
装飾金属製品とその製造法
【課題】細かい金属(蒸着)箔の散布による独特の装飾効果を、半永久的に発揮し得る装飾金属製品を提供する。
【解決手段】ステンレス鋼や鉄、その他の金属基材(M)の表面へ、黒色クロムメッキ処理やレイデント処理、その他の電気分解による多孔質の黒色化成被膜(10)を形成し、その後上記黒色化成被膜(10)の表面へ下塗り膜(11)と、その下塗り膜(11)の表面へ有彩色の中塗り膜(12)とを各々塗工して、上記中塗り膜(12)が乾燥固化する前に、その表面へ散布した鱗片状又は鱗粉状の金属箔(13)を、その中塗り膜(12)の焼成によって定着一体化させる。
【解決手段】ステンレス鋼や鉄、その他の金属基材(M)の表面へ、黒色クロムメッキ処理やレイデント処理、その他の電気分解による多孔質の黒色化成被膜(10)を形成し、その後上記黒色化成被膜(10)の表面へ下塗り膜(11)と、その下塗り膜(11)の表面へ有彩色の中塗り膜(12)とを各々塗工して、上記中塗り膜(12)が乾燥固化する前に、その表面へ散布した鱗片状又は鱗粉状の金属箔(13)を、その中塗り膜(12)の焼成によって定着一体化させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は細かい金属(蒸着)箔の散布による独特の装飾効果を、半永久的に発揮し得る装飾金属製品と、その製造法に関する。
【背景技術】
【0002】
実開昭63−93199号公報(特許文献1)に記載されている装飾金属製品が、その絵柄や文字などを形成するために、金箔や銀箔などの金属箔を採用している点で、本発明に最も近似する公知技術であると考えられる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】実開昭63−93199号公報
【特許文献2】特開平5−76835号公報
【特許文献3】特開平8−229502号公報
【特許文献4】特開2004−122409号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般に、鉄や非鉄金属、合金鋼、その他の金属基材の表面へ、コーティング材から成る塗膜を長年月に亘って強固に密着させることは難かしく、上記特許文献1に開示されている装飾金属製品の構成でも、金属箔層(5)の下地となる樹脂液層(4)が金属素材(1)の表面へ直かに、又は塗装やアルマイト加工などの表面処理層(2)を介して間接的に塗着されているため、その塗膜の密着力が弱く、早期に剥離して、金属素材(1)の発錆するおそれがあり、その意味から金属素材(1)としてもアルマイト加工できるアルミニウムや真鋳などに制限されることとなる。
【0005】
特に、金属基材がステンレス鋼である場合、その表面には緻密過ぎる結晶の強固な酸化被膜が生成しているため、上記問題は顕著となり、半永久的な装飾効果や耐蝕性などを確保することができない。
【0006】
この点に、ステンレス基材の表面に塗装するための下地層(第1層)として、クロメート処理による化成被膜を形成することが、上記特許文献2〜4に開示されているが、このクロメート処理による化成被膜はたとえ黒色であっても、電気分解により析出された多孔質の黒色化成被膜と異なって、未だ塗膜の密着力に劣り、殊更折り曲げ部分からクラックを生じやすく、上記装飾効果や耐蝕性などを半永久的に維持するための塗装下地として役立たないのである。
【課題を解決するための手段】
【0007】
本発明はこのような課題の改良を目的としており、その目的を達成するために、請求項1では塗装金属製品の構成上、ステンレス鋼や鉄、その他の金属基材の表面へ塗装下地層として、黒色クロムメッキ処理やレイデント処理、その他の電気分解による多孔質の黒色化成被膜を形成し、
【0008】
その黒色化成被膜の表面へ下塗り膜と中塗り膜とを順次積層一体化すると共に、その中塗り膜の表面へ鱗片状又は鱗粉状の金属箔を散布状態に定着させたことを特徴とする。
【0009】
請求項2では金属箔の表面を透明の上塗り膜により被覆したことを特徴とする。
【0010】
他方、請求項3では上記装飾金属製品の製造法として、ステンレス鋼や鉄、その他の金属基材の表面へ、黒色クロムメッキ処理やレイデント処理、その他の電気分解による多孔質の黒色化成被膜を形成し、
【0011】
その後、上記黒色化成被膜の表面へ下塗り膜と、その下塗り膜の表面へ有彩色の中塗り膜とを各々塗工して、
