
装飾シート
基材層、及び透明樹脂層とその透明樹脂層中に分散した硬質粒子とを含む耐スクラッチ層を備え、硬質粒子の平均粒子直径は、透明樹脂層の厚さよりも大きく、硬質粒子の量は、透明樹脂層の量100重量部に対して30〜400重量部であり、透明樹脂層の外表面から3マイクロメートル以上突出している硬質粒子の面積比率は耐スクラッチ層の10%〜80%である、装飾シートが提供される。

【発明の詳細な説明】
【技術分野】
【0001】
本開示は、基材層及び耐スクラッチ層を含む装飾シートに関連する。
【背景技術】
【0002】
近年、さまざまな種類の装飾シートが市場に出ている。装飾シートの一部は、壁紙に使用される。装飾シートを壁の下部あるいはエレベーター/昇降機のケージの壁に貼った場合、ペット、子供、又は荷物若しくはカートなどの物品によって傷がつきやすい。傷を防止するには、壁の下部にメラミンボードが使用され、エレベーター/昇降機のケージの壁には同じ目的で緩衝材料が使用される。耐スクラッチ性の装飾シートを供給することが望まれている。
【発明の概要】
【課題を解決するための手段】
【0003】
本開示は、
(i)基材層と、
(ii)透明樹脂、及びその透明樹脂中に分散した硬質粒子を含む耐スクラッチ層と、
を含む装飾シートを提供し、硬質粒子の平均粒子直径は透明樹脂層の厚さよりも大きく、硬質粒子の量は、透明樹脂100重量部に対し30〜400重量部であり、硬質粒子が透明樹脂層の外表面から3マイクロメートル以上突出している部分の面積比率は、耐スクラッチ層の10%〜80%である。
【図面の簡単な説明】
【0004】
【図1】本開示の装飾シートの一実施形態を示す図である。
【図2】本開示の装飾シートの別の実施形態を示す図である。
【図3a】本開示の装飾シートを製造する一プロセスを示す図である。
【図3b】本開示の装飾シートを製造する一プロセスを示す図である。
【図3c】本開示の装飾シートを製造する一プロセスを示す図である。
【図3d】本開示の装飾シートを製造する一プロセスを示す図である。
【図4a】本開示の装飾シートを製造する別のプロセスを示す図である。
【図4b】本開示の装飾シートを製造する別のプロセスを示す図である。
【図4c】本開示の装飾シートを製造する別のプロセスを示す図である。
【図4d】本開示の装飾シートを製造する別のプロセスを示す図である。
【発明を実施するための形態】
【0005】
本開示の装飾シートは、基材層と耐スクラッチ層を含む。耐スクラッチ層は、硬質粒子を含む透明樹脂を基材層上にコーティングし、基材層上にコーティングすることで得られた層を押圧することによって得られる。装飾シートは、基材層と耐スクラッチ層との間に、透明なフィルム層を更に含んでよい。装飾シートは、接着層及びライナーを含んでよい。
【0006】
本明細書において、用語「押圧する」とは、透明樹脂及び硬質粒子を含む透明樹脂層又は耐スクラッチ層などの層をプレスすることを意味する。層を押圧することにより、透明樹脂内に含まれる硬質粒子を埋め込むことができる。
【0007】
基材層は、本開示の装飾シートの基部となり得、装飾シートのベースカラーを提供し得る。基材層には、例えば、ポリ塩化ビニル、ポリ塩化ビニル−酢酸ビニル、アクリル、ポリエステル(PET若しくはPET−G)などの熱可塑性樹脂、又はセルロースなどが挙げられるが、これらに限定されない。
【0008】
基材層は、グラビア印刷又はカレンダー印刷などの既知の方法により、インク印刷画像をその上に有することができる。基材層は、着色してよく、また図を含んでもよい。
【0009】
本開示の装飾シートに透明フィルム層が含まれる場合、透明フィルム層には、既知のプラスチックフィルムが含まれ、これは、透明、又は基材層の表面が透けて見える程度に透明であってよい。
【0010】
基材層の厚さは約30マイクロメートル〜約500マイクロメートルであってよく、別の実施形態では、約50マイクロメートル〜約300マイクロメートルであってよく、更に別の実施形態では、約100マイクロメートル〜約300マイクロメートルであってよい。透明フィルム層の厚さは約50マイクロメートル〜約300マイクロメートルであってよい。
【0011】
基材層及び透明フィルム層のガラス転移温度(Tg)は、約50℃〜約80℃であってよい。Tgの範囲は、本開示の押圧プロセスにおいて硬質粒子の埋め込みをより効率的にする範囲であってよい。
【0012】
本開示の耐スクラッチ層は、透明樹脂層及び硬質粒子を含む。
【0013】
透明樹脂層の透明樹脂には、ウレタン樹脂、アクリル樹脂、アクリル−ウレタン樹脂、ポリエステル、シリコーン、又はフルオロポリマーなどの熱可塑性樹脂が挙げられるが、これらに限定されない。本開示の硬質粒子には、例えば、アルミナ、シリカ、酸化クロム、酸化鉄、ジルコニウム、チタニウム、又はこれらの混合物からなるビーズ又は粒子が挙げられるが、これらに限定されない。硬質粒子の形状には、球形、房毛状、長球形、針状、多面体、円筒形又は不定形が挙げられるが、これらに限定されない。硬質粒子の硬さは、8〜15モース硬度であってよく、又は別の実施形態では、10〜15モース硬度であってよい。
【0014】
硬質粒子は、耐スクラッチ層内に分散させることができる。好ましくは、硬質粒子は、耐スクラッチ層内に均一に分散されている。本明細書において、用語「均一に分散」とは、単位面積当たりの硬質粒子の平均個数が実質的に同じである状態を意味する。
【0015】
本開示の耐スクラッチ層において、
(i)硬質粒子の平均粒子直径は、透明樹脂層の厚さよりも大きく、
