
製品を搬送するための装置
本発明は、特定箇所に製品を搬送するための装置であって、- 第1の循環路(U1)に沿って循環しかつチェーンピッチ(T1)を有する連行体(14)を備えた、循環するコンベヤチェーン(12)と、- 互いに間隔をおいて配置されていて第2の循環路(U2)に沿って循環する複数のグリッパ(18)を備えた、循環するコンベヤ手段(16)と、- 第1の循環路(U1)から第2の循環路(U2)にグリッパ(18)を用いてコンベヤチェーン(12)より製品を引き受けるための、第1の循環路(U1)及び第2の循環路(U2)の第1の領域(A)と、- 特定箇所においてグリッパ(18)から製品を引き渡すための、第2の循環路(U2)の第2の領域(B)と、- 特定箇所において不要であった製品をグリッパ(18)によって第2の循環路(U2)から第1の循環路(U1)におけるコンベヤチェーン(12)に戻すための、第1の循環路(U1)及び第2の循環路(U2)の第3の領域(C)とが設けられており、第1の領域(A)における製品の引渡し箇所から第3の領域(C)における戻し箇所への、第1の循環路(U1)に沿ったコンベヤチェーン(12)の運動区間(L1)と、第1の領域(A)における製品の引渡し箇所から第3の領域(C)における戻し箇所への、第2の循環路(U2)に沿ったグリッパ(18)の運動区間(L2)とは、コンベヤチェーン(12)とグリッパ(18)との間において、戻し箇所と引渡し箇所との間で、チェーンピッチ(T1)の数分の一もしくは一部分だけの位相シフト(ΔT1)が生じるように、選択されている。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特定箇所に製品を搬送するための装置に関する。
【0002】
従来の技術
EP−A−1048569に基づいて、2つの構成部分を、両構成部分から成る1つの製品にまとめる装置が公知である。この装置は、第1の構成部分を供給する第1のコンベヤと、循環する第2のコンベヤとを備えており、この第2のコンベヤは、第1の構成部分のための第1の連行体と、供給ステーションにおいて供給される第2の構成部分のための第2の連行体とを備えている。この公知の装置は、第1の構成部分の損傷の有無を監視するための光学式センサと、第2の構成部分の正確な位置決めを監視するための光学式センサとを有している。1つのセンサがエラーを示すと、エラーのある相応な製品は、押し退けレバーを用いて、スクラップとして側方に押し出される。
【0003】
EP−A−1216939に基づいて、製品を搬送及び中間ストックするための装置が公知である。この装置は、第1の循環路において循環するグリッパを備えたターンテーブルもしくはメリーゴーラウンド装置(Karusselleinrichtung)を有しており、これらのグリッパは、ベルトコンベヤ上において特定箇所に搬送される製品を一時的に引き受け、かつ第2の循環路を備えた蓄え部に製品を引き渡すために働く。製品はグリッパを用いて蓄え部から再び取り出されて、ベルトコンベヤ上に戻されることができる。
【0004】
発明の開示
本発明の課題は、冒頭に述べた形式の装置を改良して、単純な手段を用いて、特定箇所において不要だった製品を戻すことによって再使用可能にする装置を、提供することである。
【0005】
本発明の別の目的は、例えばタブレットブリスタ又は患者情報のような製品が、包装容器に供給されて接着されるような、連続的な包装プロセスにおける使用のために適している装置を、提供することである。
【0006】
