
補強発泡材料の局所的加工方法及びサンドイッチ構造体
本発明は少なくとも一つの支柱によって補強された発泡材料を有する構造体を加工部位において局所的に加工する方法を提供する。まず、加工部位の領域における支柱連結ゾーン内に前記少なくとも一つの支柱を残しつつ発泡材料が選択的に除去される。次いで、支柱連結ゾーンが充填材で充填され、前記少なくとも一つの支柱が支柱連結ゾーン内で充填材料に連結される。他の態様においては、発泡コアを有するサンドイッチ構造体が提供される。埋込部が少なくとも部分的に発泡コア内に埋め込まれ、充填材料層によって少なくとも一部が囲繞される。少なくとも一つの支柱が発泡材料に組み込まれ、一端部において発泡コアの表面に締結され且つ他端部において充填材層に結合される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は複合材料の技術分野に関連する。特に、本発明は、補強発泡材料(reinforced foam material)を有する構造体を局所的に加工する方法に関する。又、本発明は、サンドイッチ構造体、並びに、前記サンドイッチ構造体又は本発明に係る方法を用いて加工された構造体を備えた航空機に関する。
【背景技術】
【0002】
本発明は、種々の補強発泡材料に適用可能であるが、樹脂が含浸された繊維によって補強され且つ外方層の間に挟まれた発泡コア(foam core)を備えたシート状サンドイッチ構造体を用いて、本発明及び本発明が基礎とする問題点を説明する。
【0003】
複合材料、特に、いわゆるサンドイッチ構造体は、密度に対する剛性及び強度の比率が良いことから、航空機構造の分野において広く利用されている。サンドイッチ構造体は、一般的に、上部外方層及び下部外方層を有し、剛性を向上させる為に両外方層の間に断面六角形状で垂直方向に連続するセルを有するコア構造が設けられている。
【0004】
前記ハニカム構造体の代替物として硬質発泡体(rigid foam)が存在する。この硬質発泡体は、とりわけ、防熱及び防音の分野の観点並びにサンドイッチ構造物の生産技術の観点において、ハニカム構造体より有利である。この発泡構造体の一つの欠点は、同一密度によって得られる機械的強度が低いことである。この低強度性を補償する為に、発泡コアを備えたサンドイッチ構造は、前記コア内に補強材を導入することによって追加的に補強され得る。ソーイング方法は、特に、構造体に対して角度が異なり且つ密度が変化された支柱を形成するように、繊維及びフィラメントの導入を可能とする。技術的に達成可能なステッチ速度によって、構造体の迅速な補強が可能となる。樹脂浸透工程の後、穿孔領域はベースとなる発泡材料の機械的な補強に寄与する。このような構造は、トラックの製造や造船におけるサンドイッチ構造体において既に使用されている。
【0005】
DE 10 2005 024 408 A1は、まず、ニードルを用いて発泡材料の一方側から貫通孔を穿孔し、そして、前記ニードルが他方側に備えられた繊維の束をとりあげて前記発泡材料の中に引き込むように構成されたソーイング方法を開示している。前記繊維の束は前記貫通孔に殆ど充填されるから、後続する浸透工程において樹脂が殆ど組み込まれず、これにより、サンドイッチ構造体の密度に対する機械的強度が向上され、且つ、航空機構造体における使用に適した構造が得られる。
【0006】
この場合の補強効果は、導入された支柱の引張負荷に基づく。前記支柱は両端部において耐圧部材、即ち、サンドイッチ構造体の外方層に連結されている場合においてのみ、力を吸収することができる。もし前記支柱が切断されるか又は一端部において分離されると、それらは機械的に効果の無い状態となる。
【0007】
通常、前記支柱は、前記外方層に対して異なった角度で配設されるから、この方法で補強されたサンドイッチ構造体における加工部位で局所的な加工を行う場合には、前記サンドイッチ構造体の機械的強度は、前記支柱がそれらの機械的な効果を失う加工領域を越えた広範な領域において減少する。この広範な領域においては、補強発泡材料は、特に、軽量発泡体の場合には、機械的特性が局所的に大きく変化すると影響を有する強度決定部材となる。
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、加工部位周辺の大きな領域の機械特性を損なうことなく、補強発泡材料への局部的な加工を可能とする加工方法を提供することである。
【課題を解決するための手段】
【0009】
前記目的は、補強発泡材料を有する発泡材料に対して局所的な加工を行う方法であって、請求項1の特徴を備えた方法、若しくは、請求項11の特徴を備えたサンドイッチ構造体によって達成される。
【0010】
本発明は、局所的な加工が行われる加工位置の領域における支柱連結ゾーン内において発泡材料が選択的に除去され、選択的に除去された発泡材料に元々は結合されていた支柱が露出されるという思想に基づいている。引き続いて、前記支柱連結ゾーンは充填材料で充填され、これにより、前記支柱連結ゾーン内の支柱は充填材料内に埋め込まれる。従って、前記支柱は充填材料に連結される。
【0011】
このように、局所的な加工の結果として、加工位置の領域において、分断され、一方側において分離され、又は、削り取られ、これにより、機械的に効果を有さなくなった支柱は、一端部において、支柱連結ゾーンの全域を充填する充填材料である耐圧部材に再び連結される。支柱の他端部が前記加工位置の外方に位置されている場合には、局所的な加工によって分離状態とはならず、従って、前記支柱は、正確には、加工位置の外方で変化無く連結されている端部と本発明に係る方法によって充填部材内に新たに位置する端部との間で、再び引張負荷を吸収し得る状態となる。
【0012】
従って、加工位置の周辺領域に位置する支柱の全ての両端での連結が修復され、前記支柱は機械的な効果を保有し、加工前に比して加工位置周辺での構造体の機械的特性の悪化は生じない。
【0013】
他の態様においては、本発明は、発泡コアを有するサンドイッチ構造体を提供する。埋込部が少なくとも部分的に前記発泡コア内に埋め込まれ、充填材料の層によって少なくとも部分的に囲繞される。少なくとも一つの支柱が発泡材料に組み込まれ、一端部において前記発泡コアの外表面に締結され且つ他端部において充填材料の層に結合される。前記埋込部は、埋込部を有さない対応するサスペンション構造体に比して、安定性を損なうことなく締結部材の固定を可能とする等のサンドイッチ構造体の機能向上を可能とする。
