
製品寸法検査装置

【課題】外径寸法が合格とされる寸法である製品だけを検出することができる製品寸法検査装置を安価に提供する。
【解決手段】プレート5に第1製品通過孔6が形成され、第1製品通過孔6は、外径寸法が合格とされる寸法以下である製品Bだけを通過させる大きさに形成され、プレート5の表側の面5G側から第1製品通過孔6に入り込んだ製品Bが、流体圧シリンダC1の付勢力に抗して押し込み体10により第1蓋部材7側に押し込まれるに伴って、第1蓋部材7が開放側に押し退けられるよう構成され、流体圧シリンダC1の伸縮量が設定値になったか否かを検出するセンサS1が設けられ、流体圧シリンダC1の伸縮量が前記設定値になったことをセンサS1が検出すると、その検出結果に基づいて流体圧シリンダC1を制御して第1蓋部材7を開放させる制御手段9が設けられている。
【解決手段】プレート5に第1製品通過孔6が形成され、第1製品通過孔6は、外径寸法が合格とされる寸法以下である製品Bだけを通過させる大きさに形成され、プレート5の表側の面5G側から第1製品通過孔6に入り込んだ製品Bが、流体圧シリンダC1の付勢力に抗して押し込み体10により第1蓋部材7側に押し込まれるに伴って、第1蓋部材7が開放側に押し退けられるよう構成され、流体圧シリンダC1の伸縮量が設定値になったか否かを検出するセンサS1が設けられ、流体圧シリンダC1の伸縮量が前記設定値になったことをセンサS1が検出すると、その検出結果に基づいて流体圧シリンダC1を制御して第1蓋部材7を開放させる制御手段9が設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製品の外径寸法が合格とされる寸法か否かを検査する製品寸法検査装置に関する。
【背景技術】
【0002】
例えば、内筒と、外筒と、内外筒を連結するゴム状弾性体とから成る製品としての防振ブッシュは、ゴム状弾性体の耐久性の向上のために加硫成形後に外筒が絞り加工される。そして、絞り加工が成されていない防振ブッシュであるか否かを検査するためや、一群の防振ブッシュに、他のサイズの防振ブッシュ(いわゆる他品番の防振ブッシュ)が混入していないかを知るために、冒頭に記載した製品寸法検査装置で防振ブッシュが検査される。
【0003】
従来、製品寸法検査装置では、装置フレームに支持させたプレートに、製品をこの製品の径方向に通過させる第1製品通過孔が形成され、この第1製品通過孔は、外径寸法が合格とされる寸法以下の製品だけを通過させる大きさに形成されていた。
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記従来の構成によれば、外径寸法が合格とされる寸法を越える寸法の製品を検出することができるものの、外径寸法が合格とされる寸法よりも小さい製品を合格製品と区別して検出することができなかった。画像センサにより検出する手段が考えられるが、この手段は装置が高価である。
【0005】
本発明は上記実状に鑑みて成されたもので、その目的は、外径寸法が合格とされる寸法の製品だけを検出することができる製品寸法検査装置を安価に提供する点にある。
【課題を解決するための手段】
【0006】
本第1発明の特徴は、
製品の外径寸法が合格とされる寸法か否かを検査する製品寸法検査装置であって、
