
補強シート付き電解質膜−触媒層接合体
【課題】本発明は、電解質膜−触媒層接合体の破損を抑制でき、水素等の燃料ガスのガスリークを防止できる補強シート付き電解質膜−触媒層接合体の提供を課題とする。
【解決手段】本発明の補強シート付き電解質膜−触媒層接合体は、固体高分子電解質膜及び触媒層を備えた電解質膜−触媒層接合体であって、(1)前記固体高分子電解質膜の外周縁部を除いた両面にそれぞれ触媒層が積層されており、(2)前記固体高分子電解質膜の両面の外周縁部上に、中央に開口部を有する枠状の補強シートが設置されており、(3)前記補強シートが、(i)第1ポリオレフィン系樹脂層と、(ii)繊維質シート及び多孔質シートからなる群から選択される少なくとも1種のシートとから構成されており、(4)前記補強シートを構成する第1ポリオレフィン系樹脂層が固体高分子電解質膜に接触するように配置されている。
【解決手段】本発明の補強シート付き電解質膜−触媒層接合体は、固体高分子電解質膜及び触媒層を備えた電解質膜−触媒層接合体であって、(1)前記固体高分子電解質膜の外周縁部を除いた両面にそれぞれ触媒層が積層されており、(2)前記固体高分子電解質膜の両面の外周縁部上に、中央に開口部を有する枠状の補強シートが設置されており、(3)前記補強シートが、(i)第1ポリオレフィン系樹脂層と、(ii)繊維質シート及び多孔質シートからなる群から選択される少なくとも1種のシートとから構成されており、(4)前記補強シートを構成する第1ポリオレフィン系樹脂層が固体高分子電解質膜に接触するように配置されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、補強シート付き電解質膜−触媒層接合体に関するものである。
【背景技術】
【0002】
燃料電池は、電解質の両面に電極が配置され、水素と酸素の電気化学反応により発電する電池であり、発電時に発生するのは水のみである。このように、燃料電池は従来の内燃機関と異なり、二酸化炭素等の環境負荷ガスを発生しないために次世代のクリーンエネルギーシステムとして普及が見込まれている。その中でも特に固体高分子形燃料電池は、作動温度が低く、電解質の抵抗が少ないことに加え、活性の高い触媒を用いるため小型でも高出力を得ることができ、家庭用コージェネレーションシステム等として早期の実用化が見込まれている。
【0003】
この固体高分子形燃料電池は、プロトン伝導性を有する固体高分子電解質膜を用い、当該電解質膜の両面に触媒層及びガス拡散層を順に積層している。そして、この触媒層及びガス拡散層からなる電極の周囲を囲むようにガスケットを配置し、さらにこれをセパレータで挟んだ構造を有している。また、ガスケットは位置精度の観点から電極の一回り外側を囲むように設置されているため、ガスケットと電極との間には隙間が形成されており、この隙間部分に対応する電解質膜は、電極またはガスケットのどちらにも押さえられていない状態となっている。ここで、上記固体高分子形燃料電池の発電及び非発電を繰り返すと、電解質膜は、湿潤状態と乾燥状態とを繰り返すが、この上記隙間部分に対応する電解質膜は、電極またはガスケットで押さえられていないため、膨張と収縮が繰り返される。この結果、電解質膜が疲労してしまい、長時間使用すると、電解質膜が破損してしまう問題を有している。
【0004】
この問題を解消するため、例えば特許文献1に開示された固体高分子形燃料電池は、電極とガスケットとの間の隙間に補強膜をさらに設けている。この補強膜は、ガスケットと同様に中央部に開口部を有する枠状に形成されており、前記補強膜の外周縁部がガスケットと電解質膜との間に挟まれており、前記補強膜の内周縁部は、セパレータとガス拡散層との間に挟まれている。このように、特許文献1の固体高分子形燃料電池は、補強膜を使用して、ガスケットと電極との間の隙間部分を拘束して、電解質膜の膨張・収縮を抑制して緩和しようとしている。
【0005】
しかしながら、特許文献1の補強膜は、フッ素樹脂等の単層で構成される膜であって、当該膜上に直接ガスケットが配置されているものであるが、このような構成を採用することによっても、電解質膜の膨張及び収縮が十分に緩和することが不可能である。それ故、長時間電池を作動した場合には、電解質膜の破損を十分に防止できないおそれがあり、より一層の改善が要望されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3052536号公報(図1)
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の課題は、電解質膜の膨張及び収縮を十分に抑制して、長時間電池を作動させても電解質膜の破損が起こらず、ガスリークの発生を抑制できる電解質膜−触媒層接合体を提供することである。
【課題を解決するための手段】
【0008】
本発明者らは、上記問題に鑑み、鋭意研究を行った結果、特定の層構造及び特定の材料
を使用した補強シートを使用することにより、上記問題が解決された電解質膜−触媒層接合体が得られることを見出した。本発明はこのような知見に基づき、完成されたものである。すなわち、本発明は、下記の補強シート付き電解質膜−触媒層接合体に係る。
【0009】
項1. 固体高分子電解質膜及び触媒層を備えた電解質膜−触媒層接合体であって、
(1)前記固体高分子電解質膜の外周縁部を除いた両面にそれぞれ触媒層が積層されており、
(2)前記固体高分子電解質膜の両面の外周縁部上に、中央に開口部を有する枠状の補強シートが設置されており、
(3)前記補強シートが、(i)第1ポリオレフィン系樹脂層と、(ii)繊維質シート及び多
孔質シートからなる群から選択される少なくとも1種のシートとから構成されており、
(4)前記補強シートを構成する第1ポリオレフィン系樹脂層が固体高分子電解質膜に接触するように配置されている、
ことを特徴とする補強シート付き電解質膜−触媒層接合体。
【0010】
項2. 前記(ii)のシートが不織布である、項1に記載の電解質膜−触媒層接合体。
【0011】
項3. 前記(ii)のシートが(1)天然繊維、又は(2)融点が200℃以上である合成樹脂からなる繊維である、項1又は2に記載の電解質膜−触媒層接合体。
【0012】
項4. 前記(ii)のシートの内部に、第1ポリオレフィン系樹脂層の一部が侵入している、項1〜3のいずれかに記載の電解質膜−触媒層接合体。
【0013】
項5. 前記(ii)のシート上にさらに、第2ポリオレフィン系樹脂層が形成されてなる、項1〜4のいずれかに記載の電解質膜−触媒層接合体。
【0014】
項6. 前記第2ポリオレフィン系樹脂層上にさらにガスケットが配置されてなる、項5に記載の電解質膜−触媒層接合体。
【0015】
項7. 前記(ii)のシートの内部に、第2ポリオレフィン系樹脂層の一部が侵入している、項5又は6に記載の電解質膜−触媒層接合体。
【0016】
1.補強シート付き電解質膜−触媒層接合体
本発明の補強シート付き電解質膜−触媒層接合体は、固体高分子電解質膜の両面に触媒層に積層されている電解質膜−触媒層接合体であって、(1)前記固体高分子電解質膜の外周縁部を除いた両面にそれぞれ触媒層が積層されており、(2)前記固体高分子電解質膜の両面の外周縁部上に、中央に開口部を有する枠状の補強シートが設置されており、(3)前記補強シートが、(i)第1ポリオレフィン系樹脂層と、(ii)繊維質シート及び多孔質シートからなる群から選択される少なくとも1種のシートと、から構成されており、(4)前記補強シートを構成する第1ポリオレフィン系樹脂層が固体高分子電解質膜に接触するように配置されている。このように、特定の補強シートを配置することにより、電解質膜−触媒層接合体の破損を抑制することができ、水素等の燃料ガスのガスリークを防止することができる。
【0017】
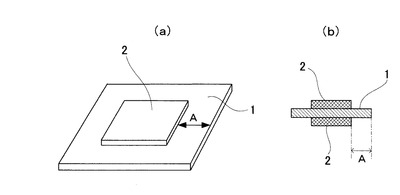
本発明の電解質膜−触媒層接合体は、例えば、図1に示すように、固体高分子電解質膜(以下、単に、「電解質膜」ともいう。)の外周縁部を除いた両面(上面及び下面)にそれぞれ触媒層が積層されている。このように、触媒層は電解質膜よりも一回り小さく形成されているため、電解質膜の外周縁部上には触媒層が形成されていない。電解質膜の外周縁から触媒層の外周縁までの距離Aは特に制限されないが、例えば0〜10mm程度(特に1〜8mm程度)であることが好ましい。
【0018】
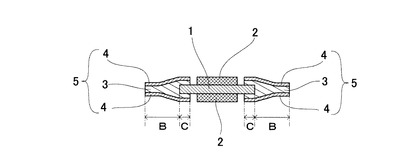
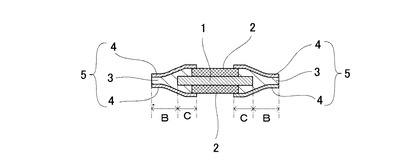
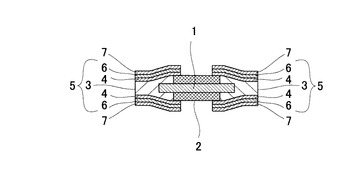
