
装飾めっき品、およびその製造方法
【課題】生産性に優れ、かつ素材が複雑な形状であっても、装飾めっき品を容易に製造できるめっき方法を提供する。
【解決手段】素材に装飾用の電気めっきを施すめっき方法であって、素材にデザイン色(第1色)の第1めっき層を形成する第1めっき工程P2と、第1めっき工程P1で形成された第1めっき層にデザインが施されたマスキングシートを被せるマスキング工程P3と、マスキングシートの上から背景色(第2色)の第2めっき層を形成する第2めっき工程P4と、マスキングシートを取り除くマスキング除去工程P5とを備えている。
【解決手段】素材に装飾用の電気めっきを施すめっき方法であって、素材にデザイン色(第1色)の第1めっき層を形成する第1めっき工程P2と、第1めっき工程P1で形成された第1めっき層にデザインが施されたマスキングシートを被せるマスキング工程P3と、マスキングシートの上から背景色(第2色)の第2めっき層を形成する第2めっき工程P4と、マスキングシートを取り除くマスキング除去工程P5とを備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、素材に装飾用の電気めっき層が形成された装飾めっき品、およびその製造方法に関するものである。
【背景技術】
【0002】
従来、金属からなる素材に装飾を施して装飾品を製造するのに、エッチング処理を行うものがあった(特許文献1)。特許文献1では、素材の表面に酸化膜を形成し、酸化膜の表面に、所定の模様が施されたマスクを被せてマスキングをして、エッチング処理を施した後に、マスクを除去してマスクで被覆されていた部分(酸化膜)を着色することで模様が形成される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−216898号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1のようなエッチングを用いた方法では、酸化工程、マスキング工程、エッチング工程、マスキング除去工程および着色工程の5工程が必要になり、工数が増加するうえに、素材が曲面のような複雑な形状である場合、装飾品を製造するのが困難になる。
【0005】
本発明は、前記課題に鑑みてなされたもので、生産性に優れ、かつ素材が複雑な形状であっても、装飾めっき品を容易に製造できるめっき方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明にかかる装飾めっき方法は、素材に装飾用の電気めっきを施すめっき方法であって、前記素材に第1色のめっき層を形成する第1めっき工程と、第1めっき工程で形成されためっき層にデザインが施されたマスキングシートを被せるマスキング工程と、前記マスキングシートの上から第2色のめっき層を形成する第2めっき工程と、前記マスキングシートを取り除くマスキング除去工程とを備えている。ここで、「デザイン」とは、絵、文字、模様等の図柄のことをいう。
【0007】
この構成によれば、製造工程が4工程で済み、しかもそのうちの2工程は同じめっき工程であるから、生産性が高い。また、例えばデザイン色である第1色のめっき層と背景色である第2色のめっき層とによりデザインが形成されるので、素材が複雑な形状であっても、容易に装飾めっき品を製造することができる。このように、素材の上に電気めっきで金属を重ねること装飾が行われるので、電気の流れを利用した色、金属本来の色、加工された色等の様々な色でデザインを表現することができる。
【0008】
本発明において、前記第1めっき工程は、電解処理工程とめっき本工程とを有し、前記第2めっき工程はめっき本工程を有することが好ましい。ここで、「電解処理工程」とは、酸やアルカリによる電解洗浄のことをいい、溶剤、超音波等による脱脂、アルカリ脱脂、酸による表面活性化等は含まない。この場合、前記マスキングシートとして、ポリ塩化ビニル製のシートを用いるのが好ましい。この構成によれば、第1めっき工程で形成されためっき層の表面が清浄であるから、第2めっき工程では、電解処理工程を省略することができる。素材に直接マスキングを行うと、このような電解処理工程においてマスキング部材が剥がれないようにするために、特殊なマスキング部材が必要となる。しかしながら、電解処理工程を省略できることにより、マスキングシートとして、安価なポリ塩化ビニル製のシートを用いることが可能となり、生産コストが低下する。また、ポリ塩化ビニル製のシートは加工が容易であるから、任意のデザインをデータなどから容易に作成できる。
【0009】
