
製函機の屑処理装置
【課題】 現在段ボール工場の製函ラインの屑搬送は、設備コストや設備工事面のメリットがあるため電力消費量の多い空気搬送方式を採用しており、製函機が運転状態にあれば屑が流れて来ない場合や少ない場合にもファンやカッタブロアは定回転運転しており、省エネ、二酸化炭素排出量の低減になっていない。
【解決手段】 製函機から可変速のコンベア4に落下する段ボール屑を検知すべくセンサ1を設け、さらに段ボール屑を圧縮して減容化する可変速の減容ロール5およびモータの回転数を制御すべくインバータ2を制御盤3内に持つ。
【解決手段】 製函機から可変速のコンベア4に落下する段ボール屑を検知すべくセンサ1を設け、さらに段ボール屑を圧縮して減容化する可変速の減容ロール5およびモータの回転数を制御すべくインバータ2を制御盤3内に持つ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製函機の屑処理に関するものである。
【背景技術】
【0002】
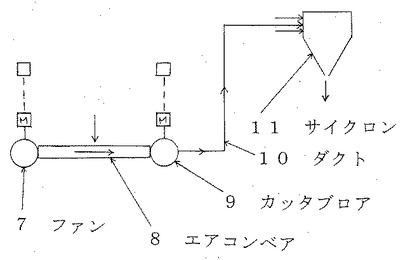
段ボール製造工場で、製函機で段ボールシートを加工する時に段ボールの屑が発生する場合があるが、図2に示すように製函機の下に設けたエアコンベア(8)用ファン(7)による空気搬送で1ヶ所に集めた後、カッタブロア(9)で破砕し、ダクト(10)の中をサイクロン(11)まで空気搬送している。 段ボール屑は嵩比重が小さいので、図示しない油圧駆動の屑締機でサイクロン11下から排出される屑を圧縮後効率的に輸送して、製紙のパルパーに入れて段ボール原紙にして再利用する。 ファン7やカッタブロア9は電動モータで駆動し、製函機の運転、停止時に電源スイッチを人が入り切りしている。 カッタブロア7は屑を破砕し空気搬送するためモータの電気容量は特に大きい。 一方製品の小口化が進んでおり、製函機の印版や抜き型等の交換の頻度も多いので実際の加工時間は必ずしも長くないが、その都度スイッチの入り切りをするのが面倒であり、スイッチを入れ忘れると屑が詰まりトラブルになり復旧が非常に大変なので、ファン7やカッタブロア9のスイッチは入れたままで連続稼動している場合がある。 通常製函機の数だけ上記の屑搬送ラインがあり、段ボール工場の電力消費量ではかなりの比率を占める。
【発明の開示】
【発明が解決しようとする課題】
【0003】
現在、屑搬送は通常電力消費量の多い空気搬送方式を採用しているが、ダクトを引くだけで搬送できるのでフレキシブルに施行でき、比較的安価である上にダクトサイズとカッタブロアを大き目にしておけばトラブル後の対応も比較的容易である。 空気搬送方式は基本的に電力を食うが以前は上記のメリットが優先され、あまり省エネや地球環境の負荷低減という観点で考えていなかった。 しかし最近は2020年度までに二酸化炭素排出量25%削減が命題になっており、価値観が大幅に変わり優先順位が変った。 多電力消費の空気搬送方式をやめるかできるだけ限定的に使用するのが得策であり、電力の低減が省エネ、二酸化炭素排出量の削減のみならず契約電力の低減や電力コスト削減にもなる。
【課題を解決するための手段】
【0004】
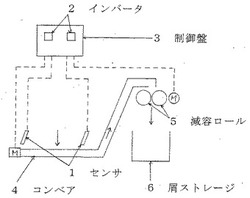
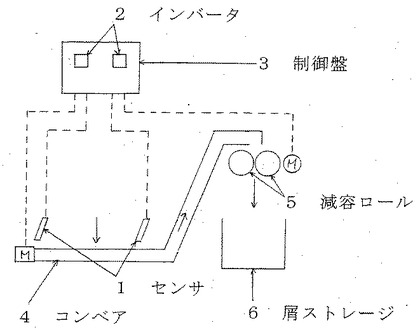
電力使用量の少ないメカニカルな装置によって減容化した段ボール屑を屑発生時のみ、しかもその負荷に応じてコンベア4と減容ロール5の駆動モータの回転数を制御し、屑ストレージ(6)に回収する。 製函機からコンベア4に落下してくる段ボール屑を検知すべく広い検出巾を持ったセンサ1を設け、屑の発生状況を把握すると同時に、空間が多い段ボール屑を1/5程度に圧縮、減容化すべく減容ロール5を設け、一方負荷によりコンベア4および減容ロール5のモータの回転数を制御すべくインバータ2を制御盤3内に持つ。 減容ロール5以降は、工場の規模や仕事の内容により種々あるので実施例に記載する。
【発明の効果】
【0005】
屑の発生状況に応じて、待機したり、制御盤3内のインバータ2で回転数を制御することにより、コンベア4および減容ロール5が無駄な電力を消費しないで必要電力による適正な運転を行なうことができるので、消費電力を押え省エネになると同時に、温暖化ガスである二酸化炭素の排出量を減少させることができる。 また装置もシンプルでコンベア4や減容ロールも簡単に清掃、メンテナンスをしやすいものにできるので、導入しやすい。
【発明を実施するため最良の形態】
【0006】
