ素樹脂含有層を形成した他は、実施例1と同様にそれぞれ被覆金属成形品(サンプル数:10個)を作成し、SST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
【0052】
[実施例5〜9]
実施例5〜9においては、フェノール変性シリコーン化合物層の厚さ(t2)と、フッ素樹脂含有層の厚さ(t1)との関係を検討した。
すなわち、実施例5においては、厚さ2μmのフェノール変性シリコーン化合物層を形成し、実施例6においては、厚さ5μmのフェノール変性シリコーン化合物層を形成し、実施例7においては、厚さ15μmのフェノール変性シリコーン化合物層を形成した他は、実施例1と同様にそれぞれ被覆金属成形品(サンプル数:10個)を作成し、SST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
また、実施例8においては、厚さ5μmのフッ素樹脂含有層を形成し、実施例9においては、厚さ1μmのフッ素樹脂含有層を形成したほかは、それぞれ実施例1と同様に被覆金属成形品(サンプル数:10個)を作成し、SST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
【0053】
[実施例10〜12]
実施例10〜12においては、フェノール変性シリコーン化合物層の厚さ(t2)と、亜鉛含有多孔質被覆層の厚さ(t3)との関係を検討した。
すなわち、実施例10においては、厚さ8μmの亜鉛含有多孔質被覆層を形成し、実施例11においては、厚さ5μmの亜鉛含有多孔質被覆層を形成し、実施例12においては、厚さ1μmの亜鉛含有多孔質被覆層を形成したほかは、それぞれ実施例1と同様に被覆金属成形品(サンプル数:10個)を作成し、SST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
【0054】
[実施例13]
実施例13においては、金属成形品として、鉄板のかわりに、実際の機械部品に使用されるネジを用いた。すなわち、ネジを準備し、実施例1と同様にアルカリ溶液を用いて脱脂した後、ブラスト処理を実施し、表面に微細な凹凸を形成した。
次いで、実施例1と同様に、溶射装置を用いてブラスト用材料をネジの表面に投射して、厚さ20μmの亜鉛含有多孔質被覆層を形成した。
次いで、亜鉛含有多孔質被覆層を形成したネジを、エチルシリケート100重量部と、レゾルシン30重量部と、ジブチルスズ1重量部と、エタノール900重量部と、を含む混合物中に浸漬し、さらに130℃の加熱炉で、30分間加熱して、厚さ10μmのフェノール変性シリコーン化合物層を形成した。
次いで、タンブラー装置を用いて、亜鉛含有多孔質被覆層およびフェノール変性シリコーン化合物層を形成したネジに対して、5時間かけてフッ素樹脂含有溶液を適宜吹き付けた後、さらに150℃の加熱炉で、30分加熱した。
このようにして、厚さ30μmのフッ素樹脂含有層を形成して、被覆金属成形品としてのネジ(サンプル数:10個)とし、実施例1と同様に、SST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
【0055】
[実施例14〜17]
実施例14においては、フェノール変性シリコーン化合物層を形成する際に、30重量部のクレゾールを使用し、実施例15では、20重量部のフェノールおよび5重量部のフェノール樹脂の混合物を使用し、実施例16では、20重量部のピロガロールを使用し、実施例17では、5重量部のトリヒドロキシ安息香酸を使用したほかは、実施例13と同様に、被覆金属成形品としてのネジ(サンプル数:10個)を作成し、SST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
【0056】
[比較例1〜3]
比較例1においては、厚さ10μmのフェノール変性シリコーン化合物層の上にフッ素樹脂含有層を形成しなかった他は、実施例1と同様に、被覆金属成形品に対するSST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
また、比較例2においては、厚さ10μmのフェノール変性シリコーン化合物層の上に、フッ素樹脂80重量%からなるフッ素樹脂含有層を形成した他は、実施例1と同様に、被覆金属成形品に対するSST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