【0012】
上記中塗り膜が乾燥固化する前に、その表面へ散布した鱗片状又は鱗粉状の金属箔を、その中塗り膜の焼成によって定着一体化させることを特徴とする。
【0013】
請求項4では電気分解による多孔質の黒色化成被膜が、無数の黒色クロム微粒子から成る1μm〜2μmの薄肉なレイデント処理被膜であることを特徴とする。
【0014】
又、請求項5では中塗り膜の表面へ花吹雪のように散布した鱗片状又は鱗粉状金属箔の起立部分を、その中塗り膜の焼成後において、刷毛やその他の柔軟な掃除用具により削り取ることを特徴とする。
【0015】
更に、請求項6では金属箔を中塗り膜の表面へ定着一体化させた後、その表面へ透明の上塗り膜を覆工することを特徴とする。
【発明の効果】
【0016】
請求項1の上記構成によれば、金属基材の表面へ中塗り膜のカラーを背景又は地肌として、鱗片状又は鱗粉状金属(蒸着)箔のアットランダムな散布による独特の装飾効果を発揮させることができる。
【0017】
しかも、その金属基材の表面に対する下塗り膜と中塗り膜との塗工下地層は、黒色クロムメッキ処理やレイデント処理、その他の電気分解による多孔質の黒色化成被膜から成るものとして、強力な1、2次密着性を発揮するため、上記金属箔が定着されている塗膜の剥離するおそれはなく、その金属箔による優美な装飾効果を半永久的に維持させることができ、金属基材がステンレス鋼であっても、冒頭に述べた問題を生じない。
【0018】
つまり、ステンレス鋼の表面には冒頭に述べた強固な酸化被膜が生成しているため、耐蝕性(防錆力)に優れる反面、塗膜の密着力に劣る問題があるところ、上記電気分解による多孔質の黒色化成被膜は、塗膜の密着表面積が著しく広大であるため、その塗膜を半永久的に強く密着一体化させることができるのであり、その結果本発明を適用する金属基材の種類としても、その制約を受けることがない。
【0019】
その場合、請求項2の構成を採用するならば、上記金属箔の表面を透明の上塗り膜によって保護することができ、その耐擦性や耐摩耗性、光沢などが向上する。
【0020】
他方、請求項3の製造法によれば、上記中塗り膜が乾燥固化する前に、その表面へアットランダム(不規則)に散布した状態にある鱗片状又は鱗粉状の金属箔は、その中塗り膜の焼成によって完全に密着一体化させることができ、目的とする装飾金属製品を容易に得られる効果がある。
【0021】
特に、請求項4の構成を採用するならば、レイデント処理被膜は通常の化学反応と異なるマイナス温度での電気分解作用(電気化学反応)により、金属基材の表面に析出された無数のアモルファス状(非結晶性)クロム微粒子から成る1μm〜2μmの多孔質な黒色化成被膜であるため、その無数の微細孔にコーティング剤(塗料)があたかも毛細血管の網状に絡らみ付き浸透する如く、その塗膜の2次密着性に優れた下地層を形作り、金属基材を折り曲げるも、その折り曲げ部からクラックが発生するような問題もない。
【0022】
又、請求項5の構成を採用するならば、上記鱗片状又は鱗粉状として多数散布された金属箔が、中塗り膜の表面へ定着一体化した状態を、全体的に美しく均平化することができ、装飾効果の向上に役立つ。
【0023】
更に、請求項6の構成を採用するならば、上記請求項2の構成を備えたマスキング効果に富む装飾金属製品を得られる。
【図面の簡単な説明】
【0024】
【図1】本発明の装飾金属製品として、水道用の給水栓を示す側面図である。
【図2】本発明の装飾金属製品として、扉開閉用のレバーハンドルを示す側面図である。
【図3】本発明の装飾金属製品として、トランペットを示す側面図である。
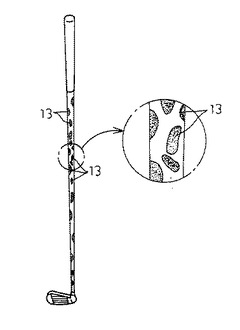
【図4】本発明の装飾金属製品として、ゴルフクラブを示す正面図である。
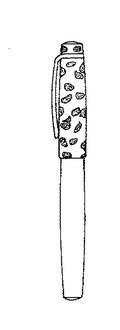
【図5】本発明の装飾金属製品として、万年筆を示す側面図である。
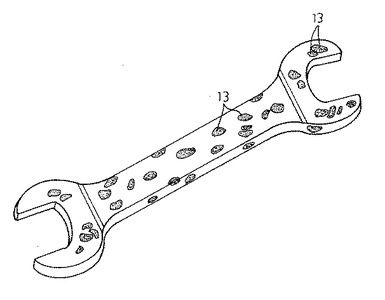
【図6】本発明の装飾金属製品として、スパナを示す側面図である。
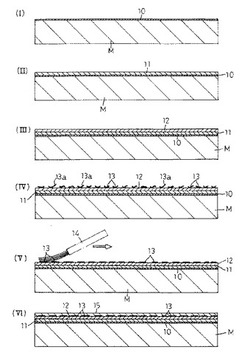
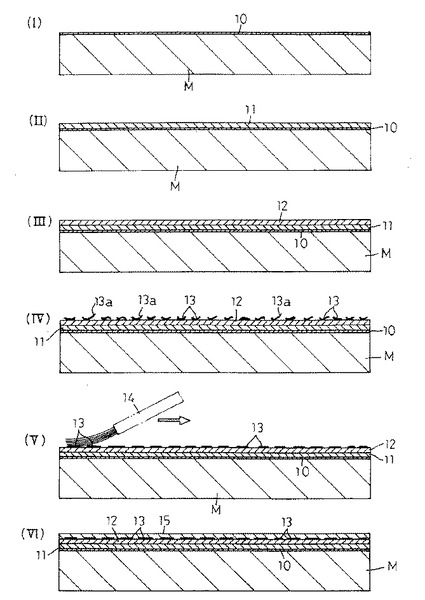
