
補強シート、及びこれを用いた産業用ベルト
【課題】 本発明は、長さ方向における引張強度が向上された補強シートを提供する。
【解決手段】 本発明の補強シートは、長尺状の不織布の一面に、上記不織布の幅方向に所定間隔毎に複数の細幅フィルムを上記不織布の全長に亘って貼着一体化してなり、且つ、上記細幅フィルムが、非晶状態の熱可塑性ポリエステル系樹脂フィルムを上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも30℃低い温度以上で且つ上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも20℃高い温度以下に維持された一対のロール間に上記熱可塑性ポリエステル系樹脂フィルムを供給して引抜延伸することにより延伸熱可塑性ポリエステル系樹脂フィルムを得、上記延伸熱可塑性ポリエステル系樹脂フィルムを延伸方向に切断することにより得られたものであることを特徴とする。
【解決手段】 本発明の補強シートは、長尺状の不織布の一面に、上記不織布の幅方向に所定間隔毎に複数の細幅フィルムを上記不織布の全長に亘って貼着一体化してなり、且つ、上記細幅フィルムが、非晶状態の熱可塑性ポリエステル系樹脂フィルムを上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも30℃低い温度以上で且つ上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも20℃高い温度以下に維持された一対のロール間に上記熱可塑性ポリエステル系樹脂フィルムを供給して引抜延伸することにより延伸熱可塑性ポリエステル系樹脂フィルムを得、上記延伸熱可塑性ポリエステル系樹脂フィルムを延伸方向に切断することにより得られたものであることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、補強シート及びこれを用いた産業用ベルトに関する。
【背景技術】
【0002】
従来から、ナイロン繊維やポリエステル繊維などの合成樹脂繊維の織布からなる補強シートを、ゴムからなる帯状のベルト中に埋設してなるコンベヤベルト、タイミングベルト、動力駆動用ベルトなどの産業用ベルトが知られている(例えば、特許文献1)。産業用ベルトの中でもコンベヤベルトは、資材の搬送に広く用いられている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平08−324738号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ベルトコンベヤには、物資の搬送効率を向上させるために、大量の物資を一括で長距離搬送できることが望まれている。しかしながら、従来のコンベヤベルトでは、補強シートの長さ方向における引張強度が十分ではないため、大量の物資を一括で長距離搬送を行うと、コンベヤベルトに撓みが生じたり、切断や亀裂などの破損が発生する場合があった。
【0005】
したがって、本発明の目的は、長さ方向における引張強度が向上された補強シート及びこれを用いてなるコンベヤベルト、タイミングベルト、動力駆動用ベルトなどの産業用ベルトを提供することである。
【課題を解決するための手段】
【0006】
本発明の補強シートは、長尺状の不織布の一面に、上記不織布の幅方向に所定間隔毎に複数の細幅フィルムを上記不織布の全長に亘って貼着一体化してなり、且つ、上記細幅フィルムが、非晶状態の熱可塑性ポリエステル系樹脂フィルムを上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも30℃低い温度以上で且つ上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも20℃高い温度以下に維持された一対のロール間に上記熱可塑性ポリエステル系樹脂フィルムを供給して引抜延伸することにより延伸熱可塑性ポリエステル系樹脂フィルムを得、上記延伸熱可塑性ポリエステル系樹脂フィルムを延伸方向に切断することにより得られたものであることを特徴とする。
【0007】
さらに、本発明の産業用ベルトは、上記補強シートの両面に熱可塑性樹脂層が積層一体化されてなることを特徴とする。
【発明の効果】
【0008】
本発明の補強シートに用いられる細幅フィルムは、非晶状態の熱可塑性ポリエステル系樹脂フィルムを引抜延伸することで、延伸方向における引張強度が著しく向上された延伸熱可塑性ポリエステル系樹脂フィルムをその長さ方向が延伸方向に沿った状態に切断することにより得られる。したがって、細幅フィルムは、その長さ方向、即ち、延伸方向における引張強度が高く、このような細幅フィルムをその長さ方向が不織布の長さ方向に合致した状態に不織布に貼着一体化されてなる補強シートは、その長さ方向に優れた引張強度を有する。
【0009】
また、本発明の補強シートを産業用ベルトに用いることにより、長さ方向における引張強度が著しく向上され、例えば、産業用ベルトをコンベアベルトに用いた場合には、大量の物資を一括で長距離搬送することができ、物資の搬送効率の向上が図れるコンベヤベルトを提供することが可能となる。
【図面の簡単な説明】
【0010】
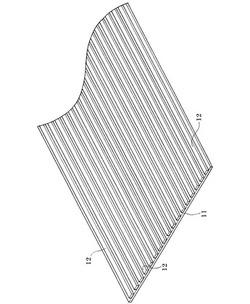
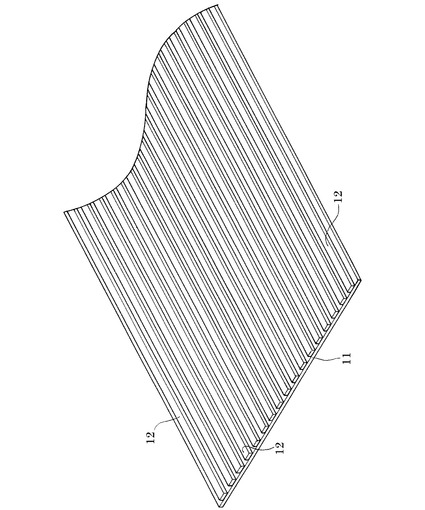
【図1】本発明の補強シートの斜視図である。
【図2】上記補強シートの断面図である。
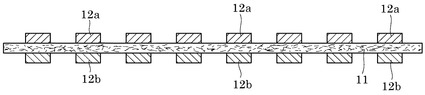
【図3】本発明の補強シートの他の一例を示した断面図である。
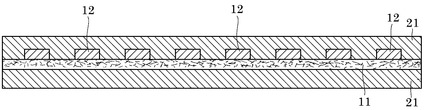
【図4】本発明の産業用ベルトを示した断面図である。
【発明を実施するための形態】
【0011】
本発明の補強シートの斜視図及び断面図を図1及び図2に示す。本発明の補強シートでは、長尺状の不織布11の一面に、上記不織布11の幅方向に所定間隔毎に複数の細幅フィルム12が上記不織布11の全長に亘って貼着一体化されている。
【0012】
本発明の補強シートに用いられる細幅フィルムの製造は、非晶状態の熱可塑性ポリエステル系樹脂フィルムを必要に応じて上記熱可塑性ポリエステル系樹脂のガラス転移温度以上に予熱した後、非晶状態の熱可塑性ポリエステル系樹脂フィルムを上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも30℃低い温度以上で且つ上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも20℃高い温度以下に維持された一対のロール間に上記熱可塑性ポリエステル系樹脂フィルムを供給して引抜延伸することにより延伸熱可塑性ポリエステル系樹脂フィルムを得、上記延伸熱可塑性ポリエステル系樹脂フィルムを延伸方向に切断する方法により行われる。
