
補強アセンブリ
本発明は、ビーム用の補強アセンブリに関する。少なくとも1つの実施形態では、補強アセンブリは、前面および背面と、複数の物体支持部と、隣接する物体支持部間に配設された少なくとも1つの曲げ部とを有する担持部材を備えている。各物体支持部は、前面から背面に延在する開口と、担持部材の前面および背面、両面に支持された複数の加熱活性化膨張材とを有する。各加熱活性化膨張材は、物体支持部を覆って配置されており、前面に配置された各加熱活性化膨張材は、開口を通って背面の対応する加熱活性化膨張材に連結されている。

【発明の詳細な説明】
【技術分野】
【0001】
関連出願の相互参照
本願は、2008年7月29日出願の米国特許仮出願第61/137,299号の利点を主張するものである。
【0002】
本発明の分野は、ビーム、ピラーなどを補強する補強アセンブリに関する。
【背景技術】
【0003】
車両のAピラー、Bピラー、Cピラーといったビームまたはピラーを補強する補強アセンブリはよく知られている。自動車の典型的なAピラーは、略長方形の断面を有する内側の細長い部材と、その内側長方形部材を覆って取り付けられた外側カバーと、を備えている。従来の補強アセンブリは、内側長方形部材と外側C字形カバー部材との間に嵌まるように構成された略ブラケット形またはC字形の部材を有している。従来の補強部材は、補強部材の両面に配置された加熱活性化膨張材を有している。加熱中(例えばeコート焼成)、膨張材がその活性化温度に達し、活性化される。膨張材は活性化すると、膨張し、内側長方形部材と外側C字形カバー部材とを共に押圧する泡状体になる。泡状体は、両部材に接着して、外側カバー部材を内側長方形部材に強固に固定し、それによって、Bピラー全体の強度を実質的に増加させる。この強度の向上は、Bピラーの重量を実質的に増加することなく行える。
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の補強部材は略C字形またはブラケット形であるので、自動車メーカやエンドユーザに搬送するとき、輸送木枠やコンテナに積み重ねおよび/または密に梱包することが困難である。その結果、従来の補強部材を梱包した輸送コンテナは、かなりの大きさの未使用スペースを含み、この未使用スペースは輸送コストをかなりの額増加させる。補強アセンブリの輸送に関して輸送スペースを最大に使用し、その輸送に伴うコストを削減できれば有益である。
【課題を解決するための手段】
【0005】
本明細書にはビーム用の補強アセンブリが開示されている。第1の実施形態では、補強アセンブリは、前面および背面を有している担持部材を備えている。担持部材は、複数の物体支持部、および隣接する物体支持部間に配置された少なくとも1つの曲げ部を有している。各物体支持部は、前面から背面に延在する開口を有している。補強アセンブリは、また、担持部材の前面および背面に支持されている複数の加熱活性化膨張材も備えている。各加熱活性化膨張材は物体支持部を覆って配置されている。前面に配置された各加熱活性化膨張材は、開口を通って背面の対応する加熱活性化膨張材に連結されている。
【0006】
第1の実施形態の実装形態では、各曲げ部が、隣接する各物体支持部の厚さより薄い厚さを有する。
【0007】
第1の実施形態の別の実装形態では、各加熱活性化膨張材が、物体支持部のそれぞれの長手方向に沿い、物体支持部のそれぞれの実質的に全長にわたって延在する。
【0008】
第1の実施形態の別の実装形態では、少なくとも幾つかの物体支持部が複数のリブを備えている。
【0009】
第1の実施形態の別の実装形態では、各曲げ部に十分に可撓性があって、隣接する物体支持部を相互間で約45°に曲げることができる。この実装形態の変形形態では、曲げ部に十分に可撓性があって、隣接する物体支持部を相互間で約90°に曲げることができる。
【0010】
第1の実施形態の別の実装形態では、担持部材がポリプロピレンを含み得る。この実装形態の変形形態では、ポリプロピレンが、実質的な劣化なしに、約350°F(176.6℃)までの温度に耐えることができる。
【0011】
第1の実施形態の別の実装形態では、担持部材がナイロンを含み得る。
【0012】
第1の実施形態の別の実装形態では、各加熱活性化膨張材が、活性化されると体積で100%膨張する材料から製造され得る。
【0013】
第2の実施形態では、ビーム用の補強アセンブリは、略平坦で、前面および背面を有している射出モールド担持部材を備えている。担持部材は、担持部材の長手方向に沿って延在する複数の物体支持部を有している。担持部材は、また、複数の一体ヒンジも備えている。各一体ヒンジは、隣接する物体支持部間に配置されている。補強アセンブリは、担持部材の前面および背面、両面上に支持され、物体支持部に隣接して配置されている複数の加熱活性化膨張材をさらに備えている。
【0014】
第3の実施形態では、補強チャネルアセンブリが開示されている。補強チャネルアセンブリは、チャネル部材と、チャネル部材に係合するように構成されたカバー部材と、補強サブアセンブリとを備えている。補強サブアセンブリは、チャネル部材とカバー部材との間に配置されている。補強サブアセンブリは、複数の物体支持部、および隣接する物体支持部間に配置されている少なくとも1つの曲げ部を有している担持部材を備えている。補強サブアセンブリは、担持部材の前面および背面に支持されている複数の加熱活性化膨張材をさらに有している。各加熱活性化膨張材は、物体支持部を覆って配置されている。加熱活性化膨張材は、加熱活性化すると、チャネル部材の一部分およびカバー部材の一部分に接着し、その結果、チャネル部材とカバー部材とが活性化材によって互いに実質的に固定される。
【0015】
別の実施形態では、補強チャネルアセンブリを製造する方法が開示されている。その方法は、チャネル部材と、チャネル部材に係合するように構成されているカバー部材と、複数の物体支持部、および隣接する物体支持部間に配置されている少なくとも1つの曲げ部を有している担持部材、ならびに各物体支持部の前面および背面上に支持されている複数の加熱活性化膨張材を備えている補強サブアセンブリと、を準備するステップを含む。その方法は、補強サブアセンブリをチャネル部材に隣接して配置するステップと、カバー部材を補強サブアセンブリに隣接して配置するステップと、カバー部材を、補強サブアセンブリに当てて、チャネル部材を覆うように押し込むステップであって、補強サブアセンブリを曲げ部で曲げてチャネル部材を囲ませるステップとをさらに含む。その方法は、膨張材を活性化するステップであって、膨張材をチャネルおよびカバー部材に接合させるステップをさらに含む。
【0016】
本明細書の説明は添付図面を参照し、それらの図面では、複数の図面を通して同様な参照番号は同様な部品を指示する。
【図面の簡単な説明】
【0017】
【図1】Aピラー、Bピラー、Cピラーを有している自動車を示す概略図である。
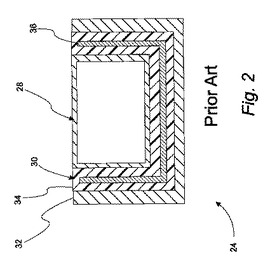
【図2】従来技術の補強アセンブリを有する図1の車両のBピラーの断面図である。
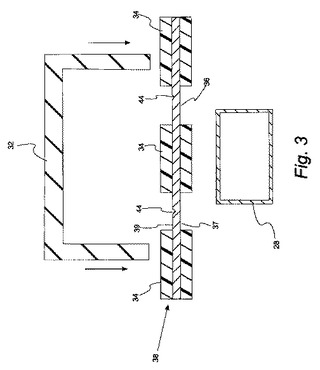
【図3】本発明の実施形態に従って補強アセンブリを製造するプロセスを示している。
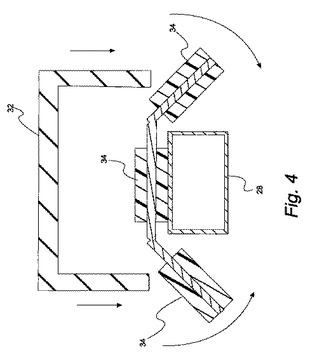
【図4】本発明の実施形態に従って補強アセンブリを製造するプロセスを示している。
【図5】本発明の実施形態に従って補強アセンブリを製造するプロセスを示している。
【図6】本発明の実施形態に従って補強アセンブリを製造するプロセスを示している。
【図7】本発明の補強アセンブリの実施形態で使用する担持部材を示している。
【図8】本発明の実施形態に従って製作された補強アセンブリを異なる方向から視た図である。
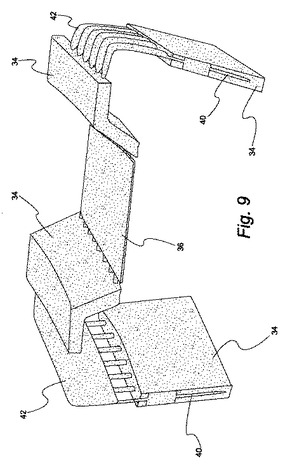
【図9】本発明の実施形態に従って製作された補強アセンブリを異なる方向から視た図である。
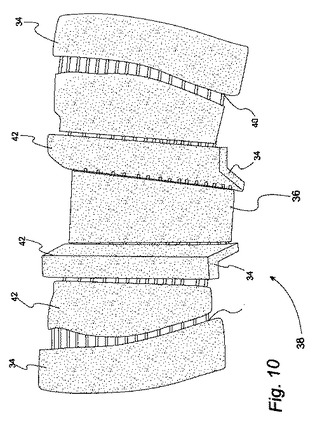