装置フレームに支持させたプレートに、前記製品を前記製品の径方向に通過させる第1製品通過孔が形成され、前記第1製品通過孔は、外径寸法が合格とされる寸法以下の製品だけを通過させる大きさに形成され、前記第1製品通過孔を前記プレートの裏側から開閉する第1蓋部材と、前記第1蓋部材を閉塞付勢する流体圧シリンダとが設けられ、
前記プレートの表側の面側から前記第1製品通過孔に入り込んだ前記製品が、前記流体圧シリンダの付勢力に抗して押し込み体により前記第1蓋部材側に押し込まれるに伴って、前記第1蓋部材が開放側に押し退けられるよう構成されるとともに、
外径寸法が合格とされる寸法の製品が前記押し込み体により前記第1蓋部材側に押し込まれて、前記押し込み体の押し込み面が前記プレートの表側の面に重なったときに、前記流体圧シリンダの伸縮量が設定値になるよう構成され、
前記押し込み体の押し込み面が前記プレートの表側の面に重なったときに、前記流体圧シリンダの伸縮量が前記設定値になったか否かを検出するセンサが設けられ、前記流体圧シリンダの伸縮量が前記設定値になったことを前記センサが検出すると、その検出結果に基づいて前記流体圧シリンダを制御して前記第1蓋部材を開放させる制御手段が設けられている点にある。
【0007】
この構成により、製品の寸法を次のように検査することができる。
(1)外径寸法が合格とされる寸法の製品(合格品)。
プレートの表側の面側からプレートの第1製品通過孔を通過して第1蓋部材に受け止められた製品が、流体圧シリンダの付勢力に抗して押し込み体により第1蓋部材側に押し込まれる。それに伴って、第1蓋部材が開放側に押し退けられ、流体圧シリンダが伸張又は短縮する。押し込み体の押し込み面がプレートの表側の面に重なると、流体圧シリンダの伸縮量が前記設定値になるので、これをセンサが検出する。その検出結果に基づいて制御装置が流体圧シリンダを制御して第1蓋部材を開放させる。これにより、製品を合格品として回収することができる。
(2)外径寸法が合格とされる寸法を越える寸法の製品(不合格品)
製品はプレートの第1製品通過孔を通過しないので、この製品を不合格品として回収することができる。
(3)外径寸法が合格とされる寸法よりも小さい製品(不合格品)
プレートの第1製品通過孔を通過して第1蓋部材に受け止められた製品が、流体圧シリンダの付勢力に抗して押し込み体により第1蓋部材側に押し込まれる。それに伴って、第1蓋部材が開放側に押し退けられ、流体圧シリンダが伸張又は短縮する。そして、第2蓋部材の押し込み面がプレートの表側の面に重なる。流体圧シリンダの伸縮量は製品の径、つまり、第1蓋部材の押し退け量に対応しており、第2蓋部材の押し込み面がプレートの表側の面に重なったときの流体圧シリンダの伸縮量は、上記(1)の場合の伸縮量とは異なるため、流体圧シリンダの伸縮量は前記設定値になることはない。従って、センサは流体圧シリンダの伸縮量が前記設定値になっていないことを検出し、制御手段が第1蓋部材を開放することがないので、第1蓋部材に受け止められている製品を不合格品として回収することができる。
上記のようにして製品の寸法を検査するから、画像センサにより検査する場合に比べると製作コストを低廉化することができる。
【0008】
本第1発明において、
前記押し込み体は、前記第1製品通過孔を前記プレートの表側から開閉する第2蓋部材であると、次の作用を奏することができる。
【0009】
押し込み体の押し込み面がプレートの表側の面に重なったことを正確に把握することができる。
【0010】