本発明にかかる装飾めっき品は、素材に装飾用の電気めっき層が形成された装飾めっき品であって、前記素材に形成された第1色のめっき層と、前記第1色のめっき層に形成された第2色のめっき層とを備えている。この構成によれば、例えばデザイン色である第1色のめっき層と背景色である第2色のめっき層とによりデザインが形成されるので、素材が複雑な曲面形状であっても、容易に装飾めっき品を製造することができる。
【発明の効果】
【0010】
本発明の装飾めっき方法または装飾めっき品によれば、製造工程が4工程で済み、しかもそのうちの2工程は同じめっき工程であるから、生産性が高い。また、第1色のめっき層と第2色のめっき層とによりデザインが形成されるので、素材が複雑な形状であっても、容易に装飾めっき品を製造することができる。このように、素材の上に電気めっきで金属を重ねること装飾が行われるので、電気の流れを利用した色、金属本来の色、加工された色等の様々な色でデザインを表現することができる。
【図面の簡単な説明】
【0011】
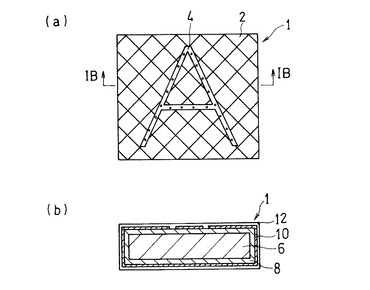
【図1】(a)は、本発明の第1実施形態に係る装飾めっき品を示す平面図で、(b)は(a)のIB-IB線断面図である。
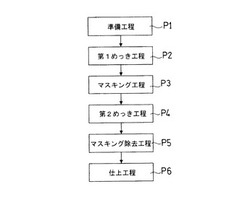
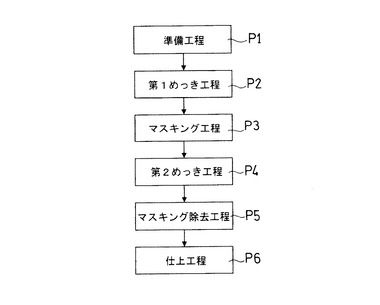
【図2】同装飾めっき品の製造工程を示すフロー図である。
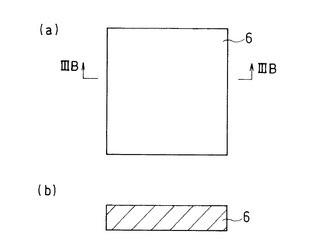
【図3】(a)は、上記素材を示す平面図で、(b)は(a)のIIIB-IIIB線断面図である。
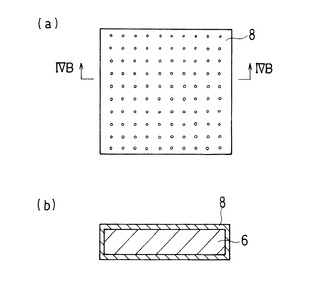
【図4】(a)は、第1めっき工程後の状態を示す平面図で、(b)は(a)のIVB-IVB線断面図である。
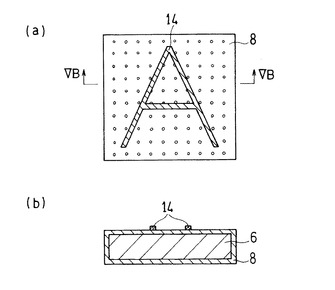
【図5】(a)は、マスキング工程後の状態を示す平面図で、(b)は(a)のVB-VB線断面図である。
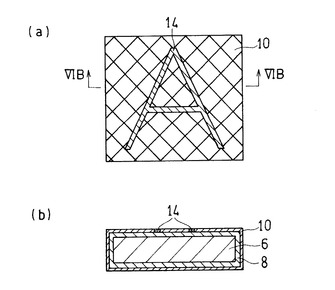
【図6】(a)は、第2めっき工程後の状態を示す平面図で、(b)は(a)のVIB-VIB線断面図である。
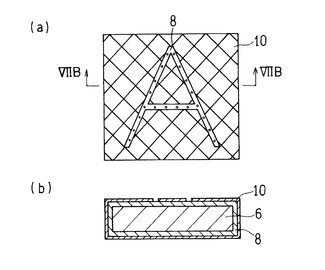
【図7】(a)は、マスキング除去工程後の状態を示す平面図で、(b)は(a)のVIIB-VIIB線断面図である。
【図8】(a)は、仕上塗装後の状態を示す平面図で、(b)は(a)のVIIIB-VIIIB線断面図である。
【図9】第1めっき工程の流れを示すフロー図である。
【図10】第2めっき工程の流れを示すフロー図である。
【図11】(a)は、本発明の第2実施形態に係る装飾めっき品を示す平面図で、(b)は(a)のXIB-XIB線断面図である。
【発明を実施するための形態】
【0012】
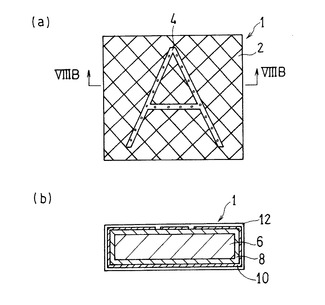
以下、本発明の好ましい実施形態について図面を参照しながら説明する。図1は、本発明の第1実施形態に係る装飾めっき品1を示す。同図(a)に示すように、装飾めっき品1は、表面に背景2とデザイン4とを有する。背景2とデザイン4は異なる色調で構成されている。より具体的には、同図(b)に示すように、装飾めっき品1は、金属からなる素材6に形成された第1色であるデザイン色の第1めっき層8と、第1めっき層8に形成された第2色である背景色の第2めっき層10とを備えている。第1めっき層8および第2めっき層10は電気めっきにより形成されている。この実施形態では、各めっき層8,10を保護するために、表面全体に透明の仕上塗装12が施されている。
【0013】
装飾めっき品1のめっき方法は、図2に示すように、素材6の裁断、バリ取り等の準備・加工を行う準備工程P1と、素材6にデザイン色(第1色)の第1めっき層8を形成する第1めっき工程P2と、第1めっき工程P2で形成された第1めっき層8にデザインが施されたマスキングシート14を被せるマスキング工程P3と、マスキングシート14の上から背景色(第2色)の第2めっき層10を形成する第2めっき工程P4と、マスキングシート14を取り除くマスキング除去工程P5と、表面全体に仕上塗装12を施す仕上工程P6とを備えている。
【0014】
以下に、図3〜10を用いて、各工程P1〜P5を説明する。
[準備工程]
