
装飾表面仕上げ、およびそれを形成する方法
非導電性表面を有する部品用の装飾金属仕上げであって、非導電性表面は、その接着能力を向上させるために軽く粗面化されている。非導電性表面上に耐久性のある光沢金属仕上げを提供するために、軽く粗面化された表面の上に薄い金属層が無電解堆積される。金属仕上げ用の保護を提供するために、薄い金属層の上に半透明仕上げが堆積される。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は一般に、プラスチック表面用の装飾仕上げに関する。より特定的には、この発明は、耐久性があり、高品質で、反射性の装飾金属外観をもたらす、プラスチック表面用の装飾仕上げに関する。
【背景技術】
【0002】
背景情報
クロムめっきとは、金属表面上にクロム装飾仕上げを提供するために長年にわたって利用されてきたプロセスである。クロムめっきについてのある特定の用途は、金属仕上げの外観が重大な懸念事項である自動車業界にずっと存在している。金属表面のクロムめっきは長年にわたって利用されてきたが、それは高価であり、また腐食の問題を有する。
【0003】
長年にわたり、これらの金属クロムめっきプロセスの代替案が開発されてきた。これらの開発のうちのいくつかは、めっきプロセスで通常使用される六価クロムと重金属との使用および廃棄に対する懸念に応答して行なわれた。加えて、六価クロムの使用を取り巻く規制はより制約的になってきており、代替技術の開発を目的とする努力がそれに応じて増大している。これらの懸念に対処するために、三価クロムを使用する多数の商業化学が、めっきプロセスにおける六価クロムの代替品として提供されてきた。しかしながら、これらの化学を使用するプロセスは、腐食保護の低下をもたらし、また著しくより高価である。さらに、三価クロムは六価クロムと同じ毒性を有していないものの、それは依然として環境面での課題を呈している。これらの開発はこのため、金属クロムめっきプロセスの商業的に実現可能な代替案をまだ生み出していない。
【0004】
ベース材料としての金属の使用が重くて高価な部品をもたらす、ということは公知である。このため、ベース材料として金属の代わりにプラスチックを使用し、プラスチックのベース材料の上に金属表面がめっきされるようにすることを伴う代替プロセスが開発された。そのような或るプロセスは、物品のプラスチック表面をエッチングし、次にエッチングされた表面上に活性触媒を堆積させることを伴う。その後、無電解プロセスを介して、表面上に金属の層がめっきされる。このプロセスによれば、平滑化および導電性という目的のために、銅層が次にその上に電解堆積される。加えて、平滑化および腐食保護のために、ニッケル層が銅層の上に堆積される。最後に、色および反射性のために、最終のクロム層が表面に追加される。このプロセスは、耐久性があり、耐食性があり、かつ反射性が高い物品を生み出し、それを自動車外装および内装用途にとって好適にする。
【0005】
このプロセスによれば、従来のプロセスを上回る増大した耐久性を提供するために、プラスチック基材の表面は、プラスチック表面と堆積された金属との間の適切な接着を提供するよう、積極的に粗面化される。表面は通常、数ミクロンを超える二乗平均平方根粗さを実現するよう、積極的に粗面化される。この積極的な粗面化は、広範な温度および機械的応力の下で金属表面がそれに接着することを可能にする機械的連結機構を提供する。加えて、これらの従来のプロセスで生成された金属仕上げの耐久性を確保するために、基材に施される金属層は厚さが比較的大きく、それは通常、40ミクロン以上の範囲にある。これらの従来の金属仕上げでの比較的大きい厚さの主な理由は、金属層の平滑化の必要性から生じている。積極的に粗面化された表面に厚い金属層を施すことは、十分な接着性と、自動車業界および他の同様の用途において遭遇するような高い温度および応力に耐える耐久性とを提供する。このプロセスは商業的に成功を収めているものの、コストを低減させ、および/または他の利点を生み出す、改良されたプロセスを開発することが望ましいであろう。
【0006】
これまで開発され、利用されてきた金属クロムめっきの別の代替案は、真空金属化(metalizing)である。真空金属化は、従来のクロムめっきプロセスよりも反射性の高い金属表面を提供するという利点を有する。しかしながら、真空金属化は非常にコストが高く、時間がかかるプロセスであり、またサイズおよび部品の制約がある。たとえば、複雑な形状を有する部品、または大きいサイズの部品にとっては、真空金属化は好適ではない。加えて、真空金属化された部品は、耐久性が限られている。したがって、真空金属化は用途が限られており、いくつかの実質的な欠点を呈している。
【0007】
プラスチック表面にめっきするための他の技術も、これまで商業化されている。或るプロセスによれば、基材材料の上にベースコートが堆積され、次にベースコートの上にスプレー式の金属銀が堆積されて反射性の表面を提供する。次に、金属銀堆積物の上に、薄い色の付いたクリアな保護トップコートが塗布される。このプロセスでは、銀塩溶液と還元溶液という2つの水性配合物を、特殊な二重ノズルスプレーガンで同時にスプレーすることにより、反射性の銀層が得られる。これら2つの溶液はガンのノズルの前で直接混ざって反応し、銀金属の細かい霧を生み出し、それがベースコート表面上に堆積する。このプロセスは美しい外観を有する仕上げを提供するものの、公知の熱衝撃試験に耐えられないこともあって、自動車用途にとって十分な耐久性を有していない。さらに、この技術は体積制約を有しており、また、比較的単純な構成を有する表面にしか利用できない。
【0008】
金属クロムめっきプロセスのさらに別の代替案は、錫−コバルト合金電気めっきであり、それは家具業界での用途において利用されてきた。錫−コバルト合金電気めっきは高品質の金属外観を提供するものの、その耐久性およびその耐食性は限られている。これらの耐久性および耐食性は、家具業界では許容されるかもしれないが、自動車用途、および家庭用電化製品といった耐久性のある金属仕上げを要求する他の用途の厳しい性能要件に耐えることはできない。
【発明の概要】
【発明が解決しようとする課題】
【0009】
したがって、経済および環境上の理由により、表面が環境応力および機械的応力を受ける業界において利用可能であり、部品のサイズまたは形状に対する制約なく大量に生産可能でコスト削減をもたらす、耐久性のある反射性装飾仕上げを提供することができる代替手法またはプロセスを開発することが、望ましいであろう。
【課題を解決するための手段】
【0010】
発明の概要
したがって、この発明の一利点は、現在の従来のクロムめっき手法ほど金属を使用しない、耐久性のある装飾金属仕上げ、およびそれをプラスチックまたは他の非導電性表面上に形成する方法を提供することである。
【0011】
この発明の別の利点は、仕上げの一部としてクロム層を必要としない、耐久性のある装飾金属仕上げ、およびそれをプラスチックまたは他の非導電性表面上に形成する方法を提供することである。
【0012】
この発明のさらなる利点は、現在の従来のクロムめっき手法ほどプラスチックに対する表面粗面化を必要としない、耐久性のある装飾金属仕上げ、およびそれをプラスチックまたは他の非導電性表面上に形成する方法を提供することである。
【0013】
この発明のさらに別の利点は、既存の湿式化学法を用いて実現可能であり、高価な資本集約的投資の使用を必要としない、耐久性のある装飾金属仕上げ、およびそれをプラスチックまたは他の非導電性表面上に形成する方法を提供することである。
【0014】
この発明のさらに別の利点は、従来のプロセスほど高価でなく、高品質の外観を提供する、耐久性のある装飾金属仕上げ、およびそれをプラスチックまたは他の非導電性表面上に形成する方法を提供することである。
【0015】
この発明のさらに別の利点は、従来のクロムめっき手法よりも環境に優しい、耐久性のある装飾金属仕上げ、およびそれをプラスチックまたは他の非導電性表面上に形成する方法を提供することである。
【0016】
この発明のさらなる利点は、従来のクロムめっき手法と比べてより良好な耐食性を呈する、耐久性のある装飾金属仕上げ、およびそれをプラスチックまたは他の非導電性表面上に形成する方法を提供することである。
【0017】
この発明のさらに別の利点は、多色仕上げの生成を可能にする、耐久性のある装飾金属仕上げ、およびそれをプラスチックまたは他の非導電性表面上に形成する方法を提供することである。
【0018】
この発明の上述のおよび他の利点によれば、非導電性表面を有する部品用の改良された装飾金属仕上げが提供される。その部品の非導電性表面は、その接着能力を向上させるために軽く粗面化される。非導電性表面上に耐久性のある光沢金属仕上げを提供するために、軽く粗面化された表面上に、たとえば水性浴内での浸漬により、薄い金属層が無電解堆積される。金属仕上げ用の付加的保護を提供するために、薄い金属層の上に半透明コーティング層が堆積される。驚いたことに、非導電性表面の軽い粗面化、およびその上に堆積された薄い金属層は、高応力用途用の優れた耐久性を有する高品質の仕上げを提供する。
【0019】
この発明のこれらのならびに他の特徴および利点は、好ましい実施例の詳細な説明から、当業者にはより明らかとなるであろう。以下に、詳細な説明に添付される図面を説明する。
【図面の簡単な説明】
【0020】
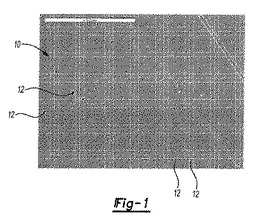
【図1】この発明の好ましい一実施例に従った、軽く粗面化された表面の概略図である。
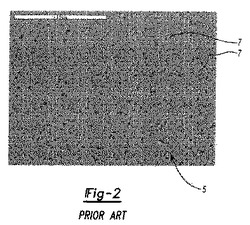
【図2】従来の金属仕上げ、およびそれを形成するためのプロセスに従った、積極的に粗面化された表面の概略図である。
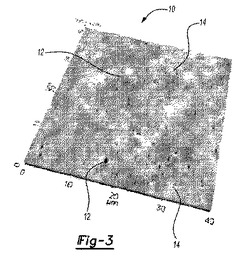
【図3】この発明の好ましい一実施例に従った、原子間力顕微鏡法により示された軽く粗面化された表面の概略図である。
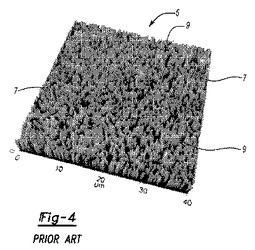
【図4】従来のプロセスに従った、原子間力顕微鏡法により示された積極的に粗面化された表面の概略図である。
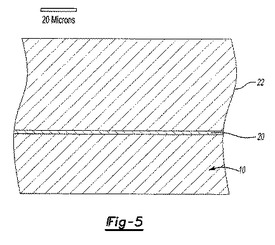
【図5】この発明の好ましい一実施例に従った、金属仕上げの薄い層が堆積された非導電性表面の概略図である。
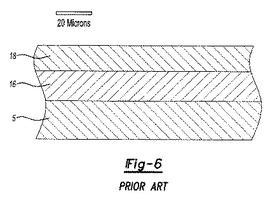
【図6】従来の金属仕上げプロセスに従った、金属仕上げの層が堆積されたプラスチック表面の概略図である。
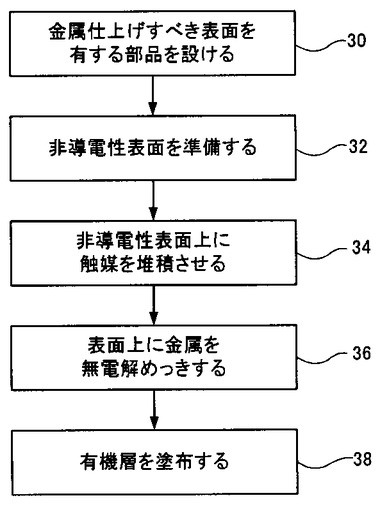
【図7】この発明の好ましい一実施例に従った、非導電性部品の上に金属仕上げを形成するプロセスを示す概略的なフローチャートである。
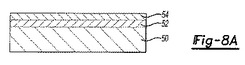
【図8a】この発明の好ましい一実施例に従った、非導電性表面上に光沢無電解ニッケルの薄い層を使用した金属仕上げの概略図である。
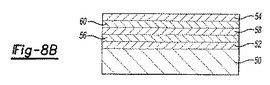
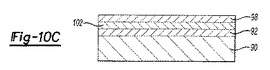
【図8b】この発明の別の好ましい実施例に従った、非導電性表面上に光沢無電解ニッケルの薄い層を使用した金属仕上げの概略図である。
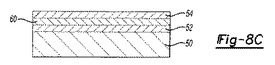
【図8c】この発明のさらに別の好ましい実施例に従った、非導電性表面上に光沢無電解ニッケルの薄い層を使用した金属仕上げの概略図である。
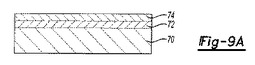
【図9a】この発明の好ましい一実施例に従った、非導電性表面上に無電解ニッケルの薄い層を使用した金属仕上げの概略図である。
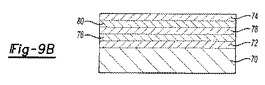
【図9b】この発明の別の好ましい実施例に従った、非導電性表面上に無電解ニッケルの薄い層を使用した金属仕上げの概略図である。
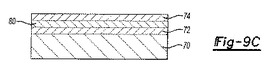
【図9c】この発明のさらに別の好ましい実施例に従った、非導電性表面上に無電解ニッケルの薄い層を使用した金属仕上げの概略図である。
【図10a】この発明の好ましい一実施例に従った、非導電性表面上に無電解銅の薄い層を使用した金属仕上げの概略図である。
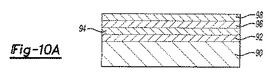
【図10b】この発明の別の好ましい実施例に従った、非導電性表面上に無電解銅の薄い層を使用した金属仕上げの概略図である。
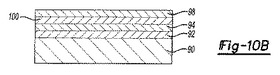
【図10c】この発明のさらに別の好ましい実施例に従った、非導電性表面上に無電解銅の薄い層を使用した金属仕上げの概略図である。
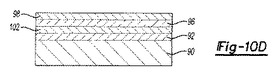
【図10d】この発明のさらなる好ましい一実施例に従った、非導電性表面上に無電解銅の薄い層を使用した金属仕上げの概略図である。
【発明を実施するための形態】
【0021】
詳細な説明
