
製品を包装する方法
【課題】特に水分の多い製品の包装において、液体が包装から漏れ出すことのない包装方法を提供する。
【解決手段】包装材10を製品の外面に配置すると同時に折り目を形成して、前記製品が包装材10によって包囲し、下側領域18に隣接するところで包装材10を折りたたむと同時に側面領20域及び端面領域22を形成して、一つの側で開口した容器が形成されるようにする方法であって、互いに対向して位置する製品側面の領域において、一つの側で開口した容器の縁を越えて突出する包装材の部分が互いの上にかかるまで折りたたまれると同時に、互いに接触して第一の封止領域において互いとで封止されるまで製品上側を覆い、第二及び第三の封止領域において、互いに対向して位置する端面領域22において製品から外に突出する包装材10の部分が、包装材10の上側領域26及び側面領域20から製品から外に突出する包装材10の領域によって封止される。
【解決手段】包装材10を製品の外面に配置すると同時に折り目を形成して、前記製品が包装材10によって包囲し、下側領域18に隣接するところで包装材10を折りたたむと同時に側面領20域及び端面領域22を形成して、一つの側で開口した容器が形成されるようにする方法であって、互いに対向して位置する製品側面の領域において、一つの側で開口した容器の縁を越えて突出する包装材の部分が互いの上にかかるまで折りたたまれると同時に、互いに接触して第一の封止領域において互いとで封止されるまで製品上側を覆い、第二及び第三の封止領域において、互いに対向して位置する端面領域22において製品から外に突出する包装材10の部分が、包装材10の上側領域26及び側面領域20から製品から外に突出する包装材10の領域によって封止される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製品、特に水分の多い製品を包装するための、面状包装材を製品の外面に配置すると同時に折り目を形成して、前記製品が包装材によって完全に包囲されるようにし、はじめに、下側領域に隣接するところで包装材を折りたたむと同時に側面領域及び端面領域を形成して、一つの側で開口した容器が形成されるようにする方法に関する。
【0002】
このような方法は、従来技術から公知であり、非常に多様なタイプの製品又はピースグッズを、包装された状態で販売に供することができるよう、少なくとも大部分が自動化された手法で、紙又はフィルムで包装するために使用されている。
【0003】
たとえば、バター、クリームチーズ又は他のペースト状製品のピースの包装にも使用されるこれらの方法においては、二つの局面が特に不利であり、そのような局面は、包装材が折りたたみ工程によって製品の外面に適用されるだけであり、その際に何らかの手法で封止されることがないという事実による。一方で、これは、この手法で包装された製品の購入者が、購入前に包装が権限のない人物によって開封され、再び閉包されたことがないということを決して確信することができず、このようにして製品の汚染が起こったかもしれないという結果をもたらす。他方で、公知のタイプの折りたたみ包装によっては包装材による製品の液密閉包を達成することができないため、水分の多い製品、たとえばクリームチーズの包装においては、液体、特に乳清が包装から漏れ出すという危険がある。
【0004】
したがって、本発明の目的は、少なくとも大部分は液密なタイプの折りたたみ包装をできるだけ小さな経済的努力によって作製することができるような、特に大部分が自動化された包装手順が可能である、冒頭で述べた種の方法をさらに開発することである。
【0005】
この目的は、本発明にしたがって、請求項1の特徴、特に、互いに対向して位置する製品側面の領域において、一つの側で開口した容器の縁を越えて突出する包装材の部分が互いの上にかかるまで折りたたまれると同時に、互いに接触して第一の封止領域において互いとで封止されるまで製品上側を覆うこと、及び
第二及び第三の封止領域において、互いに対向して位置する端面領域において製品から外に突出する包装材の部分が、包装材の上側領域及び側面領域から製品から外に突出する包装材の領域によって封止されること
によって達成される。
【0006】
したがって、本発明にしたがって、互いに隣接する、及び/又は互いに重なるように配設される異なる封止領域が提供されて、最終的には包装の完全な封止が得られるようになる。一方で、これにより、水分、特にクリームチーズの包装の場合には乳清が包装から漏れ出さないということが達成される。他方で、包装は、同時に破壊されない限り開封することができないということが保証され、購入者は、包装が無傷であるならば、包装手順後に包装が権限のない人物によって開封されたことがないことを工場渡しで推測することができる。
【0007】
互いに対向して位置する側面の領域において一つの側で開口した容器の縁から突出する包装材の部分が互いとで封止される本発明の第一の封止領域は、たとえば、本出願人のドイツ国特許出願DE10 2004 055 007.7の方法によって作製することができる。このプロセスにより、製品を汚染なしで包装することができること、及びかく乱性の空気の包含を避けながらも包装材が製品上側とできるだけ広い面積で接触することが保証される。しかし、代替的に、他のプロセスを使用して第一の封止領域を作製することも等しく考えられる。
【0008】
本発明にしたがって、第一の封止領域に加えて第二及び第三の封止領域が作製される。第一の封止領域とは対照的に、第二又は第三の封止領域は、製品の上側に沿って延びるのではなく、その端面の領域に延びる。以下、第二及び第三の封止領域を作製するための好ましい変形態様をさらに詳細に説明する。
【0009】
