
補強用シートを備えた滅菌ラップ

【課題】外科手術用品等をラッピングするために滅菌ラップの強度を向上させる。
【解決手段】本発明による滅菌ラップは、滅菌ガスが通過可能であるとともに、細菌の少なくとも一部の通過を防止するバリアを提供する第1シートを有する。前記第1シートには第2シートが結合される。前記第2シートは前記第1シートの前記上側表面に結合されて、その破れを防止するような強度を与え、また前記第2シートは、前記滅菌ガスが通過可能である。前記第2シートは、その外辺部が前記第1シートの外辺部内に完全におさまるように前記第1シート上に配置される。
【解決手段】本発明による滅菌ラップは、滅菌ガスが通過可能であるとともに、細菌の少なくとも一部の通過を防止するバリアを提供する第1シートを有する。前記第1シートには第2シートが結合される。前記第2シートは前記第1シートの前記上側表面に結合されて、その破れを防止するような強度を与え、また前記第2シートは、前記滅菌ガスが通過可能である。前記第2シートは、その外辺部が前記第1シートの外辺部内に完全におさまるように前記第1シート上に配置される。
【発明の詳細な説明】
【背景技術】
【0001】
病院の中央サービス室(CSR)、或いは滅菌処理室(SPD)の要員は、外科用品をパッケージすることを通常業務としており、パッケージされた内容物の滅菌条件を滅菌の時点からそれを再使用する時点に至るまで確実に維持する必要がある。再使用される外科用品としては、クランプ、メスのハンドル、リトラクター、鉗子、はさみ等が挙げられる。これらの外科用品はステンレス鋼製の器具トレイに置くことができ、一方外科用タオル、掛け布、ガウンのような柔らかい用品パッケージされる。器具トレイやパッケージは通常、一般的に滅菌ラップとして知られる2枚のシート材料によってラップされる。
【0002】
滅菌ラップは通常、織布或いは不織布からなり、所定の方法によりトレイ或いはパッケージ内容物の周りにラップされると、滅菌用の蒸気、ガス或いは他の媒体がトレイの内容物を滅菌し得るように侵入可能であるが、滅菌後は、バクテリアその他の感染を引き起こす物質或いはそれらの媒体等のような汚染物の侵入を防止することができる。現在の滅菌処置では、多くの場合内容物が2枚の滅菌シート内にラップされるダブルラップ法を採用している。この場合、2枚のシートは1枚ずつ続けて用いられるか2枚まとめて用いられる。滅菌状態でラップされたパッケージはオートクレーブ内に置かれて、熱と蒸気により内容物を滅菌する。或いは、酸化エチレンガスや過酸化水素プラズマによる滅菌を用いてもよい。
【発明の概要】
【発明が解決しようとする課題】
【0003】
滅菌後、滅菌ラップと内容物は通常は保管のために所定の場所に運ばれる。後日、ラップされたパッケージは使用地に運ばれて、ラップが除かれる。滅菌から使用までの何れかの時点で生じ得る滅菌ラップの破れや孔の発生は内容物を損ない得る。例えば、滅菌のために多数の器具が器具トレイ内に置かれている場合、滅菌ラップにかかる重量は25−30ポンド(11.34−13.61kg)以上に及んでしまう。滅菌された内容物を包んだ滅菌ラップは、保管のために網棚の上に置かれることもある。この場合、滅菌された内容物を包んだ滅菌ラップを横にずらすと、滅菌ラップの破れが生じて、新たな滅菌ラップを用いた滅菌処置を反復することが必要となってしまう。
【課題を解決するための手段】
【0004】
本発明の種々の特徴及び利点の一部が以下の説明に明記されているが、以下の説明から、或いは本発明の実施によってより明確に理解されるものもある。
【0005】
本発明は、器具トレイ、器具、その他の用品を滅菌するための滅菌処置において使用され得る滅菌ラップを提供する。この滅菌ラップは滅菌ガスは通過可能であるが、細菌は通過させない第1シートを備える。第2シートは前記第1シートに結合され、前記第2シートの外辺部が前記第1シートの外辺部内に完全におさまるように前記第1シート上に配置される。前記第2シートは、前記滅菌ラップに追加の強度を付与して、使用時及び/または保管時に破れや裂けによって、前記滅菌ラップによってラップされ内部に収められた器具トレイ、器具、その他の用品が汚染されることを防止する。
【0006】
他の実施例においては、前記第2シートは、細菌の通過を防止するバリアを提供をするように構成され得る。或る実施形態では、この第2シートは、滅菌ラップを追加の強度を付与するように第1シートよりも高い秤量を有し得る。
【0007】
第1シートは、一対のスパンボンド層にメルトブロー層が挟まれた積層構造体であり得る。さらに、第1シートは間隔をおいた複数の結合点において互いに結合された一対の前記積層構造体から構成され得る。各積層構造体は1平方ヤード当たり約0.5−3.5オンス(16.96−118.69g/m2)の秤量を有し得る。このような形態の滅菌ラップでは、第1シートに一対の積層構造体が存在しているため、ダブルラップが一回のラッピングによって達成されるワンステップラップとして知られる方法が利用できる。別形態では、第1シートが上述の1つの積層構造体であり得る。この場合、ダブルラップは連続した2回のラッピング、或いは2枚まとめて行うラッピングによって達成できる。
【0008】
第1シート及び第2シートは、実施例によって、異なるサイズ、異なる相対的な配置角度を有し得る。例えば、第1シート及び第2シートの両方が矩形の上側表面を有するものであり得る。第2シートが、その辺が第1シートの辺に対して概ね45度をなすような向きに第1シート上に配置され得る。
第1シート及び第2シートの上側表面の面積の比率は、さまざまな比率であり得る。或る実施例では、第2シートの面積が第1シートの面積の27−54%であり得る。
【0009】
第2シートは、滅菌が必要な器具トレイ、器具、他の用品の設置時、ラッピング時、保管時、及び搬送時に第1シートに対して動かないように結合され得る。第1シートと第2シートとの間の結合は、接着材、マジックテープ(登録商標)式留め具、テープ、及びボンディングのような種々の結合手段によって達成され得る。
【0010】
本発明の上記の及び他の特徴、側面、及び利点は、以下の説明及び特許請求の範囲の記載を参照することにより一層明確に理解されよう。本出願の一部である添付の図面は、本発明のいくつかの実施形態を示しており、以下の実施形態の説明とともに本発明の原理を説明する役目を果たすものである。
【図面の簡単な説明】
【0011】
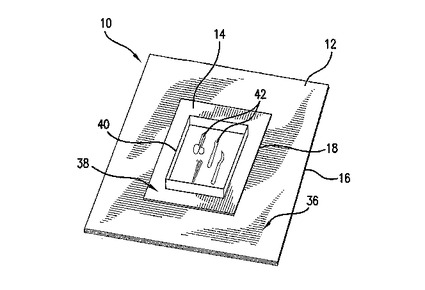
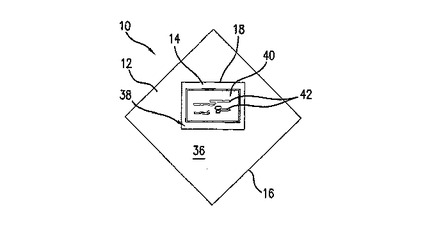
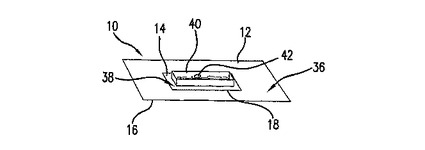
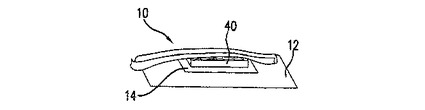
【図1】本発明の一実施形態による滅菌ラップの斜視図。
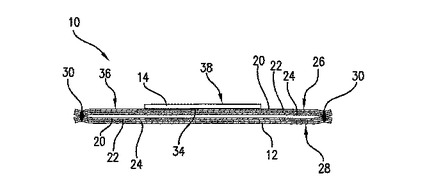
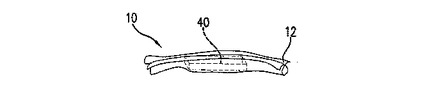
【図2】本発明の一実施形態による、一対のラミネートからなるを第1シートを有する滅菌ラップの側面図。
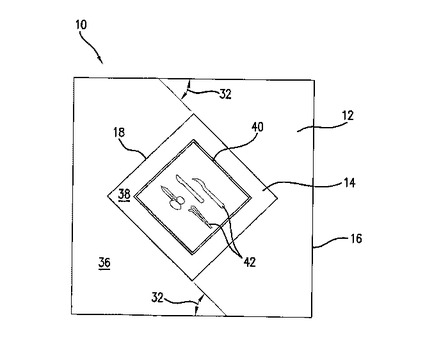
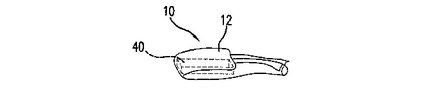
【図3】本発明の一実施形態による、第1シートに対して一定の角度で第2シートが配置された滅菌ラップの平面図。
【図4A】本実施形態の滅菌ラップを封筒折りに折り畳む方法示す図。
【図4B】本実施形態の滅菌ラップを封筒折りに折り畳む方法示す図。
【図4C】本実施形態の滅菌ラップを封筒折りに折り畳む方法示す図。
【図4D】本実施形態の滅菌ラップを封筒折りに折り畳む方法示す図。
【図4E】本実施形態の滅菌ラップを封筒折りに折り畳む方法示す図。
【図5A】本実施形態の滅菌ラップを四角折りに折り畳む方法示す図。
