
補強用炭素繊維複合コードの製造方法
【課題】複合材料を構成するマトリックスとの接着性とともに炭素繊維間の接着性が良好であり、耐疲労性が優れた補強用炭素繊維複合コードの製造方法を提供すること。
【解決手段】無撚の炭素繊維束と、その炭素繊維よりも低融点の無撚の合成繊維束とを引き揃え、次いで撚糸する補強用炭素繊維複合コードの製造方法。さらには、複合コードの撚り係数が0.5〜5の範囲であることや、撚糸した後に低融点繊維の融点以上の温度で熱処理すること、低融点の合成繊維がポリアミド繊維であることが好ましい。また、複合コードが、その表面に接着剤が付着しているものであることや、接着剤がRFL系接着剤であることが好ましい。
【解決手段】無撚の炭素繊維束と、その炭素繊維よりも低融点の無撚の合成繊維束とを引き揃え、次いで撚糸する補強用炭素繊維複合コードの製造方法。さらには、複合コードの撚り係数が0.5〜5の範囲であることや、撚糸した後に低融点繊維の融点以上の温度で熱処理すること、低融点の合成繊維がポリアミド繊維であることが好ましい。また、複合コードが、その表面に接着剤が付着しているものであることや、接着剤がRFL系接着剤であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は補強用炭素繊維複合コードの製造方法に関し、さらに詳しくは、繊維補強複合材料に好適に用いられる補強用炭素繊維複合コードの製造方法に関する。
【背景技術】
【0002】
複合材料の補強用として長繊維コードが用いられることが多い。これは複合材料を構成する樹脂やゴムなどのマトリックス材料に対し、繊維材料が極めて強い強度や高い弾性率を有するからである。中でもポリアミド繊維やポリエステル繊維などの合成繊維に比べ、炭素繊維は、引張強度、引張弾性率、耐熱性、耐水性が良好なことから、複合材料に用いられることが多い材料である。
【0003】
しかし、マトリックス樹脂等と親和性の高い有機合成繊維に比べ、無機材料である炭素繊維はマトリックスとの親和性が低く、接着性に問題があった。炭素繊維コードとマトリックス間の接着性が不十分になりやすく、コードとマトリックスとの界面剥離が生じ、耐疲労性に劣るといった問題があったのである。
また、特に炭素繊維には、単繊維同士の擦過による単繊維の切断や、炭素繊維コード表面の単繊維がマトリックスとの擦過によって破断しやすい傾向にあり、繊維強化複合材料としての十分な耐疲労性が得られないという問題もあった。
【0004】
そしてこれらの問題はマトリックスとして弾性体が採用されているゴム繊維複合体において、特に大きな問題であった。マトリックスが弾性体であるがゆえに全体が変形しやすく、炭素繊維が擦過される可能性がそれだけ高くなるためである。中でもベルト、ホース等の大きく変形する用途の補強用繊維として用いる場合に顕著であった。
こうした問題を解決する試みとして例えば特許文献1には、エポキシ化合物及びイソシアネート化合物、あるいはそれらの反応物とウレタン樹脂とを付着させた炭素繊維束からなる補強用コードが提案されている。
【0005】
しかしながら、上記の補強用コードによっても、ベルト、ホース等の大きく変形する用途に用いたとき、コードとマトリックスゴムとの間の接着性や、炭素繊維を構成する各単糸間の接着性は十分なものとはいえず、繊維強化複合材料に適した補強用炭素繊維コードとしての性能は、未だ十分とはいえなかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−214043号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、複合材料を構成するマトリックスとの接着性とともに炭素繊維間の接着性が良好であり、耐疲労性が優れた補強用炭素繊維複合コードの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明の補強用炭素繊維複合コードの製造方法は、無撚の炭素繊維束と、その炭素繊維よりも低融点の無撚の合成繊維束とを引き揃え、次いで撚糸することを特徴とする。
さらには、複合コードの撚り係数が0.5〜5の範囲であることや、撚糸した後に低融点繊維の融点以上の温度で熱処理すること、低融点の合成繊維がポリアミド繊維であることが好ましい。また、複合コードが、その表面に接着剤が付着しているものであることや、接着剤がRFL系接着剤であることが好ましい。
【発明の効果】
【0009】
本発明によれば、複合材料を構成するマトリックスとの接着性とともに炭素繊維間の接着性が良好であり、耐疲労性が優れた補強用炭素繊維複合コードの製造方法が提供される。
【図面の簡単な説明】
【0010】
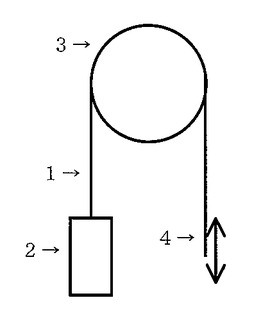
【図1】耐疲労性を測定するための装置の該略図である。
【発明を実施するための形態】
【0011】
本発明の補強用炭素繊維複合コードの製造方法は、無撚の炭素繊維束と、その炭素繊維よりも低融点の無撚の合成繊維束とを引き揃え、次いで撚糸する製造方法である。
本発明の製造方法に用いられる無撚の炭素繊維としては、従来公知のものを用いることができるが、特には強度に優れたPAN系炭素繊維であることが好ましい。またこの炭素繊維はフィラメントが集合して束状の糸条となっている繊維束であることが必要であり、複合材料の補強用として耐疲労性に優れたものとなる。
【0012】
束を構成するフィラメント数としては3000〜10万フィラメントであることが好ましく、さらには3000〜80000フィラメントであることが好ましい。