本出願の枠内で、包装材の下側領域、側面領域、端面領域又は上側領域をいう場合、常に、完全に包装された製品の対応する側と直接接触する包装材の領域がそれらの語によって指定される。この程度に、包装材の側面領域の寸法は製品側面の寸法に一致し、下側領域の寸法は製品下側の寸法に一致し、上側領域の寸法は製品上側の寸法に一致し、端面領域の寸法は製品端面の寸法に一致する。包装材のこれら異なる領域とは対照的に、本出願の枠内で、製品側面、製品端面、製品上側及び製品下側という語は、包装される製品の様々な表面領域を指すために使用される。
【0010】
本発明にしたがって、平行六面体又は立方体の製品が包装される。しかし、他の製品形状、特に、たとえば、六角形又は八角形のベース面を有する角柱形状もまた考えられる。この場合、製品側面又は製品端面は、少なくとも部分的に、互いに隣接し、異なる平面に位置する複数の面を含む。したがって、一般に、本発明の枠内では、個々の側面領域及び/又は端面領域が単一平面内で延びるということが必須ではない。
【0011】
本発明の封止手順を実施する前に、包装材は、すでに説明したように、一つの側で開口した容器が得られるように折りたたまれる。この折りたたみは、一方で、たとえば前述の出願DE−A−10 2004 055007.7に記載されているように、製品がすでに包装材上に位置するときに行うこともできるし、折りたたみ手順ののち、一つの側で開口した容器に製品を導入、特に注入することもできる。
【0012】
本発明の三つの封止領域は、所望の順序で作製することができる。特に、第一の封止領域を作製する前に第二及び第三の封止領域を作製することも可能である。しかし、まず第一の封止領域を作製し、次いで第二及び第三の封止領域を作製することが好ましい。これに関して、第二及び第三の封止領域の作製は、好ましくは同時に行うことができる。
【0013】
最終的に液密な包装を作製する第二及び第三の封止領域の形成は、従来技術から公知のタイプの折りたたみ包装の場合と同じく、包装材の端面領域を越えて製品から外に突出し、製品の面に向けて内側に折りたたまれない包装材の領域で可能になる。そして、これらの外に突出する領域は、すなわち、製品の上側領域から外に突出し、包装材の側面領域から外に突出する包装材の他の領域とでの封止のために使用されることができる。
【0014】
第二の封止領域が一方の端面領域の三つの辺に沿って延び、これら三つの辺が上側領域及び二つの側面領域に隣接することが特に好ましい。同様に、第三の封止領域もまた、他方の端面の領域の三つの辺に沿って延びることができ、これら三つの辺もまた、上側領域及び二つの側面領域に隣接する。したがって、第二及び第三の封止領域と係合する端面領域の辺は、包装材の端面領域が包装材の下側領域に隣接しないところの辺であり、端面領域は、そこの封止が要らないよう折り目によって包装材の下側領域に液密な手法で接続されているため、これは賢明である。
【0015】
このように、第二及び第三の封止領域の作製により、互いに対向して位置する製品端面において包装材の隣接領域への完全に液密な周辺接続が作製されることが達成されて、第一の封止領域が製品上側に沿って延びる状態で全体に液密である包装が得られるようになる。
【0016】
包装材は、好ましくは、折りたたみ手順の前で、製品の幅と高さとの合計の2倍よりも大きい第一の方向の長さを有する。第一の方向に対して垂直に延びる第二の方向において、包装材は、有利には、製品の長さと高さの2倍との合計よりも大きい長さを有する。これらの寸法により、製品上側を包装材で覆った後でも、十分な包装材が製品からすべての必要な方向に突出するということが達成され、製品は、本発明にしたがって互いとで封止されることができる。したがって、ある程度の余剰な包装材がここで直接提供されて封止領域を作製することができる。加えて、包装材の前述の寸法により、それを折りたたんで上向きに開口した容器にすることが可能になり、その容器が、包装される製品を完全に受けることができる。たとえば、従来技術から公知の特定のタイプの包装(たとえば、端面が折りたたまれたバターの包装)では、包装材が製品上側及び製品下側から製品端面上に折りたたまれて製品端面を覆わなければならないため、これは不可能である。本発明によると、包装材の下側領域から出発する端面領域の上向き折りたたみによって製品端面の完全な被覆をすでに達成することができるため、これは不要である。
【0017】
一つの側で開口した容器を作製したのち、かつ第二及び第三の封止領域の封止の前に、各端面領域に隣接する包装材の各領域が上側領域の平面において製品から外に突出することが特に有利である。従来技術から公知の包装原理によると、そのような領域を内側に製品上側上に折りたたむことがより自明であったであろう。しかし、本発明によると、前述の領域の非典型的な外側への折りたたみによって領域が作製され、この領域を、その後、包装材の上側領域から外に突出する包装材の領域とで封止することができる。しかし、本発明によると、端面領域に隣接する前述の領域が上側領域の平面に位置するということが必須ではない。代替的に、この領域は、所望の他の平面に沿って製品から離れて延びることが可能であろう。封止手順の直前に、互いに接続される包装材の領域が共通の平面内に位置するということが確保されるだけでよい。
【0018】
本発明は、特に有利な手法で、少なくとも一つの封止ジョーと少なくとも一つのカウンタ封止ジョーとの間ですべての封止手順を実施することを可能にする。したがって、製品に対して、製品そのものがカウンタ封止ジョーとして働く封止手順を実施する必要はない。本発明にしたがって、製品が封止手順によって変形されず、高い封止温度によってマイナスの影響を受けないということをこの程度に保証することができる。
【0019】
第二及び第三の封止領域それぞれは、好ましくは、一方では本質的にL字形である二つの外側封止ジョーと、他方ではカウンタ封止ジョーとの間で作製される。これに関して、カウンタ封止ジョーは、その寸法に関して、包装材の各端面領域の寸法又は製品端面の寸法にそれぞれ一致することができる。本発明のこの変形態様は、図面の説明の枠内でさらに詳細に説明する。