【0013】
細幅フィルムの製造において原反として用いられる熱可塑性ポリエステル系樹脂フィルムは、非晶状態であればよく、その結晶化度は特に限定されるものではないが、示差走査熱量計で測定した結晶化度が10%未満であることが好ましく、5%未満がより好ましい。非晶状態の熱可塑性ポリエステル系樹脂フィルムの結晶化度は、密度法により測定されたものをいう。
【0014】
本発明で使用される熱可塑性ポリエステル系樹脂としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリグリコール酸、ポリ(L−乳酸)、ポリ(3−ヒドロキシブチレート)、ポリ(3−ヒドロキシブチレート/ヒドロキシバリレート)、ポリ(ε−カプロラクトン)、ポリエチレンサクシネート、ポリブチレンサクシネート、ポリブチレンサクシネートアジペート、ポリブチレンサクシネート/乳酸、ポリブチレンサクシネート/カーボネート、ポリブチレンサクシネート/テレフタレート、ポリブチレンアジペート/テレフタレート、ポリテトラメチレナジペート/テレフタレート、ポリブチレンサクシネート/アジペート/テレフタレート等が挙げられ、高度に延伸することができ引張強度に優れる細幅フィルムを提供できることから、ポリエチレンテレフタレートが好ましい。
【0015】
上記熱可塑性ポリエステル系樹脂の極限粘度は、低すぎると、フィルム作製時にドローダウンを起こしやすく、高すぎると、延伸しても引張強度が向上しないので、0.6〜1.0が好ましい。なお、熱可塑性ポリエステル系樹脂フィルムの極限粘度は、JIS K7367−1に準拠して測定されたものをいう。
【0016】
原反となる非晶状態の熱可塑性ポリエステル系樹脂フィルムの厚みは、薄いと、延伸後のフィルムの厚みが薄くなりすぎ、補強シートの機械的強度や引張強度が低下することがあり、厚いと、補強シートの長さ方向への可撓性が低下することがあるので、250μm〜2.5mmが好ましい。
【0017】
細幅フィルムを製造するには、まず、非晶状態の熱可塑性ポリエステル系樹脂フィルムを一対のロール間に通して引抜いて引抜延伸する。
【0018】
上記引抜延伸する際の熱可塑性ポリエステル系樹脂フィルムの温度は低温であると、延伸熱可塑性ポリエステル系樹脂フィルムが白化し、或いは、硬すぎて裂けて引き抜くことができない虞れがある。したがって、引抜延伸する前に熱可塑性ポリエステル系樹脂フィルムを、予め熱可塑性ポリエステル系樹脂のガラス転移温度以上に予熱することが好ましい。また、引抜延伸する際の熱可塑性ポリエステル系樹脂フィルムの温度は高温になると、引抜延伸によって生じた分子鎖の配向が緩和して延伸熱可塑性ポリエステル系樹脂フィルムの引張強度が低下する虞れがある。したがって、引抜延伸する前に熱可塑性ポリエステル系樹脂フィルムを、熱可塑性ポリエステル系樹脂のガラス転移温度以上で且つ熱可塑性ポリエステル系樹脂のガラス転移温度より10℃高い温度以下に予熱するのがより好ましい。なお、熱可塑性ポリエステル系樹脂のガラス転移温度は、JIS K7121−1987に準拠して測定されたものをいう。
【0019】
上記引抜延伸する際の一対のロール温度は、低温であると延伸熱可塑性ポリエステル系樹脂フィルムが硬すぎて引き抜くことができず、高温になると熱可塑性ポリエステル系樹脂フィルムが柔らかくなりシートを引き抜く張力によりシートが切断されるので、上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも30℃低い温度以上で且つ上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも20℃高い温度以下に限定され、上記熱可塑性ポリエステル系樹脂のガラス転移温度以上で且つ上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも10℃高い温度以下が好ましい。
【0020】
引抜延伸する際の延伸倍率は、特に限定されるものではないが、延伸倍率が低いと、引張強度に優れたフィルムが得られず、高くなると延伸時にフィルムの破断が生じやすくなるので、2〜9倍が好ましく、さらに好ましくは4〜8倍である。
【0021】
なお、本発明において、延伸倍率とは、非晶状態の熱可塑性ポリエステル系樹脂フィルムを一対のロールに供給する速度(V1)と、非晶状態の熱可塑性ポリエステル系樹脂フィルムを一対のロールから引き取る速度(V2)との比(V2/V1)である。
【0022】
延伸熱可塑性ポリエステル系樹脂フィルムの厚みは、薄いと、細幅フィルムの引張強度が低下することがあり、厚いと、補強シートの長さ方向の可撓性が低下することがあるので、50〜250μmが好ましい。
【0023】
上記の通りにして得られた延伸熱可塑性ポリエステル系樹脂フィルムを、その延伸方向に沿って切断することにより、延伸方向を長さ方向とした長尺帯状の細幅フィルムを得ることができる。
【0024】
また、本発明の補強シートでは、長尺状の不織布の一面に細幅フィルムが不織布の幅方向に所定間隔毎に貼着一体化されていることから、細幅フィルムは不織布の一面全面を覆っておらず、不織布の一面には細幅フィルムによって被覆されず露出している部分がある。このように不織布の一面に細幅フィルムが不織布の幅方向に所定間隔毎に貼着一体化されてなる補強シートは、細幅フィルムが貼着されていない箇所において柔軟に撓むことができ、長さ方向(延伸方向)において優れた引張強度が付与されているにも関わらず幅方向においては優れた可撓性を有している。
【0025】
したがって、上記引抜延伸熱可塑性ポリエステル系樹脂フィルムを、延伸方向に切断して得られた細幅フィルムを不織布にその全長に亘って貼着一体化することによって、長さ方向における引張強度に優れる補強シートを提供することが可能となる。
【0026】
細幅フィルムの幅は、狭いと、補強シートに十分な引張強度を付与できない虞れがあり、広いと、不織布の一面を細幅フィルムが覆う面積が大きくなり、不織布が有している柔軟性、通気性及び通水性などを低下させたりする他、補強シートの両面に後述する熱可塑性樹脂層を積層一体化した場合に熱可塑性樹脂層同士を融着させて強固に一体化できなくなる虞れがあるので、0.5〜2.0mmが好ましく、1.0〜1.5mmがより好ましい。
【0027】
細幅フィルムの厚みは、薄いと、補強シートに十分な引張強度を付与できない虞れがあり、厚いと、補強シートの長さ方向の可撓性が低下することがあるので、50〜250μmが好ましく、100〜150μmがより好ましい。