【図5B】本実施形態の滅菌ラップを四角折りに折り畳む方法示す図。
【図5C】本実施形態の滅菌ラップを四角折りに折り畳む方法示す図。
【図5D】本実施形態の滅菌ラップを四角折りに折り畳む方法示す図。
【図5E】本実施形態の滅菌ラップを四角折りに折り畳む方法示す図。
【発明を実施するための形態】
【0012】
最も好ましい実施形態を含む、完全で当業者が実施可能な本発明の実施形態は、添付の図面を参照してなされる明細書の以下の部分に記載されている。
【0013】
本明細書及び図面において反復して使用される参照符号は、本発明の同一または類似の特徴及び要素を表す。
【0014】
[定義]
本明細書において、用語「不織」は、個々の繊維や糸が互いに重なり合っているが、編地のようにそれがどのように重なっているか分かるようになっていない構造を有するウェブを意味する。不織布またはウェブは、種々のプロセスによって形成されてきたが、例を挙げると、メルトブロープロセス、スパンボンドプロセス、及びボンド・カードウェブプロセス等がある。不織布の秤量は、材料の1平方ヤード当たりのオンス数(osy)または1平方メートル当たりのグラム数(gsm)で表され、繊維の直径は通常ミクロン単位で表される。(osyをgsmに変換するにはosyに33.91を乗ずればよい。)
【0015】
本明細書において、用語「スパンボンド」は、溶融熱可塑性材料を、複数の細く通常は円形のスピナレットのキャピラリから押出し、押出されたフィラメントの直径が繊維の直径まで急速に収縮することで形成される、小さい直径の繊維を指す。このようなスパンボンドの例が、下記の特許文献1乃至7に記載されている。尚、これらの特許文献は、ここで引用することによりその全内容を本明細書の一部とする。スピンボンド繊維は通常連続的で、約7ミクロン以上、より詳細には、約10−20ミクロンの直径を有する。
【特許文献1】米国特許4,340,563号(Appelら)
【特許文献2】米国特許3,692,618号(Dorschnerら)
【特許文献3】米国特許3,802,817号(Matsukiら)
【特許文献4】米国特許3,338,992号(Kinney)
【特許文献5】米国特許3,341,394号(Kinney)
【特許文献6】米国特許3,502,763号(Hartman)
【特許文献7】米国特許3,542,615号(Doboら)
【0016】
本明細書において、用語「メルトブロー」は、溶融熱可塑性材料を、複数の細く通常は円形のダイキャピラリを通して溶融糸即ちフィラメントとして押出し、高速で通常は高温のガス(例えば空気)の流れに集めることによって形成される繊維を意味する。このガスの流れは、熱可塑性材料のフィラメントを収縮させて縮径させ、マイクロファイバー直径のものとし得る。その後、メルトブロー繊維は、高速のガス流に連行され、収集面に堆積されて、ランダムに重なり合ったメルトブロー繊維のウェブを形成する。そのようなプロセスは下記の特許文献8に記載されている。尚、この特許文献は、ここで引用することによりその全内容を本明細書の一部とする。メルトブロー繊維は、直径が通常は10ミクロン未満の連続または不連続なマイクロファイバーである。
【特許文献8】米国特許3,849,241号(Butinら)
【0017】
本明細書において、用語「複合繊維」は、二種のポリマーを同一のスピナレットから両ポリマーが同じフィラメント内に含められる形で押出しする方法によって形成され得る繊維を指す。
【0018】
以下、本発明の実施形態、即ち図面に示されたいくつかの実施例について詳細に説明する。各実施例は、本発明を例示するものであり、本発明の範囲の限定するものではない。例えば、1つの実施例の一部として記載されている特徴を他の実施例に適用して第3の実施例としてもよい。本発明は、このような実施形態の改変及び変更を含むものである。
【0019】
本明細書に記載された数値範囲は、その所定の範囲に含まれるあらゆる数値範囲を含むものとする。つまり、本明細書に記載された全ての数値範囲は、その範囲に含まれる全ての下位範囲を含む。例えば、100−200の数値範囲は、110−150、170−190、及び153−162の範囲をも含む。さらに、本明細書に記載された全ての数値の上限または下限は、その上限または下限で規定される範囲の全ての上限または下限を含む。例えば上限値7は、上限値5、上限値3、上限値4.5をも含む。
【0020】
滅菌ラップ10は、外科用器具及び外科用品を滅菌する滅菌操作において使用される。滅菌ラップ10は、一層構造またはその積層構造体の何れかであるか、或いは二層構造またはその積層構造体である第1シート12から形成される。第2シート14は、滅菌が必要な器具トレイ40、器具42、その他の用品をその上に載せられるように第1シートに結合される。第2シート14は、搬送時または保管時に滅菌ラップ10の上に載せらえた用品によって滅菌ラップ10に破れ等が生じるのを防止するべく、滅菌ラップ10を強度を付与する。
【0021】
滅菌ラップ10の実施例が図1に示されている。図示するように、器具42を載せた器具トレイ40は、第1シート12及び第2シート14からなる滅菌ラップ10の上に載せられる。第2シート14は、最初のラッピング時、滅菌処理時、搬送時、及び保管時に、滅菌ラップ10に強度と耐久性を与える追加の層をなす。第2シート14は滅菌される種々のサイズの用品を収容するために種々の形状とサイズに形成される。
【0022】
第1シート12は、滅菌ラップ10において使用される種々の材料から形成され得る。例えば、第1シート12は、綿、ポリエステル、またはその両方からなる布のような織布であり得る。第1シート12は、Kimberly-Clark Corporationにより製造されているKIMGUARD(登録商標)滅菌ラップのような不織布からなるものであり得る。第1シート12は、材料の一層構造体であるか、スパンボンド/メルトブロー積層構造体、またはスパンボンド/メルトブロー/スパンボンド積層構造体のような積層構造体であり得る。第1シートの形成に使用される種々の材料や関連する製造方法は、下記の特許文献9−11に記載されている。尚、これらの特許文献は、ここで引用することによりその全内容を本明細書の一部とする。
【特許文献9】米国特許5,879,620号
【特許文献10】米国特許6,406,674号
【特許文献11】米国特許6,767,509号
【0023】
第2シート14は、改善された強度特性を付与するべく第1シート12に結合される追加の層または積層構造体である。例えば、第2シート14は、実施形態に応じて、発泡材、織布ウェブ、高弾力材、及び/または複合繊維スパンボンド材料から形成され得る。第2シート14は、ナイロン、ポリエチレンテレフタラート(PET)等の種々のポリマーからなる複合繊維スパンボンド材料から形成され得る。第2シート14のために選択される材料は、滅菌中に加わる温度に耐えられるように選択されたものであり得る。
【0024】
第2シート14は、第2シート14の外辺部18が第1シート12の外辺部16内に完全に収まるように第1シート12の上に配置される。つまり、上側表面38の面積は、上側表面36の面積より小さいものである。滅菌ラップ10に十分な強度を付与すると同時に余分なコストがかからないようにするために過剰な材料を不要とするべく、第2シート14のサイズは、第1シート12のサイズより小さくしている。
【0025】
図2は、第1シート12が一対の積層構造体26及び28から形成された滅菌ラップ10の側面図である。この種の滅菌ラップ10は、上記特許文献10に開示されている。図に示すように、第1シート12は二重層構造で、積層構造体26及び28が複数の間隔をおいた結合点30において互いに結合されており、一対の積層構造体26及び28が第1シート12を構成しているという事実をユーザが知ることができるようになっている。この点について、第1シート12が保護用の「二重層」を提供していることから、ユーザは1回のステップで用品を滅菌できる。別のラッピング方法では、第1シート12が一層構造であり、従って医療技術者が2枚の滅菌ラップを重ねてから、滅菌のために用品を包むか、或いは医療行為において必要になる「ダブルラップ」を達成するために、第1の滅菌ラップ10で包んだ後に続けて第2の滅菌ラップ10で包む。