【図10】図8、図9の補強アセンブリを実質的に平らに折りたたんだ図である。
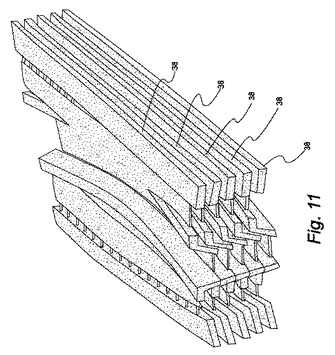
【図11】例示的梱包/輸送形態を示すために、複数の図10の補強アセンブリを互いに積み重ねた図である。
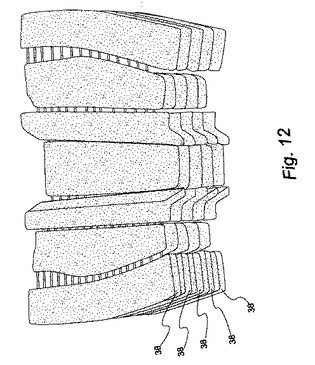
【図12】例示的梱包/輸送形態を示すために、複数の図10の補強アセンブリを互いに積み重ねた図である。
【発明を実施するための形態】
【0018】
本発明の詳細な実施形態が本明細書に開示されている。ただし、開示された実施形態は、様々な代替形態で実施することができる本発明の例示に過ぎないことを理解されたい。図面は必ずしも縮尺を合わせて描かれておらず、特定の構成要素の細部を示すために一部の特徴は誇張または矮小化している場合がある。したがって、本明細書に開示されている特定の構造上および機能上の細部は限定されるものと解釈されるべきではなく、単に、特許請求の範囲のための代表的基準および/または当業者に本発明を様々に用いることを教示するための代表的基準として解釈されるべきである。
【0019】
従来の補強アセンブリに関する1つの問題点は、上記の通り、従来のC字形またはブラケット形の断面形状により可撓性に欠けることである。この形状は、従来の補強材を輸送コンテナ中に密に梱包することを困難にしている。本発明は、少なくとも1つの実施形態において、補強アセンブリを少なくとも1つの曲げ部を有するように構成し、その結果、補強アセンブリの様々な部分を、相互間で撓ませたり、曲げたり、および/または折り重ねたりできるようにすることによって、この問題に対処する。本発明の補強アセンブリは、輸送のために比較的平らに折ることができ、それにより、従来の補強アセンブリに通常可能であるよりも遥かに高い梱包密度を可能にすることができる。補強アセンブリの様々な部分をつなぐ1つまたは複数の可撓/曲げ部のおかげで、本発明の補強アセンブリの実施形態は、従来のC字形断面のようににまたは実質的にそれに近く折り曲げられ、車両のAピラー、Bピラー、Cピラーなどの区画およびチャネルに係合させそれらを補強することができる。
【0020】
従来の補強アセンブリは担持体または基体を含んでおり、それらは、ポリマー材料または金属材料で作られ、ブラケット形またはC字形の全体形状に構成されている。従来の基体は、一般に、膨張性加熱活性化マスチックによって完全に覆われており、その膨張性加熱活性化マスチックは活性化温度に達するとある所定の量だけ膨張する。マスチック材は、一般に、未活性化状態では非可撓性である。したがって、もし、従来の補強アセンブリの様々な部分で、補強アセンブリを平らに折り伸ばすために必要となる相互間での曲げを行わせると、そうした変形はマスチックを損傷させたり、マスチックを担持体から剥離させたりすることがある。補強アセンブリを車両のピラーに係合させるために従来の補強アセンブリの様々な部分を2度曲げる操作は、マスチックをさらに損傷しおよび/または担持体から剥離させ得る。そのような損傷は、他の問題にも増して、マスチック材が熱的に活性化されたとき、補強アセンブリとピラーとの接着性を損なう結果となることがある。そのため、従来の補強アセンブリでは、輸送目的または組立目的で変形させられている。
【0021】
本発明の実施形態では、補強アセンブリは、膨張性加熱活性化マスチック材を担持する領域または部分が指定された担持部材を備えている。これらマスチック担持部分の間には、担持体の、マスチック材を有さない部分が設けられている。それにより、マスチックのない担持部分が、可撓性の湾曲位置、弱部、一体ヒンジなどとして機能することとなるので、補強アセンブリのマスチック担持部分を相互間で曲げることが可能となる。これにより、マスチックを損傷させたり、担持からのマスチックの剥離を引き起こしたりすることなく、補強アセンブリのマスチック担持部分を相互間で曲げることが可能となる。これにより、補強アセンブリを平らに、または実質的に平らに折ることが可能となり、補強アセンブリをより高密度に梱包することができるようになり、それにより、輸送コンテナ中の未使用スペースの量が減少する。その結果、遥かに多数の補強アセンブリを既存のコンテナ中に梱包することができるようになり得る。担持体の曲げ部が、撓み、曲がり、それによって、補強アセンブリの隣接するマスチック担持部分に対するヒンジとして機能することによって、補強アセンブリは、C字形またはブラケット形の形状に曲がって、ピラーに組み込むことができる。上記で説明した原理は、本願に添付の特許図面を参照することにより、また以下に述べる説明によって、さらに良く理解することができる。
【0022】
図1に関し、車両20が概略的に示されている。車両20は乗用車として示されているが、本発明の教示は、それらに限定はされないが、セダン、クーペ、コンバーチブル、スポーツ汎用車、クロスオーバ車、小型および大型トラック、ミニバン、フルサイズバン、およびバスを含むすべてのタイプの自動車に等しく適用できることを理解されたい。さらに、本発明の教示は自動車への使用に限られることなく、それらに限定はされないが、航空機、船舶、宇宙船およびレール駆動型車両などの他の地上走行機をさらに含む他の乗り物にも採用できる。さらに本発明の教示は、乗り物への使用に限定されることなく、中空チャネルまたは細長い中実の部材を補強することが所望される場合のあらゆる用途に使用することができる。
【0023】
車両20は、Aピラーアセンブリ22、Bピラーアセンブリ24、およびCピラーアセンブリ26を備えている。図示の実施形態では、補強アセンブリはBピラーアセンブリ24に組み込まれている。Bピラー24の断面は、線2−2に沿って得られ図2に示されている。
【0024】
図2は、Bピラーアセンブリ24の断面を示しており、このアセンブリ24は、ビームもしくはチャネル部材28と、従来技術の補強アセンブリ30と、カバー部材32と、を有している。チャネル部材28は略長方形の形状であるが、他の用例では適当なあらゆる断面を有し得る。チャネル部材28は、シートベルトや他の車両構成要素を通すためのスペースを提供するために中空である。チャネル部材28は、スチールまたは他の適当な金属もしくは合金から成り得る。カバー部材32は、ブラケット形またはC字形の断面を有しており、チャネル部材28を覆って嵌まるように構成されている。カバー部材32は、スチール、他の適当な金属、および合金、を含む材料から製作することができる。従来技術の補強アセンブリ30は、膨張材34と担持部材36とを備えている。膨張材34は、熱的活性化によって膨張するエポキシ樹脂ベースの構造的発泡体を含んでいる。所定の活性化エネルギーに達すると、ある実施形態で、膨張材は100%もしくは200%さらにそれ以上にまで膨張し、それにより、膨張材がカバー部材32とチャネル部材28とに接し接着する。膨張材34は、熱的に活性化された後、実質的に、高い弾性係数を有する剛体となる。膨張材34は、カバー部材32をチャネル部材28に弾性的に接着する接着剤として機能する。そうすることによって、Bピラーアセンブリ24の強度を実質的に増加させる効果が生じ、Bピラーアセンブリ24に、スチール、他の適当な金属、または合金で全体を製作された同寸法のピラーと略同等の強度が与えられる(重量は軽い)。
【0025】
担持部材36は、熱的活性化の前、最中、後のすべてにおいて、膨張材34を支持する基体としての役割を果たす。担持部材36は、ナイロン、スチール、アルミニウム、マグネシウム、ポリアミド、および高温ポリプロピレンを含む材料から製作することができる。
【0026】