(ii)硬質粒子の量は、透明樹脂100重量部に対し約30〜約400重量部であり、かつ、
(iii)硬質粒子が透明樹脂層の外表面から3マイクロメートル以上突出している部分の面積比率は、耐スクラッチ層の約10%〜約80%である。
【0016】
硬質粒子の平均粒子直径は、Multisizer(商標)(粒径アナライザーの電気的検出ゾーン法)(Beckman Coulter,Inc.より販売)で測定できる。硬質粒子の平均粒子直径は、透明樹脂のコーティング及び乾燥後の透明樹脂層の厚さ以上であり、約10マイクロメートル〜約110マイクロメートルであってよい。耐スクラッチ層の厚さは、約5マイクロメートル〜約100マイクロメートルであってよい。硬質粒子の量は、透明樹脂100重量部に対し約30〜約400重量部であってよい。硬質粒子の量は、耐スクラッチ層のヘイズ値に比例し、すなわち、硬質粒子の量が増加すると、耐スクラッチ層のヘイズ値が増大する。装飾シートに、色、印刷又は図を有する基材層が含まれる場合、色、印刷又は図は、耐スクラッチ層を透かして見ることができる。硬質粒子の量は、望ましいヘイズ値に基づいて選択できる。耐スクラッチ性の観点からは、硬質粒子の量が多いほど良く、ヘイズ値は最大100になり得る。耐スクラッチ層を透かして色、印刷又は図が見えるようにするには、ヘイズ値は最大約95にできる。
【0017】
硬質粒子が耐スクラッチ層の透明樹脂層の外表面から3マイクロメートル以上突出している部分の面積比率は、約10%〜約80%であり、別の実施形態では、約30%〜約60%である。本開示の面積比率は、例えば、次の方法によって観察することができる。
【0018】
非接触式の三次元表面形状粗さ測定システムを使用して、耐スクラッチ層の表面の三次元画像を撮影する。次に、三次元画像を画像分析システムで分析し、耐スクラッチ層の透明樹脂の外表面から3マイクロメートル以上突出している硬質粒子の面積比率が測定される。同時に、画像分析システムによって、硬質粒子の高さを判定することができる。
【0019】
本開示の透明樹脂層は架橋剤を更に含んでよい。架橋剤には、ビスアミド架橋剤(例えば、1,1’−イソフタロイル−ビス(2−メチルアジリジン)など)、アジリジン架橋剤(例えば、Chemitite PZ33(Nihon Shokubai製造)、又はNeoCryl CX−100(Avecia製造)など)、カルボジイミド架橋剤(例えば、Carbodilite V−03、V−05、若しくはV−07(Nisshinbo製造)など)、エポキシ架橋剤(例えば、E−AX、E−5XM、若しくはE5C(綜研化学製造)など)、イソシアネート架橋剤(例えば、Colonate L及びColonate HK(Nihon Urethane製造)、並びにDesmodul H、Desmodul W及びDesmodul I(Bayer製造)など)が挙げられるが、これらに限定されない。
【0020】
架橋剤の量は、透明樹脂100重量部に対し約5〜約30重量部(固体)であってよい。
【0021】
本開示の装飾シートは、接着層を更に含んでよく、これは、基材層の、耐スクラッチ層とは反対側に、配置することができる。また装飾シートにはライナーを含んでもよく、これは、接着層の外表面に配置され得る。
【0022】
接着層は、例えば、アクリル、ウレタン、ポリエステル又はシリコーンなどの既知の接着剤であってよい。接着層の厚さは、約10マイクロメートル〜約100マイクロメートルであってよい。
【0023】
ライナーには、接着テープ分野で一般に使用される既知のライナーで、例えば、紙、プラスチック(ポリエチレン、ポリプロピレン、ポリエステル若しくは酢酸セルロースなど)、又はこれらのプラスチックでコーティング、若しくはラミネートされた紙が挙げられる。これらのライナーは、前処理なしで、又は剥がれ特性を向上させるため、シリコーン若しくは同様物での前処理を行って使用することができる。ライナーの厚さは、約50マイクロメートル〜約500マイクロメートルであってよい。
【0024】
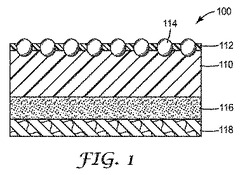
図1は、本開示の装飾シート100の一実施形態を示す図である。耐スクラッチ層には硬質粒子114及び透明樹脂層112が含まれ、基材層110の上に配置される。更に接着層116及びライナー118がラミネートされている。
【0025】
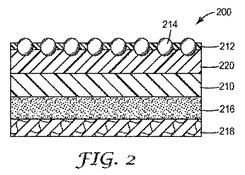
図2は、本開示の装飾シート200の別の実施形態を示す図である。硬質粒子214及び透明樹脂層212を含む耐スクラッチ層は、透明フィルム層220上に配置され、これが更に基材層210の上に配置され、接着層216及びライナー218もまたラミネートされている。
【0026】
本開示の装飾シートは、次の方法によって製造することができる。
【0027】
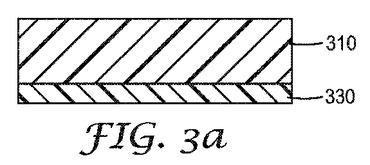
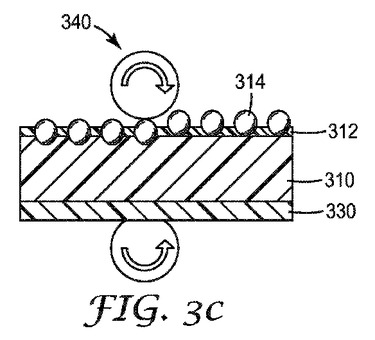
方法1(図3a〜3d)
工程1:基材層310及び担体フィルム330を、加熱ラミネーションによってラミネートする。
【0028】
工程2:硬質粒子314を透明樹脂に加え、混合して、好ましい均一のこれら混合物を調製する。透明樹脂と硬質粒子の混合物を、既知のコーティング方法(例えば、バーコーティング又はナイフコーティングなど)によって基材層310の外表面上にコーティングし、耐スクラッチ層を形成する。
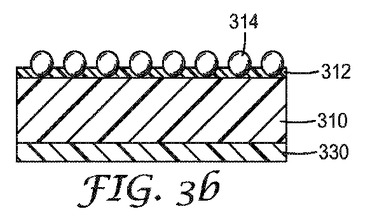