前記課題を解決するために本発明の構成では、特定箇所に製品を搬送するための装置において、第1の循環路に沿って循環しかつチェーンピッチを有する連行体を備えた、循環するコンベヤチェーンと、互いに間隔をおいて配置されていて第2の循環路に沿って循環する複数のグリッパを備えた、循環するコンベヤ手段と、第1の循環路から第2の循環路にグリッパを用いてコンベヤチェーンより製品を引き受けるための、第1の循環路及び第2の循環路の第1の領域と、特定箇所においてグリッパから製品を引き渡すための、第2の循環路の第2の領域と、特定箇所において不要であった製品をグリッパによって第2の循環路から第1の循環路におけるコンベヤチェーンに戻すための、第1の循環路及び第2の循環路の第3の領域とが設けられており、第1の領域における製品の引渡し箇所から第3の領域における戻し箇所への、第1の循環路に沿ったコンベヤチェーンの運動区間と、第1の領域における製品の引渡し箇所から第3の領域における戻し箇所への、第2の循環路に沿ったグリッパの運動区間とは、コンベヤチェーンとグリッパとの間において、戻し箇所と引渡し箇所との間で、チェーンピッチの数分の一もしくは一部分だけの位相シフトが生じるように、選択されているようにした。
【0007】
本発明の有利な構成では、第2の循環路が第2の領域において選択的に、高さをずらされた2つの平面のうちの1つにおいて延びている。そのためには、第2の循環路が滑子案内制御されていて、第2の領域においてポイントを介して調節可能であると、有利である。
【0008】
本発明の別の構成では、コンベヤチェーンの循環運動とグリッパの循環運動とが、同じ速度で同期して行われるようになっており、この場合コンベヤチェーンの循環運動とグリッパの循環運動とはそれぞれ1つの駆動装置を用いて行われてもよいが、コンベヤチェーンの循環運動とグリッパの循環運動とを、相応な伝動装置を備えた1つの共通の中央駆動装置を用いて行うことも可能である。
【0009】
次に図面を参照しながら本発明の実施の形態を説明する。
【図面の簡単な説明】
【0010】
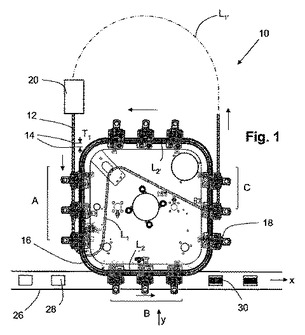
【図1】本発明による装置を示す平面図である。
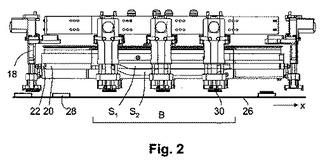
【図2】図1に示された装置をyの視線方向で見た側面図である。
【0011】
実施形態の記載
図1及び図2に示された搬送装置10は、チェーンピッチT1を有する連行体14を備えていて第1の循環路U1に沿って循環する第1のコンベヤチェーン12と、循環する第2のコンベヤチェーン16とを有しており、この第2のコンベヤチェーン16には、第2の循環路U2に沿って循環するグリッパ18が互いに間隔をおいて固定されている。製品は供給装置20を用いて、相前後して連続する各2つの連行体14の間において、コンベヤチェーン12に設置され、第1の領域Aにおいてグリッパ18を用いてコンベヤチェーン16によって受容され、第1の領域Aに続く第2の領域Bにおける特定箇所へと案内される。特定箇所において不要な製品は、グリッパ18を用いて、第2の領域Bに続く第3の領域Cへとさらに案内され、そこでコンベヤチェーン12に戻され、そして供給装置20へと再び戻される。例えば光学式のシステムを介して供給装置20は、互いに隣接した連行体14の間における中間室が、戻された製品によって既に占められていることを認識し、この既に占められている中間室には、製品を供給しない。
【0012】
第1の領域Aにおける製品の引渡し箇所から第3の領域Cにおける戻し箇所への、第1の循環路U1に沿ったコンベヤチェーン12の運動区間L1と、第1の領域Aにおける製品の引渡し箇所から第3の領域Cにおける戻し箇所への、第2の循環路U2に沿ったグリッパ18の運動区間L2とは、コンベヤチェーン12とグリッパ18との間において、戻し箇所と引渡し箇所との間で、チェーンピッチT1の数分の一もしくは一部分だけの位相シフトΔT1が生じるように、選択されている。この位相シフトΔT1は必要である。なぜならば、コンベヤチェーン12に沿って搬送される製品は、2つの連行体14の間の中心に位置しているのではなく、それぞれ搬送方向で見て後方の連行体14に接触しており、このポジションから領域Aにおいてグリッパ18によって受け取られるからである。位相シフトΔT1によって、製品が、許容誤差に基づいて第3の領域Cの戻し箇所における受け渡し時に、間違って連行体14の上に載ってしまうことが、回避される。位相シフトΔT1は通常、戻される製品が第3の領域Cの戻し箇所において、互いに隣接した2つの連行体14の間のほぼ真ん中に載置されるように、測定される。