まず、図3(a)および(b)に示す素材6を準備する。本実施形態では、素材6は鉄系の金属であるが、これに限定されず、例えば、ステンレス系、銅・銅合金系等であってもよい。素材6にプレス加工、孔開け加工等が必要な場合は、それらの加工を行う。
【0015】
[第1めっき工程]
つぎに、図4(a)および(b)に示すように、素材6の表面に第1めっき層8を形成する。第1めっき層8は、デザイン4の色(デザイン色)を構成するものであればよく、単層に限定されず、多層であってもよい。本実施形態では、下からニッケルストライクめっき、硫酸銅めっき、ニッケルめっき、真鍮めっきの4層構造となっている。多層の場合、最上層のめっきの色がデザイン色を構成し、例えば、デザイン色は真鍮めっきの色(金色)である。第1めっき層8におけるデザイン色を構成するめっきとして、真鍮めっき以外に、ニッケル、黒ニッケル、銅、金、ピンクゴールド等の各めっきがある。第1めっき工程の詳細は後述する。
【0016】
[マスキング工程]
つづいて、図5(a)および(b)に示すように、第1めっき層8にデザインが施されたマスキングシート14を被せる。本実施形態では、マスキングシート14として、ポリ塩化ビニル製のシートを用いており、糊のような接着手段により第1めっき層8に貼り付けている。接着手段は糊に限定されないが、後でマスキングシート14を容易に除去できるものが好ましい。また、マスキングシート14も塩化ビニル製のシート以外のものも適用できるが、塩化ビニル製のシートのような入手が容易で安価なものが好ましい。
【0017】
[第2めっき工程]
つぎに、図6(a)および(b)に示すように、マスキングシート14の表面に第2めっき層10を形成して、背景2を構成する。第2めっき層10は、背景2の色(背景色)を構成するものである。本実施形態では、第2めっき層10として黒ニッケルめっきを使用している。第2めっき層10における背景色を構成するめっきとして、黒ニッケルめっき以外に、例えば、金、ピンクゴールド、銅ブロンズ、ホワイトブロンズ、真鍮ブロンズ等の各めっきがある。第2めっき工程の詳細は後述する。
【0018】
[マスキング除去工程]
つづいて、図7(a)および(b)に示すように、マスキングシート14を除去する。これにより、背景2とデザイン4が現れる。本実施形態では、マスキングシート14が貼り付けられた素材6を溶剤に漬けて、糊を溶かすことでマスキングシート14の除去を行っているが、マスキングシート14の除去手段はこれに限定されない。
【0019】
[仕上工程]
最後に、図8(a)および(b)に示すように、各めっき層8,10を保護するために、表面全体に透明の仕上塗装12を施す。これにより、装飾めっき品1が完成する。本実施形態では、アクリル系の塗料を用いて仕上塗装12を行っているが、これに限定されない。
【0020】
つぎに、図9および図10を用いて、図2の第1めっき工程P2および第2めっき工程P4の詳細を説明する。
【0021】
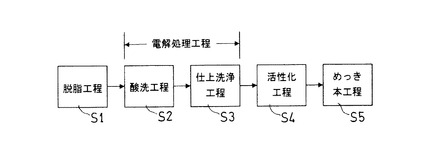
図9は、第1めっき工程を示すフロー図である。第1めっき工程では、まず溶剤、アルカリ等により素材6の表面に付着した油を除去する(脱脂工程S1)。つぎに、塩酸または硫酸のような酸に浸漬して錆、スケール、スマットなどを除去する(酸洗工程S2)。酸洗工程S2では、電解酸洗を行ってもよい。つづいて、アルカリによる電解洗浄を行って、微量の油やスマットを除去する(仕上洗浄工程S3)。これら酸洗ステップS2および仕上洗浄ステップS3で電解処理工程を構成する。つぎに、塩酸のような酸に浸漬して各工程S1〜S3で生じた酸化膜を除去する(活性化工程S4)。
【0022】
最後に、デザイン色を構成する第1めっき層を形成する(めっき本工程S5)。上述のとおり、本実施形態のめっき本工程S5では、ニッケルストライクめっき、硫酸銅めっき、ニッケルめっき、真鍮めっきの順にめっきが行われる。めっき本工程S5における各めっき層の形成は、電気めっきにより行われる。ストライクめっきは、後に施されるめっきの密着を良くするために行われるもので、ストライクめっきの種類は、素材6によって異なり、ニッケルストライク以外に、金ストライク、銀ストライク、銅ストライク等が用いられる。
【0023】
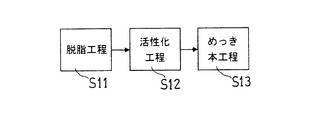
図10は、第2めっき工程を示すフロー図である。第2めっき工程でも、まず溶剤、アルカリ等により表面に付着した油を除去する(脱脂工程S11)。つぎに、塩酸のような酸に浸漬して脱脂工程S11で生じた酸化膜を除去して表面を活性化させる(活性化工程S12)。このように、第2めっき工程では、電解処理工程が省略されている。最後に、背景色を構成する第2めっき層を形成する(めっき本工程S13)。上述のとおり、本実施形態のめっき本工程S13では、黒ニッケルめっきが行われる。めっき本工程S13におけるめっき層の形成も、電気めっきにより行われる。
