
補強部材の製造方法および製造装置
【課題】均一な密度でかつ、補強繊維片が一定方向に配向された補強部材を製造できる補強部材の製造方法および製造装置を提供する。
【解決手段】一対のゴムシート間に補強繊維片層が介装されてなる補強部材の製造方法である。補強繊維を切断して複数の補強繊維片を作製する切断工程と、ゴムシート上に補強繊維片を散布して補強繊維片層を形成する散布工程と、ゴムシート上に他のゴムシートを供給して重ね合わせ、これらゴムシート間に補強繊維片層を介装させる供給工程と、これらゴムシート同士を互いに押付けて圧着する圧着工程とを含み、切断工程と散布工程とを連続して行うとともに、散布工程において補強繊維片を、上下方向にのみ開口するガイド体を介して散布するにあたり、ガイド体として、ゴムシートの長手方向に沿う幅が上端部より下端部で狭くかつ、上方から下方に向かい漸減する絞り部を有するものを用いる。
【解決手段】一対のゴムシート間に補強繊維片層が介装されてなる補強部材の製造方法である。補強繊維を切断して複数の補強繊維片を作製する切断工程と、ゴムシート上に補強繊維片を散布して補強繊維片層を形成する散布工程と、ゴムシート上に他のゴムシートを供給して重ね合わせ、これらゴムシート間に補強繊維片層を介装させる供給工程と、これらゴムシート同士を互いに押付けて圧着する圧着工程とを含み、切断工程と散布工程とを連続して行うとともに、散布工程において補強繊維片を、上下方向にのみ開口するガイド体を介して散布するにあたり、ガイド体として、ゴムシートの長手方向に沿う幅が上端部より下端部で狭くかつ、上方から下方に向かい漸減する絞り部を有するものを用いる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は補強部材の製造方法および製造装置(以下、単に「製造方法」および「製造装置」とも称する)に関し、詳しくは、空気入りタイヤ等の補強に好適に用いられる補強部材の製造方法および製造装置の改良に関する。
【背景技術】
【0002】
従来より、一対のゴムシート間に、複数の短繊維を狭持させた補強部材を、空気入りタイヤに適用することは知られている。かかる短繊維を用いた補強材料としては、不織布が知られており、不織布の一般的な製造方法としては、開繊装置を用いる方法がある。開繊装置とは、針付ローラーの回転する中に、塊状の繊維を投入して、開繊し、シート状に散布するものである。シート状に散布された繊維は、最後に圧着ローラーで圧着されて、不織布の形態となる。
【0003】
短繊維を用いた補強部材をタイヤに適用する技術としては、例えば、特許文献1に、少なくとも1種類のゴムに短繊維を配合し、短繊維配向方向のモジュラスbとその直角方向のモジュラスaとの比b/aを1.5以上にしたゴム補強層を、タイヤショルダー部からビード部の少なくとも一部に、短繊維配向方向が互いに交差するように2層以上設け、略半量の短繊維をタイヤ周方向に対して+25°〜+65°の角度で配置し、残りの短繊維をタイヤ周方向に対して−25°〜−65°の角度で配置した空気入りタイヤが開示されている。
【0004】
また、繊維補強樹脂シートの散布工程を含む従来技術として、例えば、特許文献2には、多数の連続長繊維に熱可塑性樹脂粉末を付着させたシート状樹脂含有繊維材の上に、多数の連続長繊維で補強された繊維補強熱可塑性樹脂シートの短冊状切断片を、この短冊状切断片の繊維の配向方向が上記シート状樹脂含有繊維材の繊維の配向方向と一致しないように散布し、これを加熱加圧して熱可塑性樹脂を溶融させ一体化する繊維複合シートの製造方法が開示されている。さらに、特許文献3には、強化繊維を実質的に一方向に引き揃えてなるチョップド繊維束を、連続した複数の繊維束を連続的に走行させ、走行途中の箇所に配された拡幅手段で、拡幅前の繊維束の幅W1と拡幅後の繊維束の幅W2との比率が所定範囲となるように繊維束を拡幅した後、拡幅した状態の複数の繊維束を同時に切断するチョップド繊維束の製造方法が開示されている。
【0005】
さらにまた、特許文献4には、短繊維群がシートの長手方向に向けて配向された長尺の弾性シートに対し、この弾性シートの一面から他面にかけて所定寸法ごとに交互に向きを変えて切れ目を入れ、この切れ目に沿って交互に折り曲げ、積層・圧着することにより、両面に短繊維端が露呈する弾性体を成形する配向短繊維入り弾性体の成形方法が開示されている。さらにまた、特許文献5には、熱硬化性樹脂製品の予備成形品の生産時において繊維糸のマガジンロールから任意繊維方向の繊維束を反復供給する装置で、繊維糸用のニップを形成する第1と第2の従動送りローラ対を有しマガジンロールから繊維糸を供給する供給装置と繊維糸を所望の長さに切断する切断装置と切断装置の下流に配置された空圧駆動の繊維押出し装置より成り、第1の送りローラ対は第2の送りローラ対より僅かに低い送り速度で駆動され、繊維押出し装置は乱気流用空気路を有する長楕円形管スリーブを含んでいる任意繊維方向繊維束供給装置が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−334323号公報(特許請求の範囲等)
【特許文献2】特開平8−150691号公報(特許請求の範囲等)
【特許文献3】特開2009−62648号公報(特許請求の範囲等)
【特許文献4】特開平6−71776号公報(特許請求の範囲等)
【特許文献5】特表平9−505023号公報(特許請求の範囲等)
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述のように、一般的な不織布の製造方法としては、開繊装置を用いる方法があるが、開繊された短繊維を均一な密度で散布するためには、この短繊維を、散布手段の材料投入口に、均一な密度にて人手でセットしなければならない。あらかじめ切断された状態の短繊維を、均一密度で投入することは容易ではなく、短繊維を計量しながら、即時に投入していくことが必要となる。また、特に、補強繊維として、スチールワイヤの短繊維を用いた場合、短繊維同士が絡み合うと、容易には解し取れないので、一定重量の短繊維を機械的に計量し、取り出すことは極めて困難となる。よって、このような短繊維同士の絡み合いの問題を生ずることなく、一定時間に一定量の短繊維の供給を可能とすることで、均一な密度の補強部材の製造を可能とする技術の確立が望まれていた。
【0008】
また、補強目的によっては、短繊維を一定の方向に配向させた補強部材が必要となる場合もあり、一定の方向に配向された短繊維により補強された補強部材の実現も望まれていた。
【0009】
そこで、本発明の目的は、所定長さの補強繊維片を用いた補強部材を製造するにあたり、補強繊維片同士の絡み合いの問題を生ずることなく、一定時間に一定量の補強繊維片の供給が可能であって、均一な密度で、かつ、補強繊維片が一定方向に配向された補強部材を製造することができる補強部材の製造方法および製造装置を提供することにある。
【課題を解決するための手段】
【0010】
本発明者は鋭意検討した結果、補強繊維を所定長に切断して補強繊維片とする工程を、補強繊維片の散布直前に、連続して行うものとするとともに、補強片の散布を、特定形状のガイド体を介して行うものとすることで、上記課題を解決できることを見出して、本発明を完成するに至った。
【0011】
すなわち、本発明の補強部材の製造方法は、一対の帯状未加硫ゴムシート間に、補強繊維を所定長に切断した複数の補強繊維片からなる補強繊維片層が介装されてなる補強部材の製造方法であって、
前記補強繊維を切断して前記複数の補強繊維片を作製する切断工程と、長手方向に延びる前記帯状未加硫ゴムシートの一方の上方から、該一方の帯状未加硫ゴムシート上に前記補強繊維片を散布して前記補強繊維片層を形成する散布工程と、該一方の帯状未加硫ゴムシート上に、前記帯状未加硫ゴムシートの他方を供給して重ね合わせ、該一方および他方の帯状未加硫ゴムシート間に前記補強繊維片層を介装させる供給工程と、該一方および他方の帯状未加硫ゴムシート同士を互いに押付けて圧着する圧着工程とを含み、
前記切断工程と前記散布工程とを連続して行うとともに、該散布工程において、前記補強繊維片を、上下方向にのみ開口するガイド体を介して散布するにあたり、該ガイド体として、該一方の帯状未加硫ゴムシートの長手方向に沿う幅が上端部より下端部で狭く、かつ、該幅が上方から下方に向かい漸減する絞り部を有するものを用いることを特徴とするものである。
【0012】
本発明の製造方法においては、前記ガイド体として、前記絞り部より下方に、前記一方の帯状未加硫ゴムシートの長手方向に沿う幅が変動しない垂直部を有するものを用いることが好ましい。また、前記散布工程において、前記一方の帯状未加硫ゴムシートを振動させることが好ましく、この場合、前記一方の帯状未加硫ゴムシートを、振動周波数1Hz〜1kHzにて振動させることがより好ましい。さらに、前記ガイド体として、該ガイド体の下端部の、前記一方の帯状未加硫ゴムシートの長手方向における幅dが、前記補強繊維片の長さの1.0倍以下であるものを用いることが好ましい。
【0013】
また、本発明の補強部材の製造装置は、一対の帯状未加硫ゴムシート間に、補強繊維を所定長に切断した複数の補強繊維片からなる補強繊維片層が介装されてなる補強部材の製造装置であって、
前記補強繊維を切断して前記複数の補強繊維片を作製する切断手段と、長手方向に延びる前記帯状未加硫ゴムシートの一方の上方から、該一方の帯状未加硫ゴムシート上に前記補強繊維片を散布して前記補強繊維片層を形成する散布手段と、該一方の帯状未加硫ゴムシート上に、前記帯状未加硫ゴムシートの他方を供給して重ね合わせ、該一方および他方の帯状未加硫ゴムシート間に前記補強繊維片層を介装させる供給手段と、該一方および他方の帯状未加硫ゴムシート同士を互いに押付けて圧着する圧着手段とを含み、
前記切断手段と前記散布手段とが一体的に設けられ、該散布手段と前記一方の帯状未加硫ゴムシートとの間に、上下方向にのみ開口するガイド体が設置され、該ガイド体の、該一方の帯状未加硫ゴムシートの長手方向に沿う幅が上端部より下端部で狭く、かつ、該幅が上方から下方に向かい漸減する絞り部を有することを特徴とするものである。
【0014】
本発明の製造装置においては、前記ガイド体が、前記絞り部より下方に、前記一方の帯状未加硫ゴムシートの長手方向に沿う幅が変動しない垂直部を有することが好ましい。また、前記一方の帯状未加硫ゴムシートを振動させる振動発生機構を備えることが好ましく、この場合、前記振動発生機構の振動周波数は、好適には1Hz〜1kHzの範囲である。さらに、前記ガイド体の下端部の、前記一方の帯状未加硫ゴムシートの長手方向における幅dが、前記補強繊維片の長さの1.0倍以下であることが好ましい。
【発明の効果】
【0015】
本発明においては、補強繊維を切断して複数の補強繊維片を作製する切断工程と、この補強繊維片を帯状未加硫ゴムシート上に散布する散布工程とを、連続して行うものとしたので、補強繊維片同士の絡み合いの問題を生ずることなく、一定時間に一定量の補強繊維片を供給することが可能となった。また、本発明においては、一方のゴムシート上に複数の補強繊維片をあらかじめ散布するものとしたので、散布後の補強繊維片は、倒伏した状態で平坦なゴムシートにより下方から支持される。その結果、倒伏の仕方は支持するゴム面が平坦であればランダムとなるので、補強繊維片の配向方向を容易にランダムとすることができるとともに、その分布を容易に均一とすることができるものとなった。さらに、本発明においては、補強繊維片の散布を、ゴムシートの長手方向に沿う幅が、上端部より下端部で狭く、かつ、上方から下方に向かい漸減する部分を有するガイド体を介して行うものとしたことで、補強繊維片が一定方向に配向された補強部材を製造することが可能となった。よって、本発明によれば、均一な密度で、かつ、補強繊維片が一定方向に配向された補強部材を、容易に製造することが可能である。さらにまた、本発明によれば、従来技術と比較して、厚みの薄い補強部材が得られるというメリットもある。