【0026】
積層構造体26及び28は、それぞれが、一対のスパンボンド層20及び24の間に挟まれたメルトブロー層22から形成され得る。積層構造体26及び28は、それぞれは、1平方ヤード当たり約0.5−約3.5オンス(16.96−11869g/m2)の秤量を有する。第1シート12は、結合手段34によって第2シート14に結合され得る。結合手段34は、実施例に応じて例えば接着剤、マジックテープ式留め具、テープ、及び/またはボンディングであり得る。結合手段34は、第2シート14を第1シート12に対して決まった位置に固定して、滅菌される用品が既知の位置に配置されるようにする。結合手段34は、第1シート12の上側表面36の上での第2シート14の位置を固定するために使用され得る。この特徴によって、器具トレイ40、器具42、他の用品に対する緩衝作用を確保するとともに、第2シート14の位置ずれ、折り返しによって器具トレイ40、器具42、他の用品の上側角部や端部に対する緩衝作用がなくならないようにすることができる。
【0027】
第1シート12及び第2シート14の間の結合は、第2シート14の全面積にわたってなされるか、または第2シート14より小さい面積でなされる。第1シート12と第2シート14の結合は、第2シート14の外辺部18においてなされ得る。外辺部18における結合は、連続的になされるか或いは間隔をおいてなされ得る。
【0028】
第2シート14は、第1シート12と同じかそれ以上の多孔度を有し得る。第2シート14の多孔度は、滅菌ガスは通過させるが、細菌は通過させないように選択され得る。或いは、第2シート14は、滅菌ガスと細菌の両方を通過させ得る多孔度を有するように選択され得る。本実施例では、第2シート12が細菌の通過は防止することで用品が汚染されないように保護している。
【0029】
図3は、第2シート14が第1シート12の上側表面36に結合された滅菌ラップ10の一実施形態を示す。器具トレイ40と種々の器具42が第2シート14の上側表面38の上に配置される。第1シート12の上側表面36は、外辺部16によって画定される。上側表面36の面積は、第1シート12の長さと高さを乗ずることによって得られる。第2シート14は、その上側表面38を画定する外辺部18も有する。上側表面38の面積は、第2シートの長さと高さを乗ずることによって得られる。ただし、第1シート12及び第2シート14が矩形でない実施例の場合には、上側表面36及び38の面積は別の方式で求められることを理解されたい。
【0030】
図示されているように、第2シート14は、上側表面36の概ね中央に結合され、その辺が第1シート12の辺に対してある角度32をなすような向きに配置されている。図3に示す実施例では、角度32は45度である。しかし、他の実施形態では角度32は20−70度の範囲であり得る。
【0031】
第2シート14は、製造プロセスの間に第1シート12に結合され、従ってエンドユーザが滅菌ラップ10の使用時に第1シート12と第2シート14を結合する必要はない。或いは、第2シート14を、滅菌ラップ10の第1シート12に必要に応じて個別に結合される要素として別売してもよい。例えば、より重量の大きい器具トレイ40/器具42が必要な場合に、より強度の高い滅菌ラップ10が得られるようにユーザが第1シート12に第2シート14を結合してもよい。製造プロセスで結合される場合には、結合手段34は、例えば、接着剤、マジックテープ式留め具であり得る。第2シート14が別要素として提供される場合、結合手段34は、マジックテープ式留め具及び/またはテープであり得る。
【0032】
表1は種々のサイズ及び形状の器具トレイ40、器具42、その他の用品を覆い、かつ緩衝作用を与えられる第1シート12及び第2シート14の種々の寸法を示す。
【0033】
【表1】

【0034】
第1列は、第1シート12のサイズを示す。本実施例では、第1シート12は矩形であるとする。第2列は、滅菌ラップ10によってラップされる器具トレイ42、器具40などの用品のサイズを示す。
【0035】
一般的な通常のラッピングを行う間、ラップされる器具トレイ40、器具42、その他の用品は、図3に示すように、一定の角度をもって置かれる。表1の第3列は、種々の器具トレイ40、器具42、その他の用品に対する緩衝部に必要な寸法を示す。この最小面積は、器具トレイ40、器具42、その他の用品の底部への緩衝部を設けるとともに、器具トレイ40の上側端部や角部、盆の縁部のような問題の生ずる可能性のある領域に対する緩衝部を設けられるように計算されたものである。ある角度32をなす向きに配置される場合を想定しているが、他の実施例では第2シート14と第1シート12とが辺の位置が整合するように配置される場合もあることを理解されたい。第2シート14は、器具トレイ40、器具42、その他の用品が滅菌ラップ10の破れや孔を生じさせるのを防止するように、緩衝作用及び十分なカバーを提供する。
【0036】
表1の第4列は、上側表面36の面積である。この面積は、第1列に示す2つの寸法を乗ずることによって求められる。第5列は緩衝部の全面積、即ち第2シート14の上側表面38の面積である。第5列の面積は、第3列の最長の寸法を用いて求められたものである。例えば、第3列の緩衝部の面積の寸法が、15インチ×15.5インチ(38.1cm×39.37cm)である場合には、最長の寸法は15.5インチ(39.37cm)であり、従って第5列で求められる面積は、15.5インチ×15.5インチ(39.37cm×39.37cm)=240.25平方インチ(1550cm2)となる。
【0037】
第6列は、必要な緩衝部を提供するために、第1シート12の上側表面36の面積のうち第2シート14の上側表面38の領域によってカバーされなければならない面積のパーセンテージを示す。第6列のパーセンテージは、第5列の面積を第4列の面積で除すことによって求められる。例えば、表1の第1行では、緩衝部のために必要なラップ面積のパーセント値として、72.25平方インチ(466cm2)/400平方インチ(2580cm2)=18%を示している。従って、表1は、滅菌ラップ10で滅菌される標準的な器具トレイ40、器具42、その他の用品に対する必要な緩衝部を提供するために第2シート14によってカバーされなければならない領域の第1シート12の上側表面36の面積に対するパーセンテージを示している。表に示すように、第2シート14の上側表面38の面積は、第1シート12の上側表面36の面積の18−84%であり得る。しかし、ラップの対象となる大半の器具トレイ40、器具42、その他の用品については、滅菌ラップ10の追加の緩衝部を提供するために上側表面36の27−54%の面積の上側表面38しか必要としない。
【0038】
器具トレイ40、器具42、その他の用品の底側の端面及び角部に加えて上側端面及び角部に対して緩衝部を提供する実施例について説明してきたが、第2シート14は、器具トレイ40、器具42、その他の用品の上述の部分より小さい部分に対する緩衝部を提供するサイズとしてもよい。通常、全ての標準的な器具トレイ40、器具42、その他の用品に対して実質的に緩衝部を設けるためには、上側表面38の面積は上側表面36の面積の30%以上であり得る。
【0039】
第2シート14は、器具トレイ40、器具42、その他の用品に近接するか接触したときに糸くずの発生が少ないか糸くずが生じないようにするのが好ましい。この特性によって、器具トレイ40、器具42、その他の用品の上や内部に異物が存在しないようにし得、手術室及び/または外科処置の部位を糸くずが汚染するのを防止し得る。第2シート14は、第1シート12とともに廃棄され得るように、比較的安価な材料からつくられる。