フィラメント数が少なすぎる場合には、1フィラメントにかかる力が集中し、強力と耐疲労性が低下する傾向にある。逆にフィラメント数が大きすぎると、繊維束内での力の分布が不均一になるため、また処理剤が十分に炭素繊維束に含浸しないために、耐疲労性が低下する傾向にある。この炭素繊維束を構成する1本の繊維の直径としては1〜20μm、特には5〜10μmの範囲であることが好ましい。
総繊度としては2000dtex以上、さらには5000〜10万dtexの範囲であることが好ましい。
【0013】
また本発明の製造方法に用いられる炭素繊維としては、炭素繊維のモジュラス(弾性率)が100GPa以上であることが好ましく、より好ましくは230GPa以上であることが好ましい。炭素繊維のモジュラスの上限としては1000GPa以下であることが、さらには400GPa以下であることが通常の範囲である。特にマトリックスにゴムを採用した場合、炭素繊維のモジュラスを高めることによって、本発明の製造方法で得られる炭素繊維で補強した繊維強化複合材料は、特に寸法安定性が優れたものとなる。また炭素繊維の強度としては2000〜10000MPaであることが、さらには3000〜6000MPaの範囲であることが好ましく、また破断時の伸度は0.2〜3.0%であることが、さらには1.5〜2.5%であることが好ましい。このような範囲とすることにより、疲労性をより向上させることが可能となる。
【0014】
また無撚とは、積極的に撚りを掛けない実質的な無撚を意味し、若干なら工程での解舒撚り等が掛かっているものでも良い。しかし撚り数は少ないことが好ましく、工程でも横取り解舒等を行った無撚の炭素繊維束であることがもっとも好ましい。
【0015】
さて本発明の補強用炭素繊維複合コードの製造方法は、上記のような無撚の炭素繊維束を、その炭素繊維よりも低融点の、無撚の合成繊維束とを引き揃え、次いで撚糸する方法である。さらには合成繊維の融点としては350℃以下、さらには80℃以上275℃以下であることが好ましい。
【0016】
ここで炭素繊維よりも低融点の合成繊維としては、特に制限するものではないが、例えばポリアミド、ポリウレタン、ポリエステルなどが好ましく、あるいはポリエチレン、ポリプロピレンなどのポリオレフィンなどの重合体からなる繊維であっても、それらの繊維を組み合わせたものであっても良い。より具体的には、例えばポリエステルでは、イソフタル酸、テレフタル酸、スルフォイソフタル酸などの成分を共重合させることによって、融点を低くしたものでも良い。
【0017】
また接着性や強度物性等の観点からはポリアミド繊維がもっとも好ましいが、具体的に例示するとナイロン11、ナイロン12や、共重合ポリアミド、例えばナイロン6/66、ナイロン6/610、ナイロン6/612、ナイロン6/11、ナイロン6/12、ナイロン66/610、ナイロン66/612、ナイロン66/11、ナイロン66/12、ナイロン610/612、ナイロン610/11、ナイロン610/12、ナイロン612/11、ナイロン11/12などの2元共重合ポリアミド、ナイロン6/11/66、ナイロン6/11/610、ナイロン6/11/612、ナイロン6/12/66、ナイロン6/12/610、ナイロン6/12/612、ナイロン6/66/610、ナイロン6/66/612、ナイロン6/610/612、ナイロン11/66/610、ナイロン11/66/612、ナイロン12/66/610、ナイロン12/66/612、ナイロン11/12/66、ナイロン11/12/610、ナイロン11/12/612、ナイロン66/610/612などの3元共重合ポリアミド、ナイロン6/11/12/66、ナイロン6/11/12/610、ナイロン6/11/12/612、ナイロン6/11/66/610、ナイロン6/12/66/610、ナイロン11/12/66/610、ナイロン11/12/66/612、ナイロン12/66/610/612などの4元共重合ポリアミドなどの重合体からなる繊維も、好ましい例として挙げることができる。
【0018】
また合成繊維束を構成するフィラメント数としては100〜3万フィラメントであることが好ましく、さらには150〜10000フィラメントであることが好ましい。総繊度としては500dtex以上、さらには900〜2万dtexの範囲であることが好ましい。単繊維の繊度としては0.1〜20dtexであることが好ましく、合成繊維束を構成する1本の繊維の直径としては1〜50μmの範囲であることが好ましい。
【0019】
また、この低融点の繊維束も炭素繊維束と同様に実質的に無撚であることが必要であり、さらには真の意味でも無撚であることが好ましい。
そして本発明の製造方法では、まずこれらの無撚の炭素繊維束と無撚の合成繊維束とを引き揃え、次いで撚糸することが必要である。無撚の状態から撚糸を開始することにより、均一に混合することが可能となったのである。
【0020】
そして剛直性の高い炭素繊維に、低融点の柔らかい合成繊維を合撚して糸条とすることにより、炭素繊維は単繊維同士の擦過が軽減され、耐疲労性が顕著に向上する。さらに、繊維束としては、フィラメント数の少ないものを複数引きそろえ、合撚糸するほうが、炭素繊維と他の繊維が均一に混合し、耐疲労性が向上するため好ましい。たとえば、炭素繊維束のフィラメント数12000本を含む炭素繊維複合コードを作製するときには、炭素繊維フィラメント数12000本の炭素繊維束1本を使用するよりも、炭素繊維フィラメント数6000本の炭素繊維束を2本、または炭素繊維フィラメント数3000本のものを4本使用し、他の合成繊維と伴に引き揃え、撚糸することが好ましい。