【0029】
工程3(押圧プロセス):基材層310上にコーティングされた耐スクラッチ層を、加熱したエンボス加工ロール340とニップロール(非加熱)とで押圧する。このプロセスで、透明樹脂層312の外表面から突出している硬質粒子314が透明樹脂312層内に押し込まれ、これにより、押圧プロセス前よりも、透明樹脂層312表面から硬質粒子の頂点までの高さが低くなる。
【0030】
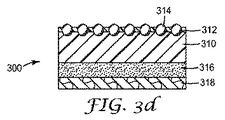
工程4:担体フィルム330を基材層310から剥がした後、ライナー318上に配置した接着層316を基材層310にラミネートし、これにより本開示の装飾シート300を得る。
【0031】
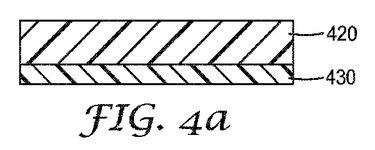
方法2(図4a〜4d)
工程1:透明フィルム層420及び担体フィルム430を加熱ラミネーションによりラミネートする。(図4a)
【0032】
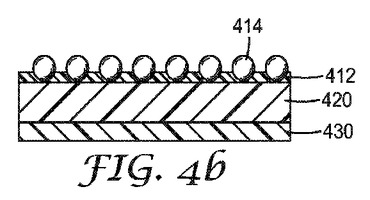
工程2:硬質粒子414を透明樹脂に加え、混合して、これらの混合物を調製する。透明樹脂と硬質粒子の混合物を、既知のコーティング方法(例えば、バーコーティング又はナイフコーティングなど)によって透明フィルム420の外表面上にコーティングし、耐スクラッチ層を形成する。(図4b)
【0033】
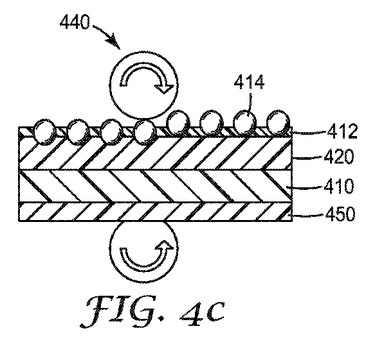
工程3:担体フィルム430を透明フィルム層420から剥がした後、担体フィルム450上に配置された基材層410を透明フィルム層420にラミネートする。(図4c)
【0034】
工程4(押圧プロセス):基材層410上にコーティングされた耐スクラッチ層412を、加熱したエンボス加工ローラー440とニップロール(非加熱)とで押圧する。このプロセスで、透明樹脂層412の表面から突出している硬質粒子414が透明樹脂層内に押し込まれ、これにより、押圧プロセス前よりも、透明樹脂層412表面から硬質粒子の頂点までの高さが低くなる。(図4c)
【0035】
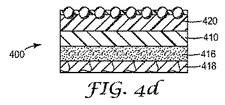
工程5:担体フィルム450を基材層410から剥がした後、ライナー418上に配置した接着層416を基材層410にラミネートし、これにより本開示の装飾シート400を得る。(図4d)
【0036】
この装飾シート製造プロセスにおいて、担体フィルムを使用してよい。担体フィルムには、例えば、ポリエステル(ポリエチレンテレフタレート(PET)など)フィルムといった既知のプラスチックフィルム、又は紙が挙げられる。担体フィルムは、接着層などの層を保護するため、又は層を補強することによって製造を容易にするために、特定のプロセス工程においてのみ使用してよい。担体フィルムは、その役目が終わった後、剥がすことができる。
【実施例】
【0037】
基材層
エンボスも接着コーティングもないDI−NOC(商標)FILM WG−877(Sumitomo 3M、木目)が使用された。このフィルムのTgは60℃であった。
【0038】
透明樹脂
ポリウレタン樹脂(NIPPOLLAN 5196(NIPPON POLYURETHANE INDUSTRY CO.LTD.より販売、固体32%))100重量部に対し、架橋剤(COLONATE HX(NIPPON POLYURETHANE INDUSTRY CO.LTD.より販売、固体100%)を5重量部でとり、これをT.K.Auto Omo Mixer(Tokushu Kika Kogyo Co.,Ltd.より販売)を使用して5分間、500rpmで攪拌した。
【0039】
硬質粒子
後述の実施例及び比較実施例(比較例)では、アルミニウムビーズ(CB−A10S、CB−A20S、又はCB−A30S、SHOWA DENKO K.K.より販売)が使用された。この平均粒子直径は10マイクロメートル、20マイクロメートル又は30マイクロメートルであり、モース硬度は11であった。硬質粒子の平均粒子直径は、Multisizer(商標)(粒径アナライザーの電気的検出ゾーン法)(Beckman Coulter,Inc.より販売)で測定された。
【0040】
実施例1
基材層及び厚さ25マイクロメートルのPETフィルム(Melinex S、Teijin DuPont Film JAPAN Limitedより販売)(担体フィルム)を、加熱ロール、テークオフロール及びニップロールを使用し、加熱ロール温度を130℃、テークオフロール温度を170℃、ニップ圧力を24.5N/cm2(2.5kgf/cm2)、ライン速度10メートル/分でラミネートした。
【0041】
透明樹脂100重量部に対し、平均直径20マイクロメートルの硬質粒子(CB−A20S)を30重量部で、ミキサーを用いて混合した。結果として得られた溶液を、ナイフコーティング法で基材層にコーティングした。65℃で5分間、及び155℃で5分間乾燥させた後、厚さ10マイクロメートルの透明樹脂層を有する耐スクラッチ層が形成された。基材層表面から硬質粒子の頂点までの高さの硬質粒子の平均高さは、20マイクロメートルであった。得られたシートを加熱ロール、テークオフロール及び加熱エンボス加工ロール(砂目表面)で押圧した。加熱ロール、テークオフロール及び加熱エンボス加工ロールの温度はそれぞれ、130℃、170℃、及び60℃であった。ニップ圧力は24.5N/cm2であり、ライン速度は10メートル/分であった。押圧後、基材層表面から硬質粒子の頂点までの高さの硬質粒子の平均高さは、5マイクロメートルであった。