【図面の簡単な説明】
【0016】
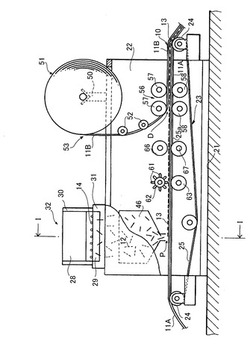
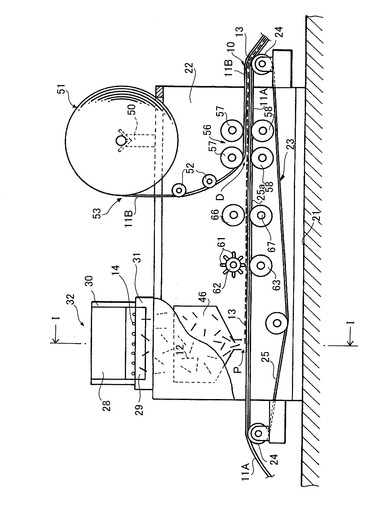
【図1】本発明の一実施形態を示す一部切欠正面図である。
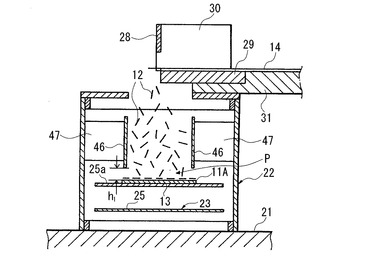
【図2】図1のI−I線に沿う断面図である。
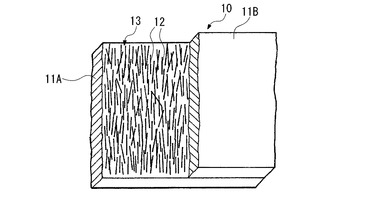
【図3】本発明に係る補強部材を示す一部破断斜視図である。
【図4】(a)〜(c)は、本発明に係るガイド体のバリエーションを示す説明図である。
【図5】ガイド体に垂直部を設けない状態を示す説明図である。
【図6】実施例における配向性の評価方法に係る説明図である。
【発明を実施するための形態】
【0017】
以下、本発明の実施の形態について詳細に説明する。
図1は、本発明の一実施形態を示す一部切欠正面図であり、図2は、図1のI−I線に沿う断面図である。本発明は、図3に示すような、一対の帯状未加硫ゴムシート11A,11B間に、補強繊維を所定長に切断した複数の補強繊維片12からなる補強繊維片層13が介装されてなる補強部材10を製造する際の技術の改良に係るものである。
【0018】
上記補強部材10は、未加硫ゴムからなる帯状のゴムシート11Aと、このゴムシート11A上に重ね合わされて圧着された未加硫ゴムからなる帯状のゴムシート11Bと、これらゴムシート11A,11B間に介装された複数の補強繊維片12からなる補強繊維片層13とから形成される。ゴムシート11A,11Bは同一幅である。また、補強繊維片層13はゴムシート11A,11Bとほぼ同一幅であって、ゴムシート11A,11Bの長手方向に延在して配設されている。また、本実施形態において、ゴムシート11A,11Bとしては、常温まで温度の低下したゴムシートを使用している。
【0019】
本発明において、ゴムシート11A,11Bを構成するゴムとしては、従来よりタイヤなどの補強部材用途等に使用されているゴム種のうちから適宜選択して用いることができ、特に制限されるものではない。具体的には例えば、スチレンブタジエンゴム(SBR)、アクリロニトリルブタジエンゴム(NBR)、ブタジエンゴム(BR)、イソプレンゴム(IR)、クロロプレンゴム(CR)等の汎用のゴムを用いることができる。また、ゴムシート11A,11Bの厚さとしては、特に制限はなく、目的とする補強性能に応じて適宜決定することができるが、0.3〜 1.0mmの範囲内が好ましい。ゴムシート11A,11Bの厚さが0.3mm未満であると、加硫の際に、補強繊維片12の一部が補強部材10の外表面から突出するおそれがあり、一方、1.0mmを超えると、ゴムゲージが厚くなって補強部材の強度が低下してしまうおそれがある。
【0020】
また、補強繊維片層13は、複数の補強繊維片12が複数箇所で交差しながら実質上均一に分布することで層状となっている。本発明において、補強繊維片層13中の補強繊維片12は、不織布のように互いに複雑に絡み合ったものではなく、直線状に延びて、単に上下に重なり合うだけで、ほとんど絡み合っていない。なお、本発明において、補強繊維片12は弧状やS字状等の曲線状に延びていてもよい。また、これら補強繊維片12は、図中に示すように、実質的に一方向に配向されており、かつ、ゴムシート11A上で倒伏して、その上面に平行に延びている。
【0021】
その結果、上記補強部材10は、特定方向の補強に適したものとなり、また、補強部材10を切断して使用した場合においても、補強部材10の切断端には極めて断面積の小さい補強繊維片12の切断面が多数露出しているだけであるので、亀裂発生の核となることもない。補強部材10の強度は、補強繊維片層13における補強繊維片12の密度(目付け密度)を調節することで、容易に調節することができる。
【0022】
加硫後の補強部材10は、空気入りタイヤを構成するベルト層やカーカス層、ワイヤーチェーファー、コンベアベルト、クローラ車両用のゴムクローラ等に好適に適用可能である。
【0023】
ここで、切断後の補強繊維片12の長さ(所定長)は、好適には10〜100mm、より好適には30〜60mmの範囲内とする。また、補強繊維片12の直径は、好適には0.1〜0.5mmの範囲内とする。さらに、前述のような用途に補強部材10を用いる場合には、強度や剛性等の観点から、補強繊維片層13の目付け量(1m2当たりの質量)を、好適には100〜1000g、より好適には300〜800gの範囲内とする。
【0024】
なお、本発明においては、補強部材に用いる全ての補強繊維片が単一長さおよび径である必要はなく、複数種の長さおよび径を有する補強繊維片を混合して使用してもよいが、上記範囲内の長さおよび径のものを用いることが好適である。特に、補強繊維片の長さが長すぎると、補強部材の均一性が損われるので、例えば、タイヤに適用した場合には、ユニフォミティを決定する成分である、タイヤ形状やタイヤ剛性の周方向均一性が低下するという点から好ましくない。また、補強繊維の断面形状は、基本的に円形であるが、楕円または三角形などの多角形状のものを用いてもよい。
【0025】
本発明において、上記補強繊維としては、いかなる材質のものを用いてもよく、通常、タイヤ等の補強部材に用いられている各種材料のうちから、適宜選択して用いることが可能である。具体的には例えば、無機繊維としては、スチールフィラメント等の金属繊維やガラス繊維など、有機繊維としては、芳香族ポリアミド繊維や脂肪酸ポリアミド繊維、ポリエステル繊維、ポリパラフェニレンベンゼンオキサゾール繊維、ポリビニルアルコール系合成繊維、炭素繊維などが挙げられる。本発明においては、補強繊維として、上記のうちでも、無機繊維、特にはスチールフィラメントを用いることが好ましい。
【0026】
また、上記補強繊維は、ゴム中に埋設されて補強部材を形成するものであるため、ゴムとの接着性を確保するために、めっきまたは接着剤処理されていることが必要である。すなわち、本発明においては、補強繊維が金属繊維の場合はめっき処理されているもの、補強繊維が有機繊維の場合は接着剤処理されているものを用いる。スチールフィラメント等の金属繊維において、例えば、一般的なCu+Znめっきを施した場合には、めっき中のCuが、補強部材を形成する際にゴムと補強繊維とを接着する役割を担う。金属コード表面にめっき処理が施されていない場合、ゴムと補強繊維とが剥離しやすくなり、補強繊維に沿って剥離の進展が容易に発生してしまう懸念もある。したがって、本発明においては、補強繊維として金属繊維を用いる場合には、めっきされたものを用いることが必要であり、撚り線コードを原料とする場合も、単線がめっきされていることが必要である。なお、金属コードが銅線からなる場合は、銅線そのものが接着効果を持つため、めっき処理は要しない。また、有機繊維等からなる非金属コードの場合には、常法に従い接着剤のディッピング処理を施したものを用いることで、めっきされた金属コードと同様に、ゴムとの間の接着性を確保することが可能である。
【0027】
ここで、補強繊維としての金属繊維表面に設けるめっきとしては、特に制限はなく、ブラスやブロンズ、Cu,Znめっきなどでもよい。なお、補強繊維片12の外表面にめっきが施されていると、補強繊維片12の外表面における摩擦係数は非常に小さな値となるので、容易に滑って流動するものとなる。
【0028】
図示する製造装置は、床面21上に固定された前後方向に延びる固定フレーム22を有しており、この固定フレーム22の下部には、前後方向に延びるメインコンベア23が取り付けられている。このメインコンベア23は、固定フレーム22の前端および後端にそれぞれ回転可能に支持された一対のプーリ24と、これら一対のプーリ24間に掛け渡され前後方向に延びるコンベアベルト25とを有している。ここで、一対のプーリ24のうち、いずれか一方のプーリ24には、図示しないモータ等の駆動機構から駆動力が付与される。その結果、コンベアベルト25の上側に位置する搬送部25aは、前方に向かって走行することが可能となる。この搬送部25aが前方に走行しているとき、搬送部25a上に、図示しない供給手段により後側からゴムシート11Aが供給されると、ゴムシート11Aは、搬送部25aにより下方から支持されながら前方に向かって搬送される。
【0029】
また、固定フレーム22の後端部の上端部には、上刃28と下刃29とからなる切断手段が、支持部30,31を介して取付けられており、下刃29の上部には、補強繊維14を搬送するための搬送部32が配置されている。ここで、補強繊維14は、搬送部32上を、図示しないローラにより繰り出して搬送してもよく、メインコンベア23と同様のコンベアを用いて搬送してもよい。この搬送部32および上記ローラまたはコンベアは、全体として、複数の補強繊維片12をゴムシート11A上に散布して補強繊維片層13を形成するための散布手段を構成する。
【0030】
搬送部32上を機械的に前方に搬送される補強繊維14は、下刃29の前端で、上刃28と下刃29とにより切断されて複数の補強繊維片12となり、ゴムシート11A上に落下する。この下刃29の前端は、メインコンベア23の後端部の直上に位置している。このように、補強繊維14を切断して補強繊維片12とするための切断手段と、切断された補強繊維片12をゴムシート11A上に散布するための散布手段とを一体的に設けて、切断工程と散布工程とを連続して行うものとしたので、あらかじめ補強繊維片に切断しておくものではないために補強繊維片同士が絡み合うことがなく、開繊の必要を生じない。また、一定の速度で補強繊維14を巻き出し、一定の速度で補強繊維14を切断すれば、切断された補強繊維片12を一定の速度で得ることができるので、容易に一定時間に一定量の補強繊維片12を供給することができる。1回の切断量が大量でなければ、補強繊維片同士は絡み合うこともなく、開繊機を通す必要も生じない。したがって、一定の速度で切断した補強繊維12片をゴムシート11A上に散布すれば、均一な密度の補強部材10を容易に得ることができる。
【0031】
ここで、切断により作製される補強繊維片12の量、すなわち、単位時間当たりの補強繊維片12の供給量は、補強繊維14の搬送速度の設定により、所定値に調整される。また、搬送される補強繊維14の本数は、目的とする補強繊維片12の供給量および補強繊維片層13の幅に基づき所定本数とすることができる。
【0032】
搬送部32から落下した補強繊維片12は、後述するガイド体46を介して、ゴムシート11Aに対する補強繊維片12の散布位置Pにおいて、ゴムシート11A上に散布される(ばらまかれる)。上記のような補強繊維片12の散布およびゴムシート11Aの搬送は継続して行われるため、ゴムシート11A上には、複数の補強繊維片12から構成されてゴムシート11Aの長手方向に延びる補強繊維片層13が形成される。
【0033】
このようにゴムシート11A上に複数の補強繊維片12をあらかじめ散布して補強繊維片層13を形成するものとしたので、散布後の補強繊維片12は倒伏した状態で平坦なゴムシート11Aにより下方から支持される。その結果、補強繊維片12の分布を容易に均一とすることができる。また、補強繊維片12の散布、ゴムシート11Aの供給および圧着を行うだけで補強部材10を製造することができるので、装置の製作費を安価とすることもできる。