【0024】
上記構成において、図2に示すように、準備工程P1と仕上工程P6とを除いたメインの製造工程が4工程で済み、しかもそのうちの2工程は同じめっき工程であるから、生産性が高い。図1(a)および(b)に示すように、デザイン色の第1めっき層8と背景色の第2めっき層10とによりデザイン4が形成されるので、素材6が複雑な形状であっても、容易に装飾めっき品1を製造することができる。このように、素材6の上に電気めっきで金属を重ねることで装飾が施されているので、電気の流れを利用した色、金属本来の色、加工された色等の様々な色でデザイン4を表現することができる。
【0025】
図9の第1めっき工程P2で形成されためっき層の表面が清浄であるから、図10に示すように、第2めっき工程P4では、電解処理工程を省略することができる。素材に直接マスキングを行うと、電解処理工程においてマスキング部材が剥がれないようにするために、特殊なマスキング部材が必要となる。しかしながら、このように電解処理工程を省略することにより、図5(a)および(b)に示すマスキングシート14として、安価なポリ塩化ビニル製のシートを用いることが可能となり、生産コストが低下する。また、ポリ塩化ビニル製のシートは加工が容易であるから、ユーザから提供されたデータなどから任意のデザインを簡単に作成できる。
【0026】
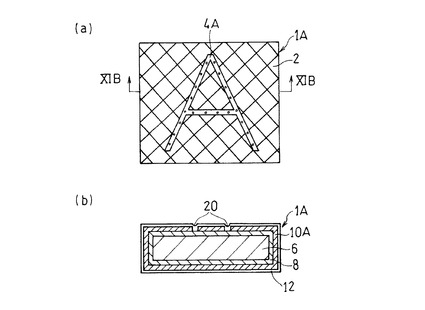
図11は、本発明の第2実施形態に係る装飾めっき品1Aを示す。同図(b)に示すように、第2実施形態の装飾めっき品1Aは、背景2を構成する第2めっき層10Aが厚く形成され、背景2とデザイン4の間に大きな段差20が形成されている点で、第1実施形態の装飾めっき品1とは異なっている。このような段差20は、第2めっき工程P4において、第2めっき層10Aを多層で形成することにより実現されている。具体的には、第1実施形態の第2めっき層10は黒ニッケルめっきの単層で、厚さが約0.5μmであるのに対し、第2実施形態の第2めっき層10Aはニッケルストライクめっき、硫酸銅めっき、ニッケルめっきの3層で、特に、硫酸銅めっき、ニッケルめっきが厚く形成されて、厚さは約15μmである。その他の構造、製造方法は第1実施形態と同様である。
【0027】
第2実施形態によれば、装飾めっき品1Aの表面の背景2とデザイン4に段差20が形成され、そのような段差20がめっき層8、10Aを重ね合わせることで構成されているので、独特の浮き彫り調の質感を有する製品が容易に構成される。
【0028】
以上のとおり、図面を参照しながら本発明の好適な実施形態を説明したが、本発明の趣旨を逸脱しない範囲内で、種々の追加、変更または削除が可能であり、そのようなものも本発明の範囲内に含まれる。例えば、上記各実施形態では、第1色をデザイン色、第2色を背景色として使用しているが、これに限定されず、第1色を背景色として露出させるように、図6(b)のマスキングシート14の代わりに、マスキングシート14の部分を除く第2めっき層10の表面をマスキングシートにより覆い、その上からデザイン色として第2色のめっき層を形成することもできる。また、第2めっき工程において、背景2を構成する第2めっき層10を形成する際に、全体をめっき浴に浸さずに、部分的に浸したり、めっき浴への浸漬・引き上げを繰り返したりすることで、電気の流れをしたグラデーションを付けることもできる。したがって、そのようなものも本発明の範囲内に含まれる。
【符号の説明】
【0029】
1、1A 装飾めっき品。
6 素材
8 第1めっき層(第1色のめっき層)
10、10A 第2めっき層(第2色のめっき層)
14 マスキングシート
P2 第1めっき工程
P3 マスキング工程
P4 第2めっき工程と、
P5 マスキング除去工程
S2、S3 電解処理工程
S5 第1めっき工程のめっき本工程
S13 第2めっき工程のめっき本工程
【技術分野】
【0001】
本発明は、素材に装飾用の電気めっき層が形成された装飾めっき品、およびその製造方法に関するものである。
【背景技術】
【0002】
