
裏当て支持装置およびアーク溶接装置
【課題】 y方向に延びる開先の全長に及ぶ裏当材21の、開先幅方向xの位置調整を容易にする。
【解決手段】 水平y方向に延びる裏当材21;該裏当材を下支持し、それぞれが裏当材昇降機構および裏当材水平x駆動機構を有する、水平y方向に分布する3以上の裏当て支持装置12〜15;および、前記裏当て支持装置群の中の、y方向の一端部の支持装置12のx駆動機構12Mは駆動せず他端部の支持装置15のx駆動機構15Mを駆動するとき、両端部の支持装置12,15の間にある支持装置13,14のx駆動機構13M,14Mは、両端部の支持装置12,15間のy方向距離L1+L2+L3に対する前記一端部の支持装置12からの距離L1,L1+L2の比L1/(L1+L2+L3),(L1+L2)/(L1+L2+L3)と他端部の支持装置15の駆動速度との積の速度で同時駆動する、裏当材のx駆動装置100;を備える裏当装置。
【解決手段】 水平y方向に延びる裏当材21;該裏当材を下支持し、それぞれが裏当材昇降機構および裏当材水平x駆動機構を有する、水平y方向に分布する3以上の裏当て支持装置12〜15;および、前記裏当て支持装置群の中の、y方向の一端部の支持装置12のx駆動機構12Mは駆動せず他端部の支持装置15のx駆動機構15Mを駆動するとき、両端部の支持装置12,15の間にある支持装置13,14のx駆動機構13M,14Mは、両端部の支持装置12,15間のy方向距離L1+L2+L3に対する前記一端部の支持装置12からの距離L1,L1+L2の比L1/(L1+L2+L3),(L1+L2)/(L1+L2+L3)と他端部の支持装置15の駆動速度との積の速度で同時駆動する、裏当材のx駆動装置100;を備える裏当装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、裏当材を、片面溶接対象の鋼板間の板継ぎ開先部の下面に、下方から上駆動して裏当て支持する裏当て支持装置およびそれを用いるアーク溶接装置に関する。この溶接装置は、例えば10mm〜35mmの比較的に厚い鋼板の片面サブマージアーク溶接に使用でき、また、例えば6mm〜9mmの比較的に薄い鋼板の片面ガスシールドアーク溶接に使用できる。
【背景技術】
【0002】
従来より、厚鋼板の高能率溶接方法として、片面サブマージアーク溶接方法が造船を中心に盛んに適用されている。片面サブマージアーク溶接装置の裏当て支持装置は、裏当て部材が数10mの長さに及ぶので、フラックスの散布,回収の作業を自動化するために、フラックス散布/回収車が用いられる。裏当て支持装置で裏当て部材を退避位置に下げてから、フラックス散布/回収車が裏当て部材上を走行して溶接工程を経た残留フラックス,スラグを排除する。そして、新規フラックスを裏当て部材の上面に散布する。散布が終わるとフラックス散布/回収車は退避位置に移動し、裏当て支持装置が、裏当て部材を上駆動して板継ぎ鋼板パネルの板継ぎ部にフラックスを押し付ける。そして板継ぎ溶接が開始される。この溶接が終了すると裏当て支持装置が、裏当て部材を退避位置に下げる。そしてフラックス散布/回収車が裏当て部材上を走行して残留フラックス,スラグを排除する。
【0003】
【特許文献1】特開平 10−128542号公報
【特許文献2】特開2004−122138号公報
【特許文献3】特開平 6−254683号公報
【特許文献4】特開平 8− 99178号公報
【特許文献5】特開平 5−337651号公報。
【0004】
特許文献1は、裏当銅板上を走行して溶接に使用した残留フラックス,スラグを裏当銅板から除去し回収し、銅板上面に新規フラックスを散布するフラックス散布/回収装置を記載している。特許文献2は、裏当銅板を支持し、フラックス散布/回収車が裏当銅板から排除したフラックスを排出搬送するチェーンコンベアあるいはスクリューコンベアを備える、裏当銅板支持装置を記載している。コンベアは裏当銅板の下方にあって裏当銅板の長手方向に延びている。
【0005】
近年さらに溶接の効率化の要求は高くなり、フラックスを裏当に使用した3電極以上の電極を用いて、溶接速度が100cm/min以上の高速度で溶接可能な技術が開発されている。例えば特許文献3においては、第1電極に直流電流を流し低電圧としてアークを集中させ、第2電極の電圧を高くして安定且つ健全な裏ビードを形成する。また特許文献4においては、各電極のワイヤ径、第1電極と第2電極の溶接電流,電極間距離および裏当てフラックスの散布厚と嵩密度を限定して高速溶接で裏ビードの幅および高さが安定した滑らかな裏ビードを得ている。さらに特許文献5には、4電極で、各電極のワイヤ径,各電極の溶接電流,電極間距離,裏フラックス成分,表フラックス成分およびワイヤのC量を限定して欠陥のない溶接金属を得る技術の開示がある。
【0006】
フラックス銅裏当て方式の多電極片面サブマージアーク(潜弧)溶接は、溶接速度が速く能率の良い溶接方法で多くの造船所で使用されており、溶接能率を上げるため、溶接ワイヤに4.8mmφ,6.4mmφの太径ワイヤを使用すると共に、鋼板裏面より裏当銅板上に5〜6mm程度に散布した裏フラックスを押当て、裏ビードの凹凸を少なくする。しかしながら、散布フラックスの厚みが薄いと、溶接熱による鋼板歪みが発生した場合には、裏からのフラックス押付け力が減少したり、最悪の場合は開先直下に空間が発生し裏ビード形成ができなくなる(湯滴れ,抜け落ち等)。
【0007】
従って、6〜10mm厚の薄板溶接では溶接熱による鋼板歪み(曲がり)が発生し、良好な裏ビード形成ができない。そこで薄板溶接ではCO2シールドアーク溶接が行われている。しかしCO2シールドアーク溶接などのガスシールドアーク溶接では、裏ビード形成用に固形裏当材を使用するなど、装置が大型で複雑になった。
【発明の開示】
【発明が解決しようとする課題】
【0008】
ところで、造船大板継ぎの、フラックス散布裏当銅板で開先下面を下支持するアーク溶接設備において、大板の溶接長は15〜30mと長いため、裏フラックスを散布する裏当銅板も17〜33mと長くなる。開先幅方向xで裏当銅板を開先に位置合わせるための裏当銅板x駆動機構が備わる裏当装置が、裏当銅板の両端部にあるが、開先幅方向xで裏当銅板を開先に位置合わせるため、x駆動機構が備わる裏当装置によって裏当銅板をx方向に駆動するが、裏当銅板が直線を保ってx方向に平行移動しない場合が発生する。
【0009】
従来、裏当装置の開先幅方向x(左右)の移動は、裏当銅板の端部近く2ケ所(裏当銅板の端部近く)の左右調整ジャッキ機構で押し引きして裏当銅板を開先線と合わせているが、裏当銅板が円弧状に変形して開先線全長に渡る位置合わせが難しい。すなわち、裏当銅板の両端部のx駆動機構が備わる裏当装置を同時に同方向に駆動すると、裏当銅板の両端部は所定量同方向に移動しても、裏当銅板の中間点の移動量が少なく、中間点の位置ずれ調整が必要になることがある。また、開先が裏当銅板に対して平行でない場合には、裏当銅板の端部を片方のみあるいは片方づつx駆動機構が備わる裏当装置でx駆動して裏当銅板の端部を開先に合わせる裏当銅板の姿勢調整をするが、裏当銅板の静止側端部を中心に裏当銅板が直線を保って駆動側端部が旋回するのではなく、駆動側端部に近いほど大きく曲がって、静止側端部に近いほど所要のx移動量が得られないことがある。
【0010】
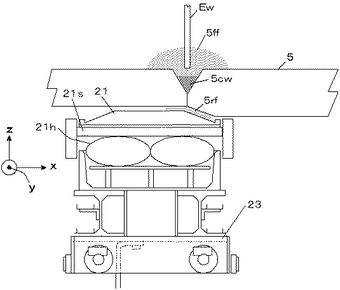
特に、図16に示すように、溶接対象鋼板5が異厚であって下面に段差があるので、段差のテーパ面を裏当銅板21の側部テーパ面に合わせて、裏フラックス5rfを開先下面に圧接するアーク溶接の場合、鋼板5の開先に対して裏当銅板21がx方向にずれていると、所要厚の裏フラックス5rfを開先下面に均等に圧接せず、裏ビードが不均一となり、極端な場合は裏ビードの溶落ちトラブルになる。
【0011】
従って開先の全長に渡って、開先に対して裏当銅板21を図16に示すように正確に位置決めする必要があるが、この位置調整に大変な労力を費やすことがある。
【0012】
本発明は、y方向に延びる開先の全長に及ぶ裏当材の開先幅方向xの位置調整を容易にすることを目的とする。
【課題を解決するための手段】
【0013】
(1)水平y方向に延びる裏当材(21);
前記裏当材(21)を下支持し、それぞれが裏当材昇降機構および裏当材水平x駆動機構を有する、水平y方向に分布する3以上の裏当て支持装置(12-15);および、
前記裏当て支持装置群の中の、y方向の一端部の支持装置(12)の前記水平x駆動機構(12M)は駆動せず他端部の支持装置(15)の前記水平x駆動機構(15M)を駆動するとき、両端部の支持装置(12,15)の間にある支持装置(13,14)の前記裏当材水平x駆動機構(13M,14M)は、両端部の支持装置(12,15)間のy方向距離(L1+L2+L3)に対する前記一端部の支持装置(12)からの距離(L1,L1+L2)の比(L1/(L1+L2+L3),(L1+L2)/(L1+L2+L3))と他端部の支持装置(15)の駆動速度との積の速度で同時駆動する裏当材のx駆動装置(100);を備える裏当装置。
【0014】
なお、理解を容易にするためにカッコ内には、図面に示し後述する実施例の対応又は相当要素の符号を、例示として参考までに付記した。以下も同様である。
【発明の効果】
【0015】
裏当材水平x駆動機構を有する裏当て支持装置が3以上であるので、裏当材の両端部のみならず両端部間においても裏当材をx駆動することができる。そして、裏当材の一端部は静止のまま他端部を開先にx位置合わせするために、該他端部をx駆動するとき、両端部の支持装置の間にある支持装置の前記裏当材水平x駆動機構は、両端部の支持装置間のy方向距離に対する前記一端部の支持装置からの距離の比と他端部の支持装置の駆動速度との積の速度で裏当材を同時駆動する。これにより裏当材は、静止側一端部を中心に直線を保って、駆動側他端部が旋回する。静止側一端部の支持装置以外のx駆動機構を有する裏当て支持装置の全てが同時に、旋回半径上の各装置位置対応の、裏当材が直線を維持するに必要な速度で裏当材を駆動するので、各支持装置に加わる駆動負荷は、各支持装置を個別に駆動する場合よりも軽く、裏当材が直線を保って円滑に旋回する。
【発明を実施するための最良の形態】
【0016】
(2)各裏当材水平x駆動機構はx駆動同期パルスを発生する各パルス発生器(12R-15R)を含み;前記x駆動装置(100)は、各パルス発生器が発生するx駆動同期パルスの周波数を検出する手段(12F-15F)、および、前記他端部の支持装置(15)のパルス発生器が発生するx駆動同期パルスの周波数に前記比を乗算した周波数に、前記両端部の支持装置(12,15)の間にある支持装置(13,14)の前記裏当材水平x駆動機構(13M,14M)のパルス発生器が発生するx駆動同期パルスの周波数が合致するように、前記両端部の支持装置(12,15)の間にある支持装置(13,14)の前記裏当材水平x駆動機構(13M,14M)を駆動する手段(13vdb, 13vdt,13D/14vdb,14vdt,14D)を含む;上記(1)に記載の裏当装置。
【0017】
(3)前記x駆動装置(100)は、前記一端部の支持装置(12)のx駆動を指示する一端側指示手段(91b,92b)および前記他端部の支持装置(15)のx駆動を指示する他端側指示手段(91t,92t)を含み、前記一端側指示手段(91b,92b)のx駆動指示に応じて前記一端部の支持装置(12)ならびに前記両端部の支持装置(12,15)の間にある支持装置(13,14)を駆動し、前記他端側指示手段(91t,92t)のx駆動指示に応じて前記他端部の支持装置(15)ならびに前記両端部の支持装置(12,15)の間にある支持装置(13,14)を駆動する;上記(1)又は(2)に記載の裏当装置。
【0018】
(4)前記一端側指示手段(91b,92b)および他端側指示手段(91t,92t)はそれぞれ、x方向の往方向駆動と復方向駆動を択一指示する;上記(3)に記載の裏当装置。
【0019】
(5)前記x駆動装置(100)は、センター配列指示手段(91b,91t)を含み、該センター配列指示手段(91b,91t)のセンター配列指示に応答して、前記裏当て支持装置群の各支持装置をx方向のセンターに駆動する;上記(1)乃至(4)の何れか1つに記載の裏当装置。
【0020】
(6)上記(1)乃至(5)のいずれか1つに記載の裏当装置(12-15,100);
水平y方向に走行する溶接台車(3);
該溶接台車(3)に装備した昇降機構(53)および水平x駆動機構(52)で支持され、垂直zおよび水平x方向に駆動される溶接ヘッド基台(4);
該溶接ヘッド基台(4)で支持された開先検知器(54,55);および、
該開先検知器(54,55)の開先検知に基づいて前記昇降機構(53)および水平x駆動機構(52)を駆動して前記溶接ヘッド基台(4)を開先に対して所定の高さおよび水平x位置に制御する倣い制御手段(90);
を備えるアーク溶接装置。
【0021】
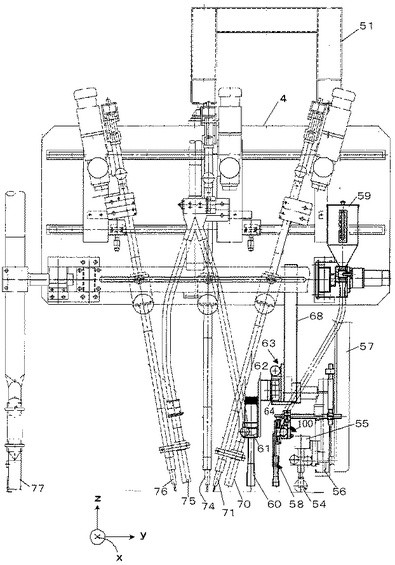
(7)前記溶接ヘッド基台(4)で、溶加剤散布装置(58),ガスシールドアーク溶接トーチ保持具(61),サブマージアーク溶接用の表フラックス散布ノズル(70,75)および複数のサブマージアーク溶接トーチ(71,74,76)を、水平y方向に並べて支持し;前記溶接台車(3)に、前記ガスシールドアーク溶接トーチ保持具(61)に保持されるガスシールドアーク溶接トーチ(60)にガスシールドアーク溶接ワイヤを供給する手段(69),前記表フラックス散布ノズル(70,75)にフラックスを供給する手段(73)、および、前記サブマージアーク溶接トーチ(71,74,76)のそれぞれにサブマージアーク溶接ワイヤを供給する手段(72)、を装備した;上記(6)に記載のアーク溶接装置。
【0022】