【0040】
第2シート14は、一定の滅菌プロセスの間により効果的な乾燥を促進し、過剰な水分の溜まりを最小限に抑えるために、水分吸収特性を有し得る。滅菌処理の後に、ラッピングされた滅菌ラップ10のなかに水分が残る場合がある。水分は微生物の成長を促進するので、滅菌を繰り返し行う必要がでてくる。
【0041】
図4A乃至図4E及び図5A乃至図5Eは、医療器具開発協会(Association for the Advancement of Medical Instrumentation)に定められた滅菌ラップの折り畳み方法である。図4A乃至図4Eは、滅菌のために「封筒折り(envelope fold)」に折り畳まれる滅菌ラップ10を示す。ここで、第2シート14、器具トレイ40、器具42は、第1シート12の上側表面36の中心から外れた位置に配置される。第1シート12は、前述の一対の積層構造体26及び28から形成されたものであり得、従って器具トレイ40及び器具42は、ワンステッププロセスで滅菌ラップ内に折り込まれる。或いは、一対の第1シート12で挟んだ上で、図4A乃至図4Eに示すように折り畳んでもよい。この場合、第2シート14を、第1シートの一方のみに結合し、他方には結合しなくてもよい。図4A乃至図4Eの示す封筒折りが完了したときには、その後の滅菌のために滅菌ラップ10を閉じるため、テープ44を使用し得る。
【0042】
図5A乃至図5Eは、「四角折り(square fold)」として知られる、折り畳みプロセスを示す。第1シート12は、この場合も、前述の一対の積層構造体26及び28から形成されたものでも、一層構造または一枚の積層構造体から形成されたものでもよく、後者の場合には、滅菌ラップのダブルラップを達成するためには、2枚の第1シート12を準備しなければならない。一対の第1シートが用いられる場合には、第2シート14は第1シート12の一方のみに結合されればよい。器具トレイ40及び器具42の折り畳み時完了時には、図5Eに示す折り畳まれた滅菌ラップ10を閉じるためにテープ44が用いられる。
【0043】
使用される折り畳み方法と、第1シート12上での第2シートの向きが、器具トレイ40、器具42、その他の用品に緩衝部を設けるために必要な第2シート14のサイズを決定し得る。配置の向きの一例では、第1シート12と第2シート14の両方が矩形であって、第1シート12と第2シート14の辺が互いに平行であり得る。別の配置の向きの例では、第2シート14が図3に示すように配置され、第2シート14の角部が第1シート12の辺に沿って中央に位置し、角度32は45度である。正方形または矩形の器具トレイ40の場合には、第2シート14の配置の向き及び使用されるラッピング方法の選択により、必要とされる第2シート14のカバー面積をより小さくすることができる。例えば、器具トレイ40のラッピングのために図4A乃至図4Eに示す封筒折りが用いられ、第2シート14が角度32が45度となるような向きに配置される場合には、器具トレイ40の角部及び上側端面に対する緩衝部を提供するために必要な第2シート14の面積は、第2シート14の辺第1シート12の辺と平行となるように配置される場合に必要な面積より小さくなる。逆に、図5A乃至図5Eに示す四角折りが用いられ、第2シート14の辺が第1シート12の辺と平行となるように配置される場合には、正方形または矩形の器具トレイ40に対する上述の緩衝部は、角度32が45度となるような向きに配置される場合より小さい第2シート14の上側表面38の面積で形成できる。
【0044】
滅菌は、熱と蒸気で滅菌を行うオートクレーブを用いることで行うことができる。これに加えて、またはこれに代えて、器具トレイ40、器具40、その他の用品を、酸化エチレンの使用及び/または過酸化水素ガスプラズマの使用によって滅菌することができ、この滅菌は、一般的にはオートクレーブが用いられる場合より低い温度で行われる。
【0045】
本発明について好ましい実施形態を参照して説明してきたが、本発明は、上記の特定の実施形態に限定されない。逆に、本発明は特許請求の範囲の記載に包含されるあらゆる改変を包含し得る。
【背景技術】
【0001】
病院の中央サービス室(CSR)、或いは滅菌処理室(SPD)の要員は、外科用品をパッケージすることを通常業務としており、パッケージされた内容物の滅菌条件を滅菌の時点からそれを再使用する時点に至るまで確実に維持する必要がある。再使用される外科用品としては、クランプ、メスのハンドル、リトラクター、鉗子、はさみ等が挙げられる。これらの外科用品はステンレス鋼製の器具トレイに置くことができ、一方外科用タオル、掛け布、ガウンのような柔らかい用品パッケージされる。器具トレイやパッケージは通常、一般的に滅菌ラップとして知られる2枚のシート材料によってラップされる。
【0002】
滅菌ラップは通常、織布或いは不織布からなり、所定の方法によりトレイ或いはパッケージ内容物の周りにラップされると、滅菌用の蒸気、ガス或いは他の媒体がトレイの内容物を滅菌し得るように侵入可能であるが、滅菌後は、バクテリアその他の感染を引き起こす物質或いはそれらの媒体等のような汚染物の侵入を防止することができる。現在の滅菌処置では、多くの場合内容物が2枚の滅菌シート内にラップされるダブルラップ法を採用している。この場合、2枚のシートは1枚ずつ続けて用いられるか2枚まとめて用いられる。滅菌状態でラップされたパッケージはオートクレーブ内に置かれて、熱と蒸気により内容物を滅菌する。或いは、酸化エチレンガスや過酸化水素プラズマによる滅菌を用いてもよい。
【発明の概要】
【発明が解決しようとする課題】
【0003】
滅菌後、滅菌ラップと内容物は通常は保管のために所定の場所に運ばれる。後日、ラップされたパッケージは使用地に運ばれて、ラップが除かれる。滅菌から使用までの何れかの時点で生じ得る滅菌ラップの破れや孔の発生は内容物を損ない得る。例えば、滅菌のために多数の器具が器具トレイ内に置かれている場合、滅菌ラップにかかる重量は25−30ポンド(11.34−13.61kg)以上に及んでしまう。滅菌された内容物を包んだ滅菌ラップは、保管のために網棚の上に置かれることもある。この場合、滅菌された内容物を包んだ滅菌ラップを横にずらすと、滅菌ラップの破れが生じて、新たな滅菌ラップを用いた滅菌処置を反復することが必要となってしまう。
【課題を解決するための手段】
【0004】
本発明の種々の特徴及び利点の一部が以下の説明に明記されているが、以下の説明から、或いは本発明の実施によってより明確に理解されるものもある。
【0005】
本発明は、器具トレイ、器具、その他の用品を滅菌するための滅菌処置において使用され得る滅菌ラップを提供する。この滅菌ラップは滅菌ガスは通過可能であるが、細菌は通過させない第1シートを備える。第2シートは前記第1シートに結合され、前記第2シートの外辺部が前記第1シートの外辺部内に完全におさまるように前記第1シート上に配置される。前記第2シートは、前記滅菌ラップに追加の強度を付与して、使用時及び/または保管時に破れや裂けによって、前記滅菌ラップによってラップされ内部に収められた器具トレイ、器具、その他の用品が汚染されることを防止する。
【0006】
他の実施例においては、前記第2シートは、細菌の通過を防止するバリアを提供をするように構成され得る。或る実施形態では、この第2シートは、滅菌ラップを追加の強度を付与するように第1シートよりも高い秤量を有し得る。
【0007】