【図7】本発明に係る装飾金属製品の製造工程を示す断面図である。
【発明を実施するための形態】
【0025】
図1〜6は本発明の各種装飾金属製品として、水道用の給水栓(銅合金)や扉開閉用のレバーハンドル(ステンレス鋼)、トランペット(真鋳)、ゴルフクラブのシャフト(スチール)、万年筆のキャップ(スチール)、スパナ(合金工具鋼)を例示しており、その材質を括弧内に記載している。又、図7はステンレス鋼板(SUS304)を金属基材(M)の代表例として、その製造工程を示す断面図である。
【0026】
そこで、図7(I)〜(V)に基いて本発明に係る装飾金属製品の製造法を詳述すると、次のとおりである。即ち、金属基材(M)の表面に付着している油脂分や汚れを除去するため、予じめシンナーでの洗浄や脱脂処理などを行なっておく。
【0027】
そして、先ず金属基材(M)の表面へレイデント処理(本出願人の所有する登録商標)を施し、図7(I)のように塗装下地層となる多孔質の黒色化成被膜を形成する。茲に、レイデント処理とは本出願人の技術開発した特殊な金属表面処理を意味し、主としてクロム酸水溶液に適宜触媒成分を添加し、約マイナス5℃〜約マイナス10℃の冷温(低温)下において直流電解(例えば約6V〜約12Vで約5分〜約60分)を行なうことにより、金属表面にクロム微粒子群の多孔質黒色被膜を約1μm〜約2μmの厚みだけ析出させる方法である。
【0028】
このようなレイデント処理による多孔質の黒色化成被膜は、その一部が母材である金属基材(M)の内部へ境界面なく拡散して、約1μmの拡散層(合金層)を形成することになるため、優れた密着力と防錆力を発揮し、長年月に亘って剥離したり、発錆したりするおそれがない。
【0029】
しかも、上記サブミクロン級のアモルファス状クロム微粒子が集積し、無数のピンホールやマイクロクラックを有する多孔質の被膜として、後述するコーティング剤(塗料)との接触表面積が著しく広大であり、その被膜へコーティング剤があたかも毛細血管の隅々まで網状に浸透する如く、その塗膜の2次密着性に優れた下地層を形作ることができる。
【0030】
但し、上記した母材の金属基材(M)に対する密着力と防錆力を期待でき、塗膜の2次密着性に優れた下地層(塗装下地層)を形成し得る限りでは、上記レイデント処理による多孔質の黒色化成被膜に代えて、黒色クロムメッキ処理やその他の電気分解により析出される多孔質の黒色化成被膜を採用しても良い。図7の符号(10)はこのようなレイデント処理や黒色クロムメッキ処理、その他の電気分解により金属基材(M)の表面に形成された多孔質の黒色化成被膜を示しており、これが後述の塗装下地層になる。
【0031】
上記電気分解による多孔質の黒色化成被膜(10)を形成できたならば、その化成被膜(10)の表面へ引き続き刷毛塗りやスプレー塗装、浸漬塗装、ロール塗装、フローコーター塗装などの適当な塗工法を基いて、図7(II)のような下塗り膜(11)を形成する。
【0032】
その下塗り膜(11)の塗料としては、白色の顔料が添加された一液反応硬化型水系ウレタン樹脂塗料(大日本塗料の商品名「DNT ビューウレタン」)を採用し、その固化後の膜厚を約15μm〜約25μm、就中約20μmに設定することが好ましい。そうすれば、先の電気分解による多孔質化成被膜(10)の黒色を、その白色の下塗り膜(11)により一旦隠蔽して、後述する中塗り膜の有彩色が明るい又は淡いそれである場合に、その暗く又は濃く看取されてしまうおそれを防ぐことができる。
【0033】
そして、上記下塗り膜(11)が所要温度(例えば約80℃〜約200℃)と所要時間での乾燥により固化したならば、次にその下塗り膜(11)の表面へやはり刷毛塗りやスプレー塗装、浸漬塗装、ロール塗装などの適当な塗工法を用いて、図7(III)のような白色以外の有彩色中塗り膜(12)を形成する。
【0034】
その中塗り膜(12)の塗料としても、上記下塗り膜(11)のそれと同じく、一液反応硬化型水系ウレタン樹脂塗料を採用すれば良いが、その顔料だけは白色を除く有彩色として、例えば緑色や黄色、赤色、青色、その他の希望する一色を選定することにより、その一色を下塗り膜(11)の白色が反映した状態に明るく発色させることが好ましい。
【0035】