【0021】
また引き揃える際には、炭素繊維束100重量部に対して低融点の合成繊維が0.01重量部〜50重量部、さらに好ましくは1〜20重量であることが好ましい。炭素繊維と低融点の合成繊維の総繊度の比としても同じく100:0.01〜100:50が好ましく、さらには100:1〜100:20の範囲にあることが好ましい。低融点の繊維が少なすぎる場合には、炭素繊維の単繊維同士の擦過を有効に防ぐことができず、耐疲労性は不十分となる傾向にある。一方、低融点の合成繊維が多すぎると、得られる補強用炭素繊維複合コードの強力や弾性率を低下させる傾向にある。
【0022】
各繊維束を構成するフィラメント数としては炭素繊維束と低融点の合成繊維束とのフィラメント数が100:0.1〜100:400の範囲が好ましく、特には100:1〜100:40の範囲であることが好ましい。
【0023】
本発明の製造方法はこのように引き揃えた複数の繊維束を合糸し、撚糸することにより複合コードとするものである。このとき複合コードの撚り係数は0.5〜5の範囲にあることが好ましい。さらには撚り係数は1〜4の範囲にあることが好ましい。
【0024】
撚りを加えることにより複合体マトリックス中での糸条を構成する各単糸にかかる力が分散され、疲労性が向上するからである。撚係数が小さい場合には、炭素繊維複合コードの耐疲労性は不十分となる傾向にある。逆に、撚係数が大きい場合には、引張弾性率が低い値となる傾向にあり、複合コードの強力も低下する傾向にある。なお、ここで撚り係数は下記式により定義されるものである。
TC=撚係数=(1/3031)×T(D)1/2
T:加えられた撚数(T/m)
D:複数本の炭素繊維束と合成繊維束の総繊度(dtex)
【0025】
また、本発明の炭素繊維複合コードの製造方法では、上記の繊維束の撚糸前、または後のコードに、各種前処理を行うことも好ましい。例えばウレタン樹脂、エポキシ化合物、またはブロックドイソシアネート化合物等を含む前処理剤を処理することにより、接着力を向上させることが可能となる。
【0026】
好ましいエポキシ化合物の具体例としては、グリセロールポリグリシジルエーテル、ソルビトールポリグリシールポリグリシジルエーテル、ソルビトールポリグリシジルエーテル、トリメチロールプロパンポリグリシジルエーテル、ネオペンチルグリコールポリグリシジルエーテル、ポリエチレングリコールジグリシジルエーテル、ポリプロピレングリコールポリソルビトールポリグリシジルエーテル等が挙げられる。中でも、グリセロールポリグリシジルエーテル及びソルビトールポリグリシジルエーテルは、接着性向上に特に有効である。
【0027】
またブロックドイソシアネート化合物の具体例としては、メタフェニレンジイソシアネートまたはジフェニルメタンジイソシアネートとフェノール、クレゾール、εカプロラクタムまたはアセトオキシムトの反応物等が挙げられる。
【0028】
さら本発明の補強用炭素繊維複合コードの製造方法では、撚糸した後に低融点繊維の融点以上の温度で熱処理することも好ましい。さらには、合成繊維の融点の3〜100℃高い温度で熱処理することが好ましい。処理時間としては10秒から10分程度が好ましい。
【0029】
低融点の合成繊維が一度、溶融することにより、炭素繊維間に溶融物が流れ込み、さらに単繊維同士の擦過が軽減され、耐疲労性が向上するのである。熱処理は繊維束の撚糸後、または表面に接着剤などを処理した後の熱処理と同時に行っても構わない。また、マトリックス材料と複合体を形成する際の加熱処理によって、繊維コードの熱処理を代用することも可能である。
【0030】
本発明の製造方法では得られる補強用炭素繊維複合コードが、マトリックスと接着しやすくなるように、その表面に接着剤を付着したものであることも好ましい。例えば、複合体のマトリックスがゴムである場合には、接着剤としてRFL(レゾルシン・ホルマリン・ゴムラテックス)系の接着剤を採用することができる。
【0031】
本発明の製造法で好ましく用いられるRFL系接着剤は、レゾルシンとホルマリンとをアルカリまたは酸性触媒下で反応させて得られる初期縮合物(RF)とゴムラテックスの混合物であり、レゾルシン、ホルマリン、およびゴムラテックスの配合比率については特段の制限はない。通常は、レゾルシンとホルマリンのモル比は1:0.1〜1:8、好ましくは1:0.5〜1:5で使用される。
【0032】
なお、ここで用いられるゴムラテックスとしては、例えば水素添加アクリロニトリルーブタジエンゴムラテックス、アクリロニトリル−ブタジエンラテックス、イソプレンゴムラテックス、ウレタンゴムラテックス、スチレン−ブタジエンゴムラテックス、ビニルピリジン−スチレン−ブタジエンゴムラテックス、クロロプレンゴムラテックス、ブタジエンゴムラテックス等があり、これらを単独または併用して使用する。特には本発明の補強用炭素繊維複合コードが、ホースやベルトなどに用いられる場合、水素添加アクリロニトリルーブタジエンゴムラテックス、アクリロニトリル−ブタジエンラテックス、イソプレンゴムラテックス、ウレタンゴムラテックス、クロロプレンゴムラテックスの群から選ばれるいずれか一つ以上のゴムラテックスであることが好ましい。
【0033】
また、このラテックスとしては、複合材料が繊維強化ゴム材料の場合、そのマトリックスゴムと同種のものであることが好ましく、たとえば、マトリックスゴムとして水素化アクリロニトリル−ブタジエンゴムを使用する場合、本発明の製造方法におけるラテックス種類としては、水素添加アクリロニトリル−ブタジエンゴムラテックスを含有することが好ましい。ラテックス中の水素添加アクリロニトリルブタジエンゴムラテックスの固形分重量比率としては、50重量%以上あることが好ましい。