図1に本発明に基づいた製函機の屑処理システムの概念図を示す。 製函機のダイカッタ、スロッタ等で発生した段ボール屑は落下し、ベルトコンベアのような連続した電動コンベア4に入り駆動側に送られ減容ロール5に入り圧縮しながら屑ストレージ6に入る。コンベア4に落下する屑をエリアセンサのように巾を持ったセンサ1で検出する。 屑の検知頻度により概略運転状態が把握でき信号はコンベア4および減容ロール5の運転の制御に利用する。すなわち屑の検知頻度が低ければ加工していないか試刷り運転と判断し、ある時間経過すればモータの回転数を下げ、さらに時間が経過すれば停止し待機させる。
試刷り運転後、実運転に入ると屑の量が増えるのでインバータ2でコンベア4と減容ロール5の回転数を上げて処理量を増やす。
【実施例1】
【0007】
図1の概念図になるが、製函が1ラインの小型工場の場合では例えば、屑ストレージ6の圧縮された段ボール屑を回収し、トラックで搬送し製紙工場に搬送しパルパーに投入し段ボール原紙に再利用する。
【実施例2】
【0008】
製函が複数ラインある場合では例えば、屑ストレージ6に車輪を付け圧縮された段ボール屑を回収し、図示しないシュレッダにかけ破砕し空気搬送によりダクトを経由しサイクロンで回収し、油圧式の屑締機でさらに減容化し搬送効率を上げ、製紙工場に搬送しパルパーに投入し段ボール原紙に再利用する。
【0009】
製函が複数ラインある場合で例えば自動化し、屑ストレージ6の代わりに図示しないコンベアで圧縮された段ボール屑を回収し、シュレッダに自動投入し破砕後空気搬送によりダクトを経由しサイクロンで回収し、油圧式の屑締機でさらに減容化し搬送効率を上げ、製紙工場に搬送しパルパーに投入し段ボール原紙に再利用する。
【産業上の利用可能性】
【0010】
本発明の屑処理装置は、きめの細かい制御を行ない電力の無駄と二酸化炭素の排出量を極力押えようとするもので、従来の消費電力量が大きいので効果も大きいと考えられる。
【図面の簡単な説明】
【0011】
【図1】 本発明の実施例1の概念図である。
【図2】 従来の概念図である。
【符号の説明】
【0012】
1 センサ
2 インバータ
3 制御盤
4 コンベア
5 減容ロール
6 屑ストレージ
7 ファン
8 エアコンベア
9 カッタブロア
10 ダクト
11 サイクロン
【技術分野】
【0001】
本発明は、製函機の屑処理に関するものである。
【背景技術】
【0002】
段ボール製造工場で、製函機で段ボールシートを加工する時に段ボールの屑が発生する場合があるが、図2に示すように製函機の下に設けたエアコンベア(8)用ファン(7)による空気搬送で1ヶ所に集めた後、カッタブロア(9)で破砕し、ダクト(10)の中をサイクロン(11)まで空気搬送している。 段ボール屑は嵩比重が小さいので、図示しない油圧駆動の屑締機でサイクロン11下から排出される屑を圧縮後効率的に輸送して、製紙のパルパーに入れて段ボール原紙にして再利用する。 ファン7やカッタブロア9は電動モータで駆動し、製函機の運転、停止時に電源スイッチを人が入り切りしている。 カッタブロア7は屑を破砕し空気搬送するためモータの電気容量は特に大きい。 一方製品の小口化が進んでおり、製函機の印版や抜き型等の交換の頻度も多いので実際の加工時間は必ずしも長くないが、その都度スイッチの入り切りをするのが面倒であり、スイッチを入れ忘れると屑が詰まりトラブルになり復旧が非常に大変なので、ファン7やカッタブロア9のスイッチは入れたままで連続稼動している場合がある。 通常製函機の数だけ上記の屑搬送ラインがあり、段ボール工場の電力消費量ではかなりの比率を占める。
【発明の開示】
【発明が解決しようとする課題】
【0003】
現在、屑搬送は通常電力消費量の多い空気搬送方式を採用しているが、ダクトを引くだけで搬送できるのでフレキシブルに施行でき、比較的安価である上にダクトサイズとカッタブロアを大き目にしておけばトラブル後の対応も比較的容易である。 空気搬送方式は基本的に電力を食うが以前は上記のメリットが優先され、あまり省エネや地球環境の負荷低減という観点で考えていなかった。 しかし最近は2020年度までに二酸化炭素排出量25%削減が命題になっており、価値観が大幅に変わり優先順位が変った。 多電力消費の空気搬送方式をやめるかできるだけ限定的に使用するのが得策であり、電力の低減が省エネ、二酸化炭素排出量の削減のみならず契約電力の低減や電力コスト削減にもなる。
【課題を解決するための手段】
【0004】