この点、図示の実施形態では後述する金属(蒸着)箔として、金箔を採用したこととの関係上、その背景又は地肌になる中塗り膜(12)の有彩色を黒色に選定して、黄金色とのコントラストを強調しているが、その中塗り膜(12)の有彩色は金属箔の発生するカラーとの関係を考慮して、適当に選定すれば良い。
【0036】
尚、このような有彩色の中塗り膜(12)における固化後の厚みとしては、上記下塗り膜(11)のそれよりも厚く、後述の透明な上塗り膜を塗工する場合には、その上塗り膜の厚みよりは薄い程度として、約10μm〜約15μmに設定することが望ましい。
【0037】
このような有彩色の中塗り膜(12)を塗工したならば、その中塗り膜(12)が未だ固化せず、湿潤状態を保っている間に、その表面へ金箔や銀箔、銅箔、アルミ箔、白金箔(プラチナ箔)、その他の金属(蒸着)箔(13)を細かく切った鱗片又は鱗粉として、息を吹き付ける程度の微弱な風圧により、図7(IV)に示す如く花吹雪の如くアットランダム(不規則)に散布する。
【0038】
そして、その後上記中塗り膜(12)を所要温度と所要時間のもとに焼成固化して、その表面へ上記した多数の鱗片状又は鱗粉状金属箔(13)を完全に定着一体化させるのであるが、そのままでは図7(IV)から示唆されるように、その金属箔(13)が自然な散布状態として定着しており、中塗り膜(12)の表面から未だ起立している部分(13a)を有するものも混在しているため、引き続き柔軟な掃除用具(好ましくは刷毛)(14)を使って、図7(V)のように上記金属箔(13)の起立部分(13a)を削り取り、その表面を全体的に均平化する。
【0039】
図示の実施形態では上記金属箔(13)として、鱗片状又は鱗粉状の大きさ・形状を有する金箔(切り箔)を採用し、その適当な数量を黒色中塗り膜(12)の表面へ、アットランダムな散布状態に定着一体化させることにより、光輝性に富む独特の自然(非人工的)な装飾効果を発現している。
【0040】
本発明に係る装飾金属製品の製造法としては、図7(I)から図7(V)までの工程を行なうにとどめ、上記中塗り膜(12)の表面から金箔や銀箔などの金属箔(13)を露出させてもさしつかえないが、更に最終工程として図7(VI)のように、刷毛塗りやスプレー塗装、ロール塗装、その他の適当な塗工法を使って、上記中塗り膜(12)に定着一体化している金属箔(13)の表面を、透明な上塗り膜(15)の塗工によって被覆し、その金属箔(13)のマスキング効果や耐摩耗性、耐擦性、光沢性の向上を得られるようにしても良い。
【0041】
その場合、上塗り膜(15)の塗料としてはクリヤーラッカー(JIS K 5531)を採用し、その固化後の膜厚を約5μm〜約10μmとして、上記中塗り膜(12)のそれよりも薄く設定することが好ましい。
【符号の説明】
【0042】
(10)・多孔質黒色化成被膜(塗装下地層)
(11)・下塗り膜
(12)・中塗り膜
(13)・金属(蒸着)箔
(13a)・起立部分
(14)・掃除用具
(15)・上塗り膜
(M)・金属基材
【技術分野】
【0001】
本発明は細かい金属(蒸着)箔の散布による独特の装飾効果を、半永久的に発揮し得る装飾金属製品と、その製造法に関する。
【背景技術】
【0002】
実開昭63−93199号公報(特許文献1)に記載されている装飾金属製品が、その絵柄や文字などを形成するために、金箔や銀箔などの金属箔を採用している点で、本発明に最も近似する公知技術であると考えられる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】実開昭63−93199号公報
【特許文献2】特開平5−76835号公報
【特許文献3】特開平8−229502号公報
【特許文献4】特開2004−122409号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般に、鉄や非鉄金属、合金鋼、その他の金属基材の表面へ、コーティング材から成る塗膜を長年月に亘って強固に密着させることは難かしく、上記特許文献1に開示されている装飾金属製品の構成でも、金属箔層(5)の下地となる樹脂液層(4)が金属素材(1)の表面へ直かに、又は塗装やアルマイト加工などの表面処理層(2)を介して間接的に塗着されているため、その塗膜の密着力が弱く、早期に剥離して、金属素材(1)の発錆するおそれがあり、その意味から金属素材(1)としてもアルマイト加工できるアルミニウムや真鋳などに制限されることとなる。