【0020】
本発明にしたがって使用される包装材は、有利には、1ピースに製造され、特に、二つの側方突出部及び二つの端面突出部がそれぞれベース領域から反対方向に突出する十字形状を有する。これに関して、ベース領域は、好ましくは、四辺すべてで下側領域を越えて突出する。前述の十字形状の代わりとして、長方形の1ピース包装材を使用することもできるが、この場合、より多くの包装材が必要になる。
【0021】
包装材は、好ましくは、アルミニウム部分を有するプラスチックフィルムを含む。しかし、封止手順を一般に実施することができる他の所望の材料を使用することもできる。
【0022】
さらなる好ましい実施態様が従属項で説明される。以下、実施例及び図面を参照して本発明を説明する。
【図面の簡単な説明】
【0023】
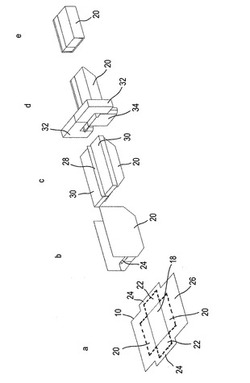
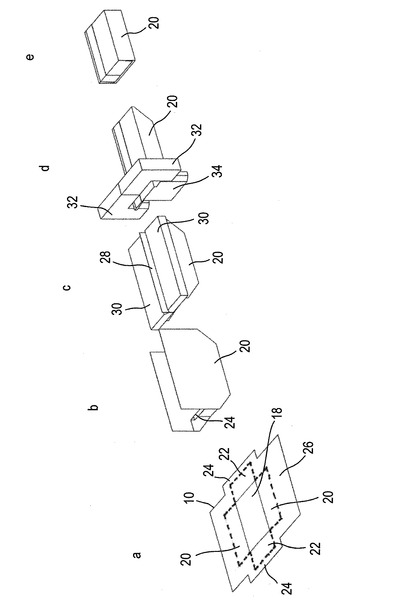
【図1】a〜eは、本発明にしたがって可能な方法を実施するための全部で五つの工程を示す、斜め上から見た斜視図である。
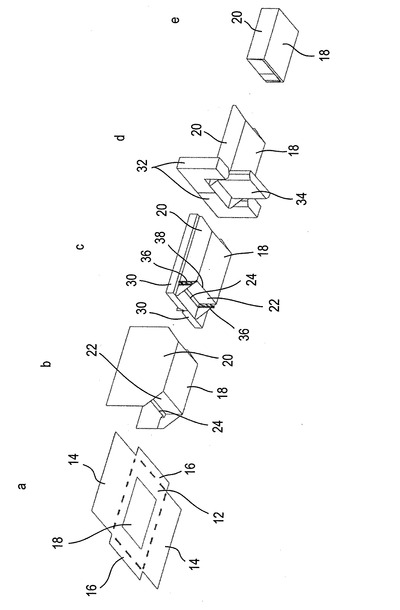
【図2】a〜eは、図1を斜め下から示す図である。
【図3】本発明にしたがって第一の封止領域を作製するための封止装置の斜視図である。
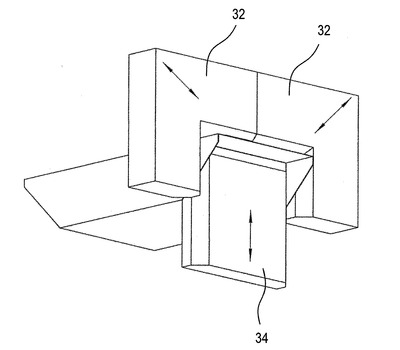
【図4】本発明にしたがって第二又は第三の封止領域を作製するための封止装置の斜視図である。
【発明を実施するための形態】
【0024】
図1a、2aは、包装材10の十字形のプレカットパーツを示し、このパーツは、図2aによると、長方形のベース領域12、ベース領域12から反対方向に突出する二つの側方突出部14及びベース領域12から反対方向に突出する二つの端面突出部16を含む。このプロセスにおいて、側方突出部14及び端面突出部16は互いに対して垂直に延び、ベース領域12からの側方突出部14の離間の程度は、端面突出部16の対応する程度よりもはるかに大きい寸法である。これは、側方突出部14が、製品側面を部分的に覆うためだけでなく、製品上側をも覆って第一の封止領域を形成するために設けられているが、端面突出部16の機能は、製品端面を部分的に覆い、第二及び第三の封止領域の部分を形成することのみを含むという事実による。
【0025】
ベース領域12は、製品下側よりも大きい寸法を有して、四辺すべてで図1aに見られる下側領域18を越えて突出するようになっている。下側領域18は、図1aにおいては実線で描かれ、完成した包装において、製品下側を完全に覆うように働く。したがって、下側領域18は、製品下側と実質的に同じ大きさの寸法を有し、図1a及び2aの比較が、下側領域18がベース領域12よりも実質的に小さいことを明らかに示す。
【0026】
さらには、図1aから、二つの側面領域20及び二つの端面領域22を見ることができ、これらの領域は、互いに対向して位置し、下側領域18から離れて延びて、下側領域18そのものが、最終的に、側面領域20及び二つの端面領域22とともに、包装材10の十字形状の中に完全に位置する十字形状を全体で形成する。
【0027】
図1aに示す側面領域20は、いずれの場合にも、完成した包装において、二つの互いに対向して位置する製品側面を完全に覆うように働く。端面領域22は、製品端面に関して対応する機能を有する。
【0028】
本発明の封止領域の作製にとって、図1aの側面領域20及び端面領域22が包装材10の縁まで延びず、側面領域20又は端面領域22の外端と包装材10の周辺ラインとの間に空間が残り、この空間が、端面領域22の場合には第二及び第三の封止領域を形成し、側面領域20の場合には、製品上側を覆い、第一の封止領域を形成するように働くことができることが重要である。
【0029】
本発明の包装手順を実行するためには、包装される製品を、その製品下側が包装材10の下側領域18の上に来るように配置したのち、製品を、たとえば下向きに折りたたみゲートに通過させて、図1b及び2bに示すように、側面領域20及び端面領域22が上向きに折りたたまれるようにすることができる。対応する折りたたみ手順が本出願人の前述の特許出願DE10 204 055 007.7に記載されている。あるいはまた、包装される製品に一致する寸法の穿孔機によって包装材10を折りたたみゲートに押し通して、包装材10そのものに図1b及び2bの形状を与えたのち、穿孔機を包装材から取り外すことが可能である。そして、このようにして、図1b及び2bの、上向きに開口した容器が得られ、その中に製品を導入又は注入することができる。クリームチーズの包装の場合、注入が特に賢明である。前述の場合すべてにおいて、包装材10は、製品とともに、又は製品なしで、折りたたみゲートに通して所望の方向に、たとえば先に説明したように下に、上に又は水平方向に押す又は引くことが可能である。
【0030】
したがって、製品の導入の種類から独立して、図1b及び2bの工程の終了時には、一つの側で開口した包装材10の容器が存在し、製品がその中に位置する。製品は、わかりやすく示すため、図1b及び2bには示されていない。この状態で、包装材は、十分な安定性を保証するために、その中に位置する製品とともに、図示しない受け器の中に保持される。
【0031】
本明細書に記載される方法にとって、図1aに見られる、外側で端面領域22に隣接する包装材10の領域24が、本発明にしたがって製品から離れる方向に折りたたまれ、したがって、製品上側に位置しなくなるという事実が重要である。領域24のこの折り返しは、領域24が製品上側の平面において製品から突出するように起こる。これに関して、領域24は、それぞれの製品端面の全幅にわたって延びる。先に説明した包装材の領域24は、図1b、2b及び2cから特に容易に見てとれる。
【0032】