本第2発明の特徴は、
製品の外径寸法が合格とされる寸法か否かを検査する製品寸法検査装置であって、
装置フレームに支持させたプレートに、前記製品を前記製品の径方向に通過させる第1製品通過孔が形成され、前記第1製品通過孔は、外径寸法が合格とされる寸法以下の製品だけを通過させる大きさに形成され、
前記製品を前記製品の径方向に通過させる第2製品通過孔を備えたゲージ部材が、前記プレートの裏側から前記プレートに対向する状態と対向しない状態とに切換え自在に設けられて、前記ゲージ部材が前記プレートに対向した状態で、前記第2製品通過孔が前記第1製品通過孔と重なるように構成され、
前記ゲージ部材を前記プレートに対向するように付勢する流体圧シリンダが設けられ、
前記第2製品通過孔は、外径寸法が合格とされる寸法よりも小さい寸法の製品だけを通過させる大きさに形成され、
前記プレートの表側の面側から前記第1製品通過孔に入り込み、前記第2製品通過孔の通過を前記第2製品通過孔に阻止された前記製品が、前記流体圧シリンダの付勢力に抗して前記ゲージ部材側に押し込まれるに伴って、前記ゲージ部材が押し退けられるよう構成され、
前記ゲージ部材が押し退けられた第1状態になったことを検出するセンサが設けられ、前記第1状態になったことを前記センサが検出すると、その検出結果に基づいて前記流体圧シリンダを制御して前記ゲージ部材を前記プレートに対向しない状態に切換える制御手段が設けられ、
前記第2製品通過孔を通過してくる製品を不合格品回収部に案内するシューターが、案内作用状態と案内非作用状態とに切換え自在に設けられ、前記第1状態になったことを前記センサが検出すると、その検出結果に基づいて、前記制御手段が前記シューターの切換え駆動機構を制御して、前記シューターを前記案内非作用状態に切換え、その後に前記ゲージ部材を前記プレートに対向しない状態に切換えるよう構成されている点にある。
【0011】
上記の構成により製品の寸法を次のように検査することができる。
(1)外径寸法が合格とされる寸法の製品(合格品)
製品はプレートの表側の面側から第1製品通過孔に入り込み、第2製品通過孔の通過を第2製品通過孔に阻止される。この製品が、流体圧シリンダの付勢力に抗してゲージ部材側に押し込まれると、それに伴ってゲージ部材が押し退けられる。そして、ゲージ部材が押し退けられた第1状態になったことをセンサが検出すると、制御手段がシューターの切換え駆動機構を制御して、シューターを前記案内非作用状態に切換え、その後に、制御手段が流体圧シリンダを制御してゲージ部材をプレートに対向しない状態に切換える。これにより製品を合格品として回収することができる。
(2)外径寸法が合格とされる寸法を越える寸法の製品(不合格品)
製品は、プレートの第1製品通過孔を通過しないので、この製品を不合格品として回収することができる。
(3)外径寸法が合格とされる寸法よりも小さい製品(不合格品)
製品はプレートの第1製品通過孔を通過し、第2製品通過孔を通過して前記案内作用状態のシューター側に落下し、不合格品回収部に回収される。
上記のようにして製品の寸法を検査するから、画像センサにより検査する場合に比べると製作コストを低廉化することができる。
【発明の効果】
【0012】
本発明によれば、外径寸法が合格とされる寸法である製品だけを検出することができる製品寸法検査装置を安価に提供することができた。
【発明を実施するための最良の形態】