【0005】
特に、金属基材がステンレス鋼である場合、その表面には緻密過ぎる結晶の強固な酸化被膜が生成しているため、上記問題は顕著となり、半永久的な装飾効果や耐蝕性などを確保することができない。
【0006】
この点に、ステンレス基材の表面に塗装するための下地層(第1層)として、クロメート処理による化成被膜を形成することが、上記特許文献2〜4に開示されているが、このクロメート処理による化成被膜はたとえ黒色であっても、電気分解により析出された多孔質の黒色化成被膜と異なって、未だ塗膜の密着力に劣り、殊更折り曲げ部分からクラックを生じやすく、上記装飾効果や耐蝕性などを半永久的に維持するための塗装下地として役立たないのである。
【課題を解決するための手段】
【0007】
本発明はこのような課題の改良を目的としており、その目的を達成するために、請求項1では塗装金属製品の構成上、ステンレス鋼や鉄、その他の金属基材の表面へ塗装下地層として、黒色クロムメッキ処理やレイデント処理、その他の電気分解による多孔質の黒色化成被膜を形成し、
【0008】
その黒色化成被膜の表面へ下塗り膜と中塗り膜とを順次積層一体化すると共に、その中塗り膜の表面へ鱗片状又は鱗粉状の金属箔を散布状態に定着させたことを特徴とする。
【0009】
請求項2では金属箔の表面を透明の上塗り膜により被覆したことを特徴とする。
【0010】
他方、請求項3では上記装飾金属製品の製造法として、ステンレス鋼や鉄、その他の金属基材の表面へ、黒色クロムメッキ処理やレイデント処理、その他の電気分解による多孔質の黒色化成被膜を形成し、
【0011】
その後、上記黒色化成被膜の表面へ下塗り膜と、その下塗り膜の表面へ有彩色の中塗り膜とを各々塗工して、
【0012】
上記中塗り膜が乾燥固化する前に、その表面へ散布した鱗片状又は鱗粉状の金属箔を、その中塗り膜の焼成によって定着一体化させることを特徴とする。
【0013】
請求項4では電気分解による多孔質の黒色化成被膜が、無数の黒色クロム微粒子から成る1μm〜2μmの薄肉なレイデント処理被膜であることを特徴とする。
【0014】
又、請求項5では中塗り膜の表面へ花吹雪のように散布した鱗片状又は鱗粉状金属箔の起立部分を、その中塗り膜の焼成後において、刷毛やその他の柔軟な掃除用具により削り取ることを特徴とする。
【0015】
更に、請求項6では金属箔を中塗り膜の表面へ定着一体化させた後、その表面へ透明の上塗り膜を覆工することを特徴とする。
【発明の効果】
【0016】
請求項1の上記構成によれば、金属基材の表面へ中塗り膜のカラーを背景又は地肌として、鱗片状又は鱗粉状金属(蒸着)箔のアットランダムな散布による独特の装飾効果を発揮させることができる。
【0017】
しかも、その金属基材の表面に対する下塗り膜と中塗り膜との塗工下地層は、黒色クロムメッキ処理やレイデント処理、その他の電気分解による多孔質の黒色化成被膜から成るものとして、強力な1、2次密着性を発揮するため、上記金属箔が定着されている塗膜の剥離するおそれはなく、その金属箔による優美な装飾効果を半永久的に維持させることができ、金属基材がステンレス鋼であっても、冒頭に述べた問題を生じない。
【0018】
つまり、ステンレス鋼の表面には冒頭に述べた強固な酸化被膜が生成しているため、耐蝕性(防錆力)に優れる反面、塗膜の密着力に劣る問題があるところ、上記電気分解による多孔質の黒色化成被膜は、塗膜の密着表面積が著しく広大であるため、その塗膜を半永久的に強く密着一体化させることができるのであり、その結果本発明を適用する金属基材の種類としても、その制約を受けることがない。
【0019】
その場合、請求項2の構成を採用するならば、上記金属箔の表面を透明の上塗り膜によって保護することができ、その耐擦性や耐摩耗性、光沢などが向上する。
【0020】
他方、請求項3の製造法によれば、上記中塗り膜が乾燥固化する前に、その表面へアットランダム(不規則)に散布した状態にある鱗片状又は鱗粉状の金属箔は、その中塗り膜の焼成によって完全に密着一体化させることができ、目的とする装飾金属製品を容易に得られる効果がある。
【0021】