図1b及び2bの工程から出発して、外側で側面領域20に隣接する上側領域26が、いずれの場合にも、互いに向けて90°製品上面に対して折りたたまれて、いっしょになって製品上面を完全に覆うようになる。上側領域26が製品上側と接触する領域においては、いずれの場合にも、上側領域は上向きに90°折りたたまれて、二つの上側領域26の端部を構成する封止突出部28が得られ、この封止突出部28が、包装材によって覆われる製品上側から垂直に上に突出する。この位置において、上側領域26から外に突出する包装材と、端面領域22から外に突出する、先に説明した領域24との間に面状接触が得られる。
【0033】
そして、図1c及び2cに示す説明した位置において、二つの封止ジョー30を、製品上側に対して平行に、封止突出部28が封止ジョー30の間に締め付けられるまで互いに向けて動かして、図3に示す第一の封止手順を実施することができ、本発明にしたがって第一の封止領域を形成するための封止手順を実施することができる。対応する封止プロセスそのものは特許出願DE10 2004 055 007.7に記載されている。
【0034】
図1c、2c及び3の封止プロセスを実施したのち、製品上側を封止し、封止ジョー30を取り外し、封止された封止突出部28を製品上側に折りたたんで、図1d及び2dの包装材10の形状が得られるようにする。
【0035】
その結果、今や、本発明の第二及び第三の封止領域が二つのL字形の封止ジョー32及び一つのカウンタ封止ジョー34によって作製される。このために、端面領域22のサイズに合致する形状を有するカウンタ封止ジョー34を、それが端面領域22を完全に覆うまで、端面領域22に対して平行に上に動かす。この位置において、包装材10の上述の領域24がカウンタ封止ジョー34の上側と接触する。さらに、図2cで斜線を引かれた包装材10の領域36がカウンタ封止ジョー34の側縁と接触する。これに関して、領域36は、側面領域20の平面において製品から離れて延び、端面領域22の全高にわたって延びる。したがって、二つの領域36及び領域24は、互いに隣接し、端面領域22の三つの辺に沿って延びる。その結果、領域24、36は、下側領域18とで折り目38(図2c)を形成しない端面領域22のすべての辺と係合する。
【0036】
その結果、今や、図4に示す二つのL字形の封止ジョー32は、カウンタ封止ジョー34の方向に、封止ジョー32及びカウンタ封止ジョー34がそれらの間に二つの領域36及び領域24を締め付けるまで移動している。そして、封止手順を実行し、それによって本発明の第二の封止領域を作製する。その後、対応する手法で他方の端面領域22を処理して、それによって本発明の第三の封止領域が形成されるようにする。
【0037】
第一、第二及び第三の封止領域を作製したのち、封止突出部28に沿って延びる第一の封止領域が封止領域24(図2c)と直接接触して、第一、第二及び第三の封止領域が最終的に相互接続されたラインに沿って延び、それが包装を完全に封止するため、包装は閉包される。
【0038】
そして、最後の工程において、上側領域26及び側面領域20を越えて外に突出する包装材10の領域を二つの端面領域22の上に折りたたむと、図1e及び2eに示すコンパクトな平行六面体形状の液密な製品包装が得られる。
【符号の説明】
【0039】
10 包装材
12 ベース領域
14 側方突出部
16 端面突出部
18 下側領域
20 側面領域
22 端面領域
24 領域
26 上側領域
28 封止突出部
30 封止ジョー、カウンタ封止ジョー
32 封止ジョー
34 カウンタ封止ジョー
36 領域
38 折り目
【技術分野】
【0001】
本発明は、製品、特に水分の多い製品を包装するための、面状包装材を製品の外面に配置すると同時に折り目を形成して、前記製品が包装材によって完全に包囲されるようにし、はじめに、下側領域に隣接するところで包装材を折りたたむと同時に側面領域及び端面領域を形成して、一つの側で開口した容器が形成されるようにする方法に関する。
【0002】
このような方法は、従来技術から公知であり、非常に多様なタイプの製品又はピースグッズを、包装された状態で販売に供することができるよう、少なくとも大部分が自動化された手法で、紙又はフィルムで包装するために使用されている。
【0003】
たとえば、バター、クリームチーズ又は他のペースト状製品のピースの包装にも使用されるこれらの方法においては、二つの局面が特に不利であり、そのような局面は、包装材が折りたたみ工程によって製品の外面に適用されるだけであり、その際に何らかの手法で封止されることがないという事実による。一方で、これは、この手法で包装された製品の購入者が、購入前に包装が権限のない人物によって開封され、再び閉包されたことがないということを決して確信することができず、このようにして製品の汚染が起こったかもしれないという結果をもたらす。他方で、公知のタイプの折りたたみ包装によっては包装材による製品の液密閉包を達成することができないため、水分の多い製品、たとえばクリームチーズの包装においては、液体、特に乳清が包装から漏れ出すという危険がある。
【0004】
したがって、本発明の目的は、少なくとも大部分は液密なタイプの折りたたみ包装をできるだけ小さな経済的努力によって作製することができるような、特に大部分が自動化された包装手順が可能である、冒頭で述べた種の方法をさらに開発することである。
【0005】
この目的は、本発明にしたがって、請求項1の特徴、特に、互いに対向して位置する製品側面の領域において、一つの側で開口した容器の縁を越えて突出する包装材の部分が互いの上にかかるまで折りたたまれると同時に、互いに接触して第一の封止領域において互いとで封止されるまで製品上側を覆うこと、及び
第二及び第三の封止領域において、互いに対向して位置する端面領域において製品から外に突出する包装材の部分が、包装材の上側領域及び側面領域から製品から外に突出する包装材の領域によって封止されること