【0014】
本発明の有利な改良及び改善は従属項によって達成される。
【0015】
好ましい改良構成によれば、前記充填材料として硬化可能な化合物が用いられる。この場合、前記少なくとも一つの支柱の前記充填材料への連結は前記充填材料の硬化によって行われる。硬化可能な化合物は例えば注入等の簡単な方法によって硬化前に、アクセス困難な支柱連結ゾーンに導入されることができ、前記支柱連結ゾーン内で露出される支柱の端部が前記化合物によって囲繞され強固に結合されるから、この構成は特に有効である。
【0016】
好ましい改良構成によれば、前記発泡材料の選択的な除去は、砂、ガラス粒子又はプラスチック粒子等の粒子の吹き付けによって行われる。粒子の吹き付けによれば支柱連結ゾーンから発泡材料を丁寧に除去させることが可能であるから、この構成は特に有効である。さらに、粒子の吹き付けによれば、アクセス困難な場所であっても、加工位置周りに支柱連結ゾーンの均一な深さを容易に得ることができる。
【0017】
好ましい改良構成によれば、前記加工部位の抜き取り領域における前記発泡材料及び前記少なくとも一つの支柱の全体的な除去工程がさらに備えられ、全体的な除去はドリル加工又はフライス加工によって行われる。この工程は、支柱が存在しない空間の形成を可能とし、これにより、例えば、構造体に開口が形成され得る。この場合において好ましくは、少なくとも一つの支柱を残すように行う発泡材料の選択的な除去は、支柱連結ゾーンが少なくとも部分的に抜き取り領域を囲繞するように行われる。結果として、加工前の状態において抜き取り領域を貫通する支柱の残存部分は前記抜き取り領域の境界に沿って強固に連結される。好ましくは、前記支柱連結ゾーンの大きさは、前記支柱連結ゾーンを加えた前記抜き取り領域の一空間方向に沿った長さが前記抜き取り領域のみの同一方向に沿った長さの2倍までとなるように、選択される。
【0018】
さらに、前記加工部位の前記抜き取り領域に対応して形成された埋込部であって、外周面が少なくとも部分的に前記抜き取り領域を埋めるように構成された埋込部が備えられる。前記埋込部は前記加工部位の前記抜き取り領域内に挿入され、前記充填材料に連結される。この構成は、一方においては前記埋込部が締結部材の固定等の機能向上をもたらすことから、特に有効である。又、他方においては、前記埋込部が充填材料に連結されることから、前記埋込部は前記抜き取り領域から完全に除去された材料の構造的作用を請け負い、この方法が部分的に損傷された構造体の補修に利用されることを可能とする。
【0019】
好ましくは前記充填材料として膨張性接着材が用いられ、前記膨張性接着材を前記埋込部の表面に塗布する工程がさらに備えられる。前記支柱連結ゾーンの充填は前記膨張性接着材の膨張によって行われる。前記膨張性接着材は前記埋込部が挿入される前に該埋込部に塗布され得るから、前記埋込部の全表面に対して容易にアクセスすることができ、これにより、前記埋込部が挿入される領域がアクセス困難であったとしても支柱連結ゾーンを確実且つ完全に充填することが可能となる。
【0020】
好ましい改良構成においては、前記構造体の少なくとも一つの外方層を前記加工部位の領域において除去する最初の工程が備えられる。この方法によれば、外方層が損傷されたサンドイッチ構造体の修復を行うこと、又は、フランジ等の埋込部を正確に係合した状態で導入する為の開口を備えることが可能となる。
【0021】
本発明に係るサンドイッチ構造体の好ましい構成によれば、少なくとも一つの支柱は、貫通孔内に配設され且つ樹脂が浸透された少なくとも一つの繊維束を有する。前記支柱の低質量によって、このサンドイッチ構造体は、密度に対する機械的強度の良好な比率を有する。
【0022】
好ましい改良構成によれば、前記埋込部は、当該サンドイッチ構造体を他の構造体に締結する為の締結部材を有する。この構成は、当該構造体の他の構造体への連結を可能とする。
【0023】
好ましい改良構成によれば、前記埋込部は側方に凹まされた形状を有し、この凹まされた部分の少なくとも一部は充填材料によって充填される。奥行きのある形状は充填材料との積極的な係合に寄与し、サンドイッチ構造体の埋込部の強固な固定を提供するから、前記構成は特に有効である。
【0024】
好ましい改良構成によれば、前記充填材料は接着材、特に、膨張性接着材を有する。前記埋込部及び前記発泡材料は、前記充填材料によって互いに接着結合される。ここで、前記埋込部の前記発泡材料及び前記支柱に対する接着結合によって、特に強固な固定が実現される。
【0025】
本発明は、添付する図面を参照した下記例示実施の形態に基づいてより詳細に説明される。
【図面の簡単な説明】
【0026】
【図1】図1は、補強発泡コアを備えたサンドイッチ構造体の一例の模式断面図である。
【図2】図2A〜2Fは、本発明の第1実施の形態に係る方法による局所的に損傷されたサンドイッチ構造体の修復を示している。
【図3】図3A〜3Fは、本発明の第2実施の形態に係る方法による局所的に損傷されたサンドイッチ構造体の修復を示している。
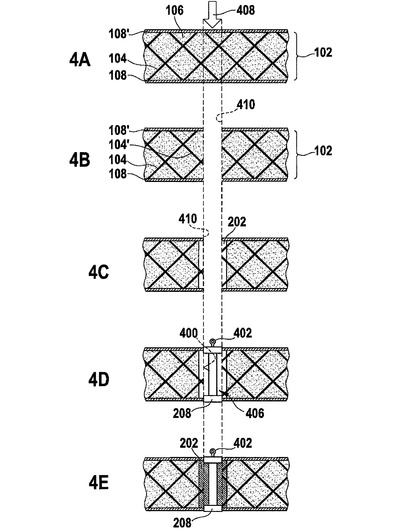
【図4】図4A〜4Fは、本発明の第3実施の形態に係る方法によるフランジのサンドイッチ構造体への挿入を示している。
【発明を実施するための形態】
【0027】
反対の既述が無い限り、図中、同一又は機能的に同一部材には同一符号を付している。
【0028】
図1は、2つの外方層108,108’によって囲まれたコア構造体102を有するサンドイッチ構造体100を模式断面図として示している。前記コア構造体102は、例えば、航空機において好適に使用される高質PMI硬質発泡体とされる発泡材料106を備えている。しかしながら、言うまでも無く、例えばポリテトラフルオロエチレン又はポリウレタンを含む他の発泡材料を用いることも可能である。
【0029】
前記コア構造体102に用いられる発泡材料106は、前記2つの外方層108,108’の間において前記発泡材料106を貫通して延びる複数の支柱104によって補強されている。なお、一つの支柱104だけが例示として図示されている。
【0030】
前記支柱104を形成する為に、ソーイング方法によって前記発泡コア102に貫通孔が形成され、繊維束110が前記発泡コア内に組み込まれる。その後、前記貫通孔には樹脂(図示せず)が浸透される。