【0034】
ここで、単位時間当たりの補強繊維片12の供給量(補強繊維14の搬送速度)と、メインコンベア23におけるコンベアベルト25の走行速度との比を変化させれば、成形される補強繊維片層13の目付け量を容易に調節することができる。単位時間当たりの補強繊維片12の供給量をm(g/s)、ゴムシート11A上に形成しようとする補強繊維片層13の幅(目的幅)をd(m)とし、コンベアベルト25の走行速度を速度V(m/s)とすると、本装置により作製できる補強部材10の目付け量ρ(単位面積あたりの重量(g/m2))は、下記式により表される。
ρ=m/Vd
【0035】
なお、本発明においては、ゴムシート11Aを支持台上に載置して静止させる一方、ゴムシート11Aの上方に設置された散布手段をゴムシート11Aの長手方向に移動させながら、散布手段よりゴムシート11A上に補強繊維片12を散布するものとしてもよい。
【0036】
符号46は、上記散布手段とゴムシート11Aとの間に設置されたガイド体を示し、このガイド体46は、固定フレーム22に取付けプレート47を介して取り付けられている。ここで、ガイド体46は、少なくともゴムシート11Aより幅狭であって、上下方向にのみ開口し、内部に通路を有している。また、ガイド体46の、ゴムシート11Aの長手方向に沿う幅は、上端部より下端部で狭く、かつ、上方から下方に向かい漸減する絞り部46Aを有するよう形成されている。このようなガイド体46を配置することで、散布手段により散布された補強繊維片12はガイド体46によりガイドされながらゴムシート11A上に供給されることになるので、補強繊維片12の周囲への飛散が効果的に防止される。また、ガイド体46は、ゴムシート11Aの長手方向に沿う幅が上端部より下端部で狭く、かつ、この幅が上方から下方に向かい漸減する絞り部46Aを有するものとなっているので、補強繊維片12がゴムシート11Aの長手方向に沿う方向に向くことが妨げられ、補強繊維片12はゴムシート11Aの幅方向に配向するものとなる。これにより、ゴムシート11A上の目的の範囲に、すべての補強繊維片12を、一定の配向方向にて散布することが可能となる。
【0037】
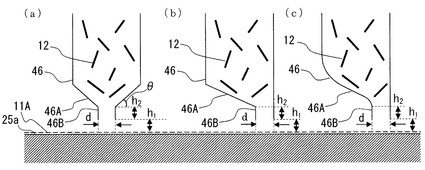
図4(a)〜(c)に、ガイド体46のバリエーションを示す。本発明において、ガイド体46は、上下方向にのみ開口し、ゴムシート11Aの長手方向(図中の横方向)に沿う幅が、上端部より下端部で狭く、かつ、上方から下方に向かい漸減する絞り部を有するものであればよい。ゴムシート11Aの長手方向に沿う幅が、散布手段側からゴムシート11A側に向かい漸減する絞り部46Aにより、補強繊維片12の配向方向が、ゴムシート11Aの幅方向に揃えられる。絞り部46Aの形状は、図示するように、ゴムシート11Aの長手方向において左右対称であっても(図中の(a))左右非対称であってもよく(図中の(b),(c))、断面の外形は直線状であっても(図中の(a),(b))曲線状であってもよい(図中の(c))。また、絞り部46Aの傾斜角度θについても、特に制限はないが、この傾斜角度θがあまり小さいと絞り部46Aの上部に補強繊維片12が堆積してしまうので、θが5°以上であることが好ましい。
【0038】
また、ガイド体46は、図示するように、絞り部46Aより下方に、ゴムシート11Aの長手方向に沿う幅が変動しない垂直部46Bを有することが好ましい。絞り部46Aよりゴムシート11A側に、垂直部46Bを設けることで、ゴムシート11Aの幅方向に揃えられた補強繊維片12の配向方向を絞って、この配向方向を維持した状態で、ゴムシート11A上に落とすことができる。垂直部46Bを設けないと、図5に示すように、補強繊維片12の向きが乱れて落ちてしまうことがある。
【0039】
ガイド体46の下端部の、ゴムシート11Aの長手方向における幅dは、補強繊維片12の長さの1.0倍以下、特には0.5倍〜0.8倍であることが好ましい。このガイド体46の幅dが広すぎると、補強繊維片12がゴムシート11Aの長手方向へ動く自由度が増してしまうため、配向方向を制限しにくくなる。このガイド体46の幅dは、補強繊維片12の長さによって好適な範囲が変動する。
【0040】
また、ガイド体46の下端からゴムシート11Aまでの距離h1は、補強繊維片12の長さの1.0倍以下、特には0.5倍〜0.9倍であることが好ましい。補強繊維片12は落下したときにランダムな方向に飛び跳ねてしまうので、その際、距離h1が大きすぎると、跳ねた補強繊維片12の向きを制限することが困難となる。よって、距離h1は必要以上に大きくしないことが好ましい。この距離h1も、補強繊維片12の長さによって好適な範囲が変動する。
【0041】
さらに、垂直部46Bの長さh2は、補強繊維片12の長さの0.8倍以上、特には1.0倍〜1.5倍であることが好ましい。上述したように、垂直部46Bを設けることは、補強繊維片12の配向方向を制約するために重要であり、垂直部46Bを設ける場合、ある程度の長さがあることが望ましいが、一方で、垂直部46Bの長さh2が長くなると、補強繊維片12の落下時の位置エネルギーが増して、ゴムシート11A表面に落下したときに飛び跳ねる力も増してしまう。これらの観点から、垂直部46Bの長さh2については、上記範囲とすることが好ましい。この距離h2も、補強繊維片12の長さによって好適な範囲が変動する。
【0042】
また、本発明においては、補強繊維片層13の目付け量を調節するために、ガイド体46内に磁場または電場を発生する発生手段を設置したり、複数のスリットが形成された調節板を設置することもできる。
【0043】
符号50は、散布手段より前方で固定フレーム22の上端に取り付けられた支持台であり、この支持台50には、長尺で連続したゴムシート11Bが多数回ロール状に巻取られた巻きロール51が、回転可能に支持されている。この巻きロール51から巻出されたゴムシート11Bは、巻きロール51の直下において固定フレーム22に回転可能に支持された複数のガイドローラ52によりガイドされながら、散布位置Pより前方に位置する供給位置D(ゴムシート11Aに対するゴムシート11Bの供給位置)に上方から供給され、この供給位置Dにおいてゴムシート11A上に重ね合わされ、このとき、補強繊維片層13は、ゴムシート11A,11B間に介装される。
【0044】
上記支持台50、巻きロール51およびガイドローラ52は、全体として、ゴムシート11A上にゴムシート11Bを供給して重ね合わせ、これらゴムシート11A,11B間に補強繊維片層13を介装する供給手段53を構成する。なお、本発明においては、メインコンベア23にゴムシート11A,11Bを供給する供給手段として、押出し機やカレンダーロール装置を用いてもよく、この場合には、成形直後の温度の高いゴムシート11A,11Bがメインコンベア23に供給される。
【0045】
符号56は、供給位置Dの直前に設置された圧着手段であり、この圧着手段56は上下に離れた2対の上ローラ57および下ローラ58を有し、これら2対の上下ローラ57,58は、前後方向に所定距離離れて配置されている。これら2個の上ローラ57は、いずれも両端部が固定フレーム22に回転可能に支持されるとともに、ゴムシート11Aに重ね合わされたゴムシート11Bの上面に押圧状態で転がり接触している。一方、2個の下ローラ58は、いずれも両端部が固定フレーム22にフリー回転可能に支持されるとともに、コンベアベルト25の搬送部25aの下面に押圧状態で転がり接触している。
【0046】
また、上ローラ57には、図示しない駆動機構から駆動力が付与されており、これにより、上ローラ57はコンベアベルト25の走行速度(ゴムシート11A等の搬送速度)と周速が同一速度で駆動回転する。この結果、これら2対の上下ローラ57,58間を、重ね合わされた直後の補強繊維片層13およびゴムシート11A,11Bが通過すると、ゴムシート11A,11Bは補強繊維片層13を間に介装した状態で互いに押付けられて圧着され、これにより補強部材10が製造される。
【0047】
ここで、上記上下ローラ57,58は、50〜100℃の範囲内の温度まで加熱することが好ましい。その理由は、この温度範囲に上下ローラ57,58を加熱すると、ゴムシート11A,11Bの加硫を進行させることなくゴムシート11A,11Bのゴムを可塑化させて、補強繊維片12間の間隙に流動侵入させ、各補強繊維片12の外表面全域にゴムを密着させることができるからである。なお、本発明においては、圧着手段として、加熱媒体を供給または排出することにより膨張または収縮するブラダを用いてもよく、この場合には、このブラダの膨張により、ゴムシート11A,11B同士を押し付けて圧着する。
【0048】
上記散布位置Pと供給位置Dとの間において、ゴムシート11Aおよび補強繊維片層13の直上には、プーリ24に平行で外周に複数の突起61を有する回転可能な絡み合わせローラ62が配置されている。一方、この絡み合わせローラ62の直下には、絡み合わせローラ62と平行でコンベアベルト25の搬送部25aの下面に転がり接触する支持ローラ63が設置され、この支持ローラ63は、ゴムシート11Aを搬送部25aを介して下方から支持している。これら絡み合わせローラ62および支持ローラ63の軸方向両端部は固定フレーム22に回転可能に支持されているが、絡み合わせローラ62には図示しない駆動機構から駆動力が付与されており、その結果、絡み合わせローラ62は、突起61の先端における周速がコンベアベルト25の走行速度と同一の速度で駆動回転する。
【0049】
このように絡み合わせローラ62が回転すると、突起61の先端部はメインコンベア23により搬送されている補強繊維片層13の一部をゴムシート11A側に押し込んで、一部の補強繊維片12を変形させ、一部の補強繊維片12同士を部分的に絡み合わせる。その結果、ゴムシート11A上での補強繊維片12の位置が安定して、前述のように補強繊維片12の摩擦係数が小さくても、ゴムシート11Aの両側端から補強繊維片12が移動して落下する(滑り落ちる)ことを強力に抑制することができる。ここで、突起61の半径方向長さは、1〜100mmの範囲内とすることが好ましい。
【0050】
符号66は、散布位置Pと供給位置Dとの間、ここでは絡み合わせローラ62と供給位置Dとの間に設置された押し潰しローラであり、この押し潰しローラ66は、絡み合わせローラ62と平行に延びるとともに、その軸方向両端部が固定フレーム22に回転可能に支持されている。押し潰しローラ66には前記駆動機構から駆動力が付与されており、その結果、この押し潰しローラ66は、その外表面における周速がコンベアベルト25の走行速度と同一の速度で回転することができる。また、押し潰しローラ66の外表面には、ローレット掛けやショットブラスト加工等によりある程度の凹凸が形成され、これにより押し潰しローラ66と補強繊維片層13との間の摩擦係数が高くなって、これらの間の滑りが抑制される。
【0051】
一方、押し潰しローラ66の直下には、押し潰しローラ66と平行に、コンベアベルト25の搬送部25aの下面に転がり接触する支持ローラ67が設置されている。この支持ローラ67は、ゴムシート11Aを搬送部25aを介して下方から支持するとともに、その軸方向両端部が固定フレーム22に回転可能に支持されている。この押し潰しローラ66は、ゴムシート11Aおよび補強繊維片層13が押し潰しローラ66と支持ローラ67との間を通過するとき、補強繊維片層13をゴムシート11Aに押し付けて、補強繊維片層13を厚さ方向に全体的に若干押し潰す。