この発明によれば、プラスチックまたは他の非導電性表面用の装飾金属仕上げが提供される。この好ましい装飾金属仕上げは、湾曲した表面、および複雑な湾曲を有し得る表面にとって有利である。この好ましい装飾仕上げはまた、平坦な表面またはシート、もしくは他の異なる構成の表面に関連して利用可能である。この好ましい装飾金属仕上げはまた、極めて耐久性があり、自動車業界で遭遇するような外部環境条件、ならびに機械的負荷および応力に耐えることができる。この発明に従った反射性の高い装飾表面が有利に設けられ得る自動車構成部品は、車内ドアハンドルといった自動車用内装構成部品、および、ラジエータグリル、車外ドアハンドル、ヘッドライトアセンブリ構成部品といった自動車用外装構成部品を含む。明らかに、この発明は他の自動車構成部品にも適用可能である。
【0022】
この発明の好ましい用途は自動車業界に存在しているものの、この発明は、家具、家庭用電化製品、台所用品ハウジング(たとえば、冷蔵庫、コンロ、電子レンジ、食器洗い機など)、郵便箱、ならびに住居用および商業用ビル構成部品といった、多数の異なる業界におけるさまざまな他の用途に関連して利用可能であることが理解されるであろう。この発明に従った装飾性の高い表面が有利に設けられ得る家庭用電化製品ハウジング構成部品は、携帯電話用のハウジング構成部品を含む。加えて、この発明によれば、高品質の仕上げをもたらし、より安価で、環境に優しい、装飾金属仕上げをプラスチックまたは他の非導電性表面上に提供する方法が提供される。好ましい実施例はプラスチック基材を利用しているものの、あらゆる非導電性材料が利用されてもよいことが理解されるであろう。たとえば、ポリマー材料に加え、ゴム、セラミック、木といった他の非導電性材料が、この発明に従って代替的に利用されてもよい。他の非導電性材料も利用されてもよいことが理解されるであろう。
【0023】
この発明の装飾金属仕上げは、装飾目的の表面の金属仕上げにおける従来の知恵および最新技術に反している。実際、当業者は、プラスチック基材上に金属を首尾よくかつ耐久的にめっきする(重ね合わせる)には、プラスチック基材と上を覆う金属表面との間に十分な機械的連結機構または錠機構を提供するために、プラスチック基材を積極的に粗面化する、またはエッチングする必要がある、と長い間確信し、教えてきた。この確信に従って、十分な機械的連結機構を実現するには、プラスチック基材の表面は十分な有孔度を含んでいなければならず、それは、無電解銅またはニッケルといった上を覆う金属で充填されて、プラスチック表面へのめっき金属の接着を提供する。しかしながら、同様に公知であるように、積極的にエッチングされた表面では、無電解金属堆積物は所望の光沢反射仕上げをもたらさない。代わりに、金属堆積物は、金属がめっきされた表面を複製するだけであり、それは、装飾用途には最適ではない艶消し仕上げをもたらす。これらのプロセスはしたがって、滑らかな艶仕上げを提供するために、光沢剤または平滑剤が配合された浴を使用する。しかしながら、この所望の目的を達成するには、これらの添加剤の平滑機構は電解浴でしか機能できず、それはコストおよびエネルギ消費を追加するため望ましくないと考えられている。公知であるように、電解浴は、プラスチック表面への金属層の堆積を達成するために、電流を溶液に印加するものである。
【0024】
プラスチック表面とめっき金属との接着の度合は、特に自動車用途用の衝撃および繰返される温度サイクルに耐えるのに十分でなければならない、ということは周知である。したがって、プラスチックへのめっきの分野における当業者は、プラスチックへの金属の十分な接着を実現するためにプラスチック基材の積極的エッチングを利用することを、長い間教えてきた。加えて、従来の装飾めっきでは、以下により詳細に説明されるように、電解銅およびニッケルめっきの比較的厚い層が、積極的に粗面化された表面上に堆積される。このため、好適な耐久性を実現するには、厚い金属が堆積されるプラスチック表面の積極的エッチングが必要である、と確信されていた。
【0025】
逆に、上述の従来の手法とは反対に、この発明は、プラスチック基材の表面を控えめにまたは軽く粗面化し、もしくはエッチングしてから、その上に比較的薄い金属層を堆積させる、装飾金属仕上げを提供する。具体的には、出願人は驚いたことに、基材表面の控えめな粗面化だけでも、優れた接着性および耐久性の仕上げが得られる、ということを思いがけず発見した。この理由は、表面への薄い金属層の堆積、ひいては単位基材表面当りの膜の質量の減少、および、電気めっきされ堆積された厚い金属層に固有の引張応力および圧縮応力の劇的な現象から生じると思われる。この発明によれば、以下により詳細に説明されるように、使用する材料がより少なく、使用するプロセスステップがより少なく、より簡単であり、廃棄物の生成が本質的により少ない、耐久性および耐食性がある金属仕上げが提供される。
【0026】
図面を参照すると、図1および図2は、この発明と従来のプロセスとのプラスチック表面の粗面化の度合の違いを示している。まず、図1は、この発明の好ましい一実施例に従った、軽く粗面化されたプラスチック表面10を概略的に示す。より具体的には、図1は、SEM顕微鏡下で1000倍に拡大されて示された、軽度エッチングを受けたABS表面10を表わしている。図1は軽くまたは控えめに粗面化された表面を表わすに過ぎないこと、および、表面はさまざまな異なる構成および外観を有していてもよく、依然としてこの発明に従って軽くまたは控えめに粗面化されてもよいことが、理解されるであろう。見てわかるように、図1は、プラスチック部品の表面上に、概して参照番号12で示された限られた数のエッチング部位を含む。この構成は軽度エッチング浴から生じており、それはプラスチック物品のもとの滑らかな表面の多くを維持する。控えめなまたは軽い粗面化の度合は、要望に応じて異なっていてもよいことが理解されるであろう。
【0027】
これに対し、図2は、従来のプロセスに従って積極的に粗面化されたプラスチック表面5を概略的に示す。図2も同様に、SEM顕微鏡下で1000倍に拡大されて示された、粗いまたは積極的なエッチングを受けたABS表面5を表わしている。図2に示すように、通常のエッチング後に得られる表面は、概して参照番号7で示される窪みまたはエッチング部位を含んでおり、それらは図1のものよりも実質的に大きく、深い。この構成は積極的エッチング浴から生じており、それはプラスチック物品の表面に著しい窪みおよび/または谷7を提供する。
【0028】
表面の全体的粗さはまた、原子間力顕微鏡法(AFM)などによっても量的に測定可能である。それに鑑み、図1および図2によって表わされたエッチング条件を表わす試料が、40×40ミクロンの区分においてこの手順により測定された。AFMのアームが部品の表面を横切って進むにつれて、それは表面構成をマッピングする。このため、AFMアームがこの発明に従ってエッチングされた部品10の表面を横切って進むにつれて、それは窪み12および山14をマッピングし、それらは図3に概略的に示されている。同様に、AFMアームが従来のプロセスに従ってエッチングされた部品5の表面を横切って進むにつれて、それは窪み7および山9をマッピングし、それらは図4に概略的に示されている。これらの表面の窪み7および12はそれぞれ、図4および図3において、概して暗い色で表わされている。表面の色の薄い部分は、成形された部品における山9、14を示している。図3に示す部品10は、滑らかなプラスチックの明確な区域により隔てられた、離散的な窪み12を含む。理解されるように、孔または窪みのサイズは、粗面化プロセス中にエッチングされ、もしくは除去されたプラスチックの量に関連しており、このため、孔または窪みは小さい。これに対し、図4に示すように、積極的にエッチングされた表面は、厚い電解金属堆積物にとって必要な強化された接着を提供するために必要とされる、幾分「蜂の巣」状の一連の間隙を有する、はるかに大きい表面粗さを示している。
【0029】
以下の表から明らかなように、軽くエッチングされた表面は、その特性が、全くエッチングされていない未加工の成形品と同様である。表に示すように、未加工の成形品と比較すると、軽度エッチングの粗さの値はほんの少ししか増加しておらず、一方、積極的エッチングは、表面をはるかにより高い程度歪ませる。
【0030】
【表1】

【0031】
このように、この発明に従った軽度エッチングは未加工の表面を若干歪ませるものの、以前は必要だと考えられた、表面の積極的なエッチングまたは粗面化から生じる激しい歪を必要とはしない、ということが見てわかる。ここでも、軽度エッチングの度合は明らかに、異なっていてもよい。
【0032】
図5を参照すると、図5はこの発明の好ましい一実施例に従った、完成した金属仕上げを概略的に示している。図示されているように、プラスチックまたは他の非導電性表面10は、ここに詳述されるように、軽いまたは控えめな粗面化プロセスを受けている。この実施例によれば、表面10はABS基材である。その後、軽くエッチングされた表面10の上に、薄い金属層20、たとえば光沢無電解ニッケルが堆積される。好ましい一実施例によれば、金属層20の厚さは約100ナノメートルである。しかしながら、金属層の厚さは明らかに、異なっていてもよい。たとえば、金属層の厚さは、100ナノメートル(nm)より大きくても小さくてもよい。実際、金属層の厚さは、好ましくは、50nm〜500nmの範囲にある。この発明によれば、以下に説明されるように、金属全体の量は従来のプロセスよりも実質的に少ない。より薄い金属層20を施すことにより、金属とプラスチックとの界面での機械的応力が実質的に低下する。これらの応力の低下により、金属層を基材に適切に接着するために必要とされる、プラスチックでの繋止部位がより少なくなる。
【0033】
好ましい一実施例によれば、軽くまたは控えめにエッチングされたプラスチック表面に、薄い金属層20が、無電解めっき手法を用いて施される。ここで使用される「無電解めっき」手法という用語は一般に、電気化学プロセスにおいて、めっきされる物品を陰極とすることなく、薄い金属コーティング層を堆積させるためのあらゆる手法を指す。無電解めっき手法の例は、さまざまな物理的気相成長および化学的気相成長プロセス、無電解めっき、および浸漬めっきを含む。無電解めっきプロセスを用いて、軽くエッチングされたプラスチック表面への非常に薄い金属堆積物の優れた接着を得ることができるとわかったことも、驚きであった。加えて、射出成形された滑らかなプラスチック表面が化学エッチングによってそれほど変質しなかったという事実に起因して、仕上げの品質は、より伝統的な積極的エッチングにより得られるものよりも優れていた。したがって、この発明は、基材の粗面化の実質的低減、および堆積された金属層の薄さに起因して、平滑剤を使用して比較的厚い層を堆積させることなく、滑らかで反射性の高い装飾外観を提供する。
【0034】
図5を図6と比較すると、プラスチックへの伝統的なクロムめっきの構成と好ましい実施例で説明されたプロセスの構成との違いが明らかである。図6は、プラスチック基材5への金属仕上げを示す。この従来のプロセスによれば、プラスチック基材は積極的にエッチングされる。その後、その上に厚い金属層が堆積される。これらの従来の部品に関連して堆積された典型的な金属層の全厚は少なくとも40ミクロンであり、多層からなっていてもよい。一例として、これらの従来の構成はまず、プラスチック表面5の上にめっきされた約15〜30ミクロンの銅層16で構成される。銅層16は、表面を滑らかにする光沢剤の存在下でめっきされる。銅層16はまた、その上に堆積される、導電性がより低いニッケル層18を次にめっきするために、導電層を提供する。次の層はニッケル層18であり、それは、所望の腐食保護層を提供するために、厚さが通常約20ミクロンであった。クロム層も通常、ニッケル層18の上に配置される。しかしながら、クロム層は極めて薄く、図6に反映される拡大レベルでは図示されていない。最終的な結果は、適切な接着のためにプラスチック樹脂において頑丈な繋止部位を必要とする、金属の比較的厚い堆積物である。これは、この発明によって利用される金属の薄い層とは対照的である。
【0035】
非常に薄い金属堆積物とともに軽度エッチングを利用する金属化プロセスを使用することにより、プラスチック表面への無電解金属堆積によって艶のある反射仕上げを得ることができることが確立されてきた。軽度エッチングは、成形された部品上の滑らかな表面を維持しつつ、触媒を捕捉して無電解銅またはニッケルをめっきするのに十分な機械的連結機構を生成する。同時に、金属の薄いコーティングは、この軽度のエッチングがそれらの間に良好な接着を提供するのにも適切であるようになっている、ということが思いがけず発見された。
【0036】