【0013】
第3の領域Cにおける戻し箇所から第1の領域Aにおける製品の引渡し箇所への第1の循環路U1に沿ったコンベヤチェーン12の運動区間L1′と、第3の領域Cにおける戻し箇所から第1の領域Aにおける製品の引渡し箇所への第2の循環路U2に沿ったグリッパ18の運動区間L2′とは、相応に、コンベヤチェーン12とグリッパ18との間において、引渡し箇所と戻し箇所との間において生じる位相シフトΔT1が再び、減少もしくは取り消されるように、選択されている。
【0014】
コンベヤチェーン12及びグリッパ18の循環路が所与性に応じて最適な長さを有するようにするために、位相シフトされた往路及び復路長さは少なくともチェーンピッチ1つ分だけ長く又は短くされることができる。
【0015】
グリッパ18はサクショングリッパもしくは真空グリッパとして形成されている。コンベヤチェーン12から製品が受容される際に真空はその都度活性化され、製品の引渡し後に不活性になる。
【0016】
図2から分かるように、グリッパ18は、環状のガイド溝20内において案内されるガイドピン22を介して滑子案内制御(kulissensteuern)されており、第2の領域Bにおいてポイント24を用いて、第1のガイド溝区間S1を介して、環状のガイド溝20と同じ高さに下降させられるか、又は低い位置にある第2のガイド溝区間S2を介して低いレベルに下降させられ、この第2のガイド溝区間S2の終端部において再び、環状のガイド溝20のレベルの持ち上げられることができる。図示の実施例では、グリッパ18は第2の領域Bには3つのグリッパ18が位置しており、第1のガイド溝区間S1におけるすべてのグリッパ18は、つまり下降されていない。
【0017】
図1及び図2に示されているように、グリッパ18は第2の領域Bにおいて、図示されていない包装機械の、等しい方向に運動する搬送装置26を介して位置決めされている。搬送装置26上では、例えば包装用断裁28が供給される。搬送装置10のグリッパ18を介して、タブレットブリスタ30が包装用断裁28に近づけられて、該包装用断裁28と接着される。そのために、供給された包装用断裁28には、例えば高温接着剤又は溶融接着剤の液滴が与えられる。第2のガイド溝区間S2へのグリッパ18の下降時に、タブレットブリスタ30は包装用断裁28の上に下ろされ、圧着によって接着剤を介して包装用断裁28に固定される。この際に、接着ポジションにおいて真空は不活性になる。戻されるタブレットブリスタ30はグリッパ18に留まり、このようなグリッパ18は、下降されずに第1のガイド溝区間S1を介して第2の領域Bを通過する。
【0018】
スクラップを回避するために、機械停止時には、既に高温接着剤又は溶融接着剤を備えた包装がなお製品と接着されることを、保証することが望まれている。そして包装用断裁が存在しない場合には、製品の接着が行われないことが望まれている。それというのは、この場合包装用断裁は例えば手前に設けられたコントロール装置において排除されているからである。
【0019】
例えばチェーンピッチを備えたコンベヤチェーンである搬送装置26はそのために、遮断可能な引渡し装置を備えたセグメントに分割されている。これらの引渡し装置は例えば、コンベヤチェーンの上に配置された短いチェーン部材から成っており、このようなチェーン部材は、製品を「上から」1つのセグメントから次のセグメントに押し込む。機械停止時にこれらの引渡し装置は遮断され、その結果機械の、通常同期的に運動するチェーンセグメントは、今や無関係に独立して運転され、部分的に実施された接着を終了させることができる。