また、比較例3においては、フッ素樹脂0.1重量%からなるフッ素樹脂含有層を形成した他は、実施例1と同様に、被覆金属成形品に対するSST試験による耐食性評価と、CCT試験による耐食性評価とを行なった。
【0057】
【表1】
*実施例1〜13:フェノール化合物(レゾルシン30重量部)
*実施例14:フェノール化合物(クレゾール30重量部)
*実施例15:フェノール化合物(フェノール20重量部/フェノール樹脂5重量部)
*実施例16:フェノール化合物(ピロガロール20重量部)
*実施例17:フェノール化合物(トリヒドロキシ安息香酸5重量部)
【産業上の利用可能性】
【0058】
本発明の被覆金属成形品および被覆金属成形品の製造方法によれば、金属成形品の表面上に、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、を順次に形成するとともに、フッ素樹脂含有層に、フッ素樹脂以外に、ポリエステル樹脂等の所定の有機樹脂を含むことにより、クロメート処理を施すことなく、かつ、中間層に添加するフェノール化合物の種類によらず、優れた防錆性や耐食性を発揮することできる。
また、フッ素樹脂含有層において、フッ素樹脂以外に、ポリエステル樹脂等の所定の有機樹脂を含むことにより、当該フッ素樹脂含有層を250℃以下の低温で形成することができるとともに、着色したり、潤滑剤を添加したりすることが容易になり、多用途に適した被覆金属成形品を提供することができる。
さらに、本発明の被覆構造は、金属成形品やその製造方法のみならず、金属成形品に加工する前の金属鉄板やセラミック基板等にも応用することができる。
【特許請求の範囲】
【請求項1】
金属成形品の表面上に、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、を順次に形成した被覆金属成形品であって、
前記フッ素樹脂含有層に、ポリエステル樹脂、ポリアクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂の少なくとも一つの有機樹脂と、フッ素樹脂とを含有するとともに、前記有機樹脂100重量部に対して、前記フッ素樹脂の添加量を1〜200重量部の範囲内の値とすることを特徴とする被覆金属成形品。
【請求項2】
金属成形品の表面上に、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、を順次に形成するとともに、前記フェノール変性シリコーン化合物層の厚さをt2(μm)とし、前記フッ素樹脂含有層の厚さをt1(μm)としたときに、t1/t2で表される比率を0.05〜50の範囲内の値とすることを特徴とする被覆金属成形品。
【請求項3】
前記亜鉛含有多孔質被覆層の厚さをt3(μm)としたときに、t2/t3で表される比率を0.06〜10の範囲内の値とすることを特徴とする請求の範囲第1項または第2項に記載の被覆金属成形品。
【請求項4】
前記フッ素樹脂含有層の厚さ(t1)を0.5〜1000μmの範囲内の値とし、フェノール変性シリコーン化合物層の厚さ(t2)を1〜100μmの範囲内の値とし、かつ、前記亜鉛含有多孔質被覆層の厚さ(t3)を3〜50μmの範囲内の値とすることを特徴とする請求の範囲第1項〜第3項のいずれか一項に記載の被覆金属成形品。
【請求項5】
前記フェノール変性シリコーン化合物層が、シリコーン化合物と、フェノール化合物との混合物あるいは反応物から構成してあるともに、前記フェノール化合物の添加量を、前記シリコーン化合物100重量部あたり、10〜50重量部の範囲内の値とすることを特徴とする請求の範囲第1項〜第4項のいずれか一項に記載の被覆金属成形品。
【請求項6】
前記フッ素樹脂含有層が、潤滑剤を含むとともに、当該潤滑剤の添加量を、前記フッ素樹脂100重量部あたり、1〜30重量部の範囲内の値とすることを特徴とする請求の範囲第1項〜第5項のいずれか一項に記載の被覆金属成形品。
【請求項7】
前記フッ素樹脂含有層が、着色剤を含むとともに、当該着色剤の添加量を、前記フッ素樹脂100重量部あたり、1〜30重量部の範囲内の値とすることを特徴とする請求の範囲第1項〜第6項のいずれか一項に記載の被覆金属成形品。
【請求項8】
下記(1)〜(4)の工程を順次に含むことを特徴とする被覆金属成形品の製造方法。
(1)金属成形品を準備する工程
(2)溶射装置を用いて亜鉛含有多孔質層を形成する工程
(3)フェノール変性シリコーン化合物層を形成する工程