好ましい一実施例によれば、表面上に無電解堆積された好ましい金属は、薄い金属層20を形成するための無電解光沢ニッケルである。しかしながら、薄い金属層20を形成するために、他の好適な無電解金属堆積物も利用されてもよく、たとえば、以下のいくつかの例示的な実施例に関連して説明されるような、一般的な無電解ニッケルおよび無電解銅を含む。一実施例によれば、装飾無電解ニッケルおよび/または無電解銅の追加の層を、無電解堆積物の第1の層の上に堆積させることが可能であり、それらは合計で約100nmの全厚を有する。しかしながら、この金属層の厚さは明らかに、異なっていてもよい。たとえば、金属層の厚さは、100ナノメートル(nm)より大きくても小さくてもよい。実際、金属層の厚さは、より好ましくは、50nm〜500nmの範囲にある。無電解銅層を、非導電性表面10の上に直接堆積させようと、もしくは、無電解層または光沢無電解層の上に堆積させようと、銅層の上に銀を堆積させることによって、光沢金属仕上げを得ることができる。銀堆積のプロセスは、たとえば室温から160°Fまでの範囲、より好ましくは90〜120°Fの範囲の温度での自己触媒堆積または置換反応により、電流が物品を通ることなく優先的に実現される。このプロセスの浸漬時間は、10分未満、より好ましくは20秒〜2分の範囲の期間である。これらの範囲は明らかに、異なっていてもよい。また、これに代えて、同じ仕上げをより高いコストで得るために、電解プロセスを使用することができる。
【0037】
また、品質が向上した仕上げを得るために追加の平滑化が望まれる場合、無電解ニッケルまたは無電解銅の層の上に光沢のある電解酸性銅層を堆積させると、鏡面仕上げを提供できる。以下に説明されるように、通常、この層は、プラスチック慣例への伝統的なめっきと比べ、比較的薄い。好ましい一実施例によれば、光沢のある酸性銅の厚さは好ましくはわずか10ミクロンであり、一方、プラスチックへの典型的なめっきでの堆積物は通常、20ミクロン以上である。しかしながら、光沢のある酸性銅の厚さは10ミクロンより大きくても小さくてもよい、ということが理解されるであろう。たとえば、それは、1〜20ミクロンの厚さを有していてもよい。
【0038】
上述のように、この発明はまた、さまざまな異なる業界においても、および異なる用途のためにも利用可能である。上述のように、代替的な無電解めっき手法が利用可能である。たとえば、浸漬めっき手法がしばしば使用される。浸漬めっきは、コーティング金属の金属塩の水溶液からの化学置換による、より卑でより電気陰性の金属の基材上へのより貴な金属の堆積を伴う。浸漬めっきは無電解めっきとは異なっており、無電解めっきは、基材表面上への金属堆積を容易にするために、浴内の金属イオンを化学的に還元する還元剤を含有する自己触媒めっき浴内でのめっきを伴う。多数の浸漬銀商品が容易に入手可能であり、公知である。
【0039】
好ましい一実施例によれば、軽く粗面化された表面10の上に薄い金属層20を堆積させた後で、環境からの保護を提供するために、コーティング22(図5)が金属層20の上に堆積される。コーティング22は増大した耐久性を提供するよう意図されているものの、それは、金属仕上げが透けて見えるよう、透明でなければならず、または十分な半透明性を有していなければならない。軽くエッチングされたプラスチック表面上の無電解金属堆積物の品質は反射性であり、良好な接着を有することがわかったものの、薄い金属膜は、単に水に漬けるだけで容易に除去されるおそれがあり、また、外気に放置されると曇るおそれがある。適切な層またはコーティング22で一旦覆われると、金属仕上げは曇らず、また、長期にわたる浸水、湿気および腐食環境への暴露を乗り切る能力によって証明されているような驚くべき耐久性も有する。上述のプロセスによってめっきされ、次に適切な有機仕上げでコーティングされた物品は、耐久性があり、かつ光沢があった。コーティング22は好ましくは、透明であるかまたは透光性を有し、したがって金属仕上げが見えるようにしつつ、上述のように十分な保護も提供する、有機層である。しかしながら、コーティング22はまた、艶のために薄く色付けされ、調節されてもよく、または、要望に応じて追加される他の特別な光学的効果を有していてもよい。さらに、コーティングは優れた耐食性も提供する。
【0040】
光り輝く銀、ニッケル、または他の金属の堆積物の薄い層の保護は、さまざまな有機仕上げ化学および塗布法を用いて実現可能である。コーティングはクリアであっても薄く色付けされていてもよいが、それは、下に位置する金属堆積物が見えるようにあるレベルの透光性を保持するであろう。当業者には容易に理解されるように、コーティングの適正な選択は、下に位置するプラスチック基材の物理的特性に、および選択された金属堆積物の種類に依存する。重要な仕上げシステム特性は、金属堆積物への接着、腐食保護、化学的攻撃に対する耐性、耐表面擦傷性、および長期耐候性を含む。
【0041】
ここで図7を参照すると、図7は、好ましい一実施例に従った、非導電性基材上に装飾仕上げを準備するための好ましい方法を概略的に示す。まず、概して参照番号30で示すように、金属仕上げプロセスを受けるべき1つ以上の非導電性表面を有する部品が設けられる。次に、概して参照番号32で示すように、無電解めっきまたは他の無電解堆積物の堆積を容易にするよう、非導電性基材の表面が準備される。好ましい一実施例によれば、非導電性基材部品の表面は、上述のように控えめにまたは軽くエッチングされる。好ましい一実施例によれば、表面は、装飾金属仕上げが設けられるべき物品の領域において、0.002μm(2nm)〜約0.10μm(100nm)の二乗平均平方根(rms)表面粗さを付与するよう準備される。しかしながら、さまざまな他の範囲および表面粗さを控えめな表面粗面化とみなすことができる、ということが理解されるであろう。表面粗さの好ましい範囲は、50nm未満である。上述の表に反映されたほんの一例として、控えめな表面粗さは、成形されたままの材料のものよりも2nm大きかった。加えて、任意の好適な表面準備プロセスを利用してもよい。
【0042】
上述のように、控えめな粗面化を受ける基材は、好ましくは非導電性材料である。好ましい非導電性材料はABSである。しかしながら、控えめにまたは軽く粗面化された表面を生み出し、ポリオレフィン、ポリイミド、ポリカーボネート、ポリアクリル、ポリエステル、ポリアミド、ポリエポキシ、ポリウレタン、ポリ尿素、ポリプロピレン酸化物、ポリフェニレン酸化物、熱可塑性オレフィンなどを含むがこれらに限定されない多数の他の樹脂の使用を可能とする、他の表面改質手法が使用されてもよい。加えて、PC/ABSなどといった、2つ以上の異なるポリマーの混合物が、プロセスに含まれていてもよい。他の好適な表面活性化手法は、化学酸化、電解酸化、プラズマ酸化、スルホン化、アルカリ加水分解、および/または酸加水分解を含む。これらの手法は、表面を望ましくないほど過度に粗面化することなく、疎水性基材表面を親水性表面に変換し、および/または表面をより親水性にする。無電解めっきを開始するのに十分な触媒特性を用いて、疎水性プラスチック表面を親水性表面に変換する他の化学が使用されてもよい、ということが理解されるであろう。
【0043】
好ましい一実施例によれば、非導電性表面はエッチングプロセスによって準備される。このエッチングプロセスを行なうために、好ましくはクロム酸または硫酸が使用される。しかしながら、表面を粗面化するための他の好適なプロセスが使用されてもよい。好ましい一実施例によれば、理想的なエッチングは、30nmRMS(二乗平均平方根)未満の表面粗さを残すであろう。エッチング条件は異なっていてもよく、時間、温度、および酸の濃度を含んでいてもよい。エッチング浴変数の好ましい範囲は、200〜400g/LのCrO3、200〜600ml/Lの硫酸、0〜20g/LのCr(III)、室温〜180°Fの範囲の浴温度、10秒〜20分のエッチング時間、である。明らかに、これらの条件の範囲は異なっていてもよい。
【0044】
好ましい一方法によれば、概して参照番号34で示すように、触媒表面を生成するために、次にエッチングされた表面上に触媒が配置される。好ましい一実施例によれば、触媒表面は、Pd2+、Ag+、Au+、もしくはPt+といった貴金属カチオン、および/またはPd、Ag、Au、もしくはPtといったナノスケールの貴金属粒子の吸収によって得られる。触媒および加速化学はさまざまな商業的めっき供給業者らから得ることができること、および触媒表面を生成するために他の貴金属が使用可能であることが理解されるであろう。触媒作用を受入れる表面を生成するための代替的な手法は、表面上で充填剤と選択的に反応することである。ABSの場合、ポリブタジエンが選択的に反応し、表面上にSANの骨格を残す。代替的に利用され得る他の充填剤は、シリカ、ガラス、アルミナ、酸化マグネシウム、セラミック粒子、およびゴムまたはエラストマーを含む。明らかに、他の充填剤も利用されてもよい。
【0045】
その後、概して参照番号36で示すように、軽く粗面化された非導電性表面に薄い金属層が無電解めっきされる。公知であるように、無電解めっきとは、材料の表面が活性化され、次に、通常めっきされる金属の塩と還元剤とを含む無電解めっき浴に沈められる手法であり、それにより、浴に電流を通す必要なく、金属が基材表面上に堆積される。好ましい無電解めっきは、無電解ニッケルめっきまたは無電解銅めっきを含む。粒状構造の微粒子サイズを調整するために、化学が適合される。これは、より効率的に隙間を充填し、いわゆる「光沢のある」仕上げを生成する効果を有する。しかしながら、前述のように、さまざまな物理的気相成長および化学的気相成長プロセス、および浸漬めっきを含む、他の種類の無電解めっきが使用されてもよい。
【0046】
最後に、概して参照番号38で示すように、薄い金属層20の上に、有機仕上げといった仕上げ22が塗布される。しかしながら、無機仕上げまたはトップコートも利用されてもよい。仕上げまたはトップコート22は、薄い金属層20を含む金属仕上げを保護し、保存するよう意図されている。一実施例では、トップコート層22は、金属仕上げが見えるように透光性を有する。これらのトップコートは、それらのそれぞれのポリマー骨格によって規定される。好適な選択は、ポリアクリレート、ポリウレタン、ポリエポキシ、ポリシロキサン、ポリエステル、ポリシラザン、および/またはフルオロポリマーを含むが、これらに限定されない。単一コート仕上げが可能であるが、2Kウレタン化学を用いた2コート「ベース/クリア」コーティングシステムが好ましい。これらのシステムは、ウエットオンウエットプロセスを用いた、ポリイソシアネートにより触媒された/ヒドロキシル官能性のアクリルポリオールの塗布と、それに続く160〜180°F、30〜60分間の「低温焼付け」硬化とを伴う。さまざまな仕上げが利用可能であり、いくつかの商業的に入手可能な仕上げがこの用途で効果的であることが証明されている。或る好ましいシステムがレッドスポット&バーニッシュ社(Red Spot & Varnish Co.)から入手可能であり、低温焼付け2Kウレタンベースコートと低温焼付け2Kウレタントップコートとで構成されている。これら2つのコートシステムは、ウエットオンウエット法において従来の空気噴霧スプレー装置を用いて塗布され、その後、最終的な塗装硬化が、180°Fで30分間行なわれる。明らかに、他の層または仕上げも利用可能であり、3つ以上の層を含んでいてもよい。塗布の一般的形式は、スプレーコーティング(従来または静電方式)、フローコーティング、カーテンコーティング、浸漬コーティング、および/または電解堆積を含む。好ましい塗布法は、静電HVLPおよび噴霧ベルスプレーガンを使用する。
【0047】
トップコート層が塗布された後、金属仕上げは腐食から保護され(すなわち、耐食性を有し)、十分な耐久性を提供する。また、金属仕上げは層から透けて見える。加えて、塗装層も、要望に応じて層の上に塗布することができる。
【0048】
上述のように、この発明に従って、金属仕上げのさまざまな実施例が構成可能である。さまざまな代替的な例示的構成を、以下に特定する。可能性がある構成の第1の部類は、プラスチック表面に堆積された光沢無電解ニッケルを伴い、図8a、図8b、図8cに概略的に示されている。図8aに示す一実施例によれば、プラスチック基材50は、軽く粗面化された表面を有する。軽く粗面化されたプラスチック表面の上に、光沢無電解ニッケルの薄い層52がめっきされ、次に、その上に保護トップコートまたは有機層54が塗布される。光沢無電解層の厚さは50nm〜500nmの範囲にあり、このため、従来の金属仕上げでの金属層よりも著しく薄い。
【0049】
図8bは、軽く粗面化された表面を有するプラスチック基材表面50を含む、別の好ましい実施例を示す。軽く粗面化されたプラスチック表面の上に、光沢無電解ニッケルの薄い層52がめっきされる。光沢ニッケルの薄い層52の上に、無電解銅56が堆積される。加えて、無電解銅層56の上に、オプションで酸性銅層58が堆積されてもよい。この実施例では、基材は次に、その上に薄い銀層60を堆積させるために、上述のように銀浸漬プロセスを受ける。基材の上に堆積された金属の全厚は、依然として薄い。たとえば、光沢無電解ニッケル層の厚さは50〜500nmの範囲にあり、無電解銅層の厚さは50〜500nmの範囲にあり、酸性銅層の厚さは1〜10μmである。最後に、これらの層の上にトップコート層54が塗布される。
【0050】
図8cは、この部類におけるこの発明のさらに別の好ましい実施例を示す。この実施例によれば、軽く粗面化されたプラスチック表面50の上に、光沢無電解ニッケルの薄い層52がめっきされる。表面は次に、その上に銀の層60を堆積させるために、銀浸漬を受ける。光沢無電解ニッケル層の厚さが50〜500nmの範囲にあるため、金属層の全厚は依然として薄い。次に、その上にトップコート層54が塗布される。
【0051】