【0020】
接着されなかった製品は、戻り路において再び、循環するように形成された製品用のコンベヤチェーン12に戻され、次の回転時に新たに使用される。そのためにポイント24は、グリッパが上側の滑子案内路(Kulissenweg)を通り、下降されないように、制御される。この第1のガイド溝区間S1においてグリッパの真空は、チェーンの引渡しポジションに到るまで活性化されたままであり、その結果製品はチェーン内に戻される。コンベヤチェーンに製品を供給する供給装置、例えば積み重ねられた製品を個別化する分離装置(Abstapler)はこの際に、戻し路の相応なチェーンピッチが既に製品を備えていて、このピッチにはさらに製品が供給されないことを、認識する。グリッパの循環とチェーンの循環とはこの場合同期しており、つまりグリッパとチェーンとは常に同じ速度で運動する。
【0021】
本発明による装置には次のような利点がある:すなわち、
- 連続的に運転式のモジュラ構造の包装機械において製品のために使用される迅速な方法。
- 製品を戻すことができ、かつ新たにプロセスに投入することができる。
- モジュールの遮断によって、製品が接着されなかったが既に接着液滴を有するパッケージによるスクラップが回避される。
- 製品は取出しポイントにおいて真ん中で後方のチェーンピッチに係合され、かつ引渡しポイントでは戻し時にチェーンピッチの間の真ん中に下ろされることに基づく、高い運転確実性。
- 単純な制御技術、すなわちコンベヤチェーンとグリッパ循環とが同期運転されるので、個々のサーボ駆動装置が不要である。
【技術分野】
【0001】
本発明は、特定箇所に製品を搬送するための装置に関する。
【0002】
従来の技術
EP−A−1048569に基づいて、2つの構成部分を、両構成部分から成る1つの製品にまとめる装置が公知である。この装置は、第1の構成部分を供給する第1のコンベヤと、循環する第2のコンベヤとを備えており、この第2のコンベヤは、第1の構成部分のための第1の連行体と、供給ステーションにおいて供給される第2の構成部分のための第2の連行体とを備えている。この公知の装置は、第1の構成部分の損傷の有無を監視するための光学式センサと、第2の構成部分の正確な位置決めを監視するための光学式センサとを有している。1つのセンサがエラーを示すと、エラーのある相応な製品は、押し退けレバーを用いて、スクラップとして側方に押し出される。
【0003】
EP−A−1216939に基づいて、製品を搬送及び中間ストックするための装置が公知である。この装置は、第1の循環路において循環するグリッパを備えたターンテーブルもしくはメリーゴーラウンド装置(Karusselleinrichtung)を有しており、これらのグリッパは、ベルトコンベヤ上において特定箇所に搬送される製品を一時的に引き受け、かつ第2の循環路を備えた蓄え部に製品を引き渡すために働く。製品はグリッパを用いて蓄え部から再び取り出されて、ベルトコンベヤ上に戻されることができる。
【0004】
発明の開示
本発明の課題は、冒頭に述べた形式の装置を改良して、単純な手段を用いて、特定箇所において不要だった製品を戻すことによって再使用可能にする装置を、提供することである。
【0005】
本発明の別の目的は、例えばタブレットブリスタ又は患者情報のような製品が、包装容器に供給されて接着されるような、連続的な包装プロセスにおける使用のために適している装置を、提供することである。
【0006】