従来、金属からなる素材に装飾を施して装飾品を製造するのに、エッチング処理を行うものがあった(特許文献1)。特許文献1では、素材の表面に酸化膜を形成し、酸化膜の表面に、所定の模様が施されたマスクを被せてマスキングをして、エッチング処理を施した後に、マスクを除去してマスクで被覆されていた部分(酸化膜)を着色することで模様が形成される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−216898号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1のようなエッチングを用いた方法では、酸化工程、マスキング工程、エッチング工程、マスキング除去工程および着色工程の5工程が必要になり、工数が増加するうえに、素材が曲面のような複雑な形状である場合、装飾品を製造するのが困難になる。
【0005】
本発明は、前記課題に鑑みてなされたもので、生産性に優れ、かつ素材が複雑な形状であっても、装飾めっき品を容易に製造できるめっき方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明にかかる装飾めっき方法は、素材に装飾用の電気めっきを施すめっき方法であって、前記素材に第1色のめっき層を形成する第1めっき工程と、第1めっき工程で形成されためっき層にデザインが施されたマスキングシートを被せるマスキング工程と、前記マスキングシートの上から第2色のめっき層を形成する第2めっき工程と、前記マスキングシートを取り除くマスキング除去工程とを備えている。ここで、「デザイン」とは、絵、文字、模様等の図柄のことをいう。
【0007】
この構成によれば、製造工程が4工程で済み、しかもそのうちの2工程は同じめっき工程であるから、生産性が高い。また、例えばデザイン色である第1色のめっき層と背景色である第2色のめっき層とによりデザインが形成されるので、素材が複雑な形状であっても、容易に装飾めっき品を製造することができる。このように、素材の上に電気めっきで金属を重ねること装飾が行われるので、電気の流れを利用した色、金属本来の色、加工された色等の様々な色でデザインを表現することができる。
【0008】
本発明において、前記第1めっき工程は、電解処理工程とめっき本工程とを有し、前記第2めっき工程はめっき本工程を有することが好ましい。ここで、「電解処理工程」とは、酸やアルカリによる電解洗浄のことをいい、溶剤、超音波等による脱脂、アルカリ脱脂、酸による表面活性化等は含まない。この場合、前記マスキングシートとして、ポリ塩化ビニル製のシートを用いるのが好ましい。この構成によれば、第1めっき工程で形成されためっき層の表面が清浄であるから、第2めっき工程では、電解処理工程を省略することができる。素材に直接マスキングを行うと、このような電解処理工程においてマスキング部材が剥がれないようにするために、特殊なマスキング部材が必要となる。しかしながら、電解処理工程を省略できることにより、マスキングシートとして、安価なポリ塩化ビニル製のシートを用いることが可能となり、生産コストが低下する。また、ポリ塩化ビニル製のシートは加工が容易であるから、任意のデザインをデータなどから容易に作成できる。
【0009】
本発明にかかる装飾めっき品は、素材に装飾用の電気めっき層が形成された装飾めっき品であって、前記素材に形成された第1色のめっき層と、前記第1色のめっき層に形成された第2色のめっき層とを備えている。この構成によれば、例えばデザイン色である第1色のめっき層と背景色である第2色のめっき層とによりデザインが形成されるので、素材が複雑な曲面形状であっても、容易に装飾めっき品を製造することができる。
【発明の効果】
【0010】
本発明の装飾めっき方法または装飾めっき品によれば、製造工程が4工程で済み、しかもそのうちの2工程は同じめっき工程であるから、生産性が高い。また、第1色のめっき層と第2色のめっき層とによりデザインが形成されるので、素材が複雑な形状であっても、容易に装飾めっき品を製造することができる。このように、素材の上に電気めっきで金属を重ねること装飾が行われるので、電気の流れを利用した色、金属本来の色、加工された色等の様々な色でデザインを表現することができる。
【図面の簡単な説明】
【0011】
【図1】(a)は、本発明の第1実施形態に係る装飾めっき品を示す平面図で、(b)は(a)のIB-IB線断面図である。
【図2】同装飾めっき品の製造工程を示すフロー図である。
【図3】(a)は、上記素材を示す平面図で、(b)は(a)のIIIB-IIIB線断面図である。
【図4】(a)は、第1めっき工程後の状態を示す平面図で、(b)は(a)のIVB-IVB線断面図である。
【図5】(a)は、マスキング工程後の状態を示す平面図で、(b)は(a)のVB-VB線断面図である。