【0034】
このような本発明の製造方法により得られる補強用炭素繊維複合コードは、高弾性率・高強度を有しながら、繊維強化複合材料を構成するマトリックスとの接着性が良く、また複合コード内も強く接着されているために、補強材として用いることにより物性の非常に優れた繊維強化複合材料を得ることが出来る。
【0035】
特に本発明の補強用炭素繊維複合コードは、マトリックスが弾性体である例えばゴムなどの用途に特に適している。マトリックスとして有効に用いることのできるゴムとしては、アクリルゴム、アクリロニトリル−ブタジエンゴム、水素化アクリロニトリルーブタジエンゴム、イソプレンゴム、ウレタンゴム、エチレン−プロピレンゴム、クロロプレンゴム、シリコーンゴム、スチレン−ブタジエンゴム、多硫化ゴム、天然ゴム、ブタジエンゴム、フッ素ゴム等を挙げることができる。上記ゴムには、主成分のゴムの他に、材料の改質等のため、カーボンブラック、シリカ等の無機充填剤、クマロン樹脂、フェノール樹脂等の有機充填剤、ナフテン系オイル等の軟化剤が含まれていてもよい。
【0036】
このような繊維強化複合材料は、例えばマトリックスがゴムの場合、本発明の製造方法にて得られた補強用炭素繊維複合コードを必要本数引き揃え、これをマトリックスゴムで挟み込み、さらにプレス機で加圧、加熱して成形することにより得ることができる。また、得られた繊維強化複合材料は、屈曲変形などに対して優れた耐久性を発揮するため、特に、ベルトやホースなどの用途に最適である。
【実施例】
【0037】
本発明をさらに下記実施例により具体的に説明する。またコード剥離接着力は下記の方法により測定した。
【0038】
(1)炭素繊維束の強度及び弾性率
JIS R7601に準拠して測定した。
【0039】
(2)接着性(剥離接着力)
25本のゴム補強用炭素繊維コードをゴムから剥離する際の接着力で評価した。評価用ゴムとしては、下記配合組成で作製したH−NBRゴムを使用した。剥離接着力が、170N以上を「3」、120〜170未満を「2」、120未満を「1」とした。
(配合組成)
水素化アクリロニトリルーブタジエンゴム:100部
カーボンブラック:50部
酸化亜鉛:5部
可塑剤TOTM:5部
ステアリン酸:0.5部
抗酸化剤(ナウガード445):1.5部
老化防止剤(ノクラックMBZ):1部
シリカ:8部
【0040】
(3)屈曲耐疲労性(屈曲破断迄の回数)
図1に示すように、接着処理を行ったゴム補強用炭素繊維コードの一端に1.0kgの荷重を取り付け、直径10mmのローラーに掛け渡し、他端をコードの長軸方向に振幅50mm、速度100回/分で振動させることにより、コードを繰り返し屈曲させ、破断するまでの回数を測定した。屈曲破断迄の回数が、3万回以上を「4」、2〜3万回未満を「3」、1〜2万回未満を「2」、1万回未満を「1」とした。
【0041】
[実施例1]
炭素繊維束として総繊度8000dtexの“HTA−12K”(東邦テナックス株式会社製、フィラメント数:12000本、単繊維直径7.0μm、引張強度:3920MPa、引張弾性率:235GPa、伸度:1.7%、分解温度500℃以上)を用意した。
炭素繊維よりも低融点の合成繊維束として、総繊度1400dtexのナイロン繊維(ポリアミド繊維)“レオナ66”(旭化成せんい株式会社製、フィラメント数:210本、融点265℃)を用意した。
そして無撚の炭素繊維束と無撚のナイロン繊維束を引きそろえ、リング撚糸機で撚係数が1.9となるように、撚数60T/mの撚をS方向に加え、撚糸コードを得た。次に得られた撚糸コードを、レゾルシン、ホルマリンとゴムラテックス(水素添加アクリロニトリルーブタジエンーメタクリル酸共重合体ラテックス、“ZLX−B”、日本ゼオン株式会社製)からなるRFL系接着剤処理液に浸漬し、加熱炉内(170℃)を通過させて水分を除去し、引き続き加熱炉内(270℃)を通過させて熱処理し、補強用炭素繊維複合コードを作製した。評価結果を表1に示す。
【0042】
[実施例2]
炭素繊維束として、総繊度8000dtexの炭素繊維1本の代わりに、総繊度2000dtexの“HTA−3K”(東邦テナックス株式会社製、フィラメント数:3000本、単繊維直径7.0μm、引張強度:3920MPa、引張弾性率:235GPa、伸度:1.7%、分解温度500℃以上)を4本用いた以外は、実施例1と同様に処理を行い、補強用炭素繊維複合コードを作製した。評価結果を表1に併せて示す。
【0043】
[比較例1]
実施例1のナイロン繊維束を使用せず、無撚の炭素繊維束のみを用いて、また撚係数が1.9と同一になるように、リング撚糸機で撚数65T/mの撚をS方向に加えた以外は、実施例1と同様に処理を行い、補強用炭素繊維複合コードを作製した。評価結果を表1に併せて示す。
【0044】
【表1】

【符号の説明】
【0045】
1、撚糸コード
2、荷重
3、ローラー
4、振動させる他端
【技術分野】
【0001】
本発明は補強用炭素繊維複合コードの製造方法に関し、さらに詳しくは、繊維補強複合材料に好適に用いられる補強用炭素繊維複合コードの製造方法に関する。
【背景技術】
【0002】
複合材料の補強用として長繊維コードが用いられることが多い。これは複合材料を構成する樹脂やゴムなどのマトリックス材料に対し、繊維材料が極めて強い強度や高い弾性率を有するからである。中でもポリアミド繊維やポリエステル繊維などの合成繊維に比べ、炭素繊維は、引張強度、引張弾性率、耐熱性、耐水性が良好なことから、複合材料に用いられることが多い材料である。