【0031】
前記支柱104は、例えば、樹脂の浸透中において、両端部112,114が前記外方層108,108’のそれぞれに当接されるように配置され且つ締結される。一例として、前記繊維束110は一方の端部112が前記外方層108’及び前記発泡材料の間に埋め込まれ、他方の端部114が前記外方層108の外表面に当接された状態で図示されている。さらに、締結に関する置換構成も可能である。
【0032】
例えば、前記支柱104は、前記外方層108,108’に対して角度αを形成する。前記支柱104の両端部112,114の締結は、前記支柱104が前記サンドイッチ構造体100の曲げに応じて引張負荷を受けるという効果をもたらす。前記サンドイッチ構造体の異なる負荷状態においてそれぞれ引張負荷を受ける複数の同様の支柱が、所望の角度で前記発泡材料内に導入される。
【0033】
図2Aは、前記発泡コアを補強する為に、複数の支柱104が異なる2方向に前記外方層108,108’に対して約45°の角度で等間隔に配置されている前述したタイプのサンドイッチ構造体100の模式断面図を示している。前記上部外方層108’及びその下に配置する発泡コア102は部位200で損傷されている。損傷したサンドイッチ構造体100を取り換える為の本発明に係る方法の一形態について、図2B〜図2Fに基づき説明する。
【0034】
図2Bに示すように、第1工程において、前記コア構造体102及び前記外方層108’の損傷部分が図2Aに示される損傷サンドイッチ構造体から取り除かれ、前記部位200に抜き取り領域206が形成される。この除去は、例えば、削り取り処理等の従来技術の方法によって行われる。加工部位200周辺の領域においては、この工程によって、一端側のみが連結され、従って、機械的に効果の無い支柱104,104’が生成される。例えば、支柱104は一方側が削り取られ、支柱104’は中央が削り取られて、一端側のみが連結された機械的に効果の無い2つの分離片を形成する。
【0035】
前記支柱を自由端側において強固に再連結する為に、前記抜き取り領域206の周辺及び前記領域を側方及び下方へ囲繞するゾーン202において前記発泡材料が選択的に除去されて、前記支柱の端部210が前記発泡材料106の表面から突出する。この工程における好適な方法は、前記支柱104を残しつつ前記発泡体106を除去可能なサンドブラスティング、若しくは、粒子又はガラス粒子吹き付け装置等の他の粒子吹き付け装置の使用である。
【0036】
前記コア構造体の実際の修復に際して、前記抜き取り領域206及び前記支柱連結ゾーン202は、種々の方法で充填される。前記コア構造体102が完全に除去された前記抜き取り領域206において、図2Dに示されるように、埋込部208が対応する取り換え構造体として設置される。前記抜き取り領域206に元々存在していた補強発泡材料に対する機械的に均等な代替え物として作用する為に、十分な機械的特性を有する埋込部208として、例えば、除去された補強発泡材料の強度に対応したハニカム又は非補強発泡材料が適宜に用いられる。
【0037】
次の工程において、前記支柱104,104’の自由端部が位置する支柱連結ゾーン202に中実の連結層202が生成される。図2Dに示されるように、前記埋込部208が挿入される前に、前記埋込部は前記支柱連結ゾーン202に対向する側の充填材料として膨張性接着材204によって覆われる。選択される膨張性伸縮接着材204の種類に応じて例えば前記接着材は熱の作用によって膨張し、適切な加熱装置によって加工部位200に局所的に備えられる。
【0038】
図2Eは、前記膨張性接着材204が膨張された後の状態を示しており、前記接着材は、膨張工程中において、前記支柱連結ゾーン202を充填し、前記支柱104,104’の自由端部と結合する。この工程の結果、前記支柱104は再び力を吸収することができ、前記埋込部208は前記サンドイッチ構造体100の非損傷部位に連結される。図示の膨張性接着材204の代替え物として、流入可能又は注入可能な接着材及び樹脂を使用することも可能である。
【0039】
最後の工程においては、図2Fに示されるように、前記サンドイッチ構造体の前記外方層108’は、従来技術の方法によって前記加工部位200で再び閉塞される。
【0040】
図3A〜Fは、本発明に係る方法の第2実施の形態に従った同様に損傷されたサンドイッチ構造体100の修復方法を示している。この方法は、図3Bに示されるように、前記コア構造体102が前記損傷部位200において完全に除去されている点において、図2A〜Fに示される前記実施の形態と相違している。従って、図3Cに示されるように、前記支柱連結ゾーン202は、前記抜き取り領域206の横方向エッジに限定されている。図3Dに示されるように、前記埋込部208の横側にのみ膨張性接着材204が備えられ、前記埋込部208が前記抜き取り領域内に挿入される際に非膨張性接着材(図示せず)によって下部外方層108に接着される。図3E及び3Fに示される最終工程は、前述した実施の形態の図2E及び2Fに示される工程と異ならない。
【0041】
図4A〜Eは、本発明の第3実施の形態に従ってサンドイッチ構造体に埋込部としてフランジ208が挿入されることを示している。前述した実施の形態との相違点として、図4Aに示される初期状態においては、上部外方層108’及び下部外方層108に加えて、支柱104によって補強された発泡材料106を備えたコア構造体102を含む非損傷サンドイッチ構造体とされている。
【0042】
矢印408で示されるように、図4Bに示され且つ挿入されるべきフランジ208の直径を有する孔410がまず形成される。図示の貫通孔410に代えて、十分に深い非貫通孔を形成することも可能である。これによって、支柱104’は、一端部だけが外方層108,108’に連結された状態となり、従って、力を殆ど伝達することできない。
【0043】
図4Cに示されるように、前記発泡材料は、前記孔410回りの支柱連結ゾーン202において、例えばサンドブラストによって選択的に除去される。図4Dに示されるように、フランジ208が前記孔に挿入される。前記孔410は前記フランジ208の直径に合致するように形成されているから、前記フランジの外周面400は外方層における孔410に正確に係合する。図4Eに示される工程において、前記支柱連結ゾーン202を囲繞する前記フランジ208回りの空洞部に接着材が注入される。接着材がセットされると、前記接着材は補強部材の端部を取り囲むことになる。従って、補強部材は再び力を伝達し得る状態となる一方で、前記フランジは前記コア構造体102に強固に連結される。図4Dに表示された前記フランジの深さ形状406は、付随的な質量削減と共に、さらなる向上された固定を提供する。図示の前記フランジ208は締結部材402を有しており、前記締結部材402を介して前記サンドイッチ構造体が他の構造体に連結され得るようになっている。