本発明の補強シート付き電解質膜−触媒層接合体は、固体高分子電解質膜の両面の外周縁部上に、中央に開口部を有する枠状の補強シートが設置されている。その補強シートは、(i)第1ポリオレフィン系樹脂層、並びに(ii)繊維質シート及び多孔質シートからなる群から選択される少なくとも1種のシート(以下、「繊維質多孔質シート」ともいう。)から構成されており、その第1ポリオレフィン系樹脂層が電解質膜に接触するように配置されている。この際、図2に示すように、第1ポリオレフィン系樹脂層は、電解質膜の上面及び下面の外周縁部及び側面に覆うように電解質膜に配置されてなる。第1ポリオレフィン系樹脂層の上面及び下面には、それぞれ繊維質多孔質シートが積層されている。繊維質多孔質シートは第1ポリオレフィン系樹脂層の表面全面に積層されていてもよく、一部のみ積層されていてもよいが、本発明では、平面視で第1ポリオレフィン系樹脂層と繊維質多孔質シートとが実質的に同一の形状及び大きさであることが好ましい。補強シートは、電解質膜の外周縁部に配置していればよく、例えば、電解質膜の外周縁部のみならず、電解質膜上に形成されている触媒層の外周縁部上にも配置していてもよい(図3)。なお、電解質膜からはみ出た補強シートの距離Bは特に制限されないが、例えば5〜50mm程度(特に10〜30mm程度)であることが好ましい。また、電解質膜の外周縁部上(さらには、触媒層の外周縁部上)に積層されている補強シートの距離Cは限定的でないが、例えば1〜30mm程度(特に3〜20mm程度)であることが好ましい。
【0019】
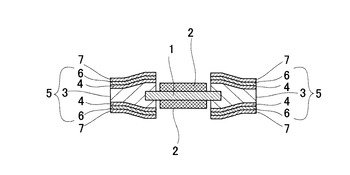
本発明の補強シートの外側(すなわち、第1ポリオレフィン系樹脂層とは反対側の繊維質多孔質シートの表面)には、さらに、第2ポリオレフィン系樹脂層が積層されていてもよく、さらに第2ポリオレフィン系樹脂層表面にガスケットが配置されていてもよい(図4)。これにより、より確実にガスリークを防止することができる。また、この場合においても、この補強シート及びガスケットは、例えば、電解質膜の外周縁部のみならず、電解質膜上に形成されている触媒層の外周縁部上にも配置されていてもよい(図5)。
【0020】
本発明の電解質膜−触媒層接合体の両面の触媒層上に公知又は市販のガス拡散層を配置することにより電解質膜−電極接合体が得られる。また、当該電解質膜−電極接合体の両面に公知又は市販のセパレータを配置することにより固体高分子形燃料電池を製造できる。
【0021】
次に上記のように構成された電解質膜−触媒層接合体の各構成要素の材質について説明する。
【0022】
(固体高分子電解質膜)
固体高分子電解質膜は、公知又は市販のものを使用することができるが、例えば、基材上に水素イオン伝導性高分子電解質を含有する溶液を塗工し、乾燥することによっても製造することができる。水素イオン伝導性高分子電解質としては、例えば、パーフルオロスルホン酸系のフッ素イオン交換樹脂、より具体的には、炭化水素系イオン交換膜のC−H結合をフッ素で置換したパーフルオロカーボンスルホン酸系ポリマー(PFS系ポリマー)等が挙げられる。電気陰性度の高いフッ素原子を導入することで、化学的に非常に安定し、スルホン酸基の解離度が高く、高いイオン伝導性が実現できる。このような水素イオン伝導性高分子電解質の具体例としては、デュポン社製の「Nafion」(登録商標)、旭硝子(株)製の「Flemion」(登録商標)、旭化成(株)製の「Aciplex」(登録商標)、ゴア(Gore)社製の「Gore Select」(登録商標)等が挙げられる。水素イオン伝導性高分子電解質含有溶液中に含まれる水素イオン伝導性高分子電解質の濃度は、通常5〜60重量%程度、好ましくは20〜40重量%程度である。なお、電解質膜の膜厚は通常20〜250μm程度、好ましくは20〜80μm程度である。
【0023】
(触媒層)
触媒層は、公知又は市販の白金含有の触媒層(カソード触媒及びアノード触媒)である。具体的には、触媒層は、(1)触媒粒子を担持させた炭素粒子及び(2)水素イオン伝導性高分子電解質を含有する。触媒粒子としては、例えば、白金、白金合金、白金化合物等が挙げられる。白金合金としては、例えば、ルテニウム、パラジウム、ニッケル、モリブデン、イリジウム、鉄等からなる群から選ばれる少なくとも1種の金属と、白金との合金等が挙げられる。なお、通常は、カソード触媒層に含まれる触媒粒子は白金であり、アノード触媒層に含まれる触媒粒子は前記金属と白金との合金である。また、水素イオン伝導性高分子電解質としては、上述した電解質膜に使用されるものと同じ材料を使用することができる。
【0024】
(ポリオレフィン系樹脂層)
ポリオレフィン系樹脂層を構成するポリオレフィン系樹脂としては、例えば、ポリエチレン(低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン等)、ポリプロピレン、ポリブテン、ポリイソブチレン、ポリブタジエン、ポリイソプレン等のオレフィン樹脂が挙げられる。また、エチレン−α・オレフィン共重合体、エチレン−プロピレン共重合体等のオレフィン系樹脂;エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体、エチレン−アクリル酸エステル共重合体、エチレン−メタクリル酸エステル共重合体等のアクリル系樹脂;エチレン−酢酸ビニル共重合体等の酢酸ビニル系樹脂等も挙げられる。その他、アイオノマー樹脂等も挙げられる。さらに、これらの樹脂を変性した酸変性ポリオレフィン系樹脂を使用してもよい。
【0025】
酸変性ポリオレフィン系樹脂としては、例えば、上記ポリオレフィン系樹脂を不飽和カルボン酸でグラフト変性させたものが好ましく挙げられる。具体例としては、不飽和カルボン酸でグラフト変性したポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−アクリル酸エステル共重合体、エチレン−メタクリル酸エステル共重合体等である。上記酸変性に用いる不飽和カルボン酸としては、例えば、アクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、シトラコン酸、無水シトラコン酸、イタコン酸、無水イタコン酸等が挙げられる。酸変性ポリオレフィン系樹脂に含まれる不飽和カルボン酸の量(変性量)は、例えば、0.01〜6重量%程度とすればよい。この酸変性ポリオレフィン系樹脂を使用する場合には、必要に応じて、さらにブテン成分、エチレン−プロピレン共重合体、エチレン−プロピレン−ブテン共重合体、プロピレン−α・オレフィン共重合体、オレフィン系エラストマー等が混合されていてもよい。
【0026】
ポリオレフィン系樹脂の密度は限定的でないが、通常800〜1000kg/cm3程度、好ましくは850〜950kg/cm3程度とすればよい。なお、本発明の密度は、ASTM D1505に準拠して測定されるものである。
【0027】
ポリオレフィン系樹脂の融点は、熱プレス時の温度等により適宜決定されるが、例えばポリエチレン(酸変性ポリエチレンを含む)である場合は通常100〜130℃程度、好ましくは110〜125℃程度であり、ポリプロピレン(酸変性ポリプロピレンを含む)である場合は通常135〜170℃程度、好ましくは140〜160℃程度である。なお、本発明の融点は、ASTM D2117に準拠して測定されるものである。
【0028】
ポリオレフィン系樹脂のMFR(メルトフローレート)も限定的でなく、例えば、1〜10g/10分程度、好ましくは2〜9.5g/10分程度である。なお、本発明のMFRは、ASTM D1238に準拠して測定されるものである。
【0029】
なお、第1ポリオレフィン系樹脂層及び第2ポリオレフィン系樹脂層は、上述したポリオレフィン系樹脂で構成されており、第1ポリオレフィン系樹脂層及び第2ポリオレフィ
ン系樹脂層を構成するポリオレフィン系樹脂は、同一であってもよく、異なってもよい。
【0030】
(繊維質シート及び多孔質シート)
本発明は、上記第1ポリオレフィン系樹脂層の上面及び下面に、繊維質シート及び多孔質シートからなる群から選択される少なくとも1種のシート(繊維質多孔質シート)が積層されている。これにより、補強シートに剛性を保ちながら、フレキシブル性を与えることができる。
【0031】
本発明では、第1ポリオレフィン系樹脂層の上面及び下面に積層される繊維質多孔質シートは、同一であってもよく、異なっていてもよい。例えば、上面には、繊維質シートを積層し、下面には多孔質シートを積層していてもよく、その逆であってもよい。
【0032】
繊維質シートは、例えば、有機繊維及び無機繊維のいずれの繊維から構成されていてもよい。
【0033】
有機繊維としては、天然繊維及び合成樹脂繊維のいずれも使用することができる。
【0034】
天然繊維としては、セルロース、羊毛、絹、綿、麻等が挙げられる。
【0035】
合成樹脂繊維を構成する合成樹脂としては、例えば融点が200℃以上を有する市販のものを広く使用でき、具体的には、ポリエステル、ポリアミド、ポリイミド、ポリメチルペンテン(230〜240℃)、ポリフェニレンオキサイド(285〜288℃)、ポリサルホン、ポリエーテルエーテルケトン(334℃)、ポリフェニレンサルファイド(280℃)等の合成樹脂が挙げられる。
【0036】
本発明では、特にポリエステルが好ましく、中でも全芳香族ポリエステルが好ましい。このような全芳香族ポリエステルとしては、例えば、p−ヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸との共重合体(クラレ製「ベクトラン」、クラレ製「ベクルス」)、p−ヒドロキシ安息香酸とテレフタール酸と4,4’−ジヒドロキシビスフェニルとの共重合体(住友化学製「スミカスーパー」)等が例示できる。
【0037】
無機繊維としては、ガラス繊維、炭素繊維、岩石繊維等が挙げられる。
【0038】
繊維質シートは、織布であってもよく、不織布であってもよい。また、繊維質シートは、未延伸シートであってもよく、一軸又は二軸方向に延伸した延伸シートを多孔質化したものであってもよい。