前記課題を解決するために本発明の構成では、特定箇所に製品を搬送するための装置において、第1の循環路に沿って循環しかつチェーンピッチを有する連行体を備えた、循環するコンベヤチェーンと、互いに間隔をおいて配置されていて第2の循環路に沿って循環する複数のグリッパを備えた、循環するコンベヤ手段と、第1の循環路から第2の循環路にグリッパを用いてコンベヤチェーンより製品を引き受けるための、第1の循環路及び第2の循環路の第1の領域と、特定箇所においてグリッパから製品を引き渡すための、第2の循環路の第2の領域と、特定箇所において不要であった製品をグリッパによって第2の循環路から第1の循環路におけるコンベヤチェーンに戻すための、第1の循環路及び第2の循環路の第3の領域とが設けられており、第1の領域における製品の引渡し箇所から第3の領域における戻し箇所への、第1の循環路に沿ったコンベヤチェーンの運動区間と、第1の領域における製品の引渡し箇所から第3の領域における戻し箇所への、第2の循環路に沿ったグリッパの運動区間とは、コンベヤチェーンとグリッパとの間において、戻し箇所と引渡し箇所との間で、チェーンピッチの数分の一もしくは一部分だけの位相シフトが生じるように、選択されているようにした。
【0007】
本発明の有利な構成では、第2の循環路が第2の領域において選択的に、高さをずらされた2つの平面のうちの1つにおいて延びている。そのためには、第2の循環路が滑子案内制御されていて、第2の領域においてポイントを介して調節可能であると、有利である。
【0008】
本発明の別の構成では、コンベヤチェーンの循環運動とグリッパの循環運動とが、同じ速度で同期して行われるようになっており、この場合コンベヤチェーンの循環運動とグリッパの循環運動とはそれぞれ1つの駆動装置を用いて行われてもよいが、コンベヤチェーンの循環運動とグリッパの循環運動とを、相応な伝動装置を備えた1つの共通の中央駆動装置を用いて行うことも可能である。
【0009】
次に図面を参照しながら本発明の実施の形態を説明する。
【図面の簡単な説明】
【0010】
【図1】本発明による装置を示す平面図である。
【図2】図1に示された装置をyの視線方向で見た側面図である。
【0011】
実施形態の記載
図1及び図2に示された搬送装置10は、チェーンピッチT1を有する連行体14を備えていて第1の循環路U1に沿って循環する第1のコンベヤチェーン12と、循環する第2のコンベヤチェーン16とを有しており、この第2のコンベヤチェーン16には、第2の循環路U2に沿って循環するグリッパ18が互いに間隔をおいて固定されている。製品は供給装置20を用いて、相前後して連続する各2つの連行体14の間において、コンベヤチェーン12に設置され、第1の領域Aにおいてグリッパ18を用いてコンベヤチェーン16によって受容され、第1の領域Aに続く第2の領域Bにおける特定箇所へと案内される。特定箇所において不要な製品は、グリッパ18を用いて、第2の領域Bに続く第3の領域Cへとさらに案内され、そこでコンベヤチェーン12に戻され、そして供給装置20へと再び戻される。例えば光学式のシステムを介して供給装置20は、互いに隣接した連行体14の間における中間室が、戻された製品によって既に占められていることを認識し、この既に占められている中間室には、製品を供給しない。
【0012】
第1の領域Aにおける製品の引渡し箇所から第3の領域Cにおける戻し箇所への、第1の循環路U1に沿ったコンベヤチェーン12の運動区間L1と、第1の領域Aにおける製品の引渡し箇所から第3の領域Cにおける戻し箇所への、第2の循環路U2に沿ったグリッパ18の運動区間L2とは、コンベヤチェーン12とグリッパ18との間において、戻し箇所と引渡し箇所との間で、チェーンピッチT1の数分の一もしくは一部分だけの位相シフトΔT1が生じるように、選択されている。この位相シフトΔT1は必要である。なぜならば、コンベヤチェーン12に沿って搬送される製品は、2つの連行体14の間の中心に位置しているのではなく、それぞれ搬送方向で見て後方の連行体14に接触しており、このポジションから領域Aにおいてグリッパ18によって受け取られるからである。位相シフトΔT1によって、製品が、許容誤差に基づいて第3の領域Cの戻し箇所における受け渡し時に、間違って連行体14の上に載ってしまうことが、回避される。位相シフトΔT1は通常、戻される製品が第3の領域Cの戻し箇所において、互いに隣接した2つの連行体14の間のほぼ真ん中に載置されるように、測定される。