これによれば、複数のサブマージアーク溶接トーチ(71,74,76)を使用する比較的に厚い鋼板のサブマージ溶接を行うことができるのは勿論、ガスシールドアーク溶接トーチ保持具(61)にガスシールドアーク溶接トーチ(60)を保持して比較的に薄い鋼板のガスシールドアーク溶接をも、択一的に実施することができ、いずれの溶接でも、良好な裏ビード形成が可能である。
【0023】
(8)前記溶接ヘッド基台(4)に、溶接の進行方向(y)に関して先頭から、前記開先検知器(54,55),溶加剤散布装置(58),ガスシールドアーク溶接トーチ保持具(61)、および、サブマージアーク溶接用の表フラックス散布ノズル(70,75)と複数のサブマージアーク溶接トーチ(71,74,76)を、この順に配列した;上記(7)に記載のアーク溶接装置。
【0024】
(9)前記複数のサブマージアーク溶接トーチ(71,74,76)の中の最先頭の第1のサブマージアーク溶接トーチ(71)の直前に第1の表フラックス散布ノズル(70)があり、第1のサブマージアーク溶接トーチ(71)の後に第2のサブマージアーク溶接トーチ(74)があり、第2のサブマージアーク溶接トーチ(74)の後に第2の表フラックス散布ノズル(75)があり、第2の表フラックス散布ノズル(75)の後に第3のサブマージアーク溶接トーチ(76)がある;上記(8)に記載のアーク溶接装置。
【0025】
(10)前記溶接ヘッド基台(4)で支持されたフラックス回収手段(77)が、溶接の進行方向(y)に関して最下流の位置にある;上記(8)又は(9)に記載のアーク溶接装置。
【0026】
(11)更に、前記ガスシールドアーク溶接トーチ保持具(61)を支持し開先幅方向xに揺動駆動する、前記溶接ヘッド基台で支持された揺動装置(63)を備える;上記(7)乃至(10)のいずれか1つに記載のアーク溶接装置。
【0027】
(12)前記裏当て支持装置(14:21s〜27)は、前記裏当材(21)を支持する昇降フレーム(22)および該昇降フレームを上駆動する駆動手段を備え;前記昇降フレーム(22)より、水平x方向に延びて、該昇降フレーム(22)が昇降する空間の、x方向で両側の外にそれぞれが突出した複数の支持アーム(24,25)、および、該支持アームのそれぞれを上駆動する複数の駆動手段(26,27)、を備えた;上記(7)乃至(11)のいずれか1つに記載のアーク溶接装置。
【0028】
(13)前記昇降フレーム(22)の下方に、裏当て部材(21)から落下したフラックスを回収する、y方向に延びるチェーンコンベア(28)を設置した;上記(12)に記載のアーク溶接装置。
【0029】
(14)前記駆動手段(26,27)は、複数段式の油圧ジャッキである、上記(12)又は(13)に記載の裏当て支持装置。
【0030】
本発明の他の目的および特徴は、図面を参照した以下の実施例の説明より明らかになろう。
【実施例1】
【0031】
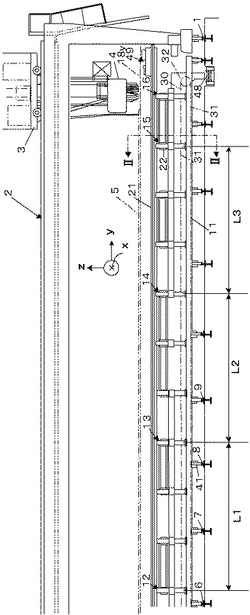
図1に本発明の1実施例を装備した大板溶接設備の一部概要を示す。図1紙面に垂直な水平x方向に延びるレール1に門型台車2が乗っており、レール1上を水平x方向に走行することができる。門型台車2の水平y方向に延びる梁には、水平y方向に走行する溶接台車3が装着されており、該溶接台車3で、溶接ヘッド基台4が支持されている。基台4には、複数電極の片面サブマージアーク溶接装置を装備し、また、片面ガスシールドアーク溶接装置を装備している。
【0032】
複数の鋼板を仮付け溶接により連接した大板5は、図示しない搬送ローラで、図1に示す高さ(z位置)で水平x方向に搬送される。なお、片面溶接装置4は、水平y方向(矢印yの矢印と逆方向)に駆動されて、大板5の、水平x方向に分布する、仮付け溶接で連接した2鋼板間の板継ぎ溶接部をサブマージアーク溶接又はガスシールドアーク溶接する。そのときは、裏当銅板21は上方向zに上昇して、その上面に散布されたフラックスを介して大板5の裏面の板継ぎ溶接部に圧接している。
【0033】
床面(ピット底面)には、水平y方向に数10mに渡って、水平x方向に延びる複数のレール6〜9,・・・が敷設されており、これらのレールに、裏当銅板台車11が載っている。この台車11に、複数の裏当て支持装置12〜16,・・・が組付けられている。
【0034】
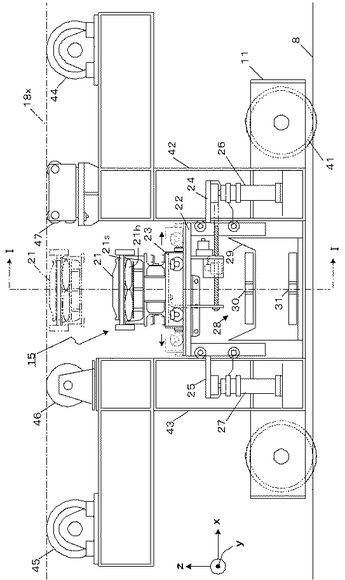
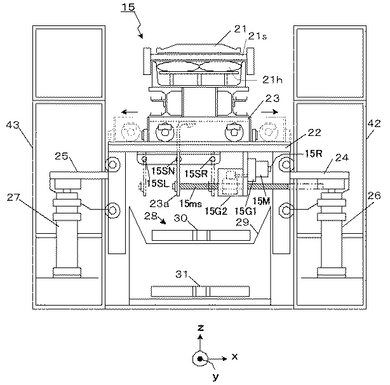
図2に、裏当て支持装置15を拡大して示す。台車11には垂直ブロック42,43があり、その上に大板搬送ローラ44,45および板継ぎ部の高さ調整のための下支え固定ローラ46および下支え昇降調整ローラ47がある。板継ぎ部は裏当銅板21の真上に位置し、板継ぎ部の、図2上で左方の鋼板はローラ46で下支持されるが、右方の鋼板はローラ47の昇降調整によって左方の鋼板と高さが揃えられる。
【0035】
ブロック42と43で昇降フレーム22が上下zに移動可に案内されている。昇降フレームの上面には、裏当銅板台車23が左右方向xに移動可能に乗っており、この台車23上に裏当銅板21がある。
【0036】
昇降フレーム22には、左右に突出するアーム24,25があり、これらのアーム24,25を、2段シリンダ式の油圧ジャッキ26,27が、下支持している。油圧ジャッキ26,27は、裏当銅板台車11で下支持されている。昇降フレーム22が昇降する空間の下方には、チェーンコンベア28があり、裏当銅板台車11で支持されている。
【0037】
チェーンコンベア28のエンドレスチェーン30,31は、スプロケットホイール32(図1)に噛み合って張架されており、紛体搬送用の多数の掻き脚をムカデの脚のようにチェーンの両側(x方向)に突き出したものである。上側のチェーン30の掻き脚は、y方向に延びる溝板29(図2)に摺接し、これがy方向に移動することにより、裏当銅板21から排除されて落下し溝板29に落ち込んだ、溶接後の残留フラックス,スラグが、y方向に搬送されて、図1に示す、x方向に延びるベルトコンベア48に落下してベルトコンベア48によってx方向に搬出される。
【0038】
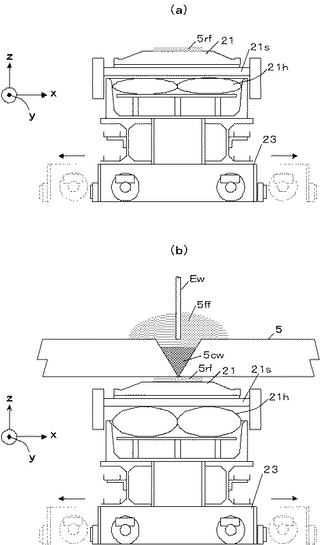
裏当銅板21上の、溶接後残留フラックス,スラグを、フラックス散布/回収車49で除去してチェーンコンベア28上に落とす回収時、ならびに、次の溶接のために新規フラックスを裏当銅板21上に散布するときには、裏当銅板21は、図2に実線で示す下退避位置(z位置)に置かれる。次の溶接用の新規フラックスを散布した裏当銅板21は、2段シリンダ式の油圧ジャッキ26,27に圧油を注入してピストンロッドを突き出すことにより、図2に2点鎖線で示す位置(z位置)に押し上げられる。このように板継ぎ部に新規フラックスを散布した裏当銅板21を押し上げた状態を図3の(a)に示す。
【0039】
図3の(a)に示す5rfが、裏当銅板21上に散布された裏フラックスである。油圧ジャッキ26,27による裏当銅板21の上駆動は、裏当銅板21の上面が、溶接対象材である大板5の下面のから2cm前後下の位置になったときに止められる。ついで、消防用の高圧送水用ホースを転用したエアーホース21hに高圧エアーが送給され、ホース21hが円形になるように膨らみ、これによって銅板支持台21sが上駆動されて、裏当銅板21を上駆動し、裏当銅板21上に5mm厚程度に散布された裏フラックス5rfが大板5の下面に圧接する。この状態で、溶接ヘッド基台4にある複数台のサブマージアーク溶接機又は一台のガスシールドアーク溶接機がy方向に走行しながら板継ぎ部を溶接する。溶接中には、大板5の開先にカットワイヤ5cwが送給され、サブマージアーク溶接のときには、図3の(b)に示すように、カットワイヤ5cwの上に表フラックス5ffが散布されその中で、溶接ワイヤEwのアークがカットワイヤ5cwを溶かす。ガスシールドアーク溶接のばあいには表フラックスの散布はなく、溶接トーチから吹き出すシールドガスで溶融プールが包まれる。y方向の全長の溶接が終わると、裏当銅板21は、図2に実線で示す下退避位置(z位置)に戻される。
【0040】
チェーンコンベア28は、昇降フレーム22の下方にあって昇降フレーム22とは分離し台車11で固定支持するので、昇降フレーム22を下支持する油圧ジャッキの負荷とはならない。従来は、油圧ジャッキをチェーンコンベア又はスクリューコンベアの下方に置いて昇降フレーム22を上駆動するので、大板下面(溶接中の裏当銅板の上面位置)から油圧ジャッキの下底までの深さ(z距離)が深く(長く)、裏当銅板台車11を設置する深いピットが必要である。
【0041】
しかし、図2に示すように、昇降フレーム22が昇降する空間の、x方向で両側の外に支持アーム24,25を突き出し、これらの支持アーム24,25を2段シリンダ式の油圧ジャッキ26,27で下支持するので、大板5の下面から油圧ジャッキ26,27の下底までの深さ(z距離)を浅く(短く)して、裏当銅板台車11を設置するピットの所要深さを浅くすることができる。すなわち、浅いピットにも、裏当て支持装置を装備し、残留フラックス排出用のコンベアを装備することができる。
【0042】
図4に、図2に示す裏当て支持装置15の昇降フレーム22周りを拡大して示す。昇降フレーム22上で左右方向xに移動可能な裏当銅板台車23には垂下フレーム23aの上端が固着されており、この垂下フレーム23aの下端に、開先幅方向xに延びるねじ棒15msの先端が固着されている。該ねじ棒15msは、x往復機構15G2の、外歯付きのナットとねじ結合している。該ナットの外歯には駆動ギアが噛み合っており、該駆動ギアは、減速機15G1の出力軸に連結されている。減速機15G1の入力軸には電気モータ15Mの回転軸が連結されている。電気モータ15Mの回転軸にはロータリエンコーダ22が連結されており、該ロータリエンコーダ15Rが電気モータ15Mの回転軸の所定微小角度の回転につき1パルスの回転同期パルスを発生する。電気モータ15Mが正転するとねじ棒15msが左(L)方向に繰り出されて、裏当銅板台車23が左(L)方向(図4上のx矢印方向と逆の方向)に移動する。電気モータ15Mが逆転するとねじ棒15msが右(R)方向に引き込まれて、裏当銅板台車23が右(R)方向(図4上のx矢印方向の方向)に移動する。
【0043】
昇降フレーム22の下方には、センターセンサ15SN,左リミットセンサ15SLおよび右リミットセンサ15SRが配置されており、センターセンサ15SNは、裏当銅板21のx方向中心位置が、y方向に延びる仮想の開先基準線と同一のx位置にあるとき、垂下フレーム23aを検出して高レベルH信号(開先センター検出信号)を出力し、該x位置から外れているときには低レベルL信号を出力する。
【0044】
上述のx駆動機構(23a,15ms,15G2,15G1,15M,15R,15SN,15SLおよび15SRの組合せ)と同様なx駆動機構が、図1に示す、裏当銅板21の、開先溶接方向yの始端側の第1番の裏当て支持装置12,第4番の裏当て支持装置13,第7番の裏当て支持装置14、および、第10番の裏当て支持装置15に備わっているが、他の、第2,3,5,6,8,9,11番の支持装置には備わっていない。なお、裏当銅板昇降機構は全ての裏当て支持装置に備わっている。
【0045】
上記、x駆動機構が備わった裏当て支持装置12,13,14および15の、図1に示すy方向の配列間隔L1,L2およびL3は、この実施例では同一である。なお、従来は、裏当銅板21の両端部のそれぞれに近い裏当て支持装置12と15のみに、x駆動機構を備えていたが、本実施例では、それらの間を3等分する位置にある第4番の裏当て支持装置13および第7番の裏当て支持装置14にも、上述のx駆動機構を備えている。
【0046】
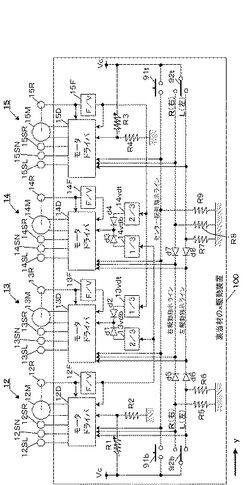
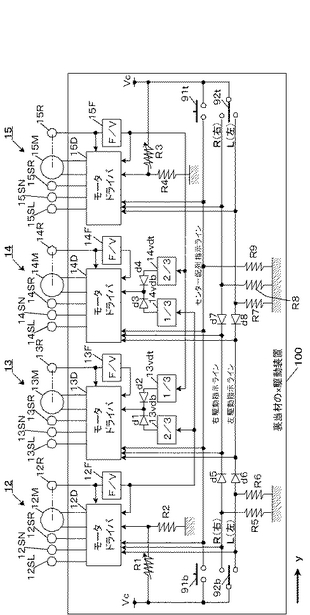
図5に、x駆動機構が備わった裏当て支持装置12,13,14および15のx駆動機構の電気モータ12M,13M,14Mおよび15Mを駆動する、裏当銅板のx位置調整システムを示す。図5に示すセンター配列指示スイッチ91bおよび左右指示スイッチ92b(一端側指示手段)は、図1に示す溶接設備のy溶接走行始端側(図1上で左側)の地上制御盤に接続した手元(携帯)操作端末にある。図5に示すセンター配列指示スイッチ91tおよび左右指示スイッチ92t(他端側指示手段)は、図1に示す溶接設備のy溶接走行終端側(図1上で右側)の地上制御盤に接続した手元(携帯)操作端末にある。
【0047】
センター配列指示スイッチ91bおよび91tは、裏当銅板のx位置初期化指示用のプッシュスイッチ(リセットスイッチ)であり、操作ボタンが押下されている間閉となり、押下力がなくなると開に自動復帰する。オペレータがセンター配列指示スイッチ91b又は91tの操作ボタンを押下し、そして離すと、高レベルHパルスが、センター配列指示ラインに現れて、x駆動機構の電気モータ12M,13M,14Mおよび15Mのそれぞれを駆動する各モータドライバ12D〜15Dに与えられる。たとえばモータドライバ15Dは、該Hパルスに応答して、電気モータ15Mを正転駆動し、センターセンサ15SNが開先センター検出信号(H)を出力するとそこで正転駆動を停止する。センターセンサ15SNが開先センター検出信号(H)を出力せず、左リミットセンサ15SLが垂下フレーム23aを検出した信号Hを出力すると、そこで正転駆動を停止する。これにより、支持装置15のy位置で裏当銅板21のx方向中心位置が、開先基準線のx位置となる。他のモータドライバ12D〜14Dも同様に動作して、支持装置12〜14の各y位置で裏当銅板21のx方向中心位置を、開先基準線のx位置に合わせる。
【0048】