【0028】
複数の細幅フィルムは長尺状の不織布の一面にこの不織布の幅方向に所定間隔毎に貼着一体化されているが、細幅フィルムの間隔は一定であるのが好ましい。不織布の一面に貼着一体化されている細幅フィルムの間隔は、0.5〜2.5mmが好ましく、1.0〜2.0mmがより好ましい。細幅フィルムの間隔が2.5mmを超えると補強シートに十分な引張強度を付与できない虞れがある。また、細幅フィルムの間隔が0.5mm未満であると、不織布の一面を細幅フィルムが覆う面積が大きくなり、不織布が有している柔軟性、通気性及び通水性などを低下させたり、補強シートの幅方向への可撓性が低下したりする他、補強シートの両面に後述する熱可塑性樹脂層を積層一体化した場合に熱可塑性樹脂層を融着させて強固に一体化できなくなる虞れがある。なお、細幅フィルムの間隔とは、隣接する細幅フィルムの端面間の距離(図2におけるL1)とする。
【0029】
また、図1及び2では、複数の細幅フィルム12(12a)は不織布11の一面のみに貼着一体化されているが、図3に示すように不織布11の他面にも複数の細幅フィルム12bが不織布の幅方向に所定間隔毎に貼着一体化されていてもよい。不織布11の一面及び他面のそれぞれに複数の細幅フィルム12a、12bを不織布11の幅方向に所定間隔毎に貼着一体化している補強シートは、長さ方向における引張強度がさらに優れる。
【0030】
不織布11の一面及び他面の双方に複数の細幅フィルム12a、12bを貼着一体化する場合、不織布11の一面に貼着一体化されている細幅フィルム12aと、不織布11の他面に貼着一体化されている細幅フィルム12bとが不織布11を介して不織布11の厚さ方向に重なり合うように配置し、不織布11の一面において細幅フィルム12aにより被覆されずに露出している部分と不織布11の他面において細幅フィルム12bにより被覆されずに露出している部分とが、不織布11の厚さ方向において重なり合うようにするのが好ましい。このような構成を有する補強シートは、補強シートの幅方向への可撓性がより優れる。
【0031】
細幅フィルムが貼着一体化される不織布を構成している繊維としては、ポリエステル系繊維、ポリオレフィン系繊維、ポリアクリロニトリル系繊維、ポリビニルアルコール系繊維、ナイロン繊維、ウレタン繊維などの合成樹脂繊維、天然繊維などを採用することができる。なかでも、ポリエステル系繊維が好ましく、ポリエチレンテレフタレート系繊維がより好ましい。
【0032】
不織布の目付は、不織布の引張強度、機械的強度、及び柔軟性を考慮すると、10.0〜50.0g/m2が好ましく、15.0〜30.0g/m2がより好ましい。なお、不織布の目付とは、単位面積(m2)あたりの不織布の重量(g)を意味する。
【0033】
不織布の一面に細幅フィルムを貼着一体化するには、接着剤を用いて行えばよい。接着剤としては、ゴム系接着剤、アクリル系接着剤、シリコーン系接着剤、ウレタン系接着剤、アクリルウレタン系接着剤、ビニルアルキルエーテル系接着剤、ポリビニルアルコール系接着剤、ポリビニルピロリドン系接着剤、ポリアクリルアミド系接着剤、セルロース系接着剤などを用いることができる。
【0034】
不織布の一面に細幅フィルムを貼着一体化するには、例えば、(1)不織布の一面又は細幅フィルムにおける不織布に対向する面のいずれか一方又は双方に接着剤を塗布した後に、不織布と細幅フィルムとを何れか一方又は双方に塗布した接着剤を介して積層する方法、(2)接着剤を溶剤中に溶解又は分散させた接着剤溶液中に細幅フィルムを浸漬させた後に引き上げることにより表面が接着剤溶液によってコーティングされた細幅フィルムを得、この接着剤溶液によってコーティングされた細幅フィルムを不織布の一面に積層する方法などが用いられる。なかでも、不織布と細幅フィルムとを強固に接着することができることから、上記(2)の方法が好ましく用いられる。
【0035】
接着剤溶液に用いられる溶剤としては、トルエン、酢酸エチル、イソプロピルアルコールなどの有機溶剤の他、水などが挙げられる。また、接着剤溶液における接着剤の含有量は、10〜80重量%程度であればよい。
【0036】
本発明の補強シートは、上述した通り、不織布の一面に複数の細幅フィルムが不織布の幅方向に所定間隔毎に且つ細幅フィルムの長さ方向が不織布の長さ方向に合致した状態に不織布の全長に亘って貼着一体化されていることから、不織布の長さ方向における引張強度が非常に優れている。また、不織布の一面に所定の間隔を設けて細幅フィルムが貼着一体化されており、不織布の一面が部分的に細幅フィルムによって覆われずに露出していることから、補強シートの通気性、通水性、及び幅方向における可撓性を十分に確保することができる。
【0037】
このような本発明の補強シートは、例えば、産業用ベルトを構成する中芯などとして用いることができる。産業用ベルトとしては、特に限定されず、例えば、コンベアベルト、タイミングベルト、動力駆動用ベルトなどが挙げられ、本発明の補強シートは、コンベアベルトを構成する中芯として好適に用いられる。本発明の補強シートを用いた産業用ベルトは、長さ方向における引張強度が著しく向上されていることから、例えば、産業用ベルトをコンベアベルトとして用いた場合、大量の物資を一括で長距離搬送したとしても、コンベヤベルトに撓みが生じたり切断や亀裂などの破損が発生するのを高く防止することができる。したがって、このようなコンベヤベルトによれば、物資の搬送効率の向上が図れる。
【0038】
本発明の産業用ベルトの断面図を図4に示す。本発明の産業用ベルトは、不織布11の一面又は両面に、上記不織布11の幅方向に所定間隔毎に複数の細幅フィルム12がその長さ方向を上記不織布11の長さ方向に沿わせた状態に上記不織布11の全長に亘って貼着一体化されてなる補強シートと、補強シートの両面に積層一体化されてなる熱可塑性樹脂層21、21とを有する。なお、図4には、不織布11の一面のみに細幅フィルム12が貼着一体化されている場合を示した。
【0039】
熱可塑性樹脂層を構成する熱可塑性樹脂としては、ポリエチレン系樹脂、ポリプロピレン系樹脂などのポリオレフィン系樹脂、ポリ塩化ビニル系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂、ポリメチルメタクリレート系樹脂、ポリカーボネート系樹脂などが挙げられ、ポリオレフィン系樹脂が好ましい。熱可塑性樹脂は、単独で用いられても二種以上が併用されてもよい。
【0040】