【0044】
本発明を特定の好ましい実施の形態に基づいて説明したが、本発明は斯かる形態に限定されるものではなく、種々の変更が可能である。
【0045】
例えば、図示の方法は、補強発泡材料のコア材料を有する所定形状のシート状サンドイッチ構造体を切断することによって生じるエッジ領域をシールする為にも使用され得る。エッジのシールに際し露出された支柱の端部を連結して安定した切断エッジを形成する為に、サンドブラスティングによって支柱連結領域が切断されたエッジに沿って形成される。
【符号の説明】
【0046】
100 サンドイッチ構造体
102 コア
104 支柱
106 発泡材料
108,108’ 外方層
110 繊維束
112,114 支柱の端部
200 加工部位
202 支柱連結領域
204 充填材料
206 抜き取り領域
208 埋込部
210 支柱の自由端部
400 外周面
402 締結部材
406 深さ形状
408 穿孔工程
410 貫通孔
A 初期状態
B 発泡材料及び支柱の全体的な除去
C 発泡材料の選択的な除去
D 埋込部の挿入
E 支柱連結ゾーンの充填
F 外方層の閉塞
【技術分野】
【0001】
本発明は複合材料の技術分野に関連する。特に、本発明は、補強発泡材料(reinforced foam material)を有する構造体を局所的に加工する方法に関する。又、本発明は、サンドイッチ構造体、並びに、前記サンドイッチ構造体又は本発明に係る方法を用いて加工された構造体を備えた航空機に関する。
【背景技術】
【0002】
本発明は、種々の補強発泡材料に適用可能であるが、樹脂が含浸された繊維によって補強され且つ外方層の間に挟まれた発泡コア(foam core)を備えたシート状サンドイッチ構造体を用いて、本発明及び本発明が基礎とする問題点を説明する。
【0003】
複合材料、特に、いわゆるサンドイッチ構造体は、密度に対する剛性及び強度の比率が良いことから、航空機構造の分野において広く利用されている。サンドイッチ構造体は、一般的に、上部外方層及び下部外方層を有し、剛性を向上させる為に両外方層の間に断面六角形状で垂直方向に連続するセルを有するコア構造が設けられている。
【0004】
前記ハニカム構造体の代替物として硬質発泡体(rigid foam)が存在する。この硬質発泡体は、とりわけ、防熱及び防音の分野の観点並びにサンドイッチ構造物の生産技術の観点において、ハニカム構造体より有利である。この発泡構造体の一つの欠点は、同一密度によって得られる機械的強度が低いことである。この低強度性を補償する為に、発泡コアを備えたサンドイッチ構造は、前記コア内に補強材を導入することによって追加的に補強され得る。ソーイング方法は、特に、構造体に対して角度が異なり且つ密度が変化された支柱を形成するように、繊維及びフィラメントの導入を可能とする。技術的に達成可能なステッチ速度によって、構造体の迅速な補強が可能となる。樹脂浸透工程の後、穿孔領域はベースとなる発泡材料の機械的な補強に寄与する。このような構造は、トラックの製造や造船におけるサンドイッチ構造体において既に使用されている。
【0005】
DE 10 2005 024 408 A1は、まず、ニードルを用いて発泡材料の一方側から貫通孔を穿孔し、そして、前記ニードルが他方側に備えられた繊維の束をとりあげて前記発泡材料の中に引き込むように構成されたソーイング方法を開示している。前記繊維の束は前記貫通孔に殆ど充填されるから、後続する浸透工程において樹脂が殆ど組み込まれず、これにより、サンドイッチ構造体の密度に対する機械的強度が向上され、且つ、航空機構造体における使用に適した構造が得られる。
【0006】
この場合の補強効果は、導入された支柱の引張負荷に基づく。前記支柱は両端部において耐圧部材、即ち、サンドイッチ構造体の外方層に連結されている場合においてのみ、力を吸収することができる。もし前記支柱が切断されるか又は一端部において分離されると、それらは機械的に効果の無い状態となる。
【0007】
通常、前記支柱は、前記外方層に対して異なった角度で配設されるから、この方法で補強されたサンドイッチ構造体における加工部位で局所的な加工を行う場合には、前記サンドイッチ構造体の機械的強度は、前記支柱がそれらの機械的な効果を失う加工領域を越えた広範な領域において減少する。この広範な領域においては、補強発泡材料は、特に、軽量発泡体の場合には、機械的特性が局所的に大きく変化すると影響を有する強度決定部材となる。
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、加工部位周辺の大きな領域の機械特性を損なうことなく、補強発泡材料への局部的な加工を可能とする加工方法を提供することである。
【課題を解決するための手段】
【0009】
前記目的は、補強発泡材料を有する発泡材料に対して局所的な加工を行う方法であって、請求項1の特徴を備えた方法、若しくは、請求項11の特徴を備えたサンドイッチ構造体によって達成される。
【0010】
本発明は、局所的な加工が行われる加工位置の領域における支柱連結ゾーン内において発泡材料が選択的に除去され、選択的に除去された発泡材料に元々は結合されていた支柱が露出されるという思想に基づいている。引き続いて、前記支柱連結ゾーンは充填材料で充填され、これにより、前記支柱連結ゾーン内の支柱は充填材料内に埋め込まれる。従って、前記支柱は充填材料に連結される。
【0011】
このように、局所的な加工の結果として、加工位置の領域において、分断され、一方側において分離され、又は、削り取られ、これにより、機械的に効果を有さなくなった支柱は、一端部において、支柱連結ゾーンの全域を充填する充填材料である耐圧部材に再び連結される。支柱の他端部が前記加工位置の外方に位置されている場合には、局所的な加工によって分離状態とはならず、従って、前記支柱は、正確には、加工位置の外方で変化無く連結されている端部と本発明に係る方法によって充填部材内に新たに位置する端部との間で、再び引張負荷を吸収し得る状態となる。