によって達成される。
【0006】
したがって、本発明にしたがって、互いに隣接する、及び/又は互いに重なるように配設される異なる封止領域が提供されて、最終的には包装の完全な封止が得られるようになる。一方で、これにより、水分、特にクリームチーズの包装の場合には乳清が包装から漏れ出さないということが達成される。他方で、包装は、同時に破壊されない限り開封することができないということが保証され、購入者は、包装が無傷であるならば、包装手順後に包装が権限のない人物によって開封されたことがないことを工場渡しで推測することができる。
【0007】
互いに対向して位置する側面の領域において一つの側で開口した容器の縁から突出する包装材の部分が互いとで封止される本発明の第一の封止領域は、たとえば、本出願人のドイツ国特許出願DE10 2004 055 007.7の方法によって作製することができる。このプロセスにより、製品を汚染なしで包装することができること、及びかく乱性の空気の包含を避けながらも包装材が製品上側とできるだけ広い面積で接触することが保証される。しかし、代替的に、他のプロセスを使用して第一の封止領域を作製することも等しく考えられる。
【0008】
本発明にしたがって、第一の封止領域に加えて第二及び第三の封止領域が作製される。第一の封止領域とは対照的に、第二又は第三の封止領域は、製品の上側に沿って延びるのではなく、その端面の領域に延びる。以下、第二及び第三の封止領域を作製するための好ましい変形態様をさらに詳細に説明する。
【0009】
本出願の枠内で、包装材の下側領域、側面領域、端面領域又は上側領域をいう場合、常に、完全に包装された製品の対応する側と直接接触する包装材の領域がそれらの語によって指定される。この程度に、包装材の側面領域の寸法は製品側面の寸法に一致し、下側領域の寸法は製品下側の寸法に一致し、上側領域の寸法は製品上側の寸法に一致し、端面領域の寸法は製品端面の寸法に一致する。包装材のこれら異なる領域とは対照的に、本出願の枠内で、製品側面、製品端面、製品上側及び製品下側という語は、包装される製品の様々な表面領域を指すために使用される。
【0010】
本発明にしたがって、平行六面体又は立方体の製品が包装される。しかし、他の製品形状、特に、たとえば、六角形又は八角形のベース面を有する角柱形状もまた考えられる。この場合、製品側面又は製品端面は、少なくとも部分的に、互いに隣接し、異なる平面に位置する複数の面を含む。したがって、一般に、本発明の枠内では、個々の側面領域及び/又は端面領域が単一平面内で延びるということが必須ではない。
【0011】
本発明の封止手順を実施する前に、包装材は、すでに説明したように、一つの側で開口した容器が得られるように折りたたまれる。この折りたたみは、一方で、たとえば前述の出願DE−A−10 2004 055007.7に記載されているように、製品がすでに包装材上に位置するときに行うこともできるし、折りたたみ手順ののち、一つの側で開口した容器に製品を導入、特に注入することもできる。
【0012】
本発明の三つの封止領域は、所望の順序で作製することができる。特に、第一の封止領域を作製する前に第二及び第三の封止領域を作製することも可能である。しかし、まず第一の封止領域を作製し、次いで第二及び第三の封止領域を作製することが好ましい。これに関して、第二及び第三の封止領域の作製は、好ましくは同時に行うことができる。
【0013】
最終的に液密な包装を作製する第二及び第三の封止領域の形成は、従来技術から公知のタイプの折りたたみ包装の場合と同じく、包装材の端面領域を越えて製品から外に突出し、製品の面に向けて内側に折りたたまれない包装材の領域で可能になる。そして、これらの外に突出する領域は、すなわち、製品の上側領域から外に突出し、包装材の側面領域から外に突出する包装材の他の領域とでの封止のために使用されることができる。
【0014】
第二の封止領域が一方の端面領域の三つの辺に沿って延び、これら三つの辺が上側領域及び二つの側面領域に隣接することが特に好ましい。同様に、第三の封止領域もまた、他方の端面の領域の三つの辺に沿って延びることができ、これら三つの辺もまた、上側領域及び二つの側面領域に隣接する。したがって、第二及び第三の封止領域と係合する端面領域の辺は、包装材の端面領域が包装材の下側領域に隣接しないところの辺であり、端面領域は、そこの封止が要らないよう折り目によって包装材の下側領域に液密な手法で接続されているため、これは賢明である。
【0015】
このように、第二及び第三の封止領域の作製により、互いに対向して位置する製品端面において包装材の隣接領域への完全に液密な周辺接続が作製されることが達成されて、第一の封止領域が製品上側に沿って延びる状態で全体に液密である包装が得られるようになる。
【0016】
包装材は、好ましくは、折りたたみ手順の前で、製品の幅と高さとの合計の2倍よりも大きい第一の方向の長さを有する。第一の方向に対して垂直に延びる第二の方向において、包装材は、有利には、製品の長さと高さの2倍との合計よりも大きい長さを有する。これらの寸法により、製品上側を包装材で覆った後でも、十分な包装材が製品からすべての必要な方向に突出するということが達成され、製品は、本発明にしたがって互いとで封止されることができる。したがって、ある程度の余剰な包装材がここで直接提供されて封止領域を作製することができる。加えて、包装材の前述の寸法により、それを折りたたんで上向きに開口した容器にすることが可能になり、その容器が、包装される製品を完全に受けることができる。たとえば、従来技術から公知の特定のタイプの包装(たとえば、端面が折りたたまれたバターの包装)では、包装材が製品上側及び製品下側から製品端面上に折りたたまれて製品端面を覆わなければならないため、これは不可能である。本発明によると、包装材の下側領域から出発する端面領域の上向き折りたたみによって製品端面の完全な被覆をすでに達成することができるため、これは不要である。