ポリエチレン系樹脂としては、特に限定されず、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、直鎖状中密度ポリエチレン、直鎖状高密度ポリエチレン、エチレン成分が50重量%を超えて含有されているエチレン−α−オレフィン共重合体、エチレン−酢酸ビニル共重合体などが挙げられ、エチレン−酢酸ビニル共重合体が好ましい。これらは、単独で用いられても併用されてもよい。なお、エチレン−α−オレフィン共重合体を構成しているα−オレフィンとしては、例えば、プロピレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン、1−ノネン、1−デセンなどのα−オレフィンなどが挙げられる。
【0041】
ポリプロピレン系樹脂としては、特に限定されず、例えば、プロピレン単独重合体、プロピレン成分が50重量%を超えて含有されているプロピレンと他のオレフィンとの共重合体などが挙げられ、単独で用いられても二種以上が併用されてもよい。又、プロピレンと他のオレフィンとの共重合体は、ブロック共重合体又はランダム共重合体の何れであってもよい。
【0042】
なお、プロピレンと共重合されるオレフィンとしては、例えば、エチレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン、1−ノネン、1−デセンなどのα−オレフィンなどが挙げられる。
【0043】
熱可塑性樹脂層の厚みは、0.2〜5.0μmが好ましく、0.5〜3.0μmがより好ましい。熱可塑性樹脂層の厚みが0.2μm未満では、産業用ベルトに十分な引張強度や機械的強度を付与できない虞れがある。また、熱可塑性樹脂層の厚みが5.0μmを超えると、産業用ベルトの柔軟性が低下して実用上、使用できなくなる虞れがある。
【0044】
補強シートの両面に熱可塑性樹脂層を積層一体化するには、補強シートの両面にそれぞれの面全面を覆うようにして熱可塑性樹脂シートを積層して積層体を得、この積層体を加熱して熱可塑性樹脂シートを軟化させて、熱可塑性樹脂シートと補強シートとを一体化させて、熱可塑性樹脂シートを熱可塑性樹脂層として補強シートの両面に積層一体化させる熱ラミネート法を用いるのが好ましい。
【0045】
補強シートの両面にそれぞれ熱可塑性樹脂シートを積層してなる積層体を加熱する温度は、熱可塑性樹脂シートに用いられた熱可塑性樹脂に応じて決定すればよいが、150〜250℃が好ましく、180〜220℃がより好ましい。加熱時間は、1.0〜5.0分が好ましい。
【0046】
上記産業用ベルトはその中芯として補強シートを有しているが、この補強シートを構成している不織布の一面は細幅フィルムによって覆われずに露出している部分を含んでいる。また、不織布は、この不織布を構成する繊維によって形成された空隙を複数有している。このような構造を有する補強シートの両面に熱可塑性樹脂層を上述の要領で熱ラミネート法によって積層一体化すると、補強シートの両面上に積層された熱可塑性樹脂シートが加熱により軟化して、軟化した熱可塑性樹脂シートの一部が不織布の細幅フィルムによって覆われずに露出している部分から上記不織布の空隙中に浸入し、この空隙を介して補強シートの両面上に積層されている熱可塑性樹脂層同士を部分的に一体化させることができる。このようにして得られる産業用ベルトでは、補強シートの両面上に積層された熱可塑性樹脂層同士が強固に一体化されていることから、補強シートから熱可塑性樹脂層が剥離するのを高く抑制し、得られる産業用ベルトは、優れた機械的強度や引張強度を有している。
【実施例】
【0047】
以下に、本発明を実施例を用いてより具体的に説明するが、本発明はこれに限定されない。
【0048】
(実施例1)
厚さ2mmで且つ幅200mmのポリエチレンテレフタレートフィルム(帝人化成社製 商品名「A−PETシートFR」、結晶化度:4%)を75℃に予熱した上で延伸装置(協和エンジニアリング社製)に供給し、80℃に加熱された一対のロール間(ロール間隔:0.2mm)にポリエチレンテレフタレートフィルムを供給して引き抜いて引抜延伸して延伸倍率が約6倍の延伸ポリエチレンテレフタレートフィルム(厚み0.14mm、幅140mm)を得た。
【0049】
なお、上記ポリエチレンテレフタレートフィルムを構成しているポリエチレンテレフタレートのガラス転移温度は72℃、ポリエチレンテレフタレートを昇温速度10℃/分の条件で示差走査熱量分析によって測定して得られた示差操作熱量曲線において、ポリエチレンテレフタレートの結晶化ピークの立ち上がり温度は約118℃で、融解ピークの立ち上がり温度は約230℃であった。
【0050】
延伸ポリエチレンテレフタレートフィルムをマイクロスリット加工することにより延伸ポリエチレンテレフタレートフィルムの延伸方向に沿って切断し、複数本の短冊状(長尺帯状)の細幅フィルム(幅:1.0mm)を得た。
【0051】
次に、細幅フィルムを、アクリルウレタン系接着剤を水中に均一に分散させてなるエマルジョン接着剤(アクリルウレタン系接着剤の含有量:30重量%)中に浸漬させた後に引き上げることにより、エマルジョン接着剤でコーティングされた細幅フィルムを得た。その後、ポリエチレンテレフタレート系繊維からなる長尺状の不織布(東洋紡績社製 製品名「エクーレ」、目付:15g/m2)の一面に、この不織布の幅方向に所定の間隔L1(2.0mm)毎に、エマルジョン接着剤でコーティングされた複数の細幅フィルムをその長さ方向と不織布の長さ方向とが合致するように不織布の全長に亘って積層して積層体Aを得、この積層体Aを100℃で1.0分間に亘って加熱することにより不織布の一面に細幅フィルムを貼着一体化して補強シートを得た。
【0052】
そして、補強シートの両面にエチレン−酢酸ビニル共重合体からなる熱可塑性樹脂シート(厚み:1.0μm)を上記補強シートの各面全面を覆うようにして積層して積層体Bを得た後、この積層体Bを220℃にて厚み方向に押圧した状態で5.0分間に亘って加熱して、熱可塑性樹脂シートの一部を補強シート内に進入させ、不織布の両面に積層させた熱可塑性樹脂シート同士を一体化させた後に冷却して熱可塑性樹脂を固化させることにより、補強シートの両面に熱可塑性樹脂層を積層一体化して産業用ベルトを得た。
【産業上の利用可能性】
【0053】
本発明によれば、長さ方向における引張強度に優れる産業用ベルトを提供することができる。この産業用ベルトをコンベヤベルトとして用いることによって、大量の物資を長距離搬送することができ、物資の搬送効率を向上させることができる。
【符号の説明】
【0054】
11 不織布
12 細幅フィルム
21 熱可塑性樹脂層
【技術分野】
【0001】
本発明は、補強シート及びこれを用いた産業用ベルトに関する。
【背景技術】
【0002】