第1シートは、一対のスパンボンド層にメルトブロー層が挟まれた積層構造体であり得る。さらに、第1シートは間隔をおいた複数の結合点において互いに結合された一対の前記積層構造体から構成され得る。各積層構造体は1平方ヤード当たり約0.5−3.5オンス(16.96−118.69g/m2)の秤量を有し得る。このような形態の滅菌ラップでは、第1シートに一対の積層構造体が存在しているため、ダブルラップが一回のラッピングによって達成されるワンステップラップとして知られる方法が利用できる。別形態では、第1シートが上述の1つの積層構造体であり得る。この場合、ダブルラップは連続した2回のラッピング、或いは2枚まとめて行うラッピングによって達成できる。
【0008】
第1シート及び第2シートは、実施例によって、異なるサイズ、異なる相対的な配置角度を有し得る。例えば、第1シート及び第2シートの両方が矩形の上側表面を有するものであり得る。第2シートが、その辺が第1シートの辺に対して概ね45度をなすような向きに第1シート上に配置され得る。
第1シート及び第2シートの上側表面の面積の比率は、さまざまな比率であり得る。或る実施例では、第2シートの面積が第1シートの面積の27−54%であり得る。
【0009】
第2シートは、滅菌が必要な器具トレイ、器具、他の用品の設置時、ラッピング時、保管時、及び搬送時に第1シートに対して動かないように結合され得る。第1シートと第2シートとの間の結合は、接着材、マジックテープ(登録商標)式留め具、テープ、及びボンディングのような種々の結合手段によって達成され得る。
【0010】
本発明の上記の及び他の特徴、側面、及び利点は、以下の説明及び特許請求の範囲の記載を参照することにより一層明確に理解されよう。本出願の一部である添付の図面は、本発明のいくつかの実施形態を示しており、以下の実施形態の説明とともに本発明の原理を説明する役目を果たすものである。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施形態による滅菌ラップの斜視図。
【図2】本発明の一実施形態による、一対のラミネートからなるを第1シートを有する滅菌ラップの側面図。
【図3】本発明の一実施形態による、第1シートに対して一定の角度で第2シートが配置された滅菌ラップの平面図。
【図4A】本実施形態の滅菌ラップを封筒折りに折り畳む方法示す図。
【図4B】本実施形態の滅菌ラップを封筒折りに折り畳む方法示す図。
【図4C】本実施形態の滅菌ラップを封筒折りに折り畳む方法示す図。
【図4D】本実施形態の滅菌ラップを封筒折りに折り畳む方法示す図。
【図4E】本実施形態の滅菌ラップを封筒折りに折り畳む方法示す図。
【図5A】本実施形態の滅菌ラップを四角折りに折り畳む方法示す図。
【図5B】本実施形態の滅菌ラップを四角折りに折り畳む方法示す図。
【図5C】本実施形態の滅菌ラップを四角折りに折り畳む方法示す図。
【図5D】本実施形態の滅菌ラップを四角折りに折り畳む方法示す図。
【図5E】本実施形態の滅菌ラップを四角折りに折り畳む方法示す図。
【発明を実施するための形態】
【0012】
最も好ましい実施形態を含む、完全で当業者が実施可能な本発明の実施形態は、添付の図面を参照してなされる明細書の以下の部分に記載されている。
【0013】
本明細書及び図面において反復して使用される参照符号は、本発明の同一または類似の特徴及び要素を表す。
【0014】
[定義]
本明細書において、用語「不織」は、個々の繊維や糸が互いに重なり合っているが、編地のようにそれがどのように重なっているか分かるようになっていない構造を有するウェブを意味する。不織布またはウェブは、種々のプロセスによって形成されてきたが、例を挙げると、メルトブロープロセス、スパンボンドプロセス、及びボンド・カードウェブプロセス等がある。不織布の秤量は、材料の1平方ヤード当たりのオンス数(osy)または1平方メートル当たりのグラム数(gsm)で表され、繊維の直径は通常ミクロン単位で表される。(osyをgsmに変換するにはosyに33.91を乗ずればよい。)
【0015】
本明細書において、用語「スパンボンド」は、溶融熱可塑性材料を、複数の細く通常は円形のスピナレットのキャピラリから押出し、押出されたフィラメントの直径が繊維の直径まで急速に収縮することで形成される、小さい直径の繊維を指す。このようなスパンボンドの例が、下記の特許文献1乃至7に記載されている。尚、これらの特許文献は、ここで引用することによりその全内容を本明細書の一部とする。スピンボンド繊維は通常連続的で、約7ミクロン以上、より詳細には、約10−20ミクロンの直径を有する。
【特許文献1】米国特許4,340,563号(Appelら)
【特許文献2】米国特許3,692,618号(Dorschnerら)
【特許文献3】米国特許3,802,817号(Matsukiら)
【特許文献4】米国特許3,338,992号(Kinney)
【特許文献5】米国特許3,341,394号(Kinney)
【特許文献6】米国特許3,502,763号(Hartman)
【特許文献7】米国特許3,542,615号(Doboら)
【0016】
本明細書において、用語「メルトブロー」は、溶融熱可塑性材料を、複数の細く通常は円形のダイキャピラリを通して溶融糸即ちフィラメントとして押出し、高速で通常は高温のガス(例えば空気)の流れに集めることによって形成される繊維を意味する。このガスの流れは、熱可塑性材料のフィラメントを収縮させて縮径させ、マイクロファイバー直径のものとし得る。その後、メルトブロー繊維は、高速のガス流に連行され、収集面に堆積されて、ランダムに重なり合ったメルトブロー繊維のウェブを形成する。そのようなプロセスは下記の特許文献8に記載されている。尚、この特許文献は、ここで引用することによりその全内容を本明細書の一部とする。メルトブロー繊維は、直径が通常は10ミクロン未満の連続または不連続なマイクロファイバーである。
【特許文献8】米国特許3,849,241号(Butinら)
【0017】
本明細書において、用語「複合繊維」は、二種のポリマーを同一のスピナレットから両ポリマーが同じフィラメント内に含められる形で押出しする方法によって形成され得る繊維を指す。
【0018】
以下、本発明の実施形態、即ち図面に示されたいくつかの実施例について詳細に説明する。各実施例は、本発明を例示するものであり、本発明の範囲の限定するものではない。例えば、1つの実施例の一部として記載されている特徴を他の実施例に適用して第3の実施例としてもよい。本発明は、このような実施形態の改変及び変更を含むものである。
【0019】
本明細書に記載された数値範囲は、その所定の範囲に含まれるあらゆる数値範囲を含むものとする。つまり、本明細書に記載された全ての数値範囲は、その範囲に含まれる全ての下位範囲を含む。例えば、100−200の数値範囲は、110−150、170−190、及び153−162の範囲をも含む。さらに、本明細書に記載された全ての数値の上限または下限は、その上限または下限で規定される範囲の全ての上限または下限を含む。例えば上限値7は、上限値5、上限値3、上限値4.5をも含む。
【0020】
滅菌ラップ10は、外科用器具及び外科用品を滅菌する滅菌操作において使用される。滅菌ラップ10は、一層構造またはその積層構造体の何れかであるか、或いは二層構造またはその積層構造体である第1シート12から形成される。第2シート14は、滅菌が必要な器具トレイ40、器具42、その他の用品をその上に載せられるように第1シートに結合される。第2シート14は、搬送時または保管時に滅菌ラップ10の上に載せらえた用品によって滅菌ラップ10に破れ等が生じるのを防止するべく、滅菌ラップ10を強度を付与する。
【0021】
滅菌ラップ10の実施例が図1に示されている。図示するように、器具42を載せた器具トレイ40は、第1シート12及び第2シート14からなる滅菌ラップ10の上に載せられる。第2シート14は、最初のラッピング時、滅菌処理時、搬送時、及び保管時に、滅菌ラップ10に強度と耐久性を与える追加の層をなす。第2シート14は滅菌される種々のサイズの用品を収容するために種々の形状とサイズに形成される。
【0022】