【0052】
これにより、ゴムシート11A上での補強繊維片12の位置がさらに安定し、その結果、前述のように補強繊維片12の摩擦係数が小さくても、ゴムシート11A上での補強繊維片12の移動、特に、ゴムシート11Aの両側端からの落下を強力に抑制することができる。なお、本発明においては、絡み合わせローラ62を、上記とは逆に押し潰しローラ66の前方に設置するようにしてもよい。
【0053】
また、図示はしないが、本発明においては、さらに、ゴムシート11Aを振動させるための振動発生機構を設けることが好ましい。すなわち、ゴムシート11Aを搬送するメインコンベア23に、振動発生装置を配置することが好ましい。ゴムシート11A上に落下した補強繊維片12は、高密度になればなるほど、周囲の補強繊維片12と塊を作りやすくなり、このような塊は、密度の不均一の原因となる。本発明では、メインコンベア23に振動発生装置を配置して、コンベアベルト25に振動を与え、上記散布工程において、ゴムシート11Aを振動させることで、補強繊維片12の塊化を解消することができる。振動発生機構は、例えば、コンベアベルト25の内側に配置することができ、その振動方向は、ゴムシート11Aの幅方向とすることができる。この際の振動周波数は、好適には1Hz〜1kHz、より好適には1Hz〜1000Hz、さらに好適には10Hz〜100Hzの範囲である。振動周波数が1Hz以下では、振動のエネルギーが少なく、補強繊維片12が動きにくい。一方、振動周波数が高すぎると、エネルギーが強すぎて補強繊維片12が周囲に飛び散ってしまうおそれがある。
【0054】
次に、本発明の作用について説明する。
上述のような補強部材10を製造するには、まず、搬送部32により補強繊維14を固定フレーム22方向に送り出す。このとき、メインコンベア23にはゴムシート11Aが後側から供給されるが、このようにメインコンベア23に供給されたゴムシート11Aは搬送部25aの前方への走行により、搬送部25aにより下方から支持されながら前方に向かって搬送される。
【0055】
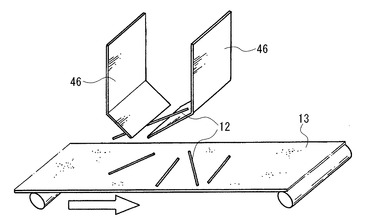
ここで、補強繊維14は、下刃29の前端で、上刃28と下刃29とにより切断されて複数の補強繊維片12となり、ゴムシート11A上に落下する。このとき、補強繊維14の搬送速度により、単位時間当たりの補強繊維片12の供給量が所定値に調整される。落下した補強繊維片12は、ゴムシート11A上の、ここでは散布位置Pに、ゴムシートの幅方向には若干広がりながら落下して、均一に散布される。このように補強繊維片12のゴムシート11A上への散布を、ゴムシート11Aの上方から補強繊維片12を落下させることで行うようにすれば、補強繊維片12を容易かつ確実にゴムシート11A上に散布することができる。
【0056】
落下途中において補強繊維片12はガイド体46によりガイドされ、補強繊維片12の両側方への飛散が効果的に防止される。また、補強繊維片12は、ガイド体46の、ゴムシート11Aの長手方向に沿う幅が上方から下方に向かい漸減する絞り部46A、および、さらには、その後の垂直部46Bにより、配向方向をゴムシート11Aの幅方向に揃えられ、絞られて、ゴムシート11A上に、一定の配向方向にて、均一に落下する。さらに、コンベアベルト25に振動を付与してゴムシート11Aを振動させれば、補強繊維片12の塊化をより効果的に抑制することができる。補強繊維片12の散布およびゴムシート11Aの搬送は継続して行われるため、ゴムシート11A上にはゴムシート11Aの長手方向に延びる多数本の補強繊維片12から構成された補強繊維片層13が形成される。
【0057】
その後、上記補強繊維片層13は、コンベアベルト25の走行によりゴムシート11Aとともに前方に向かって搬送され、絡み合わせローラ62および支持ローラ63間を通過するが、このとき、絡み合わせローラ62の突起61の先端部が補強繊維片層13の一部をゴムシート11A側に押し込んで、一部の補強繊維片12を変形させ、一部の補強繊維片12同士を部分的に絡み合わせてゴムシート11A上での補強繊維片12の位置を安定させる。
【0058】
次に、ゴムシート11Aおよび補強繊維片層13は、コンベアベルト25により搬送されて押し潰しローラ66および支持ローラ67に供給されるが、これら押し潰しローラ66および支持ローラ67間をゴムシート11Aおよび補強繊維片層13が通過する際、押し潰しローラ66は補強繊維片層13をゴムシート11Aに押し付けて、補強繊維片層13を厚さ方向に全体的に若干押し潰し、ゴムシート11A上での補強繊維片12の位置をさらに安定させる。
【0059】
ゴムシート11Aおよび補強繊維片層13がコンベアベルト25により供給位置Dまで搬送されると、供給手段53の巻きロール51から巻出されたゴムシート11Bが上方からゴムシート11A上に供給されて重ね合わされ、これにより、補強繊維片層13がゴムシート11A,11B間に介装される。その後、このようなゴムシート11A,11Bおよび補強繊維片層13は、コンベアベルト25により上下ローラ57,58に供給される。これら上下ローラ57,58間をゴムシート11A,11Bおよび補強繊維片層13が通過する際、ゴムシート11A,11Bは、間に補強繊維片層13が介装された状態で互いに押付けられて圧着され、補強部材10が製造される。
【0060】
このとき、上下ローラ57,58は前述の温度範囲に加熱されているので、ゴムシート11A,11Bのゴムは可塑化して補強繊維片12間の間隙に流動侵入し、各補強繊維片12の外表面全域にゴムが密着する。このようにして製造された補強部材10は加硫されるとともに、所定長さに切断され、上述したような用途に用いられる。
【実施例】
【0061】
以下、本発明を、実施例を用いてより詳細に説明する。
図1,2に示すような装置を用いて、下記表中に示す条件に従い、一対の帯状未加硫ゴムシート(各厚み0.5mm)間に、スチールフィラメント(線径0.15mm)を所定長に切断した複数の補強繊維片からなる補強繊維片層が介装されてなる補強部材を製造した。ガイド体としては、各実施例については、図4(a)に示すような形状のものを用い、比較例については、ゴムシートの長手方向に沿う幅が、上端部から下端部まで同一であるものを用いた。また、一対のゴムシートの圧着時の条件は、圧力2MPa,80℃,60secとした。
【0062】
<密度μの算出方法>
得られた各補強部材を10mm角の正方形に切断して、重量分布を評価した。具体的には、一度に1000個以上のサンプルを取得して、各サンプルの重量miを計量した。これを用いて、下記式に従い平均値μを求めた。その結果を、下記の表中に併せて示す。

(式中、Mrubber:サンプルを作製するのに使用したゴムの重量、N:切り出したサンプルの数)
【0063】
<角度の標準偏差>
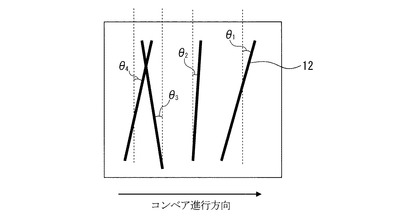
図6に示すように、得られた各補強部材における補強繊維片12の配向方向のゴムシートの幅方向となす角度θiを測定して、下記式に従い平均値θaveを求めた。
また、下記式に従い標準偏差θσを求めた。この標準偏差θσが15°以内であれば、配向性は良好である。
【0064】
【表1】
【0065】
【表2】
【0066】
上記表中に示すように、比較例1では、補強繊維片の角度の標準偏差がかなり大きい。理想的なランダム散布では標準偏差は60°となるので、比較例1において補強繊維片は、ランダムに散布されていることがわかる。これと比較すると、各実施例では配向性が大幅に向上しており、特に実施例1〜4および実施例6〜9では、良好な配向性が得られている。また、実施例1,6では、それぞれ実施例2,7よりガイド体の出口側の幅を狭くしているが、狭くした効果が飽和しており、配向性の点では実施例2,7ととあまり変わらないことがわかる。この結果より、補強繊維片の長さを変えた場合でも、これに基づきガイド体の出口側の幅、ガイド体下端からゴムシート表面までの距離、および、垂直部の長さを設定することで、良好な配向性が得られることが確かめられた。
【符号の説明】
【0067】
10 補強部材
11A,11B 帯状未加硫ゴムシート
12 補強繊維片
13 補強繊維片層
14 補強繊維
21 床面
22 固定フレーム
23 メインコンベア
24 プーリ
25 コンベアベルト
25a 搬送部
28 上刃
29 下刃
30,31 支持部
32 搬送部
46 ガイド体
46A 絞り部
46B 垂直部
47 取付けプレート
50 支持台
51 巻きロール
52 ガイドローラ
53 供給手段
56 圧着手段
57 上ローラ
58 下ローラ
61 突起
62 絡み合わせローラ
63 支持ローラ
66 押し潰しローラ
67 支持ローラ
【技術分野】
【0001】
本発明は補強部材の製造方法および製造装置(以下、単に「製造方法」および「製造装置」とも称する)に関し、詳しくは、空気入りタイヤ等の補強に好適に用いられる補強部材の製造方法および製造装置の改良に関する。
【背景技術】
【0002】
従来より、一対のゴムシート間に、複数の短繊維を狭持させた補強部材を、空気入りタイヤに適用することは知られている。かかる短繊維を用いた補強材料としては、不織布が知られており、不織布の一般的な製造方法としては、開繊装置を用いる方法がある。開繊装置とは、針付ローラーの回転する中に、塊状の繊維を投入して、開繊し、シート状に散布するものである。シート状に散布された繊維は、最後に圧着ローラーで圧着されて、不織布の形態となる。
【0003】
短繊維を用いた補強部材をタイヤに適用する技術としては、例えば、特許文献1に、少なくとも1種類のゴムに短繊維を配合し、短繊維配向方向のモジュラスbとその直角方向のモジュラスaとの比b/aを1.5以上にしたゴム補強層を、タイヤショルダー部からビード部の少なくとも一部に、短繊維配向方向が互いに交差するように2層以上設け、略半量の短繊維をタイヤ周方向に対して+25°〜+65°の角度で配置し、残りの短繊維をタイヤ周方向に対して−25°〜−65°の角度で配置した空気入りタイヤが開示されている。
【0004】
また、繊維補強樹脂シートの散布工程を含む従来技術として、例えば、特許文献2には、多数の連続長繊維に熱可塑性樹脂粉末を付着させたシート状樹脂含有繊維材の上に、多数の連続長繊維で補強された繊維補強熱可塑性樹脂シートの短冊状切断片を、この短冊状切断片の繊維の配向方向が上記シート状樹脂含有繊維材の繊維の配向方向と一致しないように散布し、これを加熱加圧して熱可塑性樹脂を溶融させ一体化する繊維複合シートの製造方法が開示されている。さらに、特許文献3には、強化繊維を実質的に一方向に引き揃えてなるチョップド繊維束を、連続した複数の繊維束を連続的に走行させ、走行途中の箇所に配された拡幅手段で、拡幅前の繊維束の幅W1と拡幅後の繊維束の幅W2との比率が所定範囲となるように繊維束を拡幅した後、拡幅した状態の複数の繊維束を同時に切断するチョップド繊維束の製造方法が開示されている。
【0005】