上記のように、従来技術の補強アセンブリ30は実質的に非可撓性であり、したがってその横断面の様々な部分を、マスチック材を損傷/欠損/剥離させることなく互いに曲げることができないという欠点を有している。少なくとも1つの実施形態において、本発明の教示に従って製作された補強アセンブリ38が(図6に最も良く示されているように)この問題に対処する。少なくとも図3〜図6に示されている実施形態では、補強アセンブリ38は、担持部材36および複数の膨張材34を有している。担持部材36は、前面37と背面39を有し、膨張材34を支持する複数の物体支持部40を備えている。物体支持部40を相互間で曲げることができる曲げ部42が、各物体支持部40間に設けられている。図示されている実施形態では、少なくとも1つまたは複数の曲げ部42において膨張材34は設けられていない。ただし、一部の実施形態においては、膨張材34が曲げ部42に配置されることがあり得ることを理解されたい。そのような実施形態では、膨張材は、物体支持部40に支持されている膨張材34と比較して相対的に薄く保たれていることが望ましい。たとえば、物体支持部40上に配置されている膨張材34の厚さは通常1.0〜10mmであり、一方、曲げ部42上のいずれの膨張材の厚さも通常0.5mm未満、さらには通常0.01〜0.25mmである。
【0027】
担持部材36は、それらに限定はされないが、ナイロン、アルミニウム、スチール、マグネシウム、ポリアミド、および高温ポリプロピレンを含むあらゆる耐高熱性ポリプロピレンで製作することができる。さらに、250°F(121.1℃)までの温度で実質的に変形することはなくヒンジのところで曲げるのに十分な延性を備えた任意の材料を使用することができる。本願で使用される用語「高熱」は350°F(176.6℃)以上の温度を指す。一部の実施形態では、担持部材36は射出成形プロセスを用いて製造できる。一部の実施形態では、曲げ部42は隣接する物体支持部40より薄く成形することができる。これら実施形態では、曲げ部42は厚さが1.0〜50mmであってもよく、一方、物体支持部は厚さが0.5〜5mmであってもよい。他の実施形態では、担持部材36からノッチ44(図3参照)を切り出し、曲げが生じる領域を画定する所定の弱部を担持部材36に設けることができる。他の実施形態では、担持体を弱める他の任意な方法を用いることができる。
【0028】
膨張材の成分は、膨張材がたとえば約140℃〜210℃(自動車の電着または焼成仕上げプロセスで車体が受ける通常の温度)の外部加熱を行うことで発泡して膨張し、フォーミングできる特性を有する限り、特に限定されるものではない。好ましい実施形態では、膨張材を実現するのに使用される組成は次のように選択されてもよい:室温では固形状および寸法上安定であるが、高温に加熱されると十分に軟化し、それにより、所望の形状および形態に成形(たとえば射出成形)できるように選択される(その高温は、組成を活性化し発泡させるのに必要な温度よりは低い)。好ましくは、膨張材は、少なくとも1つの樹脂(たとえば熱可塑性または熱硬化性樹脂)、および少なくとも1つの潜在性発泡剤(たとえば、潜在性化学発泡剤ならびにカプセル式物理的発泡剤など、室温では安定であるが加熱すると活性化する発泡剤)から成る。ウレタン、エポキシ樹脂、ゴム、またはオレフィンをベースとした熱発泡材、充填材(中空ガラス製マイクロスフェアなどの低密度充填材を含む)、および/または加熱活性化硬化もしくは架橋剤の混合物などの様々な加熱活性化発泡材を使用することができ、その種発泡材の特定の例には、米国特許第6,573,309号、第6,403,222号、第6,348,513号、第6,218,442号、および第6,376,564号、ならびに米国特許出願公開第2006−0209310号および第2004−0266899号に開示されたものが含まれ、それらの特許文書それぞれ全体が、参照により本明細書に援用される。適当な発泡材は、たとえばHenkel AG&Co.KGaAおよびその系列会社によって販売されているTEROCORE製品など、市場においても入手可能である。
【0029】
図3〜図6には、Bピラーアセンブリ24(または他の任意の補強チャネル)を製作する例示的なプロセスが示されている。図3に関し、補強アセンブリ38がチャネル部材28に隣接して配置されている。カバー部材32は、補強アセンブリ38に隣接して配置され、補強アセンブリ38の、チャネル部材28とは反対の側に位置している。カバー部材32は次いでチャネル部材28に向かって押される。図4は、カバー部材32が膨張材34に接し、中心に位置する膨張材34へと外側膨張材34を折り曲げ、それにより、補強アセンブリ38がチャネル部材28の周りを囲む動作を示している。
【0030】
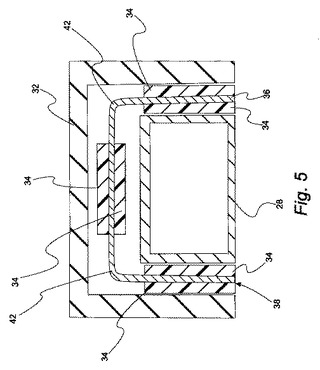
図5では、カバー部材32がチャネル部材28の周りの位置に押し込まれており、補強アセンブリ38がカバー部材32とチャネル部材28との間に挟み込まれている。曲げ部42があることによって、各物体支持部40に対応する画定された曲げ領域がもたらされ、担持部材36が他の領域で曲がることが防止される。
【0031】
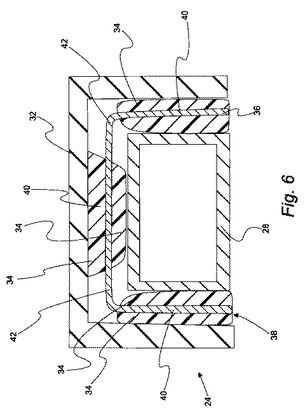
図6について、緩く組み立てられた図5のBピラー24が膨張材34の熱的活性化温度以上の温度まで加熱されると、膨張材34が活性化し膨張して泡状体となる。膨張材34は、熱的活性化中に100%、200%またはそれ以上まで膨張してそれにより緩く組み立てられた隙間および空間の一部を充填する。膨張材34は、活性化されると、カバー部材32、またチャネル部材28にも接合可能になる。膨張材34の熱的活性化が完結した後は、カバー部材32がチャネル部材24に弾性的に接着され、それによってBピラーアセンブリ24の強度および剛性が著しく増加する。
【0032】
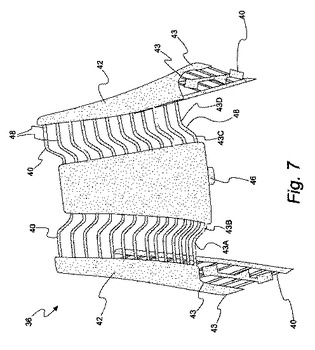
図7に関し、担持部材36の代替実施形態の斜視図が示されている。図示されている実施形態では、担持部材36は、複数の物体支持部40と2つの曲げ部42を備えている。図示されているように、担持部材36は複数のモールドヒンジ43を備えている。4つのモールドヒンジ43が、2つの曲げ部42にそれぞれ2つずつ配置されている。順番にA、B、C、Dと識別されたモールドヒンジ43が物体支持部40内に配置されている。モールドヒンジA、B、C、Dのおかげで、膨張材34の物体支持部40への取付け前において、物体支持部40を、特定用途で要求される多種の所望形状に作り込むことができる。たとえばある実施形態では、曲げ部42は、隣接する物体支持部40を相互間で15°〜180°に曲げることができるのに十分な可撓性を有していてもよく、他の実施形態では、それが相互間で30°〜120°、さらに他の実施形態では相互に45°〜90°であってもよい。図8〜図11に示されている構成では、物体支持部40は、それぞれの中心線を通る約110°の曲げ部を有している。担持部材36を互いに上下に重ね易くするために、このようなものが望ましいことがある。他の用例では、物体支持部40が実質的に平坦であることが望ましい場合もある。
【0033】
担持部材36が成形または他の方法で製造された後、マスチックを担持体に取り付けるのに有効なあらゆる方法(マスチックを担持体の周りにインサート成形することを含む)によって、膨張材34が担持部材36に取り付けられる。一部の実施形態では、膨張材34は担持部材36上に成形されてもよい。あるいは、クリップ、ブラケット、ピンなどの機械的手段を使用することもできる。ある実施形態では、接着剤を使用して膨張材34を担持部材36に接着することもできる。さらに他の実施形態では、膨張材34を、それが担持部材36の表面に貼りつくほど十分な粘着性をもつように配合することもできる。図7に示されているように、各物体支持部40は、前面から背面に延在する1つまたは複数の開口であって、物体支持部の前面に配置された加熱活性化膨張材34が背面に配置された対応する加熱活性化膨張材34に連結されるようにする開口を有していてもよい。
【0034】
担持部材36の形状は、チャネル部材およびカバー部材のいかなる断面外形にも適応できるように、成形されていてもよい。図7に示されている担持部材36の実施形態では、曲げ部42は、隣接する物体支持部40よ薄くするように成形されている。これら実施形態では、曲げ部42は厚さが0.5〜5mmであり、物体支持部は厚さが1.0〜50mmであってもよい。他の実施形態では、担持部材36の断面すべてにわたる厚さが実質的に一様であってもよく、また、曲げ部は、ノッチを有していてもよいし、または母材の層がフライス盤などによって取り除かれていてもよい。担持部材36はまた複数のクリップ46を有していてもよく、これにより、補強アセンブリ38がチャネル部材28に緩く組み付けられるようになり、カバー部材32が補強アセンブリ38およびチャネル部材28の周りの所定位置に押し込まれる前に、その場に略保持できるようになる。