【0012】
従って、加工位置の周辺領域に位置する支柱の全ての両端での連結が修復され、前記支柱は機械的な効果を保有し、加工前に比して加工位置周辺での構造体の機械的特性の悪化は生じない。
【0013】
他の態様においては、本発明は、発泡コアを有するサンドイッチ構造体を提供する。埋込部が少なくとも部分的に前記発泡コア内に埋め込まれ、充填材料の層によって少なくとも部分的に囲繞される。少なくとも一つの支柱が発泡材料に組み込まれ、一端部において前記発泡コアの外表面に締結され且つ他端部において充填材料の層に結合される。前記埋込部は、埋込部を有さない対応するサスペンション構造体に比して、安定性を損なうことなく締結部材の固定を可能とする等のサンドイッチ構造体の機能向上を可能とする。
【0014】
本発明の有利な改良及び改善は従属項によって達成される。
【0015】
好ましい改良構成によれば、前記充填材料として硬化可能な化合物が用いられる。この場合、前記少なくとも一つの支柱の前記充填材料への連結は前記充填材料の硬化によって行われる。硬化可能な化合物は例えば注入等の簡単な方法によって硬化前に、アクセス困難な支柱連結ゾーンに導入されることができ、前記支柱連結ゾーン内で露出される支柱の端部が前記化合物によって囲繞され強固に結合されるから、この構成は特に有効である。
【0016】
好ましい改良構成によれば、前記発泡材料の選択的な除去は、砂、ガラス粒子又はプラスチック粒子等の粒子の吹き付けによって行われる。粒子の吹き付けによれば支柱連結ゾーンから発泡材料を丁寧に除去させることが可能であるから、この構成は特に有効である。さらに、粒子の吹き付けによれば、アクセス困難な場所であっても、加工位置周りに支柱連結ゾーンの均一な深さを容易に得ることができる。
【0017】
好ましい改良構成によれば、前記加工部位の抜き取り領域における前記発泡材料及び前記少なくとも一つの支柱の全体的な除去工程がさらに備えられ、全体的な除去はドリル加工又はフライス加工によって行われる。この工程は、支柱が存在しない空間の形成を可能とし、これにより、例えば、構造体に開口が形成され得る。この場合において好ましくは、少なくとも一つの支柱を残すように行う発泡材料の選択的な除去は、支柱連結ゾーンが少なくとも部分的に抜き取り領域を囲繞するように行われる。結果として、加工前の状態において抜き取り領域を貫通する支柱の残存部分は前記抜き取り領域の境界に沿って強固に連結される。好ましくは、前記支柱連結ゾーンの大きさは、前記支柱連結ゾーンを加えた前記抜き取り領域の一空間方向に沿った長さが前記抜き取り領域のみの同一方向に沿った長さの2倍までとなるように、選択される。
【0018】
さらに、前記加工部位の前記抜き取り領域に対応して形成された埋込部であって、外周面が少なくとも部分的に前記抜き取り領域を埋めるように構成された埋込部が備えられる。前記埋込部は前記加工部位の前記抜き取り領域内に挿入され、前記充填材料に連結される。この構成は、一方においては前記埋込部が締結部材の固定等の機能向上をもたらすことから、特に有効である。又、他方においては、前記埋込部が充填材料に連結されることから、前記埋込部は前記抜き取り領域から完全に除去された材料の構造的作用を請け負い、この方法が部分的に損傷された構造体の補修に利用されることを可能とする。
【0019】
好ましくは前記充填材料として膨張性接着材が用いられ、前記膨張性接着材を前記埋込部の表面に塗布する工程がさらに備えられる。前記支柱連結ゾーンの充填は前記膨張性接着材の膨張によって行われる。前記膨張性接着材は前記埋込部が挿入される前に該埋込部に塗布され得るから、前記埋込部の全表面に対して容易にアクセスすることができ、これにより、前記埋込部が挿入される領域がアクセス困難であったとしても支柱連結ゾーンを確実且つ完全に充填することが可能となる。
【0020】
好ましい改良構成においては、前記構造体の少なくとも一つの外方層を前記加工部位の領域において除去する最初の工程が備えられる。この方法によれば、外方層が損傷されたサンドイッチ構造体の修復を行うこと、又は、フランジ等の埋込部を正確に係合した状態で導入する為の開口を備えることが可能となる。
【0021】
本発明に係るサンドイッチ構造体の好ましい構成によれば、少なくとも一つの支柱は、貫通孔内に配設され且つ樹脂が浸透された少なくとも一つの繊維束を有する。前記支柱の低質量によって、このサンドイッチ構造体は、密度に対する機械的強度の良好な比率を有する。
【0022】
好ましい改良構成によれば、前記埋込部は、当該サンドイッチ構造体を他の構造体に締結する為の締結部材を有する。この構成は、当該構造体の他の構造体への連結を可能とする。
【0023】
好ましい改良構成によれば、前記埋込部は側方に凹まされた形状を有し、この凹まされた部分の少なくとも一部は充填材料によって充填される。奥行きのある形状は充填材料との積極的な係合に寄与し、サンドイッチ構造体の埋込部の強固な固定を提供するから、前記構成は特に有効である。
【0024】
好ましい改良構成によれば、前記充填材料は接着材、特に、膨張性接着材を有する。前記埋込部及び前記発泡材料は、前記充填材料によって互いに接着結合される。ここで、前記埋込部の前記発泡材料及び前記支柱に対する接着結合によって、特に強固な固定が実現される。
【0025】
本発明は、添付する図面を参照した下記例示実施の形態に基づいてより詳細に説明される。
【図面の簡単な説明】
【0026】
【図1】図1は、補強発泡コアを備えたサンドイッチ構造体の一例の模式断面図である。
【図2】図2A〜2Fは、本発明の第1実施の形態に係る方法による局所的に損傷されたサンドイッチ構造体の修復を示している。
【図3】図3A〜3Fは、本発明の第2実施の形態に係る方法による局所的に損傷されたサンドイッチ構造体の修復を示している。
【図4】図4A〜4Fは、本発明の第3実施の形態に係る方法によるフランジのサンドイッチ構造体への挿入を示している。
【発明を実施するための形態】
【0027】
反対の既述が無い限り、図中、同一又は機能的に同一部材には同一符号を付している。
【0028】
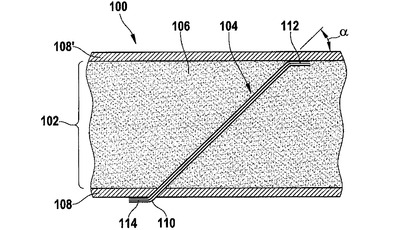