【0003】
しかし、マトリックス樹脂等と親和性の高い有機合成繊維に比べ、無機材料である炭素繊維はマトリックスとの親和性が低く、接着性に問題があった。炭素繊維コードとマトリックス間の接着性が不十分になりやすく、コードとマトリックスとの界面剥離が生じ、耐疲労性に劣るといった問題があったのである。
また、特に炭素繊維には、単繊維同士の擦過による単繊維の切断や、炭素繊維コード表面の単繊維がマトリックスとの擦過によって破断しやすい傾向にあり、繊維強化複合材料としての十分な耐疲労性が得られないという問題もあった。
【0004】
そしてこれらの問題はマトリックスとして弾性体が採用されているゴム繊維複合体において、特に大きな問題であった。マトリックスが弾性体であるがゆえに全体が変形しやすく、炭素繊維が擦過される可能性がそれだけ高くなるためである。中でもベルト、ホース等の大きく変形する用途の補強用繊維として用いる場合に顕著であった。
こうした問題を解決する試みとして例えば特許文献1には、エポキシ化合物及びイソシアネート化合物、あるいはそれらの反応物とウレタン樹脂とを付着させた炭素繊維束からなる補強用コードが提案されている。
【0005】
しかしながら、上記の補強用コードによっても、ベルト、ホース等の大きく変形する用途に用いたとき、コードとマトリックスゴムとの間の接着性や、炭素繊維を構成する各単糸間の接着性は十分なものとはいえず、繊維強化複合材料に適した補強用炭素繊維コードとしての性能は、未だ十分とはいえなかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−214043号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、複合材料を構成するマトリックスとの接着性とともに炭素繊維間の接着性が良好であり、耐疲労性が優れた補強用炭素繊維複合コードの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明の補強用炭素繊維複合コードの製造方法は、無撚の炭素繊維束と、その炭素繊維よりも低融点の無撚の合成繊維束とを引き揃え、次いで撚糸することを特徴とする。
さらには、複合コードの撚り係数が0.5〜5の範囲であることや、撚糸した後に低融点繊維の融点以上の温度で熱処理すること、低融点の合成繊維がポリアミド繊維であることが好ましい。また、複合コードが、その表面に接着剤が付着しているものであることや、接着剤がRFL系接着剤であることが好ましい。
【発明の効果】
【0009】
本発明によれば、複合材料を構成するマトリックスとの接着性とともに炭素繊維間の接着性が良好であり、耐疲労性が優れた補強用炭素繊維複合コードの製造方法が提供される。
【図面の簡単な説明】
【0010】
【図1】耐疲労性を測定するための装置の該略図である。
【発明を実施するための形態】
【0011】
本発明の補強用炭素繊維複合コードの製造方法は、無撚の炭素繊維束と、その炭素繊維よりも低融点の無撚の合成繊維束とを引き揃え、次いで撚糸する製造方法である。
本発明の製造方法に用いられる無撚の炭素繊維としては、従来公知のものを用いることができるが、特には強度に優れたPAN系炭素繊維であることが好ましい。またこの炭素繊維はフィラメントが集合して束状の糸条となっている繊維束であることが必要であり、複合材料の補強用として耐疲労性に優れたものとなる。
【0012】
束を構成するフィラメント数としては3000〜10万フィラメントであることが好ましく、さらには3000〜80000フィラメントであることが好ましい。
フィラメント数が少なすぎる場合には、1フィラメントにかかる力が集中し、強力と耐疲労性が低下する傾向にある。逆にフィラメント数が大きすぎると、繊維束内での力の分布が不均一になるため、また処理剤が十分に炭素繊維束に含浸しないために、耐疲労性が低下する傾向にある。この炭素繊維束を構成する1本の繊維の直径としては1〜20μm、特には5〜10μmの範囲であることが好ましい。
総繊度としては2000dtex以上、さらには5000〜10万dtexの範囲であることが好ましい。
【0013】
また本発明の製造方法に用いられる炭素繊維としては、炭素繊維のモジュラス(弾性率)が100GPa以上であることが好ましく、より好ましくは230GPa以上であることが好ましい。炭素繊維のモジュラスの上限としては1000GPa以下であることが、さらには400GPa以下であることが通常の範囲である。特にマトリックスにゴムを採用した場合、炭素繊維のモジュラスを高めることによって、本発明の製造方法で得られる炭素繊維で補強した繊維強化複合材料は、特に寸法安定性が優れたものとなる。また炭素繊維の強度としては2000〜10000MPaであることが、さらには3000〜6000MPaの範囲であることが好ましく、また破断時の伸度は0.2〜3.0%であることが、さらには1.5〜2.5%であることが好ましい。このような範囲とすることにより、疲労性をより向上させることが可能となる。
【0014】
また無撚とは、積極的に撚りを掛けない実質的な無撚を意味し、若干なら工程での解舒撚り等が掛かっているものでも良い。しかし撚り数は少ないことが好ましく、工程でも横取り解舒等を行った無撚の炭素繊維束であることがもっとも好ましい。
【0015】
さて本発明の補強用炭素繊維複合コードの製造方法は、上記のような無撚の炭素繊維束を、その炭素繊維よりも低融点の、無撚の合成繊維束とを引き揃え、次いで撚糸する方法である。さらには合成繊維の融点としては350℃以下、さらには80℃以上275℃以下であることが好ましい。