【0035】
担持部材36は、図7に示されているように、複数のリブ48を備えている。この実施形態では、リブ48は物体支持部40に存在している。これにより、担持部材36の一方の側の膨張材34が、担持部材36の反対側の膨張材34に接合できるようになる。少なくとも1つの実施形態では、リブ48は、厚さが1.0〜50mmで、長さが5〜50mmで、5〜100mm離隔している。少なくとも1つの実施形態では、物体支持部40は、長さが100mm〜1.0mで、10〜100本のリブを備えている。他の実施形態では、物体支持部40がリブ48を有するのではなくて、担持部材36がメッシュを有していてもよい。リブおよびメッシュを使用することは、補強アセンブリ38に使用する材料が少なくなり、結果として製造コストを削減でき、利点となる。さらに他の実施形態では、リブ48を有した担持部材36を成形するのではなくて、担持部材36が、物体支持部として働く複数の平面部材を有していてもよい。上記実施形態では、担持部材の両側の膨張材が互いに接合できるようにするために、スロット、孔、または複数の孔が担持部材36の平面の様々な位置に形成する必要がある。これは、Bピラーアセンブリ24を構造的に補強するために必要であり得る。
【0036】
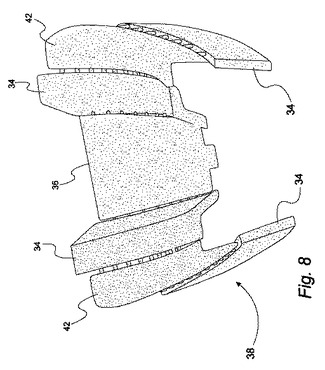
図8および図9は、担持部材36および膨張材34を備えている補強アセンブリ38を異なる方向から視た図を示す。
【0037】
図10は、図8および図9の補強アセンブリ38を略平らな構成状態で示している。担持部材36は、その自然状態(変形負荷前)では略平らでありその後チャネル部材28に係合するように曲げられるように、成形または製造されてもよい。あるいは、担持部材36は、その自然状態ではC字形またはブラケット形断面を有し、その後、略平らな形状に折り曲げられて梱包されるように成形されてもよい。あるいは、担持部材36は、その自然状態では他の任意の形状を取り、望み通りに変形するようにすることができる。
【0038】
図11および図12は、輸送コンテナ内に梱包されるように、略平らになるように互いに重ねられた複数の補強アセンブリ38を示す。
【0039】
本発明の実施形態が図示され説明されてきたが、これら実施形態が、本発明のすべての可能な形態を図示し説明するものではない。むしろ、本明細書中に使用された言葉は、説明のための言葉であり、限定するものではなく、本発明の主旨および範囲を逸脱することなく様々な変更を加えることができることを理解されたい。
【技術分野】
【0001】
関連出願の相互参照
本願は、2008年7月29日出願の米国特許仮出願第61/137,299号の利点を主張するものである。
【0002】
本発明の分野は、ビーム、ピラーなどを補強する補強アセンブリに関する。
【背景技術】
【0003】
車両のAピラー、Bピラー、Cピラーといったビームまたはピラーを補強する補強アセンブリはよく知られている。自動車の典型的なAピラーは、略長方形の断面を有する内側の細長い部材と、その内側長方形部材を覆って取り付けられた外側カバーと、を備えている。従来の補強アセンブリは、内側長方形部材と外側C字形カバー部材との間に嵌まるように構成された略ブラケット形またはC字形の部材を有している。従来の補強部材は、補強部材の両面に配置された加熱活性化膨張材を有している。加熱中(例えばeコート焼成)、膨張材がその活性化温度に達し、活性化される。膨張材は活性化すると、膨張し、内側長方形部材と外側C字形カバー部材とを共に押圧する泡状体になる。泡状体は、両部材に接着して、外側カバー部材を内側長方形部材に強固に固定し、それによって、Bピラー全体の強度を実質的に増加させる。この強度の向上は、Bピラーの重量を実質的に増加することなく行える。
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の補強部材は略C字形またはブラケット形であるので、自動車メーカやエンドユーザに搬送するとき、輸送木枠やコンテナに積み重ねおよび/または密に梱包することが困難である。その結果、従来の補強部材を梱包した輸送コンテナは、かなりの大きさの未使用スペースを含み、この未使用スペースは輸送コストをかなりの額増加させる。補強アセンブリの輸送に関して輸送スペースを最大に使用し、その輸送に伴うコストを削減できれば有益である。
【課題を解決するための手段】
【0005】
本明細書にはビーム用の補強アセンブリが開示されている。第1の実施形態では、補強アセンブリは、前面および背面を有している担持部材を備えている。担持部材は、複数の物体支持部、および隣接する物体支持部間に配置された少なくとも1つの曲げ部を有している。各物体支持部は、前面から背面に延在する開口を有している。補強アセンブリは、また、担持部材の前面および背面に支持されている複数の加熱活性化膨張材も備えている。各加熱活性化膨張材は物体支持部を覆って配置されている。前面に配置された各加熱活性化膨張材は、開口を通って背面の対応する加熱活性化膨張材に連結されている。
【0006】
第1の実施形態の実装形態では、各曲げ部が、隣接する各物体支持部の厚さより薄い厚さを有する。
【0007】
第1の実施形態の別の実装形態では、各加熱活性化膨張材が、物体支持部のそれぞれの長手方向に沿い、物体支持部のそれぞれの実質的に全長にわたって延在する。
【0008】
第1の実施形態の別の実装形態では、少なくとも幾つかの物体支持部が複数のリブを備えている。
【0009】
第1の実施形態の別の実装形態では、各曲げ部に十分に可撓性があって、隣接する物体支持部を相互間で約45°に曲げることができる。この実装形態の変形形態では、曲げ部に十分に可撓性があって、隣接する物体支持部を相互間で約90°に曲げることができる。
【0010】
第1の実施形態の別の実装形態では、担持部材がポリプロピレンを含み得る。この実装形態の変形形態では、ポリプロピレンが、実質的な劣化なしに、約350°F(176.6℃)までの温度に耐えることができる。
【0011】
第1の実施形態の別の実装形態では、担持部材がナイロンを含み得る。
【0012】
第1の実施形態の別の実装形態では、各加熱活性化膨張材が、活性化されると体積で100%膨張する材料から製造され得る。
【0013】
第2の実施形態では、ビーム用の補強アセンブリは、略平坦で、前面および背面を有している射出モールド担持部材を備えている。担持部材は、担持部材の長手方向に沿って延在する複数の物体支持部を有している。担持部材は、また、複数の一体ヒンジも備えている。各一体ヒンジは、隣接する物体支持部間に配置されている。補強アセンブリは、担持部材の前面および背面、両面上に支持され、物体支持部に隣接して配置されている複数の加熱活性化膨張材をさらに備えている。
【0014】
第3の実施形態では、補強チャネルアセンブリが開示されている。補強チャネルアセンブリは、チャネル部材と、チャネル部材に係合するように構成されたカバー部材と、補強サブアセンブリとを備えている。補強サブアセンブリは、チャネル部材とカバー部材との間に配置されている。補強サブアセンブリは、複数の物体支持部、および隣接する物体支持部間に配置されている少なくとも1つの曲げ部を有している担持部材を備えている。補強サブアセンブリは、担持部材の前面および背面に支持されている複数の加熱活性化膨張材をさらに有している。各加熱活性化膨張材は、物体支持部を覆って配置されている。加熱活性化膨張材は、加熱活性化すると、チャネル部材の一部分およびカバー部材の一部分に接着し、その結果、チャネル部材とカバー部材とが活性化材によって互いに実質的に固定される。
【0015】