従来から、ナイロン繊維やポリエステル繊維などの合成樹脂繊維の織布からなる補強シートを、ゴムからなる帯状のベルト中に埋設してなるコンベヤベルト、タイミングベルト、動力駆動用ベルトなどの産業用ベルトが知られている(例えば、特許文献1)。産業用ベルトの中でもコンベヤベルトは、資材の搬送に広く用いられている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平08−324738号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ベルトコンベヤには、物資の搬送効率を向上させるために、大量の物資を一括で長距離搬送できることが望まれている。しかしながら、従来のコンベヤベルトでは、補強シートの長さ方向における引張強度が十分ではないため、大量の物資を一括で長距離搬送を行うと、コンベヤベルトに撓みが生じたり、切断や亀裂などの破損が発生する場合があった。
【0005】
したがって、本発明の目的は、長さ方向における引張強度が向上された補強シート及びこれを用いてなるコンベヤベルト、タイミングベルト、動力駆動用ベルトなどの産業用ベルトを提供することである。
【課題を解決するための手段】
【0006】
本発明の補強シートは、長尺状の不織布の一面に、上記不織布の幅方向に所定間隔毎に複数の細幅フィルムを上記不織布の全長に亘って貼着一体化してなり、且つ、上記細幅フィルムが、非晶状態の熱可塑性ポリエステル系樹脂フィルムを上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも30℃低い温度以上で且つ上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも20℃高い温度以下に維持された一対のロール間に上記熱可塑性ポリエステル系樹脂フィルムを供給して引抜延伸することにより延伸熱可塑性ポリエステル系樹脂フィルムを得、上記延伸熱可塑性ポリエステル系樹脂フィルムを延伸方向に切断することにより得られたものであることを特徴とする。
【0007】
さらに、本発明の産業用ベルトは、上記補強シートの両面に熱可塑性樹脂層が積層一体化されてなることを特徴とする。
【発明の効果】
【0008】
本発明の補強シートに用いられる細幅フィルムは、非晶状態の熱可塑性ポリエステル系樹脂フィルムを引抜延伸することで、延伸方向における引張強度が著しく向上された延伸熱可塑性ポリエステル系樹脂フィルムをその長さ方向が延伸方向に沿った状態に切断することにより得られる。したがって、細幅フィルムは、その長さ方向、即ち、延伸方向における引張強度が高く、このような細幅フィルムをその長さ方向が不織布の長さ方向に合致した状態に不織布に貼着一体化されてなる補強シートは、その長さ方向に優れた引張強度を有する。
【0009】
また、本発明の補強シートを産業用ベルトに用いることにより、長さ方向における引張強度が著しく向上され、例えば、産業用ベルトをコンベアベルトに用いた場合には、大量の物資を一括で長距離搬送することができ、物資の搬送効率の向上が図れるコンベヤベルトを提供することが可能となる。
【図面の簡単な説明】
【0010】
【図1】本発明の補強シートの斜視図である。
【図2】上記補強シートの断面図である。
【図3】本発明の補強シートの他の一例を示した断面図である。
【図4】本発明の産業用ベルトを示した断面図である。
【発明を実施するための形態】
【0011】
本発明の補強シートの斜視図及び断面図を図1及び図2に示す。本発明の補強シートでは、長尺状の不織布11の一面に、上記不織布11の幅方向に所定間隔毎に複数の細幅フィルム12が上記不織布11の全長に亘って貼着一体化されている。
【0012】
本発明の補強シートに用いられる細幅フィルムの製造は、非晶状態の熱可塑性ポリエステル系樹脂フィルムを必要に応じて上記熱可塑性ポリエステル系樹脂のガラス転移温度以上に予熱した後、非晶状態の熱可塑性ポリエステル系樹脂フィルムを上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも30℃低い温度以上で且つ上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも20℃高い温度以下に維持された一対のロール間に上記熱可塑性ポリエステル系樹脂フィルムを供給して引抜延伸することにより延伸熱可塑性ポリエステル系樹脂フィルムを得、上記延伸熱可塑性ポリエステル系樹脂フィルムを延伸方向に切断する方法により行われる。
【0013】
細幅フィルムの製造において原反として用いられる熱可塑性ポリエステル系樹脂フィルムは、非晶状態であればよく、その結晶化度は特に限定されるものではないが、示差走査熱量計で測定した結晶化度が10%未満であることが好ましく、5%未満がより好ましい。非晶状態の熱可塑性ポリエステル系樹脂フィルムの結晶化度は、密度法により測定されたものをいう。
【0014】
本発明で使用される熱可塑性ポリエステル系樹脂としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリグリコール酸、ポリ(L−乳酸)、ポリ(3−ヒドロキシブチレート)、ポリ(3−ヒドロキシブチレート/ヒドロキシバリレート)、ポリ(ε−カプロラクトン)、ポリエチレンサクシネート、ポリブチレンサクシネート、ポリブチレンサクシネートアジペート、ポリブチレンサクシネート/乳酸、ポリブチレンサクシネート/カーボネート、ポリブチレンサクシネート/テレフタレート、ポリブチレンアジペート/テレフタレート、ポリテトラメチレナジペート/テレフタレート、ポリブチレンサクシネート/アジペート/テレフタレート等が挙げられ、高度に延伸することができ引張強度に優れる細幅フィルムを提供できることから、ポリエチレンテレフタレートが好ましい。
【0015】
上記熱可塑性ポリエステル系樹脂の極限粘度は、低すぎると、フィルム作製時にドローダウンを起こしやすく、高すぎると、延伸しても引張強度が向上しないので、0.6〜1.0が好ましい。なお、熱可塑性ポリエステル系樹脂フィルムの極限粘度は、JIS K7367−1に準拠して測定されたものをいう。
【0016】
原反となる非晶状態の熱可塑性ポリエステル系樹脂フィルムの厚みは、薄いと、延伸後のフィルムの厚みが薄くなりすぎ、補強シートの機械的強度や引張強度が低下することがあり、厚いと、補強シートの長さ方向への可撓性が低下することがあるので、250μm〜2.5mmが好ましい。
【0017】
細幅フィルムを製造するには、まず、非晶状態の熱可塑性ポリエステル系樹脂フィルムを一対のロール間に通して引抜いて引抜延伸する。
【0018】