特に、請求項4の構成を採用するならば、レイデント処理被膜は通常の化学反応と異なるマイナス温度での電気分解作用(電気化学反応)により、金属基材の表面に析出された無数のアモルファス状(非結晶性)クロム微粒子から成る1μm〜2μmの多孔質な黒色化成被膜であるため、その無数の微細孔にコーティング剤(塗料)があたかも毛細血管の網状に絡らみ付き浸透する如く、その塗膜の2次密着性に優れた下地層を形作り、金属基材を折り曲げるも、その折り曲げ部からクラックが発生するような問題もない。
【0022】
又、請求項5の構成を採用するならば、上記鱗片状又は鱗粉状として多数散布された金属箔が、中塗り膜の表面へ定着一体化した状態を、全体的に美しく均平化することができ、装飾効果の向上に役立つ。
【0023】
更に、請求項6の構成を採用するならば、上記請求項2の構成を備えたマスキング効果に富む装飾金属製品を得られる。
【図面の簡単な説明】
【0024】
【図1】本発明の装飾金属製品として、水道用の給水栓を示す側面図である。
【図2】本発明の装飾金属製品として、扉開閉用のレバーハンドルを示す側面図である。
【図3】本発明の装飾金属製品として、トランペットを示す側面図である。
【図4】本発明の装飾金属製品として、ゴルフクラブを示す正面図である。
【図5】本発明の装飾金属製品として、万年筆を示す側面図である。
【図6】本発明の装飾金属製品として、スパナを示す側面図である。
【図7】本発明に係る装飾金属製品の製造工程を示す断面図である。
【発明を実施するための形態】
【0025】
図1〜6は本発明の各種装飾金属製品として、水道用の給水栓(銅合金)や扉開閉用のレバーハンドル(ステンレス鋼)、トランペット(真鋳)、ゴルフクラブのシャフト(スチール)、万年筆のキャップ(スチール)、スパナ(合金工具鋼)を例示しており、その材質を括弧内に記載している。又、図7はステンレス鋼板(SUS304)を金属基材(M)の代表例として、その製造工程を示す断面図である。
【0026】
そこで、図7(I)〜(V)に基いて本発明に係る装飾金属製品の製造法を詳述すると、次のとおりである。即ち、金属基材(M)の表面に付着している油脂分や汚れを除去するため、予じめシンナーでの洗浄や脱脂処理などを行なっておく。
【0027】
そして、先ず金属基材(M)の表面へレイデント処理(本出願人の所有する登録商標)を施し、図7(I)のように塗装下地層となる多孔質の黒色化成被膜を形成する。茲に、レイデント処理とは本出願人の技術開発した特殊な金属表面処理を意味し、主としてクロム酸水溶液に適宜触媒成分を添加し、約マイナス5℃〜約マイナス10℃の冷温(低温)下において直流電解(例えば約6V〜約12Vで約5分〜約60分)を行なうことにより、金属表面にクロム微粒子群の多孔質黒色被膜を約1μm〜約2μmの厚みだけ析出させる方法である。
【0028】
このようなレイデント処理による多孔質の黒色化成被膜は、その一部が母材である金属基材(M)の内部へ境界面なく拡散して、約1μmの拡散層(合金層)を形成することになるため、優れた密着力と防錆力を発揮し、長年月に亘って剥離したり、発錆したりするおそれがない。
【0029】
しかも、上記サブミクロン級のアモルファス状クロム微粒子が集積し、無数のピンホールやマイクロクラックを有する多孔質の被膜として、後述するコーティング剤(塗料)との接触表面積が著しく広大であり、その被膜へコーティング剤があたかも毛細血管の隅々まで網状に浸透する如く、その塗膜の2次密着性に優れた下地層を形作ることができる。
【0030】
但し、上記した母材の金属基材(M)に対する密着力と防錆力を期待でき、塗膜の2次密着性に優れた下地層(塗装下地層)を形成し得る限りでは、上記レイデント処理による多孔質の黒色化成被膜に代えて、黒色クロムメッキ処理やその他の電気分解により析出される多孔質の黒色化成被膜を採用しても良い。図7の符号(10)はこのようなレイデント処理や黒色クロムメッキ処理、その他の電気分解により金属基材(M)の表面に形成された多孔質の黒色化成被膜を示しており、これが後述の塗装下地層になる。
【0031】
上記電気分解による多孔質の黒色化成被膜(10)を形成できたならば、その化成被膜(10)の表面へ引き続き刷毛塗りやスプレー塗装、浸漬塗装、ロール塗装、フローコーター塗装などの適当な塗工法を基いて、図7(II)のような下塗り膜(11)を形成する。
【0032】