可能性がある構成の第2の部類は、プラスチックに接合された無電解ニッケルを伴い、図9a、図9b、図9cに概略的に示されている。図9aに示す一実施例によれば、基材表面70は、軽く粗面化された表面を有するプラスチックである。軽く粗面化されたプラスチック表面70の上に、無電解ニッケルの薄い層72がめっきされ、次に、その上に保護トップコートまたは有機層74が塗布される。ここでも、金属層の厚さは、従来の金属仕上げのものよりはるかに薄い。無電解ニッケル層については、金属堆積物の全厚は50〜500nmの範囲にある。
【0052】
図9bは、軽く粗面化された表面を有するプラスチック基材表面70を含む、別の好ましい実施例を示す。軽く粗面化されたプラスチック表面70の上に、無電解ニッケルの薄い層72がめっきされる。ニッケルの薄い層72の上に、無電解銅層76が堆積される。加えて、無電解銅層76の上に、オプションで酸性銅層78が堆積されてもよい。この実施例では、基材は次に、その上に銀の層80を堆積させるために、上述のように銀浸漬プロセスを受ける。ここでも、金属層の厚さは薄い。無電解ニッケル層の厚さは50〜500nmの範囲にあり、無電解銅層の厚さは50〜500nmの範囲にあり、酸性銅層の厚さは1〜10μmである。最後に、これらの層の上にトップコート層74が塗布される。
【0053】
図9cは、この部類におけるこの発明のさらに別の好ましい実施例を示す。この実施例によれば、軽く粗面化されたプラスチック表面70の上に、無電解ニッケルの薄い層72がめっきされる。表面70は次に、その上に銀の層80を堆積させるために、銀浸漬を受ける。金属層の全厚は、従来の金属仕上げと比べて薄い。無電解ニッケル層の厚さは50〜500nmの範囲にある。次に、その上にトップコート層74が塗布される。
【0054】
可能性がある構成の第3の部類は、プラスチックに接合された無電解銅を伴い、図10a、図10b、図10c、図10dに概略的に示されている。図10aに示す一実施例によれば、基材表面90は、軽く粗面化された表面を有するプラスチックである。軽く粗面化されたプラスチック表面90の上に、無電解銅の薄い層92がめっきされる。加えて、無電解銅層92の上に、オプションで酸性銅層94が堆積されてもよい。この実施例では、基材90は次に、その上に銀の層96を堆積させるために、上述のように銀浸漬プロセスを受ける。ここでも、金属層の厚さは、従来の金属仕上げのものよりはるかに薄い。無電解銅層については、金属堆積物の全厚は50〜500nmの範囲にあり、酸性銅層は約1〜10μmの厚さを有する。最後に、これらの層の上にトップコート層98が塗布される。
【0055】
図10bは、軽く粗面化された表面を有するプラスチック基材表面90を含む、別の好ましい実施例を示す。軽く粗面化されたプラスチック表面の上に、無電解銅の薄い層92がめっきされる。加えて、無電解銅層92の上に、オプションで酸性銅層94が堆積されてもよい。この実施例では次に、酸性銅層94の上に、無電解ニッケル層100が堆積される。無電解銅層の全厚は50〜500nmの範囲にあり、酸性銅層は約1〜10μmの厚さを有し、オプションの無電解ニッケル層は50〜500nmの範囲の厚さを有する。次に、これらの層の上にトップコート層98が塗布される。
【0056】
図10cは、軽く粗面化された表面を有するプラスチックで構成された基材表面90を含む、さらに別の好ましい実施例を示す。軽く粗面化されたプラスチック表面90の上に、無電解銅の薄い層92がめっきされる。次に、無電解銅層92の上に、光沢無電解ニッケルの薄い層102が堆積される。無電解銅層および光沢無電解ニッケル層の各々については、この実施例における金属堆積物の全厚は50〜500nmの範囲にある。その後、これらの層の上にトップコート層98が塗布される。
【0057】
図10dは、軽く粗面化された表面を有するプラスチックからなる基材表面90を含む、さらなる好ましい一実施例を示す。プラスチックの上に、無電解銅の薄い層92がめっきされる。次に、無電解銅層92の上に、光沢無電解ニッケルの薄い層102が塗布される。この実施例では、基材90は次に、その上に銀の層96を堆積させるために、上述のように銀浸漬プロセスを受ける。無電解銅層および光沢無電解ニッケル層の各々については、この実施例における金属堆積物の全厚は50〜500nmの範囲にある。最後に、これらの層の上にトップコート層98が塗布される。
【0058】
前述の発明は、関連する法的基準に従って説明されており、このため、その説明は本質的に、限定的であるというよりも例示的である。開示された実施例への変更および修正は、当業者には明らかとなるかもしれず、この発明の範囲に該当する。したがって、この発明によって提供される法的保護の範囲は、請求項を検討することによってのみ定められ得る。
【技術分野】
【0001】
この発明は一般に、プラスチック表面用の装飾仕上げに関する。より特定的には、この発明は、耐久性があり、高品質で、反射性の装飾金属外観をもたらす、プラスチック表面用の装飾仕上げに関する。
【背景技術】
【0002】
背景情報
クロムめっきとは、金属表面上にクロム装飾仕上げを提供するために長年にわたって利用されてきたプロセスである。クロムめっきについてのある特定の用途は、金属仕上げの外観が重大な懸念事項である自動車業界にずっと存在している。金属表面のクロムめっきは長年にわたって利用されてきたが、それは高価であり、また腐食の問題を有する。
【0003】
長年にわたり、これらの金属クロムめっきプロセスの代替案が開発されてきた。これらの開発のうちのいくつかは、めっきプロセスで通常使用される六価クロムと重金属との使用および廃棄に対する懸念に応答して行なわれた。加えて、六価クロムの使用を取り巻く規制はより制約的になってきており、代替技術の開発を目的とする努力がそれに応じて増大している。これらの懸念に対処するために、三価クロムを使用する多数の商業化学が、めっきプロセスにおける六価クロムの代替品として提供されてきた。しかしながら、これらの化学を使用するプロセスは、腐食保護の低下をもたらし、また著しくより高価である。さらに、三価クロムは六価クロムと同じ毒性を有していないものの、それは依然として環境面での課題を呈している。これらの開発はこのため、金属クロムめっきプロセスの商業的に実現可能な代替案をまだ生み出していない。
【0004】
ベース材料としての金属の使用が重くて高価な部品をもたらす、ということは公知である。このため、ベース材料として金属の代わりにプラスチックを使用し、プラスチックのベース材料の上に金属表面がめっきされるようにすることを伴う代替プロセスが開発された。そのような或るプロセスは、物品のプラスチック表面をエッチングし、次にエッチングされた表面上に活性触媒を堆積させることを伴う。その後、無電解プロセスを介して、表面上に金属の層がめっきされる。このプロセスによれば、平滑化および導電性という目的のために、銅層が次にその上に電解堆積される。加えて、平滑化および腐食保護のために、ニッケル層が銅層の上に堆積される。最後に、色および反射性のために、最終のクロム層が表面に追加される。このプロセスは、耐久性があり、耐食性があり、かつ反射性が高い物品を生み出し、それを自動車外装および内装用途にとって好適にする。
【0005】
このプロセスによれば、従来のプロセスを上回る増大した耐久性を提供するために、プラスチック基材の表面は、プラスチック表面と堆積された金属との間の適切な接着を提供するよう、積極的に粗面化される。表面は通常、数ミクロンを超える二乗平均平方根粗さを実現するよう、積極的に粗面化される。この積極的な粗面化は、広範な温度および機械的応力の下で金属表面がそれに接着することを可能にする機械的連結機構を提供する。加えて、これらの従来のプロセスで生成された金属仕上げの耐久性を確保するために、基材に施される金属層は厚さが比較的大きく、それは通常、40ミクロン以上の範囲にある。これらの従来の金属仕上げでの比較的大きい厚さの主な理由は、金属層の平滑化の必要性から生じている。積極的に粗面化された表面に厚い金属層を施すことは、十分な接着性と、自動車業界および他の同様の用途において遭遇するような高い温度および応力に耐える耐久性とを提供する。このプロセスは商業的に成功を収めているものの、コストを低減させ、および/または他の利点を生み出す、改良されたプロセスを開発することが望ましいであろう。
【0006】
これまで開発され、利用されてきた金属クロムめっきの別の代替案は、真空金属化(metalizing)である。真空金属化は、従来のクロムめっきプロセスよりも反射性の高い金属表面を提供するという利点を有する。しかしながら、真空金属化は非常にコストが高く、時間がかかるプロセスであり、またサイズおよび部品の制約がある。たとえば、複雑な形状を有する部品、または大きいサイズの部品にとっては、真空金属化は好適ではない。加えて、真空金属化された部品は、耐久性が限られている。したがって、真空金属化は用途が限られており、いくつかの実質的な欠点を呈している。
【0007】
プラスチック表面にめっきするための他の技術も、これまで商業化されている。或るプロセスによれば、基材材料の上にベースコートが堆積され、次にベースコートの上にスプレー式の金属銀が堆積されて反射性の表面を提供する。次に、金属銀堆積物の上に、薄い色の付いたクリアな保護トップコートが塗布される。このプロセスでは、銀塩溶液と還元溶液という2つの水性配合物を、特殊な二重ノズルスプレーガンで同時にスプレーすることにより、反射性の銀層が得られる。これら2つの溶液はガンのノズルの前で直接混ざって反応し、銀金属の細かい霧を生み出し、それがベースコート表面上に堆積する。このプロセスは美しい外観を有する仕上げを提供するものの、公知の熱衝撃試験に耐えられないこともあって、自動車用途にとって十分な耐久性を有していない。さらに、この技術は体積制約を有しており、また、比較的単純な構成を有する表面にしか利用できない。
【0008】
金属クロムめっきプロセスのさらに別の代替案は、錫−コバルト合金電気めっきであり、それは家具業界での用途において利用されてきた。錫−コバルト合金電気めっきは高品質の金属外観を提供するものの、その耐久性およびその耐食性は限られている。これらの耐久性および耐食性は、家具業界では許容されるかもしれないが、自動車用途、および家庭用電化製品といった耐久性のある金属仕上げを要求する他の用途の厳しい性能要件に耐えることはできない。
【発明の概要】
【発明が解決しようとする課題】
【0009】
したがって、経済および環境上の理由により、表面が環境応力および機械的応力を受ける業界において利用可能であり、部品のサイズまたは形状に対する制約なく大量に生産可能でコスト削減をもたらす、耐久性のある反射性装飾仕上げを提供することができる代替手法またはプロセスを開発することが、望ましいであろう。
【課題を解決するための手段】
【0010】
発明の概要
したがって、この発明の一利点は、現在の従来のクロムめっき手法ほど金属を使用しない、耐久性のある装飾金属仕上げ、およびそれをプラスチックまたは他の非導電性表面上に形成する方法を提供することである。
【0011】
この発明の別の利点は、仕上げの一部としてクロム層を必要としない、耐久性のある装飾金属仕上げ、およびそれをプラスチックまたは他の非導電性表面上に形成する方法を提供することである。
【0012】
この発明のさらなる利点は、現在の従来のクロムめっき手法ほどプラスチックに対する表面粗面化を必要としない、耐久性のある装飾金属仕上げ、およびそれをプラスチックまたは他の非導電性表面上に形成する方法を提供することである。
【0013】
この発明のさらに別の利点は、既存の湿式化学法を用いて実現可能であり、高価な資本集約的投資の使用を必要としない、耐久性のある装飾金属仕上げ、およびそれをプラスチックまたは他の非導電性表面上に形成する方法を提供することである。
【0014】
この発明のさらに別の利点は、従来のプロセスほど高価でなく、高品質の外観を提供する、耐久性のある装飾金属仕上げ、およびそれをプラスチックまたは他の非導電性表面上に形成する方法を提供することである。
【0015】
この発明のさらに別の利点は、従来のクロムめっき手法よりも環境に優しい、耐久性のある装飾金属仕上げ、およびそれをプラスチックまたは他の非導電性表面上に形成する方法を提供することである。
【0016】
この発明のさらなる利点は、従来のクロムめっき手法と比べてより良好な耐食性を呈する、耐久性のある装飾金属仕上げ、およびそれをプラスチックまたは他の非導電性表面上に形成する方法を提供することである。
【0017】
この発明のさらに別の利点は、多色仕上げの生成を可能にする、耐久性のある装飾金属仕上げ、およびそれをプラスチックまたは他の非導電性表面上に形成する方法を提供することである。
【0018】
この発明の上述のおよび他の利点によれば、非導電性表面を有する部品用の改良された装飾金属仕上げが提供される。その部品の非導電性表面は、その接着能力を向上させるために軽く粗面化される。非導電性表面上に耐久性のある光沢金属仕上げを提供するために、軽く粗面化された表面上に、たとえば水性浴内での浸漬により、薄い金属層が無電解堆積される。金属仕上げ用の付加的保護を提供するために、薄い金属層の上に半透明コーティング層が堆積される。驚いたことに、非導電性表面の軽い粗面化、およびその上に堆積された薄い金属層は、高応力用途用の優れた耐久性を有する高品質の仕上げを提供する。