【0017】
一つの側で開口した容器を作製したのち、かつ第二及び第三の封止領域の封止の前に、各端面領域に隣接する包装材の各領域が上側領域の平面において製品から外に突出することが特に有利である。従来技術から公知の包装原理によると、そのような領域を内側に製品上側上に折りたたむことがより自明であったであろう。しかし、本発明によると、前述の領域の非典型的な外側への折りたたみによって領域が作製され、この領域を、その後、包装材の上側領域から外に突出する包装材の領域とで封止することができる。しかし、本発明によると、端面領域に隣接する前述の領域が上側領域の平面に位置するということが必須ではない。代替的に、この領域は、所望の他の平面に沿って製品から離れて延びることが可能であろう。封止手順の直前に、互いに接続される包装材の領域が共通の平面内に位置するということが確保されるだけでよい。
【0018】
本発明は、特に有利な手法で、少なくとも一つの封止ジョーと少なくとも一つのカウンタ封止ジョーとの間ですべての封止手順を実施することを可能にする。したがって、製品に対して、製品そのものがカウンタ封止ジョーとして働く封止手順を実施する必要はない。本発明にしたがって、製品が封止手順によって変形されず、高い封止温度によってマイナスの影響を受けないということをこの程度に保証することができる。
【0019】
第二及び第三の封止領域それぞれは、好ましくは、一方では本質的にL字形である二つの外側封止ジョーと、他方ではカウンタ封止ジョーとの間で作製される。これに関して、カウンタ封止ジョーは、その寸法に関して、包装材の各端面領域の寸法又は製品端面の寸法にそれぞれ一致することができる。本発明のこの変形態様は、図面の説明の枠内でさらに詳細に説明する。
【0020】
本発明にしたがって使用される包装材は、有利には、1ピースに製造され、特に、二つの側方突出部及び二つの端面突出部がそれぞれベース領域から反対方向に突出する十字形状を有する。これに関して、ベース領域は、好ましくは、四辺すべてで下側領域を越えて突出する。前述の十字形状の代わりとして、長方形の1ピース包装材を使用することもできるが、この場合、より多くの包装材が必要になる。
【0021】
包装材は、好ましくは、アルミニウム部分を有するプラスチックフィルムを含む。しかし、封止手順を一般に実施することができる他の所望の材料を使用することもできる。
【0022】
さらなる好ましい実施態様が従属項で説明される。以下、実施例及び図面を参照して本発明を説明する。
【図面の簡単な説明】
【0023】
【図1】a〜eは、本発明にしたがって可能な方法を実施するための全部で五つの工程を示す、斜め上から見た斜視図である。
【図2】a〜eは、図1を斜め下から示す図である。
【図3】本発明にしたがって第一の封止領域を作製するための封止装置の斜視図である。
【図4】本発明にしたがって第二又は第三の封止領域を作製するための封止装置の斜視図である。
【発明を実施するための形態】
【0024】
図1a、2aは、包装材10の十字形のプレカットパーツを示し、このパーツは、図2aによると、長方形のベース領域12、ベース領域12から反対方向に突出する二つの側方突出部14及びベース領域12から反対方向に突出する二つの端面突出部16を含む。このプロセスにおいて、側方突出部14及び端面突出部16は互いに対して垂直に延び、ベース領域12からの側方突出部14の離間の程度は、端面突出部16の対応する程度よりもはるかに大きい寸法である。これは、側方突出部14が、製品側面を部分的に覆うためだけでなく、製品上側をも覆って第一の封止領域を形成するために設けられているが、端面突出部16の機能は、製品端面を部分的に覆い、第二及び第三の封止領域の部分を形成することのみを含むという事実による。
【0025】
ベース領域12は、製品下側よりも大きい寸法を有して、四辺すべてで図1aに見られる下側領域18を越えて突出するようになっている。下側領域18は、図1aにおいては実線で描かれ、完成した包装において、製品下側を完全に覆うように働く。したがって、下側領域18は、製品下側と実質的に同じ大きさの寸法を有し、図1a及び2aの比較が、下側領域18がベース領域12よりも実質的に小さいことを明らかに示す。
【0026】
さらには、図1aから、二つの側面領域20及び二つの端面領域22を見ることができ、これらの領域は、互いに対向して位置し、下側領域18から離れて延びて、下側領域18そのものが、最終的に、側面領域20及び二つの端面領域22とともに、包装材10の十字形状の中に完全に位置する十字形状を全体で形成する。
【0027】
図1aに示す側面領域20は、いずれの場合にも、完成した包装において、二つの互いに対向して位置する製品側面を完全に覆うように働く。端面領域22は、製品端面に関して対応する機能を有する。
【0028】
本発明の封止領域の作製にとって、図1aの側面領域20及び端面領域22が包装材10の縁まで延びず、側面領域20又は端面領域22の外端と包装材10の周辺ラインとの間に空間が残り、この空間が、端面領域22の場合には第二及び第三の封止領域を形成し、側面領域20の場合には、製品上側を覆い、第一の封止領域を形成するように働くことができることが重要である。
【0029】
本発明の包装手順を実行するためには、包装される製品を、その製品下側が包装材10の下側領域18の上に来るように配置したのち、製品を、たとえば下向きに折りたたみゲートに通過させて、図1b及び2bに示すように、側面領域20及び端面領域22が上向きに折りたたまれるようにすることができる。対応する折りたたみ手順が本出願人の前述の特許出願DE10 204 055 007.7に記載されている。あるいはまた、包装される製品に一致する寸法の穿孔機によって包装材10を折りたたみゲートに押し通して、包装材10そのものに図1b及び2bの形状を与えたのち、穿孔機を包装材から取り外すことが可能である。そして、このようにして、図1b及び2bの、上向きに開口した容器が得られ、その中に製品を導入又は注入することができる。クリームチーズの包装の場合、注入が特に賢明である。前述の場合すべてにおいて、包装材10は、製品とともに、又は製品なしで、折りたたみゲートに通して所望の方向に、たとえば先に説明したように下に、上に又は水平方向に押す又は引くことが可能である。