その下塗り膜(11)の塗料としては、白色の顔料が添加された一液反応硬化型水系ウレタン樹脂塗料(大日本塗料の商品名「DNT ビューウレタン」)を採用し、その固化後の膜厚を約15μm〜約25μm、就中約20μmに設定することが好ましい。そうすれば、先の電気分解による多孔質化成被膜(10)の黒色を、その白色の下塗り膜(11)により一旦隠蔽して、後述する中塗り膜の有彩色が明るい又は淡いそれである場合に、その暗く又は濃く看取されてしまうおそれを防ぐことができる。
【0033】
そして、上記下塗り膜(11)が所要温度(例えば約80℃〜約200℃)と所要時間での乾燥により固化したならば、次にその下塗り膜(11)の表面へやはり刷毛塗りやスプレー塗装、浸漬塗装、ロール塗装などの適当な塗工法を用いて、図7(III)のような白色以外の有彩色中塗り膜(12)を形成する。
【0034】
その中塗り膜(12)の塗料としても、上記下塗り膜(11)のそれと同じく、一液反応硬化型水系ウレタン樹脂塗料を採用すれば良いが、その顔料だけは白色を除く有彩色として、例えば緑色や黄色、赤色、青色、その他の希望する一色を選定することにより、その一色を下塗り膜(11)の白色が反映した状態に明るく発色させることが好ましい。
【0035】
この点、図示の実施形態では後述する金属(蒸着)箔として、金箔を採用したこととの関係上、その背景又は地肌になる中塗り膜(12)の有彩色を黒色に選定して、黄金色とのコントラストを強調しているが、その中塗り膜(12)の有彩色は金属箔の発生するカラーとの関係を考慮して、適当に選定すれば良い。
【0036】
尚、このような有彩色の中塗り膜(12)における固化後の厚みとしては、上記下塗り膜(11)のそれよりも厚く、後述の透明な上塗り膜を塗工する場合には、その上塗り膜の厚みよりは薄い程度として、約10μm〜約15μmに設定することが望ましい。
【0037】
このような有彩色の中塗り膜(12)を塗工したならば、その中塗り膜(12)が未だ固化せず、湿潤状態を保っている間に、その表面へ金箔や銀箔、銅箔、アルミ箔、白金箔(プラチナ箔)、その他の金属(蒸着)箔(13)を細かく切った鱗片又は鱗粉として、息を吹き付ける程度の微弱な風圧により、図7(IV)に示す如く花吹雪の如くアットランダム(不規則)に散布する。
【0038】
そして、その後上記中塗り膜(12)を所要温度と所要時間のもとに焼成固化して、その表面へ上記した多数の鱗片状又は鱗粉状金属箔(13)を完全に定着一体化させるのであるが、そのままでは図7(IV)から示唆されるように、その金属箔(13)が自然な散布状態として定着しており、中塗り膜(12)の表面から未だ起立している部分(13a)を有するものも混在しているため、引き続き柔軟な掃除用具(好ましくは刷毛)(14)を使って、図7(V)のように上記金属箔(13)の起立部分(13a)を削り取り、その表面を全体的に均平化する。
【0039】
図示の実施形態では上記金属箔(13)として、鱗片状又は鱗粉状の大きさ・形状を有する金箔(切り箔)を採用し、その適当な数量を黒色中塗り膜(12)の表面へ、アットランダムな散布状態に定着一体化させることにより、光輝性に富む独特の自然(非人工的)な装飾効果を発現している。
【0040】
本発明に係る装飾金属製品の製造法としては、図7(I)から図7(V)までの工程を行なうにとどめ、上記中塗り膜(12)の表面から金箔や銀箔などの金属箔(13)を露出させてもさしつかえないが、更に最終工程として図7(VI)のように、刷毛塗りやスプレー塗装、ロール塗装、その他の適当な塗工法を使って、上記中塗り膜(12)に定着一体化している金属箔(13)の表面を、透明な上塗り膜(15)の塗工によって被覆し、その金属箔(13)のマスキング効果や耐摩耗性、耐擦性、光沢性の向上を得られるようにしても良い。
【0041】
その場合、上塗り膜(15)の塗料としてはクリヤーラッカー(JIS K 5531)を採用し、その固化後の膜厚を約5μm〜約10μmとして、上記中塗り膜(12)のそれよりも薄く設定することが好ましい。
【符号の説明】
【0042】
(10)・多孔質黒色化成被膜(塗装下地層)
(11)・下塗り膜
(12)・中塗り膜
(13)・金属(蒸着)箔
(13a)・起立部分
(14)・掃除用具
(15)・上塗り膜
(M)・金属基材
【特許請求の範囲】
【請求項1】
ステンレス鋼や鉄、その他の金属基材(M)の表面へ塗装下地層として、黒色クロムメッキ処理やレイデント処理、その他の電気分解による多孔質の黒色化成被膜(10)を形成し、