【図6】(a)は、第2めっき工程後の状態を示す平面図で、(b)は(a)のVIB-VIB線断面図である。
【図7】(a)は、マスキング除去工程後の状態を示す平面図で、(b)は(a)のVIIB-VIIB線断面図である。
【図8】(a)は、仕上塗装後の状態を示す平面図で、(b)は(a)のVIIIB-VIIIB線断面図である。
【図9】第1めっき工程の流れを示すフロー図である。
【図10】第2めっき工程の流れを示すフロー図である。
【図11】(a)は、本発明の第2実施形態に係る装飾めっき品を示す平面図で、(b)は(a)のXIB-XIB線断面図である。
【発明を実施するための形態】
【0012】
以下、本発明の好ましい実施形態について図面を参照しながら説明する。図1は、本発明の第1実施形態に係る装飾めっき品1を示す。同図(a)に示すように、装飾めっき品1は、表面に背景2とデザイン4とを有する。背景2とデザイン4は異なる色調で構成されている。より具体的には、同図(b)に示すように、装飾めっき品1は、金属からなる素材6に形成された第1色であるデザイン色の第1めっき層8と、第1めっき層8に形成された第2色である背景色の第2めっき層10とを備えている。第1めっき層8および第2めっき層10は電気めっきにより形成されている。この実施形態では、各めっき層8,10を保護するために、表面全体に透明の仕上塗装12が施されている。
【0013】
装飾めっき品1のめっき方法は、図2に示すように、素材6の裁断、バリ取り等の準備・加工を行う準備工程P1と、素材6にデザイン色(第1色)の第1めっき層8を形成する第1めっき工程P2と、第1めっき工程P2で形成された第1めっき層8にデザインが施されたマスキングシート14を被せるマスキング工程P3と、マスキングシート14の上から背景色(第2色)の第2めっき層10を形成する第2めっき工程P4と、マスキングシート14を取り除くマスキング除去工程P5と、表面全体に仕上塗装12を施す仕上工程P6とを備えている。
【0014】
以下に、図3〜10を用いて、各工程P1〜P5を説明する。
[準備工程]
まず、図3(a)および(b)に示す素材6を準備する。本実施形態では、素材6は鉄系の金属であるが、これに限定されず、例えば、ステンレス系、銅・銅合金系等であってもよい。素材6にプレス加工、孔開け加工等が必要な場合は、それらの加工を行う。
【0015】
[第1めっき工程]
つぎに、図4(a)および(b)に示すように、素材6の表面に第1めっき層8を形成する。第1めっき層8は、デザイン4の色(デザイン色)を構成するものであればよく、単層に限定されず、多層であってもよい。本実施形態では、下からニッケルストライクめっき、硫酸銅めっき、ニッケルめっき、真鍮めっきの4層構造となっている。多層の場合、最上層のめっきの色がデザイン色を構成し、例えば、デザイン色は真鍮めっきの色(金色)である。第1めっき層8におけるデザイン色を構成するめっきとして、真鍮めっき以外に、ニッケル、黒ニッケル、銅、金、ピンクゴールド等の各めっきがある。第1めっき工程の詳細は後述する。
【0016】
[マスキング工程]
つづいて、図5(a)および(b)に示すように、第1めっき層8にデザインが施されたマスキングシート14を被せる。本実施形態では、マスキングシート14として、ポリ塩化ビニル製のシートを用いており、糊のような接着手段により第1めっき層8に貼り付けている。接着手段は糊に限定されないが、後でマスキングシート14を容易に除去できるものが好ましい。また、マスキングシート14も塩化ビニル製のシート以外のものも適用できるが、塩化ビニル製のシートのような入手が容易で安価なものが好ましい。
【0017】
[第2めっき工程]
つぎに、図6(a)および(b)に示すように、マスキングシート14の表面に第2めっき層10を形成して、背景2を構成する。第2めっき層10は、背景2の色(背景色)を構成するものである。本実施形態では、第2めっき層10として黒ニッケルめっきを使用している。第2めっき層10における背景色を構成するめっきとして、黒ニッケルめっき以外に、例えば、金、ピンクゴールド、銅ブロンズ、ホワイトブロンズ、真鍮ブロンズ等の各めっきがある。第2めっき工程の詳細は後述する。
【0018】
[マスキング除去工程]
つづいて、図7(a)および(b)に示すように、マスキングシート14を除去する。これにより、背景2とデザイン4が現れる。本実施形態では、マスキングシート14が貼り付けられた素材6を溶剤に漬けて、糊を溶かすことでマスキングシート14の除去を行っているが、マスキングシート14の除去手段はこれに限定されない。