(4)ポリエステル樹脂、ポリアクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂の少なくとも一つの有機樹脂と、フッ素樹脂とを含有するとともに、有機樹脂100重量部に対して、フッ素樹脂の添加量を1〜200重量部の範囲内の値としたフッ素樹脂含有層を形成する工程
【請求項1】
金属成形品の表面上に、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、を順次に形成した被覆金属成形品であって、
前記フッ素樹脂含有層に、ポリエステル樹脂、ポリアクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂の少なくとも一つの有機樹脂と、フッ素樹脂とを含有するとともに、前記有機樹脂100重量部に対して、前記フッ素樹脂の添加量を1〜200重量部の範囲内の値とすることを特徴とする被覆金属成形品。
【請求項2】
金属成形品の表面上に、亜鉛含有多孔質被覆層と、フェノール変性シリコーン化合物層と、フッ素樹脂含有層と、を順次に形成するとともに、前記フェノール変性シリコーン化合物層の厚さをt2(μm)とし、前記フッ素樹脂含有層の厚さをt1(μm)としたときに、t1/t2で表される比率を0.05〜50の範囲内の値とすることを特徴とする被覆金属成形品。
【請求項3】
前記亜鉛含有多孔質被覆層の厚さをt3(μm)としたときに、t2/t3で表される比率を0.06〜10の範囲内の値とすることを特徴とする請求の範囲第1項または第2項に記載の被覆金属成形品。
【請求項4】
前記フッ素樹脂含有層の厚さ(t1)を0.5〜1000μmの範囲内の値とし、フェノール変性シリコーン化合物層の厚さ(t2)を1〜100μmの範囲内の値とし、かつ、前記亜鉛含有多孔質被覆層の厚さ(t3)を3〜50μmの範囲内の値とすることを特徴とする請求の範囲第1項〜第3項のいずれか一項に記載の被覆金属成形品。
【請求項5】
前記フェノール変性シリコーン化合物層が、シリコーン化合物と、フェノール化合物との混合物あるいは反応物から構成してあるともに、前記フェノール化合物の添加量を、前記シリコーン化合物100重量部あたり、10〜50重量部の範囲内の値とすることを特徴とする請求の範囲第1項〜第4項のいずれか一項に記載の被覆金属成形品。
【請求項6】
前記フッ素樹脂含有層が、潤滑剤を含むとともに、当該潤滑剤の添加量を、前記フッ素樹脂100重量部あたり、1〜30重量部の範囲内の値とすることを特徴とする請求の範囲第1項〜第5項のいずれか一項に記載の被覆金属成形品。
【請求項7】
前記フッ素樹脂含有層が、着色剤を含むとともに、当該着色剤の添加量を、前記フッ素樹脂100重量部あたり、1〜30重量部の範囲内の値とすることを特徴とする請求の範囲第1項〜第6項のいずれか一項に記載の被覆金属成形品。
【請求項8】
下記(1)〜(4)の工程を順次に含むことを特徴とする被覆金属成形品の製造方法。
(1)金属成形品を準備する工程
(2)溶射装置を用いて亜鉛含有多孔質層を形成する工程
(3)フェノール変性シリコーン化合物層を形成する工程
(4)ポリエステル樹脂、ポリアクリル樹脂、ポリオレフィン樹脂、ポリウレタン樹脂、ポリカーボネート樹脂の少なくとも一つの有機樹脂と、フッ素樹脂とを含有するとともに、有機樹脂100重量部に対して、フッ素樹脂の添加量を1〜200重量部の範囲内の値としたフッ素樹脂含有層を形成する工程
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【国際公開番号】WO2005/084942
【国際公開日】平成17年9月15日(2005.9.15)
【発行日】平成19年12月6日(2007.12.6)
【国際特許分類】
【出願番号】特願2006−510652(P2006−510652)
【国際出願番号】PCT/JP2005/003102
【国際出願日】平成17年2月25日(2005.2.25)
【出願人】(000150512)株式会社仲田コーティング (40)
【Fターム(参考)】
【国際公開日】平成17年9月15日(2005.9.15)
【発行日】平成19年12月6日(2007.12.6)
【国際特許分類】
【国際出願番号】PCT/JP2005/003102
【国際出願日】平成17年2月25日(2005.2.25)
【出願人】(000150512)株式会社仲田コーティング (40)
【Fターム(参考)】
[ Back to top ]