【0042】
アクリル接着剤(ブチルアクリレート:アクリル酸が90:10(重量比))の酢酸ビニル溶液(32%固体)を、紙基材の両面ポリエチレンラミネートされた剥離ライナー上にコーティングし、65℃で2分間、90℃で2分間乾燥させ、ライナー上に厚さ40マイクロメートルの接着層を得た。結果として得られた接着層/剥離ライナー及びその上の押圧されたシートを、ニップロールで一緒にラミネートし、装飾シートを得た。ニップロール温度は室温であり、ニップ圧力は19.6N/cm2、ライン速度は30m/分であった。耐スクラッチ層の弾性率は1250MPaであった。
【0043】
実施例2〜4
実施例1と同様に装飾シートを調製した。平均直径30マイクロメートルの硬質粒子(CB−A30S)が使用された。透明樹脂と硬質粒子との間の重量比を表1に示す。
【0044】
比較実施例1
実施例1と同様に装飾シートを調製した。平均直径10マイクロメートルの硬質粒子(CB−A10S)が使用された。透明樹脂と硬質粒子との間の重量比を表1に示す。得られた装飾シートには、透明樹脂層の外表面から3マイクロメートル以上突出した硬質粒子はなかった。
【0045】
比較実施例2
透明樹脂と硬質粒子との重量比を、表1に示すように100重量部対5重量部にして、それ以外は実施例2と同様に装飾シートを調製した。
【0046】
比較実施例3
DI−NOC(商標)Film WG−877をそのまま(耐スクラッチ層なしで)使用した。
【0047】
比較実施例4
耐スクラッチ層の透明樹脂に硬質粒子を一切加えず、それ以外は実施例1と同様に装飾シートを調製した。
【0048】
比較実施例5
耐スクラッチ層を押圧せず、それ以外は実施例3と同様に装飾シートを調製した。
【0049】
【表1】
【0050】
透明樹脂層の表面から突出した硬質粒子の面積比率
非接触式の三次元表面形状粗さ測定システム(対物レンズ:10x、内部レンズ:0.5x、モデルWYKO NT1100(Veecoより販売))を使用して、耐スクラッチ層の表面の三次元画像を撮影した。1.2mm×0.93mmの画像が得られた。この画像をAdobeのPhotoshop Extended CS3で分析し、これにより耐スクラッチ層の透明樹脂の外表面から3マイクロメートル以上突出している硬質粒子の面積比率が検出され、その面積比率が計算された。結果を表2に示す。
【0051】
磨耗量(磨耗ロス)
それぞれのサンプルを、磨耗試験ホイールCS−17(TABER INDUSTRIESより販売)を用い、AB−010 Taberタイプ磨耗テスター(TESTER SANGYO Co.,LTDより販売)で、1kg荷重の磨耗を500サイクル行った。試験前及び試験後の重量の差が計算された。結果を表2に示す。
【0052】
耐スクラッチ性
120番又は240番のサンドペーパー(Sankyo−Rikagaku Co.,Ltd.より販売)をColor Fastness Rubbing Tester(TESTER SANGYO CO.,LTD.より販売)に取り付け、約500グラムの荷重を用いて、それぞれのサンプルの表面を100サイクル往復でこすった。次にサンプル表面を目視観察し、スクラッチの量を判定した。耐スクラッチ性をDi−Noc(商標)(比較実施例3)と比較し、Di−Noc(商標)で観察されたものと同じスクラッチ量の場合は「同じ」、Di−Noc(商標)で観察されたものより少ない場合は「良好」、Di−Noc(商標)で観察されたものよりはるかに少ない場合は「非常によい」としてランク付けした。結果を表2に示す。
【0053】
耐汚染性
耐スクラッチ性試験の後、JIS A 5709に従って耐汚染性が測定された。結果を表2に示す。
【0054】
鉛筆硬度
JIS K 5400に従って、それぞれのサンプルの鉛筆硬度が測定された。それぞれのサンプルの表面を、様々な硬度の鉛筆でスクラッチした。結果を表2に示す。
【0055】
ヘイズ値
透明樹脂及び硬質粒子を、透明なPETフィルム上にコーティングし、JIS K 7105に従って測定した。結果を表2に示す。
【0056】
【表2】
【技術分野】
【0001】
本開示は、基材層及び耐スクラッチ層を含む装飾シートに関連する。
【背景技術】
【0002】
近年、さまざまな種類の装飾シートが市場に出ている。装飾シートの一部は、壁紙に使用される。装飾シートを壁の下部あるいはエレベーター/昇降機のケージの壁に貼った場合、ペット、子供、又は荷物若しくはカートなどの物品によって傷がつきやすい。傷を防止するには、壁の下部にメラミンボードが使用され、エレベーター/昇降機のケージの壁には同じ目的で緩衝材料が使用される。耐スクラッチ性の装飾シートを供給することが望まれている。
【発明の概要】
【課題を解決するための手段】
【0003】
本開示は、
(i)基材層と、
(ii)透明樹脂、及びその透明樹脂中に分散した硬質粒子を含む耐スクラッチ層と、
を含む装飾シートを提供し、硬質粒子の平均粒子直径は透明樹脂層の厚さよりも大きく、硬質粒子の量は、透明樹脂100重量部に対し30〜400重量部であり、硬質粒子が透明樹脂層の外表面から3マイクロメートル以上突出している部分の面積比率は、耐スクラッチ層の10%〜80%である。
【図面の簡単な説明】
【0004】
【図1】本開示の装飾シートの一実施形態を示す図である。
【図2】本開示の装飾シートの別の実施形態を示す図である。
【図3a】本開示の装飾シートを製造する一プロセスを示す図である。