その黒色化成被膜(10)の表面へ下塗り膜(11)と中塗り膜(12)とを順次積層一体化すると共に、その中塗り膜(12)の表面へ鱗片状又は鱗粉状の金属箔(13)を散布状態に定着させたことを特徴とする装飾金属製品。
【請求項2】
金属箔(13)の表面を透明の上塗り膜(15)により被覆したことを特徴とする請求項1記載の装飾金属製品。
【請求項3】
ステンレス鋼や鉄、その他の金属基材(M)の表面へ、黒色クロムメッキ処理やレイデント処理、その他の電気分解による多孔質の黒色化成被膜(10)を形成し、
その後、上記黒色化成被膜(10)の表面へ下塗り膜(11)と、その下塗り膜(11)の表面へ有彩色の中塗り膜(12)とを各々塗工して、
上記中塗り膜(12)が乾燥固化する前に、その表面へ散布した鱗片状又は鱗粉状の金属箔(13)を、その中塗り膜(12)の焼成によって定着一体化させることを特徴とする装飾金属製品の製造法。
【請求項4】
電気分解による多孔質の黒色化成被膜(10)が、無数の黒色クロム微粒子から成る1μm〜2μmの薄肉なレイデント処理被膜であることを特徴とする請求項3記載の装飾金属製品の製造法。
【請求項5】
中塗り膜(12)の表面へ花吹雪のように散布した鱗片状又は鱗粉状金属箔(13)の起立部分(13a)を、その中塗り膜(12)の焼成後において、刷毛やその他の柔軟な掃除用具(14)により削り取ることを特徴とする請求項3又は4記載の装飾金属製品の製造法。
【請求項6】
金属箔(13)を中塗り膜(12)の表面へ定着一体化させた後、その表面へ透明の上塗り膜(15)を覆工することを特徴とする請求項3、4又は5記載の装飾金属製品の製造法。
【請求項1】
ステンレス鋼や鉄、その他の金属基材(M)の表面へ塗装下地層として、黒色クロムメッキ処理やレイデント処理、その他の電気分解による多孔質の黒色化成被膜(10)を形成し、
その黒色化成被膜(10)の表面へ下塗り膜(11)と中塗り膜(12)とを順次積層一体化すると共に、その中塗り膜(12)の表面へ鱗片状又は鱗粉状の金属箔(13)を散布状態に定着させたことを特徴とする装飾金属製品。
【請求項2】
金属箔(13)の表面を透明の上塗り膜(15)により被覆したことを特徴とする請求項1記載の装飾金属製品。
【請求項3】
ステンレス鋼や鉄、その他の金属基材(M)の表面へ、黒色クロムメッキ処理やレイデント処理、その他の電気分解による多孔質の黒色化成被膜(10)を形成し、
その後、上記黒色化成被膜(10)の表面へ下塗り膜(11)と、その下塗り膜(11)の表面へ有彩色の中塗り膜(12)とを各々塗工して、
上記中塗り膜(12)が乾燥固化する前に、その表面へ散布した鱗片状又は鱗粉状の金属箔(13)を、その中塗り膜(12)の焼成によって定着一体化させることを特徴とする装飾金属製品の製造法。
【請求項4】
電気分解による多孔質の黒色化成被膜(10)が、無数の黒色クロム微粒子から成る1μm〜2μmの薄肉なレイデント処理被膜であることを特徴とする請求項3記載の装飾金属製品の製造法。
【請求項5】
中塗り膜(12)の表面へ花吹雪のように散布した鱗片状又は鱗粉状金属箔(13)の起立部分(13a)を、その中塗り膜(12)の焼成後において、刷毛やその他の柔軟な掃除用具(14)により削り取ることを特徴とする請求項3又は4記載の装飾金属製品の製造法。
【請求項6】
金属箔(13)を中塗り膜(12)の表面へ定着一体化させた後、その表面へ透明の上塗り膜(15)を覆工することを特徴とする請求項3、4又は5記載の装飾金属製品の製造法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−218291(P2012−218291A)
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願番号】特願2011−86197(P2011−86197)
【出願日】平成23年4月8日(2011.4.8)
【出願人】(596086044)レイデント工業株式会社 (7)
【Fターム(参考)】
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願日】平成23年4月8日(2011.4.8)
【出願人】(596086044)レイデント工業株式会社 (7)
【Fターム(参考)】
[ Back to top ]