【0019】
この発明のこれらのならびに他の特徴および利点は、好ましい実施例の詳細な説明から、当業者にはより明らかとなるであろう。以下に、詳細な説明に添付される図面を説明する。
【図面の簡単な説明】
【0020】
【図1】この発明の好ましい一実施例に従った、軽く粗面化された表面の概略図である。
【図2】従来の金属仕上げ、およびそれを形成するためのプロセスに従った、積極的に粗面化された表面の概略図である。
【図3】この発明の好ましい一実施例に従った、原子間力顕微鏡法により示された軽く粗面化された表面の概略図である。
【図4】従来のプロセスに従った、原子間力顕微鏡法により示された積極的に粗面化された表面の概略図である。
【図5】この発明の好ましい一実施例に従った、金属仕上げの薄い層が堆積された非導電性表面の概略図である。
【図6】従来の金属仕上げプロセスに従った、金属仕上げの層が堆積されたプラスチック表面の概略図である。
【図7】この発明の好ましい一実施例に従った、非導電性部品の上に金属仕上げを形成するプロセスを示す概略的なフローチャートである。
【図8a】この発明の好ましい一実施例に従った、非導電性表面上に光沢無電解ニッケルの薄い層を使用した金属仕上げの概略図である。
【図8b】この発明の別の好ましい実施例に従った、非導電性表面上に光沢無電解ニッケルの薄い層を使用した金属仕上げの概略図である。
【図8c】この発明のさらに別の好ましい実施例に従った、非導電性表面上に光沢無電解ニッケルの薄い層を使用した金属仕上げの概略図である。
【図9a】この発明の好ましい一実施例に従った、非導電性表面上に無電解ニッケルの薄い層を使用した金属仕上げの概略図である。
【図9b】この発明の別の好ましい実施例に従った、非導電性表面上に無電解ニッケルの薄い層を使用した金属仕上げの概略図である。
【図9c】この発明のさらに別の好ましい実施例に従った、非導電性表面上に無電解ニッケルの薄い層を使用した金属仕上げの概略図である。
【図10a】この発明の好ましい一実施例に従った、非導電性表面上に無電解銅の薄い層を使用した金属仕上げの概略図である。
【図10b】この発明の別の好ましい実施例に従った、非導電性表面上に無電解銅の薄い層を使用した金属仕上げの概略図である。
【図10c】この発明のさらに別の好ましい実施例に従った、非導電性表面上に無電解銅の薄い層を使用した金属仕上げの概略図である。
【図10d】この発明のさらなる好ましい一実施例に従った、非導電性表面上に無電解銅の薄い層を使用した金属仕上げの概略図である。
【発明を実施するための形態】
【0021】
詳細な説明
この発明によれば、プラスチックまたは他の非導電性表面用の装飾金属仕上げが提供される。この好ましい装飾金属仕上げは、湾曲した表面、および複雑な湾曲を有し得る表面にとって有利である。この好ましい装飾仕上げはまた、平坦な表面またはシート、もしくは他の異なる構成の表面に関連して利用可能である。この好ましい装飾金属仕上げはまた、極めて耐久性があり、自動車業界で遭遇するような外部環境条件、ならびに機械的負荷および応力に耐えることができる。この発明に従った反射性の高い装飾表面が有利に設けられ得る自動車構成部品は、車内ドアハンドルといった自動車用内装構成部品、および、ラジエータグリル、車外ドアハンドル、ヘッドライトアセンブリ構成部品といった自動車用外装構成部品を含む。明らかに、この発明は他の自動車構成部品にも適用可能である。
【0022】
この発明の好ましい用途は自動車業界に存在しているものの、この発明は、家具、家庭用電化製品、台所用品ハウジング(たとえば、冷蔵庫、コンロ、電子レンジ、食器洗い機など)、郵便箱、ならびに住居用および商業用ビル構成部品といった、多数の異なる業界におけるさまざまな他の用途に関連して利用可能であることが理解されるであろう。この発明に従った装飾性の高い表面が有利に設けられ得る家庭用電化製品ハウジング構成部品は、携帯電話用のハウジング構成部品を含む。加えて、この発明によれば、高品質の仕上げをもたらし、より安価で、環境に優しい、装飾金属仕上げをプラスチックまたは他の非導電性表面上に提供する方法が提供される。好ましい実施例はプラスチック基材を利用しているものの、あらゆる非導電性材料が利用されてもよいことが理解されるであろう。たとえば、ポリマー材料に加え、ゴム、セラミック、木といった他の非導電性材料が、この発明に従って代替的に利用されてもよい。他の非導電性材料も利用されてもよいことが理解されるであろう。
【0023】
この発明の装飾金属仕上げは、装飾目的の表面の金属仕上げにおける従来の知恵および最新技術に反している。実際、当業者は、プラスチック基材上に金属を首尾よくかつ耐久的にめっきする(重ね合わせる)には、プラスチック基材と上を覆う金属表面との間に十分な機械的連結機構または錠機構を提供するために、プラスチック基材を積極的に粗面化する、またはエッチングする必要がある、と長い間確信し、教えてきた。この確信に従って、十分な機械的連結機構を実現するには、プラスチック基材の表面は十分な有孔度を含んでいなければならず、それは、無電解銅またはニッケルといった上を覆う金属で充填されて、プラスチック表面へのめっき金属の接着を提供する。しかしながら、同様に公知であるように、積極的にエッチングされた表面では、無電解金属堆積物は所望の光沢反射仕上げをもたらさない。代わりに、金属堆積物は、金属がめっきされた表面を複製するだけであり、それは、装飾用途には最適ではない艶消し仕上げをもたらす。これらのプロセスはしたがって、滑らかな艶仕上げを提供するために、光沢剤または平滑剤が配合された浴を使用する。しかしながら、この所望の目的を達成するには、これらの添加剤の平滑機構は電解浴でしか機能できず、それはコストおよびエネルギ消費を追加するため望ましくないと考えられている。公知であるように、電解浴は、プラスチック表面への金属層の堆積を達成するために、電流を溶液に印加するものである。
【0024】
プラスチック表面とめっき金属との接着の度合は、特に自動車用途用の衝撃および繰返される温度サイクルに耐えるのに十分でなければならない、ということは周知である。したがって、プラスチックへのめっきの分野における当業者は、プラスチックへの金属の十分な接着を実現するためにプラスチック基材の積極的エッチングを利用することを、長い間教えてきた。加えて、従来の装飾めっきでは、以下により詳細に説明されるように、電解銅およびニッケルめっきの比較的厚い層が、積極的に粗面化された表面上に堆積される。このため、好適な耐久性を実現するには、厚い金属が堆積されるプラスチック表面の積極的エッチングが必要である、と確信されていた。
【0025】
逆に、上述の従来の手法とは反対に、この発明は、プラスチック基材の表面を控えめにまたは軽く粗面化し、もしくはエッチングしてから、その上に比較的薄い金属層を堆積させる、装飾金属仕上げを提供する。具体的には、出願人は驚いたことに、基材表面の控えめな粗面化だけでも、優れた接着性および耐久性の仕上げが得られる、ということを思いがけず発見した。この理由は、表面への薄い金属層の堆積、ひいては単位基材表面当りの膜の質量の減少、および、電気めっきされ堆積された厚い金属層に固有の引張応力および圧縮応力の劇的な現象から生じると思われる。この発明によれば、以下により詳細に説明されるように、使用する材料がより少なく、使用するプロセスステップがより少なく、より簡単であり、廃棄物の生成が本質的により少ない、耐久性および耐食性がある金属仕上げが提供される。
【0026】
図面を参照すると、図1および図2は、この発明と従来のプロセスとのプラスチック表面の粗面化の度合の違いを示している。まず、図1は、この発明の好ましい一実施例に従った、軽く粗面化されたプラスチック表面10を概略的に示す。より具体的には、図1は、SEM顕微鏡下で1000倍に拡大されて示された、軽度エッチングを受けたABS表面10を表わしている。図1は軽くまたは控えめに粗面化された表面を表わすに過ぎないこと、および、表面はさまざまな異なる構成および外観を有していてもよく、依然としてこの発明に従って軽くまたは控えめに粗面化されてもよいことが、理解されるであろう。見てわかるように、図1は、プラスチック部品の表面上に、概して参照番号12で示された限られた数のエッチング部位を含む。この構成は軽度エッチング浴から生じており、それはプラスチック物品のもとの滑らかな表面の多くを維持する。控えめなまたは軽い粗面化の度合は、要望に応じて異なっていてもよいことが理解されるであろう。
【0027】
これに対し、図2は、従来のプロセスに従って積極的に粗面化されたプラスチック表面5を概略的に示す。図2も同様に、SEM顕微鏡下で1000倍に拡大されて示された、粗いまたは積極的なエッチングを受けたABS表面5を表わしている。図2に示すように、通常のエッチング後に得られる表面は、概して参照番号7で示される窪みまたはエッチング部位を含んでおり、それらは図1のものよりも実質的に大きく、深い。この構成は積極的エッチング浴から生じており、それはプラスチック物品の表面に著しい窪みおよび/または谷7を提供する。
【0028】
表面の全体的粗さはまた、原子間力顕微鏡法(AFM)などによっても量的に測定可能である。それに鑑み、図1および図2によって表わされたエッチング条件を表わす試料が、40×40ミクロンの区分においてこの手順により測定された。AFMのアームが部品の表面を横切って進むにつれて、それは表面構成をマッピングする。このため、AFMアームがこの発明に従ってエッチングされた部品10の表面を横切って進むにつれて、それは窪み12および山14をマッピングし、それらは図3に概略的に示されている。同様に、AFMアームが従来のプロセスに従ってエッチングされた部品5の表面を横切って進むにつれて、それは窪み7および山9をマッピングし、それらは図4に概略的に示されている。これらの表面の窪み7および12はそれぞれ、図4および図3において、概して暗い色で表わされている。表面の色の薄い部分は、成形された部品における山9、14を示している。図3に示す部品10は、滑らかなプラスチックの明確な区域により隔てられた、離散的な窪み12を含む。理解されるように、孔または窪みのサイズは、粗面化プロセス中にエッチングされ、もしくは除去されたプラスチックの量に関連しており、このため、孔または窪みは小さい。これに対し、図4に示すように、積極的にエッチングされた表面は、厚い電解金属堆積物にとって必要な強化された接着を提供するために必要とされる、幾分「蜂の巣」状の一連の間隙を有する、はるかに大きい表面粗さを示している。
【0029】
以下の表から明らかなように、軽くエッチングされた表面は、その特性が、全くエッチングされていない未加工の成形品と同様である。表に示すように、未加工の成形品と比較すると、軽度エッチングの粗さの値はほんの少ししか増加しておらず、一方、積極的エッチングは、表面をはるかにより高い程度歪ませる。
【0030】
【表1】
【0031】
このように、この発明に従った軽度エッチングは未加工の表面を若干歪ませるものの、以前は必要だと考えられた、表面の積極的なエッチングまたは粗面化から生じる激しい歪を必要とはしない、ということが見てわかる。ここでも、軽度エッチングの度合は明らかに、異なっていてもよい。
【0032】
図5を参照すると、図5はこの発明の好ましい一実施例に従った、完成した金属仕上げを概略的に示している。図示されているように、プラスチックまたは他の非導電性表面10は、ここに詳述されるように、軽いまたは控えめな粗面化プロセスを受けている。この実施例によれば、表面10はABS基材である。その後、軽くエッチングされた表面10の上に、薄い金属層20、たとえば光沢無電解ニッケルが堆積される。好ましい一実施例によれば、金属層20の厚さは約100ナノメートルである。しかしながら、金属層の厚さは明らかに、異なっていてもよい。たとえば、金属層の厚さは、100ナノメートル(nm)より大きくても小さくてもよい。実際、金属層の厚さは、好ましくは、50nm〜500nmの範囲にある。この発明によれば、以下に説明されるように、金属全体の量は従来のプロセスよりも実質的に少ない。より薄い金属層20を施すことにより、金属とプラスチックとの界面での機械的応力が実質的に低下する。これらの応力の低下により、金属層を基材に適切に接着するために必要とされる、プラスチックでの繋止部位がより少なくなる。
【0033】
好ましい一実施例によれば、軽くまたは控えめにエッチングされたプラスチック表面に、薄い金属層20が、無電解めっき手法を用いて施される。ここで使用される「無電解めっき」手法という用語は一般に、電気化学プロセスにおいて、めっきされる物品を陰極とすることなく、薄い金属コーティング層を堆積させるためのあらゆる手法を指す。無電解めっき手法の例は、さまざまな物理的気相成長および化学的気相成長プロセス、無電解めっき、および浸漬めっきを含む。無電解めっきプロセスを用いて、軽くエッチングされたプラスチック表面への非常に薄い金属堆積物の優れた接着を得ることができるとわかったことも、驚きであった。加えて、射出成形された滑らかなプラスチック表面が化学エッチングによってそれほど変質しなかったという事実に起因して、仕上げの品質は、より伝統的な積極的エッチングにより得られるものよりも優れていた。したがって、この発明は、基材の粗面化の実質的低減、および堆積された金属層の薄さに起因して、平滑剤を使用して比較的厚い層を堆積させることなく、滑らかで反射性の高い装飾外観を提供する。