さらにまた、特許文献4には、短繊維群がシートの長手方向に向けて配向された長尺の弾性シートに対し、この弾性シートの一面から他面にかけて所定寸法ごとに交互に向きを変えて切れ目を入れ、この切れ目に沿って交互に折り曲げ、積層・圧着することにより、両面に短繊維端が露呈する弾性体を成形する配向短繊維入り弾性体の成形方法が開示されている。さらにまた、特許文献5には、熱硬化性樹脂製品の予備成形品の生産時において繊維糸のマガジンロールから任意繊維方向の繊維束を反復供給する装置で、繊維糸用のニップを形成する第1と第2の従動送りローラ対を有しマガジンロールから繊維糸を供給する供給装置と繊維糸を所望の長さに切断する切断装置と切断装置の下流に配置された空圧駆動の繊維押出し装置より成り、第1の送りローラ対は第2の送りローラ対より僅かに低い送り速度で駆動され、繊維押出し装置は乱気流用空気路を有する長楕円形管スリーブを含んでいる任意繊維方向繊維束供給装置が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−334323号公報(特許請求の範囲等)
【特許文献2】特開平8−150691号公報(特許請求の範囲等)
【特許文献3】特開2009−62648号公報(特許請求の範囲等)
【特許文献4】特開平6−71776号公報(特許請求の範囲等)
【特許文献5】特表平9−505023号公報(特許請求の範囲等)
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述のように、一般的な不織布の製造方法としては、開繊装置を用いる方法があるが、開繊された短繊維を均一な密度で散布するためには、この短繊維を、散布手段の材料投入口に、均一な密度にて人手でセットしなければならない。あらかじめ切断された状態の短繊維を、均一密度で投入することは容易ではなく、短繊維を計量しながら、即時に投入していくことが必要となる。また、特に、補強繊維として、スチールワイヤの短繊維を用いた場合、短繊維同士が絡み合うと、容易には解し取れないので、一定重量の短繊維を機械的に計量し、取り出すことは極めて困難となる。よって、このような短繊維同士の絡み合いの問題を生ずることなく、一定時間に一定量の短繊維の供給を可能とすることで、均一な密度の補強部材の製造を可能とする技術の確立が望まれていた。
【0008】
また、補強目的によっては、短繊維を一定の方向に配向させた補強部材が必要となる場合もあり、一定の方向に配向された短繊維により補強された補強部材の実現も望まれていた。
【0009】
そこで、本発明の目的は、所定長さの補強繊維片を用いた補強部材を製造するにあたり、補強繊維片同士の絡み合いの問題を生ずることなく、一定時間に一定量の補強繊維片の供給が可能であって、均一な密度で、かつ、補強繊維片が一定方向に配向された補強部材を製造することができる補強部材の製造方法および製造装置を提供することにある。
【課題を解決するための手段】
【0010】
本発明者は鋭意検討した結果、補強繊維を所定長に切断して補強繊維片とする工程を、補強繊維片の散布直前に、連続して行うものとするとともに、補強片の散布を、特定形状のガイド体を介して行うものとすることで、上記課題を解決できることを見出して、本発明を完成するに至った。
【0011】
すなわち、本発明の補強部材の製造方法は、一対の帯状未加硫ゴムシート間に、補強繊維を所定長に切断した複数の補強繊維片からなる補強繊維片層が介装されてなる補強部材の製造方法であって、
前記補強繊維を切断して前記複数の補強繊維片を作製する切断工程と、長手方向に延びる前記帯状未加硫ゴムシートの一方の上方から、該一方の帯状未加硫ゴムシート上に前記補強繊維片を散布して前記補強繊維片層を形成する散布工程と、該一方の帯状未加硫ゴムシート上に、前記帯状未加硫ゴムシートの他方を供給して重ね合わせ、該一方および他方の帯状未加硫ゴムシート間に前記補強繊維片層を介装させる供給工程と、該一方および他方の帯状未加硫ゴムシート同士を互いに押付けて圧着する圧着工程とを含み、
前記切断工程と前記散布工程とを連続して行うとともに、該散布工程において、前記補強繊維片を、上下方向にのみ開口するガイド体を介して散布するにあたり、該ガイド体として、該一方の帯状未加硫ゴムシートの長手方向に沿う幅が上端部より下端部で狭く、かつ、該幅が上方から下方に向かい漸減する絞り部を有するものを用いることを特徴とするものである。
【0012】
本発明の製造方法においては、前記ガイド体として、前記絞り部より下方に、前記一方の帯状未加硫ゴムシートの長手方向に沿う幅が変動しない垂直部を有するものを用いることが好ましい。また、前記散布工程において、前記一方の帯状未加硫ゴムシートを振動させることが好ましく、この場合、前記一方の帯状未加硫ゴムシートを、振動周波数1Hz〜1kHzにて振動させることがより好ましい。さらに、前記ガイド体として、該ガイド体の下端部の、前記一方の帯状未加硫ゴムシートの長手方向における幅dが、前記補強繊維片の長さの1.0倍以下であるものを用いることが好ましい。
【0013】
また、本発明の補強部材の製造装置は、一対の帯状未加硫ゴムシート間に、補強繊維を所定長に切断した複数の補強繊維片からなる補強繊維片層が介装されてなる補強部材の製造装置であって、
前記補強繊維を切断して前記複数の補強繊維片を作製する切断手段と、長手方向に延びる前記帯状未加硫ゴムシートの一方の上方から、該一方の帯状未加硫ゴムシート上に前記補強繊維片を散布して前記補強繊維片層を形成する散布手段と、該一方の帯状未加硫ゴムシート上に、前記帯状未加硫ゴムシートの他方を供給して重ね合わせ、該一方および他方の帯状未加硫ゴムシート間に前記補強繊維片層を介装させる供給手段と、該一方および他方の帯状未加硫ゴムシート同士を互いに押付けて圧着する圧着手段とを含み、
前記切断手段と前記散布手段とが一体的に設けられ、該散布手段と前記一方の帯状未加硫ゴムシートとの間に、上下方向にのみ開口するガイド体が設置され、該ガイド体の、該一方の帯状未加硫ゴムシートの長手方向に沿う幅が上端部より下端部で狭く、かつ、該幅が上方から下方に向かい漸減する絞り部を有することを特徴とするものである。
【0014】
本発明の製造装置においては、前記ガイド体が、前記絞り部より下方に、前記一方の帯状未加硫ゴムシートの長手方向に沿う幅が変動しない垂直部を有することが好ましい。また、前記一方の帯状未加硫ゴムシートを振動させる振動発生機構を備えることが好ましく、この場合、前記振動発生機構の振動周波数は、好適には1Hz〜1kHzの範囲である。さらに、前記ガイド体の下端部の、前記一方の帯状未加硫ゴムシートの長手方向における幅dが、前記補強繊維片の長さの1.0倍以下であることが好ましい。
【発明の効果】
【0015】
本発明においては、補強繊維を切断して複数の補強繊維片を作製する切断工程と、この補強繊維片を帯状未加硫ゴムシート上に散布する散布工程とを、連続して行うものとしたので、補強繊維片同士の絡み合いの問題を生ずることなく、一定時間に一定量の補強繊維片を供給することが可能となった。また、本発明においては、一方のゴムシート上に複数の補強繊維片をあらかじめ散布するものとしたので、散布後の補強繊維片は、倒伏した状態で平坦なゴムシートにより下方から支持される。その結果、倒伏の仕方は支持するゴム面が平坦であればランダムとなるので、補強繊維片の配向方向を容易にランダムとすることができるとともに、その分布を容易に均一とすることができるものとなった。さらに、本発明においては、補強繊維片の散布を、ゴムシートの長手方向に沿う幅が、上端部より下端部で狭く、かつ、上方から下方に向かい漸減する部分を有するガイド体を介して行うものとしたことで、補強繊維片が一定方向に配向された補強部材を製造することが可能となった。よって、本発明によれば、均一な密度で、かつ、補強繊維片が一定方向に配向された補強部材を、容易に製造することが可能である。さらにまた、本発明によれば、従来技術と比較して、厚みの薄い補強部材が得られるというメリットもある。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施形態を示す一部切欠正面図である。
【図2】図1のI−I線に沿う断面図である。
【図3】本発明に係る補強部材を示す一部破断斜視図である。
【図4】(a)〜(c)は、本発明に係るガイド体のバリエーションを示す説明図である。
【図5】ガイド体に垂直部を設けない状態を示す説明図である。
【図6】実施例における配向性の評価方法に係る説明図である。
【発明を実施するための形態】
【0017】
以下、本発明の実施の形態について詳細に説明する。
図1は、本発明の一実施形態を示す一部切欠正面図であり、図2は、図1のI−I線に沿う断面図である。本発明は、図3に示すような、一対の帯状未加硫ゴムシート11A,11B間に、補強繊維を所定長に切断した複数の補強繊維片12からなる補強繊維片層13が介装されてなる補強部材10を製造する際の技術の改良に係るものである。
【0018】
上記補強部材10は、未加硫ゴムからなる帯状のゴムシート11Aと、このゴムシート11A上に重ね合わされて圧着された未加硫ゴムからなる帯状のゴムシート11Bと、これらゴムシート11A,11B間に介装された複数の補強繊維片12からなる補強繊維片層13とから形成される。ゴムシート11A,11Bは同一幅である。また、補強繊維片層13はゴムシート11A,11Bとほぼ同一幅であって、ゴムシート11A,11Bの長手方向に延在して配設されている。また、本実施形態において、ゴムシート11A,11Bとしては、常温まで温度の低下したゴムシートを使用している。
【0019】
本発明において、ゴムシート11A,11Bを構成するゴムとしては、従来よりタイヤなどの補強部材用途等に使用されているゴム種のうちから適宜選択して用いることができ、特に制限されるものではない。具体的には例えば、スチレンブタジエンゴム(SBR)、アクリロニトリルブタジエンゴム(NBR)、ブタジエンゴム(BR)、イソプレンゴム(IR)、クロロプレンゴム(CR)等の汎用のゴムを用いることができる。また、ゴムシート11A,11Bの厚さとしては、特に制限はなく、目的とする補強性能に応じて適宜決定することができるが、0.3〜 1.0mmの範囲内が好ましい。ゴムシート11A,11Bの厚さが0.3mm未満であると、加硫の際に、補強繊維片12の一部が補強部材10の外表面から突出するおそれがあり、一方、1.0mmを超えると、ゴムゲージが厚くなって補強部材の強度が低下してしまうおそれがある。
【0020】
また、補強繊維片層13は、複数の補強繊維片12が複数箇所で交差しながら実質上均一に分布することで層状となっている。本発明において、補強繊維片層13中の補強繊維片12は、不織布のように互いに複雑に絡み合ったものではなく、直線状に延びて、単に上下に重なり合うだけで、ほとんど絡み合っていない。なお、本発明において、補強繊維片12は弧状やS字状等の曲線状に延びていてもよい。また、これら補強繊維片12は、図中に示すように、実質的に一方向に配向されており、かつ、ゴムシート11A上で倒伏して、その上面に平行に延びている。
【0021】
その結果、上記補強部材10は、特定方向の補強に適したものとなり、また、補強部材10を切断して使用した場合においても、補強部材10の切断端には極めて断面積の小さい補強繊維片12の切断面が多数露出しているだけであるので、亀裂発生の核となることもない。補強部材10の強度は、補強繊維片層13における補強繊維片12の密度(目付け密度)を調節することで、容易に調節することができる。
【0022】
加硫後の補強部材10は、空気入りタイヤを構成するベルト層やカーカス層、ワイヤーチェーファー、コンベアベルト、クローラ車両用のゴムクローラ等に好適に適用可能である。
【0023】
ここで、切断後の補強繊維片12の長さ(所定長)は、好適には10〜100mm、より好適には30〜60mmの範囲内とする。また、補強繊維片12の直径は、好適には0.1〜0.5mmの範囲内とする。さらに、前述のような用途に補強部材10を用いる場合には、強度や剛性等の観点から、補強繊維片層13の目付け量(1m2当たりの質量)を、好適には100〜1000g、より好適には300〜800gの範囲内とする。