【図3b】本開示の装飾シートを製造する一プロセスを示す図である。
【図3c】本開示の装飾シートを製造する一プロセスを示す図である。
【図3d】本開示の装飾シートを製造する一プロセスを示す図である。
【図4a】本開示の装飾シートを製造する別のプロセスを示す図である。
【図4b】本開示の装飾シートを製造する別のプロセスを示す図である。
【図4c】本開示の装飾シートを製造する別のプロセスを示す図である。
【図4d】本開示の装飾シートを製造する別のプロセスを示す図である。
【発明を実施するための形態】
【0005】
本開示の装飾シートは、基材層と耐スクラッチ層を含む。耐スクラッチ層は、硬質粒子を含む透明樹脂を基材層上にコーティングし、基材層上にコーティングすることで得られた層を押圧することによって得られる。装飾シートは、基材層と耐スクラッチ層との間に、透明なフィルム層を更に含んでよい。装飾シートは、接着層及びライナーを含んでよい。
【0006】
本明細書において、用語「押圧する」とは、透明樹脂及び硬質粒子を含む透明樹脂層又は耐スクラッチ層などの層をプレスすることを意味する。層を押圧することにより、透明樹脂内に含まれる硬質粒子を埋め込むことができる。
【0007】
基材層は、本開示の装飾シートの基部となり得、装飾シートのベースカラーを提供し得る。基材層には、例えば、ポリ塩化ビニル、ポリ塩化ビニル−酢酸ビニル、アクリル、ポリエステル(PET若しくはPET−G)などの熱可塑性樹脂、又はセルロースなどが挙げられるが、これらに限定されない。
【0008】
基材層は、グラビア印刷又はカレンダー印刷などの既知の方法により、インク印刷画像をその上に有することができる。基材層は、着色してよく、また図を含んでもよい。
【0009】
本開示の装飾シートに透明フィルム層が含まれる場合、透明フィルム層には、既知のプラスチックフィルムが含まれ、これは、透明、又は基材層の表面が透けて見える程度に透明であってよい。
【0010】
基材層の厚さは約30マイクロメートル〜約500マイクロメートルであってよく、別の実施形態では、約50マイクロメートル〜約300マイクロメートルであってよく、更に別の実施形態では、約100マイクロメートル〜約300マイクロメートルであってよい。透明フィルム層の厚さは約50マイクロメートル〜約300マイクロメートルであってよい。
【0011】
基材層及び透明フィルム層のガラス転移温度(Tg)は、約50℃〜約80℃であってよい。Tgの範囲は、本開示の押圧プロセスにおいて硬質粒子の埋め込みをより効率的にする範囲であってよい。
【0012】
本開示の耐スクラッチ層は、透明樹脂層及び硬質粒子を含む。
【0013】
透明樹脂層の透明樹脂には、ウレタン樹脂、アクリル樹脂、アクリル−ウレタン樹脂、ポリエステル、シリコーン、又はフルオロポリマーなどの熱可塑性樹脂が挙げられるが、これらに限定されない。本開示の硬質粒子には、例えば、アルミナ、シリカ、酸化クロム、酸化鉄、ジルコニウム、チタニウム、又はこれらの混合物からなるビーズ又は粒子が挙げられるが、これらに限定されない。硬質粒子の形状には、球形、房毛状、長球形、針状、多面体、円筒形又は不定形が挙げられるが、これらに限定されない。硬質粒子の硬さは、8〜15モース硬度であってよく、又は別の実施形態では、10〜15モース硬度であってよい。
【0014】
硬質粒子は、耐スクラッチ層内に分散させることができる。好ましくは、硬質粒子は、耐スクラッチ層内に均一に分散されている。本明細書において、用語「均一に分散」とは、単位面積当たりの硬質粒子の平均個数が実質的に同じである状態を意味する。
【0015】
本開示の耐スクラッチ層において、
(i)硬質粒子の平均粒子直径は、透明樹脂層の厚さよりも大きく、
(ii)硬質粒子の量は、透明樹脂100重量部に対し約30〜約400重量部であり、かつ、
(iii)硬質粒子が透明樹脂層の外表面から3マイクロメートル以上突出している部分の面積比率は、耐スクラッチ層の約10%〜約80%である。
【0016】
硬質粒子の平均粒子直径は、Multisizer(商標)(粒径アナライザーの電気的検出ゾーン法)(Beckman Coulter,Inc.より販売)で測定できる。硬質粒子の平均粒子直径は、透明樹脂のコーティング及び乾燥後の透明樹脂層の厚さ以上であり、約10マイクロメートル〜約110マイクロメートルであってよい。耐スクラッチ層の厚さは、約5マイクロメートル〜約100マイクロメートルであってよい。硬質粒子の量は、透明樹脂100重量部に対し約30〜約400重量部であってよい。硬質粒子の量は、耐スクラッチ層のヘイズ値に比例し、すなわち、硬質粒子の量が増加すると、耐スクラッチ層のヘイズ値が増大する。装飾シートに、色、印刷又は図を有する基材層が含まれる場合、色、印刷又は図は、耐スクラッチ層を透かして見ることができる。硬質粒子の量は、望ましいヘイズ値に基づいて選択できる。耐スクラッチ性の観点からは、硬質粒子の量が多いほど良く、ヘイズ値は最大100になり得る。耐スクラッチ層を透かして色、印刷又は図が見えるようにするには、ヘイズ値は最大約95にできる。
【0017】
硬質粒子が耐スクラッチ層の透明樹脂層の外表面から3マイクロメートル以上突出している部分の面積比率は、約10%〜約80%であり、別の実施形態では、約30%〜約60%である。本開示の面積比率は、例えば、次の方法によって観察することができる。
【0018】
非接触式の三次元表面形状粗さ測定システムを使用して、耐スクラッチ層の表面の三次元画像を撮影する。次に、三次元画像を画像分析システムで分析し、耐スクラッチ層の透明樹脂の外表面から3マイクロメートル以上突出している硬質粒子の面積比率が測定される。同時に、画像分析システムによって、硬質粒子の高さを判定することができる。