【0016】
ここで炭素繊維よりも低融点の合成繊維としては、特に制限するものではないが、例えばポリアミド、ポリウレタン、ポリエステルなどが好ましく、あるいはポリエチレン、ポリプロピレンなどのポリオレフィンなどの重合体からなる繊維であっても、それらの繊維を組み合わせたものであっても良い。より具体的には、例えばポリエステルでは、イソフタル酸、テレフタル酸、スルフォイソフタル酸などの成分を共重合させることによって、融点を低くしたものでも良い。
【0017】
また接着性や強度物性等の観点からはポリアミド繊維がもっとも好ましいが、具体的に例示するとナイロン11、ナイロン12や、共重合ポリアミド、例えばナイロン6/66、ナイロン6/610、ナイロン6/612、ナイロン6/11、ナイロン6/12、ナイロン66/610、ナイロン66/612、ナイロン66/11、ナイロン66/12、ナイロン610/612、ナイロン610/11、ナイロン610/12、ナイロン612/11、ナイロン11/12などの2元共重合ポリアミド、ナイロン6/11/66、ナイロン6/11/610、ナイロン6/11/612、ナイロン6/12/66、ナイロン6/12/610、ナイロン6/12/612、ナイロン6/66/610、ナイロン6/66/612、ナイロン6/610/612、ナイロン11/66/610、ナイロン11/66/612、ナイロン12/66/610、ナイロン12/66/612、ナイロン11/12/66、ナイロン11/12/610、ナイロン11/12/612、ナイロン66/610/612などの3元共重合ポリアミド、ナイロン6/11/12/66、ナイロン6/11/12/610、ナイロン6/11/12/612、ナイロン6/11/66/610、ナイロン6/12/66/610、ナイロン11/12/66/610、ナイロン11/12/66/612、ナイロン12/66/610/612などの4元共重合ポリアミドなどの重合体からなる繊維も、好ましい例として挙げることができる。
【0018】
また合成繊維束を構成するフィラメント数としては100〜3万フィラメントであることが好ましく、さらには150〜10000フィラメントであることが好ましい。総繊度としては500dtex以上、さらには900〜2万dtexの範囲であることが好ましい。単繊維の繊度としては0.1〜20dtexであることが好ましく、合成繊維束を構成する1本の繊維の直径としては1〜50μmの範囲であることが好ましい。
【0019】
また、この低融点の繊維束も炭素繊維束と同様に実質的に無撚であることが必要であり、さらには真の意味でも無撚であることが好ましい。
そして本発明の製造方法では、まずこれらの無撚の炭素繊維束と無撚の合成繊維束とを引き揃え、次いで撚糸することが必要である。無撚の状態から撚糸を開始することにより、均一に混合することが可能となったのである。
【0020】
そして剛直性の高い炭素繊維に、低融点の柔らかい合成繊維を合撚して糸条とすることにより、炭素繊維は単繊維同士の擦過が軽減され、耐疲労性が顕著に向上する。さらに、繊維束としては、フィラメント数の少ないものを複数引きそろえ、合撚糸するほうが、炭素繊維と他の繊維が均一に混合し、耐疲労性が向上するため好ましい。たとえば、炭素繊維束のフィラメント数12000本を含む炭素繊維複合コードを作製するときには、炭素繊維フィラメント数12000本の炭素繊維束1本を使用するよりも、炭素繊維フィラメント数6000本の炭素繊維束を2本、または炭素繊維フィラメント数3000本のものを4本使用し、他の合成繊維と伴に引き揃え、撚糸することが好ましい。
【0021】
また引き揃える際には、炭素繊維束100重量部に対して低融点の合成繊維が0.01重量部〜50重量部、さらに好ましくは1〜20重量であることが好ましい。炭素繊維と低融点の合成繊維の総繊度の比としても同じく100:0.01〜100:50が好ましく、さらには100:1〜100:20の範囲にあることが好ましい。低融点の繊維が少なすぎる場合には、炭素繊維の単繊維同士の擦過を有効に防ぐことができず、耐疲労性は不十分となる傾向にある。一方、低融点の合成繊維が多すぎると、得られる補強用炭素繊維複合コードの強力や弾性率を低下させる傾向にある。
【0022】
各繊維束を構成するフィラメント数としては炭素繊維束と低融点の合成繊維束とのフィラメント数が100:0.1〜100:400の範囲が好ましく、特には100:1〜100:40の範囲であることが好ましい。
【0023】
本発明の製造方法はこのように引き揃えた複数の繊維束を合糸し、撚糸することにより複合コードとするものである。このとき複合コードの撚り係数は0.5〜5の範囲にあることが好ましい。さらには撚り係数は1〜4の範囲にあることが好ましい。
【0024】
撚りを加えることにより複合体マトリックス中での糸条を構成する各単糸にかかる力が分散され、疲労性が向上するからである。撚係数が小さい場合には、炭素繊維複合コードの耐疲労性は不十分となる傾向にある。逆に、撚係数が大きい場合には、引張弾性率が低い値となる傾向にあり、複合コードの強力も低下する傾向にある。なお、ここで撚り係数は下記式により定義されるものである。
TC=撚係数=(1/3031)×T(D)1/2
T:加えられた撚数(T/m)
D:複数本の炭素繊維束と合成繊維束の総繊度(dtex)
【0025】
また、本発明の炭素繊維複合コードの製造方法では、上記の繊維束の撚糸前、または後のコードに、各種前処理を行うことも好ましい。例えばウレタン樹脂、エポキシ化合物、またはブロックドイソシアネート化合物等を含む前処理剤を処理することにより、接着力を向上させることが可能となる。