【0019】
[仕上工程]
最後に、図8(a)および(b)に示すように、各めっき層8,10を保護するために、表面全体に透明の仕上塗装12を施す。これにより、装飾めっき品1が完成する。本実施形態では、アクリル系の塗料を用いて仕上塗装12を行っているが、これに限定されない。
【0020】
つぎに、図9および図10を用いて、図2の第1めっき工程P2および第2めっき工程P4の詳細を説明する。
【0021】
図9は、第1めっき工程を示すフロー図である。第1めっき工程では、まず溶剤、アルカリ等により素材6の表面に付着した油を除去する(脱脂工程S1)。つぎに、塩酸または硫酸のような酸に浸漬して錆、スケール、スマットなどを除去する(酸洗工程S2)。酸洗工程S2では、電解酸洗を行ってもよい。つづいて、アルカリによる電解洗浄を行って、微量の油やスマットを除去する(仕上洗浄工程S3)。これら酸洗ステップS2および仕上洗浄ステップS3で電解処理工程を構成する。つぎに、塩酸のような酸に浸漬して各工程S1〜S3で生じた酸化膜を除去する(活性化工程S4)。
【0022】
最後に、デザイン色を構成する第1めっき層を形成する(めっき本工程S5)。上述のとおり、本実施形態のめっき本工程S5では、ニッケルストライクめっき、硫酸銅めっき、ニッケルめっき、真鍮めっきの順にめっきが行われる。めっき本工程S5における各めっき層の形成は、電気めっきにより行われる。ストライクめっきは、後に施されるめっきの密着を良くするために行われるもので、ストライクめっきの種類は、素材6によって異なり、ニッケルストライク以外に、金ストライク、銀ストライク、銅ストライク等が用いられる。
【0023】
図10は、第2めっき工程を示すフロー図である。第2めっき工程でも、まず溶剤、アルカリ等により表面に付着した油を除去する(脱脂工程S11)。つぎに、塩酸のような酸に浸漬して脱脂工程S11で生じた酸化膜を除去して表面を活性化させる(活性化工程S12)。このように、第2めっき工程では、電解処理工程が省略されている。最後に、背景色を構成する第2めっき層を形成する(めっき本工程S13)。上述のとおり、本実施形態のめっき本工程S13では、黒ニッケルめっきが行われる。めっき本工程S13におけるめっき層の形成も、電気めっきにより行われる。
【0024】
上記構成において、図2に示すように、準備工程P1と仕上工程P6とを除いたメインの製造工程が4工程で済み、しかもそのうちの2工程は同じめっき工程であるから、生産性が高い。図1(a)および(b)に示すように、デザイン色の第1めっき層8と背景色の第2めっき層10とによりデザイン4が形成されるので、素材6が複雑な形状であっても、容易に装飾めっき品1を製造することができる。このように、素材6の上に電気めっきで金属を重ねることで装飾が施されているので、電気の流れを利用した色、金属本来の色、加工された色等の様々な色でデザイン4を表現することができる。
【0025】
図9の第1めっき工程P2で形成されためっき層の表面が清浄であるから、図10に示すように、第2めっき工程P4では、電解処理工程を省略することができる。素材に直接マスキングを行うと、電解処理工程においてマスキング部材が剥がれないようにするために、特殊なマスキング部材が必要となる。しかしながら、このように電解処理工程を省略することにより、図5(a)および(b)に示すマスキングシート14として、安価なポリ塩化ビニル製のシートを用いることが可能となり、生産コストが低下する。また、ポリ塩化ビニル製のシートは加工が容易であるから、ユーザから提供されたデータなどから任意のデザインを簡単に作成できる。
【0026】
図11は、本発明の第2実施形態に係る装飾めっき品1Aを示す。同図(b)に示すように、第2実施形態の装飾めっき品1Aは、背景2を構成する第2めっき層10Aが厚く形成され、背景2とデザイン4の間に大きな段差20が形成されている点で、第1実施形態の装飾めっき品1とは異なっている。このような段差20は、第2めっき工程P4において、第2めっき層10Aを多層で形成することにより実現されている。具体的には、第1実施形態の第2めっき層10は黒ニッケルめっきの単層で、厚さが約0.5μmであるのに対し、第2実施形態の第2めっき層10Aはニッケルストライクめっき、硫酸銅めっき、ニッケルめっきの3層で、特に、硫酸銅めっき、ニッケルめっきが厚く形成されて、厚さは約15μmである。その他の構造、製造方法は第1実施形態と同様である。
【0027】