図1は、2つの外方層108,108’によって囲まれたコア構造体102を有するサンドイッチ構造体100を模式断面図として示している。前記コア構造体102は、例えば、航空機において好適に使用される高質PMI硬質発泡体とされる発泡材料106を備えている。しかしながら、言うまでも無く、例えばポリテトラフルオロエチレン又はポリウレタンを含む他の発泡材料を用いることも可能である。
【0029】
前記コア構造体102に用いられる発泡材料106は、前記2つの外方層108,108’の間において前記発泡材料106を貫通して延びる複数の支柱104によって補強されている。なお、一つの支柱104だけが例示として図示されている。
【0030】
前記支柱104を形成する為に、ソーイング方法によって前記発泡コア102に貫通孔が形成され、繊維束110が前記発泡コア内に組み込まれる。その後、前記貫通孔には樹脂(図示せず)が浸透される。
【0031】
前記支柱104は、例えば、樹脂の浸透中において、両端部112,114が前記外方層108,108’のそれぞれに当接されるように配置され且つ締結される。一例として、前記繊維束110は一方の端部112が前記外方層108’及び前記発泡材料の間に埋め込まれ、他方の端部114が前記外方層108の外表面に当接された状態で図示されている。さらに、締結に関する置換構成も可能である。
【0032】
例えば、前記支柱104は、前記外方層108,108’に対して角度αを形成する。前記支柱104の両端部112,114の締結は、前記支柱104が前記サンドイッチ構造体100の曲げに応じて引張負荷を受けるという効果をもたらす。前記サンドイッチ構造体の異なる負荷状態においてそれぞれ引張負荷を受ける複数の同様の支柱が、所望の角度で前記発泡材料内に導入される。
【0033】
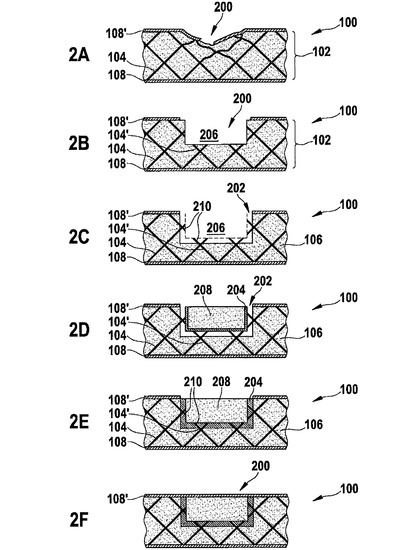
図2Aは、前記発泡コアを補強する為に、複数の支柱104が異なる2方向に前記外方層108,108’に対して約45°の角度で等間隔に配置されている前述したタイプのサンドイッチ構造体100の模式断面図を示している。前記上部外方層108’及びその下に配置する発泡コア102は部位200で損傷されている。損傷したサンドイッチ構造体100を取り換える為の本発明に係る方法の一形態について、図2B〜図2Fに基づき説明する。
【0034】
図2Bに示すように、第1工程において、前記コア構造体102及び前記外方層108’の損傷部分が図2Aに示される損傷サンドイッチ構造体から取り除かれ、前記部位200に抜き取り領域206が形成される。この除去は、例えば、削り取り処理等の従来技術の方法によって行われる。加工部位200周辺の領域においては、この工程によって、一端側のみが連結され、従って、機械的に効果の無い支柱104,104’が生成される。例えば、支柱104は一方側が削り取られ、支柱104’は中央が削り取られて、一端側のみが連結された機械的に効果の無い2つの分離片を形成する。
【0035】
前記支柱を自由端側において強固に再連結する為に、前記抜き取り領域206の周辺及び前記領域を側方及び下方へ囲繞するゾーン202において前記発泡材料が選択的に除去されて、前記支柱の端部210が前記発泡材料106の表面から突出する。この工程における好適な方法は、前記支柱104を残しつつ前記発泡体106を除去可能なサンドブラスティング、若しくは、粒子又はガラス粒子吹き付け装置等の他の粒子吹き付け装置の使用である。
【0036】
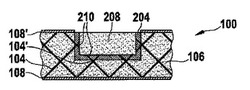
前記コア構造体の実際の修復に際して、前記抜き取り領域206及び前記支柱連結ゾーン202は、種々の方法で充填される。前記コア構造体102が完全に除去された前記抜き取り領域206において、図2Dに示されるように、埋込部208が対応する取り換え構造体として設置される。前記抜き取り領域206に元々存在していた補強発泡材料に対する機械的に均等な代替え物として作用する為に、十分な機械的特性を有する埋込部208として、例えば、除去された補強発泡材料の強度に対応したハニカム又は非補強発泡材料が適宜に用いられる。
【0037】
次の工程において、前記支柱104,104’の自由端部が位置する支柱連結ゾーン202に中実の連結層202が生成される。図2Dに示されるように、前記埋込部208が挿入される前に、前記埋込部は前記支柱連結ゾーン202に対向する側の充填材料として膨張性接着材204によって覆われる。選択される膨張性伸縮接着材204の種類に応じて例えば前記接着材は熱の作用によって膨張し、適切な加熱装置によって加工部位200に局所的に備えられる。
【0038】
図2Eは、前記膨張性接着材204が膨張された後の状態を示しており、前記接着材は、膨張工程中において、前記支柱連結ゾーン202を充填し、前記支柱104,104’の自由端部と結合する。この工程の結果、前記支柱104は再び力を吸収することができ、前記埋込部208は前記サンドイッチ構造体100の非損傷部位に連結される。図示の膨張性接着材204の代替え物として、流入可能又は注入可能な接着材及び樹脂を使用することも可能である。
【0039】
最後の工程においては、図2Fに示されるように、前記サンドイッチ構造体の前記外方層108’は、従来技術の方法によって前記加工部位200で再び閉塞される。
【0040】
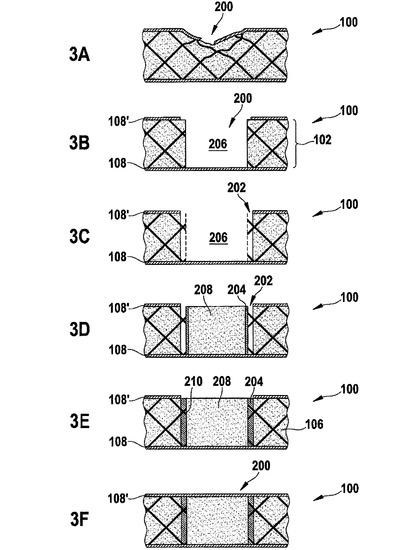
図3A〜Fは、本発明に係る方法の第2実施の形態に従った同様に損傷されたサンドイッチ構造体100の修復方法を示している。この方法は、図3Bに示されるように、前記コア構造体102が前記損傷部位200において完全に除去されている点において、図2A〜Fに示される前記実施の形態と相違している。従って、図3Cに示されるように、前記支柱連結ゾーン202は、前記抜き取り領域206の横方向エッジに限定されている。図3Dに示されるように、前記埋込部208の横側にのみ膨張性接着材204が備えられ、前記埋込部208が前記抜き取り領域内に挿入される際に非膨張性接着材(図示せず)によって下部外方層108に接着される。図3E及び3Fに示される最終工程は、前述した実施の形態の図2E及び2Fに示される工程と異ならない。
【0041】
図4A〜Eは、本発明の第3実施の形態に従ってサンドイッチ構造体に埋込部としてフランジ208が挿入されることを示している。前述した実施の形態との相違点として、図4Aに示される初期状態においては、上部外方層108’及び下部外方層108に加えて、支柱104によって補強された発泡材料106を備えたコア構造体102を含む非損傷サンドイッチ構造体とされている。