左右指示スイッチ92b(一端側指示手段)および92t(他端側指示手段)は、常開の選択スイッチであり、操作端末の盤面から操作レバーが起立しており(スイッチ開)、この操作レバーを盤面上にL(左)と表示された方向とR(右)と表示された方向に倒すことができる。オペレータは、左右指示スイッチ92bを用いて、裏当銅板21の、溶接設備のy溶接走行始端側(図1上で左側)の端部すなわち始端を、開先基準線に対してx方向に位置調整できる。また、左右指示スイッチ92tを用いて、裏当銅板21の、溶接設備のy溶接走行終端側(図1上で右側)の端部すなわち終端を、開先基準線に対してx方向に位置調整できる。
【0049】
オペレータが、左右指示スイッチ92bの操作レバーをL(左)側に倒すと、高レベルH(左駆動指示信号)がモータドライバ12Dに与えられ、また、ダイオードd6および左駆動指示ラインを通してモータドライバ13Dおよび14Dに与えられる。しかし、このH(左駆動指示信号)は、ダイオードd8で遮断されてモータドライバ15Dには与えられない。モータドライバ12Dは、この左駆動指示信号Hに応答して、抵抗R1,R2の分圧電圧に対応する速度で電気モータ12Mを正転駆動する。電気モータ12Mの回転によりロータリエンコーダ12Rが電気パルスを発生し、F/Vコンバータ12Fがその周波数を電圧レベル(周波数信号:速度信号)に変換する。モータドライバ12Dは、F/Vコンバータ12Fが発生する電気パルスの周波数すなわち電気モータ12Mの回転速度が、抵抗R1,R2の分圧電圧レベル(目標周波数信号:目標速度信号)に合致するように、電気モータ12Mを増速又は減速する。これにより電気モータ12Mは、左駆動指示信号Hがある間、抵抗R1,R2の分圧電圧レベルが指定する速度で正転する。
【0050】
モータドライバ13Dは、F/Vコンバータ12Fが発生する電圧レベル(周波数信号:速度信号)の(L2+L3)/(L1+L2+L3)、L1=L2=L3であるので、2/3、の電圧レベルを目標速度(目標周波数)として、電気モータ13Mの回転速度(F/Vコンバータ13Fの出力電圧)が目標速度になるように、電気モータ13Mを正転駆動する。なお、2/3の分圧は、抵抗R1,R2による分圧器と同様な抵抗分圧器によって行う。1/3の分圧も同様である。
【0051】
モータドライバ14Dは、F/Vコンバータ12Fが発生する電圧レベル(周波数信号:速度信号)の(L3)/(L1+L2+L3)、L1=L2=L3であるので、1/3、の電圧レベルを目標速度(目標周波数)として、電気モータ14Mの回転速度(F/Vコンバータ14Fの出力電圧)が目標速度になるように、電気モータ14Mを正転駆動する。
【0052】
オペレータが、左右指示スイッチ92bの操作レバーをR(右)側に倒すと、高レベルH(右駆動指示信号)がモータドライバ12Dに与えられ、また、ダイオードd5および右駆動指示ラインを通してモータドライバ13Dおよび14Dに与えられる。しかし、このH(右駆動指示信号)も、ダイオードd7で遮断されてモータドライバ15Dには与えられない。この場合には、モータドライバ12Dは、抵抗R1,R2の分圧電圧に対応する速度で電気モータ12Mを逆転駆動する。モータドライバ13Dは、F/Vコンバータ12Fが発生する速度信号の2/3の電圧レベルを目標速度として、電気モータ13Mを逆転駆動する。モータドライバ14Dは、F/Vコンバータ12Fが発生する速度信号の1/3を目標速度として、電気モータ14Mを逆転駆動する。
【0053】
上述のように、左右指示スイッチ92bを用いて、裏当銅板21の始端を、開先基準線に対してx方向に位置調整するとき、支持装置12による裏当銅板21の始端側のx駆動速度の、2/3の速度で支持装置13が裏当銅板21を同方向に駆動し、1/3の速度で支持装置14が裏当銅板21を同方向に駆動する。裏当銅板21の終端側の支持装置15は裏当銅板21を駆動しない。したがって、裏当銅板21は、y方向の直線性を保って、始端側がx方向に旋回移動する。裏当銅板21のy方向の3点が同時に駆動されるので、各部の駆動負荷は、単独駆動の場合よりも低く、裏当銅板21は滑らかに移動する。裏当銅板21の始端側の、開先基準線に対するz位置調整が容易である。
【0054】
オペレータが、左右指示スイッチ92tの操作レバーをL(左)側に倒すと、高レベルH(左駆動指示信号)がモータドライバ15Dに与えられ、また、ダイオードd8および左駆動指示ラインを通してモータドライバ13Dおよび14Dに与えられる。しかし、このH(左駆動指示信号)は、ダイオードd6で遮断されてモータドライバ12Dには与えられない。モータドライバ15Dは、この左駆動指示信号Hに応答して、抵抗R3,R4の分圧電圧に対応する速度で電気モータ15Mを正転駆動する。電気モータ15Mの回転によりロータリエンコーダ15Rが電気パルスを発生し、F/Vコンバータ15Fがその周波数を回転速度信号に変換する。モータドライバ15Dは、電気モータ15Mの回転速度が、抵抗R3,R4の目標速度信号に合致するように、電気モータ15Mを増速又は減速する。これにより電気モータ15Mは、左駆動指示信号Hがある間、抵抗R3,R4の分圧電圧レベルが指定する速度で正転する。
【0055】
モータドライバ13Dは、F/Vコンバータ15Fが発生する電圧レベルのL1/(L1+L2+L3)、L1=L2=L3であるので、1/3、の電圧レベルを目標速度として、電気モータ13Mの回転速度(F/Vコンバータ13Fの出力電圧)が目標速度になるように、電気モータ13Mを正転駆動する。
【0056】
モータドライバ14Dは、F/Vコンバータ12Fが発生する電圧レベル(速度信号)の(L1+L2)/(L1+L2+L3)、L1=L2=L3であるので、2/3、の電圧レベルを目標速度として、電気モータ14Mの回転速度(F/Vコンバータ14Fの出力電圧)が目標速度になるように、電気モータ14Mを正転駆動する。
【0057】
オペレータが、左右指示スイッチ92tの操作レバーをR(右)側に倒すと、高レベルH(右駆動指示信号)がモータドライバ15Dに与えられ、また、ダイオードd7および右駆動指示ラインを通してモータドライバ13Dおよび14Dに与えられる。しかし、このH(右駆動指示信号)も、ダイオードd5で遮断されてモータドライバ12Dには与えられない。この場合には、モータドライバ15Dは、抵抗R3,R4の分圧電圧に対応する速度で電気モータ15Mを逆転駆動する。モータドライバ13Dは、F/Vコンバータ12Fが発生する速度信号の1/3の電圧レベルを目標速度として、電気モータ13Mを逆転駆動する。モータドライバ14Dは、F/Vコンバータ12Fが発生する速度信号の2/3を目標速度として、電気モータ14Mを逆転駆動する。
【0058】
上述のように、左右指示スイッチ92tを用いて、裏当銅板21の終端を、開先基準線に対してx方向に位置調整するとき、支持装置15による裏当銅板21の終端側のx駆動速度の、1/3の速度で支持装置13が裏当銅板21を同方向に駆動し、2/3の速度で支持装置14が裏当銅板21を同方向に駆動する。裏当銅板21の始端側の支持装置12は裏当銅板21を駆動しない。したがって、裏当銅板21は、y方向の直線性を保って、終端側がx方向に旋回移動する。裏当銅板21のy方向の3点が同時に駆動されるので、各部の駆動負荷は、単独駆動の場合よりも低く、裏当銅板21は滑らかに移動する。裏当銅板21の終端側の、開先基準線に対するz位置調整が容易である。
【0059】
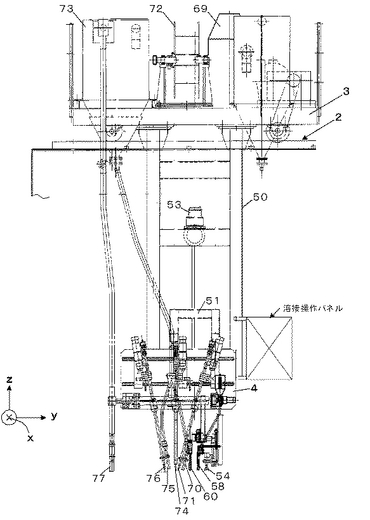
図6および図7に、溶接ヘッド基台4の支持構造を示す。溶接台車3から、垂直フレーム50が垂下しており、このフレーム50に昇降フレーム51が、上下方向zに昇降自在に支持され、かつ、昇降モータ53を含む昇降機構により上下方向zに昇降駆動される。この昇降フレーム51に水平方向xに水平移動自在に溶接ヘッド基台4が吊り下げ支持されており(図7)、昇降フレーム51上の、図示を省略した水平駆動モータを含む水平x駆動機構52により水平方向xすなわち開先を横切る方向(開先の幅方向)に駆動される。
【0060】
図8に示すように、溶接ヘッド基台4には、開先検知器の倣いローラ54,該倣いローラ54の水平x方向(開先の幅方向)および垂直z方向(開先の深さ方向)の変位を検出して開先のx,z位置ずれを検出する開先位置センサ55、および、これらを支持し倣いローラ54を開先の幅中心とするようにx,z方向に位置調整(設定)する手動調整機構56があり、該機構56を支持する吊り脚57が溶接ヘッド基台4に固着されている。溶接時には、開先位置センサ55の、開先のx,z位置ずれ信号に基づいて、制御盤90(図7)にある倣い制御器が、開先に対して溶接ヘッド基台4が予め設定された所定の高さzおよびx位置になるように、昇降機構の昇降モータ53および水平x駆動機構52の水平駆動モータを駆動する。
【0061】
溶接ヘッド基台4の溶接時移動方向yで前記倣いローラ54の後方には、カットワイヤ散布装置58の散布ノズルがある。該カットワイヤ散布装置58は、手動調整機構56で支持されている。このカットワイヤ散布装置58には、溶接ヘッド基台4に装着したカットワイヤホッパ59に収納したカットワイヤが供給される。
【0062】
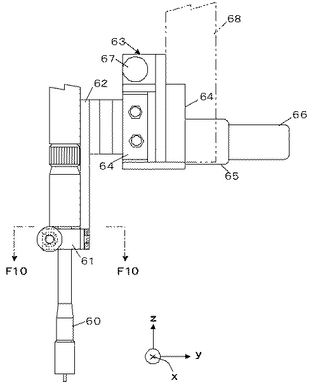
ガスシールドアーク溶接をする使用態様では、溶接ヘッド基台4の溶接時移動方向yで前記カットワイヤ散布ノズルの後方に、ガスシールドアーク溶接トーチ60が配置され保持具61に装着され、トーチ60側のケーブルコネクタが、溶接ヘッド基台4で支持された本体側ケーブルのコネクタに接続される。保持具61はガスシールドアーク溶接トーチ60を脱着自在である。サブマージアーク溶接をする使用態様では、ガスシールドアーク溶接トーチ60が保持具61から外されて、トーチ60側の図示しないケーブルコネクタが、溶接ヘッド基台4で支持された本体側ケーブルのコネクタから外されて、溶接トーチ60は溶接ヘッド基台4から分離される。トーチ60側のケーブルおよび本体側ケーブルには、シールドガス供給ホースおよび溶接ワイヤ案内パイプがあり、本体側ケーブル内のシールドガス供給ホースには溶接台車3上の図示を省略したガスボンベからシールドガスが供給される。本体側ケーブル内の溶接ワイヤ案内パイプには、溶接台車3上のペールパック69(図6,図7)から払い出されるガスシールド溶接ワイヤが送給される。ガスシールド溶接態様では、本体側ケーブル内の溶接ワイヤ案内パイプを通り、ケーブルコネクタを通ってトーチ側ケーブル内の溶接ワイヤ案内パイプを通つた溶接ワイヤがトーチ60の下端から開先に向けて繰り出される。シールドガスは本体側ケーブル内のシールドガス供給ホースを通ってトーチ側ケーブル内のシールドガス供給ホースを通つたシールドガスがトーチ60の下端から開先に向けて吹き出す。
【0063】
保持具61は中継脚62の下端に固着しており、該中継脚62の上端が、開先幅方向の揺動装置63の揺動アーム64の先端に固着されている。揺動装置63は吊り脚68で支持され、該吊り脚68が溶接ヘッド基台4に固着されている。
【0064】
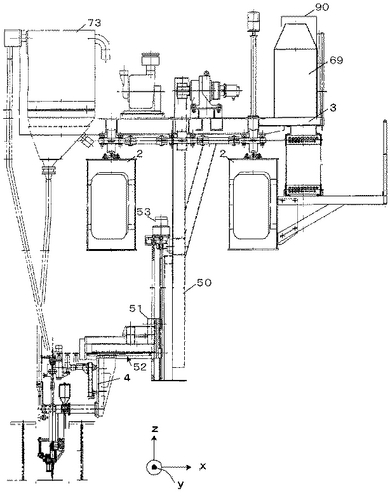
溶接ヘッド基台4の溶接時移動方向yで前記ガスシールドアーク溶接トーチ60の後方となる位置に、第1のフラックス散布ノズル70が、その後方に第1のサブマージアーク溶接トーチ71(L)があって、フラックス散布ノズル70はサブマージアーク溶接トーチ71の基幹で支持されている。サブマージアーク溶接トーチ71の基幹は、溶接ヘッド基台4で支持されている。サブマージアーク溶接トーチ71には、溶接台車3上の3台のワイヤーコイルの1つ72(図6)から溶接ワイヤが払い出される。第1のフラックス散布ノズル70には、フラックスホッパ73(図6,図7)からフラックスが供給される。
【0065】
溶接ヘッド基台4の溶接時移動方向yで前記第1のサブマージアーク溶接トーチ71(L)の後方となる位置に、第2のサブマージアーク溶接トーチ74(T1)があり、その基幹が溶接ヘッド基台4で支持されている。サブマージアーク溶接トーチ74には、溶接台車3上の3台のワイヤーコイルの1つから溶接ワイヤが払い出される。溶接ヘッド基台4の溶接時移動方向yで前記第2のサブマージアーク溶接トーチ74(T1)の後方となる位置に、第2のフラックス散布ノズル75が、その後方に第3のサブマージアーク溶接トーチ76(T2)があって、第2のフラックス散布ノズル75は第3のサブマージアーク溶接トーチ76の基幹で支持されている。サブマージアーク溶接トーチ76の基幹は、溶接ヘッド基台4で支持されている。サブマージアーク溶接トーチ76には、溶接台車3上の3台のワイヤーコイルの1つから溶接ワイヤが払い出される。フラックス散布ノズル75には、フラックスホッパ73からフラックスが供給される。
【0066】
溶接ヘッド基台4の溶接時移動方向yで前記第3のサブマージアーク溶接トーチ76(T2)のかなり後方となる位置に、フラックス回収器(吸引ノズル)77があり、その基幹が溶接ヘッド基台4で支持されている。フラックス回収器77は、溶接後の開先周りに残留するフラックスを吸引してフラックスホッパ73(図6,図7)に戻す。
【0067】
図9に、ガスシールド溶接トーチ60の支持構造部を拡大して示す。揺動装置63の揺動アーム64を開先幅方向xに往復駆動する揺動機構は、減速機65を介して電気モータ66が駆動する。電気モータ66が減速機65の入力軸を回転駆動し、減速機65の出力軸が揺動機構64の偏心カムを回転駆動し、偏心カムがクランクをx方向に往復駆動する。クランクには揺動中心(振り中心)をシフトして揺動幅を変える揺動幅調節機構があり、該機構に結合した摘子67を廻して揺動幅を手動調整できる。
【0068】
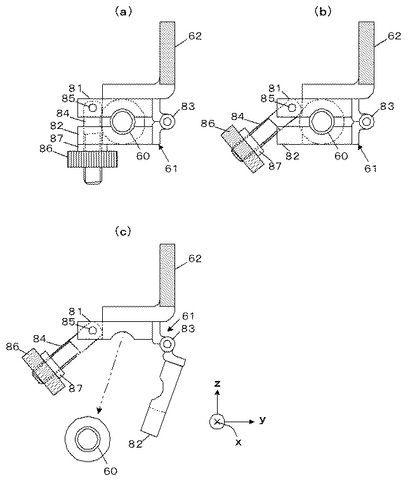