【0034】
図5を図6と比較すると、プラスチックへの伝統的なクロムめっきの構成と好ましい実施例で説明されたプロセスの構成との違いが明らかである。図6は、プラスチック基材5への金属仕上げを示す。この従来のプロセスによれば、プラスチック基材は積極的にエッチングされる。その後、その上に厚い金属層が堆積される。これらの従来の部品に関連して堆積された典型的な金属層の全厚は少なくとも40ミクロンであり、多層からなっていてもよい。一例として、これらの従来の構成はまず、プラスチック表面5の上にめっきされた約15〜30ミクロンの銅層16で構成される。銅層16は、表面を滑らかにする光沢剤の存在下でめっきされる。銅層16はまた、その上に堆積される、導電性がより低いニッケル層18を次にめっきするために、導電層を提供する。次の層はニッケル層18であり、それは、所望の腐食保護層を提供するために、厚さが通常約20ミクロンであった。クロム層も通常、ニッケル層18の上に配置される。しかしながら、クロム層は極めて薄く、図6に反映される拡大レベルでは図示されていない。最終的な結果は、適切な接着のためにプラスチック樹脂において頑丈な繋止部位を必要とする、金属の比較的厚い堆積物である。これは、この発明によって利用される金属の薄い層とは対照的である。
【0035】
非常に薄い金属堆積物とともに軽度エッチングを利用する金属化プロセスを使用することにより、プラスチック表面への無電解金属堆積によって艶のある反射仕上げを得ることができることが確立されてきた。軽度エッチングは、成形された部品上の滑らかな表面を維持しつつ、触媒を捕捉して無電解銅またはニッケルをめっきするのに十分な機械的連結機構を生成する。同時に、金属の薄いコーティングは、この軽度のエッチングがそれらの間に良好な接着を提供するのにも適切であるようになっている、ということが思いがけず発見された。
【0036】
好ましい一実施例によれば、表面上に無電解堆積された好ましい金属は、薄い金属層20を形成するための無電解光沢ニッケルである。しかしながら、薄い金属層20を形成するために、他の好適な無電解金属堆積物も利用されてもよく、たとえば、以下のいくつかの例示的な実施例に関連して説明されるような、一般的な無電解ニッケルおよび無電解銅を含む。一実施例によれば、装飾無電解ニッケルおよび/または無電解銅の追加の層を、無電解堆積物の第1の層の上に堆積させることが可能であり、それらは合計で約100nmの全厚を有する。しかしながら、この金属層の厚さは明らかに、異なっていてもよい。たとえば、金属層の厚さは、100ナノメートル(nm)より大きくても小さくてもよい。実際、金属層の厚さは、より好ましくは、50nm〜500nmの範囲にある。無電解銅層を、非導電性表面10の上に直接堆積させようと、もしくは、無電解層または光沢無電解層の上に堆積させようと、銅層の上に銀を堆積させることによって、光沢金属仕上げを得ることができる。銀堆積のプロセスは、たとえば室温から160°Fまでの範囲、より好ましくは90〜120°Fの範囲の温度での自己触媒堆積または置換反応により、電流が物品を通ることなく優先的に実現される。このプロセスの浸漬時間は、10分未満、より好ましくは20秒〜2分の範囲の期間である。これらの範囲は明らかに、異なっていてもよい。また、これに代えて、同じ仕上げをより高いコストで得るために、電解プロセスを使用することができる。
【0037】
また、品質が向上した仕上げを得るために追加の平滑化が望まれる場合、無電解ニッケルまたは無電解銅の層の上に光沢のある電解酸性銅層を堆積させると、鏡面仕上げを提供できる。以下に説明されるように、通常、この層は、プラスチック慣例への伝統的なめっきと比べ、比較的薄い。好ましい一実施例によれば、光沢のある酸性銅の厚さは好ましくはわずか10ミクロンであり、一方、プラスチックへの典型的なめっきでの堆積物は通常、20ミクロン以上である。しかしながら、光沢のある酸性銅の厚さは10ミクロンより大きくても小さくてもよい、ということが理解されるであろう。たとえば、それは、1〜20ミクロンの厚さを有していてもよい。
【0038】
上述のように、この発明はまた、さまざまな異なる業界においても、および異なる用途のためにも利用可能である。上述のように、代替的な無電解めっき手法が利用可能である。たとえば、浸漬めっき手法がしばしば使用される。浸漬めっきは、コーティング金属の金属塩の水溶液からの化学置換による、より卑でより電気陰性の金属の基材上へのより貴な金属の堆積を伴う。浸漬めっきは無電解めっきとは異なっており、無電解めっきは、基材表面上への金属堆積を容易にするために、浴内の金属イオンを化学的に還元する還元剤を含有する自己触媒めっき浴内でのめっきを伴う。多数の浸漬銀商品が容易に入手可能であり、公知である。
【0039】
好ましい一実施例によれば、軽く粗面化された表面10の上に薄い金属層20を堆積させた後で、環境からの保護を提供するために、コーティング22(図5)が金属層20の上に堆積される。コーティング22は増大した耐久性を提供するよう意図されているものの、それは、金属仕上げが透けて見えるよう、透明でなければならず、または十分な半透明性を有していなければならない。軽くエッチングされたプラスチック表面上の無電解金属堆積物の品質は反射性であり、良好な接着を有することがわかったものの、薄い金属膜は、単に水に漬けるだけで容易に除去されるおそれがあり、また、外気に放置されると曇るおそれがある。適切な層またはコーティング22で一旦覆われると、金属仕上げは曇らず、また、長期にわたる浸水、湿気および腐食環境への暴露を乗り切る能力によって証明されているような驚くべき耐久性も有する。上述のプロセスによってめっきされ、次に適切な有機仕上げでコーティングされた物品は、耐久性があり、かつ光沢があった。コーティング22は好ましくは、透明であるかまたは透光性を有し、したがって金属仕上げが見えるようにしつつ、上述のように十分な保護も提供する、有機層である。しかしながら、コーティング22はまた、艶のために薄く色付けされ、調節されてもよく、または、要望に応じて追加される他の特別な光学的効果を有していてもよい。さらに、コーティングは優れた耐食性も提供する。
【0040】
光り輝く銀、ニッケル、または他の金属の堆積物の薄い層の保護は、さまざまな有機仕上げ化学および塗布法を用いて実現可能である。コーティングはクリアであっても薄く色付けされていてもよいが、それは、下に位置する金属堆積物が見えるようにあるレベルの透光性を保持するであろう。当業者には容易に理解されるように、コーティングの適正な選択は、下に位置するプラスチック基材の物理的特性に、および選択された金属堆積物の種類に依存する。重要な仕上げシステム特性は、金属堆積物への接着、腐食保護、化学的攻撃に対する耐性、耐表面擦傷性、および長期耐候性を含む。
【0041】
ここで図7を参照すると、図7は、好ましい一実施例に従った、非導電性基材上に装飾仕上げを準備するための好ましい方法を概略的に示す。まず、概して参照番号30で示すように、金属仕上げプロセスを受けるべき1つ以上の非導電性表面を有する部品が設けられる。次に、概して参照番号32で示すように、無電解めっきまたは他の無電解堆積物の堆積を容易にするよう、非導電性基材の表面が準備される。好ましい一実施例によれば、非導電性基材部品の表面は、上述のように控えめにまたは軽くエッチングされる。好ましい一実施例によれば、表面は、装飾金属仕上げが設けられるべき物品の領域において、0.002μm(2nm)〜約0.10μm(100nm)の二乗平均平方根(rms)表面粗さを付与するよう準備される。しかしながら、さまざまな他の範囲および表面粗さを控えめな表面粗面化とみなすことができる、ということが理解されるであろう。表面粗さの好ましい範囲は、50nm未満である。上述の表に反映されたほんの一例として、控えめな表面粗さは、成形されたままの材料のものよりも2nm大きかった。加えて、任意の好適な表面準備プロセスを利用してもよい。
【0042】
上述のように、控えめな粗面化を受ける基材は、好ましくは非導電性材料である。好ましい非導電性材料はABSである。しかしながら、控えめにまたは軽く粗面化された表面を生み出し、ポリオレフィン、ポリイミド、ポリカーボネート、ポリアクリル、ポリエステル、ポリアミド、ポリエポキシ、ポリウレタン、ポリ尿素、ポリプロピレン酸化物、ポリフェニレン酸化物、熱可塑性オレフィンなどを含むがこれらに限定されない多数の他の樹脂の使用を可能とする、他の表面改質手法が使用されてもよい。加えて、PC/ABSなどといった、2つ以上の異なるポリマーの混合物が、プロセスに含まれていてもよい。他の好適な表面活性化手法は、化学酸化、電解酸化、プラズマ酸化、スルホン化、アルカリ加水分解、および/または酸加水分解を含む。これらの手法は、表面を望ましくないほど過度に粗面化することなく、疎水性基材表面を親水性表面に変換し、および/または表面をより親水性にする。無電解めっきを開始するのに十分な触媒特性を用いて、疎水性プラスチック表面を親水性表面に変換する他の化学が使用されてもよい、ということが理解されるであろう。
【0043】
好ましい一実施例によれば、非導電性表面はエッチングプロセスによって準備される。このエッチングプロセスを行なうために、好ましくはクロム酸または硫酸が使用される。しかしながら、表面を粗面化するための他の好適なプロセスが使用されてもよい。好ましい一実施例によれば、理想的なエッチングは、30nmRMS(二乗平均平方根)未満の表面粗さを残すであろう。エッチング条件は異なっていてもよく、時間、温度、および酸の濃度を含んでいてもよい。エッチング浴変数の好ましい範囲は、200〜400g/LのCrO3、200〜600ml/Lの硫酸、0〜20g/LのCr(III)、室温〜180°Fの範囲の浴温度、10秒〜20分のエッチング時間、である。明らかに、これらの条件の範囲は異なっていてもよい。
【0044】
好ましい一方法によれば、概して参照番号34で示すように、触媒表面を生成するために、次にエッチングされた表面上に触媒が配置される。好ましい一実施例によれば、触媒表面は、Pd2+、Ag+、Au+、もしくはPt+といった貴金属カチオン、および/またはPd、Ag、Au、もしくはPtといったナノスケールの貴金属粒子の吸収によって得られる。触媒および加速化学はさまざまな商業的めっき供給業者らから得ることができること、および触媒表面を生成するために他の貴金属が使用可能であることが理解されるであろう。触媒作用を受入れる表面を生成するための代替的な手法は、表面上で充填剤と選択的に反応することである。ABSの場合、ポリブタジエンが選択的に反応し、表面上にSANの骨格を残す。代替的に利用され得る他の充填剤は、シリカ、ガラス、アルミナ、酸化マグネシウム、セラミック粒子、およびゴムまたはエラストマーを含む。明らかに、他の充填剤も利用されてもよい。
【0045】
その後、概して参照番号36で示すように、軽く粗面化された非導電性表面に薄い金属層が無電解めっきされる。公知であるように、無電解めっきとは、材料の表面が活性化され、次に、通常めっきされる金属の塩と還元剤とを含む無電解めっき浴に沈められる手法であり、それにより、浴に電流を通す必要なく、金属が基材表面上に堆積される。好ましい無電解めっきは、無電解ニッケルめっきまたは無電解銅めっきを含む。粒状構造の微粒子サイズを調整するために、化学が適合される。これは、より効率的に隙間を充填し、いわゆる「光沢のある」仕上げを生成する効果を有する。しかしながら、前述のように、さまざまな物理的気相成長および化学的気相成長プロセス、および浸漬めっきを含む、他の種類の無電解めっきが使用されてもよい。
【0046】
最後に、概して参照番号38で示すように、薄い金属層20の上に、有機仕上げといった仕上げ22が塗布される。しかしながら、無機仕上げまたはトップコートも利用されてもよい。仕上げまたはトップコート22は、薄い金属層20を含む金属仕上げを保護し、保存するよう意図されている。一実施例では、トップコート層22は、金属仕上げが見えるように透光性を有する。これらのトップコートは、それらのそれぞれのポリマー骨格によって規定される。好適な選択は、ポリアクリレート、ポリウレタン、ポリエポキシ、ポリシロキサン、ポリエステル、ポリシラザン、および/またはフルオロポリマーを含むが、これらに限定されない。単一コート仕上げが可能であるが、2Kウレタン化学を用いた2コート「ベース/クリア」コーティングシステムが好ましい。これらのシステムは、ウエットオンウエットプロセスを用いた、ポリイソシアネートにより触媒された/ヒドロキシル官能性のアクリルポリオールの塗布と、それに続く160〜180°F、30〜60分間の「低温焼付け」硬化とを伴う。さまざまな仕上げが利用可能であり、いくつかの商業的に入手可能な仕上げがこの用途で効果的であることが証明されている。或る好ましいシステムがレッドスポット&バーニッシュ社(Red Spot & Varnish Co.)から入手可能であり、低温焼付け2Kウレタンベースコートと低温焼付け2Kウレタントップコートとで構成されている。これら2つのコートシステムは、ウエットオンウエット法において従来の空気噴霧スプレー装置を用いて塗布され、その後、最終的な塗装硬化が、180°Fで30分間行なわれる。明らかに、他の層または仕上げも利用可能であり、3つ以上の層を含んでいてもよい。塗布の一般的形式は、スプレーコーティング(従来または静電方式)、フローコーティング、カーテンコーティング、浸漬コーティング、および/または電解堆積を含む。好ましい塗布法は、静電HVLPおよび噴霧ベルスプレーガンを使用する。