【0042】
矢印408で示されるように、図4Bに示され且つ挿入されるべきフランジ208の直径を有する孔410がまず形成される。図示の貫通孔410に代えて、十分に深い非貫通孔を形成することも可能である。これによって、支柱104’は、一端部だけが外方層108,108’に連結された状態となり、従って、力を殆ど伝達することできない。
【0043】
図4Cに示されるように、前記発泡材料は、前記孔410回りの支柱連結ゾーン202において、例えばサンドブラストによって選択的に除去される。図4Dに示されるように、フランジ208が前記孔に挿入される。前記孔410は前記フランジ208の直径に合致するように形成されているから、前記フランジの外周面400は外方層における孔410に正確に係合する。図4Eに示される工程において、前記支柱連結ゾーン202を囲繞する前記フランジ208回りの空洞部に接着材が注入される。接着材がセットされると、前記接着材は補強部材の端部を取り囲むことになる。従って、補強部材は再び力を伝達し得る状態となる一方で、前記フランジは前記コア構造体102に強固に連結される。図4Dに表示された前記フランジの深さ形状406は、付随的な質量削減と共に、さらなる向上された固定を提供する。図示の前記フランジ208は締結部材402を有しており、前記締結部材402を介して前記サンドイッチ構造体が他の構造体に連結され得るようになっている。
【0044】
本発明を特定の好ましい実施の形態に基づいて説明したが、本発明は斯かる形態に限定されるものではなく、種々の変更が可能である。
【0045】
例えば、図示の方法は、補強発泡材料のコア材料を有する所定形状のシート状サンドイッチ構造体を切断することによって生じるエッジ領域をシールする為にも使用され得る。エッジのシールに際し露出された支柱の端部を連結して安定した切断エッジを形成する為に、サンドブラスティングによって支柱連結領域が切断されたエッジに沿って形成される。
【符号の説明】
【0046】
100 サンドイッチ構造体
102 コア
104 支柱
106 発泡材料
108,108’ 外方層
110 繊維束
112,114 支柱の端部
200 加工部位
202 支柱連結領域
204 充填材料
206 抜き取り領域
208 埋込部
210 支柱の自由端部
400 外周面
402 締結部材
406 深さ形状
408 穿孔工程
410 貫通孔
A 初期状態
B 発泡材料及び支柱の全体的な除去
C 発泡材料の選択的な除去
D 埋込部の挿入
E 支柱連結ゾーンの充填
F 外方層の閉塞
【特許請求の範囲】
【請求項1】
発泡材料を備えた構造体であって、前記発泡材料が該発泡材料を貫通する少なくとも一つの支柱によって補強されており、前記支柱は樹脂が浸透された繊維束を有している構造体に対して加工部位での局部的な加工を行う方法において、
前記加工部位の領域における支柱連結ゾーン内に前記少なくとも一つの支柱を残しつつ、前記発泡材料を選択的に除去する工程と、
前記支柱連結ゾーンを充填材料で充填する工程と、
前記支柱連結ゾーン内において前記少なくとも一つの支柱を前記充填材料に連結させる工程とを含むことを特徴とする構造体の局所的加工方法。
【請求項2】
前記充填材料として硬化可能な化合物が用いられ、前記少なくとも一つの支柱の前記充填材料への連結は前記充填材料の硬化によって行われることを特徴とする請求項1に記載の構造体の局所的加工方法。
【請求項3】
前記発泡材料の選択的な除去は、砂、ガラス粒子又はプラスチック粒子等の粒子の吹き付けによって行われることを特徴とする請求項1又は2に記載の構造体の局所的加工方法。
【請求項4】
前記加工部位の抜き取り領域における前記発泡材料及び前記少なくとも一つの支柱を全体的に除去する工程をさらに備え、全体的な除去はドリル加工又はフライス加工によって行われることを特徴とする請求項1から3の何れかに記載の構造体の局所的加工方法。
【請求項5】
前記発泡材料の選択的な除去は、前記支柱連結ゾーンが少なくとも部分的に前記抜き取り領域を囲むように前記抜き取り領域の境界に沿って行われることを特徴とする請求項4に記載の構造体の局所的加工方法。
【請求項6】
前記抜き取り領域の境界に沿った前記発泡材料の選択的な除去によって、前記支柱連結ゾーンを加えた前記抜き取り領域は一空間方向に、同一方向に沿った前記抜き取り領域のみの長さの2倍までの範囲で延びていることを特徴とする請求項5に記載の構造体の局所的加工方法。
【請求項7】
前記加工部位における前記抜き取り領域に対応して形成された埋込部であって、外周面が少なくとも部分的に前記抜き取り領域を埋めるように構成された埋込部を用意する工程と、
前記埋込部を前記加工部位の前記抜き取り領域内に挿入する工程と、
前記埋込部を前記充填材料に連結する工程とを含むことを特徴とする請求項4から6の何れかに記載の構造体の局所的加工方法。
【請求項8】
前記充填材料として膨張性接着材が用いられ、
前記膨張性接着材を前記埋込部の表面に塗布する工程をさらに備え、
前記支柱連結ゾーンの充填は前記膨張性接着材の膨張によって行われることを特徴とする請求項7に記載の構造体の局所的加工方法。
【請求項9】
前記構造体の少なくとも一つの外方層を前記加工部位の領域において除去する最初の工程を備えていることを特徴とする請求項1から8の何れかに記載の構造体の局所的加工方法。
【請求項10】
請求項1から9の何れかに記載の方法を用いたことを特徴とする局所的に損傷された構造体の修復方法。
【請求項11】
請求項1から9の何れかに記載の方法を用いたことを特徴とする締結部材の構造体への挿入方法。
【請求項12】
少なくとも一つの表面を有する発泡コアと、
前記発泡コアに少なくとも部分的に埋め込まれる埋込部と、
前記埋込部を少なくとも部分的に囲繞する充填材の層と、
樹脂が浸透された繊維束を有する少なくとも一つの支柱であって、一端部において前記発泡コアの前記表面に締結され、前記発泡コアを貫通して延び、且つ、他端部において前記充填材の層に結合されている少なくとも一つの支柱とを備えていることを特徴とするサンドイッチ構造体。
【請求項13】
前記埋込部は、当該構造体を他の構造体に締結する為の締結部材を有していることを特徴とする請求項12に記載のサンドイッチ構造体。
【請求項14】