【0030】
したがって、製品の導入の種類から独立して、図1b及び2bの工程の終了時には、一つの側で開口した包装材10の容器が存在し、製品がその中に位置する。製品は、わかりやすく示すため、図1b及び2bには示されていない。この状態で、包装材は、十分な安定性を保証するために、その中に位置する製品とともに、図示しない受け器の中に保持される。
【0031】
本明細書に記載される方法にとって、図1aに見られる、外側で端面領域22に隣接する包装材10の領域24が、本発明にしたがって製品から離れる方向に折りたたまれ、したがって、製品上側に位置しなくなるという事実が重要である。領域24のこの折り返しは、領域24が製品上側の平面において製品から突出するように起こる。これに関して、領域24は、それぞれの製品端面の全幅にわたって延びる。先に説明した包装材の領域24は、図1b、2b及び2cから特に容易に見てとれる。
【0032】
図1b及び2bの工程から出発して、外側で側面領域20に隣接する上側領域26が、いずれの場合にも、互いに向けて90°製品上面に対して折りたたまれて、いっしょになって製品上面を完全に覆うようになる。上側領域26が製品上側と接触する領域においては、いずれの場合にも、上側領域は上向きに90°折りたたまれて、二つの上側領域26の端部を構成する封止突出部28が得られ、この封止突出部28が、包装材によって覆われる製品上側から垂直に上に突出する。この位置において、上側領域26から外に突出する包装材と、端面領域22から外に突出する、先に説明した領域24との間に面状接触が得られる。
【0033】
そして、図1c及び2cに示す説明した位置において、二つの封止ジョー30を、製品上側に対して平行に、封止突出部28が封止ジョー30の間に締め付けられるまで互いに向けて動かして、図3に示す第一の封止手順を実施することができ、本発明にしたがって第一の封止領域を形成するための封止手順を実施することができる。対応する封止プロセスそのものは特許出願DE10 2004 055 007.7に記載されている。
【0034】
図1c、2c及び3の封止プロセスを実施したのち、製品上側を封止し、封止ジョー30を取り外し、封止された封止突出部28を製品上側に折りたたんで、図1d及び2dの包装材10の形状が得られるようにする。
【0035】
その結果、今や、本発明の第二及び第三の封止領域が二つのL字形の封止ジョー32及び一つのカウンタ封止ジョー34によって作製される。このために、端面領域22のサイズに合致する形状を有するカウンタ封止ジョー34を、それが端面領域22を完全に覆うまで、端面領域22に対して平行に上に動かす。この位置において、包装材10の上述の領域24がカウンタ封止ジョー34の上側と接触する。さらに、図2cで斜線を引かれた包装材10の領域36がカウンタ封止ジョー34の側縁と接触する。これに関して、領域36は、側面領域20の平面において製品から離れて延び、端面領域22の全高にわたって延びる。したがって、二つの領域36及び領域24は、互いに隣接し、端面領域22の三つの辺に沿って延びる。その結果、領域24、36は、下側領域18とで折り目38(図2c)を形成しない端面領域22のすべての辺と係合する。
【0036】
その結果、今や、図4に示す二つのL字形の封止ジョー32は、カウンタ封止ジョー34の方向に、封止ジョー32及びカウンタ封止ジョー34がそれらの間に二つの領域36及び領域24を締め付けるまで移動している。そして、封止手順を実行し、それによって本発明の第二の封止領域を作製する。その後、対応する手法で他方の端面領域22を処理して、それによって本発明の第三の封止領域が形成されるようにする。
【0037】
第一、第二及び第三の封止領域を作製したのち、封止突出部28に沿って延びる第一の封止領域が封止領域24(図2c)と直接接触して、第一、第二及び第三の封止領域が最終的に相互接続されたラインに沿って延び、それが包装を完全に封止するため、包装は閉包される。
【0038】
そして、最後の工程において、上側領域26及び側面領域20を越えて外に突出する包装材10の領域を二つの端面領域22の上に折りたたむと、図1e及び2eに示すコンパクトな平行六面体形状の液密な製品包装が得られる。
【符号の説明】
【0039】
10 包装材
12 ベース領域
14 側方突出部
16 端面突出部
18 下側領域
20 側面領域
22 端面領域
24 領域
26 上側領域
28 封止突出部
30 封止ジョー、カウンタ封止ジョー
32 封止ジョー
34 カウンタ封止ジョー
36 領域
38 折り目
【特許請求の範囲】
【請求項1】
製品、特に水分の多い製品を包装するための、面状包装材(10)を製品の外面に配置すると同時に折り目を形成して、前記製品が包装材(10)によって完全に包囲されるようにし、はじめに、下側領域(18)に隣接するところで包装材(10)を折りたたむと同時に側面領域及び端面領域(20、22)を形成して、一つの側で開口した容器が形成されるようにする方法であって、
互いに対向して位置する製品側面の領域において、一つの側で開口した容器の縁を越えて突出する包装材(10)の部分が互いの上にかかるまで折りたたまれると同時に、互いに接触して第一の封止領域(28)において互いとで封止されるまで製品上側を覆うこと、及び
第二及び第三の封止領域において、互いに対向して位置する端面領域(22)において製品から外に突出する包装材の部分(24、36)が、包装材(10)の上側領域(26)及び側面領域(20)から製品から外に突出する包装材(10)の領域によって封止されることを特徴とする方法。