【0013】
以下、本発明を実施するための最良の形態を図面に基づいて説明する。
[第1実施形態]
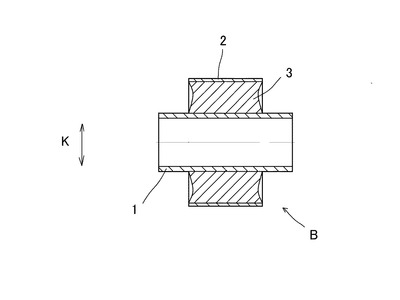
図1,図2に、製品としての防振ブッシュBの外径寸法が合格とされる寸法か否かを検査する製品寸法検査装置100を示してある。図4に示すように、防振ブッシュBは、内筒1と、これよりも薄肉で短い外筒2と、内外筒1,2を連結するゴム状弾性体3とから成り、自動車のサスペンション装置に用いられる。本実施形態においては製品寸法検査装置100によって外筒2の外径(最大径)を検査するが、外筒2の外径と内筒1の外径の両方を検査するようにしてもよい。
【0014】
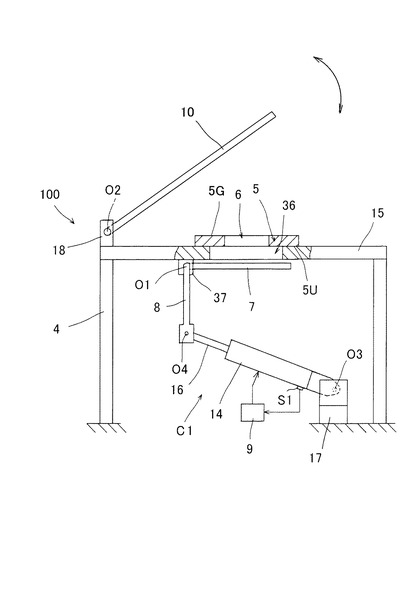
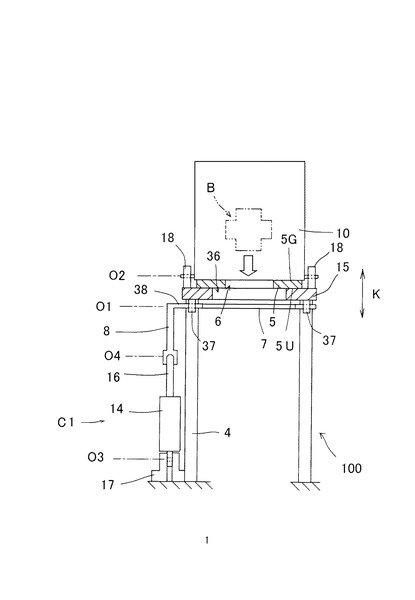
前記製品寸法検査装置100は、枠状の装置フレーム4に支持させた上部側のプレート5に、防振ブッシュBをその径方向Kに通過させる第1製品通過孔6を形成し、第1製品通過孔6をプレート5の裏側(下側)から開閉する板状の第1蓋部材7と、第1蓋部材7を閉塞付勢する第1エアーシリンダC1(流体圧シリンダに相当)とを設けて構成されている。符号15は装置フレーム4の天板であり、この天板15にプレート5が載置固定されている。天板15には、第1製品通過孔6よりも大きい製品通過補助孔36が形成されている。5Uはプレート5の裏側の面である。
【0015】
図3にも示すように第1製品通過孔6は、外径寸法が合格とされる寸法以下の防振ブッシュBだけを通過させる。すなわち、外径寸法が合格とされる寸法以下の防振ブッシュBを上方から下方に向かって通過させ、かつ、外径寸法が合格とされる寸法を越える寸法の防振ブッシュBの通過を阻止する大きさに形成されている。図3の符号19は第1製品通過孔6の全周に形成された面取り部である。
【0016】
第1蓋部材7は、天板15の下面に設けた左右一対の支持部材37に、支持軸38を介して第1横軸芯O1周りに揺動自在に支持されている。そして、横方向に延出させた支持軸38の延出端部から下方に軸部材8が延出し、軸部材8の下端部が第1エアーシリンダC1のピストンロッド16の先端部に第4横軸芯O4周りに回転自在に連結されている。第1蓋部材7と支持軸38と軸部材8とは相対変位不能に一体に固定され、側面視で軸部材8は第1蓋部材7に対して直角に位置している(図1参照)。第1エアーシリンダC1のシリンダチューブ14の基端部は、支持台17に第3横軸芯O3周りに揺動自在に連結されている。また、第1製品通過孔6をプレート5の表側から開閉する第2蓋部材10(押し込み体に相当)が、天板15に設けた左右一対の立ち上がり部18に、第2横軸芯O2周りに揺動自在に支持されている。
【0017】
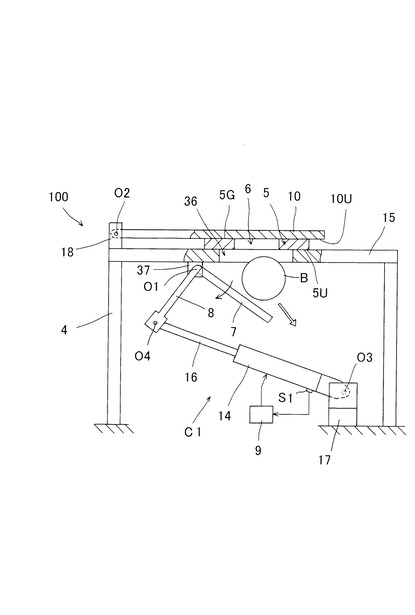
図5,図6に示すように、プレート5の表側の面5G側から第1製品通過孔6に入り込んだ防振ブッシュBが、第1エアーシリンダC1の付勢力に抗して第2蓋部材10により第1蓋部材7側に押し込まれるに伴って、第1蓋部材7が開放側に押し退けられるよう構成されている。さらに、外径寸法が合格とされる寸法の防振ブッシュBが第2蓋部材10により第1蓋部材7側に押し込まれて、第2蓋部材10の裏側の面である押し込み面10Uがプレート5の表側の面5Gに重なったときに、第1エアーシリンダC1の伸張量(第1蓋部材7が開放側に押し退けられる前の状態からの伸張量)が設定値になるよう構成されている。第1製品通過孔6への防振ブッシュBの投入操作と、第2蓋部材10を介しての防振ブッシュBの押し込み操作とは作業者が行うが、ロボットが行うようにしてあってもよい。