【0047】
トップコート層が塗布された後、金属仕上げは腐食から保護され(すなわち、耐食性を有し)、十分な耐久性を提供する。また、金属仕上げは層から透けて見える。加えて、塗装層も、要望に応じて層の上に塗布することができる。
【0048】
上述のように、この発明に従って、金属仕上げのさまざまな実施例が構成可能である。さまざまな代替的な例示的構成を、以下に特定する。可能性がある構成の第1の部類は、プラスチック表面に堆積された光沢無電解ニッケルを伴い、図8a、図8b、図8cに概略的に示されている。図8aに示す一実施例によれば、プラスチック基材50は、軽く粗面化された表面を有する。軽く粗面化されたプラスチック表面の上に、光沢無電解ニッケルの薄い層52がめっきされ、次に、その上に保護トップコートまたは有機層54が塗布される。光沢無電解層の厚さは50nm〜500nmの範囲にあり、このため、従来の金属仕上げでの金属層よりも著しく薄い。
【0049】
図8bは、軽く粗面化された表面を有するプラスチック基材表面50を含む、別の好ましい実施例を示す。軽く粗面化されたプラスチック表面の上に、光沢無電解ニッケルの薄い層52がめっきされる。光沢ニッケルの薄い層52の上に、無電解銅56が堆積される。加えて、無電解銅層56の上に、オプションで酸性銅層58が堆積されてもよい。この実施例では、基材は次に、その上に薄い銀層60を堆積させるために、上述のように銀浸漬プロセスを受ける。基材の上に堆積された金属の全厚は、依然として薄い。たとえば、光沢無電解ニッケル層の厚さは50〜500nmの範囲にあり、無電解銅層の厚さは50〜500nmの範囲にあり、酸性銅層の厚さは1〜10μmである。最後に、これらの層の上にトップコート層54が塗布される。
【0050】
図8cは、この部類におけるこの発明のさらに別の好ましい実施例を示す。この実施例によれば、軽く粗面化されたプラスチック表面50の上に、光沢無電解ニッケルの薄い層52がめっきされる。表面は次に、その上に銀の層60を堆積させるために、銀浸漬を受ける。光沢無電解ニッケル層の厚さが50〜500nmの範囲にあるため、金属層の全厚は依然として薄い。次に、その上にトップコート層54が塗布される。
【0051】
可能性がある構成の第2の部類は、プラスチックに接合された無電解ニッケルを伴い、図9a、図9b、図9cに概略的に示されている。図9aに示す一実施例によれば、基材表面70は、軽く粗面化された表面を有するプラスチックである。軽く粗面化されたプラスチック表面70の上に、無電解ニッケルの薄い層72がめっきされ、次に、その上に保護トップコートまたは有機層74が塗布される。ここでも、金属層の厚さは、従来の金属仕上げのものよりはるかに薄い。無電解ニッケル層については、金属堆積物の全厚は50〜500nmの範囲にある。
【0052】
図9bは、軽く粗面化された表面を有するプラスチック基材表面70を含む、別の好ましい実施例を示す。軽く粗面化されたプラスチック表面70の上に、無電解ニッケルの薄い層72がめっきされる。ニッケルの薄い層72の上に、無電解銅層76が堆積される。加えて、無電解銅層76の上に、オプションで酸性銅層78が堆積されてもよい。この実施例では、基材は次に、その上に銀の層80を堆積させるために、上述のように銀浸漬プロセスを受ける。ここでも、金属層の厚さは薄い。無電解ニッケル層の厚さは50〜500nmの範囲にあり、無電解銅層の厚さは50〜500nmの範囲にあり、酸性銅層の厚さは1〜10μmである。最後に、これらの層の上にトップコート層74が塗布される。
【0053】
図9cは、この部類におけるこの発明のさらに別の好ましい実施例を示す。この実施例によれば、軽く粗面化されたプラスチック表面70の上に、無電解ニッケルの薄い層72がめっきされる。表面70は次に、その上に銀の層80を堆積させるために、銀浸漬を受ける。金属層の全厚は、従来の金属仕上げと比べて薄い。無電解ニッケル層の厚さは50〜500nmの範囲にある。次に、その上にトップコート層74が塗布される。
【0054】
可能性がある構成の第3の部類は、プラスチックに接合された無電解銅を伴い、図10a、図10b、図10c、図10dに概略的に示されている。図10aに示す一実施例によれば、基材表面90は、軽く粗面化された表面を有するプラスチックである。軽く粗面化されたプラスチック表面90の上に、無電解銅の薄い層92がめっきされる。加えて、無電解銅層92の上に、オプションで酸性銅層94が堆積されてもよい。この実施例では、基材90は次に、その上に銀の層96を堆積させるために、上述のように銀浸漬プロセスを受ける。ここでも、金属層の厚さは、従来の金属仕上げのものよりはるかに薄い。無電解銅層については、金属堆積物の全厚は50〜500nmの範囲にあり、酸性銅層は約1〜10μmの厚さを有する。最後に、これらの層の上にトップコート層98が塗布される。
【0055】
図10bは、軽く粗面化された表面を有するプラスチック基材表面90を含む、別の好ましい実施例を示す。軽く粗面化されたプラスチック表面の上に、無電解銅の薄い層92がめっきされる。加えて、無電解銅層92の上に、オプションで酸性銅層94が堆積されてもよい。この実施例では次に、酸性銅層94の上に、無電解ニッケル層100が堆積される。無電解銅層の全厚は50〜500nmの範囲にあり、酸性銅層は約1〜10μmの厚さを有し、オプションの無電解ニッケル層は50〜500nmの範囲の厚さを有する。次に、これらの層の上にトップコート層98が塗布される。
【0056】
図10cは、軽く粗面化された表面を有するプラスチックで構成された基材表面90を含む、さらに別の好ましい実施例を示す。軽く粗面化されたプラスチック表面90の上に、無電解銅の薄い層92がめっきされる。次に、無電解銅層92の上に、光沢無電解ニッケルの薄い層102が堆積される。無電解銅層および光沢無電解ニッケル層の各々については、この実施例における金属堆積物の全厚は50〜500nmの範囲にある。その後、これらの層の上にトップコート層98が塗布される。
【0057】
図10dは、軽く粗面化された表面を有するプラスチックからなる基材表面90を含む、さらなる好ましい一実施例を示す。プラスチックの上に、無電解銅の薄い層92がめっきされる。次に、無電解銅層92の上に、光沢無電解ニッケルの薄い層102が塗布される。この実施例では、基材90は次に、その上に銀の層96を堆積させるために、上述のように銀浸漬プロセスを受ける。無電解銅層および光沢無電解ニッケル層の各々については、この実施例における金属堆積物の全厚は50〜500nmの範囲にある。最後に、これらの層の上にトップコート層98が塗布される。
【0058】
前述の発明は、関連する法的基準に従って説明されており、このため、その説明は本質的に、限定的であるというよりも例示的である。開示された実施例への変更および修正は、当業者には明らかとなるかもしれず、この発明の範囲に該当する。したがって、この発明によって提供される法的保護の範囲は、請求項を検討することによってのみ定められ得る。
【特許請求の範囲】
【請求項1】
物品用の装飾金属仕上げであって、
接着能力を向上させるために控えめに粗面化された外側を有する少なくとも1つの非導電性表面を有する物品と、
前記少なくとも1つの非導電性表面の上に無電解堆積された薄い第1の金属層と、
金属仕上げに増大した耐久性を提供するために前記薄い第1の金属層の上に配置された少なくとも1つの半透明コーティングとを含み、
前記少なくとも1つの半透明コーティングは、装飾金属仕上げが透けて見えるままにする、装飾金属仕上げ。
【請求項2】
前記少なくとも1つの非導電性表面は、ポリマー材料である、請求項1に記載の装飾金属仕上げ。
【請求項3】
前記ポリマー材料は、ABSターポリマー、ポリカーボネート、ABSターポリマーとポリカーボネートとの混合物、熱可塑性ポリオレフィン、ナイロン、およびポリアミドから選択される、請求項2に記載の装飾金属仕上げ。
【請求項4】
前記非導電性表面は、約0.002μm〜0.1μmのrms粗さまで控えめに粗面化される、請求項1に記載の装飾金属仕上げ。
【請求項5】
前記非導電性表面は、約0.02μmのrms粗さまで控えめに粗面化される、請求項4に記載の装飾金属仕上げ。
【請求項6】
前記薄い第1の金属層は、ニッケル、銀、銅、またはコバルトから選択される金属で構成される、請求項1に記載の装飾金属仕上げ。
【請求項7】
前記薄い第1の金属層の上に堆積された薄い第2の金属層をさらに含む、請求項1に記載の装飾金属仕上げ。
【請求項8】
前記薄い第1の金属層は、約50nm〜500nmの厚さを有する、請求項1に記載の装飾金属仕上げ。
【請求項9】
前記薄い第1の金属層は、約100nmの厚さを有する、請求項8に記載の装飾金属仕上げ。
【請求項10】
前記薄い第2の金属層は、約50〜500nmの厚さを有する、請求項7に記載の装飾金属仕上げ。
【請求項11】
前記薄い第2の金属層は、銀、ニッケル、銅、コバルト、錫、パラジウム、ロジウム、ルテニウム、またはプラチナから選択される金属で構成される、請求項7に記載の装飾金属仕上げ。
【請求項12】
前記薄い第1の金属層は、無電解めっき手法を用いて無電解堆積される、請求項1に記載の装飾金属仕上げ。
【請求項13】
前記少なくとも1つの半透明コーティングは、ポリアクリレート、ポリウレタン、ポリエポキシ、ポリエステル、ポリエーテル、ポリシロキサン、ポリシラザン、またはフルオロポリマーから選択される、請求項1に記載の装飾金属仕上げ。
【請求項14】
前記薄い第2の金属層は、曇り止めを含む浸漬めっき溶液に関連して、薄い第1の金属層の上に堆積される、請求項7に記載の装飾金属仕上げ。
【請求項15】
前記少なくとも1つの半透明コーティングは、多層を含む、請求項1に記載の装飾金属仕上げ。
【請求項16】
装飾金属仕上げを有する物品であって、
軽くエッチングされた少なくとも1つの非導電性表面と、
水性浴において前記少なくとも1つの非導電性表面の上に配置された薄い第1の金属層と、
装飾金属仕上げに耐久性を提供し、装飾金属仕上げの可視性を提供するために、前記薄い第1の金属層の上に配置された半透明コーティングとを含む、物品。
【請求項17】
前記少なくとも1つの非導電性表面は、ポリマー材料である、請求項16に記載の物品。
【請求項18】
前記薄い第1の金属層は、50nm〜500nmの範囲の厚さを有する、請求項17に記載の物品。
【請求項19】
前記薄い第1の金属層は、光沢無電解ニッケルである、請求項17に記載の物品。
【請求項20】
前記薄い第1の金属層の上に、薄い第2の金属層が堆積される、請求項19に記載の物品。
【請求項21】
前記薄い第2の金属層は、無電解銅である、請求項20に記載の物品。
【請求項22】
前記薄い第2の金属層の上に、酸性銅層が堆積される、請求項21に記載の物品。
【請求項23】
前記酸性銅層の上に、銀の層が堆積される、請求項22に記載の物品。
【請求項24】
前記薄い第1の金属層の上に、銀の層が堆積される、請求項19に記載の物品。
【請求項25】
前記薄い第1の金属層は、無電解ニッケルである、請求項17に記載の物品。
【請求項26】
無電解ニッケルの前記薄い第1の金属層の上に、無電解銅の薄い第2の金属層が堆積される、請求項25に記載の物品。
【請求項27】
無電解銅の前記薄い第2の金属層の上に、酸性銅の薄い層が堆積される、請求項26に記載の物品。
【請求項28】
物品の上に、銀の薄い層が堆積される、請求項27に記載の物品。
【請求項29】
物品の上に、銀の薄い層が堆積される、請求項25に記載の物品。
【請求項30】
前記薄い第1の金属層は、無電解銅である、請求項17に記載の物品。
【請求項31】
無電解銅の前記薄い第1の金属層の上に、酸性銅の薄い層が堆積される、請求項30に記載の物品。
【請求項32】
物品の上に、銀の薄い層が堆積される、請求項31に記載の物品。
【請求項33】
前記酸性銅の薄い層の上に、無電解ニッケルの薄い層が堆積される、請求項31に記載の物品。
【請求項34】
無電解銅の前記薄い第1の金属層の上に、光沢無電解ニッケルの薄い層が堆積される、請求項30に記載の物品。
【請求項35】
物品の上に、銀の薄い層が堆積される、請求項34に記載の物品。
【請求項36】
前記少なくとも1つの非導電性表面は、0.002μm〜0.1μmの範囲のrms粗さまで控えめに粗面化される、請求項17に記載の物品。
【請求項37】
前記半透明コーティングは、多層からなる、請求項16に記載の物品。
【請求項38】
装飾金属仕上げを有する物品を準備する方法であって、
装飾金属仕上げを受ける少なくとも1つの表面を有する電気的に非導電性の物品を提供するステップと、
接着能力が高まるように前記少なくとも1つの表面を控えめに粗面化するステップと、
前記少なくとも1つの表面の上に薄い第1の金属層を無電解堆積させるステップと、
前記薄い第1の金属層の上に少なくとも1つの半透明の上部保護層を堆積させるステップとを含む、方法。
【請求項39】