【0026】
好ましいエポキシ化合物の具体例としては、グリセロールポリグリシジルエーテル、ソルビトールポリグリシールポリグリシジルエーテル、ソルビトールポリグリシジルエーテル、トリメチロールプロパンポリグリシジルエーテル、ネオペンチルグリコールポリグリシジルエーテル、ポリエチレングリコールジグリシジルエーテル、ポリプロピレングリコールポリソルビトールポリグリシジルエーテル等が挙げられる。中でも、グリセロールポリグリシジルエーテル及びソルビトールポリグリシジルエーテルは、接着性向上に特に有効である。
【0027】
またブロックドイソシアネート化合物の具体例としては、メタフェニレンジイソシアネートまたはジフェニルメタンジイソシアネートとフェノール、クレゾール、εカプロラクタムまたはアセトオキシムトの反応物等が挙げられる。
【0028】
さら本発明の補強用炭素繊維複合コードの製造方法では、撚糸した後に低融点繊維の融点以上の温度で熱処理することも好ましい。さらには、合成繊維の融点の3〜100℃高い温度で熱処理することが好ましい。処理時間としては10秒から10分程度が好ましい。
【0029】
低融点の合成繊維が一度、溶融することにより、炭素繊維間に溶融物が流れ込み、さらに単繊維同士の擦過が軽減され、耐疲労性が向上するのである。熱処理は繊維束の撚糸後、または表面に接着剤などを処理した後の熱処理と同時に行っても構わない。また、マトリックス材料と複合体を形成する際の加熱処理によって、繊維コードの熱処理を代用することも可能である。
【0030】
本発明の製造方法では得られる補強用炭素繊維複合コードが、マトリックスと接着しやすくなるように、その表面に接着剤を付着したものであることも好ましい。例えば、複合体のマトリックスがゴムである場合には、接着剤としてRFL(レゾルシン・ホルマリン・ゴムラテックス)系の接着剤を採用することができる。
【0031】
本発明の製造法で好ましく用いられるRFL系接着剤は、レゾルシンとホルマリンとをアルカリまたは酸性触媒下で反応させて得られる初期縮合物(RF)とゴムラテックスの混合物であり、レゾルシン、ホルマリン、およびゴムラテックスの配合比率については特段の制限はない。通常は、レゾルシンとホルマリンのモル比は1:0.1〜1:8、好ましくは1:0.5〜1:5で使用される。
【0032】
なお、ここで用いられるゴムラテックスとしては、例えば水素添加アクリロニトリルーブタジエンゴムラテックス、アクリロニトリル−ブタジエンラテックス、イソプレンゴムラテックス、ウレタンゴムラテックス、スチレン−ブタジエンゴムラテックス、ビニルピリジン−スチレン−ブタジエンゴムラテックス、クロロプレンゴムラテックス、ブタジエンゴムラテックス等があり、これらを単独または併用して使用する。特には本発明の補強用炭素繊維複合コードが、ホースやベルトなどに用いられる場合、水素添加アクリロニトリルーブタジエンゴムラテックス、アクリロニトリル−ブタジエンラテックス、イソプレンゴムラテックス、ウレタンゴムラテックス、クロロプレンゴムラテックスの群から選ばれるいずれか一つ以上のゴムラテックスであることが好ましい。
【0033】
また、このラテックスとしては、複合材料が繊維強化ゴム材料の場合、そのマトリックスゴムと同種のものであることが好ましく、たとえば、マトリックスゴムとして水素化アクリロニトリル−ブタジエンゴムを使用する場合、本発明の製造方法におけるラテックス種類としては、水素添加アクリロニトリル−ブタジエンゴムラテックスを含有することが好ましい。ラテックス中の水素添加アクリロニトリルブタジエンゴムラテックスの固形分重量比率としては、50重量%以上あることが好ましい。
【0034】
このような本発明の製造方法により得られる補強用炭素繊維複合コードは、高弾性率・高強度を有しながら、繊維強化複合材料を構成するマトリックスとの接着性が良く、また複合コード内も強く接着されているために、補強材として用いることにより物性の非常に優れた繊維強化複合材料を得ることが出来る。
【0035】
特に本発明の補強用炭素繊維複合コードは、マトリックスが弾性体である例えばゴムなどの用途に特に適している。マトリックスとして有効に用いることのできるゴムとしては、アクリルゴム、アクリロニトリル−ブタジエンゴム、水素化アクリロニトリルーブタジエンゴム、イソプレンゴム、ウレタンゴム、エチレン−プロピレンゴム、クロロプレンゴム、シリコーンゴム、スチレン−ブタジエンゴム、多硫化ゴム、天然ゴム、ブタジエンゴム、フッ素ゴム等を挙げることができる。上記ゴムには、主成分のゴムの他に、材料の改質等のため、カーボンブラック、シリカ等の無機充填剤、クマロン樹脂、フェノール樹脂等の有機充填剤、ナフテン系オイル等の軟化剤が含まれていてもよい。
【0036】
このような繊維強化複合材料は、例えばマトリックスがゴムの場合、本発明の製造方法にて得られた補強用炭素繊維複合コードを必要本数引き揃え、これをマトリックスゴムで挟み込み、さらにプレス機で加圧、加熱して成形することにより得ることができる。また、得られた繊維強化複合材料は、屈曲変形などに対して優れた耐久性を発揮するため、特に、ベルトやホースなどの用途に最適である。
【実施例】
【0037】
本発明をさらに下記実施例により具体的に説明する。またコード剥離接着力は下記の方法により測定した。
【0038】
(1)炭素繊維束の強度及び弾性率
JIS R7601に準拠して測定した。
【0039】
(2)接着性(剥離接着力)