別の実施形態では、補強チャネルアセンブリを製造する方法が開示されている。その方法は、チャネル部材と、チャネル部材に係合するように構成されているカバー部材と、複数の物体支持部、および隣接する物体支持部間に配置されている少なくとも1つの曲げ部を有している担持部材、ならびに各物体支持部の前面および背面上に支持されている複数の加熱活性化膨張材を備えている補強サブアセンブリと、を準備するステップを含む。その方法は、補強サブアセンブリをチャネル部材に隣接して配置するステップと、カバー部材を補強サブアセンブリに隣接して配置するステップと、カバー部材を、補強サブアセンブリに当てて、チャネル部材を覆うように押し込むステップであって、補強サブアセンブリを曲げ部で曲げてチャネル部材を囲ませるステップとをさらに含む。その方法は、膨張材を活性化するステップであって、膨張材をチャネルおよびカバー部材に接合させるステップをさらに含む。
【0016】
本明細書の説明は添付図面を参照し、それらの図面では、複数の図面を通して同様な参照番号は同様な部品を指示する。
【図面の簡単な説明】
【0017】
【図1】Aピラー、Bピラー、Cピラーを有している自動車を示す概略図である。
【図2】従来技術の補強アセンブリを有する図1の車両のBピラーの断面図である。
【図3】本発明の実施形態に従って補強アセンブリを製造するプロセスを示している。
【図4】本発明の実施形態に従って補強アセンブリを製造するプロセスを示している。
【図5】本発明の実施形態に従って補強アセンブリを製造するプロセスを示している。
【図6】本発明の実施形態に従って補強アセンブリを製造するプロセスを示している。
【図7】本発明の補強アセンブリの実施形態で使用する担持部材を示している。
【図8】本発明の実施形態に従って製作された補強アセンブリを異なる方向から視た図である。
【図9】本発明の実施形態に従って製作された補強アセンブリを異なる方向から視た図である。
【図10】図8、図9の補強アセンブリを実質的に平らに折りたたんだ図である。
【図11】例示的梱包/輸送形態を示すために、複数の図10の補強アセンブリを互いに積み重ねた図である。
【図12】例示的梱包/輸送形態を示すために、複数の図10の補強アセンブリを互いに積み重ねた図である。
【発明を実施するための形態】
【0018】
本発明の詳細な実施形態が本明細書に開示されている。ただし、開示された実施形態は、様々な代替形態で実施することができる本発明の例示に過ぎないことを理解されたい。図面は必ずしも縮尺を合わせて描かれておらず、特定の構成要素の細部を示すために一部の特徴は誇張または矮小化している場合がある。したがって、本明細書に開示されている特定の構造上および機能上の細部は限定されるものと解釈されるべきではなく、単に、特許請求の範囲のための代表的基準および/または当業者に本発明を様々に用いることを教示するための代表的基準として解釈されるべきである。
【0019】
従来の補強アセンブリに関する1つの問題点は、上記の通り、従来のC字形またはブラケット形の断面形状により可撓性に欠けることである。この形状は、従来の補強材を輸送コンテナ中に密に梱包することを困難にしている。本発明は、少なくとも1つの実施形態において、補強アセンブリを少なくとも1つの曲げ部を有するように構成し、その結果、補強アセンブリの様々な部分を、相互間で撓ませたり、曲げたり、および/または折り重ねたりできるようにすることによって、この問題に対処する。本発明の補強アセンブリは、輸送のために比較的平らに折ることができ、それにより、従来の補強アセンブリに通常可能であるよりも遥かに高い梱包密度を可能にすることができる。補強アセンブリの様々な部分をつなぐ1つまたは複数の可撓/曲げ部のおかげで、本発明の補強アセンブリの実施形態は、従来のC字形断面のようににまたは実質的にそれに近く折り曲げられ、車両のAピラー、Bピラー、Cピラーなどの区画およびチャネルに係合させそれらを補強することができる。
【0020】
従来の補強アセンブリは担持体または基体を含んでおり、それらは、ポリマー材料または金属材料で作られ、ブラケット形またはC字形の全体形状に構成されている。従来の基体は、一般に、膨張性加熱活性化マスチックによって完全に覆われており、その膨張性加熱活性化マスチックは活性化温度に達するとある所定の量だけ膨張する。マスチック材は、一般に、未活性化状態では非可撓性である。したがって、もし、従来の補強アセンブリの様々な部分で、補強アセンブリを平らに折り伸ばすために必要となる相互間での曲げを行わせると、そうした変形はマスチックを損傷させたり、マスチックを担持体から剥離させたりすることがある。補強アセンブリを車両のピラーに係合させるために従来の補強アセンブリの様々な部分を2度曲げる操作は、マスチックをさらに損傷しおよび/または担持体から剥離させ得る。そのような損傷は、他の問題にも増して、マスチック材が熱的に活性化されたとき、補強アセンブリとピラーとの接着性を損なう結果となることがある。そのため、従来の補強アセンブリでは、輸送目的または組立目的で変形させられている。
【0021】
本発明の実施形態では、補強アセンブリは、膨張性加熱活性化マスチック材を担持する領域または部分が指定された担持部材を備えている。これらマスチック担持部分の間には、担持体の、マスチック材を有さない部分が設けられている。それにより、マスチックのない担持部分が、可撓性の湾曲位置、弱部、一体ヒンジなどとして機能することとなるので、補強アセンブリのマスチック担持部分を相互間で曲げることが可能となる。これにより、マスチックを損傷させたり、担持からのマスチックの剥離を引き起こしたりすることなく、補強アセンブリのマスチック担持部分を相互間で曲げることが可能となる。これにより、補強アセンブリを平らに、または実質的に平らに折ることが可能となり、補強アセンブリをより高密度に梱包することができるようになり、それにより、輸送コンテナ中の未使用スペースの量が減少する。その結果、遥かに多数の補強アセンブリを既存のコンテナ中に梱包することができるようになり得る。担持体の曲げ部が、撓み、曲がり、それによって、補強アセンブリの隣接するマスチック担持部分に対するヒンジとして機能することによって、補強アセンブリは、C字形またはブラケット形の形状に曲がって、ピラーに組み込むことができる。上記で説明した原理は、本願に添付の特許図面を参照することにより、また以下に述べる説明によって、さらに良く理解することができる。
【0022】
図1に関し、車両20が概略的に示されている。車両20は乗用車として示されているが、本発明の教示は、それらに限定はされないが、セダン、クーペ、コンバーチブル、スポーツ汎用車、クロスオーバ車、小型および大型トラック、ミニバン、フルサイズバン、およびバスを含むすべてのタイプの自動車に等しく適用できることを理解されたい。さらに、本発明の教示は自動車への使用に限られることなく、それらに限定はされないが、航空機、船舶、宇宙船およびレール駆動型車両などの他の地上走行機をさらに含む他の乗り物にも採用できる。さらに本発明の教示は、乗り物への使用に限定されることなく、中空チャネルまたは細長い中実の部材を補強することが所望される場合のあらゆる用途に使用することができる。
【0023】
車両20は、Aピラーアセンブリ22、Bピラーアセンブリ24、およびCピラーアセンブリ26を備えている。図示の実施形態では、補強アセンブリはBピラーアセンブリ24に組み込まれている。Bピラー24の断面は、線2−2に沿って得られ図2に示されている。
【0024】