【0013】
第3の領域Cにおける戻し箇所から第1の領域Aにおける製品の引渡し箇所への第1の循環路U1に沿ったコンベヤチェーン12の運動区間L1′と、第3の領域Cにおける戻し箇所から第1の領域Aにおける製品の引渡し箇所への第2の循環路U2に沿ったグリッパ18の運動区間L2′とは、相応に、コンベヤチェーン12とグリッパ18との間において、引渡し箇所と戻し箇所との間において生じる位相シフトΔT1が再び、減少もしくは取り消されるように、選択されている。
【0014】
コンベヤチェーン12及びグリッパ18の循環路が所与性に応じて最適な長さを有するようにするために、位相シフトされた往路及び復路長さは少なくともチェーンピッチ1つ分だけ長く又は短くされることができる。
【0015】
グリッパ18はサクショングリッパもしくは真空グリッパとして形成されている。コンベヤチェーン12から製品が受容される際に真空はその都度活性化され、製品の引渡し後に不活性になる。
【0016】
図2から分かるように、グリッパ18は、環状のガイド溝20内において案内されるガイドピン22を介して滑子案内制御(kulissensteuern)されており、第2の領域Bにおいてポイント24を用いて、第1のガイド溝区間S1を介して、環状のガイド溝20と同じ高さに下降させられるか、又は低い位置にある第2のガイド溝区間S2を介して低いレベルに下降させられ、この第2のガイド溝区間S2の終端部において再び、環状のガイド溝20のレベルの持ち上げられることができる。図示の実施例では、グリッパ18は第2の領域Bには3つのグリッパ18が位置しており、第1のガイド溝区間S1におけるすべてのグリッパ18は、つまり下降されていない。
【0017】
図1及び図2に示されているように、グリッパ18は第2の領域Bにおいて、図示されていない包装機械の、等しい方向に運動する搬送装置26を介して位置決めされている。搬送装置26上では、例えば包装用断裁28が供給される。搬送装置10のグリッパ18を介して、タブレットブリスタ30が包装用断裁28に近づけられて、該包装用断裁28と接着される。そのために、供給された包装用断裁28には、例えば高温接着剤又は溶融接着剤の液滴が与えられる。第2のガイド溝区間S2へのグリッパ18の下降時に、タブレットブリスタ30は包装用断裁28の上に下ろされ、圧着によって接着剤を介して包装用断裁28に固定される。この際に、接着ポジションにおいて真空は不活性になる。戻されるタブレットブリスタ30はグリッパ18に留まり、このようなグリッパ18は、下降されずに第1のガイド溝区間S1を介して第2の領域Bを通過する。
【0018】
スクラップを回避するために、機械停止時には、既に高温接着剤又は溶融接着剤を備えた包装がなお製品と接着されることを、保証することが望まれている。そして包装用断裁が存在しない場合には、製品の接着が行われないことが望まれている。それというのは、この場合包装用断裁は例えば手前に設けられたコントロール装置において排除されているからである。
【0019】
例えばチェーンピッチを備えたコンベヤチェーンである搬送装置26はそのために、遮断可能な引渡し装置を備えたセグメントに分割されている。これらの引渡し装置は例えば、コンベヤチェーンの上に配置された短いチェーン部材から成っており、このようなチェーン部材は、製品を「上から」1つのセグメントから次のセグメントに押し込む。機械停止時にこれらの引渡し装置は遮断され、その結果機械の、通常同期的に運動するチェーンセグメントは、今や無関係に独立して運転され、部分的に実施された接着を終了させることができる。
【0020】