図10に、図9のF10−F10線拡大断面を示す。図10の(a)は図9および図8に示すように保持具61にガスシールドアーク溶接トーチ60を装着した状態を示す。保持具61は一対の押さえアーム81,82を蝶番83で開閉自在に結合したものである。アーム81,82の先端部には、y,z平面(図9紙面)で横向きの凹型となる切欠があり、そこにねじ棒84が嵌まり込んでいる。ねじ棒84の一端はx方向に延びるピンでアーム81の先端部に、該ピンを中心に回動自在に結合している。ねじ棒84の他端側の雄ねじには、スリーブ87付きの雌ねじ摘子86が螺合して該摘子86のねじ締めにより、摘子86のスリーブの端面がアーム82の外面(x,y面)に圧接し、これによりアーム81,82がトーチ60挟持を挟持している。摘子86をねじ棒84に対してねじ結合を外す(緩める)方向に廻して、図10の(b)に示すようにねじ棒84を時計方向に廻すことにより、アーム82がねじ棒84から外れて、図10の(c)に示すように、アーム82を開いてガスシールドアーク溶接トーチ60を保持具61から取り外すことができる。そして、ガスシールドアーク溶接ケーブルの本体側コネクタからトーチ側コネクタを外すことにより、ガスシールドアーク溶接トーチ60を溶接ヘッド基台4から分離することができる。
【0069】
次に、図1〜図10に示し上述した、アブマージアーク溶接およびガスシールドアーク溶接に兼用の溶接設備の使用態様と試験溶接結果を示す。
1.サブマージアーク溶接
上記溶接設備のガスシールドアーク溶接トーチ60を溶接ヘッド基台4から分離して、上記溶接設備によりるサブマージアーク溶接を実施して、溶接品質に対する開先ギャップおよび薄板の目違いの影響について検討を行った。供試材料を、表1〜表5に示す。
【0070】
【表1】

【0071】
【表2】
【0072】
【表3】
【0073】
【表4】
【0074】
【表5】
【0075】
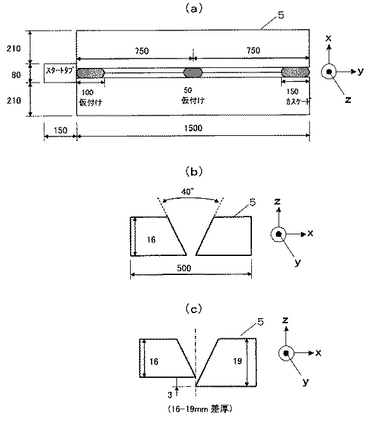
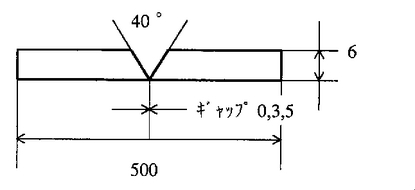
図11の(b)〜(c)に示すように、表1に示す化学成分の溶接対象鋼板を、幅500mm,長さ1500mm,開先角度40°とし、V型開先でギャップが開きあるいは目違いであるため、仮付け部開先裏面に裏当材を貼り付けて、仮付け溶接した。これによって鋼板の裏面に貫通した裏ビードをグラインダで研削し、開先裏面を平滑にした。図11の(a)には仮付け溶接箇所を示す。
【0076】
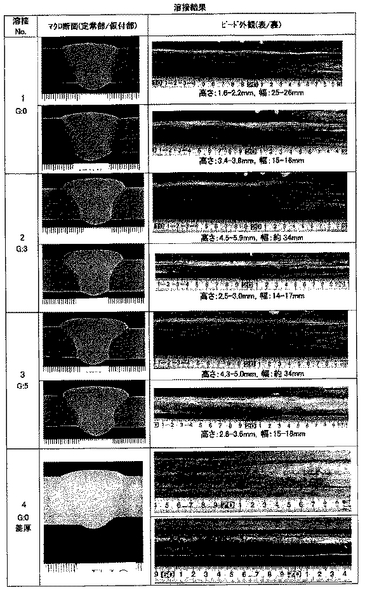
溶接条件は、次の表6および表7に示すものとした。表7上の溶接No.1,4は、裏側開先ギャップが0の例である。溶接No.2は、裏側開先ギャップが3mmの例である。溶接No.3は、裏側開先ギャップが5mmの例である。溶接No.4は、図11の(c)に示すように板厚9mmと組合せ、裏側開先ギャップ0で3mm差の目違い開先としたものである。
【0077】
【表6】
【0078】
【表7】
【0079】
図12に、表7の溶接条件によるサブマージアーク溶接で得られた開先部断面形状(マクロ断面)およびビード外観(平面)を示す。図12上のマクロ断面の欄の上段が定常部の断面、下段が仮付け部の断面である。ビード外観の欄の上段が表ビード、下段が裏ビードである。図12から明らかなように、裏側開先ギャップ0〜5mm、目違い3mmにおいても、良好な溶接結果がえられた。なお、別途実施した板厚10mmおよび35mmの場合は裏側開先ギャップ0〜5mmで、板厚16mmの場合と同様に良好な結果が得られた。
2.ガスシールドアーク溶接
上記溶接設備のガスシールドアーク溶接トーチ60を溶接ヘッド基台4に装着して、フラックス銅裏当てによる片面ガスシールドアーク溶接により、薄板を片面溶接して、溶接品質に対する開先ギャップおよび目違いの影響について検討した。溶接材料を、表8〜表10に示す。なお、裏フラックスは、表4に示すものと同一である。
【0080】
【表8】
【0081】
【表9】
【0082】
【表10】
【0083】
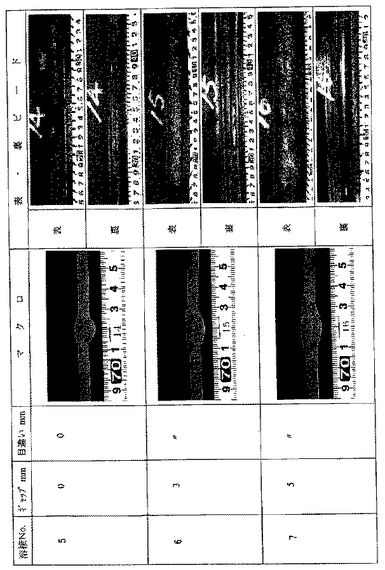
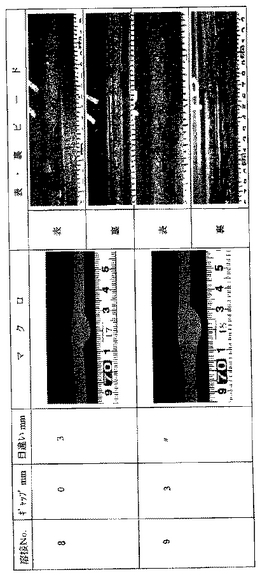
表10に示す板厚6mmの鋼板(幅250mm,長さ750mm)を、図13に示す40°V型開先年、裏側開先ギャップを0〜5mmとした。表11に溶接条件を示す。なお、溶接時のシールドガスは、炭酸ガス(30リットル/min)を用いた。その結果も表11に示す。
【0084】
【表11】
【0085】
図14および図15に、表11の溶接条件によるCO2シールドアーク溶接で得られた開先部断面形状(マクロ断面)およびビード外観(平面)を示す。
【0086】
開先角度40°のV型開先における板厚6mmのガスシールド片面溶接に際し、開先内にカットワイヤを散布し、1.4mmφの溶接ワイヤと裏当てフラックスとの組合せによる表11のフラックス鋼裏当てCO2片面溶接の結果、裏側開先ギャップ0〜5mmにおいて、薄板の良好な溶接が得られた。ただし、目違い3mmでは表ビードの上板側の余盛り高さが微小になることと、裏フラックスの密着性が緩慢で裏ビード形状がやや劣る。
【0087】
なお、別途実施した板厚9mmの溶接結果においても、同様に良好な結果が得られた。
【0088】
上述のように、フラックス銅裏当て使用の多電極サブマージアーク溶接装置と1電極ガスシールドアーク溶接装置を、1台の台車3に吊り下げ、台車3上にはサブマージアーク溶接に必要なワイヤ,表フラックスと、ガスシールドアーク溶接に必要な細径(1.0mmφ〜2.4mmφ)ワイヤのペールパックと、両溶接に共用の溶加剤(カットワイヤ又は鉄粉)散布装置を同時に搭載する。裏当て支持装置と裏フラックス散布用台車も両溶接で共用使用し、厚板をサブマージアーク溶接し、薄板はガスシールドアーク溶接する。両溶接共に、開先はV開先とし、開先内に溶加剤を散布する。ヘッド部のトーチその他の配置は先頭側より、開先検知器(54:図8)−カットワイヤ散布装置58−ガスシールドアーク溶接トーチ60−サブマージアーク溶接用の第1の表フラックス散布ノズル70−第1のサブマージアーク溶接トーチ71−第2のサブマージアーク溶接トーチ74−サブマージアーク溶接用の第2の表フラックス散布ノズル75−第3のサブマージアーク溶接トーチ76−必要であれば第4のサブマージアーク溶接トーチ−表フラックス回収器77、とするのが好ましい。ガスシールドアーク溶接トーチ60をサブマージアーク溶接トーチの後方に配置することは可能だが、ガスシールドアーク溶接ワイヤが細径で、ビードが小さい場合は特にワイヤ狙い位置を開先中央としたいために、ガスシールドアーク溶接トーチ60は、開先検知器(54)に近い配置が有利と考える。
【図面の簡単な説明】
【0089】
【図1】本発明の1実施例のアーク溶接装置である大板溶接設備の一部分の概要を示すブロック図である。
【図2】図1に示す裏当て支持装置14の拡大側面図である。
【図3】図2に示す裏当銅板支持構造部分の拡大側面図であり、(a)は裏当銅板21上に裏フラックス5rfを散布した直後の状態を示し、(b)は裏フラックス5rfを大板5の裏面に圧接したサブマージアーク溶接の状態を示す。
【図4】図2に示す裏当て支持装置15の昇降フレーム22周りを拡大して示す拡大側面図である。
【図5】図1に示す支持装置12〜15のx駆動機構の電気モータ12M〜15Mを駆動するx駆動装置100の構成を示すブロツク図である。
【図6】図1に示す溶接台車3に吊り下げられた溶接ヘッド基台4の拡大正面図である。
【図7】図1に示す溶接台車3に吊り下げられた溶接ヘッド基台4の支持構造の概要を示す拡大側面図である。
【図8】図6の溶接ヘッド基台4を更に拡大して示す拡大正面図である。
【図9】図8に示すガスシールドアーク溶接トーチ60および揺動装置63を拡大して示す拡大正面図である。
【図10】図9のF10−F10線拡大断面図であり、(a)は保持具61でガスシールドアーク溶接トーチ60を保持した図9に示す状態を示し、(b)はトーチ60を保持具61から取り外すために摘子86のねじ棒84に対するねじ締めを緩めた状態を示し、(c)は、アーム82を開いてトーチ60を保持具61から取り外した状態を示す。
【図11】(a)は、図1に示す大板溶接設備を使用してサブマージアーク溶接する試験材の、溶接前の仮付け溶接位置を示す平面図であり、(b)〜(c)は、試験材の、開先形状を示す右側面図である。
【図12】サブマージ溶接した試験材の、表裏面ビードおよび溶接部(開先部)横断面の写真像を示す図表である。
【図13】図1に示す大板溶接設備を使用してガスシールドアーク溶接する試験材の開先を示す右側面図である。
【図14】CO2シールドアーク溶接した試験材の、表裏面ビードおよび溶接部(開先部)横断面の写真像を示す図表である。
【図15】CO2シールドアーク溶接した試験材の、表裏面ビードおよび溶接部(開先部)横断面の写真像を示す図表である。
【図16】溶接対象の開先に対する裏当銅板21の位置合わせの一態様を示す側面図である。
【符号の説明】
【0090】
1:レール
2:門型台車
3:溶接台車
4:溶接ヘッド基台
5:大板
5rf:裏フラックス
5ff:表フラックス
5cw:カットワイヤ
Ew:サブマージアーク溶接ワイヤ
6〜9:レール
11:裏当銅板台車
12〜16:裏当て支持装置
15SN:センターセンサ
15SL:左リミットセンサ
15SR:右リミットセンサ
21s:銅板支持台
21h:エアーホース
22:昇降フレーム
23:裏当銅板台車
24,25:アーム
26,27:2段シリンダ式油圧ジャッキ
28:チェーンコンベア
29:溝板
30,31:エンドレスチェーン
32:スプロケットホイール
41:車輪
42,43:垂直ブロック
44,45:大板搬送ローラ
46:固定ローラ
47:昇降調整ローラ
48:ベルトコンベア
49:フラックス散布/回収車
50:垂直フレーム
54:開先検知器の倣いローラ
55:開先位置センサ
56:x,z方向位置の手動調整機構
57:吊り脚
58:カットワイヤ散布装置
59:カットワイヤホッパ
60:ガスシールドアーク溶接トーチ
61:保持具
62:中継脚
63:揺動装置
64:揺動アーム
65:減速機
66:電気モータ
67:摘子
68:吊り脚
69:ペールパック
70:第1のフラックス散布ノズル
71:第1のサブマージアーク溶接トーチ(L)
72:ワイヤーコイル
73:フラックスホッパ
74:第2のサブマージアーク溶接トーチ(T1)
75:第2のフラックス散布ノズル
76:第3のサブマージアーク溶接トーチ(T2)
77:フラックス回収器
81,82:アーム
83:蝶番
84:ねじ棒
85:ピン
86:摘子
87:スリーブ
90:制御盤
91b,91t:センター配列指示スイッチ
92b:左右指示スイッチ(一端側指示手段)
92t:左右指示スイッチ(他端側指示手段)
【技術分野】
【0001】
本発明は、裏当材を、片面溶接対象の鋼板間の板継ぎ開先部の下面に、下方から上駆動して裏当て支持する裏当て支持装置およびそれを用いるアーク溶接装置に関する。この溶接装置は、例えば10mm〜35mmの比較的に厚い鋼板の片面サブマージアーク溶接に使用でき、また、例えば6mm〜9mmの比較的に薄い鋼板の片面ガスシールドアーク溶接に使用できる。
【背景技術】
【0002】
従来より、厚鋼板の高能率溶接方法として、片面サブマージアーク溶接方法が造船を中心に盛んに適用されている。片面サブマージアーク溶接装置の裏当て支持装置は、裏当て部材が数10mの長さに及ぶので、フラックスの散布,回収の作業を自動化するために、フラックス散布/回収車が用いられる。裏当て支持装置で裏当て部材を退避位置に下げてから、フラックス散布/回収車が裏当て部材上を走行して溶接工程を経た残留フラックス,スラグを排除する。そして、新規フラックスを裏当て部材の上面に散布する。散布が終わるとフラックス散布/回収車は退避位置に移動し、裏当て支持装置が、裏当て部材を上駆動して板継ぎ鋼板パネルの板継ぎ部にフラックスを押し付ける。そして板継ぎ溶接が開始される。この溶接が終了すると裏当て支持装置が、裏当て部材を退避位置に下げる。そしてフラックス散布/回収車が裏当て部材上を走行して残留フラックス,スラグを排除する。
【0003】
【特許文献1】特開平 10−128542号公報
【特許文献2】特開2004−122138号公報
【特許文献3】特開平 6−254683号公報
【特許文献4】特開平 8− 99178号公報
【特許文献5】特開平 5−337651号公報。
【0004】
特許文献1は、裏当銅板上を走行して溶接に使用した残留フラックス,スラグを裏当銅板から除去し回収し、銅板上面に新規フラックスを散布するフラックス散布/回収装置を記載している。特許文献2は、裏当銅板を支持し、フラックス散布/回収車が裏当銅板から排除したフラックスを排出搬送するチェーンコンベアあるいはスクリューコンベアを備える、裏当銅板支持装置を記載している。コンベアは裏当銅板の下方にあって裏当銅板の長手方向に延びている。
【0005】
近年さらに溶接の効率化の要求は高くなり、フラックスを裏当に使用した3電極以上の電極を用いて、溶接速度が100cm/min以上の高速度で溶接可能な技術が開発されている。例えば特許文献3においては、第1電極に直流電流を流し低電圧としてアークを集中させ、第2電極の電圧を高くして安定且つ健全な裏ビードを形成する。また特許文献4においては、各電極のワイヤ径、第1電極と第2電極の溶接電流,電極間距離および裏当てフラックスの散布厚と嵩密度を限定して高速溶接で裏ビードの幅および高さが安定した滑らかな裏ビードを得ている。さらに特許文献5には、4電極で、各電極のワイヤ径,各電極の溶接電流,電極間距離,裏フラックス成分,表フラックス成分およびワイヤのC量を限定して欠陥のない溶接金属を得る技術の開示がある。
【0006】