【0039】
本発明では不織布が好ましく、この中でも、合成樹脂繊維からなる不織布が好ましく、特に、全芳香族ポリエステル繊維からなる不織布が好ましい。これにより、剛性、フレキシブル性等を一段と向上させることができる。
【0040】
不織布は、湿式法及び乾式法のいずれの方法で得られたものであってもよいが、コスト、耐溶剤性等の点から乾式法が好ましく、乾式法の中でもメルトブローン法が特に好ましい。
【0041】
繊維質シートの目付け量は限定的でないが、例えば5〜25g/m2程度とすればよい。繊維質シートの密度も限定的でなく、好ましくは0.15〜0.45g/cm3程度とすればよい。この範囲とすることにより、フレキシブル性等がより一層向上する。
【0042】
多孔質シートを構成する材料は、上記合成樹脂繊維を構成する合成樹脂と同様のものが
挙げられる。多孔質シートの空隙率は、例えば10〜80体積%程度、好ましくは25〜70体積%程度とすればよい。
【0043】
多孔質シートは、例えば、ニードルパンチ法;エンボスロール法;熱溶融穿孔法;ナイフ、カッター、ロータリーダイロール等を用いた物理的穿孔法;レーザービーム加工;コロナ放電;プラズマ放電等の公知の方法により製造することができる。
【0044】
(補強シート)
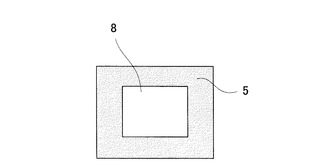
本発明の補強シートは、例えば、図6に示されるように、中央に平面視で開口部を有する枠状をしており、上記第1ポリオレフィン系樹脂層の上面及び下面に繊維質多孔質シートが積層されてなるものである。補強シートの開口部の形状及び補強シートそのものの外形はそれぞれ限定的でなく、図6のように共に矩形であってもよく、また円形であってもよい。
【0045】
厚みは限定的でないが、通常、20〜150μm程度、好ましくは30〜100μm程度である。
【0046】
本発明では、補強シートにおいて、第1ポリオレフィン系樹脂層が繊維質多孔質シート内部に侵入していることが好ましい。これにより、第1ポリオレフィン系樹脂層と繊維質多孔質シートとの密着性が向上し、電池作動時に繊維質多孔質シートの剥離を防止することができる。侵入している樹脂層の厚みは限定的でないが、5〜30μm程度であることが好ましい。
【0047】
また、第2ポリオレフィン系樹脂層が形成されている場合は、当該第2ポリオレフィン系樹脂層の一部も補強シート内部に侵入していることが好ましい。侵入している樹脂層の厚みは限定的でないが、5〜60μm程度であることが好ましい。
【0048】
本発明の補強シートは、例えば、ポリオレフィン系樹脂を、Tダイ押出機等を用いて上記繊維質多孔質シート上に加熱溶融押出しすることにより製造することができる。
【0049】
本発明の補強シートは、上述の第1ポリオレフィン系樹脂層の上面及び下面に上述の繊維質多孔質シートが積層されてなるものである。従って、本発明の補強シートは、剛性を保ちながらフレキシブル性を持つため、電解質膜−触媒層接合体に設置した場合に、電解質膜−触媒層接合体の寸法変化(電池作動時における電解質膜の膨張及び収縮)を抑制できる。すなわち、電解質膜が膨張する場合は電解質膜を膨張しないように圧縮する力が働き、電解質膜が収縮する場合は収縮する力を緩和するよう力が働くため、電解質膜の形状をなるべく一定にさせて、電解質膜の膨張及び収縮を抑制できる。その結果、電解質膜−触媒層接合体の破損を抑制することができ、水素等の燃料ガスのガスリークを防止することができる。
【0050】
(ガスケット)
本発明では、必要に応じて、補強シートの第2ポリオレフィン系樹脂層の表面にさらにガスケットを配置してもよい。
【0051】
ガスケットとしては、熱プレスに耐えうる強度を保ち、外部に燃料及び酸化剤を漏出しない程度のガスバリア性を有しているものを使用することができる。例えば、ポリエチレンテレフタレートシート、テフロン(登録商標)シート、シリコンゴムシート、ニトリルゴムシート、エチレンプロピレンゴムシート、アクリルゴムシート等を例示することができる。
【0052】
ガスケットの厚みは、触媒層の厚みとガス拡散層の厚みとの和の±20μm程度の範囲で調整することが好ましい。
【0053】
2.補強シート付き電解質膜−触媒層接合体の製造方法
本発明の補強シート付き電解質膜−触媒層接合体は、例えば、(1)固体高分子電解質膜の両面に触媒層を形成させ、次いで、(2)中央に開口部を設けた枠状の本発明の補強シート2枚をポリオレフィン系樹脂層が対向するように当該触媒層形成電解質膜に配置し、熱プレスすることにより製造される。
【0054】
(1)触媒層の形成
固体高分子電解質膜の両面に触媒層を形成させるに当たっては、例えば、触媒層形成用転写シートを触媒層が電解質膜に対面するように配置し、転写シートの背面側から加熱プレスを施して触媒層を電解質膜に転写させて、転写シートの転写用基材を剥離する。この際、作業性を考慮すると、触媒層を電解質膜の両面に同時に積層することが好ましいが、片面ずつ触媒層を形成してもよい。
【0055】
加熱プレスの加圧レベルは、転写不良を避けるために、通常0.5〜20MPa程度、好ましくは1〜10MPa程度がよい。
【0056】
この加圧操作の際に、加圧面を加熱するのが好ましい。加熱温度は、電解質膜の破損、変形等を避けるために、通常200℃以下、好ましくは150℃以下がよい。このように電解質膜の両面に触媒層を形成することで電解質膜−触媒層接合体が形成される。このとき、触媒層は、電解質膜よりも一回り小さいため、電解質膜の外周縁部は露出された状態となっている。
【0057】
触媒層形成用転写シートは、転写される触媒層が転写用基材に形成されたものである。触媒層形成用転写シートは、例えば、上述した触媒粒子を担持させた炭素粒子及び水素イオン伝導性高分子電解質を溶剤に混合、分散して触媒層形成用ペースト組成物を調製し、形成される触媒層が所望の膜厚になるように触媒層形成用ペースト組成物を公知の方法に従い、必要に応じて離型層を介して、転写用基材上に塗工することにより製造される。このとき、触媒層が、電解質膜よりも一回り小さい形状となるように、触媒層形成用ペースト組成物を転写用基材に塗工すればよい。
【0058】
触媒層形成用ペースト組成物を塗布するに際しては、その方法は特に限定されるものではなく、例えば、ナイフコーター、バーコーター、ブレードコーター、スプレー、ディップコーター、スピンコーター、ロールコーター、ダイコーター、カーテンコーター、スクリーン印刷等の一般的な方法を適用できる。
【0059】
溶剤は限定的でなく、公知又は市販のものを広く使用できるが、本発明では、特に、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、2−ブタノール、t−ブタノール、エチレングリコール、プロピレングリコール等の炭素数1〜4程度の1価又は多価のアルコールが好ましい。これらの溶剤は、1種単独で又は2種以上混合して使用できる。
【0060】
触媒層形成用ペースト組成物を塗工した後、所定の温度及び時間で乾燥することにより転写用基材上に触媒層が形成される。乾燥温度は、通常40〜100℃程度、好ましくは60〜80℃程度とすればよい。乾燥時間は、乾燥温度等により異なり一概には言えないが、通常5分〜2時間程度、好ましくは10分〜1時間程度とすればよい。
【0061】
転写用基材としては、例えば、ポリイミド、ポリエチレンテレフタレート、ポリパルバ
ン酸アラミド、ポリアミド(ナイロン)、ポリサルホン、ポリエーテルサルホン、ポリフェニレンサルファイド、ポリエーテルエーテルケトン、ポリエーテルイミド、ポリアリレート、ポリエチレンナフタレート等の高分子フィルムを挙げることができる。また、エチレンテトラフルオロエチレン共重合体(ETFE)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロパーフルオロアルキルビニルエーテル共重合体(PFA)、ポリテトラフルオロエチレン(PTFE)等の耐熱性フッ素樹脂を用いることもできる。さらに転写用基材は、高分子フィルム以外にアート紙、コート紙、軽量コート紙等の塗工紙、ノート用紙、コピー用紙等の非塗工紙であっても良い。本発明では、安価で入手が容易な高分子フィルムが好ましく、ポリエチレンテレフタレート等がより好ましい。転写用基材の厚さは、取り扱い性及び経済性の観点から通常6〜100μm程度、好ましくは10〜30μm程度とするのがよい。
【0062】
(2)補強シートの取り付け方
次いで、上記電解質膜−触媒層接合体に、例えば、開口部を設けた枠状の補強シート2枚を第1ポリオレフィン系樹脂層が対向するように当該触媒層形成電解質膜に配置し、熱プレスすることにより、補強シートを取り付ける。
【0063】
より詳細には、電解質膜−触媒層接合体の上面及び下面に開口部を設けた枠状の補強シートをそれぞれ配置する。このとき各補強シートの第1ポリオレフィン系樹脂層が互いに向き合うように各補強シートを配置する。次いで、補強シートの開口部から触媒層が外周縁部を除いて露出するよう、補強シートをそれぞれ電解質膜の外周縁部上に配置し、次いで、加熱プレスを行う。この際、補強シートは、電解質膜の外周縁部上のみならず、触媒層の外周縁部上にも配置されていてもよい。
【0064】