【請求項2】
第二の封止領域(24、36)が一方の端面領域(22)の三つの辺に沿って延び、これら三つの辺が上側領域(26)及び二つの側面領域(20)に隣接し、第三の封止領域(24、36)が他方の端面の領域(22)の三つの辺に沿って延び、これら三つの辺が上側領域(26)及び二つの側面領域(20)に隣接する、請求項1記載の方法。
【請求項3】
包装材(10)が、折りたたみ手順の前で、製品の幅と高さとの合計の2倍よりも大きい第一の方向の長さを有し、第一の方向に対して垂直に延びる第二の方向において、製品の長さと高さの2倍との合計よりも大きい長さを有する、請求項1又は2記載の方法。
【請求項4】
一つの側で開口した容器を作製したのち、かつ第二及び第三の封止領域(24、36)の封止の前に、各端面領域(22)に隣接する各領域(24)が上端領域(26)の平面において製品から外に突出する、請求項1〜3のいずれか1項記載の方法。
【請求項5】
すべての封止手順が少なくとも一つの封止ジョー(30、32)と少なくとも一つのカウンタ封止ジョー(30、34)との間で実施される、請求項1〜4のいずれか1項記載の方法。
【請求項6】
第二及び第三の封止領域(24、36)それぞれが、一方では本質的にL字形の二つの外側封止ジョー(32)と、他方では、その寸法に関して各端面領域(32)に一致するカウンタ封止ジョー(34)との間で作製される、請求項1〜5のいずれか1項記載の方法。
【請求項7】
包装材(10)が1ピースで構成され、特に、二つの側方突出部(14)及び二つの端面突出部(16)がそれぞれベース領域(12)から反対方向に突出する十字形状である、請求項1〜6のいずれか1項記載の方法。
【請求項8】
ベース領域(12)が四辺すべてで下側領域(18)を越えて突出する、請求項7記載の方法。
【請求項1】
製品、特に水分の多い製品を包装するための、面状包装材(10)を製品の外面に配置すると同時に折り目を形成して、前記製品が包装材(10)によって完全に包囲されるようにし、はじめに、下側領域(18)に隣接するところで包装材(10)を折りたたむと同時に側面領域及び端面領域(20、22)を形成して、一つの側で開口した容器が形成されるようにする方法であって、
互いに対向して位置する製品側面の領域において、一つの側で開口した容器の縁を越えて突出する包装材(10)の部分が互いの上にかかるまで折りたたまれると同時に、互いに接触して第一の封止領域(28)において互いとで封止されるまで製品上側を覆うこと、及び
第二及び第三の封止領域において、互いに対向して位置する端面領域(22)において製品から外に突出する包装材の部分(24、36)が、包装材(10)の上側領域(26)及び側面領域(20)から製品から外に突出する包装材(10)の領域によって封止されることを特徴とする方法。
【請求項2】
第二の封止領域(24、36)が一方の端面領域(22)の三つの辺に沿って延び、これら三つの辺が上側領域(26)及び二つの側面領域(20)に隣接し、第三の封止領域(24、36)が他方の端面の領域(22)の三つの辺に沿って延び、これら三つの辺が上側領域(26)及び二つの側面領域(20)に隣接する、請求項1記載の方法。
【請求項3】
包装材(10)が、折りたたみ手順の前で、製品の幅と高さとの合計の2倍よりも大きい第一の方向の長さを有し、第一の方向に対して垂直に延びる第二の方向において、製品の長さと高さの2倍との合計よりも大きい長さを有する、請求項1又は2記載の方法。
【請求項4】
一つの側で開口した容器を作製したのち、かつ第二及び第三の封止領域(24、36)の封止の前に、各端面領域(22)に隣接する各領域(24)が上端領域(26)の平面において製品から外に突出する、請求項1〜3のいずれか1項記載の方法。
【請求項5】
すべての封止手順が少なくとも一つの封止ジョー(30、32)と少なくとも一つのカウンタ封止ジョー(30、34)との間で実施される、請求項1〜4のいずれか1項記載の方法。
【請求項6】
第二及び第三の封止領域(24、36)それぞれが、一方では本質的にL字形の二つの外側封止ジョー(32)と、他方では、その寸法に関して各端面領域(32)に一致するカウンタ封止ジョー(34)との間で作製される、請求項1〜5のいずれか1項記載の方法。
【請求項7】
包装材(10)が1ピースで構成され、特に、二つの側方突出部(14)及び二つの端面突出部(16)がそれぞれベース領域(12)から反対方向に突出する十字形状である、請求項1〜6のいずれか1項記載の方法。
【請求項8】
ベース領域(12)が四辺すべてで下側領域(18)を越えて突出する、請求項7記載の方法。
【図1】


【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−162315(P2012−162315A)
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−25585(P2011−25585)
【出願日】平成23年2月9日(2011.2.9)
【出願人】(511035513)アルプマ・アルペンラント・マシーネンバオ・ゲーエムベーハー (1)
【氏名又は名称原語表記】ALPMA Alpenland Maschinenbau GmbH
【Fターム(参考)】
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願番号】特願2011−25585(P2011−25585)
【出願日】平成23年2月9日(2011.2.9)
【出願人】(511035513)アルプマ・アルペンラント・マシーネンバオ・ゲーエムベーハー (1)
【氏名又は名称原語表記】ALPMA Alpenland Maschinenbau GmbH
【Fターム(参考)】
[ Back to top ]