フラックス銅裏当て方式の多電極片面サブマージアーク(潜弧)溶接は、溶接速度が速く能率の良い溶接方法で多くの造船所で使用されており、溶接能率を上げるため、溶接ワイヤに4.8mmφ,6.4mmφの太径ワイヤを使用すると共に、鋼板裏面より裏当銅板上に5〜6mm程度に散布した裏フラックスを押当て、裏ビードの凹凸を少なくする。しかしながら、散布フラックスの厚みが薄いと、溶接熱による鋼板歪みが発生した場合には、裏からのフラックス押付け力が減少したり、最悪の場合は開先直下に空間が発生し裏ビード形成ができなくなる(湯滴れ,抜け落ち等)。
【0007】
従って、6〜10mm厚の薄板溶接では溶接熱による鋼板歪み(曲がり)が発生し、良好な裏ビード形成ができない。そこで薄板溶接ではCO2シールドアーク溶接が行われている。しかしCO2シールドアーク溶接などのガスシールドアーク溶接では、裏ビード形成用に固形裏当材を使用するなど、装置が大型で複雑になった。
【発明の開示】
【発明が解決しようとする課題】
【0008】
ところで、造船大板継ぎの、フラックス散布裏当銅板で開先下面を下支持するアーク溶接設備において、大板の溶接長は15〜30mと長いため、裏フラックスを散布する裏当銅板も17〜33mと長くなる。開先幅方向xで裏当銅板を開先に位置合わせるための裏当銅板x駆動機構が備わる裏当装置が、裏当銅板の両端部にあるが、開先幅方向xで裏当銅板を開先に位置合わせるため、x駆動機構が備わる裏当装置によって裏当銅板をx方向に駆動するが、裏当銅板が直線を保ってx方向に平行移動しない場合が発生する。
【0009】
従来、裏当装置の開先幅方向x(左右)の移動は、裏当銅板の端部近く2ケ所(裏当銅板の端部近く)の左右調整ジャッキ機構で押し引きして裏当銅板を開先線と合わせているが、裏当銅板が円弧状に変形して開先線全長に渡る位置合わせが難しい。すなわち、裏当銅板の両端部のx駆動機構が備わる裏当装置を同時に同方向に駆動すると、裏当銅板の両端部は所定量同方向に移動しても、裏当銅板の中間点の移動量が少なく、中間点の位置ずれ調整が必要になることがある。また、開先が裏当銅板に対して平行でない場合には、裏当銅板の端部を片方のみあるいは片方づつx駆動機構が備わる裏当装置でx駆動して裏当銅板の端部を開先に合わせる裏当銅板の姿勢調整をするが、裏当銅板の静止側端部を中心に裏当銅板が直線を保って駆動側端部が旋回するのではなく、駆動側端部に近いほど大きく曲がって、静止側端部に近いほど所要のx移動量が得られないことがある。
【0010】
特に、図16に示すように、溶接対象鋼板5が異厚であって下面に段差があるので、段差のテーパ面を裏当銅板21の側部テーパ面に合わせて、裏フラックス5rfを開先下面に圧接するアーク溶接の場合、鋼板5の開先に対して裏当銅板21がx方向にずれていると、所要厚の裏フラックス5rfを開先下面に均等に圧接せず、裏ビードが不均一となり、極端な場合は裏ビードの溶落ちトラブルになる。
【0011】
従って開先の全長に渡って、開先に対して裏当銅板21を図16に示すように正確に位置決めする必要があるが、この位置調整に大変な労力を費やすことがある。
【0012】
本発明は、y方向に延びる開先の全長に及ぶ裏当材の開先幅方向xの位置調整を容易にすることを目的とする。
【課題を解決するための手段】
【0013】
(1)水平y方向に延びる裏当材(21);
前記裏当材(21)を下支持し、それぞれが裏当材昇降機構および裏当材水平x駆動機構を有する、水平y方向に分布する3以上の裏当て支持装置(12-15);および、
前記裏当て支持装置群の中の、y方向の一端部の支持装置(12)の前記水平x駆動機構(12M)は駆動せず他端部の支持装置(15)の前記水平x駆動機構(15M)を駆動するとき、両端部の支持装置(12,15)の間にある支持装置(13,14)の前記裏当材水平x駆動機構(13M,14M)は、両端部の支持装置(12,15)間のy方向距離(L1+L2+L3)に対する前記一端部の支持装置(12)からの距離(L1,L1+L2)の比(L1/(L1+L2+L3),(L1+L2)/(L1+L2+L3))と他端部の支持装置(15)の駆動速度との積の速度で同時駆動する裏当材のx駆動装置(100);を備える裏当装置。
【0014】
なお、理解を容易にするためにカッコ内には、図面に示し後述する実施例の対応又は相当要素の符号を、例示として参考までに付記した。以下も同様である。
【発明の効果】
【0015】
裏当材水平x駆動機構を有する裏当て支持装置が3以上であるので、裏当材の両端部のみならず両端部間においても裏当材をx駆動することができる。そして、裏当材の一端部は静止のまま他端部を開先にx位置合わせするために、該他端部をx駆動するとき、両端部の支持装置の間にある支持装置の前記裏当材水平x駆動機構は、両端部の支持装置間のy方向距離に対する前記一端部の支持装置からの距離の比と他端部の支持装置の駆動速度との積の速度で裏当材を同時駆動する。これにより裏当材は、静止側一端部を中心に直線を保って、駆動側他端部が旋回する。静止側一端部の支持装置以外のx駆動機構を有する裏当て支持装置の全てが同時に、旋回半径上の各装置位置対応の、裏当材が直線を維持するに必要な速度で裏当材を駆動するので、各支持装置に加わる駆動負荷は、各支持装置を個別に駆動する場合よりも軽く、裏当材が直線を保って円滑に旋回する。
【発明を実施するための最良の形態】
【0016】
(2)各裏当材水平x駆動機構はx駆動同期パルスを発生する各パルス発生器(12R-15R)を含み;前記x駆動装置(100)は、各パルス発生器が発生するx駆動同期パルスの周波数を検出する手段(12F-15F)、および、前記他端部の支持装置(15)のパルス発生器が発生するx駆動同期パルスの周波数に前記比を乗算した周波数に、前記両端部の支持装置(12,15)の間にある支持装置(13,14)の前記裏当材水平x駆動機構(13M,14M)のパルス発生器が発生するx駆動同期パルスの周波数が合致するように、前記両端部の支持装置(12,15)の間にある支持装置(13,14)の前記裏当材水平x駆動機構(13M,14M)を駆動する手段(13vdb, 13vdt,13D/14vdb,14vdt,14D)を含む;上記(1)に記載の裏当装置。
【0017】
(3)前記x駆動装置(100)は、前記一端部の支持装置(12)のx駆動を指示する一端側指示手段(91b,92b)および前記他端部の支持装置(15)のx駆動を指示する他端側指示手段(91t,92t)を含み、前記一端側指示手段(91b,92b)のx駆動指示に応じて前記一端部の支持装置(12)ならびに前記両端部の支持装置(12,15)の間にある支持装置(13,14)を駆動し、前記他端側指示手段(91t,92t)のx駆動指示に応じて前記他端部の支持装置(15)ならびに前記両端部の支持装置(12,15)の間にある支持装置(13,14)を駆動する;上記(1)又は(2)に記載の裏当装置。
【0018】
(4)前記一端側指示手段(91b,92b)および他端側指示手段(91t,92t)はそれぞれ、x方向の往方向駆動と復方向駆動を択一指示する;上記(3)に記載の裏当装置。
【0019】
(5)前記x駆動装置(100)は、センター配列指示手段(91b,91t)を含み、該センター配列指示手段(91b,91t)のセンター配列指示に応答して、前記裏当て支持装置群の各支持装置をx方向のセンターに駆動する;上記(1)乃至(4)の何れか1つに記載の裏当装置。
【0020】
(6)上記(1)乃至(5)のいずれか1つに記載の裏当装置(12-15,100);
水平y方向に走行する溶接台車(3);
該溶接台車(3)に装備した昇降機構(53)および水平x駆動機構(52)で支持され、垂直zおよび水平x方向に駆動される溶接ヘッド基台(4);
該溶接ヘッド基台(4)で支持された開先検知器(54,55);および、
該開先検知器(54,55)の開先検知に基づいて前記昇降機構(53)および水平x駆動機構(52)を駆動して前記溶接ヘッド基台(4)を開先に対して所定の高さおよび水平x位置に制御する倣い制御手段(90);
を備えるアーク溶接装置。
【0021】
(7)前記溶接ヘッド基台(4)で、溶加剤散布装置(58),ガスシールドアーク溶接トーチ保持具(61),サブマージアーク溶接用の表フラックス散布ノズル(70,75)および複数のサブマージアーク溶接トーチ(71,74,76)を、水平y方向に並べて支持し;前記溶接台車(3)に、前記ガスシールドアーク溶接トーチ保持具(61)に保持されるガスシールドアーク溶接トーチ(60)にガスシールドアーク溶接ワイヤを供給する手段(69),前記表フラックス散布ノズル(70,75)にフラックスを供給する手段(73)、および、前記サブマージアーク溶接トーチ(71,74,76)のそれぞれにサブマージアーク溶接ワイヤを供給する手段(72)、を装備した;上記(6)に記載のアーク溶接装置。
【0022】
これによれば、複数のサブマージアーク溶接トーチ(71,74,76)を使用する比較的に厚い鋼板のサブマージ溶接を行うことができるのは勿論、ガスシールドアーク溶接トーチ保持具(61)にガスシールドアーク溶接トーチ(60)を保持して比較的に薄い鋼板のガスシールドアーク溶接をも、択一的に実施することができ、いずれの溶接でも、良好な裏ビード形成が可能である。
【0023】
(8)前記溶接ヘッド基台(4)に、溶接の進行方向(y)に関して先頭から、前記開先検知器(54,55),溶加剤散布装置(58),ガスシールドアーク溶接トーチ保持具(61)、および、サブマージアーク溶接用の表フラックス散布ノズル(70,75)と複数のサブマージアーク溶接トーチ(71,74,76)を、この順に配列した;上記(7)に記載のアーク溶接装置。
【0024】
(9)前記複数のサブマージアーク溶接トーチ(71,74,76)の中の最先頭の第1のサブマージアーク溶接トーチ(71)の直前に第1の表フラックス散布ノズル(70)があり、第1のサブマージアーク溶接トーチ(71)の後に第2のサブマージアーク溶接トーチ(74)があり、第2のサブマージアーク溶接トーチ(74)の後に第2の表フラックス散布ノズル(75)があり、第2の表フラックス散布ノズル(75)の後に第3のサブマージアーク溶接トーチ(76)がある;上記(8)に記載のアーク溶接装置。
【0025】
(10)前記溶接ヘッド基台(4)で支持されたフラックス回収手段(77)が、溶接の進行方向(y)に関して最下流の位置にある;上記(8)又は(9)に記載のアーク溶接装置。
【0026】
(11)更に、前記ガスシールドアーク溶接トーチ保持具(61)を支持し開先幅方向xに揺動駆動する、前記溶接ヘッド基台で支持された揺動装置(63)を備える;上記(7)乃至(10)のいずれか1つに記載のアーク溶接装置。
【0027】
(12)前記裏当て支持装置(14:21s〜27)は、前記裏当材(21)を支持する昇降フレーム(22)および該昇降フレームを上駆動する駆動手段を備え;前記昇降フレーム(22)より、水平x方向に延びて、該昇降フレーム(22)が昇降する空間の、x方向で両側の外にそれぞれが突出した複数の支持アーム(24,25)、および、該支持アームのそれぞれを上駆動する複数の駆動手段(26,27)、を備えた;上記(7)乃至(11)のいずれか1つに記載のアーク溶接装置。
【0028】
(13)前記昇降フレーム(22)の下方に、裏当て部材(21)から落下したフラックスを回収する、y方向に延びるチェーンコンベア(28)を設置した;上記(12)に記載のアーク溶接装置。
【0029】
(14)前記駆動手段(26,27)は、複数段式の油圧ジャッキである、上記(12)又は(13)に記載の裏当て支持装置。
【0030】
本発明の他の目的および特徴は、図面を参照した以下の実施例の説明より明らかになろう。
【実施例1】
【0031】
図1に本発明の1実施例を装備した大板溶接設備の一部概要を示す。図1紙面に垂直な水平x方向に延びるレール1に門型台車2が乗っており、レール1上を水平x方向に走行することができる。門型台車2の水平y方向に延びる梁には、水平y方向に走行する溶接台車3が装着されており、該溶接台車3で、溶接ヘッド基台4が支持されている。基台4には、複数電極の片面サブマージアーク溶接装置を装備し、また、片面ガスシールドアーク溶接装置を装備している。
【0032】
複数の鋼板を仮付け溶接により連接した大板5は、図示しない搬送ローラで、図1に示す高さ(z位置)で水平x方向に搬送される。なお、片面溶接装置4は、水平y方向(矢印yの矢印と逆方向)に駆動されて、大板5の、水平x方向に分布する、仮付け溶接で連接した2鋼板間の板継ぎ溶接部をサブマージアーク溶接又はガスシールドアーク溶接する。そのときは、裏当銅板21は上方向zに上昇して、その上面に散布されたフラックスを介して大板5の裏面の板継ぎ溶接部に圧接している。
【0033】
床面(ピット底面)には、水平y方向に数10mに渡って、水平x方向に延びる複数のレール6〜9,・・・が敷設されており、これらのレールに、裏当銅板台車11が載っている。この台車11に、複数の裏当て支持装置12〜16,・・・が組付けられている。
【0034】
図2に、裏当て支持装置15を拡大して示す。台車11には垂直ブロック42,43があり、その上に大板搬送ローラ44,45および板継ぎ部の高さ調整のための下支え固定ローラ46および下支え昇降調整ローラ47がある。板継ぎ部は裏当銅板21の真上に位置し、板継ぎ部の、図2上で左方の鋼板はローラ46で下支持されるが、右方の鋼板はローラ47の昇降調整によって左方の鋼板と高さが揃えられる。
【0035】
ブロック42と43で昇降フレーム22が上下zに移動可に案内されている。昇降フレームの上面には、裏当銅板台車23が左右方向xに移動可能に乗っており、この台車23上に裏当銅板21がある。
【0036】
昇降フレーム22には、左右に突出するアーム24,25があり、これらのアーム24,25を、2段シリンダ式の油圧ジャッキ26,27が、下支持している。油圧ジャッキ26,27は、裏当銅板台車11で下支持されている。昇降フレーム22が昇降する空間の下方には、チェーンコンベア28があり、裏当銅板台車11で支持されている。