この際、加熱プレスを行うことにより、2枚の補強シートのポリオレフィン系樹脂層同士が熱融着されて、実質的に一つの第1ポリオレフィン系樹脂層を形成することとなる。
【0065】
加熱温度は、ポリオレフィン系樹脂層が溶融する温度で行う限り限定的でないが、通常60〜160℃、好ましくは80〜130℃程度である。加圧レベルは、通常0.05〜5MPa程度、好ましくは0.1〜1MPa程度である。
【0066】
なお、必要に応じて、補強シート上にガスケットを設けてもよい。このガスケットを設ける場合は、補強シートを、繊維質多孔質シートの一方面に第1ポリオレフィン系樹脂層が積層され、他方面に第2ポリオレフィン系樹脂層が設けられた補強シート(第1ポリオレフィン系樹脂層/繊維質多孔質シート/第2ポリオレフィン系樹脂層の接合体)を使用し、当該第2ポリオレフィン系樹脂層上にガスケットを加熱プレスすればよい。加熱プレスの条件は、上記第1ポリオレフィン系樹脂層を設ける際と同様の条件とすればよい。
【0067】
本発明の電解質膜−触媒層接合体の両面に公知又は市販のガス拡散層を設けることにより、電解質膜−電極接合体(MEA)を得ることができ、さらに当該電解質膜−電極接合体に公知又は市販のセパレータを設けることにより、固体高分子形燃料電池を得ることができる。
【発明の効果】
【0068】
本発明の補強シート付き電解質膜−触媒層接合体によれば、電解質膜−触媒層接合体の破損を十分に抑制できる。そのため、長時間電池を作動させた場合でも水素等の燃料ガスのガスリークを防止でき、燃料電池の耐久時間を向上させることができる。
【図面の簡単な説明】
【0069】
【図1】図1は、本発明に用いる電解質膜−触媒層接合体の斜視図(a)及び断面図(b)の一例を示す。
【図2】図2は、本発明の補強シート付き電解質膜−触媒層接合体の断面図の一例を示す。
【図3】図3は、本発明の補強シート付き電解質膜−触媒層接合体の断面図の一例を示す。
【図4】図4は、本発明の補強シート付き電解質膜−触媒層接合体の断面図の一例を示す。
【図5】図5は、本発明の補強シート付き電解質膜−触媒層接合体の断面図の一例を示す。
【図6】図6は、本発明に用いる補強シートの平面図の一例を示す。
【発明を実施するための形態】
【0070】
以下に実施例及び比較例を示して、本発明をさらに具体的に説明する。なお、本発明は
、下記実施例に限定されるものではない。
【0071】
(実施例1)
電解質膜は、75×75mmの大きさに切断された膜厚50μmのNRE212CS(Dupont社製)を使用した。
【0072】
次に、触媒層形成用転写シートを次の要領で作製した。まず、白金触媒担持カーボン(白金担持量:45.7wt%、田中貴金属社製、「TEC10E50E」)2gに、1−ブタノール10g、3−ブタノール10g、フッ素樹脂(5wt%ナフィオンバインダー、デュポン社製)20g及び水6gを加え、これらを分散機にて攪拌混合することにより、触媒層形成用ペースト組成物を調製した。次に、調製したペースト組成物をポリエステルフィルム(東レ製、「X44」、厚さ25μm)に触媒層乾燥後の白金重量が0.4mg/cm2となるように塗工し、乾燥して、触媒層形成用転写シートを作製した。
【0073】
以上のように作製した触媒層形成用転写シートを60×60mmの大きさに切断し、電解質膜の両面それぞれに触媒層が電解質膜側を向くように中心を合わせて配置した。そして、135℃、5.0MPa、150秒の条件で熱プレスすることで、電解質膜の両面に触媒層を形成し、電解質膜−触媒層接合体を作製した。なお、触媒層の厚さは20μmであった。
【0074】
続いて、補強シートを作製した。補強シートは全芳香族ポリエステル繊維からなる不織布(目付け14g/cm2、厚さ50μm、密度0.21g/cm3;クラレ製、「ベクルスMBBK14F」)の一方の面に酸変性ポリプロピレン(「アドマーQE840」;三井化学株式会社製 、密度895kg/cm3(測定方法ASTM D1505)、融
点140℃(測定方法ASTM D2117)、MFR9.2g/10分(測定方法ASTM D1238))をTダイ押出機で44μm厚さに押出し塗布することにより、総厚さが70μmである実施例1の補強シートを得た。
【0075】
この補強シートを110×110mmの大きさに切断し、その中央部に50×50mmの大きさの開口部を形成した。そして、補強シート2枚を各々のポリオレフィン系樹脂層(マレイン酸変性ポリプロピレン層)が電解質膜−触媒層接合体を向くように、電解質膜−触媒層接合体の両面に中心を合わせて配置し、100℃、1.0MPa、30秒の条件で熱プレスすることで補強シートの第1ポリオレフィン層を電解質膜−触媒層接合体に熱
融着させることにより、補強シート付き電解質膜−触媒層接合体を作製した。
【0076】
(実施例2)
実施例1と同様の材料を使用し、実施例1と同様の方法により、電解質膜−触媒層接合体を作製した。次いで、補強シートを作製した。補強シートは全芳香族ポリエステル繊維からなる不織布(目付け14g/cm2、厚さ50μm、密度0.21g/cm3、クラレ製、「ベクルスMBBK14F」)の一方の面に酸変性ポリプロピレン(「アドマーQE840」;三井化学株式会社製 、密度895kg/cm3(測定方法ASTM D1
505)、融点140℃(測定方法ASTM D2117)、MFR9.2g/10分(測定方法ASTM D1238))をTダイ押出機で厚さが44μmとなるように押出し塗布した後、不織布の他方の面にマレイン酸変性ポリプロピレンをTダイ押出機で厚さが44μmとなるように押出し塗布し、総厚さが100μmである本発明の補強シート(第1ポリオレフィン系樹脂層(マレイン酸変性ポリプロピレン層)/繊維質多孔質シート/第2ポリオレフィン系樹脂層(マレイン酸変性ポリプロピレン層))を得た。なお、第1ポリオレフィン系樹脂層及び第2ポリオレフィン系樹脂層はそれぞれ厚み方向に繊維質多孔質シート内部に侵入していた。
【0077】
次いで、上記第2ポリオレフィン系樹脂層の上に、エチレンプロピレンゴム製のガスケット(NOK社製、「EPDM」、厚さ200μm)を配置することにより、実施例2の補強シート(第1ポリオレフィン系樹脂層/繊維質多孔質シート/第2ポリオレフィン系樹脂層/ガスケット)を得た。
【0078】
この実施例2の補強シート2枚を用いる以外は、実施例1と同様にして、補強シート付き電解質膜−触媒層接合体(ガスケット付き)を作製した。
【0079】
(比較例1)
100mm角のポリプロピレンシート(東レ社製、「トレファンBO」、厚さ40μm)を使用し、その中央部に50×50mmの大きさの開口部を形成した。このポリプロピレンシートを補強シートとして計2枚使用した以外は、実施例1と同様にして、比較例1の補強シート付き電解質膜−触媒層接合体を作製した。
【0080】
(評価方法)
実施例1、実施例2及び比較例1の補強シート付き電解質膜−触媒層接合体について、それぞれ各触媒層表面にガス拡散層(カーボンペーパー)を熱プレスにより積層することにより電解質膜−電極接合体(MEA)を作製し、さらにこのMEAにセパレータを設置して固体高分子形燃料電池をそれぞれ作製し、負荷変動サイクル試験を実施した。このときの測定条件は、セル温度80℃、燃料利用率70%、酸化剤利用率40%、加湿温度50℃とした。負荷変動条件は1分間間隔で0.01A/cm2と0.3A/cm2を走査することで行なった。
【0081】
電流電圧測定評価の結果、実施例1及び実施例2の燃料電池セルの耐久性時間は1000時間であり、比較例1の燃料電池セルの耐久性時間は300時間であった。水素ガスリーク量を電気的に測定した結果、実施例1の燃料電池セルは1mA/cm2と、初期性能とほぼ同等であったが、比較例1の燃料電池では15mA/cm2以上であり、これは電解質膜の劣化による水素漏れが原因であると考えられる。評価後、燃料電池セルを分解したところ、実施例1及び実施例2では電解質膜の破損は見られなかった。一方、比較例1は目視により電解質膜の破損が見られた。
【0082】
このように、実施例1及び実施例2の固体高分子形燃料電池では、耐久時間の上昇がみられることから、本発明の補強シート付き電解質膜−触媒層接合体を用いると電解質膜破損の問題が解決されたことがわかる。
【符号の説明】
【0083】
1…電解質膜
2…触媒層
3…第1ポリオレフィン系樹脂層
4…繊維質多孔質シート
5…補強シート
6…第2ポリオレフィン系樹脂層
7…ガスケット
8…開口部
【技術分野】
【0001】
本発明は、補強シート付き電解質膜−触媒層接合体に関するものである。
【背景技術】
【0002】
燃料電池は、電解質の両面に電極が配置され、水素と酸素の電気化学反応により発電する電池であり、発電時に発生するのは水のみである。このように、燃料電池は従来の内燃機関と異なり、二酸化炭素等の環境負荷ガスを発生しないために次世代のクリーンエネルギーシステムとして普及が見込まれている。その中でも特に固体高分子形燃料電池は、作動温度が低く、電解質の抵抗が少ないことに加え、活性の高い触媒を用いるため小型でも高出力を得ることができ、家庭用コージェネレーションシステム等として早期の実用化が見込まれている。
【0003】