電気的に非導電性の物品の前記少なくとも1つの表面を活性化するステップと、前記薄い第1の金属層を堆積させるために、活性化された表面に無電解めっきするステップとをさらに含む、請求項38に記載の方法。
【請求項40】
前記少なくとも1つの表面を活性化するステップは、前記少なくとも1つの表面を親水性になるよう化学的に改質するステップと、親水性の表面の上に貴金属カチオンおよび/またはナノスケールの貴金属粒子を吸着させるステップとを含む、請求項39に記載の方法。
【請求項41】
前記少なくとも1つの表面を親水性になるよう化学的に改質するステップは、前記少なくとも1つの表面の化学酸化、前記少なくとも1つの表面の電解酸化、プラズマを用いた前記少なくとも1つの表面の酸化、前記少なくとも1つの表面のスルホン化、前記少なくとも1つの表面のアルカリ加水分解、前記少なくとも1つの表面の酸加水分解、またはこれらのステップの組合せのうちの1つから選択される、請求項40に記載の方法。
【請求項42】
前記少なくとも1つの表面を親水性になるよう化学的に改質するステップは、前記少なくとも1つの表面のクロム酸エッチング、前記少なくとも1つの表面のクロム硫酸エッチング、前記少なくとも1つの表面の硝酸エッチング、または任意の組合せの酸加水分解のうちの1つから選択される、請求項40に記載の方法。
【請求項43】
前記非導電性の物品の前記少なくとも1つの表面は、ABSターポリマー、ポリカーボネート、ABSターポリマーとポリカーボネートとの混合物、熱可塑性ポリオレフィン、ナイロン、およびポリアミドから選択されるポリマー材料である、請求項38に記載の方法。
【請求項44】
前記非導電性表面は、約0.002μm〜0.1μmのrms粗さまで控えめに粗面化される、請求項38に記載の方法。
【請求項45】
前記非導電性表面は、約0.02μmのrms粗さまで控えめに粗面化される、請求項38に記載の方法。
【請求項46】
前記薄い第1の金属層は、ニッケル、銀、銅、またはコバルトで構成される、請求項38に記載の方法。
【請求項47】
前記薄い第1の金属層の上に、薄い第2の金属層を堆積させるステップをさらに含む、請求項38に記載の方法。
【請求項48】
前記薄い第1の金属層は、約50nm〜500nmの厚さを有する、請求項38に記載の方法。
【請求項49】
前記薄い第1の金属層は、約100nmの厚さを有する、請求項38に記載の方法。
【請求項50】
前記薄い第2の金属層は、約100nmの厚さを有する、請求項47に記載の方法。
【請求項51】
前記薄い第2の金属層は、銀、ニッケル、銅、コバルト、錫、パラジウム、ロジウム、ルテニウム、またはプラチナから選択される金属で構成される、請求項47に記載の方法。
【請求項52】
前記薄い第1の金属層は、無電解めっき手法を用いて無電解堆積される、請求項47に記載の方法。
【請求項1】
物品用の装飾金属仕上げであって、
接着能力を向上させるために控えめに粗面化された外側を有する少なくとも1つの非導電性表面を有する物品と、
前記少なくとも1つの非導電性表面の上に無電解堆積された薄い第1の金属層と、
金属仕上げに増大した耐久性を提供するために前記薄い第1の金属層の上に配置された少なくとも1つの半透明コーティングとを含み、
前記少なくとも1つの半透明コーティングは、装飾金属仕上げが透けて見えるままにする、装飾金属仕上げ。
【請求項2】
前記少なくとも1つの非導電性表面は、ポリマー材料である、請求項1に記載の装飾金属仕上げ。
【請求項3】
前記ポリマー材料は、ABSターポリマー、ポリカーボネート、ABSターポリマーとポリカーボネートとの混合物、熱可塑性ポリオレフィン、ナイロン、およびポリアミドから選択される、請求項2に記載の装飾金属仕上げ。
【請求項4】
前記非導電性表面は、約0.002μm〜0.1μmのrms粗さまで控えめに粗面化される、請求項1に記載の装飾金属仕上げ。
【請求項5】
前記非導電性表面は、約0.02μmのrms粗さまで控えめに粗面化される、請求項4に記載の装飾金属仕上げ。
【請求項6】
前記薄い第1の金属層は、ニッケル、銀、銅、またはコバルトから選択される金属で構成される、請求項1に記載の装飾金属仕上げ。
【請求項7】
前記薄い第1の金属層の上に堆積された薄い第2の金属層をさらに含む、請求項1に記載の装飾金属仕上げ。
【請求項8】
前記薄い第1の金属層は、約50nm〜500nmの厚さを有する、請求項1に記載の装飾金属仕上げ。
【請求項9】
前記薄い第1の金属層は、約100nmの厚さを有する、請求項8に記載の装飾金属仕上げ。
【請求項10】
前記薄い第2の金属層は、約50〜500nmの厚さを有する、請求項7に記載の装飾金属仕上げ。
【請求項11】
前記薄い第2の金属層は、銀、ニッケル、銅、コバルト、錫、パラジウム、ロジウム、ルテニウム、またはプラチナから選択される金属で構成される、請求項7に記載の装飾金属仕上げ。
【請求項12】
前記薄い第1の金属層は、無電解めっき手法を用いて無電解堆積される、請求項1に記載の装飾金属仕上げ。
【請求項13】
前記少なくとも1つの半透明コーティングは、ポリアクリレート、ポリウレタン、ポリエポキシ、ポリエステル、ポリエーテル、ポリシロキサン、ポリシラザン、またはフルオロポリマーから選択される、請求項1に記載の装飾金属仕上げ。
【請求項14】
前記薄い第2の金属層は、曇り止めを含む浸漬めっき溶液に関連して、薄い第1の金属層の上に堆積される、請求項7に記載の装飾金属仕上げ。
【請求項15】
前記少なくとも1つの半透明コーティングは、多層を含む、請求項1に記載の装飾金属仕上げ。
【請求項16】
装飾金属仕上げを有する物品であって、
軽くエッチングされた少なくとも1つの非導電性表面と、
水性浴において前記少なくとも1つの非導電性表面の上に配置された薄い第1の金属層と、
装飾金属仕上げに耐久性を提供し、装飾金属仕上げの可視性を提供するために、前記薄い第1の金属層の上に配置された半透明コーティングとを含む、物品。
【請求項17】
前記少なくとも1つの非導電性表面は、ポリマー材料である、請求項16に記載の物品。
【請求項18】
前記薄い第1の金属層は、50nm〜500nmの範囲の厚さを有する、請求項17に記載の物品。
【請求項19】
前記薄い第1の金属層は、光沢無電解ニッケルである、請求項17に記載の物品。
【請求項20】
前記薄い第1の金属層の上に、薄い第2の金属層が堆積される、請求項19に記載の物品。
【請求項21】
前記薄い第2の金属層は、無電解銅である、請求項20に記載の物品。
【請求項22】
前記薄い第2の金属層の上に、酸性銅層が堆積される、請求項21に記載の物品。
【請求項23】
前記酸性銅層の上に、銀の層が堆積される、請求項22に記載の物品。
【請求項24】
前記薄い第1の金属層の上に、銀の層が堆積される、請求項19に記載の物品。
【請求項25】
前記薄い第1の金属層は、無電解ニッケルである、請求項17に記載の物品。
【請求項26】
無電解ニッケルの前記薄い第1の金属層の上に、無電解銅の薄い第2の金属層が堆積される、請求項25に記載の物品。
【請求項27】
無電解銅の前記薄い第2の金属層の上に、酸性銅の薄い層が堆積される、請求項26に記載の物品。
【請求項28】
物品の上に、銀の薄い層が堆積される、請求項27に記載の物品。
【請求項29】
物品の上に、銀の薄い層が堆積される、請求項25に記載の物品。
【請求項30】
前記薄い第1の金属層は、無電解銅である、請求項17に記載の物品。
【請求項31】
無電解銅の前記薄い第1の金属層の上に、酸性銅の薄い層が堆積される、請求項30に記載の物品。
【請求項32】
物品の上に、銀の薄い層が堆積される、請求項31に記載の物品。
【請求項33】
前記酸性銅の薄い層の上に、無電解ニッケルの薄い層が堆積される、請求項31に記載の物品。
【請求項34】
無電解銅の前記薄い第1の金属層の上に、光沢無電解ニッケルの薄い層が堆積される、請求項30に記載の物品。
【請求項35】
物品の上に、銀の薄い層が堆積される、請求項34に記載の物品。
【請求項36】
前記少なくとも1つの非導電性表面は、0.002μm〜0.1μmの範囲のrms粗さまで控えめに粗面化される、請求項17に記載の物品。
【請求項37】
前記半透明コーティングは、多層からなる、請求項16に記載の物品。
【請求項38】
装飾金属仕上げを有する物品を準備する方法であって、
装飾金属仕上げを受ける少なくとも1つの表面を有する電気的に非導電性の物品を提供するステップと、
接着能力が高まるように前記少なくとも1つの表面を控えめに粗面化するステップと、
前記少なくとも1つの表面の上に薄い第1の金属層を無電解堆積させるステップと、
前記薄い第1の金属層の上に少なくとも1つの半透明の上部保護層を堆積させるステップとを含む、方法。
【請求項39】
電気的に非導電性の物品の前記少なくとも1つの表面を活性化するステップと、前記薄い第1の金属層を堆積させるために、活性化された表面に無電解めっきするステップとをさらに含む、請求項38に記載の方法。
【請求項40】
前記少なくとも1つの表面を活性化するステップは、前記少なくとも1つの表面を親水性になるよう化学的に改質するステップと、親水性の表面の上に貴金属カチオンおよび/またはナノスケールの貴金属粒子を吸着させるステップとを含む、請求項39に記載の方法。
【請求項41】
前記少なくとも1つの表面を親水性になるよう化学的に改質するステップは、前記少なくとも1つの表面の化学酸化、前記少なくとも1つの表面の電解酸化、プラズマを用いた前記少なくとも1つの表面の酸化、前記少なくとも1つの表面のスルホン化、前記少なくとも1つの表面のアルカリ加水分解、前記少なくとも1つの表面の酸加水分解、またはこれらのステップの組合せのうちの1つから選択される、請求項40に記載の方法。
【請求項42】
前記少なくとも1つの表面を親水性になるよう化学的に改質するステップは、前記少なくとも1つの表面のクロム酸エッチング、前記少なくとも1つの表面のクロム硫酸エッチング、前記少なくとも1つの表面の硝酸エッチング、または任意の組合せの酸加水分解のうちの1つから選択される、請求項40に記載の方法。
【請求項43】
前記非導電性の物品の前記少なくとも1つの表面は、ABSターポリマー、ポリカーボネート、ABSターポリマーとポリカーボネートとの混合物、熱可塑性ポリオレフィン、ナイロン、およびポリアミドから選択されるポリマー材料である、請求項38に記載の方法。
【請求項44】
前記非導電性表面は、約0.002μm〜0.1μmのrms粗さまで控えめに粗面化される、請求項38に記載の方法。
【請求項45】
前記非導電性表面は、約0.02μmのrms粗さまで控えめに粗面化される、請求項38に記載の方法。
【請求項46】
前記薄い第1の金属層は、ニッケル、銀、銅、またはコバルトで構成される、請求項38に記載の方法。
【請求項47】
前記薄い第1の金属層の上に、薄い第2の金属層を堆積させるステップをさらに含む、請求項38に記載の方法。
【請求項48】
前記薄い第1の金属層は、約50nm〜500nmの厚さを有する、請求項38に記載の方法。
【請求項49】
前記薄い第1の金属層は、約100nmの厚さを有する、請求項38に記載の方法。
【請求項50】
前記薄い第2の金属層は、約100nmの厚さを有する、請求項47に記載の方法。
【請求項51】
前記薄い第2の金属層は、銀、ニッケル、銅、コバルト、錫、パラジウム、ロジウム、ルテニウム、またはプラチナから選択される金属で構成される、請求項47に記載の方法。
【請求項52】
前記薄い第1の金属層は、無電解めっき手法を用いて無電解堆積される、請求項47に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8A】
【図8B】
【図8C】
【図9A】
【図9B】
【図9C】
【図10A】
【図10B】
【図10C】
【図10D】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8A】
【図8B】
【図8C】
【図9A】
【図9B】
【図9C】
【図10A】
【図10B】
【図10C】
【図10D】
【公表番号】特表2013−502514(P2013−502514A)
【公表日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2012−526890(P2012−526890)
【出願日】平成22年8月24日(2010.8.24)
【国際出願番号】PCT/US2010/046410
【国際公開番号】WO2011/025753
【国際公開日】平成23年3月3日(2011.3.3)
【出願人】(391060915)ラックス・インダストリイズ・インコーポレーテッド (1)
【氏名又は名称原語表記】LACKS INDUSTRIES INCORPORATED
【Fターム(参考)】
【公表日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成22年8月24日(2010.8.24)
【国際出願番号】PCT/US2010/046410
【国際公開番号】WO2011/025753
【国際公開日】平成23年3月3日(2011.3.3)
【出願人】(391060915)ラックス・インダストリイズ・インコーポレーテッド (1)
【氏名又は名称原語表記】LACKS INDUSTRIES INCORPORATED
【Fターム(参考)】
[ Back to top ]