第1シート12は、滅菌ラップ10において使用される種々の材料から形成され得る。例えば、第1シート12は、綿、ポリエステル、またはその両方からなる布のような織布であり得る。第1シート12は、Kimberly-Clark Corporationにより製造されているKIMGUARD(登録商標)滅菌ラップのような不織布からなるものであり得る。第1シート12は、材料の一層構造体であるか、スパンボンド/メルトブロー積層構造体、またはスパンボンド/メルトブロー/スパンボンド積層構造体のような積層構造体であり得る。第1シートの形成に使用される種々の材料や関連する製造方法は、下記の特許文献9−11に記載されている。尚、これらの特許文献は、ここで引用することによりその全内容を本明細書の一部とする。
【特許文献9】米国特許5,879,620号
【特許文献10】米国特許6,406,674号
【特許文献11】米国特許6,767,509号
【0023】
第2シート14は、改善された強度特性を付与するべく第1シート12に結合される追加の層または積層構造体である。例えば、第2シート14は、実施形態に応じて、発泡材、織布ウェブ、高弾力材、及び/または複合繊維スパンボンド材料から形成され得る。第2シート14は、ナイロン、ポリエチレンテレフタラート(PET)等の種々のポリマーからなる複合繊維スパンボンド材料から形成され得る。第2シート14のために選択される材料は、滅菌中に加わる温度に耐えられるように選択されたものであり得る。
【0024】
第2シート14は、第2シート14の外辺部18が第1シート12の外辺部16内に完全に収まるように第1シート12の上に配置される。つまり、上側表面38の面積は、上側表面36の面積より小さいものである。滅菌ラップ10に十分な強度を付与すると同時に余分なコストがかからないようにするために過剰な材料を不要とするべく、第2シート14のサイズは、第1シート12のサイズより小さくしている。
【0025】
図2は、第1シート12が一対の積層構造体26及び28から形成された滅菌ラップ10の側面図である。この種の滅菌ラップ10は、上記特許文献10に開示されている。図に示すように、第1シート12は二重層構造で、積層構造体26及び28が複数の間隔をおいた結合点30において互いに結合されており、一対の積層構造体26及び28が第1シート12を構成しているという事実をユーザが知ることができるようになっている。この点について、第1シート12が保護用の「二重層」を提供していることから、ユーザは1回のステップで用品を滅菌できる。別のラッピング方法では、第1シート12が一層構造であり、従って医療技術者が2枚の滅菌ラップを重ねてから、滅菌のために用品を包むか、或いは医療行為において必要になる「ダブルラップ」を達成するために、第1の滅菌ラップ10で包んだ後に続けて第2の滅菌ラップ10で包む。
【0026】
積層構造体26及び28は、それぞれが、一対のスパンボンド層20及び24の間に挟まれたメルトブロー層22から形成され得る。積層構造体26及び28は、それぞれは、1平方ヤード当たり約0.5−約3.5オンス(16.96−11869g/m2)の秤量を有する。第1シート12は、結合手段34によって第2シート14に結合され得る。結合手段34は、実施例に応じて例えば接着剤、マジックテープ式留め具、テープ、及び/またはボンディングであり得る。結合手段34は、第2シート14を第1シート12に対して決まった位置に固定して、滅菌される用品が既知の位置に配置されるようにする。結合手段34は、第1シート12の上側表面36の上での第2シート14の位置を固定するために使用され得る。この特徴によって、器具トレイ40、器具42、他の用品に対する緩衝作用を確保するとともに、第2シート14の位置ずれ、折り返しによって器具トレイ40、器具42、他の用品の上側角部や端部に対する緩衝作用がなくならないようにすることができる。
【0027】
第1シート12及び第2シート14の間の結合は、第2シート14の全面積にわたってなされるか、または第2シート14より小さい面積でなされる。第1シート12と第2シート14の結合は、第2シート14の外辺部18においてなされ得る。外辺部18における結合は、連続的になされるか或いは間隔をおいてなされ得る。
【0028】
第2シート14は、第1シート12と同じかそれ以上の多孔度を有し得る。第2シート14の多孔度は、滅菌ガスは通過させるが、細菌は通過させないように選択され得る。或いは、第2シート14は、滅菌ガスと細菌の両方を通過させ得る多孔度を有するように選択され得る。本実施例では、第2シート12が細菌の通過は防止することで用品が汚染されないように保護している。
【0029】
図3は、第2シート14が第1シート12の上側表面36に結合された滅菌ラップ10の一実施形態を示す。器具トレイ40と種々の器具42が第2シート14の上側表面38の上に配置される。第1シート12の上側表面36は、外辺部16によって画定される。上側表面36の面積は、第1シート12の長さと高さを乗ずることによって得られる。第2シート14は、その上側表面38を画定する外辺部18も有する。上側表面38の面積は、第2シートの長さと高さを乗ずることによって得られる。ただし、第1シート12及び第2シート14が矩形でない実施例の場合には、上側表面36及び38の面積は別の方式で求められることを理解されたい。
【0030】
図示されているように、第2シート14は、上側表面36の概ね中央に結合され、その辺が第1シート12の辺に対してある角度32をなすような向きに配置されている。図3に示す実施例では、角度32は45度である。しかし、他の実施形態では角度32は20−70度の範囲であり得る。
【0031】
第2シート14は、製造プロセスの間に第1シート12に結合され、従ってエンドユーザが滅菌ラップ10の使用時に第1シート12と第2シート14を結合する必要はない。或いは、第2シート14を、滅菌ラップ10の第1シート12に必要に応じて個別に結合される要素として別売してもよい。例えば、より重量の大きい器具トレイ40/器具42が必要な場合に、より強度の高い滅菌ラップ10が得られるようにユーザが第1シート12に第2シート14を結合してもよい。製造プロセスで結合される場合には、結合手段34は、例えば、接着剤、マジックテープ式留め具であり得る。第2シート14が別要素として提供される場合、結合手段34は、マジックテープ式留め具及び/またはテープであり得る。
【0032】
表1は種々のサイズ及び形状の器具トレイ40、器具42、その他の用品を覆い、かつ緩衝作用を与えられる第1シート12及び第2シート14の種々の寸法を示す。
【0033】
【表1】
【0034】
第1列は、第1シート12のサイズを示す。本実施例では、第1シート12は矩形であるとする。第2列は、滅菌ラップ10によってラップされる器具トレイ42、器具40などの用品のサイズを示す。
【0035】
一般的な通常のラッピングを行う間、ラップされる器具トレイ40、器具42、その他の用品は、図3に示すように、一定の角度をもって置かれる。表1の第3列は、種々の器具トレイ40、器具42、その他の用品に対する緩衝部に必要な寸法を示す。この最小面積は、器具トレイ40、器具42、その他の用品の底部への緩衝部を設けるとともに、器具トレイ40の上側端部や角部、盆の縁部のような問題の生ずる可能性のある領域に対する緩衝部を設けられるように計算されたものである。ある角度32をなす向きに配置される場合を想定しているが、他の実施例では第2シート14と第1シート12とが辺の位置が整合するように配置される場合もあることを理解されたい。第2シート14は、器具トレイ40、器具42、その他の用品が滅菌ラップ10の破れや孔を生じさせるのを防止するように、緩衝作用及び十分なカバーを提供する。
【0036】