上記引抜延伸する際の熱可塑性ポリエステル系樹脂フィルムの温度は低温であると、延伸熱可塑性ポリエステル系樹脂フィルムが白化し、或いは、硬すぎて裂けて引き抜くことができない虞れがある。したがって、引抜延伸する前に熱可塑性ポリエステル系樹脂フィルムを、予め熱可塑性ポリエステル系樹脂のガラス転移温度以上に予熱することが好ましい。また、引抜延伸する際の熱可塑性ポリエステル系樹脂フィルムの温度は高温になると、引抜延伸によって生じた分子鎖の配向が緩和して延伸熱可塑性ポリエステル系樹脂フィルムの引張強度が低下する虞れがある。したがって、引抜延伸する前に熱可塑性ポリエステル系樹脂フィルムを、熱可塑性ポリエステル系樹脂のガラス転移温度以上で且つ熱可塑性ポリエステル系樹脂のガラス転移温度より10℃高い温度以下に予熱するのがより好ましい。なお、熱可塑性ポリエステル系樹脂のガラス転移温度は、JIS K7121−1987に準拠して測定されたものをいう。
【0019】
上記引抜延伸する際の一対のロール温度は、低温であると延伸熱可塑性ポリエステル系樹脂フィルムが硬すぎて引き抜くことができず、高温になると熱可塑性ポリエステル系樹脂フィルムが柔らかくなりシートを引き抜く張力によりシートが切断されるので、上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも30℃低い温度以上で且つ上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも20℃高い温度以下に限定され、上記熱可塑性ポリエステル系樹脂のガラス転移温度以上で且つ上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも10℃高い温度以下が好ましい。
【0020】
引抜延伸する際の延伸倍率は、特に限定されるものではないが、延伸倍率が低いと、引張強度に優れたフィルムが得られず、高くなると延伸時にフィルムの破断が生じやすくなるので、2〜9倍が好ましく、さらに好ましくは4〜8倍である。
【0021】
なお、本発明において、延伸倍率とは、非晶状態の熱可塑性ポリエステル系樹脂フィルムを一対のロールに供給する速度(V1)と、非晶状態の熱可塑性ポリエステル系樹脂フィルムを一対のロールから引き取る速度(V2)との比(V2/V1)である。
【0022】
延伸熱可塑性ポリエステル系樹脂フィルムの厚みは、薄いと、細幅フィルムの引張強度が低下することがあり、厚いと、補強シートの長さ方向の可撓性が低下することがあるので、50〜250μmが好ましい。
【0023】
上記の通りにして得られた延伸熱可塑性ポリエステル系樹脂フィルムを、その延伸方向に沿って切断することにより、延伸方向を長さ方向とした長尺帯状の細幅フィルムを得ることができる。
【0024】
また、本発明の補強シートでは、長尺状の不織布の一面に細幅フィルムが不織布の幅方向に所定間隔毎に貼着一体化されていることから、細幅フィルムは不織布の一面全面を覆っておらず、不織布の一面には細幅フィルムによって被覆されず露出している部分がある。このように不織布の一面に細幅フィルムが不織布の幅方向に所定間隔毎に貼着一体化されてなる補強シートは、細幅フィルムが貼着されていない箇所において柔軟に撓むことができ、長さ方向(延伸方向)において優れた引張強度が付与されているにも関わらず幅方向においては優れた可撓性を有している。
【0025】
したがって、上記引抜延伸熱可塑性ポリエステル系樹脂フィルムを、延伸方向に切断して得られた細幅フィルムを不織布にその全長に亘って貼着一体化することによって、長さ方向における引張強度に優れる補強シートを提供することが可能となる。
【0026】
細幅フィルムの幅は、狭いと、補強シートに十分な引張強度を付与できない虞れがあり、広いと、不織布の一面を細幅フィルムが覆う面積が大きくなり、不織布が有している柔軟性、通気性及び通水性などを低下させたりする他、補強シートの両面に後述する熱可塑性樹脂層を積層一体化した場合に熱可塑性樹脂層同士を融着させて強固に一体化できなくなる虞れがあるので、0.5〜2.0mmが好ましく、1.0〜1.5mmがより好ましい。
【0027】
細幅フィルムの厚みは、薄いと、補強シートに十分な引張強度を付与できない虞れがあり、厚いと、補強シートの長さ方向の可撓性が低下することがあるので、50〜250μmが好ましく、100〜150μmがより好ましい。
【0028】
複数の細幅フィルムは長尺状の不織布の一面にこの不織布の幅方向に所定間隔毎に貼着一体化されているが、細幅フィルムの間隔は一定であるのが好ましい。不織布の一面に貼着一体化されている細幅フィルムの間隔は、0.5〜2.5mmが好ましく、1.0〜2.0mmがより好ましい。細幅フィルムの間隔が2.5mmを超えると補強シートに十分な引張強度を付与できない虞れがある。また、細幅フィルムの間隔が0.5mm未満であると、不織布の一面を細幅フィルムが覆う面積が大きくなり、不織布が有している柔軟性、通気性及び通水性などを低下させたり、補強シートの幅方向への可撓性が低下したりする他、補強シートの両面に後述する熱可塑性樹脂層を積層一体化した場合に熱可塑性樹脂層を融着させて強固に一体化できなくなる虞れがある。なお、細幅フィルムの間隔とは、隣接する細幅フィルムの端面間の距離(図2におけるL1)とする。
【0029】
また、図1及び2では、複数の細幅フィルム12(12a)は不織布11の一面のみに貼着一体化されているが、図3に示すように不織布11の他面にも複数の細幅フィルム12bが不織布の幅方向に所定間隔毎に貼着一体化されていてもよい。不織布11の一面及び他面のそれぞれに複数の細幅フィルム12a、12bを不織布11の幅方向に所定間隔毎に貼着一体化している補強シートは、長さ方向における引張強度がさらに優れる。
【0030】
不織布11の一面及び他面の双方に複数の細幅フィルム12a、12bを貼着一体化する場合、不織布11の一面に貼着一体化されている細幅フィルム12aと、不織布11の他面に貼着一体化されている細幅フィルム12bとが不織布11を介して不織布11の厚さ方向に重なり合うように配置し、不織布11の一面において細幅フィルム12aにより被覆されずに露出している部分と不織布11の他面において細幅フィルム12bにより被覆されずに露出している部分とが、不織布11の厚さ方向において重なり合うようにするのが好ましい。このような構成を有する補強シートは、補強シートの幅方向への可撓性がより優れる。
【0031】
細幅フィルムが貼着一体化される不織布を構成している繊維としては、ポリエステル系繊維、ポリオレフィン系繊維、ポリアクリロニトリル系繊維、ポリビニルアルコール系繊維、ナイロン繊維、ウレタン繊維などの合成樹脂繊維、天然繊維などを採用することができる。なかでも、ポリエステル系繊維が好ましく、ポリエチレンテレフタレート系繊維がより好ましい。
【0032】
不織布の目付は、不織布の引張強度、機械的強度、及び柔軟性を考慮すると、10.0〜50.0g/m2が好ましく、15.0〜30.0g/m2がより好ましい。なお、不織布の目付とは、単位面積(m2)あたりの不織布の重量(g)を意味する。