図2は、Bピラーアセンブリ24の断面を示しており、このアセンブリ24は、ビームもしくはチャネル部材28と、従来技術の補強アセンブリ30と、カバー部材32と、を有している。チャネル部材28は略長方形の形状であるが、他の用例では適当なあらゆる断面を有し得る。チャネル部材28は、シートベルトや他の車両構成要素を通すためのスペースを提供するために中空である。チャネル部材28は、スチールまたは他の適当な金属もしくは合金から成り得る。カバー部材32は、ブラケット形またはC字形の断面を有しており、チャネル部材28を覆って嵌まるように構成されている。カバー部材32は、スチール、他の適当な金属、および合金、を含む材料から製作することができる。従来技術の補強アセンブリ30は、膨張材34と担持部材36とを備えている。膨張材34は、熱的活性化によって膨張するエポキシ樹脂ベースの構造的発泡体を含んでいる。所定の活性化エネルギーに達すると、ある実施形態で、膨張材は100%もしくは200%さらにそれ以上にまで膨張し、それにより、膨張材がカバー部材32とチャネル部材28とに接し接着する。膨張材34は、熱的に活性化された後、実質的に、高い弾性係数を有する剛体となる。膨張材34は、カバー部材32をチャネル部材28に弾性的に接着する接着剤として機能する。そうすることによって、Bピラーアセンブリ24の強度を実質的に増加させる効果が生じ、Bピラーアセンブリ24に、スチール、他の適当な金属、または合金で全体を製作された同寸法のピラーと略同等の強度が与えられる(重量は軽い)。
【0025】
担持部材36は、熱的活性化の前、最中、後のすべてにおいて、膨張材34を支持する基体としての役割を果たす。担持部材36は、ナイロン、スチール、アルミニウム、マグネシウム、ポリアミド、および高温ポリプロピレンを含む材料から製作することができる。
【0026】
上記のように、従来技術の補強アセンブリ30は実質的に非可撓性であり、したがってその横断面の様々な部分を、マスチック材を損傷/欠損/剥離させることなく互いに曲げることができないという欠点を有している。少なくとも1つの実施形態において、本発明の教示に従って製作された補強アセンブリ38が(図6に最も良く示されているように)この問題に対処する。少なくとも図3〜図6に示されている実施形態では、補強アセンブリ38は、担持部材36および複数の膨張材34を有している。担持部材36は、前面37と背面39を有し、膨張材34を支持する複数の物体支持部40を備えている。物体支持部40を相互間で曲げることができる曲げ部42が、各物体支持部40間に設けられている。図示されている実施形態では、少なくとも1つまたは複数の曲げ部42において膨張材34は設けられていない。ただし、一部の実施形態においては、膨張材34が曲げ部42に配置されることがあり得ることを理解されたい。そのような実施形態では、膨張材は、物体支持部40に支持されている膨張材34と比較して相対的に薄く保たれていることが望ましい。たとえば、物体支持部40上に配置されている膨張材34の厚さは通常1.0〜10mmであり、一方、曲げ部42上のいずれの膨張材の厚さも通常0.5mm未満、さらには通常0.01〜0.25mmである。
【0027】
担持部材36は、それらに限定はされないが、ナイロン、アルミニウム、スチール、マグネシウム、ポリアミド、および高温ポリプロピレンを含むあらゆる耐高熱性ポリプロピレンで製作することができる。さらに、250°F(121.1℃)までの温度で実質的に変形することはなくヒンジのところで曲げるのに十分な延性を備えた任意の材料を使用することができる。本願で使用される用語「高熱」は350°F(176.6℃)以上の温度を指す。一部の実施形態では、担持部材36は射出成形プロセスを用いて製造できる。一部の実施形態では、曲げ部42は隣接する物体支持部40より薄く成形することができる。これら実施形態では、曲げ部42は厚さが1.0〜50mmであってもよく、一方、物体支持部は厚さが0.5〜5mmであってもよい。他の実施形態では、担持部材36からノッチ44(図3参照)を切り出し、曲げが生じる領域を画定する所定の弱部を担持部材36に設けることができる。他の実施形態では、担持体を弱める他の任意な方法を用いることができる。
【0028】
膨張材の成分は、膨張材がたとえば約140℃〜210℃(自動車の電着または焼成仕上げプロセスで車体が受ける通常の温度)の外部加熱を行うことで発泡して膨張し、フォーミングできる特性を有する限り、特に限定されるものではない。好ましい実施形態では、膨張材を実現するのに使用される組成は次のように選択されてもよい:室温では固形状および寸法上安定であるが、高温に加熱されると十分に軟化し、それにより、所望の形状および形態に成形(たとえば射出成形)できるように選択される(その高温は、組成を活性化し発泡させるのに必要な温度よりは低い)。好ましくは、膨張材は、少なくとも1つの樹脂(たとえば熱可塑性または熱硬化性樹脂)、および少なくとも1つの潜在性発泡剤(たとえば、潜在性化学発泡剤ならびにカプセル式物理的発泡剤など、室温では安定であるが加熱すると活性化する発泡剤)から成る。ウレタン、エポキシ樹脂、ゴム、またはオレフィンをベースとした熱発泡材、充填材(中空ガラス製マイクロスフェアなどの低密度充填材を含む)、および/または加熱活性化硬化もしくは架橋剤の混合物などの様々な加熱活性化発泡材を使用することができ、その種発泡材の特定の例には、米国特許第6,573,309号、第6,403,222号、第6,348,513号、第6,218,442号、および第6,376,564号、ならびに米国特許出願公開第2006−0209310号および第2004−0266899号に開示されたものが含まれ、それらの特許文書それぞれ全体が、参照により本明細書に援用される。適当な発泡材は、たとえばHenkel AG&Co.KGaAおよびその系列会社によって販売されているTEROCORE製品など、市場においても入手可能である。
【0029】
図3〜図6には、Bピラーアセンブリ24(または他の任意の補強チャネル)を製作する例示的なプロセスが示されている。図3に関し、補強アセンブリ38がチャネル部材28に隣接して配置されている。カバー部材32は、補強アセンブリ38に隣接して配置され、補強アセンブリ38の、チャネル部材28とは反対の側に位置している。カバー部材32は次いでチャネル部材28に向かって押される。図4は、カバー部材32が膨張材34に接し、中心に位置する膨張材34へと外側膨張材34を折り曲げ、それにより、補強アセンブリ38がチャネル部材28の周りを囲む動作を示している。
【0030】
図5では、カバー部材32がチャネル部材28の周りの位置に押し込まれており、補強アセンブリ38がカバー部材32とチャネル部材28との間に挟み込まれている。曲げ部42があることによって、各物体支持部40に対応する画定された曲げ領域がもたらされ、担持部材36が他の領域で曲がることが防止される。
【0031】
図6について、緩く組み立てられた図5のBピラー24が膨張材34の熱的活性化温度以上の温度まで加熱されると、膨張材34が活性化し膨張して泡状体となる。膨張材34は、熱的活性化中に100%、200%またはそれ以上まで膨張してそれにより緩く組み立てられた隙間および空間の一部を充填する。膨張材34は、活性化されると、カバー部材32、またチャネル部材28にも接合可能になる。膨張材34の熱的活性化が完結した後は、カバー部材32がチャネル部材24に弾性的に接着され、それによってBピラーアセンブリ24の強度および剛性が著しく増加する。
【0032】
図7に関し、担持部材36の代替実施形態の斜視図が示されている。図示されている実施形態では、担持部材36は、複数の物体支持部40と2つの曲げ部42を備えている。図示されているように、担持部材36は複数のモールドヒンジ43を備えている。4つのモールドヒンジ43が、2つの曲げ部42にそれぞれ2つずつ配置されている。順番にA、B、C、Dと識別されたモールドヒンジ43が物体支持部40内に配置されている。モールドヒンジA、B、C、Dのおかげで、膨張材34の物体支持部40への取付け前において、物体支持部40を、特定用途で要求される多種の所望形状に作り込むことができる。たとえばある実施形態では、曲げ部42は、隣接する物体支持部40を相互間で15°〜180°に曲げることができるのに十分な可撓性を有していてもよく、他の実施形態では、それが相互間で30°〜120°、さらに他の実施形態では相互に45°〜90°であってもよい。図8〜図11に示されている構成では、物体支持部40は、それぞれの中心線を通る約110°の曲げ部を有している。担持部材36を互いに上下に重ね易くするために、このようなものが望ましいことがある。他の用例では、物体支持部40が実質的に平坦であることが望ましい場合もある。
【0033】