接着されなかった製品は、戻り路において再び、循環するように形成された製品用のコンベヤチェーン12に戻され、次の回転時に新たに使用される。そのためにポイント24は、グリッパが上側の滑子案内路(Kulissenweg)を通り、下降されないように、制御される。この第1のガイド溝区間S1においてグリッパの真空は、チェーンの引渡しポジションに到るまで活性化されたままであり、その結果製品はチェーン内に戻される。コンベヤチェーンに製品を供給する供給装置、例えば積み重ねられた製品を個別化する分離装置(Abstapler)はこの際に、戻し路の相応なチェーンピッチが既に製品を備えていて、このピッチにはさらに製品が供給されないことを、認識する。グリッパの循環とチェーンの循環とはこの場合同期しており、つまりグリッパとチェーンとは常に同じ速度で運動する。
【0021】
本発明による装置には次のような利点がある:すなわち、
- 連続的に運転式のモジュラ構造の包装機械において製品のために使用される迅速な方法。
- 製品を戻すことができ、かつ新たにプロセスに投入することができる。
- モジュールの遮断によって、製品が接着されなかったが既に接着液滴を有するパッケージによるスクラップが回避される。
- 製品は取出しポイントにおいて真ん中で後方のチェーンピッチに係合され、かつ引渡しポイントでは戻し時にチェーンピッチの間の真ん中に下ろされることに基づく、高い運転確実性。
- 単純な制御技術、すなわちコンベヤチェーンとグリッパ循環とが同期運転されるので、個々のサーボ駆動装置が不要である。
【特許請求の範囲】
【請求項1】
特定箇所に製品を搬送するための装置であって、
- 第1の循環路(U1)に沿って循環しかつチェーンピッチ(T1)を有する連行体(14)を備えた、循環するコンベヤチェーン(12)と、
- 互いに間隔をおいて配置されていて第2の循環路(U2)に沿って循環する複数のグリッパ(18)を備えた、循環するコンベヤ手段(16)と、
- 第1の循環路(U1)から第2の循環路(U2)にグリッパ(18)を用いてコンベヤチェーン(12)より製品を引き受けるための、第1の循環路(U1)及び第2の循環路(U2)の第1の領域(A)と、
- 特定箇所においてグリッパ(18)から製品を引き渡すための、第2の循環路(U2)の第2の領域(B)と、
- 特定箇所において不要であった製品をグリッパ(18)によって第2の循環路(U2)から第1の循環路(U1)におけるコンベヤチェーン(12)に戻すための、第1の循環路(U1)及び第2の循環路(U2)の第3の領域(C)とが設けられており、
第1の領域(A)における製品の引渡し箇所から第3の領域(C)における戻し箇所への、第1の循環路(U1)に沿ったコンベヤチェーン(12)の運動区間(L1)と、第1の領域(A)における製品の引渡し箇所から第3の領域(C)における戻し箇所への、第2の循環路(U2)に沿ったグリッパ(18)の運動区間(L2)とは、コンベヤチェーン(12)とグリッパ(18)との間において、戻し箇所と引渡し箇所との間で、チェーンピッチ(T1)の数分の一もしくは一部分だけの位相シフト(ΔT1)が生じるように、選択されていることを特徴とする、特定箇所に製品を搬送するための装置。
【請求項2】
第2の循環路(U2)が第2の領域(B)において選択的に、高さをずらされた2つの平面のうちの1つにおいて延びている、請求項1記載の装置。
【請求項3】
第2の循環路(U2)が滑子案内制御されていて、第2の領域(B)においてポイント(24)を介して調節可能である、請求項2記載の装置。
【請求項4】
コンベヤチェーン(12)の循環運動とグリッパ(18)の循環運動とが、同じ速度で同期して行われる、請求項1から3までのいずれか1項記載の装置。
【請求項5】
コンベヤチェーン(12)の循環運動とグリッパ(18)の循環運動とが、1つの共通の駆動装置を用いて行われる、請求項4記載の装置。
【請求項6】
連続的運転式のモジュラ構造の包装機械への製品の供給のために用いられる、請求項1から5までのいずれか1項記載の装置の使用。
【請求項1】
特定箇所に製品を搬送するための装置であって、