【0019】
本開示の透明樹脂層は架橋剤を更に含んでよい。架橋剤には、ビスアミド架橋剤(例えば、1,1’−イソフタロイル−ビス(2−メチルアジリジン)など)、アジリジン架橋剤(例えば、Chemitite PZ33(Nihon Shokubai製造)、又はNeoCryl CX−100(Avecia製造)など)、カルボジイミド架橋剤(例えば、Carbodilite V−03、V−05、若しくはV−07(Nisshinbo製造)など)、エポキシ架橋剤(例えば、E−AX、E−5XM、若しくはE5C(綜研化学製造)など)、イソシアネート架橋剤(例えば、Colonate L及びColonate HK(Nihon Urethane製造)、並びにDesmodul H、Desmodul W及びDesmodul I(Bayer製造)など)が挙げられるが、これらに限定されない。
【0020】
架橋剤の量は、透明樹脂100重量部に対し約5〜約30重量部(固体)であってよい。
【0021】
本開示の装飾シートは、接着層を更に含んでよく、これは、基材層の、耐スクラッチ層とは反対側に、配置することができる。また装飾シートにはライナーを含んでもよく、これは、接着層の外表面に配置され得る。
【0022】
接着層は、例えば、アクリル、ウレタン、ポリエステル又はシリコーンなどの既知の接着剤であってよい。接着層の厚さは、約10マイクロメートル〜約100マイクロメートルであってよい。
【0023】
ライナーには、接着テープ分野で一般に使用される既知のライナーで、例えば、紙、プラスチック(ポリエチレン、ポリプロピレン、ポリエステル若しくは酢酸セルロースなど)、又はこれらのプラスチックでコーティング、若しくはラミネートされた紙が挙げられる。これらのライナーは、前処理なしで、又は剥がれ特性を向上させるため、シリコーン若しくは同様物での前処理を行って使用することができる。ライナーの厚さは、約50マイクロメートル〜約500マイクロメートルであってよい。
【0024】
図1は、本開示の装飾シート100の一実施形態を示す図である。耐スクラッチ層には硬質粒子114及び透明樹脂層112が含まれ、基材層110の上に配置される。更に接着層116及びライナー118がラミネートされている。
【0025】
図2は、本開示の装飾シート200の別の実施形態を示す図である。硬質粒子214及び透明樹脂層212を含む耐スクラッチ層は、透明フィルム層220上に配置され、これが更に基材層210の上に配置され、接着層216及びライナー218もまたラミネートされている。
【0026】
本開示の装飾シートは、次の方法によって製造することができる。
【0027】
方法1(図3a〜3d)
工程1:基材層310及び担体フィルム330を、加熱ラミネーションによってラミネートする。
【0028】
工程2:硬質粒子314を透明樹脂に加え、混合して、好ましい均一のこれら混合物を調製する。透明樹脂と硬質粒子の混合物を、既知のコーティング方法(例えば、バーコーティング又はナイフコーティングなど)によって基材層310の外表面上にコーティングし、耐スクラッチ層を形成する。
【0029】
工程3(押圧プロセス):基材層310上にコーティングされた耐スクラッチ層を、加熱したエンボス加工ロール340とニップロール(非加熱)とで押圧する。このプロセスで、透明樹脂層312の外表面から突出している硬質粒子314が透明樹脂312層内に押し込まれ、これにより、押圧プロセス前よりも、透明樹脂層312表面から硬質粒子の頂点までの高さが低くなる。
【0030】
工程4:担体フィルム330を基材層310から剥がした後、ライナー318上に配置した接着層316を基材層310にラミネートし、これにより本開示の装飾シート300を得る。
【0031】
方法2(図4a〜4d)
工程1:透明フィルム層420及び担体フィルム430を加熱ラミネーションによりラミネートする。(図4a)
【0032】
工程2:硬質粒子414を透明樹脂に加え、混合して、これらの混合物を調製する。透明樹脂と硬質粒子の混合物を、既知のコーティング方法(例えば、バーコーティング又はナイフコーティングなど)によって透明フィルム420の外表面上にコーティングし、耐スクラッチ層を形成する。(図4b)
【0033】
工程3:担体フィルム430を透明フィルム層420から剥がした後、担体フィルム450上に配置された基材層410を透明フィルム層420にラミネートする。(図4c)
【0034】
工程4(押圧プロセス):基材層410上にコーティングされた耐スクラッチ層412を、加熱したエンボス加工ローラー440とニップロール(非加熱)とで押圧する。このプロセスで、透明樹脂層412の表面から突出している硬質粒子414が透明樹脂層内に押し込まれ、これにより、押圧プロセス前よりも、透明樹脂層412表面から硬質粒子の頂点までの高さが低くなる。(図4c)
【0035】
工程5:担体フィルム450を基材層410から剥がした後、ライナー418上に配置した接着層416を基材層410にラミネートし、これにより本開示の装飾シート400を得る。(図4d)
【0036】
この装飾シート製造プロセスにおいて、担体フィルムを使用してよい。担体フィルムには、例えば、ポリエステル(ポリエチレンテレフタレート(PET)など)フィルムといった既知のプラスチックフィルム、又は紙が挙げられる。担体フィルムは、接着層などの層を保護するため、又は層を補強することによって製造を容易にするために、特定のプロセス工程においてのみ使用してよい。担体フィルムは、その役目が終わった後、剥がすことができる。