担持部材36が成形または他の方法で製造された後、マスチックを担持体に取り付けるのに有効なあらゆる方法(マスチックを担持体の周りにインサート成形することを含む)によって、膨張材34が担持部材36に取り付けられる。一部の実施形態では、膨張材34は担持部材36上に成形されてもよい。あるいは、クリップ、ブラケット、ピンなどの機械的手段を使用することもできる。ある実施形態では、接着剤を使用して膨張材34を担持部材36に接着することもできる。さらに他の実施形態では、膨張材34を、それが担持部材36の表面に貼りつくほど十分な粘着性をもつように配合することもできる。図7に示されているように、各物体支持部40は、前面から背面に延在する1つまたは複数の開口であって、物体支持部の前面に配置された加熱活性化膨張材34が背面に配置された対応する加熱活性化膨張材34に連結されるようにする開口を有していてもよい。
【0034】
担持部材36の形状は、チャネル部材およびカバー部材のいかなる断面外形にも適応できるように、成形されていてもよい。図7に示されている担持部材36の実施形態では、曲げ部42は、隣接する物体支持部40よ薄くするように成形されている。これら実施形態では、曲げ部42は厚さが0.5〜5mmであり、物体支持部は厚さが1.0〜50mmであってもよい。他の実施形態では、担持部材36の断面すべてにわたる厚さが実質的に一様であってもよく、また、曲げ部は、ノッチを有していてもよいし、または母材の層がフライス盤などによって取り除かれていてもよい。担持部材36はまた複数のクリップ46を有していてもよく、これにより、補強アセンブリ38がチャネル部材28に緩く組み付けられるようになり、カバー部材32が補強アセンブリ38およびチャネル部材28の周りの所定位置に押し込まれる前に、その場に略保持できるようになる。
【0035】
担持部材36は、図7に示されているように、複数のリブ48を備えている。この実施形態では、リブ48は物体支持部40に存在している。これにより、担持部材36の一方の側の膨張材34が、担持部材36の反対側の膨張材34に接合できるようになる。少なくとも1つの実施形態では、リブ48は、厚さが1.0〜50mmで、長さが5〜50mmで、5〜100mm離隔している。少なくとも1つの実施形態では、物体支持部40は、長さが100mm〜1.0mで、10〜100本のリブを備えている。他の実施形態では、物体支持部40がリブ48を有するのではなくて、担持部材36がメッシュを有していてもよい。リブおよびメッシュを使用することは、補強アセンブリ38に使用する材料が少なくなり、結果として製造コストを削減でき、利点となる。さらに他の実施形態では、リブ48を有した担持部材36を成形するのではなくて、担持部材36が、物体支持部として働く複数の平面部材を有していてもよい。上記実施形態では、担持部材の両側の膨張材が互いに接合できるようにするために、スロット、孔、または複数の孔が担持部材36の平面の様々な位置に形成する必要がある。これは、Bピラーアセンブリ24を構造的に補強するために必要であり得る。
【0036】
図8および図9は、担持部材36および膨張材34を備えている補強アセンブリ38を異なる方向から視た図を示す。
【0037】
図10は、図8および図9の補強アセンブリ38を略平らな構成状態で示している。担持部材36は、その自然状態(変形負荷前)では略平らでありその後チャネル部材28に係合するように曲げられるように、成形または製造されてもよい。あるいは、担持部材36は、その自然状態ではC字形またはブラケット形断面を有し、その後、略平らな形状に折り曲げられて梱包されるように成形されてもよい。あるいは、担持部材36は、その自然状態では他の任意の形状を取り、望み通りに変形するようにすることができる。
【0038】
図11および図12は、輸送コンテナ内に梱包されるように、略平らになるように互いに重ねられた複数の補強アセンブリ38を示す。
【0039】
本発明の実施形態が図示され説明されてきたが、これら実施形態が、本発明のすべての可能な形態を図示し説明するものではない。むしろ、本明細書中に使用された言葉は、説明のための言葉であり、限定するものではなく、本発明の主旨および範囲を逸脱することなく様々な変更を加えることができることを理解されたい。
【特許請求の範囲】
【請求項1】
ビーム用の補強アセンブリであって、
前面および背面を有している担持部材であって、複数の物体支持部と、隣接する物体支持部の間に配置された少なくとも1つの曲げ部とを有し、各物体支持部が前記前面から前記背面に延在する開口を有している、担持部材と、
前記担持部材の前記前面および前記背面に支持されている複数の加熱活性化膨張材であって、各加熱活性化膨張材は物体支持部に配置されており、前記前面に配置された各加熱活性化膨張材が前記開口を通って前記背面の対応する加熱活性化膨張材に連結されている、複数の加熱活性化膨張材と、
を備えている補強アセンブリ。
【請求項2】
各曲げ部が、隣接する各物体支持部の厚さより薄い厚さを有している、請求項1に記載の補強アセンブリ。
【請求項3】
各加熱活性化膨張材が、
前記物体支持部のそれぞれの長手方向に沿って、前記物体支持部のそれぞれの実質的に全長にわたって延在している、請求項1に記載の補強アセンブリ。
【請求項4】
前記物体支持部の少なくとも幾つかが複数のリブを備えている、請求項1に記載の補強アセンブリ。
【請求項5】
各曲げ部に十分に可撓性があり、前記隣接する物体支持部を相互間で約45°に曲げることができる、請求項1に記載の補強アセンブリ。
【請求項6】
前記曲げ部に十分に可撓性があり、前記隣接する物体支持部を相互間で約90°に曲げることができる、請求項1に記載の補強アセンブリ。
【請求項7】
前記担持部材がポリプロピレンを含む、請求項1に記載の補強アセンブリ。
【請求項8】
前記ポリプロピレンが、実質的な劣化なしに約250°Fまでの温度に耐えることができる、請求項7に記載の補強アセンブリ。
【請求項9】
前記部材がナイロンを含む、請求項1に記載の補強アセンブリ。
【請求項10】
各加熱活性化膨張材が、活性化されたときに、体積で、100%膨張する材料で製造されている、請求項1に記載の補強アセンブリ。
【請求項11】
前記少なくとも1つの曲げ部には、実質的に、加熱活性化膨張材が存在していない、請求項1に記載の補強アセンブリ。
【請求項12】
前記少なくとも1つの曲げ部には、加熱活性化膨張材が存在していない、請求項1に記載の補強アセンブリ。
【請求項13】
各曲げ部に十分に可撓性があって、前記隣接する物体支持部を相互間で30°〜120°に曲げることができる、請求項1に記載の補強アセンブリ。
【請求項14】
ビーム用の補強アセンブリであって、
略平坦であり、前面および背面を有する射出成形された担持部材であって、その長手方向に沿って延在する複数の物体支持部と、複数の一体ヒンジとに分けられ、各一体ヒンジは隣接する物体支持部間に配置されている、担持部材と、
前記担持部材の前記前面と前記背面とに支持され、前記物体支持部に隣接して配設されている複数の加熱活性化膨張材と、
を備えている補強アセンブリ。
【請求項15】
少なくとも1つの一体ヒンジには、加熱活性化膨張材が存在していない、請求項14に記載の補強アセンブリ。
【請求項16】
チャネル部材と、
前記チャネル部材に係合するように構成されたカバー部材と、
前記チャネル部材と前記カバー部材との間に配置された補強サブアセンブリと、
を備え、
前記補強サブアセンブリは、
複数の物体支持部と、隣接する物体支持部の間に配置された少なくとも1つの曲げ部とを備えた担持部材と、
前記担持部材の前面と背面とに支持され、それぞれが物体支持部に配置されている複数の加熱活性化膨張材と、
を有しており、
前記加熱活性化膨張材は、加熱活性化後、前記チャネル部材の一部分と前記カバー部材の一部分とに接着し、その結果、前記チャネル部材と前記カバー部材とが前記活性化材によって互いに実質的に固定される、補強チャネルアセンブリ。
【請求項17】
各曲げ部が、隣接する各物体支持部の厚さより薄い厚さを有している、請求項16に記載の補強チャネルアセンブリ。