第2実施形態によれば、装飾めっき品1Aの表面の背景2とデザイン4に段差20が形成され、そのような段差20がめっき層8、10Aを重ね合わせることで構成されているので、独特の浮き彫り調の質感を有する製品が容易に構成される。
【0028】
以上のとおり、図面を参照しながら本発明の好適な実施形態を説明したが、本発明の趣旨を逸脱しない範囲内で、種々の追加、変更または削除が可能であり、そのようなものも本発明の範囲内に含まれる。例えば、上記各実施形態では、第1色をデザイン色、第2色を背景色として使用しているが、これに限定されず、第1色を背景色として露出させるように、図6(b)のマスキングシート14の代わりに、マスキングシート14の部分を除く第2めっき層10の表面をマスキングシートにより覆い、その上からデザイン色として第2色のめっき層を形成することもできる。また、第2めっき工程において、背景2を構成する第2めっき層10を形成する際に、全体をめっき浴に浸さずに、部分的に浸したり、めっき浴への浸漬・引き上げを繰り返したりすることで、電気の流れをしたグラデーションを付けることもできる。したがって、そのようなものも本発明の範囲内に含まれる。
【符号の説明】
【0029】
1、1A 装飾めっき品。
6 素材
8 第1めっき層(第1色のめっき層)
10、10A 第2めっき層(第2色のめっき層)
14 マスキングシート
P2 第1めっき工程
P3 マスキング工程
P4 第2めっき工程と、
P5 マスキング除去工程
S2、S3 電解処理工程
S5 第1めっき工程のめっき本工程
S13 第2めっき工程のめっき本工程
【特許請求の範囲】
【請求項1】
素材に装飾用の電気めっきを施すめっき方法であって、
前記素材に第1色のめっき層を形成する第1めっき工程と、
第1めっき工程で形成されためっき層にデザインが施されたマスキングシートを被せるマスキング工程と、
前記マスキングシートの上から第2色のめっき層を形成する第2めっき工程と、
前記マスキングシートを取り除くマスキング除去工程と、
を備えた装飾めっき方法。
【請求項2】
請求項1において、前記第1めっき工程は、電解処理工程とめっき本工程とを有し、
前記第2めっき工程はめっき本工程を有する装飾めっき方法。
【請求項3】
請求項2において、前記マスキングシートは、ポリ塩化ビニル製のシートである装飾めっき方法。
【請求項4】
素材に装飾用の電気めっき層が形成された装飾めっき品であって、
前記素材に形成された第1色のめっき層と、
前記第1色のめっき層に形成された第2色のめっき層と、
を備えた装飾めっき品。
【請求項1】
素材に装飾用の電気めっきを施すめっき方法であって、
前記素材に第1色のめっき層を形成する第1めっき工程と、
第1めっき工程で形成されためっき層にデザインが施されたマスキングシートを被せるマスキング工程と、
前記マスキングシートの上から第2色のめっき層を形成する第2めっき工程と、
前記マスキングシートを取り除くマスキング除去工程と、
を備えた装飾めっき方法。
【請求項2】
請求項1において、前記第1めっき工程は、電解処理工程とめっき本工程とを有し、
前記第2めっき工程はめっき本工程を有する装飾めっき方法。
【請求項3】
請求項2において、前記マスキングシートは、ポリ塩化ビニル製のシートである装飾めっき方法。
【請求項4】
素材に装飾用の電気めっき層が形成された装飾めっき品であって、
前記素材に形成された第1色のめっき層と、
前記第1色のめっき層に形成された第2色のめっき層と、
を備えた装飾めっき品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−233235(P2012−233235A)
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願番号】特願2011−102953(P2011−102953)
【出願日】平成23年5月2日(2011.5.2)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 日刊工業新聞 平成23年4月27日付朝刊
【出願人】(511109375)株式会社古川工業所 (1)
【Fターム(参考)】
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願日】平成23年5月2日(2011.5.2)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 日刊工業新聞 平成23年4月27日付朝刊
【出願人】(511109375)株式会社古川工業所 (1)
【Fターム(参考)】
[ Back to top ]