この固体高分子形燃料電池は、プロトン伝導性を有する固体高分子電解質膜を用い、当該電解質膜の両面に触媒層及びガス拡散層を順に積層している。そして、この触媒層及びガス拡散層からなる電極の周囲を囲むようにガスケットを配置し、さらにこれをセパレータで挟んだ構造を有している。また、ガスケットは位置精度の観点から電極の一回り外側を囲むように設置されているため、ガスケットと電極との間には隙間が形成されており、この隙間部分に対応する電解質膜は、電極またはガスケットのどちらにも押さえられていない状態となっている。ここで、上記固体高分子形燃料電池の発電及び非発電を繰り返すと、電解質膜は、湿潤状態と乾燥状態とを繰り返すが、この上記隙間部分に対応する電解質膜は、電極またはガスケットで押さえられていないため、膨張と収縮が繰り返される。この結果、電解質膜が疲労してしまい、長時間使用すると、電解質膜が破損してしまう問題を有している。
【0004】
この問題を解消するため、例えば特許文献1に開示された固体高分子形燃料電池は、電極とガスケットとの間の隙間に補強膜をさらに設けている。この補強膜は、ガスケットと同様に中央部に開口部を有する枠状に形成されており、前記補強膜の外周縁部がガスケットと電解質膜との間に挟まれており、前記補強膜の内周縁部は、セパレータとガス拡散層との間に挟まれている。このように、特許文献1の固体高分子形燃料電池は、補強膜を使用して、ガスケットと電極との間の隙間部分を拘束して、電解質膜の膨張・収縮を抑制して緩和しようとしている。
【0005】
しかしながら、特許文献1の補強膜は、フッ素樹脂等の単層で構成される膜であって、当該膜上に直接ガスケットが配置されているものであるが、このような構成を採用することによっても、電解質膜の膨張及び収縮が十分に緩和することが不可能である。それ故、長時間電池を作動した場合には、電解質膜の破損を十分に防止できないおそれがあり、より一層の改善が要望されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3052536号公報(図1)
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の課題は、電解質膜の膨張及び収縮を十分に抑制して、長時間電池を作動させても電解質膜の破損が起こらず、ガスリークの発生を抑制できる電解質膜−触媒層接合体を提供することである。
【課題を解決するための手段】
【0008】
本発明者らは、上記問題に鑑み、鋭意研究を行った結果、特定の層構造及び特定の材料
を使用した補強シートを使用することにより、上記問題が解決された電解質膜−触媒層接合体が得られることを見出した。本発明はこのような知見に基づき、完成されたものである。すなわち、本発明は、下記の補強シート付き電解質膜−触媒層接合体に係る。
【0009】
項1. 固体高分子電解質膜及び触媒層を備えた電解質膜−触媒層接合体であって、
(1)前記固体高分子電解質膜の外周縁部を除いた両面にそれぞれ触媒層が積層されており、
(2)前記固体高分子電解質膜の両面の外周縁部上に、中央に開口部を有する枠状の補強シートが設置されており、
(3)前記補強シートが、(i)第1ポリオレフィン系樹脂層と、(ii)繊維質シート及び多
孔質シートからなる群から選択される少なくとも1種のシートとから構成されており、
(4)前記補強シートを構成する第1ポリオレフィン系樹脂層が固体高分子電解質膜に接触するように配置されている、
ことを特徴とする補強シート付き電解質膜−触媒層接合体。
【0010】
項2. 前記(ii)のシートが不織布である、項1に記載の電解質膜−触媒層接合体。
【0011】
項3. 前記(ii)のシートが(1)天然繊維、又は(2)融点が200℃以上である合成樹脂からなる繊維である、項1又は2に記載の電解質膜−触媒層接合体。
【0012】
項4. 前記(ii)のシートの内部に、第1ポリオレフィン系樹脂層の一部が侵入している、項1〜3のいずれかに記載の電解質膜−触媒層接合体。
【0013】
項5. 前記(ii)のシート上にさらに、第2ポリオレフィン系樹脂層が形成されてなる、項1〜4のいずれかに記載の電解質膜−触媒層接合体。
【0014】
項6. 前記第2ポリオレフィン系樹脂層上にさらにガスケットが配置されてなる、項5に記載の電解質膜−触媒層接合体。
【0015】
項7. 前記(ii)のシートの内部に、第2ポリオレフィン系樹脂層の一部が侵入している、項5又は6に記載の電解質膜−触媒層接合体。
【0016】
1.補強シート付き電解質膜−触媒層接合体
本発明の補強シート付き電解質膜−触媒層接合体は、固体高分子電解質膜の両面に触媒層に積層されている電解質膜−触媒層接合体であって、(1)前記固体高分子電解質膜の外周縁部を除いた両面にそれぞれ触媒層が積層されており、(2)前記固体高分子電解質膜の両面の外周縁部上に、中央に開口部を有する枠状の補強シートが設置されており、(3)前記補強シートが、(i)第1ポリオレフィン系樹脂層と、(ii)繊維質シート及び多孔質シートからなる群から選択される少なくとも1種のシートと、から構成されており、(4)前記補強シートを構成する第1ポリオレフィン系樹脂層が固体高分子電解質膜に接触するように配置されている。このように、特定の補強シートを配置することにより、電解質膜−触媒層接合体の破損を抑制することができ、水素等の燃料ガスのガスリークを防止することができる。
【0017】
本発明の電解質膜−触媒層接合体は、例えば、図1に示すように、固体高分子電解質膜(以下、単に、「電解質膜」ともいう。)の外周縁部を除いた両面(上面及び下面)にそれぞれ触媒層が積層されている。このように、触媒層は電解質膜よりも一回り小さく形成されているため、電解質膜の外周縁部上には触媒層が形成されていない。電解質膜の外周縁から触媒層の外周縁までの距離Aは特に制限されないが、例えば0〜10mm程度(特に1〜8mm程度)であることが好ましい。
【0018】
本発明の補強シート付き電解質膜−触媒層接合体は、固体高分子電解質膜の両面の外周縁部上に、中央に開口部を有する枠状の補強シートが設置されている。その補強シートは、(i)第1ポリオレフィン系樹脂層、並びに(ii)繊維質シート及び多孔質シートからなる群から選択される少なくとも1種のシート(以下、「繊維質多孔質シート」ともいう。)から構成されており、その第1ポリオレフィン系樹脂層が電解質膜に接触するように配置されている。この際、図2に示すように、第1ポリオレフィン系樹脂層は、電解質膜の上面及び下面の外周縁部及び側面に覆うように電解質膜に配置されてなる。第1ポリオレフィン系樹脂層の上面及び下面には、それぞれ繊維質多孔質シートが積層されている。繊維質多孔質シートは第1ポリオレフィン系樹脂層の表面全面に積層されていてもよく、一部のみ積層されていてもよいが、本発明では、平面視で第1ポリオレフィン系樹脂層と繊維質多孔質シートとが実質的に同一の形状及び大きさであることが好ましい。補強シートは、電解質膜の外周縁部に配置していればよく、例えば、電解質膜の外周縁部のみならず、電解質膜上に形成されている触媒層の外周縁部上にも配置していてもよい(図3)。なお、電解質膜からはみ出た補強シートの距離Bは特に制限されないが、例えば5〜50mm程度(特に10〜30mm程度)であることが好ましい。また、電解質膜の外周縁部上(さらには、触媒層の外周縁部上)に積層されている補強シートの距離Cは限定的でないが、例えば1〜30mm程度(特に3〜20mm程度)であることが好ましい。
【0019】
本発明の補強シートの外側(すなわち、第1ポリオレフィン系樹脂層とは反対側の繊維質多孔質シートの表面)には、さらに、第2ポリオレフィン系樹脂層が積層されていてもよく、さらに第2ポリオレフィン系樹脂層表面にガスケットが配置されていてもよい(図4)。これにより、より確実にガスリークを防止することができる。また、この場合においても、この補強シート及びガスケットは、例えば、電解質膜の外周縁部のみならず、電解質膜上に形成されている触媒層の外周縁部上にも配置されていてもよい(図5)。
【0020】
本発明の電解質膜−触媒層接合体の両面の触媒層上に公知又は市販のガス拡散層を配置することにより電解質膜−電極接合体が得られる。また、当該電解質膜−電極接合体の両面に公知又は市販のセパレータを配置することにより固体高分子形燃料電池を製造できる。
【0021】
次に上記のように構成された電解質膜−触媒層接合体の各構成要素の材質について説明する。
【0022】
(固体高分子電解質膜)
固体高分子電解質膜は、公知又は市販のものを使用することができるが、例えば、基材上に水素イオン伝導性高分子電解質を含有する溶液を塗工し、乾燥することによっても製造することができる。水素イオン伝導性高分子電解質としては、例えば、パーフルオロスルホン酸系のフッ素イオン交換樹脂、より具体的には、炭化水素系イオン交換膜のC−H結合をフッ素で置換したパーフルオロカーボンスルホン酸系ポリマー(PFS系ポリマー)等が挙げられる。電気陰性度の高いフッ素原子を導入することで、化学的に非常に安定し、スルホン酸基の解離度が高く、高いイオン伝導性が実現できる。このような水素イオン伝導性高分子電解質の具体例としては、デュポン社製の「Nafion」(登録商標)、旭硝子(株)製の「Flemion」(登録商標)、旭化成(株)製の「Aciplex」(登録商標)、ゴア(Gore)社製の「Gore Select」(登録商標)等が挙げられる。水素イオン伝導性高分子電解質含有溶液中に含まれる水素イオン伝導性高分子電解質の濃度は、通常5〜60重量%程度、好ましくは20〜40重量%程度である。なお、電解質膜の膜厚は通常20〜250μm程度、好ましくは20〜80μm程度である。