【0018】
そして、第2蓋部材10の押し込み面10Uがプレート5の表側の面5Gに重なったときに、第1エアーシリンダC1の伸張量が前記設定値になったか否かを検出する第1センサS1が設けられ、第1エアーシリンダC1の伸張量が前記設定値になったことを第1センサS1が検出すると、その検出結果に基づいて第1エアーシリンダC1を伸張駆動制御して第1蓋部材7を開放させ、前記設定値になっていないことを第1センサS1が検出すると、第1エアーシリンダC1を伸張駆動制御することなく、第1蓋部材7をそのままの状態に維持しておく制御装置9(制御手段に相当)が設けられている。第2蓋部材10の押し込み面10Uがプレート5の表側の面5Gに重なったことは、押し込み面10Uとプレート5の表側の面5Gの間に設けられた図示外の検出手段で検出する。
【0019】
上記の構成により防振ブッシュBの寸法を次のように検査する。
(1)外径寸法が合格とされる寸法の防振ブッシュB(合格品)
防振ブッシュBはプレート5の表側の面5G側からプレート5の第1製品通過孔6を通過し、第1蓋部材7に受け止められる。この防振ブッシュBが、第1エアーシリンダC1の付勢力に抗して第2蓋部材10により第1蓋部材7側に押し込まれるに伴って、第1蓋部材7が開放側に押し退けられ、第1エアーシリンダC1は伸張する。そして、第2蓋部材10の押し込み面10Uがプレート5の表側の面5Gに重なったときに(図5,図6参照)、第1エアーシリンダC1の伸張量が前記設定値になったことを第1センサS1が検出する。その検出結果に基づいて制御装置9が第1エアーシリンダC1を伸張駆動制御して第1蓋部材7を開放させる(図7参照)。これにより防振ブッシュBを合格品として回収する。
(2)外径寸法が合格とされる寸法を越える寸法の防振ブッシュB(不合格品)
防振ブッシュBは、プレート5の第1製品通過孔6を通過しないので、この防振ブッシュBを不合格品として回収する。
(3)外径寸法が合格とされる寸法よりも小さい防振ブッシュB(不合格品)
防振ブッシュBはプレート5の第1製品通過孔6を通過し、第1蓋部材7に受け止められる。この防振ブッシュBが、第1エアーシリンダC1の付勢力に抗して第2蓋部材10により第1蓋部材7側に押し込まれるに伴って、第1蓋部材7が開放側に押し退けられ、第1エアーシリンダC1は伸張する。そして、第2蓋部材10の押し込み面10Uがプレート5の表側の面5Gに重なる(図5,図6参照)。第1エアーシリンダC1の伸張量は防振ブッシュBの径、つまり、第1蓋部材7の押し退け量に対応しており、第2蓋部材10の押し込み面10Uがプレート5の表側の面5Gに重なったときの第1エアーシリンダC1の伸張量は、上記(1)の場合の伸張量よりも小さいため、第1エアーシリンダC1の伸張量が設定値になることはない。従って、第1センサS1は第1エアーシリンダC1の伸張量が前記設定値になっていないことを検出し、制御装置9は第1エアーシリンダC1を伸張駆動制御することなく、第1蓋部材7をそのままの状態に維持する。これにより、作業者が第2蓋部材10を開き、防振ブッシュBを不合格品として回収することができる。