【0037】
チェーンコンベア28のエンドレスチェーン30,31は、スプロケットホイール32(図1)に噛み合って張架されており、紛体搬送用の多数の掻き脚をムカデの脚のようにチェーンの両側(x方向)に突き出したものである。上側のチェーン30の掻き脚は、y方向に延びる溝板29(図2)に摺接し、これがy方向に移動することにより、裏当銅板21から排除されて落下し溝板29に落ち込んだ、溶接後の残留フラックス,スラグが、y方向に搬送されて、図1に示す、x方向に延びるベルトコンベア48に落下してベルトコンベア48によってx方向に搬出される。
【0038】
裏当銅板21上の、溶接後残留フラックス,スラグを、フラックス散布/回収車49で除去してチェーンコンベア28上に落とす回収時、ならびに、次の溶接のために新規フラックスを裏当銅板21上に散布するときには、裏当銅板21は、図2に実線で示す下退避位置(z位置)に置かれる。次の溶接用の新規フラックスを散布した裏当銅板21は、2段シリンダ式の油圧ジャッキ26,27に圧油を注入してピストンロッドを突き出すことにより、図2に2点鎖線で示す位置(z位置)に押し上げられる。このように板継ぎ部に新規フラックスを散布した裏当銅板21を押し上げた状態を図3の(a)に示す。
【0039】
図3の(a)に示す5rfが、裏当銅板21上に散布された裏フラックスである。油圧ジャッキ26,27による裏当銅板21の上駆動は、裏当銅板21の上面が、溶接対象材である大板5の下面のから2cm前後下の位置になったときに止められる。ついで、消防用の高圧送水用ホースを転用したエアーホース21hに高圧エアーが送給され、ホース21hが円形になるように膨らみ、これによって銅板支持台21sが上駆動されて、裏当銅板21を上駆動し、裏当銅板21上に5mm厚程度に散布された裏フラックス5rfが大板5の下面に圧接する。この状態で、溶接ヘッド基台4にある複数台のサブマージアーク溶接機又は一台のガスシールドアーク溶接機がy方向に走行しながら板継ぎ部を溶接する。溶接中には、大板5の開先にカットワイヤ5cwが送給され、サブマージアーク溶接のときには、図3の(b)に示すように、カットワイヤ5cwの上に表フラックス5ffが散布されその中で、溶接ワイヤEwのアークがカットワイヤ5cwを溶かす。ガスシールドアーク溶接のばあいには表フラックスの散布はなく、溶接トーチから吹き出すシールドガスで溶融プールが包まれる。y方向の全長の溶接が終わると、裏当銅板21は、図2に実線で示す下退避位置(z位置)に戻される。
【0040】
チェーンコンベア28は、昇降フレーム22の下方にあって昇降フレーム22とは分離し台車11で固定支持するので、昇降フレーム22を下支持する油圧ジャッキの負荷とはならない。従来は、油圧ジャッキをチェーンコンベア又はスクリューコンベアの下方に置いて昇降フレーム22を上駆動するので、大板下面(溶接中の裏当銅板の上面位置)から油圧ジャッキの下底までの深さ(z距離)が深く(長く)、裏当銅板台車11を設置する深いピットが必要である。
【0041】
しかし、図2に示すように、昇降フレーム22が昇降する空間の、x方向で両側の外に支持アーム24,25を突き出し、これらの支持アーム24,25を2段シリンダ式の油圧ジャッキ26,27で下支持するので、大板5の下面から油圧ジャッキ26,27の下底までの深さ(z距離)を浅く(短く)して、裏当銅板台車11を設置するピットの所要深さを浅くすることができる。すなわち、浅いピットにも、裏当て支持装置を装備し、残留フラックス排出用のコンベアを装備することができる。
【0042】
図4に、図2に示す裏当て支持装置15の昇降フレーム22周りを拡大して示す。昇降フレーム22上で左右方向xに移動可能な裏当銅板台車23には垂下フレーム23aの上端が固着されており、この垂下フレーム23aの下端に、開先幅方向xに延びるねじ棒15msの先端が固着されている。該ねじ棒15msは、x往復機構15G2の、外歯付きのナットとねじ結合している。該ナットの外歯には駆動ギアが噛み合っており、該駆動ギアは、減速機15G1の出力軸に連結されている。減速機15G1の入力軸には電気モータ15Mの回転軸が連結されている。電気モータ15Mの回転軸にはロータリエンコーダ22が連結されており、該ロータリエンコーダ15Rが電気モータ15Mの回転軸の所定微小角度の回転につき1パルスの回転同期パルスを発生する。電気モータ15Mが正転するとねじ棒15msが左(L)方向に繰り出されて、裏当銅板台車23が左(L)方向(図4上のx矢印方向と逆の方向)に移動する。電気モータ15Mが逆転するとねじ棒15msが右(R)方向に引き込まれて、裏当銅板台車23が右(R)方向(図4上のx矢印方向の方向)に移動する。
【0043】
昇降フレーム22の下方には、センターセンサ15SN,左リミットセンサ15SLおよび右リミットセンサ15SRが配置されており、センターセンサ15SNは、裏当銅板21のx方向中心位置が、y方向に延びる仮想の開先基準線と同一のx位置にあるとき、垂下フレーム23aを検出して高レベルH信号(開先センター検出信号)を出力し、該x位置から外れているときには低レベルL信号を出力する。
【0044】
上述のx駆動機構(23a,15ms,15G2,15G1,15M,15R,15SN,15SLおよび15SRの組合せ)と同様なx駆動機構が、図1に示す、裏当銅板21の、開先溶接方向yの始端側の第1番の裏当て支持装置12,第4番の裏当て支持装置13,第7番の裏当て支持装置14、および、第10番の裏当て支持装置15に備わっているが、他の、第2,3,5,6,8,9,11番の支持装置には備わっていない。なお、裏当銅板昇降機構は全ての裏当て支持装置に備わっている。
【0045】
上記、x駆動機構が備わった裏当て支持装置12,13,14および15の、図1に示すy方向の配列間隔L1,L2およびL3は、この実施例では同一である。なお、従来は、裏当銅板21の両端部のそれぞれに近い裏当て支持装置12と15のみに、x駆動機構を備えていたが、本実施例では、それらの間を3等分する位置にある第4番の裏当て支持装置13および第7番の裏当て支持装置14にも、上述のx駆動機構を備えている。
【0046】
図5に、x駆動機構が備わった裏当て支持装置12,13,14および15のx駆動機構の電気モータ12M,13M,14Mおよび15Mを駆動する、裏当銅板のx位置調整システムを示す。図5に示すセンター配列指示スイッチ91bおよび左右指示スイッチ92b(一端側指示手段)は、図1に示す溶接設備のy溶接走行始端側(図1上で左側)の地上制御盤に接続した手元(携帯)操作端末にある。図5に示すセンター配列指示スイッチ91tおよび左右指示スイッチ92t(他端側指示手段)は、図1に示す溶接設備のy溶接走行終端側(図1上で右側)の地上制御盤に接続した手元(携帯)操作端末にある。
【0047】
センター配列指示スイッチ91bおよび91tは、裏当銅板のx位置初期化指示用のプッシュスイッチ(リセットスイッチ)であり、操作ボタンが押下されている間閉となり、押下力がなくなると開に自動復帰する。オペレータがセンター配列指示スイッチ91b又は91tの操作ボタンを押下し、そして離すと、高レベルHパルスが、センター配列指示ラインに現れて、x駆動機構の電気モータ12M,13M,14Mおよび15Mのそれぞれを駆動する各モータドライバ12D〜15Dに与えられる。たとえばモータドライバ15Dは、該Hパルスに応答して、電気モータ15Mを正転駆動し、センターセンサ15SNが開先センター検出信号(H)を出力するとそこで正転駆動を停止する。センターセンサ15SNが開先センター検出信号(H)を出力せず、左リミットセンサ15SLが垂下フレーム23aを検出した信号Hを出力すると、そこで正転駆動を停止する。これにより、支持装置15のy位置で裏当銅板21のx方向中心位置が、開先基準線のx位置となる。他のモータドライバ12D〜14Dも同様に動作して、支持装置12〜14の各y位置で裏当銅板21のx方向中心位置を、開先基準線のx位置に合わせる。
【0048】
左右指示スイッチ92b(一端側指示手段)および92t(他端側指示手段)は、常開の選択スイッチであり、操作端末の盤面から操作レバーが起立しており(スイッチ開)、この操作レバーを盤面上にL(左)と表示された方向とR(右)と表示された方向に倒すことができる。オペレータは、左右指示スイッチ92bを用いて、裏当銅板21の、溶接設備のy溶接走行始端側(図1上で左側)の端部すなわち始端を、開先基準線に対してx方向に位置調整できる。また、左右指示スイッチ92tを用いて、裏当銅板21の、溶接設備のy溶接走行終端側(図1上で右側)の端部すなわち終端を、開先基準線に対してx方向に位置調整できる。
【0049】
オペレータが、左右指示スイッチ92bの操作レバーをL(左)側に倒すと、高レベルH(左駆動指示信号)がモータドライバ12Dに与えられ、また、ダイオードd6および左駆動指示ラインを通してモータドライバ13Dおよび14Dに与えられる。しかし、このH(左駆動指示信号)は、ダイオードd8で遮断されてモータドライバ15Dには与えられない。モータドライバ12Dは、この左駆動指示信号Hに応答して、抵抗R1,R2の分圧電圧に対応する速度で電気モータ12Mを正転駆動する。電気モータ12Mの回転によりロータリエンコーダ12Rが電気パルスを発生し、F/Vコンバータ12Fがその周波数を電圧レベル(周波数信号:速度信号)に変換する。モータドライバ12Dは、F/Vコンバータ12Fが発生する電気パルスの周波数すなわち電気モータ12Mの回転速度が、抵抗R1,R2の分圧電圧レベル(目標周波数信号:目標速度信号)に合致するように、電気モータ12Mを増速又は減速する。これにより電気モータ12Mは、左駆動指示信号Hがある間、抵抗R1,R2の分圧電圧レベルが指定する速度で正転する。
【0050】
モータドライバ13Dは、F/Vコンバータ12Fが発生する電圧レベル(周波数信号:速度信号)の(L2+L3)/(L1+L2+L3)、L1=L2=L3であるので、2/3、の電圧レベルを目標速度(目標周波数)として、電気モータ13Mの回転速度(F/Vコンバータ13Fの出力電圧)が目標速度になるように、電気モータ13Mを正転駆動する。なお、2/3の分圧は、抵抗R1,R2による分圧器と同様な抵抗分圧器によって行う。1/3の分圧も同様である。
【0051】
モータドライバ14Dは、F/Vコンバータ12Fが発生する電圧レベル(周波数信号:速度信号)の(L3)/(L1+L2+L3)、L1=L2=L3であるので、1/3、の電圧レベルを目標速度(目標周波数)として、電気モータ14Mの回転速度(F/Vコンバータ14Fの出力電圧)が目標速度になるように、電気モータ14Mを正転駆動する。
【0052】
オペレータが、左右指示スイッチ92bの操作レバーをR(右)側に倒すと、高レベルH(右駆動指示信号)がモータドライバ12Dに与えられ、また、ダイオードd5および右駆動指示ラインを通してモータドライバ13Dおよび14Dに与えられる。しかし、このH(右駆動指示信号)も、ダイオードd7で遮断されてモータドライバ15Dには与えられない。この場合には、モータドライバ12Dは、抵抗R1,R2の分圧電圧に対応する速度で電気モータ12Mを逆転駆動する。モータドライバ13Dは、F/Vコンバータ12Fが発生する速度信号の2/3の電圧レベルを目標速度として、電気モータ13Mを逆転駆動する。モータドライバ14Dは、F/Vコンバータ12Fが発生する速度信号の1/3を目標速度として、電気モータ14Mを逆転駆動する。
【0053】
上述のように、左右指示スイッチ92bを用いて、裏当銅板21の始端を、開先基準線に対してx方向に位置調整するとき、支持装置12による裏当銅板21の始端側のx駆動速度の、2/3の速度で支持装置13が裏当銅板21を同方向に駆動し、1/3の速度で支持装置14が裏当銅板21を同方向に駆動する。裏当銅板21の終端側の支持装置15は裏当銅板21を駆動しない。したがって、裏当銅板21は、y方向の直線性を保って、始端側がx方向に旋回移動する。裏当銅板21のy方向の3点が同時に駆動されるので、各部の駆動負荷は、単独駆動の場合よりも低く、裏当銅板21は滑らかに移動する。裏当銅板21の始端側の、開先基準線に対するz位置調整が容易である。
【0054】
オペレータが、左右指示スイッチ92tの操作レバーをL(左)側に倒すと、高レベルH(左駆動指示信号)がモータドライバ15Dに与えられ、また、ダイオードd8および左駆動指示ラインを通してモータドライバ13Dおよび14Dに与えられる。しかし、このH(左駆動指示信号)は、ダイオードd6で遮断されてモータドライバ12Dには与えられない。モータドライバ15Dは、この左駆動指示信号Hに応答して、抵抗R3,R4の分圧電圧に対応する速度で電気モータ15Mを正転駆動する。電気モータ15Mの回転によりロータリエンコーダ15Rが電気パルスを発生し、F/Vコンバータ15Fがその周波数を回転速度信号に変換する。モータドライバ15Dは、電気モータ15Mの回転速度が、抵抗R3,R4の目標速度信号に合致するように、電気モータ15Mを増速又は減速する。これにより電気モータ15Mは、左駆動指示信号Hがある間、抵抗R3,R4の分圧電圧レベルが指定する速度で正転する。
【0055】
モータドライバ13Dは、F/Vコンバータ15Fが発生する電圧レベルのL1/(L1+L2+L3)、L1=L2=L3であるので、1/3、の電圧レベルを目標速度として、電気モータ13Mの回転速度(F/Vコンバータ13Fの出力電圧)が目標速度になるように、電気モータ13Mを正転駆動する。
【0056】
モータドライバ14Dは、F/Vコンバータ12Fが発生する電圧レベル(速度信号)の(L1+L2)/(L1+L2+L3)、L1=L2=L3であるので、2/3、の電圧レベルを目標速度として、電気モータ14Mの回転速度(F/Vコンバータ14Fの出力電圧)が目標速度になるように、電気モータ14Mを正転駆動する。