【0023】
(触媒層)
触媒層は、公知又は市販の白金含有の触媒層(カソード触媒及びアノード触媒)である。具体的には、触媒層は、(1)触媒粒子を担持させた炭素粒子及び(2)水素イオン伝導性高分子電解質を含有する。触媒粒子としては、例えば、白金、白金合金、白金化合物等が挙げられる。白金合金としては、例えば、ルテニウム、パラジウム、ニッケル、モリブデン、イリジウム、鉄等からなる群から選ばれる少なくとも1種の金属と、白金との合金等が挙げられる。なお、通常は、カソード触媒層に含まれる触媒粒子は白金であり、アノード触媒層に含まれる触媒粒子は前記金属と白金との合金である。また、水素イオン伝導性高分子電解質としては、上述した電解質膜に使用されるものと同じ材料を使用することができる。
【0024】
(ポリオレフィン系樹脂層)
ポリオレフィン系樹脂層を構成するポリオレフィン系樹脂としては、例えば、ポリエチレン(低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン等)、ポリプロピレン、ポリブテン、ポリイソブチレン、ポリブタジエン、ポリイソプレン等のオレフィン樹脂が挙げられる。また、エチレン−α・オレフィン共重合体、エチレン−プロピレン共重合体等のオレフィン系樹脂;エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体、エチレン−アクリル酸エステル共重合体、エチレン−メタクリル酸エステル共重合体等のアクリル系樹脂;エチレン−酢酸ビニル共重合体等の酢酸ビニル系樹脂等も挙げられる。その他、アイオノマー樹脂等も挙げられる。さらに、これらの樹脂を変性した酸変性ポリオレフィン系樹脂を使用してもよい。
【0025】
酸変性ポリオレフィン系樹脂としては、例えば、上記ポリオレフィン系樹脂を不飽和カルボン酸でグラフト変性させたものが好ましく挙げられる。具体例としては、不飽和カルボン酸でグラフト変性したポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−アクリル酸エステル共重合体、エチレン−メタクリル酸エステル共重合体等である。上記酸変性に用いる不飽和カルボン酸としては、例えば、アクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、シトラコン酸、無水シトラコン酸、イタコン酸、無水イタコン酸等が挙げられる。酸変性ポリオレフィン系樹脂に含まれる不飽和カルボン酸の量(変性量)は、例えば、0.01〜6重量%程度とすればよい。この酸変性ポリオレフィン系樹脂を使用する場合には、必要に応じて、さらにブテン成分、エチレン−プロピレン共重合体、エチレン−プロピレン−ブテン共重合体、プロピレン−α・オレフィン共重合体、オレフィン系エラストマー等が混合されていてもよい。
【0026】
ポリオレフィン系樹脂の密度は限定的でないが、通常800〜1000kg/cm3程度、好ましくは850〜950kg/cm3程度とすればよい。なお、本発明の密度は、ASTM D1505に準拠して測定されるものである。
【0027】
ポリオレフィン系樹脂の融点は、熱プレス時の温度等により適宜決定されるが、例えばポリエチレン(酸変性ポリエチレンを含む)である場合は通常100〜130℃程度、好ましくは110〜125℃程度であり、ポリプロピレン(酸変性ポリプロピレンを含む)である場合は通常135〜170℃程度、好ましくは140〜160℃程度である。なお、本発明の融点は、ASTM D2117に準拠して測定されるものである。
【0028】
ポリオレフィン系樹脂のMFR(メルトフローレート)も限定的でなく、例えば、1〜10g/10分程度、好ましくは2〜9.5g/10分程度である。なお、本発明のMFRは、ASTM D1238に準拠して測定されるものである。
【0029】
なお、第1ポリオレフィン系樹脂層及び第2ポリオレフィン系樹脂層は、上述したポリオレフィン系樹脂で構成されており、第1ポリオレフィン系樹脂層及び第2ポリオレフィ
ン系樹脂層を構成するポリオレフィン系樹脂は、同一であってもよく、異なってもよい。
【0030】
(繊維質シート及び多孔質シート)
本発明は、上記第1ポリオレフィン系樹脂層の上面及び下面に、繊維質シート及び多孔質シートからなる群から選択される少なくとも1種のシート(繊維質多孔質シート)が積層されている。これにより、補強シートに剛性を保ちながら、フレキシブル性を与えることができる。
【0031】
本発明では、第1ポリオレフィン系樹脂層の上面及び下面に積層される繊維質多孔質シートは、同一であってもよく、異なっていてもよい。例えば、上面には、繊維質シートを積層し、下面には多孔質シートを積層していてもよく、その逆であってもよい。
【0032】
繊維質シートは、例えば、有機繊維及び無機繊維のいずれの繊維から構成されていてもよい。
【0033】
有機繊維としては、天然繊維及び合成樹脂繊維のいずれも使用することができる。
【0034】
天然繊維としては、セルロース、羊毛、絹、綿、麻等が挙げられる。
【0035】
合成樹脂繊維を構成する合成樹脂としては、例えば融点が200℃以上を有する市販のものを広く使用でき、具体的には、ポリエステル、ポリアミド、ポリイミド、ポリメチルペンテン(230〜240℃)、ポリフェニレンオキサイド(285〜288℃)、ポリサルホン、ポリエーテルエーテルケトン(334℃)、ポリフェニレンサルファイド(280℃)等の合成樹脂が挙げられる。
【0036】
本発明では、特にポリエステルが好ましく、中でも全芳香族ポリエステルが好ましい。このような全芳香族ポリエステルとしては、例えば、p−ヒドロキシ安息香酸と6−ヒドロキシ−2−ナフトエ酸との共重合体(クラレ製「ベクトラン」、クラレ製「ベクルス」)、p−ヒドロキシ安息香酸とテレフタール酸と4,4’−ジヒドロキシビスフェニルとの共重合体(住友化学製「スミカスーパー」)等が例示できる。
【0037】
無機繊維としては、ガラス繊維、炭素繊維、岩石繊維等が挙げられる。
【0038】
繊維質シートは、織布であってもよく、不織布であってもよい。また、繊維質シートは、未延伸シートであってもよく、一軸又は二軸方向に延伸した延伸シートを多孔質化したものであってもよい。
【0039】
本発明では不織布が好ましく、この中でも、合成樹脂繊維からなる不織布が好ましく、特に、全芳香族ポリエステル繊維からなる不織布が好ましい。これにより、剛性、フレキシブル性等を一段と向上させることができる。
【0040】
不織布は、湿式法及び乾式法のいずれの方法で得られたものであってもよいが、コスト、耐溶剤性等の点から乾式法が好ましく、乾式法の中でもメルトブローン法が特に好ましい。
【0041】
繊維質シートの目付け量は限定的でないが、例えば5〜25g/m2程度とすればよい。繊維質シートの密度も限定的でなく、好ましくは0.15〜0.45g/cm3程度とすればよい。この範囲とすることにより、フレキシブル性等がより一層向上する。
【0042】
多孔質シートを構成する材料は、上記合成樹脂繊維を構成する合成樹脂と同様のものが
挙げられる。多孔質シートの空隙率は、例えば10〜80体積%程度、好ましくは25〜70体積%程度とすればよい。
【0043】
多孔質シートは、例えば、ニードルパンチ法;エンボスロール法;熱溶融穿孔法;ナイフ、カッター、ロータリーダイロール等を用いた物理的穿孔法;レーザービーム加工;コロナ放電;プラズマ放電等の公知の方法により製造することができる。
【0044】
(補強シート)
本発明の補強シートは、例えば、図6に示されるように、中央に平面視で開口部を有する枠状をしており、上記第1ポリオレフィン系樹脂層の上面及び下面に繊維質多孔質シートが積層されてなるものである。補強シートの開口部の形状及び補強シートそのものの外形はそれぞれ限定的でなく、図6のように共に矩形であってもよく、また円形であってもよい。
【0045】
厚みは限定的でないが、通常、20〜150μm程度、好ましくは30〜100μm程度である。
【0046】
本発明では、補強シートにおいて、第1ポリオレフィン系樹脂層が繊維質多孔質シート内部に侵入していることが好ましい。これにより、第1ポリオレフィン系樹脂層と繊維質多孔質シートとの密着性が向上し、電池作動時に繊維質多孔質シートの剥離を防止することができる。侵入している樹脂層の厚みは限定的でないが、5〜30μm程度であることが好ましい。
【0047】
また、第2ポリオレフィン系樹脂層が形成されている場合は、当該第2ポリオレフィン系樹脂層の一部も補強シート内部に侵入していることが好ましい。侵入している樹脂層の厚みは限定的でないが、5〜60μm程度であることが好ましい。
【0048】
本発明の補強シートは、例えば、ポリオレフィン系樹脂を、Tダイ押出機等を用いて上記繊維質多孔質シート上に加熱溶融押出しすることにより製造することができる。
【0049】
本発明の補強シートは、上述の第1ポリオレフィン系樹脂層の上面及び下面に上述の繊維質多孔質シートが積層されてなるものである。従って、本発明の補強シートは、剛性を保ちながらフレキシブル性を持つため、電解質膜−触媒層接合体に設置した場合に、電解質膜−触媒層接合体の寸法変化(電池作動時における電解質膜の膨張及び収縮)を抑制できる。すなわち、電解質膜が膨張する場合は電解質膜を膨張しないように圧縮する力が働き、電解質膜が収縮する場合は収縮する力を緩和するよう力が働くため、電解質膜の形状をなるべく一定にさせて、電解質膜の膨張及び収縮を抑制できる。その結果、電解質膜−触媒層接合体の破損を抑制することができ、水素等の燃料ガスのガスリークを防止することができる。