【0033】
不織布の一面に細幅フィルムを貼着一体化するには、接着剤を用いて行えばよい。接着剤としては、ゴム系接着剤、アクリル系接着剤、シリコーン系接着剤、ウレタン系接着剤、アクリルウレタン系接着剤、ビニルアルキルエーテル系接着剤、ポリビニルアルコール系接着剤、ポリビニルピロリドン系接着剤、ポリアクリルアミド系接着剤、セルロース系接着剤などを用いることができる。
【0034】
不織布の一面に細幅フィルムを貼着一体化するには、例えば、(1)不織布の一面又は細幅フィルムにおける不織布に対向する面のいずれか一方又は双方に接着剤を塗布した後に、不織布と細幅フィルムとを何れか一方又は双方に塗布した接着剤を介して積層する方法、(2)接着剤を溶剤中に溶解又は分散させた接着剤溶液中に細幅フィルムを浸漬させた後に引き上げることにより表面が接着剤溶液によってコーティングされた細幅フィルムを得、この接着剤溶液によってコーティングされた細幅フィルムを不織布の一面に積層する方法などが用いられる。なかでも、不織布と細幅フィルムとを強固に接着することができることから、上記(2)の方法が好ましく用いられる。
【0035】
接着剤溶液に用いられる溶剤としては、トルエン、酢酸エチル、イソプロピルアルコールなどの有機溶剤の他、水などが挙げられる。また、接着剤溶液における接着剤の含有量は、10〜80重量%程度であればよい。
【0036】
本発明の補強シートは、上述した通り、不織布の一面に複数の細幅フィルムが不織布の幅方向に所定間隔毎に且つ細幅フィルムの長さ方向が不織布の長さ方向に合致した状態に不織布の全長に亘って貼着一体化されていることから、不織布の長さ方向における引張強度が非常に優れている。また、不織布の一面に所定の間隔を設けて細幅フィルムが貼着一体化されており、不織布の一面が部分的に細幅フィルムによって覆われずに露出していることから、補強シートの通気性、通水性、及び幅方向における可撓性を十分に確保することができる。
【0037】
このような本発明の補強シートは、例えば、産業用ベルトを構成する中芯などとして用いることができる。産業用ベルトとしては、特に限定されず、例えば、コンベアベルト、タイミングベルト、動力駆動用ベルトなどが挙げられ、本発明の補強シートは、コンベアベルトを構成する中芯として好適に用いられる。本発明の補強シートを用いた産業用ベルトは、長さ方向における引張強度が著しく向上されていることから、例えば、産業用ベルトをコンベアベルトとして用いた場合、大量の物資を一括で長距離搬送したとしても、コンベヤベルトに撓みが生じたり切断や亀裂などの破損が発生するのを高く防止することができる。したがって、このようなコンベヤベルトによれば、物資の搬送効率の向上が図れる。
【0038】
本発明の産業用ベルトの断面図を図4に示す。本発明の産業用ベルトは、不織布11の一面又は両面に、上記不織布11の幅方向に所定間隔毎に複数の細幅フィルム12がその長さ方向を上記不織布11の長さ方向に沿わせた状態に上記不織布11の全長に亘って貼着一体化されてなる補強シートと、補強シートの両面に積層一体化されてなる熱可塑性樹脂層21、21とを有する。なお、図4には、不織布11の一面のみに細幅フィルム12が貼着一体化されている場合を示した。
【0039】
熱可塑性樹脂層を構成する熱可塑性樹脂としては、ポリエチレン系樹脂、ポリプロピレン系樹脂などのポリオレフィン系樹脂、ポリ塩化ビニル系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂、ポリメチルメタクリレート系樹脂、ポリカーボネート系樹脂などが挙げられ、ポリオレフィン系樹脂が好ましい。熱可塑性樹脂は、単独で用いられても二種以上が併用されてもよい。
【0040】
ポリエチレン系樹脂としては、特に限定されず、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、直鎖状中密度ポリエチレン、直鎖状高密度ポリエチレン、エチレン成分が50重量%を超えて含有されているエチレン−α−オレフィン共重合体、エチレン−酢酸ビニル共重合体などが挙げられ、エチレン−酢酸ビニル共重合体が好ましい。これらは、単独で用いられても併用されてもよい。なお、エチレン−α−オレフィン共重合体を構成しているα−オレフィンとしては、例えば、プロピレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン、1−ノネン、1−デセンなどのα−オレフィンなどが挙げられる。
【0041】
ポリプロピレン系樹脂としては、特に限定されず、例えば、プロピレン単独重合体、プロピレン成分が50重量%を超えて含有されているプロピレンと他のオレフィンとの共重合体などが挙げられ、単独で用いられても二種以上が併用されてもよい。又、プロピレンと他のオレフィンとの共重合体は、ブロック共重合体又はランダム共重合体の何れであってもよい。
【0042】
なお、プロピレンと共重合されるオレフィンとしては、例えば、エチレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン、1−ノネン、1−デセンなどのα−オレフィンなどが挙げられる。
【0043】
熱可塑性樹脂層の厚みは、0.2〜5.0μmが好ましく、0.5〜3.0μmがより好ましい。熱可塑性樹脂層の厚みが0.2μm未満では、産業用ベルトに十分な引張強度や機械的強度を付与できない虞れがある。また、熱可塑性樹脂層の厚みが5.0μmを超えると、産業用ベルトの柔軟性が低下して実用上、使用できなくなる虞れがある。
【0044】
補強シートの両面に熱可塑性樹脂層を積層一体化するには、補強シートの両面にそれぞれの面全面を覆うようにして熱可塑性樹脂シートを積層して積層体を得、この積層体を加熱して熱可塑性樹脂シートを軟化させて、熱可塑性樹脂シートと補強シートとを一体化させて、熱可塑性樹脂シートを熱可塑性樹脂層として補強シートの両面に積層一体化させる熱ラミネート法を用いるのが好ましい。
【0045】
補強シートの両面にそれぞれ熱可塑性樹脂シートを積層してなる積層体を加熱する温度は、熱可塑性樹脂シートに用いられた熱可塑性樹脂に応じて決定すればよいが、150〜250℃が好ましく、180〜220℃がより好ましい。加熱時間は、1.0〜5.0分が好ましい。
【0046】