表1の第4列は、上側表面36の面積である。この面積は、第1列に示す2つの寸法を乗ずることによって求められる。第5列は緩衝部の全面積、即ち第2シート14の上側表面38の面積である。第5列の面積は、第3列の最長の寸法を用いて求められたものである。例えば、第3列の緩衝部の面積の寸法が、15インチ×15.5インチ(38.1cm×39.37cm)である場合には、最長の寸法は15.5インチ(39.37cm)であり、従って第5列で求められる面積は、15.5インチ×15.5インチ(39.37cm×39.37cm)=240.25平方インチ(1550cm2)となる。
【0037】
第6列は、必要な緩衝部を提供するために、第1シート12の上側表面36の面積のうち第2シート14の上側表面38の領域によってカバーされなければならない面積のパーセンテージを示す。第6列のパーセンテージは、第5列の面積を第4列の面積で除すことによって求められる。例えば、表1の第1行では、緩衝部のために必要なラップ面積のパーセント値として、72.25平方インチ(466cm2)/400平方インチ(2580cm2)=18%を示している。従って、表1は、滅菌ラップ10で滅菌される標準的な器具トレイ40、器具42、その他の用品に対する必要な緩衝部を提供するために第2シート14によってカバーされなければならない領域の第1シート12の上側表面36の面積に対するパーセンテージを示している。表に示すように、第2シート14の上側表面38の面積は、第1シート12の上側表面36の面積の18−84%であり得る。しかし、ラップの対象となる大半の器具トレイ40、器具42、その他の用品については、滅菌ラップ10の追加の緩衝部を提供するために上側表面36の27−54%の面積の上側表面38しか必要としない。
【0038】
器具トレイ40、器具42、その他の用品の底側の端面及び角部に加えて上側端面及び角部に対して緩衝部を提供する実施例について説明してきたが、第2シート14は、器具トレイ40、器具42、その他の用品の上述の部分より小さい部分に対する緩衝部を提供するサイズとしてもよい。通常、全ての標準的な器具トレイ40、器具42、その他の用品に対して実質的に緩衝部を設けるためには、上側表面38の面積は上側表面36の面積の30%以上であり得る。
【0039】
第2シート14は、器具トレイ40、器具42、その他の用品に近接するか接触したときに糸くずの発生が少ないか糸くずが生じないようにするのが好ましい。この特性によって、器具トレイ40、器具42、その他の用品の上や内部に異物が存在しないようにし得、手術室及び/または外科処置の部位を糸くずが汚染するのを防止し得る。第2シート14は、第1シート12とともに廃棄され得るように、比較的安価な材料からつくられる。
【0040】
第2シート14は、一定の滅菌プロセスの間により効果的な乾燥を促進し、過剰な水分の溜まりを最小限に抑えるために、水分吸収特性を有し得る。滅菌処理の後に、ラッピングされた滅菌ラップ10のなかに水分が残る場合がある。水分は微生物の成長を促進するので、滅菌を繰り返し行う必要がでてくる。
【0041】
図4A乃至図4E及び図5A乃至図5Eは、医療器具開発協会(Association for the Advancement of Medical Instrumentation)に定められた滅菌ラップの折り畳み方法である。図4A乃至図4Eは、滅菌のために「封筒折り(envelope fold)」に折り畳まれる滅菌ラップ10を示す。ここで、第2シート14、器具トレイ40、器具42は、第1シート12の上側表面36の中心から外れた位置に配置される。第1シート12は、前述の一対の積層構造体26及び28から形成されたものであり得、従って器具トレイ40及び器具42は、ワンステッププロセスで滅菌ラップ内に折り込まれる。或いは、一対の第1シート12で挟んだ上で、図4A乃至図4Eに示すように折り畳んでもよい。この場合、第2シート14を、第1シートの一方のみに結合し、他方には結合しなくてもよい。図4A乃至図4Eの示す封筒折りが完了したときには、その後の滅菌のために滅菌ラップ10を閉じるため、テープ44を使用し得る。
【0042】
図5A乃至図5Eは、「四角折り(square fold)」として知られる、折り畳みプロセスを示す。第1シート12は、この場合も、前述の一対の積層構造体26及び28から形成されたものでも、一層構造または一枚の積層構造体から形成されたものでもよく、後者の場合には、滅菌ラップのダブルラップを達成するためには、2枚の第1シート12を準備しなければならない。一対の第1シートが用いられる場合には、第2シート14は第1シート12の一方のみに結合されればよい。器具トレイ40及び器具42の折り畳み時完了時には、図5Eに示す折り畳まれた滅菌ラップ10を閉じるためにテープ44が用いられる。
【0043】
使用される折り畳み方法と、第1シート12上での第2シートの向きが、器具トレイ40、器具42、その他の用品に緩衝部を設けるために必要な第2シート14のサイズを決定し得る。配置の向きの一例では、第1シート12と第2シート14の両方が矩形であって、第1シート12と第2シート14の辺が互いに平行であり得る。別の配置の向きの例では、第2シート14が図3に示すように配置され、第2シート14の角部が第1シート12の辺に沿って中央に位置し、角度32は45度である。正方形または矩形の器具トレイ40の場合には、第2シート14の配置の向き及び使用されるラッピング方法の選択により、必要とされる第2シート14のカバー面積をより小さくすることができる。例えば、器具トレイ40のラッピングのために図4A乃至図4Eに示す封筒折りが用いられ、第2シート14が角度32が45度となるような向きに配置される場合には、器具トレイ40の角部及び上側端面に対する緩衝部を提供するために必要な第2シート14の面積は、第2シート14の辺第1シート12の辺と平行となるように配置される場合に必要な面積より小さくなる。逆に、図5A乃至図5Eに示す四角折りが用いられ、第2シート14の辺が第1シート12の辺と平行となるように配置される場合には、正方形または矩形の器具トレイ40に対する上述の緩衝部は、角度32が45度となるような向きに配置される場合より小さい第2シート14の上側表面38の面積で形成できる。
【0044】
滅菌は、熱と蒸気で滅菌を行うオートクレーブを用いることで行うことができる。これに加えて、またはこれに代えて、器具トレイ40、器具40、その他の用品を、酸化エチレンの使用及び/または過酸化水素ガスプラズマの使用によって滅菌することができ、この滅菌は、一般的にはオートクレーブが用いられる場合より低い温度で行われる。
【0045】
本発明について好ましい実施形態を参照して説明してきたが、本発明は、上記の特定の実施形態に限定されない。逆に、本発明は特許請求の範囲の記載に包含されるあらゆる改変を包含し得る。
【特許請求の範囲】
【請求項1】
滅菌ラップであって、
細菌の少なくとも一部が通過するのを防止するバリアを提供するべく構成された第1シートであって、滅菌ガスは通過可能に構成され、外辺部を有する、該第1シートと、
前記第1シートに結合された第2シートであって、外辺部を有し、前記第2シートの前記外辺部が前記第1シートの前記外辺部内に完全に収まるように前記第1シートの上に配置された、該第2シートとを有することを特徴とする滅菌ラップ。
【請求項2】
前記第2シートは、細菌の少なくとも一部が通過するのを防止するバリアを提供するべく構成されていることを特徴とする請求項1に記載の滅菌ラップ。
【請求項3】
前記第2シートは、前記第1シートより高い多孔度を有することを特徴とする請求項1若しくは2に記載の滅菌ラップ。
【請求項4】
前記第2シートは、前記第1シートより高い秤量を有することを特徴とする請求項1乃至3の何れかに記載の滅菌ラップ。
【請求項5】
前記第1シートは、スパンボンド層、メルトブロー層、及びスパンボンド層を有する積層構造体であることを特徴とする請求項1乃至4の何れかに記載の滅菌ラップ。
【請求項6】