【0050】
(ガスケット)
本発明では、必要に応じて、補強シートの第2ポリオレフィン系樹脂層の表面にさらにガスケットを配置してもよい。
【0051】
ガスケットとしては、熱プレスに耐えうる強度を保ち、外部に燃料及び酸化剤を漏出しない程度のガスバリア性を有しているものを使用することができる。例えば、ポリエチレンテレフタレートシート、テフロン(登録商標)シート、シリコンゴムシート、ニトリルゴムシート、エチレンプロピレンゴムシート、アクリルゴムシート等を例示することができる。
【0052】
ガスケットの厚みは、触媒層の厚みとガス拡散層の厚みとの和の±20μm程度の範囲で調整することが好ましい。
【0053】
2.補強シート付き電解質膜−触媒層接合体の製造方法
本発明の補強シート付き電解質膜−触媒層接合体は、例えば、(1)固体高分子電解質膜の両面に触媒層を形成させ、次いで、(2)中央に開口部を設けた枠状の本発明の補強シート2枚をポリオレフィン系樹脂層が対向するように当該触媒層形成電解質膜に配置し、熱プレスすることにより製造される。
【0054】
(1)触媒層の形成
固体高分子電解質膜の両面に触媒層を形成させるに当たっては、例えば、触媒層形成用転写シートを触媒層が電解質膜に対面するように配置し、転写シートの背面側から加熱プレスを施して触媒層を電解質膜に転写させて、転写シートの転写用基材を剥離する。この際、作業性を考慮すると、触媒層を電解質膜の両面に同時に積層することが好ましいが、片面ずつ触媒層を形成してもよい。
【0055】
加熱プレスの加圧レベルは、転写不良を避けるために、通常0.5〜20MPa程度、好ましくは1〜10MPa程度がよい。
【0056】
この加圧操作の際に、加圧面を加熱するのが好ましい。加熱温度は、電解質膜の破損、変形等を避けるために、通常200℃以下、好ましくは150℃以下がよい。このように電解質膜の両面に触媒層を形成することで電解質膜−触媒層接合体が形成される。このとき、触媒層は、電解質膜よりも一回り小さいため、電解質膜の外周縁部は露出された状態となっている。
【0057】
触媒層形成用転写シートは、転写される触媒層が転写用基材に形成されたものである。触媒層形成用転写シートは、例えば、上述した触媒粒子を担持させた炭素粒子及び水素イオン伝導性高分子電解質を溶剤に混合、分散して触媒層形成用ペースト組成物を調製し、形成される触媒層が所望の膜厚になるように触媒層形成用ペースト組成物を公知の方法に従い、必要に応じて離型層を介して、転写用基材上に塗工することにより製造される。このとき、触媒層が、電解質膜よりも一回り小さい形状となるように、触媒層形成用ペースト組成物を転写用基材に塗工すればよい。
【0058】
触媒層形成用ペースト組成物を塗布するに際しては、その方法は特に限定されるものではなく、例えば、ナイフコーター、バーコーター、ブレードコーター、スプレー、ディップコーター、スピンコーター、ロールコーター、ダイコーター、カーテンコーター、スクリーン印刷等の一般的な方法を適用できる。
【0059】
溶剤は限定的でなく、公知又は市販のものを広く使用できるが、本発明では、特に、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、2−ブタノール、t−ブタノール、エチレングリコール、プロピレングリコール等の炭素数1〜4程度の1価又は多価のアルコールが好ましい。これらの溶剤は、1種単独で又は2種以上混合して使用できる。
【0060】
触媒層形成用ペースト組成物を塗工した後、所定の温度及び時間で乾燥することにより転写用基材上に触媒層が形成される。乾燥温度は、通常40〜100℃程度、好ましくは60〜80℃程度とすればよい。乾燥時間は、乾燥温度等により異なり一概には言えないが、通常5分〜2時間程度、好ましくは10分〜1時間程度とすればよい。
【0061】
転写用基材としては、例えば、ポリイミド、ポリエチレンテレフタレート、ポリパルバ
ン酸アラミド、ポリアミド(ナイロン)、ポリサルホン、ポリエーテルサルホン、ポリフェニレンサルファイド、ポリエーテルエーテルケトン、ポリエーテルイミド、ポリアリレート、ポリエチレンナフタレート等の高分子フィルムを挙げることができる。また、エチレンテトラフルオロエチレン共重合体(ETFE)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロパーフルオロアルキルビニルエーテル共重合体(PFA)、ポリテトラフルオロエチレン(PTFE)等の耐熱性フッ素樹脂を用いることもできる。さらに転写用基材は、高分子フィルム以外にアート紙、コート紙、軽量コート紙等の塗工紙、ノート用紙、コピー用紙等の非塗工紙であっても良い。本発明では、安価で入手が容易な高分子フィルムが好ましく、ポリエチレンテレフタレート等がより好ましい。転写用基材の厚さは、取り扱い性及び経済性の観点から通常6〜100μm程度、好ましくは10〜30μm程度とするのがよい。
【0062】
(2)補強シートの取り付け方
次いで、上記電解質膜−触媒層接合体に、例えば、開口部を設けた枠状の補強シート2枚を第1ポリオレフィン系樹脂層が対向するように当該触媒層形成電解質膜に配置し、熱プレスすることにより、補強シートを取り付ける。
【0063】
より詳細には、電解質膜−触媒層接合体の上面及び下面に開口部を設けた枠状の補強シートをそれぞれ配置する。このとき各補強シートの第1ポリオレフィン系樹脂層が互いに向き合うように各補強シートを配置する。次いで、補強シートの開口部から触媒層が外周縁部を除いて露出するよう、補強シートをそれぞれ電解質膜の外周縁部上に配置し、次いで、加熱プレスを行う。この際、補強シートは、電解質膜の外周縁部上のみならず、触媒層の外周縁部上にも配置されていてもよい。
【0064】
この際、加熱プレスを行うことにより、2枚の補強シートのポリオレフィン系樹脂層同士が熱融着されて、実質的に一つの第1ポリオレフィン系樹脂層を形成することとなる。
【0065】
加熱温度は、ポリオレフィン系樹脂層が溶融する温度で行う限り限定的でないが、通常60〜160℃、好ましくは80〜130℃程度である。加圧レベルは、通常0.05〜5MPa程度、好ましくは0.1〜1MPa程度である。
【0066】
なお、必要に応じて、補強シート上にガスケットを設けてもよい。このガスケットを設ける場合は、補強シートを、繊維質多孔質シートの一方面に第1ポリオレフィン系樹脂層が積層され、他方面に第2ポリオレフィン系樹脂層が設けられた補強シート(第1ポリオレフィン系樹脂層/繊維質多孔質シート/第2ポリオレフィン系樹脂層の接合体)を使用し、当該第2ポリオレフィン系樹脂層上にガスケットを加熱プレスすればよい。加熱プレスの条件は、上記第1ポリオレフィン系樹脂層を設ける際と同様の条件とすればよい。
【0067】
本発明の電解質膜−触媒層接合体の両面に公知又は市販のガス拡散層を設けることにより、電解質膜−電極接合体(MEA)を得ることができ、さらに当該電解質膜−電極接合体に公知又は市販のセパレータを設けることにより、固体高分子形燃料電池を得ることができる。
【発明の効果】
【0068】
本発明の補強シート付き電解質膜−触媒層接合体によれば、電解質膜−触媒層接合体の破損を十分に抑制できる。そのため、長時間電池を作動させた場合でも水素等の燃料ガスのガスリークを防止でき、燃料電池の耐久時間を向上させることができる。
【図面の簡単な説明】
【0069】
【図1】図1は、本発明に用いる電解質膜−触媒層接合体の斜視図(a)及び断面図(b)の一例を示す。
【図2】図2は、本発明の補強シート付き電解質膜−触媒層接合体の断面図の一例を示す。
【図3】図3は、本発明の補強シート付き電解質膜−触媒層接合体の断面図の一例を示す。
【図4】図4は、本発明の補強シート付き電解質膜−触媒層接合体の断面図の一例を示す。
【図5】図5は、本発明の補強シート付き電解質膜−触媒層接合体の断面図の一例を示す。
【図6】図6は、本発明に用いる補強シートの平面図の一例を示す。
【発明を実施するための形態】
【0070】
以下に実施例及び比較例を示して、本発明をさらに具体的に説明する。なお、本発明は
、下記実施例に限定されるものではない。
【0071】
(実施例1)
電解質膜は、75×75mmの大きさに切断された膜厚50μmのNRE212CS(Dupont社製)を使用した。
【0072】
次に、触媒層形成用転写シートを次の要領で作製した。まず、白金触媒担持カーボン(白金担持量:45.7wt%、田中貴金属社製、「TEC10E50E」)2gに、1−ブタノール10g、3−ブタノール10g、フッ素樹脂(5wt%ナフィオンバインダー、デュポン社製)20g及び水6gを加え、これらを分散機にて攪拌混合することにより、触媒層形成用ペースト組成物を調製した。次に、調製したペースト組成物をポリエステルフィルム(東レ製、「X44」、厚さ25μm)に触媒層乾燥後の白金重量が0.4mg/cm2となるように塗工し、乾燥して、触媒層形成用転写シートを作製した。
【0073】