上記産業用ベルトはその中芯として補強シートを有しているが、この補強シートを構成している不織布の一面は細幅フィルムによって覆われずに露出している部分を含んでいる。また、不織布は、この不織布を構成する繊維によって形成された空隙を複数有している。このような構造を有する補強シートの両面に熱可塑性樹脂層を上述の要領で熱ラミネート法によって積層一体化すると、補強シートの両面上に積層された熱可塑性樹脂シートが加熱により軟化して、軟化した熱可塑性樹脂シートの一部が不織布の細幅フィルムによって覆われずに露出している部分から上記不織布の空隙中に浸入し、この空隙を介して補強シートの両面上に積層されている熱可塑性樹脂層同士を部分的に一体化させることができる。このようにして得られる産業用ベルトでは、補強シートの両面上に積層された熱可塑性樹脂層同士が強固に一体化されていることから、補強シートから熱可塑性樹脂層が剥離するのを高く抑制し、得られる産業用ベルトは、優れた機械的強度や引張強度を有している。
【実施例】
【0047】
以下に、本発明を実施例を用いてより具体的に説明するが、本発明はこれに限定されない。
【0048】
(実施例1)
厚さ2mmで且つ幅200mmのポリエチレンテレフタレートフィルム(帝人化成社製 商品名「A−PETシートFR」、結晶化度:4%)を75℃に予熱した上で延伸装置(協和エンジニアリング社製)に供給し、80℃に加熱された一対のロール間(ロール間隔:0.2mm)にポリエチレンテレフタレートフィルムを供給して引き抜いて引抜延伸して延伸倍率が約6倍の延伸ポリエチレンテレフタレートフィルム(厚み0.14mm、幅140mm)を得た。
【0049】
なお、上記ポリエチレンテレフタレートフィルムを構成しているポリエチレンテレフタレートのガラス転移温度は72℃、ポリエチレンテレフタレートを昇温速度10℃/分の条件で示差走査熱量分析によって測定して得られた示差操作熱量曲線において、ポリエチレンテレフタレートの結晶化ピークの立ち上がり温度は約118℃で、融解ピークの立ち上がり温度は約230℃であった。
【0050】
延伸ポリエチレンテレフタレートフィルムをマイクロスリット加工することにより延伸ポリエチレンテレフタレートフィルムの延伸方向に沿って切断し、複数本の短冊状(長尺帯状)の細幅フィルム(幅:1.0mm)を得た。
【0051】
次に、細幅フィルムを、アクリルウレタン系接着剤を水中に均一に分散させてなるエマルジョン接着剤(アクリルウレタン系接着剤の含有量:30重量%)中に浸漬させた後に引き上げることにより、エマルジョン接着剤でコーティングされた細幅フィルムを得た。その後、ポリエチレンテレフタレート系繊維からなる長尺状の不織布(東洋紡績社製 製品名「エクーレ」、目付:15g/m2)の一面に、この不織布の幅方向に所定の間隔L1(2.0mm)毎に、エマルジョン接着剤でコーティングされた複数の細幅フィルムをその長さ方向と不織布の長さ方向とが合致するように不織布の全長に亘って積層して積層体Aを得、この積層体Aを100℃で1.0分間に亘って加熱することにより不織布の一面に細幅フィルムを貼着一体化して補強シートを得た。
【0052】
そして、補強シートの両面にエチレン−酢酸ビニル共重合体からなる熱可塑性樹脂シート(厚み:1.0μm)を上記補強シートの各面全面を覆うようにして積層して積層体Bを得た後、この積層体Bを220℃にて厚み方向に押圧した状態で5.0分間に亘って加熱して、熱可塑性樹脂シートの一部を補強シート内に進入させ、不織布の両面に積層させた熱可塑性樹脂シート同士を一体化させた後に冷却して熱可塑性樹脂を固化させることにより、補強シートの両面に熱可塑性樹脂層を積層一体化して産業用ベルトを得た。
【産業上の利用可能性】
【0053】
本発明によれば、長さ方向における引張強度に優れる産業用ベルトを提供することができる。この産業用ベルトをコンベヤベルトとして用いることによって、大量の物資を長距離搬送することができ、物資の搬送効率を向上させることができる。
【符号の説明】
【0054】
11 不織布
12 細幅フィルム
21 熱可塑性樹脂層
【特許請求の範囲】
【請求項1】
長尺状の不織布の一面に、上記不織布の幅方向に所定間隔毎に複数の細幅フィルムを上記不織布の全長に亘って貼着一体化してなり、且つ、上記細幅フィルムが、非晶状態の熱可塑性ポリエステル系樹脂フィルムを上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも30℃低い温度以上で且つ上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも20℃高い温度以下に維持された一対のロール間に上記熱可塑性ポリエステル系樹脂フィルムを供給して引抜延伸することにより延伸熱可塑性ポリエステル系樹脂フィルムを得、上記延伸熱可塑性ポリエステル系樹脂フィルムを延伸方向に切断することにより得られたものであることを特徴とする補強シート。
【請求項2】
請求項1に記載の補強シートの両面に熱可塑性樹脂層が積層一体化されてなることを特徴とする産業用ベルト。
【請求項3】
熱可塑性樹脂層がポリオレフィン系樹脂を含むことを特徴とする請求項2に記載の産業用ベルト。
【請求項1】
長尺状の不織布の一面に、上記不織布の幅方向に所定間隔毎に複数の細幅フィルムを上記不織布の全長に亘って貼着一体化してなり、且つ、上記細幅フィルムが、非晶状態の熱可塑性ポリエステル系樹脂フィルムを上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも30℃低い温度以上で且つ上記熱可塑性ポリエステル系樹脂のガラス転移温度よりも20℃高い温度以下に維持された一対のロール間に上記熱可塑性ポリエステル系樹脂フィルムを供給して引抜延伸することにより延伸熱可塑性ポリエステル系樹脂フィルムを得、上記延伸熱可塑性ポリエステル系樹脂フィルムを延伸方向に切断することにより得られたものであることを特徴とする補強シート。
【請求項2】
請求項1に記載の補強シートの両面に熱可塑性樹脂層が積層一体化されてなることを特徴とする産業用ベルト。
【請求項3】
熱可塑性樹脂層がポリオレフィン系樹脂を含むことを特徴とする請求項2に記載の産業用ベルト。
【図1】


【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−158119(P2012−158119A)
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願番号】特願2011−19786(P2011−19786)
【出願日】平成23年2月1日(2011.2.1)
【出願人】(596111276)積水フイルム株式会社 (133)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願日】平成23年2月1日(2011.2.1)
【出願人】(596111276)積水フイルム株式会社 (133)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]