【0057】
オペレータが、左右指示スイッチ92tの操作レバーをR(右)側に倒すと、高レベルH(右駆動指示信号)がモータドライバ15Dに与えられ、また、ダイオードd7および右駆動指示ラインを通してモータドライバ13Dおよび14Dに与えられる。しかし、このH(右駆動指示信号)も、ダイオードd5で遮断されてモータドライバ12Dには与えられない。この場合には、モータドライバ15Dは、抵抗R3,R4の分圧電圧に対応する速度で電気モータ15Mを逆転駆動する。モータドライバ13Dは、F/Vコンバータ12Fが発生する速度信号の1/3の電圧レベルを目標速度として、電気モータ13Mを逆転駆動する。モータドライバ14Dは、F/Vコンバータ12Fが発生する速度信号の2/3を目標速度として、電気モータ14Mを逆転駆動する。
【0058】
上述のように、左右指示スイッチ92tを用いて、裏当銅板21の終端を、開先基準線に対してx方向に位置調整するとき、支持装置15による裏当銅板21の終端側のx駆動速度の、1/3の速度で支持装置13が裏当銅板21を同方向に駆動し、2/3の速度で支持装置14が裏当銅板21を同方向に駆動する。裏当銅板21の始端側の支持装置12は裏当銅板21を駆動しない。したがって、裏当銅板21は、y方向の直線性を保って、終端側がx方向に旋回移動する。裏当銅板21のy方向の3点が同時に駆動されるので、各部の駆動負荷は、単独駆動の場合よりも低く、裏当銅板21は滑らかに移動する。裏当銅板21の終端側の、開先基準線に対するz位置調整が容易である。
【0059】
図6および図7に、溶接ヘッド基台4の支持構造を示す。溶接台車3から、垂直フレーム50が垂下しており、このフレーム50に昇降フレーム51が、上下方向zに昇降自在に支持され、かつ、昇降モータ53を含む昇降機構により上下方向zに昇降駆動される。この昇降フレーム51に水平方向xに水平移動自在に溶接ヘッド基台4が吊り下げ支持されており(図7)、昇降フレーム51上の、図示を省略した水平駆動モータを含む水平x駆動機構52により水平方向xすなわち開先を横切る方向(開先の幅方向)に駆動される。
【0060】
図8に示すように、溶接ヘッド基台4には、開先検知器の倣いローラ54,該倣いローラ54の水平x方向(開先の幅方向)および垂直z方向(開先の深さ方向)の変位を検出して開先のx,z位置ずれを検出する開先位置センサ55、および、これらを支持し倣いローラ54を開先の幅中心とするようにx,z方向に位置調整(設定)する手動調整機構56があり、該機構56を支持する吊り脚57が溶接ヘッド基台4に固着されている。溶接時には、開先位置センサ55の、開先のx,z位置ずれ信号に基づいて、制御盤90(図7)にある倣い制御器が、開先に対して溶接ヘッド基台4が予め設定された所定の高さzおよびx位置になるように、昇降機構の昇降モータ53および水平x駆動機構52の水平駆動モータを駆動する。
【0061】
溶接ヘッド基台4の溶接時移動方向yで前記倣いローラ54の後方には、カットワイヤ散布装置58の散布ノズルがある。該カットワイヤ散布装置58は、手動調整機構56で支持されている。このカットワイヤ散布装置58には、溶接ヘッド基台4に装着したカットワイヤホッパ59に収納したカットワイヤが供給される。
【0062】
ガスシールドアーク溶接をする使用態様では、溶接ヘッド基台4の溶接時移動方向yで前記カットワイヤ散布ノズルの後方に、ガスシールドアーク溶接トーチ60が配置され保持具61に装着され、トーチ60側のケーブルコネクタが、溶接ヘッド基台4で支持された本体側ケーブルのコネクタに接続される。保持具61はガスシールドアーク溶接トーチ60を脱着自在である。サブマージアーク溶接をする使用態様では、ガスシールドアーク溶接トーチ60が保持具61から外されて、トーチ60側の図示しないケーブルコネクタが、溶接ヘッド基台4で支持された本体側ケーブルのコネクタから外されて、溶接トーチ60は溶接ヘッド基台4から分離される。トーチ60側のケーブルおよび本体側ケーブルには、シールドガス供給ホースおよび溶接ワイヤ案内パイプがあり、本体側ケーブル内のシールドガス供給ホースには溶接台車3上の図示を省略したガスボンベからシールドガスが供給される。本体側ケーブル内の溶接ワイヤ案内パイプには、溶接台車3上のペールパック69(図6,図7)から払い出されるガスシールド溶接ワイヤが送給される。ガスシールド溶接態様では、本体側ケーブル内の溶接ワイヤ案内パイプを通り、ケーブルコネクタを通ってトーチ側ケーブル内の溶接ワイヤ案内パイプを通つた溶接ワイヤがトーチ60の下端から開先に向けて繰り出される。シールドガスは本体側ケーブル内のシールドガス供給ホースを通ってトーチ側ケーブル内のシールドガス供給ホースを通つたシールドガスがトーチ60の下端から開先に向けて吹き出す。
【0063】
保持具61は中継脚62の下端に固着しており、該中継脚62の上端が、開先幅方向の揺動装置63の揺動アーム64の先端に固着されている。揺動装置63は吊り脚68で支持され、該吊り脚68が溶接ヘッド基台4に固着されている。
【0064】
溶接ヘッド基台4の溶接時移動方向yで前記ガスシールドアーク溶接トーチ60の後方となる位置に、第1のフラックス散布ノズル70が、その後方に第1のサブマージアーク溶接トーチ71(L)があって、フラックス散布ノズル70はサブマージアーク溶接トーチ71の基幹で支持されている。サブマージアーク溶接トーチ71の基幹は、溶接ヘッド基台4で支持されている。サブマージアーク溶接トーチ71には、溶接台車3上の3台のワイヤーコイルの1つ72(図6)から溶接ワイヤが払い出される。第1のフラックス散布ノズル70には、フラックスホッパ73(図6,図7)からフラックスが供給される。
【0065】
溶接ヘッド基台4の溶接時移動方向yで前記第1のサブマージアーク溶接トーチ71(L)の後方となる位置に、第2のサブマージアーク溶接トーチ74(T1)があり、その基幹が溶接ヘッド基台4で支持されている。サブマージアーク溶接トーチ74には、溶接台車3上の3台のワイヤーコイルの1つから溶接ワイヤが払い出される。溶接ヘッド基台4の溶接時移動方向yで前記第2のサブマージアーク溶接トーチ74(T1)の後方となる位置に、第2のフラックス散布ノズル75が、その後方に第3のサブマージアーク溶接トーチ76(T2)があって、第2のフラックス散布ノズル75は第3のサブマージアーク溶接トーチ76の基幹で支持されている。サブマージアーク溶接トーチ76の基幹は、溶接ヘッド基台4で支持されている。サブマージアーク溶接トーチ76には、溶接台車3上の3台のワイヤーコイルの1つから溶接ワイヤが払い出される。フラックス散布ノズル75には、フラックスホッパ73からフラックスが供給される。
【0066】
溶接ヘッド基台4の溶接時移動方向yで前記第3のサブマージアーク溶接トーチ76(T2)のかなり後方となる位置に、フラックス回収器(吸引ノズル)77があり、その基幹が溶接ヘッド基台4で支持されている。フラックス回収器77は、溶接後の開先周りに残留するフラックスを吸引してフラックスホッパ73(図6,図7)に戻す。
【0067】
図9に、ガスシールド溶接トーチ60の支持構造部を拡大して示す。揺動装置63の揺動アーム64を開先幅方向xに往復駆動する揺動機構は、減速機65を介して電気モータ66が駆動する。電気モータ66が減速機65の入力軸を回転駆動し、減速機65の出力軸が揺動機構64の偏心カムを回転駆動し、偏心カムがクランクをx方向に往復駆動する。クランクには揺動中心(振り中心)をシフトして揺動幅を変える揺動幅調節機構があり、該機構に結合した摘子67を廻して揺動幅を手動調整できる。
【0068】
図10に、図9のF10−F10線拡大断面を示す。図10の(a)は図9および図8に示すように保持具61にガスシールドアーク溶接トーチ60を装着した状態を示す。保持具61は一対の押さえアーム81,82を蝶番83で開閉自在に結合したものである。アーム81,82の先端部には、y,z平面(図9紙面)で横向きの凹型となる切欠があり、そこにねじ棒84が嵌まり込んでいる。ねじ棒84の一端はx方向に延びるピンでアーム81の先端部に、該ピンを中心に回動自在に結合している。ねじ棒84の他端側の雄ねじには、スリーブ87付きの雌ねじ摘子86が螺合して該摘子86のねじ締めにより、摘子86のスリーブの端面がアーム82の外面(x,y面)に圧接し、これによりアーム81,82がトーチ60挟持を挟持している。摘子86をねじ棒84に対してねじ結合を外す(緩める)方向に廻して、図10の(b)に示すようにねじ棒84を時計方向に廻すことにより、アーム82がねじ棒84から外れて、図10の(c)に示すように、アーム82を開いてガスシールドアーク溶接トーチ60を保持具61から取り外すことができる。そして、ガスシールドアーク溶接ケーブルの本体側コネクタからトーチ側コネクタを外すことにより、ガスシールドアーク溶接トーチ60を溶接ヘッド基台4から分離することができる。
【0069】
次に、図1〜図10に示し上述した、アブマージアーク溶接およびガスシールドアーク溶接に兼用の溶接設備の使用態様と試験溶接結果を示す。
1.サブマージアーク溶接
上記溶接設備のガスシールドアーク溶接トーチ60を溶接ヘッド基台4から分離して、上記溶接設備によりるサブマージアーク溶接を実施して、溶接品質に対する開先ギャップおよび薄板の目違いの影響について検討を行った。供試材料を、表1〜表5に示す。
【0070】
【表1】
【0071】
【表2】
【0072】
【表3】
【0073】
【表4】
【0074】
【表5】
【0075】
図11の(b)〜(c)に示すように、表1に示す化学成分の溶接対象鋼板を、幅500mm,長さ1500mm,開先角度40°とし、V型開先でギャップが開きあるいは目違いであるため、仮付け部開先裏面に裏当材を貼り付けて、仮付け溶接した。これによって鋼板の裏面に貫通した裏ビードをグラインダで研削し、開先裏面を平滑にした。図11の(a)には仮付け溶接箇所を示す。
【0076】
溶接条件は、次の表6および表7に示すものとした。表7上の溶接No.1,4は、裏側開先ギャップが0の例である。溶接No.2は、裏側開先ギャップが3mmの例である。溶接No.3は、裏側開先ギャップが5mmの例である。溶接No.4は、図11の(c)に示すように板厚9mmと組合せ、裏側開先ギャップ0で3mm差の目違い開先としたものである。
【0077】
【表6】
【0078】
【表7】
【0079】
図12に、表7の溶接条件によるサブマージアーク溶接で得られた開先部断面形状(マクロ断面)およびビード外観(平面)を示す。図12上のマクロ断面の欄の上段が定常部の断面、下段が仮付け部の断面である。ビード外観の欄の上段が表ビード、下段が裏ビードである。図12から明らかなように、裏側開先ギャップ0〜5mm、目違い3mmにおいても、良好な溶接結果がえられた。なお、別途実施した板厚10mmおよび35mmの場合は裏側開先ギャップ0〜5mmで、板厚16mmの場合と同様に良好な結果が得られた。
2.ガスシールドアーク溶接
上記溶接設備のガスシールドアーク溶接トーチ60を溶接ヘッド基台4に装着して、フラックス銅裏当てによる片面ガスシールドアーク溶接により、薄板を片面溶接して、溶接品質に対する開先ギャップおよび目違いの影響について検討した。溶接材料を、表8〜表10に示す。なお、裏フラックスは、表4に示すものと同一である。
【0080】
【表8】
【0081】
【表9】
【0082】
【表10】
【0083】
表10に示す板厚6mmの鋼板(幅250mm,長さ750mm)を、図13に示す40°V型開先年、裏側開先ギャップを0〜5mmとした。表11に溶接条件を示す。なお、溶接時のシールドガスは、炭酸ガス(30リットル/min)を用いた。その結果も表11に示す。
【0084】
【表11】
【0085】
図14および図15に、表11の溶接条件によるCO2シールドアーク溶接で得られた開先部断面形状(マクロ断面)およびビード外観(平面)を示す。
【0086】
開先角度40°のV型開先における板厚6mmのガスシールド片面溶接に際し、開先内にカットワイヤを散布し、1.4mmφの溶接ワイヤと裏当てフラックスとの組合せによる表11のフラックス鋼裏当てCO2片面溶接の結果、裏側開先ギャップ0〜5mmにおいて、薄板の良好な溶接が得られた。ただし、目違い3mmでは表ビードの上板側の余盛り高さが微小になることと、裏フラックスの密着性が緩慢で裏ビード形状がやや劣る。
【0087】
なお、別途実施した板厚9mmの溶接結果においても、同様に良好な結果が得られた。
【0088】
上述のように、フラックス銅裏当て使用の多電極サブマージアーク溶接装置と1電極ガスシールドアーク溶接装置を、1台の台車3に吊り下げ、台車3上にはサブマージアーク溶接に必要なワイヤ,表フラックスと、ガスシールドアーク溶接に必要な細径(1.0mmφ〜2.4mmφ)ワイヤのペールパックと、両溶接に共用の溶加剤(カットワイヤ又は鉄粉)散布装置を同時に搭載する。裏当て支持装置と裏フラックス散布用台車も両溶接で共用使用し、厚板をサブマージアーク溶接し、薄板はガスシールドアーク溶接する。両溶接共に、開先はV開先とし、開先内に溶加剤を散布する。ヘッド部のトーチその他の配置は先頭側より、開先検知器(54:図8)−カットワイヤ散布装置58−ガスシールドアーク溶接トーチ60−サブマージアーク溶接用の第1の表フラックス散布ノズル70−第1のサブマージアーク溶接トーチ71−第2のサブマージアーク溶接トーチ74−サブマージアーク溶接用の第2の表フラックス散布ノズル75−第3のサブマージアーク溶接トーチ76−必要であれば第4のサブマージアーク溶接トーチ−表フラックス回収器77、とするのが好ましい。ガスシールドアーク溶接トーチ60をサブマージアーク溶接トーチの後方に配置することは可能だが、ガスシールドアーク溶接ワイヤが細径で、ビードが小さい場合は特にワイヤ狙い位置を開先中央としたいために、ガスシールドアーク溶接トーチ60は、開先検知器(54)に近い配置が有利と考える。