【実施例】
【0037】
基材層
エンボスも接着コーティングもないDI−NOC(商標)FILM WG−877(Sumitomo 3M、木目)が使用された。このフィルムのTgは60℃であった。
【0038】
透明樹脂
ポリウレタン樹脂(NIPPOLLAN 5196(NIPPON POLYURETHANE INDUSTRY CO.LTD.より販売、固体32%))100重量部に対し、架橋剤(COLONATE HX(NIPPON POLYURETHANE INDUSTRY CO.LTD.より販売、固体100%)を5重量部でとり、これをT.K.Auto Omo Mixer(Tokushu Kika Kogyo Co.,Ltd.より販売)を使用して5分間、500rpmで攪拌した。
【0039】
硬質粒子
後述の実施例及び比較実施例(比較例)では、アルミニウムビーズ(CB−A10S、CB−A20S、又はCB−A30S、SHOWA DENKO K.K.より販売)が使用された。この平均粒子直径は10マイクロメートル、20マイクロメートル又は30マイクロメートルであり、モース硬度は11であった。硬質粒子の平均粒子直径は、Multisizer(商標)(粒径アナライザーの電気的検出ゾーン法)(Beckman Coulter,Inc.より販売)で測定された。
【0040】
実施例1
基材層及び厚さ25マイクロメートルのPETフィルム(Melinex S、Teijin DuPont Film JAPAN Limitedより販売)(担体フィルム)を、加熱ロール、テークオフロール及びニップロールを使用し、加熱ロール温度を130℃、テークオフロール温度を170℃、ニップ圧力を24.5N/cm2(2.5kgf/cm2)、ライン速度10メートル/分でラミネートした。
【0041】
透明樹脂100重量部に対し、平均直径20マイクロメートルの硬質粒子(CB−A20S)を30重量部で、ミキサーを用いて混合した。結果として得られた溶液を、ナイフコーティング法で基材層にコーティングした。65℃で5分間、及び155℃で5分間乾燥させた後、厚さ10マイクロメートルの透明樹脂層を有する耐スクラッチ層が形成された。基材層表面から硬質粒子の頂点までの高さの硬質粒子の平均高さは、20マイクロメートルであった。得られたシートを加熱ロール、テークオフロール及び加熱エンボス加工ロール(砂目表面)で押圧した。加熱ロール、テークオフロール及び加熱エンボス加工ロールの温度はそれぞれ、130℃、170℃、及び60℃であった。ニップ圧力は24.5N/cm2であり、ライン速度は10メートル/分であった。押圧後、基材層表面から硬質粒子の頂点までの高さの硬質粒子の平均高さは、5マイクロメートルであった。
【0042】
アクリル接着剤(ブチルアクリレート:アクリル酸が90:10(重量比))の酢酸ビニル溶液(32%固体)を、紙基材の両面ポリエチレンラミネートされた剥離ライナー上にコーティングし、65℃で2分間、90℃で2分間乾燥させ、ライナー上に厚さ40マイクロメートルの接着層を得た。結果として得られた接着層/剥離ライナー及びその上の押圧されたシートを、ニップロールで一緒にラミネートし、装飾シートを得た。ニップロール温度は室温であり、ニップ圧力は19.6N/cm2、ライン速度は30m/分であった。耐スクラッチ層の弾性率は1250MPaであった。
【0043】
実施例2〜4
実施例1と同様に装飾シートを調製した。平均直径30マイクロメートルの硬質粒子(CB−A30S)が使用された。透明樹脂と硬質粒子との間の重量比を表1に示す。
【0044】
比較実施例1
実施例1と同様に装飾シートを調製した。平均直径10マイクロメートルの硬質粒子(CB−A10S)が使用された。透明樹脂と硬質粒子との間の重量比を表1に示す。得られた装飾シートには、透明樹脂層の外表面から3マイクロメートル以上突出した硬質粒子はなかった。
【0045】
比較実施例2
透明樹脂と硬質粒子との重量比を、表1に示すように100重量部対5重量部にして、それ以外は実施例2と同様に装飾シートを調製した。
【0046】
比較実施例3
DI−NOC(商標)Film WG−877をそのまま(耐スクラッチ層なしで)使用した。
【0047】
比較実施例4
耐スクラッチ層の透明樹脂に硬質粒子を一切加えず、それ以外は実施例1と同様に装飾シートを調製した。
【0048】
比較実施例5
耐スクラッチ層を押圧せず、それ以外は実施例3と同様に装飾シートを調製した。
【0049】
【表1】
【0050】
透明樹脂層の表面から突出した硬質粒子の面積比率
非接触式の三次元表面形状粗さ測定システム(対物レンズ:10x、内部レンズ:0.5x、モデルWYKO NT1100(Veecoより販売))を使用して、耐スクラッチ層の表面の三次元画像を撮影した。1.2mm×0.93mmの画像が得られた。この画像をAdobeのPhotoshop Extended CS3で分析し、これにより耐スクラッチ層の透明樹脂の外表面から3マイクロメートル以上突出している硬質粒子の面積比率が検出され、その面積比率が計算された。結果を表2に示す。
【0051】
磨耗量(磨耗ロス)
それぞれのサンプルを、磨耗試験ホイールCS−17(TABER INDUSTRIESより販売)を用い、AB−010 Taberタイプ磨耗テスター(TESTER SANGYO Co.,LTDより販売)で、1kg荷重の磨耗を500サイクル行った。試験前及び試験後の重量の差が計算された。結果を表2に示す。