25本のゴム補強用炭素繊維コードをゴムから剥離する際の接着力で評価した。評価用ゴムとしては、下記配合組成で作製したH−NBRゴムを使用した。剥離接着力が、170N以上を「3」、120〜170未満を「2」、120未満を「1」とした。
(配合組成)
水素化アクリロニトリルーブタジエンゴム:100部
カーボンブラック:50部
酸化亜鉛:5部
可塑剤TOTM:5部
ステアリン酸:0.5部
抗酸化剤(ナウガード445):1.5部
老化防止剤(ノクラックMBZ):1部
シリカ:8部
【0040】
(3)屈曲耐疲労性(屈曲破断迄の回数)
図1に示すように、接着処理を行ったゴム補強用炭素繊維コードの一端に1.0kgの荷重を取り付け、直径10mmのローラーに掛け渡し、他端をコードの長軸方向に振幅50mm、速度100回/分で振動させることにより、コードを繰り返し屈曲させ、破断するまでの回数を測定した。屈曲破断迄の回数が、3万回以上を「4」、2〜3万回未満を「3」、1〜2万回未満を「2」、1万回未満を「1」とした。
【0041】
[実施例1]
炭素繊維束として総繊度8000dtexの“HTA−12K”(東邦テナックス株式会社製、フィラメント数:12000本、単繊維直径7.0μm、引張強度:3920MPa、引張弾性率:235GPa、伸度:1.7%、分解温度500℃以上)を用意した。
炭素繊維よりも低融点の合成繊維束として、総繊度1400dtexのナイロン繊維(ポリアミド繊維)“レオナ66”(旭化成せんい株式会社製、フィラメント数:210本、融点265℃)を用意した。
そして無撚の炭素繊維束と無撚のナイロン繊維束を引きそろえ、リング撚糸機で撚係数が1.9となるように、撚数60T/mの撚をS方向に加え、撚糸コードを得た。次に得られた撚糸コードを、レゾルシン、ホルマリンとゴムラテックス(水素添加アクリロニトリルーブタジエンーメタクリル酸共重合体ラテックス、“ZLX−B”、日本ゼオン株式会社製)からなるRFL系接着剤処理液に浸漬し、加熱炉内(170℃)を通過させて水分を除去し、引き続き加熱炉内(270℃)を通過させて熱処理し、補強用炭素繊維複合コードを作製した。評価結果を表1に示す。
【0042】
[実施例2]
炭素繊維束として、総繊度8000dtexの炭素繊維1本の代わりに、総繊度2000dtexの“HTA−3K”(東邦テナックス株式会社製、フィラメント数:3000本、単繊維直径7.0μm、引張強度:3920MPa、引張弾性率:235GPa、伸度:1.7%、分解温度500℃以上)を4本用いた以外は、実施例1と同様に処理を行い、補強用炭素繊維複合コードを作製した。評価結果を表1に併せて示す。
【0043】
[比較例1]
実施例1のナイロン繊維束を使用せず、無撚の炭素繊維束のみを用いて、また撚係数が1.9と同一になるように、リング撚糸機で撚数65T/mの撚をS方向に加えた以外は、実施例1と同様に処理を行い、補強用炭素繊維複合コードを作製した。評価結果を表1に併せて示す。
【0044】
【表1】
【符号の説明】
【0045】
1、撚糸コード
2、荷重
3、ローラー
4、振動させる他端
【特許請求の範囲】
【請求項1】
無撚の炭素繊維束と、その炭素繊維よりも低融点の無撚の合成繊維束とを引き揃え、次いで撚糸することを特徴とする補強用炭素繊維複合コードの製造方法。
【請求項2】
複合コードの撚り係数が0.5〜5の範囲である請求項1記載の補強用炭素繊維複合コードの製造方法。
【請求項3】
撚糸した後に低融点繊維の融点以上の温度で熱処理する請求項1または2記載の補強用炭素繊維複合コードの製造方法。
【請求項4】
低融点の合成繊維がポリアミド繊維である請求項1〜3のいずれか1項記載の補強用炭素繊維複合コードの製造方法。
【請求項5】
複合コードが、その表面に接着剤が付着しているものである請求項1〜4のいずれか1項記載の補強用炭素繊維複合コードの製造方法。
【請求項6】
接着剤がRFL系接着剤である請求項5記載の補強用炭素繊維複合コードの製造方法。
【請求項1】
無撚の炭素繊維束と、その炭素繊維よりも低融点の無撚の合成繊維束とを引き揃え、次いで撚糸することを特徴とする補強用炭素繊維複合コードの製造方法。
【請求項2】
複合コードの撚り係数が0.5〜5の範囲である請求項1記載の補強用炭素繊維複合コードの製造方法。
【請求項3】
撚糸した後に低融点繊維の融点以上の温度で熱処理する請求項1または2記載の補強用炭素繊維複合コードの製造方法。
【請求項4】
低融点の合成繊維がポリアミド繊維である請求項1〜3のいずれか1項記載の補強用炭素繊維複合コードの製造方法。
【請求項5】
複合コードが、その表面に接着剤が付着しているものである請求項1〜4のいずれか1項記載の補強用炭素繊維複合コードの製造方法。
【請求項6】
接着剤がRFL系接着剤である請求項5記載の補強用炭素繊維複合コードの製造方法。
【図1】

【公開番号】特開2011−241503(P2011−241503A)
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願番号】特願2010−114179(P2010−114179)
【出願日】平成22年5月18日(2010.5.18)
【出願人】(000003090)東邦テナックス株式会社 (246)
【Fターム(参考)】
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願日】平成22年5月18日(2010.5.18)
【出願人】(000003090)東邦テナックス株式会社 (246)
【Fターム(参考)】
[ Back to top ]