前記埋込部は、少なくとも部分的に前記充填材によって充填される横方向に凹まされた形状を有していることを特徴とする請求項12又は13に記載のサンドイッチ構造体。
【請求項15】
前記充填材は膨張性接着材等の接着材を備え、前記埋込部及び前記発泡材料は互いに対して前記充填材料によって接着結合されていることを特徴とする請求項12から14の何れかに記載のサンドイッチ構造体。
【請求項16】
前記請求項1から9の何れかに記載の方法を用いて製造されていることを特徴とする請求項12から15の何れかに記載のサンドイッチ構造体。
【請求項17】
請求項12から15の何れかに記載のサンドイッチ構造体又は請求項1から9の何れかに記載の方法を用いて加工された構造体を備えていることを特徴とする航空機体又は宇宙船。
【請求項1】
発泡材料を備えた構造体であって、前記発泡材料が該発泡材料を貫通する少なくとも一つの支柱によって補強されており、前記支柱は樹脂が浸透された繊維束を有している構造体に対して加工部位での局部的な加工を行う方法において、
前記加工部位の領域における支柱連結ゾーン内に前記少なくとも一つの支柱を残しつつ、前記発泡材料を選択的に除去する工程と、
前記支柱連結ゾーンを充填材料で充填する工程と、
前記支柱連結ゾーン内において前記少なくとも一つの支柱を前記充填材料に連結させる工程とを含むことを特徴とする構造体の局所的加工方法。
【請求項2】
前記充填材料として硬化可能な化合物が用いられ、前記少なくとも一つの支柱の前記充填材料への連結は前記充填材料の硬化によって行われることを特徴とする請求項1に記載の構造体の局所的加工方法。
【請求項3】
前記発泡材料の選択的な除去は、砂、ガラス粒子又はプラスチック粒子等の粒子の吹き付けによって行われることを特徴とする請求項1又は2に記載の構造体の局所的加工方法。
【請求項4】
前記加工部位の抜き取り領域における前記発泡材料及び前記少なくとも一つの支柱を全体的に除去する工程をさらに備え、全体的な除去はドリル加工又はフライス加工によって行われることを特徴とする請求項1から3の何れかに記載の構造体の局所的加工方法。
【請求項5】
前記発泡材料の選択的な除去は、前記支柱連結ゾーンが少なくとも部分的に前記抜き取り領域を囲むように前記抜き取り領域の境界に沿って行われることを特徴とする請求項4に記載の構造体の局所的加工方法。
【請求項6】
前記抜き取り領域の境界に沿った前記発泡材料の選択的な除去によって、前記支柱連結ゾーンを加えた前記抜き取り領域は一空間方向に、同一方向に沿った前記抜き取り領域のみの長さの2倍までの範囲で延びていることを特徴とする請求項5に記載の構造体の局所的加工方法。
【請求項7】
前記加工部位における前記抜き取り領域に対応して形成された埋込部であって、外周面が少なくとも部分的に前記抜き取り領域を埋めるように構成された埋込部を用意する工程と、
前記埋込部を前記加工部位の前記抜き取り領域内に挿入する工程と、
前記埋込部を前記充填材料に連結する工程とを含むことを特徴とする請求項4から6の何れかに記載の構造体の局所的加工方法。
【請求項8】
前記充填材料として膨張性接着材が用いられ、
前記膨張性接着材を前記埋込部の表面に塗布する工程をさらに備え、
前記支柱連結ゾーンの充填は前記膨張性接着材の膨張によって行われることを特徴とする請求項7に記載の構造体の局所的加工方法。
【請求項9】
前記構造体の少なくとも一つの外方層を前記加工部位の領域において除去する最初の工程を備えていることを特徴とする請求項1から8の何れかに記載の構造体の局所的加工方法。
【請求項10】
請求項1から9の何れかに記載の方法を用いたことを特徴とする局所的に損傷された構造体の修復方法。
【請求項11】
請求項1から9の何れかに記載の方法を用いたことを特徴とする締結部材の構造体への挿入方法。
【請求項12】
少なくとも一つの表面を有する発泡コアと、
前記発泡コアに少なくとも部分的に埋め込まれる埋込部と、
前記埋込部を少なくとも部分的に囲繞する充填材の層と、
樹脂が浸透された繊維束を有する少なくとも一つの支柱であって、一端部において前記発泡コアの前記表面に締結され、前記発泡コアを貫通して延び、且つ、他端部において前記充填材の層に結合されている少なくとも一つの支柱とを備えていることを特徴とするサンドイッチ構造体。
【請求項13】
前記埋込部は、当該構造体を他の構造体に締結する為の締結部材を有していることを特徴とする請求項12に記載のサンドイッチ構造体。
【請求項14】
前記埋込部は、少なくとも部分的に前記充填材によって充填される横方向に凹まされた形状を有していることを特徴とする請求項12又は13に記載のサンドイッチ構造体。
【請求項15】
前記充填材は膨張性接着材等の接着材を備え、前記埋込部及び前記発泡材料は互いに対して前記充填材料によって接着結合されていることを特徴とする請求項12から14の何れかに記載のサンドイッチ構造体。
【請求項16】
前記請求項1から9の何れかに記載の方法を用いて製造されていることを特徴とする請求項12から15の何れかに記載のサンドイッチ構造体。
【請求項17】
請求項12から15の何れかに記載のサンドイッチ構造体又は請求項1から9の何れかに記載の方法を用いて加工された構造体を備えていることを特徴とする航空機体又は宇宙船。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公表番号】特表2010−516495(P2010−516495A)
【公表日】平成22年5月20日(2010.5.20)
【国際特許分類】
【出願番号】特願2009−545950(P2009−545950)
【出願日】平成20年1月22日(2008.1.22)
【国際出願番号】PCT/EP2008/050693
【国際公開番号】WO2008/090145
【国際公開日】平成20年7月31日(2008.7.31)
【出願人】(504467484)エアバス・オペレーションズ・ゲーエムベーハー (268)
【Fターム(参考)】
【公表日】平成22年5月20日(2010.5.20)
【国際特許分類】
【出願日】平成20年1月22日(2008.1.22)
【国際出願番号】PCT/EP2008/050693
【国際公開番号】WO2008/090145
【国際公開日】平成20年7月31日(2008.7.31)
【出願人】(504467484)エアバス・オペレーションズ・ゲーエムベーハー (268)
【Fターム(参考)】
[ Back to top ]