【0024】
なお、本発明においては、補強部材に用いる全ての補強繊維片が単一長さおよび径である必要はなく、複数種の長さおよび径を有する補強繊維片を混合して使用してもよいが、上記範囲内の長さおよび径のものを用いることが好適である。特に、補強繊維片の長さが長すぎると、補強部材の均一性が損われるので、例えば、タイヤに適用した場合には、ユニフォミティを決定する成分である、タイヤ形状やタイヤ剛性の周方向均一性が低下するという点から好ましくない。また、補強繊維の断面形状は、基本的に円形であるが、楕円または三角形などの多角形状のものを用いてもよい。
【0025】
本発明において、上記補強繊維としては、いかなる材質のものを用いてもよく、通常、タイヤ等の補強部材に用いられている各種材料のうちから、適宜選択して用いることが可能である。具体的には例えば、無機繊維としては、スチールフィラメント等の金属繊維やガラス繊維など、有機繊維としては、芳香族ポリアミド繊維や脂肪酸ポリアミド繊維、ポリエステル繊維、ポリパラフェニレンベンゼンオキサゾール繊維、ポリビニルアルコール系合成繊維、炭素繊維などが挙げられる。本発明においては、補強繊維として、上記のうちでも、無機繊維、特にはスチールフィラメントを用いることが好ましい。
【0026】
また、上記補強繊維は、ゴム中に埋設されて補強部材を形成するものであるため、ゴムとの接着性を確保するために、めっきまたは接着剤処理されていることが必要である。すなわち、本発明においては、補強繊維が金属繊維の場合はめっき処理されているもの、補強繊維が有機繊維の場合は接着剤処理されているものを用いる。スチールフィラメント等の金属繊維において、例えば、一般的なCu+Znめっきを施した場合には、めっき中のCuが、補強部材を形成する際にゴムと補強繊維とを接着する役割を担う。金属コード表面にめっき処理が施されていない場合、ゴムと補強繊維とが剥離しやすくなり、補強繊維に沿って剥離の進展が容易に発生してしまう懸念もある。したがって、本発明においては、補強繊維として金属繊維を用いる場合には、めっきされたものを用いることが必要であり、撚り線コードを原料とする場合も、単線がめっきされていることが必要である。なお、金属コードが銅線からなる場合は、銅線そのものが接着効果を持つため、めっき処理は要しない。また、有機繊維等からなる非金属コードの場合には、常法に従い接着剤のディッピング処理を施したものを用いることで、めっきされた金属コードと同様に、ゴムとの間の接着性を確保することが可能である。
【0027】
ここで、補強繊維としての金属繊維表面に設けるめっきとしては、特に制限はなく、ブラスやブロンズ、Cu,Znめっきなどでもよい。なお、補強繊維片12の外表面にめっきが施されていると、補強繊維片12の外表面における摩擦係数は非常に小さな値となるので、容易に滑って流動するものとなる。
【0028】
図示する製造装置は、床面21上に固定された前後方向に延びる固定フレーム22を有しており、この固定フレーム22の下部には、前後方向に延びるメインコンベア23が取り付けられている。このメインコンベア23は、固定フレーム22の前端および後端にそれぞれ回転可能に支持された一対のプーリ24と、これら一対のプーリ24間に掛け渡され前後方向に延びるコンベアベルト25とを有している。ここで、一対のプーリ24のうち、いずれか一方のプーリ24には、図示しないモータ等の駆動機構から駆動力が付与される。その結果、コンベアベルト25の上側に位置する搬送部25aは、前方に向かって走行することが可能となる。この搬送部25aが前方に走行しているとき、搬送部25a上に、図示しない供給手段により後側からゴムシート11Aが供給されると、ゴムシート11Aは、搬送部25aにより下方から支持されながら前方に向かって搬送される。
【0029】
また、固定フレーム22の後端部の上端部には、上刃28と下刃29とからなる切断手段が、支持部30,31を介して取付けられており、下刃29の上部には、補強繊維14を搬送するための搬送部32が配置されている。ここで、補強繊維14は、搬送部32上を、図示しないローラにより繰り出して搬送してもよく、メインコンベア23と同様のコンベアを用いて搬送してもよい。この搬送部32および上記ローラまたはコンベアは、全体として、複数の補強繊維片12をゴムシート11A上に散布して補強繊維片層13を形成するための散布手段を構成する。
【0030】
搬送部32上を機械的に前方に搬送される補強繊維14は、下刃29の前端で、上刃28と下刃29とにより切断されて複数の補強繊維片12となり、ゴムシート11A上に落下する。この下刃29の前端は、メインコンベア23の後端部の直上に位置している。このように、補強繊維14を切断して補強繊維片12とするための切断手段と、切断された補強繊維片12をゴムシート11A上に散布するための散布手段とを一体的に設けて、切断工程と散布工程とを連続して行うものとしたので、あらかじめ補強繊維片に切断しておくものではないために補強繊維片同士が絡み合うことがなく、開繊の必要を生じない。また、一定の速度で補強繊維14を巻き出し、一定の速度で補強繊維14を切断すれば、切断された補強繊維片12を一定の速度で得ることができるので、容易に一定時間に一定量の補強繊維片12を供給することができる。1回の切断量が大量でなければ、補強繊維片同士は絡み合うこともなく、開繊機を通す必要も生じない。したがって、一定の速度で切断した補強繊維12片をゴムシート11A上に散布すれば、均一な密度の補強部材10を容易に得ることができる。
【0031】
ここで、切断により作製される補強繊維片12の量、すなわち、単位時間当たりの補強繊維片12の供給量は、補強繊維14の搬送速度の設定により、所定値に調整される。また、搬送される補強繊維14の本数は、目的とする補強繊維片12の供給量および補強繊維片層13の幅に基づき所定本数とすることができる。
【0032】
搬送部32から落下した補強繊維片12は、後述するガイド体46を介して、ゴムシート11Aに対する補強繊維片12の散布位置Pにおいて、ゴムシート11A上に散布される(ばらまかれる)。上記のような補強繊維片12の散布およびゴムシート11Aの搬送は継続して行われるため、ゴムシート11A上には、複数の補強繊維片12から構成されてゴムシート11Aの長手方向に延びる補強繊維片層13が形成される。
【0033】
このようにゴムシート11A上に複数の補強繊維片12をあらかじめ散布して補強繊維片層13を形成するものとしたので、散布後の補強繊維片12は倒伏した状態で平坦なゴムシート11Aにより下方から支持される。その結果、補強繊維片12の分布を容易に均一とすることができる。また、補強繊維片12の散布、ゴムシート11Aの供給および圧着を行うだけで補強部材10を製造することができるので、装置の製作費を安価とすることもできる。
【0034】
ここで、単位時間当たりの補強繊維片12の供給量(補強繊維14の搬送速度)と、メインコンベア23におけるコンベアベルト25の走行速度との比を変化させれば、成形される補強繊維片層13の目付け量を容易に調節することができる。単位時間当たりの補強繊維片12の供給量をm(g/s)、ゴムシート11A上に形成しようとする補強繊維片層13の幅(目的幅)をd(m)とし、コンベアベルト25の走行速度を速度V(m/s)とすると、本装置により作製できる補強部材10の目付け量ρ(単位面積あたりの重量(g/m2))は、下記式により表される。
ρ=m/Vd
【0035】
なお、本発明においては、ゴムシート11Aを支持台上に載置して静止させる一方、ゴムシート11Aの上方に設置された散布手段をゴムシート11Aの長手方向に移動させながら、散布手段よりゴムシート11A上に補強繊維片12を散布するものとしてもよい。
【0036】
符号46は、上記散布手段とゴムシート11Aとの間に設置されたガイド体を示し、このガイド体46は、固定フレーム22に取付けプレート47を介して取り付けられている。ここで、ガイド体46は、少なくともゴムシート11Aより幅狭であって、上下方向にのみ開口し、内部に通路を有している。また、ガイド体46の、ゴムシート11Aの長手方向に沿う幅は、上端部より下端部で狭く、かつ、上方から下方に向かい漸減する絞り部46Aを有するよう形成されている。このようなガイド体46を配置することで、散布手段により散布された補強繊維片12はガイド体46によりガイドされながらゴムシート11A上に供給されることになるので、補強繊維片12の周囲への飛散が効果的に防止される。また、ガイド体46は、ゴムシート11Aの長手方向に沿う幅が上端部より下端部で狭く、かつ、この幅が上方から下方に向かい漸減する絞り部46Aを有するものとなっているので、補強繊維片12がゴムシート11Aの長手方向に沿う方向に向くことが妨げられ、補強繊維片12はゴムシート11Aの幅方向に配向するものとなる。これにより、ゴムシート11A上の目的の範囲に、すべての補強繊維片12を、一定の配向方向にて散布することが可能となる。
【0037】
図4(a)〜(c)に、ガイド体46のバリエーションを示す。本発明において、ガイド体46は、上下方向にのみ開口し、ゴムシート11Aの長手方向(図中の横方向)に沿う幅が、上端部より下端部で狭く、かつ、上方から下方に向かい漸減する絞り部を有するものであればよい。ゴムシート11Aの長手方向に沿う幅が、散布手段側からゴムシート11A側に向かい漸減する絞り部46Aにより、補強繊維片12の配向方向が、ゴムシート11Aの幅方向に揃えられる。絞り部46Aの形状は、図示するように、ゴムシート11Aの長手方向において左右対称であっても(図中の(a))左右非対称であってもよく(図中の(b),(c))、断面の外形は直線状であっても(図中の(a),(b))曲線状であってもよい(図中の(c))。また、絞り部46Aの傾斜角度θについても、特に制限はないが、この傾斜角度θがあまり小さいと絞り部46Aの上部に補強繊維片12が堆積してしまうので、θが5°以上であることが好ましい。
【0038】
また、ガイド体46は、図示するように、絞り部46Aより下方に、ゴムシート11Aの長手方向に沿う幅が変動しない垂直部46Bを有することが好ましい。絞り部46Aよりゴムシート11A側に、垂直部46Bを設けることで、ゴムシート11Aの幅方向に揃えられた補強繊維片12の配向方向を絞って、この配向方向を維持した状態で、ゴムシート11A上に落とすことができる。垂直部46Bを設けないと、図5に示すように、補強繊維片12の向きが乱れて落ちてしまうことがある。
【0039】
ガイド体46の下端部の、ゴムシート11Aの長手方向における幅dは、補強繊維片12の長さの1.0倍以下、特には0.5倍〜0.8倍であることが好ましい。このガイド体46の幅dが広すぎると、補強繊維片12がゴムシート11Aの長手方向へ動く自由度が増してしまうため、配向方向を制限しにくくなる。このガイド体46の幅dは、補強繊維片12の長さによって好適な範囲が変動する。
【0040】
また、ガイド体46の下端からゴムシート11Aまでの距離h1は、補強繊維片12の長さの1.0倍以下、特には0.5倍〜0.9倍であることが好ましい。補強繊維片12は落下したときにランダムな方向に飛び跳ねてしまうので、その際、距離h1が大きすぎると、跳ねた補強繊維片12の向きを制限することが困難となる。よって、距離h1は必要以上に大きくしないことが好ましい。この距離h1も、補強繊維片12の長さによって好適な範囲が変動する。
【0041】