以上のように作製した触媒層形成用転写シートを60×60mmの大きさに切断し、電解質膜の両面それぞれに触媒層が電解質膜側を向くように中心を合わせて配置した。そして、135℃、5.0MPa、150秒の条件で熱プレスすることで、電解質膜の両面に触媒層を形成し、電解質膜−触媒層接合体を作製した。なお、触媒層の厚さは20μmであった。
【0074】
続いて、補強シートを作製した。補強シートは全芳香族ポリエステル繊維からなる不織布(目付け14g/cm2、厚さ50μm、密度0.21g/cm3;クラレ製、「ベクルスMBBK14F」)の一方の面に酸変性ポリプロピレン(「アドマーQE840」;三井化学株式会社製 、密度895kg/cm3(測定方法ASTM D1505)、融
点140℃(測定方法ASTM D2117)、MFR9.2g/10分(測定方法ASTM D1238))をTダイ押出機で44μm厚さに押出し塗布することにより、総厚さが70μmである実施例1の補強シートを得た。
【0075】
この補強シートを110×110mmの大きさに切断し、その中央部に50×50mmの大きさの開口部を形成した。そして、補強シート2枚を各々のポリオレフィン系樹脂層(マレイン酸変性ポリプロピレン層)が電解質膜−触媒層接合体を向くように、電解質膜−触媒層接合体の両面に中心を合わせて配置し、100℃、1.0MPa、30秒の条件で熱プレスすることで補強シートの第1ポリオレフィン層を電解質膜−触媒層接合体に熱
融着させることにより、補強シート付き電解質膜−触媒層接合体を作製した。
【0076】
(実施例2)
実施例1と同様の材料を使用し、実施例1と同様の方法により、電解質膜−触媒層接合体を作製した。次いで、補強シートを作製した。補強シートは全芳香族ポリエステル繊維からなる不織布(目付け14g/cm2、厚さ50μm、密度0.21g/cm3、クラレ製、「ベクルスMBBK14F」)の一方の面に酸変性ポリプロピレン(「アドマーQE840」;三井化学株式会社製 、密度895kg/cm3(測定方法ASTM D1
505)、融点140℃(測定方法ASTM D2117)、MFR9.2g/10分(測定方法ASTM D1238))をTダイ押出機で厚さが44μmとなるように押出し塗布した後、不織布の他方の面にマレイン酸変性ポリプロピレンをTダイ押出機で厚さが44μmとなるように押出し塗布し、総厚さが100μmである本発明の補強シート(第1ポリオレフィン系樹脂層(マレイン酸変性ポリプロピレン層)/繊維質多孔質シート/第2ポリオレフィン系樹脂層(マレイン酸変性ポリプロピレン層))を得た。なお、第1ポリオレフィン系樹脂層及び第2ポリオレフィン系樹脂層はそれぞれ厚み方向に繊維質多孔質シート内部に侵入していた。
【0077】
次いで、上記第2ポリオレフィン系樹脂層の上に、エチレンプロピレンゴム製のガスケット(NOK社製、「EPDM」、厚さ200μm)を配置することにより、実施例2の補強シート(第1ポリオレフィン系樹脂層/繊維質多孔質シート/第2ポリオレフィン系樹脂層/ガスケット)を得た。
【0078】
この実施例2の補強シート2枚を用いる以外は、実施例1と同様にして、補強シート付き電解質膜−触媒層接合体(ガスケット付き)を作製した。
【0079】
(比較例1)
100mm角のポリプロピレンシート(東レ社製、「トレファンBO」、厚さ40μm)を使用し、その中央部に50×50mmの大きさの開口部を形成した。このポリプロピレンシートを補強シートとして計2枚使用した以外は、実施例1と同様にして、比較例1の補強シート付き電解質膜−触媒層接合体を作製した。
【0080】
(評価方法)
実施例1、実施例2及び比較例1の補強シート付き電解質膜−触媒層接合体について、それぞれ各触媒層表面にガス拡散層(カーボンペーパー)を熱プレスにより積層することにより電解質膜−電極接合体(MEA)を作製し、さらにこのMEAにセパレータを設置して固体高分子形燃料電池をそれぞれ作製し、負荷変動サイクル試験を実施した。このときの測定条件は、セル温度80℃、燃料利用率70%、酸化剤利用率40%、加湿温度50℃とした。負荷変動条件は1分間間隔で0.01A/cm2と0.3A/cm2を走査することで行なった。
【0081】
電流電圧測定評価の結果、実施例1及び実施例2の燃料電池セルの耐久性時間は1000時間であり、比較例1の燃料電池セルの耐久性時間は300時間であった。水素ガスリーク量を電気的に測定した結果、実施例1の燃料電池セルは1mA/cm2と、初期性能とほぼ同等であったが、比較例1の燃料電池では15mA/cm2以上であり、これは電解質膜の劣化による水素漏れが原因であると考えられる。評価後、燃料電池セルを分解したところ、実施例1及び実施例2では電解質膜の破損は見られなかった。一方、比較例1は目視により電解質膜の破損が見られた。
【0082】
このように、実施例1及び実施例2の固体高分子形燃料電池では、耐久時間の上昇がみられることから、本発明の補強シート付き電解質膜−触媒層接合体を用いると電解質膜破損の問題が解決されたことがわかる。
【符号の説明】
【0083】
1…電解質膜
2…触媒層
3…第1ポリオレフィン系樹脂層
4…繊維質多孔質シート
5…補強シート
6…第2ポリオレフィン系樹脂層
7…ガスケット
8…開口部
【特許請求の範囲】
【請求項1】
固体高分子電解質膜及び触媒層を備えた電解質膜−触媒層接合体であって、
(1)前記固体高分子電解質膜の外周縁部を除いた両面にそれぞれ触媒層が積層されており、
(2)前記固体高分子電解質膜の両面の外周縁部上に、中央に開口部を有する枠状の補強シートが設置されており、
(3)前記補強シートが、(i)第1ポリオレフィン系樹脂層と、(ii)繊維質シート及び多
孔質シートからなる群から選択される少なくとも1種のシートとから構成されており、
(4)前記補強シートを構成する第1ポリオレフィン系樹脂層が固体高分子電解質膜に接触するように配置されている、
ことを特徴とする補強シート付き電解質膜−触媒層接合体。
【請求項2】
前記(ii)のシートが不織布である、請求項1に記載の電解質膜−触媒層接合体。
【請求項3】
前記(ii)のシートが(1)天然繊維、又は(2)融点が200℃以上である合成樹脂からなる繊維である、請求項1又は2に記載の電解質膜−触媒層接合体。
【請求項4】
前記(ii)のシートの内部に、第1ポリオレフィン系樹脂層の一部が侵入している、請求項1〜3のいずれかに記載の電解質膜−触媒層接合体。
【請求項5】
前記(ii)のシート上にさらに、第2ポリオレフィン系樹脂層が形成されてなる、請求項1〜4のいずれかに記載の電解質膜−触媒層接合体。
【請求項6】
前記第2ポリオレフィン系樹脂層上にさらにガスケットが配置されてなる、請求項5に記載の電解質膜−触媒層接合体。
【請求項7】
前記(ii)のシートの内部に、第2ポリオレフィン系樹脂層の一部が侵入している、請求項5又は6に記載の電解質膜−触媒層接合体。
【請求項1】
固体高分子電解質膜及び触媒層を備えた電解質膜−触媒層接合体であって、
(1)前記固体高分子電解質膜の外周縁部を除いた両面にそれぞれ触媒層が積層されており、
(2)前記固体高分子電解質膜の両面の外周縁部上に、中央に開口部を有する枠状の補強シートが設置されており、
(3)前記補強シートが、(i)第1ポリオレフィン系樹脂層と、(ii)繊維質シート及び多
孔質シートからなる群から選択される少なくとも1種のシートとから構成されており、
(4)前記補強シートを構成する第1ポリオレフィン系樹脂層が固体高分子電解質膜に接触するように配置されている、
ことを特徴とする補強シート付き電解質膜−触媒層接合体。
【請求項2】
前記(ii)のシートが不織布である、請求項1に記載の電解質膜−触媒層接合体。
【請求項3】
前記(ii)のシートが(1)天然繊維、又は(2)融点が200℃以上である合成樹脂からなる繊維である、請求項1又は2に記載の電解質膜−触媒層接合体。
【請求項4】
前記(ii)のシートの内部に、第1ポリオレフィン系樹脂層の一部が侵入している、請求項1〜3のいずれかに記載の電解質膜−触媒層接合体。
【請求項5】
前記(ii)のシート上にさらに、第2ポリオレフィン系樹脂層が形成されてなる、請求項1〜4のいずれかに記載の電解質膜−触媒層接合体。
【請求項6】
前記第2ポリオレフィン系樹脂層上にさらにガスケットが配置されてなる、請求項5に記載の電解質膜−触媒層接合体。
【請求項7】
前記(ii)のシートの内部に、第2ポリオレフィン系樹脂層の一部が侵入している、請求項5又は6に記載の電解質膜−触媒層接合体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−101986(P2013−101986A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2013−46394(P2013−46394)
【出願日】平成25年3月8日(2013.3.8)
【分割の表示】特願2007−311387(P2007−311387)の分割
【原出願日】平成19年11月30日(2007.11.30)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成25年3月8日(2013.3.8)
【分割の表示】特願2007−311387(P2007−311387)の分割
【原出願日】平成19年11月30日(2007.11.30)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]