電力使用量の少ないメカニカルな装置によって減容化した段ボール屑を屑発生時のみ、しかもその負荷に応じてコンベア4と減容ロール5の駆動モータの回転数を制御し、屑ストレージ(6)に回収する。 製函機からコンベア4に落下してくる段ボール屑を検知すべく広い検出巾を持ったセンサ1を設け、屑の発生状況を把握すると同時に、空間が多い段ボール屑を1/5程度に圧縮、減容化すべく減容ロール5を設け、一方負荷によりコンベア4および減容ロール5のモータの回転数を制御すべくインバータ2を制御盤3内に持つ。 減容ロール5以降は、工場の規模や仕事の内容により種々あるので実施例に記載する。
【発明の効果】
【0005】
屑の発生状況に応じて、待機したり、制御盤3内のインバータ2で回転数を制御することにより、コンベア4および減容ロール5が無駄な電力を消費しないで必要電力による適正な運転を行なうことができるので、消費電力を押え省エネになると同時に、温暖化ガスである二酸化炭素の排出量を減少させることができる。 また装置もシンプルでコンベア4や減容ロールも簡単に清掃、メンテナンスをしやすいものにできるので、導入しやすい。
【発明を実施するため最良の形態】
【0006】
図1に本発明に基づいた製函機の屑処理システムの概念図を示す。 製函機のダイカッタ、スロッタ等で発生した段ボール屑は落下し、ベルトコンベアのような連続した電動コンベア4に入り駆動側に送られ減容ロール5に入り圧縮しながら屑ストレージ6に入る。コンベア4に落下する屑をエリアセンサのように巾を持ったセンサ1で検出する。 屑の検知頻度により概略運転状態が把握でき信号はコンベア4および減容ロール5の運転の制御に利用する。すなわち屑の検知頻度が低ければ加工していないか試刷り運転と判断し、ある時間経過すればモータの回転数を下げ、さらに時間が経過すれば停止し待機させる。
試刷り運転後、実運転に入ると屑の量が増えるのでインバータ2でコンベア4と減容ロール5の回転数を上げて処理量を増やす。
【実施例1】
【0007】
図1の概念図になるが、製函が1ラインの小型工場の場合では例えば、屑ストレージ6の圧縮された段ボール屑を回収し、トラックで搬送し製紙工場に搬送しパルパーに投入し段ボール原紙に再利用する。
【実施例2】
【0008】
製函が複数ラインある場合では例えば、屑ストレージ6に車輪を付け圧縮された段ボール屑を回収し、図示しないシュレッダにかけ破砕し空気搬送によりダクトを経由しサイクロンで回収し、油圧式の屑締機でさらに減容化し搬送効率を上げ、製紙工場に搬送しパルパーに投入し段ボール原紙に再利用する。
【0009】
製函が複数ラインある場合で例えば自動化し、屑ストレージ6の代わりに図示しないコンベアで圧縮された段ボール屑を回収し、シュレッダに自動投入し破砕後空気搬送によりダクトを経由しサイクロンで回収し、油圧式の屑締機でさらに減容化し搬送効率を上げ、製紙工場に搬送しパルパーに投入し段ボール原紙に再利用する。
【産業上の利用可能性】
【0010】
本発明の屑処理装置は、きめの細かい制御を行ない電力の無駄と二酸化炭素の排出量を極力押えようとするもので、従来の消費電力量が大きいので効果も大きいと考えられる。
【図面の簡単な説明】
【0011】
【図1】 本発明の実施例1の概念図である。
【図2】 従来の概念図である。
【符号の説明】
【0012】
1 センサ
2 インバータ
3 制御盤
4 コンベア
5 減容ロール
6 屑ストレージ
7 ファン
8 エアコンベア
9 カッタブロア
10 ダクト
11 サイクロン
【特許請求の範囲】
【請求項1】
製函機から可変速のコンベア(4)に落下する段ボール屑を検知すべくセンサ(1)を設け、さらに段ボール屑を圧縮して減容化する可変速の減容ロール(5)およびモータの回転数を制御すべくインバータ(2)を制御盤(3)内に持った屑処理装置。
【請求項1】
製函機から可変速のコンベア(4)に落下する段ボール屑を検知すべくセンサ(1)を設け、さらに段ボール屑を圧縮して減容化する可変速の減容ロール(5)およびモータの回転数を制御すべくインバータ(2)を制御盤(3)内に持った屑処理装置。
【図1】


【図2】
【図2】
【公開番号】特開2011−213088(P2011−213088A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−95453(P2010−95453)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(594087115)富士キネティックス株式会社 (26)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(594087115)富士キネティックス株式会社 (26)
【Fターム(参考)】
[ Back to top ]