さらに、垂直部46Bの長さh2は、補強繊維片12の長さの0.8倍以上、特には1.0倍〜1.5倍であることが好ましい。上述したように、垂直部46Bを設けることは、補強繊維片12の配向方向を制約するために重要であり、垂直部46Bを設ける場合、ある程度の長さがあることが望ましいが、一方で、垂直部46Bの長さh2が長くなると、補強繊維片12の落下時の位置エネルギーが増して、ゴムシート11A表面に落下したときに飛び跳ねる力も増してしまう。これらの観点から、垂直部46Bの長さh2については、上記範囲とすることが好ましい。この距離h2も、補強繊維片12の長さによって好適な範囲が変動する。
【0042】
また、本発明においては、補強繊維片層13の目付け量を調節するために、ガイド体46内に磁場または電場を発生する発生手段を設置したり、複数のスリットが形成された調節板を設置することもできる。
【0043】
符号50は、散布手段より前方で固定フレーム22の上端に取り付けられた支持台であり、この支持台50には、長尺で連続したゴムシート11Bが多数回ロール状に巻取られた巻きロール51が、回転可能に支持されている。この巻きロール51から巻出されたゴムシート11Bは、巻きロール51の直下において固定フレーム22に回転可能に支持された複数のガイドローラ52によりガイドされながら、散布位置Pより前方に位置する供給位置D(ゴムシート11Aに対するゴムシート11Bの供給位置)に上方から供給され、この供給位置Dにおいてゴムシート11A上に重ね合わされ、このとき、補強繊維片層13は、ゴムシート11A,11B間に介装される。
【0044】
上記支持台50、巻きロール51およびガイドローラ52は、全体として、ゴムシート11A上にゴムシート11Bを供給して重ね合わせ、これらゴムシート11A,11B間に補強繊維片層13を介装する供給手段53を構成する。なお、本発明においては、メインコンベア23にゴムシート11A,11Bを供給する供給手段として、押出し機やカレンダーロール装置を用いてもよく、この場合には、成形直後の温度の高いゴムシート11A,11Bがメインコンベア23に供給される。
【0045】
符号56は、供給位置Dの直前に設置された圧着手段であり、この圧着手段56は上下に離れた2対の上ローラ57および下ローラ58を有し、これら2対の上下ローラ57,58は、前後方向に所定距離離れて配置されている。これら2個の上ローラ57は、いずれも両端部が固定フレーム22に回転可能に支持されるとともに、ゴムシート11Aに重ね合わされたゴムシート11Bの上面に押圧状態で転がり接触している。一方、2個の下ローラ58は、いずれも両端部が固定フレーム22にフリー回転可能に支持されるとともに、コンベアベルト25の搬送部25aの下面に押圧状態で転がり接触している。
【0046】
また、上ローラ57には、図示しない駆動機構から駆動力が付与されており、これにより、上ローラ57はコンベアベルト25の走行速度(ゴムシート11A等の搬送速度)と周速が同一速度で駆動回転する。この結果、これら2対の上下ローラ57,58間を、重ね合わされた直後の補強繊維片層13およびゴムシート11A,11Bが通過すると、ゴムシート11A,11Bは補強繊維片層13を間に介装した状態で互いに押付けられて圧着され、これにより補強部材10が製造される。
【0047】
ここで、上記上下ローラ57,58は、50〜100℃の範囲内の温度まで加熱することが好ましい。その理由は、この温度範囲に上下ローラ57,58を加熱すると、ゴムシート11A,11Bの加硫を進行させることなくゴムシート11A,11Bのゴムを可塑化させて、補強繊維片12間の間隙に流動侵入させ、各補強繊維片12の外表面全域にゴムを密着させることができるからである。なお、本発明においては、圧着手段として、加熱媒体を供給または排出することにより膨張または収縮するブラダを用いてもよく、この場合には、このブラダの膨張により、ゴムシート11A,11B同士を押し付けて圧着する。
【0048】
上記散布位置Pと供給位置Dとの間において、ゴムシート11Aおよび補強繊維片層13の直上には、プーリ24に平行で外周に複数の突起61を有する回転可能な絡み合わせローラ62が配置されている。一方、この絡み合わせローラ62の直下には、絡み合わせローラ62と平行でコンベアベルト25の搬送部25aの下面に転がり接触する支持ローラ63が設置され、この支持ローラ63は、ゴムシート11Aを搬送部25aを介して下方から支持している。これら絡み合わせローラ62および支持ローラ63の軸方向両端部は固定フレーム22に回転可能に支持されているが、絡み合わせローラ62には図示しない駆動機構から駆動力が付与されており、その結果、絡み合わせローラ62は、突起61の先端における周速がコンベアベルト25の走行速度と同一の速度で駆動回転する。
【0049】
このように絡み合わせローラ62が回転すると、突起61の先端部はメインコンベア23により搬送されている補強繊維片層13の一部をゴムシート11A側に押し込んで、一部の補強繊維片12を変形させ、一部の補強繊維片12同士を部分的に絡み合わせる。その結果、ゴムシート11A上での補強繊維片12の位置が安定して、前述のように補強繊維片12の摩擦係数が小さくても、ゴムシート11Aの両側端から補強繊維片12が移動して落下する(滑り落ちる)ことを強力に抑制することができる。ここで、突起61の半径方向長さは、1〜100mmの範囲内とすることが好ましい。
【0050】
符号66は、散布位置Pと供給位置Dとの間、ここでは絡み合わせローラ62と供給位置Dとの間に設置された押し潰しローラであり、この押し潰しローラ66は、絡み合わせローラ62と平行に延びるとともに、その軸方向両端部が固定フレーム22に回転可能に支持されている。押し潰しローラ66には前記駆動機構から駆動力が付与されており、その結果、この押し潰しローラ66は、その外表面における周速がコンベアベルト25の走行速度と同一の速度で回転することができる。また、押し潰しローラ66の外表面には、ローレット掛けやショットブラスト加工等によりある程度の凹凸が形成され、これにより押し潰しローラ66と補強繊維片層13との間の摩擦係数が高くなって、これらの間の滑りが抑制される。
【0051】
一方、押し潰しローラ66の直下には、押し潰しローラ66と平行に、コンベアベルト25の搬送部25aの下面に転がり接触する支持ローラ67が設置されている。この支持ローラ67は、ゴムシート11Aを搬送部25aを介して下方から支持するとともに、その軸方向両端部が固定フレーム22に回転可能に支持されている。この押し潰しローラ66は、ゴムシート11Aおよび補強繊維片層13が押し潰しローラ66と支持ローラ67との間を通過するとき、補強繊維片層13をゴムシート11Aに押し付けて、補強繊維片層13を厚さ方向に全体的に若干押し潰す。
【0052】
これにより、ゴムシート11A上での補強繊維片12の位置がさらに安定し、その結果、前述のように補強繊維片12の摩擦係数が小さくても、ゴムシート11A上での補強繊維片12の移動、特に、ゴムシート11Aの両側端からの落下を強力に抑制することができる。なお、本発明においては、絡み合わせローラ62を、上記とは逆に押し潰しローラ66の前方に設置するようにしてもよい。
【0053】
また、図示はしないが、本発明においては、さらに、ゴムシート11Aを振動させるための振動発生機構を設けることが好ましい。すなわち、ゴムシート11Aを搬送するメインコンベア23に、振動発生装置を配置することが好ましい。ゴムシート11A上に落下した補強繊維片12は、高密度になればなるほど、周囲の補強繊維片12と塊を作りやすくなり、このような塊は、密度の不均一の原因となる。本発明では、メインコンベア23に振動発生装置を配置して、コンベアベルト25に振動を与え、上記散布工程において、ゴムシート11Aを振動させることで、補強繊維片12の塊化を解消することができる。振動発生機構は、例えば、コンベアベルト25の内側に配置することができ、その振動方向は、ゴムシート11Aの幅方向とすることができる。この際の振動周波数は、好適には1Hz〜1kHz、より好適には1Hz〜1000Hz、さらに好適には10Hz〜100Hzの範囲である。振動周波数が1Hz以下では、振動のエネルギーが少なく、補強繊維片12が動きにくい。一方、振動周波数が高すぎると、エネルギーが強すぎて補強繊維片12が周囲に飛び散ってしまうおそれがある。
【0054】
次に、本発明の作用について説明する。
上述のような補強部材10を製造するには、まず、搬送部32により補強繊維14を固定フレーム22方向に送り出す。このとき、メインコンベア23にはゴムシート11Aが後側から供給されるが、このようにメインコンベア23に供給されたゴムシート11Aは搬送部25aの前方への走行により、搬送部25aにより下方から支持されながら前方に向かって搬送される。
【0055】
ここで、補強繊維14は、下刃29の前端で、上刃28と下刃29とにより切断されて複数の補強繊維片12となり、ゴムシート11A上に落下する。このとき、補強繊維14の搬送速度により、単位時間当たりの補強繊維片12の供給量が所定値に調整される。落下した補強繊維片12は、ゴムシート11A上の、ここでは散布位置Pに、ゴムシートの幅方向には若干広がりながら落下して、均一に散布される。このように補強繊維片12のゴムシート11A上への散布を、ゴムシート11Aの上方から補強繊維片12を落下させることで行うようにすれば、補強繊維片12を容易かつ確実にゴムシート11A上に散布することができる。
【0056】
落下途中において補強繊維片12はガイド体46によりガイドされ、補強繊維片12の両側方への飛散が効果的に防止される。また、補強繊維片12は、ガイド体46の、ゴムシート11Aの長手方向に沿う幅が上方から下方に向かい漸減する絞り部46A、および、さらには、その後の垂直部46Bにより、配向方向をゴムシート11Aの幅方向に揃えられ、絞られて、ゴムシート11A上に、一定の配向方向にて、均一に落下する。さらに、コンベアベルト25に振動を付与してゴムシート11Aを振動させれば、補強繊維片12の塊化をより効果的に抑制することができる。補強繊維片12の散布およびゴムシート11Aの搬送は継続して行われるため、ゴムシート11A上にはゴムシート11Aの長手方向に延びる多数本の補強繊維片12から構成された補強繊維片層13が形成される。
【0057】
その後、上記補強繊維片層13は、コンベアベルト25の走行によりゴムシート11Aとともに前方に向かって搬送され、絡み合わせローラ62および支持ローラ63間を通過するが、このとき、絡み合わせローラ62の突起61の先端部が補強繊維片層13の一部をゴムシート11A側に押し込んで、一部の補強繊維片12を変形させ、一部の補強繊維片12同士を部分的に絡み合わせてゴムシート11A上での補強繊維片12の位置を安定させる。
【0058】
次に、ゴムシート11Aおよび補強繊維片層13は、コンベアベルト25により搬送されて押し潰しローラ66および支持ローラ67に供給されるが、これら押し潰しローラ66および支持ローラ67間をゴムシート11Aおよび補強繊維片層13が通過する際、押し潰しローラ66は補強繊維片層13をゴムシート11Aに押し付けて、補強繊維片層13を厚さ方向に全体的に若干押し潰し、ゴムシート11A上での補強繊維片12の位置をさらに安定させる。
【0059】