【請求項18】
少なくとも幾つかの前記物体支持部が、複数のリブを備えている、請求項16に記載の補強チャネルアセンブリ。
【請求項19】
補強チャネルアセンブリを製造する方法であって、
チャネル部材と、
前記チャネル部材に係合するように構成されているカバー部材と、
複数の物体支持部と隣接する物体支持部の間に設けられた少なくとも1つの曲げ部とを有する担持部材、および、前記物体支持部の前面および背面に支持されている複数の加熱活性化膨張材を有している補強サブアセンブリと、
を準備するステップと、
前記補強サブアセンブリを前記チャネル部材に隣接して配置するステップと、
前記カバー部材を前記補強サブアセンブリに隣接して配置するステップと、
前記カバー部材を、前記補強サブアセンブリに当てて前記チャネル部材を覆うように押し込み、前記補強サブアセンブリを前記曲げ部で曲げて前記チャネル部材を囲ませるステップと、
前記膨張材を活性化するステップであって、前記膨張材を前記チャネル部材と前記カバー部材とに接合させるステップと、
を含む補強チャネルアセンブリの製造方法。
【請求項20】
前記少なくとも1つの曲げ部には加熱活性化膨張材が存在していない、請求項19に記載の補強チャネルアセンブリの製造方法。
【請求項1】
ビーム用の補強アセンブリであって、
前面および背面を有している担持部材であって、複数の物体支持部と、隣接する物体支持部の間に配置された少なくとも1つの曲げ部とを有し、各物体支持部が前記前面から前記背面に延在する開口を有している、担持部材と、
前記担持部材の前記前面および前記背面に支持されている複数の加熱活性化膨張材であって、各加熱活性化膨張材は物体支持部に配置されており、前記前面に配置された各加熱活性化膨張材が前記開口を通って前記背面の対応する加熱活性化膨張材に連結されている、複数の加熱活性化膨張材と、
を備えている補強アセンブリ。
【請求項2】
各曲げ部が、隣接する各物体支持部の厚さより薄い厚さを有している、請求項1に記載の補強アセンブリ。
【請求項3】
各加熱活性化膨張材が、
前記物体支持部のそれぞれの長手方向に沿って、前記物体支持部のそれぞれの実質的に全長にわたって延在している、請求項1に記載の補強アセンブリ。
【請求項4】
前記物体支持部の少なくとも幾つかが複数のリブを備えている、請求項1に記載の補強アセンブリ。
【請求項5】
各曲げ部に十分に可撓性があり、前記隣接する物体支持部を相互間で約45°に曲げることができる、請求項1に記載の補強アセンブリ。
【請求項6】
前記曲げ部に十分に可撓性があり、前記隣接する物体支持部を相互間で約90°に曲げることができる、請求項1に記載の補強アセンブリ。
【請求項7】
前記担持部材がポリプロピレンを含む、請求項1に記載の補強アセンブリ。
【請求項8】
前記ポリプロピレンが、実質的な劣化なしに約250°Fまでの温度に耐えることができる、請求項7に記載の補強アセンブリ。
【請求項9】
前記部材がナイロンを含む、請求項1に記載の補強アセンブリ。
【請求項10】
各加熱活性化膨張材が、活性化されたときに、体積で、100%膨張する材料で製造されている、請求項1に記載の補強アセンブリ。
【請求項11】
前記少なくとも1つの曲げ部には、実質的に、加熱活性化膨張材が存在していない、請求項1に記載の補強アセンブリ。
【請求項12】
前記少なくとも1つの曲げ部には、加熱活性化膨張材が存在していない、請求項1に記載の補強アセンブリ。
【請求項13】
各曲げ部に十分に可撓性があって、前記隣接する物体支持部を相互間で30°〜120°に曲げることができる、請求項1に記載の補強アセンブリ。
【請求項14】
ビーム用の補強アセンブリであって、
略平坦であり、前面および背面を有する射出成形された担持部材であって、その長手方向に沿って延在する複数の物体支持部と、複数の一体ヒンジとに分けられ、各一体ヒンジは隣接する物体支持部間に配置されている、担持部材と、
前記担持部材の前記前面と前記背面とに支持され、前記物体支持部に隣接して配設されている複数の加熱活性化膨張材と、
を備えている補強アセンブリ。
【請求項15】
少なくとも1つの一体ヒンジには、加熱活性化膨張材が存在していない、請求項14に記載の補強アセンブリ。
【請求項16】
チャネル部材と、
前記チャネル部材に係合するように構成されたカバー部材と、
前記チャネル部材と前記カバー部材との間に配置された補強サブアセンブリと、
を備え、
前記補強サブアセンブリは、
複数の物体支持部と、隣接する物体支持部の間に配置された少なくとも1つの曲げ部とを備えた担持部材と、
前記担持部材の前面と背面とに支持され、それぞれが物体支持部に配置されている複数の加熱活性化膨張材と、
を有しており、
前記加熱活性化膨張材は、加熱活性化後、前記チャネル部材の一部分と前記カバー部材の一部分とに接着し、その結果、前記チャネル部材と前記カバー部材とが前記活性化材によって互いに実質的に固定される、補強チャネルアセンブリ。
【請求項17】
各曲げ部が、隣接する各物体支持部の厚さより薄い厚さを有している、請求項16に記載の補強チャネルアセンブリ。
【請求項18】
少なくとも幾つかの前記物体支持部が、複数のリブを備えている、請求項16に記載の補強チャネルアセンブリ。
【請求項19】
補強チャネルアセンブリを製造する方法であって、
チャネル部材と、
前記チャネル部材に係合するように構成されているカバー部材と、
複数の物体支持部と隣接する物体支持部の間に設けられた少なくとも1つの曲げ部とを有する担持部材、および、前記物体支持部の前面および背面に支持されている複数の加熱活性化膨張材を有している補強サブアセンブリと、
を準備するステップと、
前記補強サブアセンブリを前記チャネル部材に隣接して配置するステップと、
前記カバー部材を前記補強サブアセンブリに隣接して配置するステップと、
前記カバー部材を、前記補強サブアセンブリに当てて前記チャネル部材を覆うように押し込み、前記補強サブアセンブリを前記曲げ部で曲げて前記チャネル部材を囲ませるステップと、
前記膨張材を活性化するステップであって、前記膨張材を前記チャネル部材と前記カバー部材とに接合させるステップと、
を含む補強チャネルアセンブリの製造方法。
【請求項20】
前記少なくとも1つの曲げ部には加熱活性化膨張材が存在していない、請求項19に記載の補強チャネルアセンブリの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公表番号】特表2011−529818(P2011−529818A)
【公表日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願番号】特願2011−521272(P2011−521272)
【出願日】平成21年7月29日(2009.7.29)
【国際出願番号】PCT/US2009/052068
【国際公開番号】WO2010/014681
【国際公開日】平成22年2月4日(2010.2.4)
【出願人】(391008825)ヘンケル・アクチェンゲゼルシャフト・ウント・コムパニー・コマンディットゲゼルシャフト・アウフ・アクチェン (309)
【氏名又は名称原語表記】Henkel AG & Co. KGaA
【住所又は居所原語表記】Henkelstrasse 67,D−40589 Duesseldorf,Germany
【Fターム(参考)】
【公表日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願日】平成21年7月29日(2009.7.29)
【国際出願番号】PCT/US2009/052068
【国際公開番号】WO2010/014681
【国際公開日】平成22年2月4日(2010.2.4)
【出願人】(391008825)ヘンケル・アクチェンゲゼルシャフト・ウント・コムパニー・コマンディットゲゼルシャフト・アウフ・アクチェン (309)
【氏名又は名称原語表記】Henkel AG & Co. KGaA
【住所又は居所原語表記】Henkelstrasse 67,D−40589 Duesseldorf,Germany
【Fターム(参考)】
[ Back to top ]