【0052】
耐スクラッチ性
120番又は240番のサンドペーパー(Sankyo−Rikagaku Co.,Ltd.より販売)をColor Fastness Rubbing Tester(TESTER SANGYO CO.,LTD.より販売)に取り付け、約500グラムの荷重を用いて、それぞれのサンプルの表面を100サイクル往復でこすった。次にサンプル表面を目視観察し、スクラッチの量を判定した。耐スクラッチ性をDi−Noc(商標)(比較実施例3)と比較し、Di−Noc(商標)で観察されたものと同じスクラッチ量の場合は「同じ」、Di−Noc(商標)で観察されたものより少ない場合は「良好」、Di−Noc(商標)で観察されたものよりはるかに少ない場合は「非常によい」としてランク付けした。結果を表2に示す。
【0053】
耐汚染性
耐スクラッチ性試験の後、JIS A 5709に従って耐汚染性が測定された。結果を表2に示す。
【0054】
鉛筆硬度
JIS K 5400に従って、それぞれのサンプルの鉛筆硬度が測定された。それぞれのサンプルの表面を、様々な硬度の鉛筆でスクラッチした。結果を表2に示す。
【0055】
ヘイズ値
透明樹脂及び硬質粒子を、透明なPETフィルム上にコーティングし、JIS K 7105に従って測定した。結果を表2に示す。
【0056】
【表2】
【特許請求の範囲】
【請求項1】
(i)基材層と、
(ii)透明樹脂層、及び該透明樹脂層中に分散した硬質粒子を含む耐スクラッチ層と、
を備え、前記硬質粒子の平均粒子直径が前記透明樹脂層の厚さよりも大きく、
前記硬質粒子の量が、透明樹脂層100重量部に対し30〜400重量部であり、かつ
前記硬質粒子が透明樹脂層の外表面から3マイクロメートル以上突出している部分の面積比率が、耐スクラッチ層の10%〜80%である、装飾シート。
【請求項2】
前記基材層と前記耐スクラッチ層との間に透明フィルム層を更に含む、請求項1に記載の装飾シート。
【請求項3】
前記耐スクラッチ層が、前記硬質粒子を含む透明樹脂を前記基材層上にコーティングし、該基材層上にコーティングすることで得られた層を押圧することによって得られる、請求項1に記載の装飾シート。
【請求項4】
前記硬質粒子が、前記耐スクラッチ層内に均一に分散している、請求項1に記載の装飾シート。
【請求項5】
前記硬質粒子の前記平均粒子直径が、10マイクロメートル〜110マイクロメートルである、請求項1に記載の装飾シート。
【請求項6】
前記透明樹脂層の厚さが、5マイクロメートル〜100マイクロメートルである、請求項1に記載の装飾シート。
【請求項7】
前記基材層のガラス転移温度(Tg)が、50℃〜80℃である、請求項1に記載の装飾シート。
【請求項8】
接着層及びライナーを更に含む、請求項1に記載の装飾シート。
【請求項1】
(i)基材層と、
(ii)透明樹脂層、及び該透明樹脂層中に分散した硬質粒子を含む耐スクラッチ層と、
を備え、前記硬質粒子の平均粒子直径が前記透明樹脂層の厚さよりも大きく、
前記硬質粒子の量が、透明樹脂層100重量部に対し30〜400重量部であり、かつ
前記硬質粒子が透明樹脂層の外表面から3マイクロメートル以上突出している部分の面積比率が、耐スクラッチ層の10%〜80%である、装飾シート。
【請求項2】
前記基材層と前記耐スクラッチ層との間に透明フィルム層を更に含む、請求項1に記載の装飾シート。
【請求項3】
前記耐スクラッチ層が、前記硬質粒子を含む透明樹脂を前記基材層上にコーティングし、該基材層上にコーティングすることで得られた層を押圧することによって得られる、請求項1に記載の装飾シート。
【請求項4】
前記硬質粒子が、前記耐スクラッチ層内に均一に分散している、請求項1に記載の装飾シート。
【請求項5】
前記硬質粒子の前記平均粒子直径が、10マイクロメートル〜110マイクロメートルである、請求項1に記載の装飾シート。
【請求項6】
前記透明樹脂層の厚さが、5マイクロメートル〜100マイクロメートルである、請求項1に記載の装飾シート。
【請求項7】
前記基材層のガラス転移温度(Tg)が、50℃〜80℃である、請求項1に記載の装飾シート。
【請求項8】
接着層及びライナーを更に含む、請求項1に記載の装飾シート。
【図1】

【図2】
【図3a】
【図3b】
【図3c】
【図3d】
【図4a】
【図4b】
【図4c】
【図4d】
【図2】
【図3a】
【図3b】
【図3c】
【図3d】
【図4a】
【図4b】
【図4c】
【図4d】
【公表番号】特表2011−516299(P2011−516299A)
【公表日】平成23年5月26日(2011.5.26)
【国際特許分類】
【出願番号】特願2011−501884(P2011−501884)
【出願日】平成21年3月10日(2009.3.10)
【国際出願番号】PCT/US2009/036618
【国際公開番号】WO2009/145961
【国際公開日】平成21年12月3日(2009.12.3)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公表日】平成23年5月26日(2011.5.26)
【国際特許分類】
【出願日】平成21年3月10日(2009.3.10)
【国際出願番号】PCT/US2009/036618
【国際公開番号】WO2009/145961
【国際公開日】平成21年12月3日(2009.12.3)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]