前記第1シートは、それぞれがスパンボンド層、メルトブロー層、及びスパンボンド層を有する一対の積層構造体からなり、前記一対の積層構造体は、複数の間隔をおいた独立した結合点によって結合され、前記一対の積層構造体のそれぞれは、16.96−118.69g/m2の秤量を有することを特徴とする請求項1乃至4の何れかに記載の滅菌ラップ。
【請求項7】
前記第2シートは、118.69g/m2以上の秤量を有することを特徴とする請求項1乃至4の何れかに記載の滅菌ラップ。
【請求項8】
前記第1シート及び前記第2シートの両方は、矩形の形状の上側表面を有し、前記第2シートは、前記第1シートの前記上側表面に対して前記第2シートの辺が前記第2シートの辺に対して概ね45度をなすような向きに配置されていることを特徴とする請求項1乃至7の何れかに記載の滅菌ラップ。
【請求項9】
前記第2シートの前記上側表面の表面積が、前記第1シートの前記上側表面の表面積の27−54%であることを特徴とする請求項1乃至8の何れかに記載の滅菌ラップ。
【請求項10】
前記第2シートが、前記第2シートの底面の全面積にわたって前記第1シートに結合されることを特徴とする請求項1乃至9の何れかに記載の滅菌ラップ。
【請求項11】
前記第2シートが、前記第2シートの底面の全面積より小さい面積の部分において前記第1シートに結合されることを特徴とする請求項1乃至9の何れかに記載の滅菌ラップ。
【請求項12】
前記第2シートの前記外辺部が、前記第1シートに結合されることを特徴とする請求項1乃至9の何れかに記載の滅菌ラップ。
【請求項13】
前記第2シートの前記外辺部が、前記第1シートに間隔をおいた複数の点において結合されることを特徴とする請求項1乃至9の何れかに記載の滅菌ラップ。
【請求項14】
前記第2シートは前記第1シートの前記上側表面に結合されて、その破れを防止するような強度を与え、かつ前記第2シートは、前記滅菌ガスが通過可能であることを特徴とする請求項1乃至13の何れかに記載の滅菌ラップ。
【請求項15】
前記第1シート及び前記第2シートが、同一の材料からなることを特徴とする請求項1乃至14の何れかに記載の滅菌ラップ。
【請求項16】
前記第2シートは、発泡材、織布ウェブ、高弾性材、複合繊維のスパンボンドからなる群から選択された材料からなることを特徴とする請求項1乃至15の何れかに記載の滅菌ラップ。
【請求項17】
前記第1シート及び前記第2シートは、接着剤、マジックテープ式留め具、テープ、及びボンディングからなる群から選択された結合手段によって互いに結合されることを特徴とする請求項1乃至16の何れかに記載の滅菌ラップ。
【請求項1】
滅菌ラップであって、
細菌の少なくとも一部が通過するのを防止するバリアを提供するべく構成された第1シートであって、滅菌ガスは通過可能に構成され、外辺部を有する、該第1シートと、
前記第1シートに結合された第2シートであって、外辺部を有し、前記第2シートの前記外辺部が前記第1シートの前記外辺部内に完全に収まるように前記第1シートの上に配置された、該第2シートとを有することを特徴とする滅菌ラップ。
【請求項2】
前記第2シートは、細菌の少なくとも一部が通過するのを防止するバリアを提供するべく構成されていることを特徴とする請求項1に記載の滅菌ラップ。
【請求項3】
前記第2シートは、前記第1シートより高い多孔度を有することを特徴とする請求項1若しくは2に記載の滅菌ラップ。
【請求項4】
前記第2シートは、前記第1シートより高い秤量を有することを特徴とする請求項1乃至3の何れかに記載の滅菌ラップ。
【請求項5】
前記第1シートは、スパンボンド層、メルトブロー層、及びスパンボンド層を有する積層構造体であることを特徴とする請求項1乃至4の何れかに記載の滅菌ラップ。
【請求項6】
前記第1シートは、それぞれがスパンボンド層、メルトブロー層、及びスパンボンド層を有する一対の積層構造体からなり、前記一対の積層構造体は、複数の間隔をおいた独立した結合点によって結合され、前記一対の積層構造体のそれぞれは、16.96−118.69g/m2の秤量を有することを特徴とする請求項1乃至4の何れかに記載の滅菌ラップ。
【請求項7】
前記第2シートは、118.69g/m2以上の秤量を有することを特徴とする請求項1乃至4の何れかに記載の滅菌ラップ。
【請求項8】
前記第1シート及び前記第2シートの両方は、矩形の形状の上側表面を有し、前記第2シートは、前記第1シートの前記上側表面に対して前記第2シートの辺が前記第2シートの辺に対して概ね45度をなすような向きに配置されていることを特徴とする請求項1乃至7の何れかに記載の滅菌ラップ。
【請求項9】
前記第2シートの前記上側表面の表面積が、前記第1シートの前記上側表面の表面積の27−54%であることを特徴とする請求項1乃至8の何れかに記載の滅菌ラップ。
【請求項10】
前記第2シートが、前記第2シートの底面の全面積にわたって前記第1シートに結合されることを特徴とする請求項1乃至9の何れかに記載の滅菌ラップ。
【請求項11】
前記第2シートが、前記第2シートの底面の全面積より小さい面積の部分において前記第1シートに結合されることを特徴とする請求項1乃至9の何れかに記載の滅菌ラップ。
【請求項12】
前記第2シートの前記外辺部が、前記第1シートに結合されることを特徴とする請求項1乃至9の何れかに記載の滅菌ラップ。
【請求項13】
前記第2シートの前記外辺部が、前記第1シートに間隔をおいた複数の点において結合されることを特徴とする請求項1乃至9の何れかに記載の滅菌ラップ。
【請求項14】
前記第2シートは前記第1シートの前記上側表面に結合されて、その破れを防止するような強度を与え、かつ前記第2シートは、前記滅菌ガスが通過可能であることを特徴とする請求項1乃至13の何れかに記載の滅菌ラップ。
【請求項15】
前記第1シート及び前記第2シートが、同一の材料からなることを特徴とする請求項1乃至14の何れかに記載の滅菌ラップ。
【請求項16】
前記第2シートは、発泡材、織布ウェブ、高弾性材、複合繊維のスパンボンドからなる群から選択された材料からなることを特徴とする請求項1乃至15の何れかに記載の滅菌ラップ。
【請求項17】
前記第1シート及び前記第2シートは、接着剤、マジックテープ式留め具、テープ、及びボンディングからなる群から選択された結合手段によって互いに結合されることを特徴とする請求項1乃至16の何れかに記載の滅菌ラップ。
【図1】

【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図4D】
【図4E】

【図5A】
【図5B】
【図5C】
【図5D】
【図5E】

【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図4D】
【図4E】
【図5A】
【図5B】
【図5C】
【図5D】
【図5E】
【公開番号】特開2012−223615(P2012−223615A)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2012−166565(P2012−166565)
【出願日】平成24年7月27日(2012.7.27)
【分割の表示】特願2008−523871(P2008−523871)の分割
【原出願日】平成18年4月27日(2006.4.27)
【出願人】(504460441)キンバリー クラーク ワールドワイド インコーポレイテッド (396)
【Fターム(参考)】
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成24年7月27日(2012.7.27)
【分割の表示】特願2008−523871(P2008−523871)の分割
【原出願日】平成18年4月27日(2006.4.27)
【出願人】(504460441)キンバリー クラーク ワールドワイド インコーポレイテッド (396)
【Fターム(参考)】
[ Back to top ]