- 第1の循環路(U1)に沿って循環しかつチェーンピッチ(T1)を有する連行体(14)を備えた、循環するコンベヤチェーン(12)と、
- 互いに間隔をおいて配置されていて第2の循環路(U2)に沿って循環する複数のグリッパ(18)を備えた、循環するコンベヤ手段(16)と、
- 第1の循環路(U1)から第2の循環路(U2)にグリッパ(18)を用いてコンベヤチェーン(12)より製品を引き受けるための、第1の循環路(U1)及び第2の循環路(U2)の第1の領域(A)と、
- 特定箇所においてグリッパ(18)から製品を引き渡すための、第2の循環路(U2)の第2の領域(B)と、
- 特定箇所において不要であった製品をグリッパ(18)によって第2の循環路(U2)から第1の循環路(U1)におけるコンベヤチェーン(12)に戻すための、第1の循環路(U1)及び第2の循環路(U2)の第3の領域(C)とが設けられており、
第1の領域(A)における製品の引渡し箇所から第3の領域(C)における戻し箇所への、第1の循環路(U1)に沿ったコンベヤチェーン(12)の運動区間(L1)と、第1の領域(A)における製品の引渡し箇所から第3の領域(C)における戻し箇所への、第2の循環路(U2)に沿ったグリッパ(18)の運動区間(L2)とは、コンベヤチェーン(12)とグリッパ(18)との間において、戻し箇所と引渡し箇所との間で、チェーンピッチ(T1)の数分の一もしくは一部分だけの位相シフト(ΔT1)が生じるように、選択されていることを特徴とする、特定箇所に製品を搬送するための装置。
【請求項2】
第2の循環路(U2)が第2の領域(B)において選択的に、高さをずらされた2つの平面のうちの1つにおいて延びている、請求項1記載の装置。
【請求項3】
第2の循環路(U2)が滑子案内制御されていて、第2の領域(B)においてポイント(24)を介して調節可能である、請求項2記載の装置。
【請求項4】
コンベヤチェーン(12)の循環運動とグリッパ(18)の循環運動とが、同じ速度で同期して行われる、請求項1から3までのいずれか1項記載の装置。
【請求項5】
コンベヤチェーン(12)の循環運動とグリッパ(18)の循環運動とが、1つの共通の駆動装置を用いて行われる、請求項4記載の装置。
【請求項6】
連続的運転式のモジュラ構造の包装機械への製品の供給のために用いられる、請求項1から5までのいずれか1項記載の装置の使用。
【図1】

【図2】
【図2】
【公表番号】特表2011−519798(P2011−519798A)
【公表日】平成23年7月14日(2011.7.14)
【国際特許分類】
【出願番号】特願2011−505453(P2011−505453)
【出願日】平成21年4月1日(2009.4.1)
【国際出願番号】PCT/EP2009/053856
【国際公開番号】WO2009/130116
【国際公開日】平成21年10月29日(2009.10.29)
【出願人】(390023711)ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング (2,908)
【氏名又は名称原語表記】ROBERT BOSCH GMBH
【住所又は居所原語表記】Stuttgart, Germany
【Fターム(参考)】
【公表日】平成23年7月14日(2011.7.14)
【国際特許分類】
【出願日】平成21年4月1日(2009.4.1)
【国際出願番号】PCT/EP2009/053856
【国際公開番号】WO2009/130116
【国際公開日】平成21年10月29日(2009.10.29)
【出願人】(390023711)ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング (2,908)
【氏名又は名称原語表記】ROBERT BOSCH GMBH
【住所又は居所原語表記】Stuttgart, Germany
【Fターム(参考)】
[ Back to top ]