【図面の簡単な説明】
【0089】
【図1】本発明の1実施例のアーク溶接装置である大板溶接設備の一部分の概要を示すブロック図である。
【図2】図1に示す裏当て支持装置14の拡大側面図である。
【図3】図2に示す裏当銅板支持構造部分の拡大側面図であり、(a)は裏当銅板21上に裏フラックス5rfを散布した直後の状態を示し、(b)は裏フラックス5rfを大板5の裏面に圧接したサブマージアーク溶接の状態を示す。
【図4】図2に示す裏当て支持装置15の昇降フレーム22周りを拡大して示す拡大側面図である。
【図5】図1に示す支持装置12〜15のx駆動機構の電気モータ12M〜15Mを駆動するx駆動装置100の構成を示すブロツク図である。
【図6】図1に示す溶接台車3に吊り下げられた溶接ヘッド基台4の拡大正面図である。
【図7】図1に示す溶接台車3に吊り下げられた溶接ヘッド基台4の支持構造の概要を示す拡大側面図である。
【図8】図6の溶接ヘッド基台4を更に拡大して示す拡大正面図である。
【図9】図8に示すガスシールドアーク溶接トーチ60および揺動装置63を拡大して示す拡大正面図である。
【図10】図9のF10−F10線拡大断面図であり、(a)は保持具61でガスシールドアーク溶接トーチ60を保持した図9に示す状態を示し、(b)はトーチ60を保持具61から取り外すために摘子86のねじ棒84に対するねじ締めを緩めた状態を示し、(c)は、アーム82を開いてトーチ60を保持具61から取り外した状態を示す。
【図11】(a)は、図1に示す大板溶接設備を使用してサブマージアーク溶接する試験材の、溶接前の仮付け溶接位置を示す平面図であり、(b)〜(c)は、試験材の、開先形状を示す右側面図である。
【図12】サブマージ溶接した試験材の、表裏面ビードおよび溶接部(開先部)横断面の写真像を示す図表である。
【図13】図1に示す大板溶接設備を使用してガスシールドアーク溶接する試験材の開先を示す右側面図である。
【図14】CO2シールドアーク溶接した試験材の、表裏面ビードおよび溶接部(開先部)横断面の写真像を示す図表である。
【図15】CO2シールドアーク溶接した試験材の、表裏面ビードおよび溶接部(開先部)横断面の写真像を示す図表である。
【図16】溶接対象の開先に対する裏当銅板21の位置合わせの一態様を示す側面図である。
【符号の説明】
【0090】
1:レール
2:門型台車
3:溶接台車
4:溶接ヘッド基台
5:大板
5rf:裏フラックス
5ff:表フラックス
5cw:カットワイヤ
Ew:サブマージアーク溶接ワイヤ
6〜9:レール
11:裏当銅板台車
12〜16:裏当て支持装置
15SN:センターセンサ
15SL:左リミットセンサ
15SR:右リミットセンサ
21s:銅板支持台
21h:エアーホース
22:昇降フレーム
23:裏当銅板台車
24,25:アーム
26,27:2段シリンダ式油圧ジャッキ
28:チェーンコンベア
29:溝板
30,31:エンドレスチェーン
32:スプロケットホイール
41:車輪
42,43:垂直ブロック
44,45:大板搬送ローラ
46:固定ローラ
47:昇降調整ローラ
48:ベルトコンベア
49:フラックス散布/回収車
50:垂直フレーム
54:開先検知器の倣いローラ
55:開先位置センサ
56:x,z方向位置の手動調整機構
57:吊り脚
58:カットワイヤ散布装置
59:カットワイヤホッパ
60:ガスシールドアーク溶接トーチ
61:保持具
62:中継脚
63:揺動装置
64:揺動アーム
65:減速機
66:電気モータ
67:摘子
68:吊り脚
69:ペールパック
70:第1のフラックス散布ノズル
71:第1のサブマージアーク溶接トーチ(L)
72:ワイヤーコイル
73:フラックスホッパ
74:第2のサブマージアーク溶接トーチ(T1)
75:第2のフラックス散布ノズル
76:第3のサブマージアーク溶接トーチ(T2)
77:フラックス回収器
81,82:アーム
83:蝶番
84:ねじ棒
85:ピン
86:摘子
87:スリーブ
90:制御盤
91b,91t:センター配列指示スイッチ
92b:左右指示スイッチ(一端側指示手段)
92t:左右指示スイッチ(他端側指示手段)
【特許請求の範囲】
【請求項1】
水平y方向に延びる裏当材;
前記裏当材を下支持し、それぞれが裏当材昇降機構および裏当材水平x駆動機構を有する、水平y方向に分布する3以上の裏当て支持装置;および、
前記裏当て支持装置群の中の、y方向の一端部の支持装置の前記水平x駆動機構は駆動せず他端部の支持装置の前記水平x駆動機構を駆動するとき、両端部の支持装置の間にある支持装置の前記裏当材水平x駆動機構は、両端部の支持装置間のy方向距離に対する前記一端部の支持装置からの距離の比と他端部の支持装置の駆動速度との積の速度で同時駆動する裏当材のx駆動装置;を備える裏当装置。
【請求項2】
各裏当材水平x駆動機構はx駆動同期パルスを発生する各パルス発生器を含み;前記x駆動装置は、各パルス発生器が発生するx駆動同期パルスの周波数を検出する手段、および、前記他端部の支持装置のパルス発生器が発生するx駆動同期パルスの周波数に前記比を乗算した周波数に、前記両端部の支持装置の間にある支持装置の前記裏当材水平x駆動機構のパルス発生器が発生するx駆動同期パルスの周波数が合致するように、前記両端部の支持装置の間にある支持装置の前記裏当材水平x駆動機構を駆動する手段を含む;請求項1記載の裏当装置。
【請求項3】
前記x駆動装置は、前記一端部の支持装置のx駆動を指示する一端側指示手段および前記他端部の支持装置のx駆動を指示する他端側指示手段を含み、前記一端側指示手段のx駆動指示に応じて前記一端部の支持装置ならびに前記両端部の支持装置の間にある支持装置を駆動し、前記他端側指示手段のx駆動指示に応じて前記他端部の支持装置ならびに前記両端部の支持装置の間にある支持装置を駆動する;請求項1又は2に記載の裏当装置。
【請求項4】
前記一端側指示手段および他端側指示手段はそれぞれ、x方向の往方向駆動と復方向駆動を択一指示する;請求項3に記載の裏当装置。
【請求項5】
前記x駆動装置は、センター配列指示手段を含み、該センター配列指示手段のセンター配列指示に応答して、前記裏当て支持装置群の各支持装置をx方向のセンターに駆動する;請求項1乃至4の何れか1つに記載の裏当装置。
【請求項6】
請求項1乃至5のいずれか1つに記載の裏当装置;
水平y方向に走行する溶接台車;該溶接台車に装備した昇降機構および水平x駆動機構で支持され、垂直zおよび水平x方向に駆動される溶接ヘッド基台;
該溶接ヘッド基台で支持された開先検知器;および、
該開先検知器の開先検知に基づいて前記昇降機構および水平x駆動機構を駆動して前記溶接ヘッド基台を開先に対して所定の高さおよび水平x位置に制御する倣い制御手段;
を備えるアーク溶接装置。
【請求項7】
前記溶接ヘッド基台で、溶加剤散布装置,ガスシールドアーク溶接トーチ保持具,サブマージアーク溶接用の表フラックス散布ノズルおよび複数のサブマージアーク溶接トーチを、水平y方向に並べて支持し;前記溶接台車に、前記ガスシールドアーク溶接トーチ保持具に保持されるガスシールドアーク溶接トーチにガスシールドアーク溶接ワイヤを供給する手段,前記表フラックス散布ノズルにフラックスを供給する手段、および、前記サブマージアーク溶接トーチのそれぞれにサブマージアーク溶接ワイヤを供給する手段、を装備した;請求項6に記載のアーク溶接装置。
【請求項8】
前記溶接ヘッド基台に、溶接の進行方向に関して先頭から、前記開先検知器,溶加剤散布装置,ガスシールドアーク溶接トーチ保持具、および、サブマージアーク溶接用の表フラックス散布ノズルと複数のサブマージアーク溶接トーチ、をこの順に配列した;請求項7に記載のアーク溶接装置。
【請求項9】
前記複数のサブマージアーク溶接トーチの中の最先頭の第1のサブマージアーク溶接トーチの直前に第1の表フラックス散布ノズルがあり、第1のサブマージアーク溶接トーチの後に第2のサブマージアーク溶接トーチがあり、第2のサブマージアーク溶接トーチの後に第2の表フラックス散布ノズルがあり、第2の表フラックス散布ノズルの後に第3のサブマージアーク溶接トーチがある;請求項8に記載のアーク溶接装置。
【請求項10】
前記溶接ヘッド基台で支持されたフラックス回収手段が、溶接の進行方向yに関して最下流の位置にある;請求項8又は9に記載のアーク溶接装置。
【請求項11】
更に、前記ガスシールドアーク溶接トーチ保持具を支持し開先幅方向xに揺動駆動する、前記溶接ヘッド基台で支持された揺動装置を備える;請求項6乃至9のいずれか1つに記載のアーク溶接装置。
【請求項1】
水平y方向に延びる裏当材;
前記裏当材を下支持し、それぞれが裏当材昇降機構および裏当材水平x駆動機構を有する、水平y方向に分布する3以上の裏当て支持装置;および、
前記裏当て支持装置群の中の、y方向の一端部の支持装置の前記水平x駆動機構は駆動せず他端部の支持装置の前記水平x駆動機構を駆動するとき、両端部の支持装置の間にある支持装置の前記裏当材水平x駆動機構は、両端部の支持装置間のy方向距離に対する前記一端部の支持装置からの距離の比と他端部の支持装置の駆動速度との積の速度で同時駆動する裏当材のx駆動装置;を備える裏当装置。
【請求項2】
各裏当材水平x駆動機構はx駆動同期パルスを発生する各パルス発生器を含み;前記x駆動装置は、各パルス発生器が発生するx駆動同期パルスの周波数を検出する手段、および、前記他端部の支持装置のパルス発生器が発生するx駆動同期パルスの周波数に前記比を乗算した周波数に、前記両端部の支持装置の間にある支持装置の前記裏当材水平x駆動機構のパルス発生器が発生するx駆動同期パルスの周波数が合致するように、前記両端部の支持装置の間にある支持装置の前記裏当材水平x駆動機構を駆動する手段を含む;請求項1記載の裏当装置。
【請求項3】
前記x駆動装置は、前記一端部の支持装置のx駆動を指示する一端側指示手段および前記他端部の支持装置のx駆動を指示する他端側指示手段を含み、前記一端側指示手段のx駆動指示に応じて前記一端部の支持装置ならびに前記両端部の支持装置の間にある支持装置を駆動し、前記他端側指示手段のx駆動指示に応じて前記他端部の支持装置ならびに前記両端部の支持装置の間にある支持装置を駆動する;請求項1又は2に記載の裏当装置。
【請求項4】
前記一端側指示手段および他端側指示手段はそれぞれ、x方向の往方向駆動と復方向駆動を択一指示する;請求項3に記載の裏当装置。
【請求項5】
前記x駆動装置は、センター配列指示手段を含み、該センター配列指示手段のセンター配列指示に応答して、前記裏当て支持装置群の各支持装置をx方向のセンターに駆動する;請求項1乃至4の何れか1つに記載の裏当装置。
【請求項6】
請求項1乃至5のいずれか1つに記載の裏当装置;
水平y方向に走行する溶接台車;該溶接台車に装備した昇降機構および水平x駆動機構で支持され、垂直zおよび水平x方向に駆動される溶接ヘッド基台;
該溶接ヘッド基台で支持された開先検知器;および、
該開先検知器の開先検知に基づいて前記昇降機構および水平x駆動機構を駆動して前記溶接ヘッド基台を開先に対して所定の高さおよび水平x位置に制御する倣い制御手段;
を備えるアーク溶接装置。
【請求項7】
前記溶接ヘッド基台で、溶加剤散布装置,ガスシールドアーク溶接トーチ保持具,サブマージアーク溶接用の表フラックス散布ノズルおよび複数のサブマージアーク溶接トーチを、水平y方向に並べて支持し;前記溶接台車に、前記ガスシールドアーク溶接トーチ保持具に保持されるガスシールドアーク溶接トーチにガスシールドアーク溶接ワイヤを供給する手段,前記表フラックス散布ノズルにフラックスを供給する手段、および、前記サブマージアーク溶接トーチのそれぞれにサブマージアーク溶接ワイヤを供給する手段、を装備した;請求項6に記載のアーク溶接装置。
【請求項8】
前記溶接ヘッド基台に、溶接の進行方向に関して先頭から、前記開先検知器,溶加剤散布装置,ガスシールドアーク溶接トーチ保持具、および、サブマージアーク溶接用の表フラックス散布ノズルと複数のサブマージアーク溶接トーチ、をこの順に配列した;請求項7に記載のアーク溶接装置。
【請求項9】
前記複数のサブマージアーク溶接トーチの中の最先頭の第1のサブマージアーク溶接トーチの直前に第1の表フラックス散布ノズルがあり、第1のサブマージアーク溶接トーチの後に第2のサブマージアーク溶接トーチがあり、第2のサブマージアーク溶接トーチの後に第2の表フラックス散布ノズルがあり、第2の表フラックス散布ノズルの後に第3のサブマージアーク溶接トーチがある;請求項8に記載のアーク溶接装置。
【請求項10】
前記溶接ヘッド基台で支持されたフラックス回収手段が、溶接の進行方向yに関して最下流の位置にある;請求項8又は9に記載のアーク溶接装置。
【請求項11】
更に、前記ガスシールドアーク溶接トーチ保持具を支持し開先幅方向xに揺動駆動する、前記溶接ヘッド基台で支持された揺動装置を備える;請求項6乃至9のいずれか1つに記載のアーク溶接装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2006−297460(P2006−297460A)
【公開日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願番号】特願2005−124707(P2005−124707)
【出願日】平成17年4月22日(2005.4.22)
【出願人】(302040135)日鐵住金溶接工業株式会社 (172)
【Fターム(参考)】
【公開日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願日】平成17年4月22日(2005.4.22)
【出願人】(302040135)日鐵住金溶接工業株式会社 (172)
【Fターム(参考)】
[ Back to top ]