ゴムシート11Aおよび補強繊維片層13がコンベアベルト25により供給位置Dまで搬送されると、供給手段53の巻きロール51から巻出されたゴムシート11Bが上方からゴムシート11A上に供給されて重ね合わされ、これにより、補強繊維片層13がゴムシート11A,11B間に介装される。その後、このようなゴムシート11A,11Bおよび補強繊維片層13は、コンベアベルト25により上下ローラ57,58に供給される。これら上下ローラ57,58間をゴムシート11A,11Bおよび補強繊維片層13が通過する際、ゴムシート11A,11Bは、間に補強繊維片層13が介装された状態で互いに押付けられて圧着され、補強部材10が製造される。
【0060】
このとき、上下ローラ57,58は前述の温度範囲に加熱されているので、ゴムシート11A,11Bのゴムは可塑化して補強繊維片12間の間隙に流動侵入し、各補強繊維片12の外表面全域にゴムが密着する。このようにして製造された補強部材10は加硫されるとともに、所定長さに切断され、上述したような用途に用いられる。
【実施例】
【0061】
以下、本発明を、実施例を用いてより詳細に説明する。
図1,2に示すような装置を用いて、下記表中に示す条件に従い、一対の帯状未加硫ゴムシート(各厚み0.5mm)間に、スチールフィラメント(線径0.15mm)を所定長に切断した複数の補強繊維片からなる補強繊維片層が介装されてなる補強部材を製造した。ガイド体としては、各実施例については、図4(a)に示すような形状のものを用い、比較例については、ゴムシートの長手方向に沿う幅が、上端部から下端部まで同一であるものを用いた。また、一対のゴムシートの圧着時の条件は、圧力2MPa,80℃,60secとした。
【0062】
<密度μの算出方法>
得られた各補強部材を10mm角の正方形に切断して、重量分布を評価した。具体的には、一度に1000個以上のサンプルを取得して、各サンプルの重量miを計量した。これを用いて、下記式に従い平均値μを求めた。その結果を、下記の表中に併せて示す。
(式中、Mrubber:サンプルを作製するのに使用したゴムの重量、N:切り出したサンプルの数)
【0063】
<角度の標準偏差>
図6に示すように、得られた各補強部材における補強繊維片12の配向方向のゴムシートの幅方向となす角度θiを測定して、下記式に従い平均値θaveを求めた。
また、下記式に従い標準偏差θσを求めた。この標準偏差θσが15°以内であれば、配向性は良好である。
【0064】
【表1】
【0065】
【表2】
【0066】
上記表中に示すように、比較例1では、補強繊維片の角度の標準偏差がかなり大きい。理想的なランダム散布では標準偏差は60°となるので、比較例1において補強繊維片は、ランダムに散布されていることがわかる。これと比較すると、各実施例では配向性が大幅に向上しており、特に実施例1〜4および実施例6〜9では、良好な配向性が得られている。また、実施例1,6では、それぞれ実施例2,7よりガイド体の出口側の幅を狭くしているが、狭くした効果が飽和しており、配向性の点では実施例2,7ととあまり変わらないことがわかる。この結果より、補強繊維片の長さを変えた場合でも、これに基づきガイド体の出口側の幅、ガイド体下端からゴムシート表面までの距離、および、垂直部の長さを設定することで、良好な配向性が得られることが確かめられた。
【符号の説明】
【0067】
10 補強部材
11A,11B 帯状未加硫ゴムシート
12 補強繊維片
13 補強繊維片層
14 補強繊維
21 床面
22 固定フレーム
23 メインコンベア
24 プーリ
25 コンベアベルト
25a 搬送部
28 上刃
29 下刃
30,31 支持部
32 搬送部
46 ガイド体
46A 絞り部
46B 垂直部
47 取付けプレート
50 支持台
51 巻きロール
52 ガイドローラ
53 供給手段
56 圧着手段
57 上ローラ
58 下ローラ
61 突起
62 絡み合わせローラ
63 支持ローラ
66 押し潰しローラ
67 支持ローラ
【特許請求の範囲】
【請求項1】
一対の帯状未加硫ゴムシート間に、補強繊維を所定長に切断した複数の補強繊維片からなる補強繊維片層が介装されてなる補強部材の製造方法であって、
前記補強繊維を切断して前記複数の補強繊維片を作製する切断工程と、長手方向に延びる前記帯状未加硫ゴムシートの一方の上方から、該一方の帯状未加硫ゴムシート上に前記補強繊維片を散布して前記補強繊維片層を形成する散布工程と、該一方の帯状未加硫ゴムシート上に、前記帯状未加硫ゴムシートの他方を供給して重ね合わせ、該一方および他方の帯状未加硫ゴムシート間に前記補強繊維片層を介装させる供給工程と、該一方および他方の帯状未加硫ゴムシート同士を互いに押付けて圧着する圧着工程とを含み、
前記切断工程と前記散布工程とを連続して行うとともに、該散布工程において、前記補強繊維片を、上下方向にのみ開口するガイド体を介して散布するにあたり、該ガイド体として、該一方の帯状未加硫ゴムシートの長手方向に沿う幅が上端部より下端部で狭く、かつ、該幅が上方から下方に向かい漸減する絞り部を有するものを用いることを特徴とする補強部材の製造方法。
【請求項2】
前記ガイド体として、前記絞り部より下方に、前記一方の帯状未加硫ゴムシートの長手方向に沿う幅が変動しない垂直部を有するものを用いる請求項1記載の補強部材の製造方法。
【請求項3】
前記散布工程において、前記一方の帯状未加硫ゴムシートを振動させる請求項1または2記載の補強部材の製造方法。
【請求項4】
前記一方の帯状未加硫ゴムシートを振動周波数1Hz〜1kHzにて振動させる請求項3記載の補強部材の製造方法。
【請求項5】
前記ガイド体として、該ガイド体の下端部の、前記一方の帯状未加硫ゴムシートの長手方向における幅dが、前記補強繊維片の長さの1.0倍以下であるものを用いる請求項1〜4のうちいずれか一項記載の補強部材の製造方法。
【請求項6】
一対の帯状未加硫ゴムシート間に、補強繊維を所定長に切断した複数の補強繊維片からなる補強繊維片層が介装されてなる補強部材の製造装置であって、
前記補強繊維を切断して前記複数の補強繊維片を作製する切断手段と、長手方向に延びる前記帯状未加硫ゴムシートの一方の上方から、該一方の帯状未加硫ゴムシート上に前記補強繊維片を散布して前記補強繊維片層を形成する散布手段と、該一方の帯状未加硫ゴムシート上に、前記帯状未加硫ゴムシートの他方を供給して重ね合わせ、該一方および他方の帯状未加硫ゴムシート間に前記補強繊維片層を介装させる供給手段と、該一方および他方の帯状未加硫ゴムシート同士を互いに押付けて圧着する圧着手段とを含み、
前記切断手段と前記散布手段とが一体的に設けられ、該散布手段と前記一方の帯状未加硫ゴムシートとの間に、上下方向にのみ開口するガイド体が設置され、該ガイド体の、該一方の帯状未加硫ゴムシートの長手方向に沿う幅が上端部より下端部で狭く、かつ、該幅が上方から下方に向かい漸減する絞り部を有することを特徴とする補強部材の製造装置。
【請求項7】
前記ガイド体が、前記絞り部より下方に、前記一方の帯状未加硫ゴムシートの長手方向に沿う幅が変動しない垂直部を有する請求項6記載の補強部材の製造装置。
【請求項8】
前記一方の帯状未加硫ゴムシートを振動させる振動発生機構を備える請求項6または7記載の補強部材の製造装置。
【請求項9】
前記振動発生機構の振動周波数が1Hz〜1kHzの範囲である請求項8記載の補強部材の製造装置。
【請求項10】
前記ガイド体の下端部の、前記一方の帯状未加硫ゴムシートの長手方向における幅dが、前記補強繊維片の長さの1.0倍以下である請求項6〜9のうちいずれか一項記載の補強部材の製造装置。
【請求項1】
一対の帯状未加硫ゴムシート間に、補強繊維を所定長に切断した複数の補強繊維片からなる補強繊維片層が介装されてなる補強部材の製造方法であって、
前記補強繊維を切断して前記複数の補強繊維片を作製する切断工程と、長手方向に延びる前記帯状未加硫ゴムシートの一方の上方から、該一方の帯状未加硫ゴムシート上に前記補強繊維片を散布して前記補強繊維片層を形成する散布工程と、該一方の帯状未加硫ゴムシート上に、前記帯状未加硫ゴムシートの他方を供給して重ね合わせ、該一方および他方の帯状未加硫ゴムシート間に前記補強繊維片層を介装させる供給工程と、該一方および他方の帯状未加硫ゴムシート同士を互いに押付けて圧着する圧着工程とを含み、
前記切断工程と前記散布工程とを連続して行うとともに、該散布工程において、前記補強繊維片を、上下方向にのみ開口するガイド体を介して散布するにあたり、該ガイド体として、該一方の帯状未加硫ゴムシートの長手方向に沿う幅が上端部より下端部で狭く、かつ、該幅が上方から下方に向かい漸減する絞り部を有するものを用いることを特徴とする補強部材の製造方法。
【請求項2】
前記ガイド体として、前記絞り部より下方に、前記一方の帯状未加硫ゴムシートの長手方向に沿う幅が変動しない垂直部を有するものを用いる請求項1記載の補強部材の製造方法。
【請求項3】
前記散布工程において、前記一方の帯状未加硫ゴムシートを振動させる請求項1または2記載の補強部材の製造方法。
【請求項4】
前記一方の帯状未加硫ゴムシートを振動周波数1Hz〜1kHzにて振動させる請求項3記載の補強部材の製造方法。
【請求項5】
前記ガイド体として、該ガイド体の下端部の、前記一方の帯状未加硫ゴムシートの長手方向における幅dが、前記補強繊維片の長さの1.0倍以下であるものを用いる請求項1〜4のうちいずれか一項記載の補強部材の製造方法。
【請求項6】
一対の帯状未加硫ゴムシート間に、補強繊維を所定長に切断した複数の補強繊維片からなる補強繊維片層が介装されてなる補強部材の製造装置であって、
前記補強繊維を切断して前記複数の補強繊維片を作製する切断手段と、長手方向に延びる前記帯状未加硫ゴムシートの一方の上方から、該一方の帯状未加硫ゴムシート上に前記補強繊維片を散布して前記補強繊維片層を形成する散布手段と、該一方の帯状未加硫ゴムシート上に、前記帯状未加硫ゴムシートの他方を供給して重ね合わせ、該一方および他方の帯状未加硫ゴムシート間に前記補強繊維片層を介装させる供給手段と、該一方および他方の帯状未加硫ゴムシート同士を互いに押付けて圧着する圧着手段とを含み、
前記切断手段と前記散布手段とが一体的に設けられ、該散布手段と前記一方の帯状未加硫ゴムシートとの間に、上下方向にのみ開口するガイド体が設置され、該ガイド体の、該一方の帯状未加硫ゴムシートの長手方向に沿う幅が上端部より下端部で狭く、かつ、該幅が上方から下方に向かい漸減する絞り部を有することを特徴とする補強部材の製造装置。
【請求項7】
前記ガイド体が、前記絞り部より下方に、前記一方の帯状未加硫ゴムシートの長手方向に沿う幅が変動しない垂直部を有する請求項6記載の補強部材の製造装置。
【請求項8】
前記一方の帯状未加硫ゴムシートを振動させる振動発生機構を備える請求項6または7記載の補強部材の製造装置。
【請求項9】
前記振動発生機構の振動周波数が1Hz〜1kHzの範囲である請求項8記載の補強部材の製造装置。
【請求項10】
前記ガイド体の下端部の、前記一方の帯状未加硫ゴムシートの長手方向における幅dが、前記補強繊維片の長さの1.0倍以下である請求項6〜9のうちいずれか一項記載の補強部材の製造装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−245653(P2012−245653A)
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2011−117475(P2011−117475)
【出願日】平成23年5月25日(2011.5.25)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成23年5月25日(2011.5.25)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]