【0020】
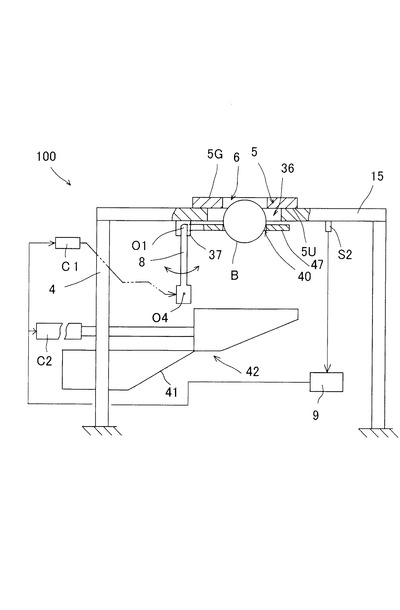
[第2実施形態]
図8〜図10に、第2実施形態の製品寸法検査装置100を示してある。この製品寸法検査装置100には第2蓋部材10や前記第1センサS1は設けてはない。図8〜図10では前記第1エアーシリンダC1を簡略化して描いてある。以下、第1実施形態の製品寸法検査装置100と異なる点について説明する。
【0021】
防振ブッシュBをその径方向Kに通過させる第2製品通過孔40を備えた板状のゲージ部材47が、プレート5の裏側からプレート5に対向する状態と対向しない状態とに切換え自在に設けられて、ゲージ部材47がプレート5に対向した状態で、第2製品通過孔40が第1製品通過孔6と上下方向で間隔を空けて重なるように構成されている。そして、ゲージ部材47をプレート5に対向するように付勢する流体圧シリンダとしての第1エアーシリンダC1が設けられている。
【0022】
ゲージ部材47は第1実施形態における第1蓋部材7に対応している。ゲージ部材47とその周りの構造は、前記第1蓋部材7とその周りの構造とほぼ同一である。すなわち、ゲージ部材47は、天板15の下面に設けた左右一対の支持部材37に、支持軸38を介して第1横軸芯O1周りに揺動自在に支持されている(図1、図2参照)。そして、横方向に延出させた支持軸38の延出端部から下方に軸部材8が延出し、軸部材8の下端部が第1エアーシリンダC1のピストンロッド16の先端部に第4横軸芯O4周りに回転自在に連結されている。ゲージ部材47と支持軸38と軸部材8とは相対変位不能に一体に固定され、側面視で軸部材8はゲージ部材47に対して直角に位置している。
【0023】
第2製品通過孔40は、外径寸法が合格とされる寸法よりも小さい寸法の防振ブッシュBだけを通過させる。すなわち、外径寸法が合格とされる寸法である防振ブッシュBの通過を阻止するとともに、外径寸法が合格とされる寸法よりも小さい寸法である防振ブッシュBを通過させる大きさに形成されている。第2製品通過孔40は第1製品通過孔6と同一形状で、第1製品通過孔6よりも寸法がわずかに小さい。
【0024】
そして、プレート5の表側の面5G側から第1製品通過孔6に入り込み、第2製品通過孔40の通過を第2製品通過孔40に阻止された防振ブッシュBが、第1エアーシリンダC1の付勢力に抗してゲージ部材47側に押し込まれるに伴って、ゲージ部材47が下方に押し退けられるよう構成されている。さらに、ゲージ部材47が下方に押し退けられた第1状態になったことを検出する第2センサS2が設けられ、前記第1状態になったことを第2センサS2が検出すると、その検出結果に基づいて第1エアーシリンダC1を制御してゲージ部材47をプレート5に対向しない状態(第1横軸芯O1周りに下方に揺動した状態)に切換える制御装置9(制御手段に相当)が設けられている。第2センサS2は第1蓋部材7の位置(下降した状態の位置)を検出する位置センサで構成されている。
【0025】
前記第2製品通過孔40を通過してくる防振ブッシュBを不合格品回収部41に案内するシューター42が、第2エアーシリンダC2(切換え駆動機構に相当)により案内作用状態と案内非作用状態とに切換え自在に設けられ、前記第1状態になったことを第2センサS2が検出すると、その検出結果に基づいて、制御装置9が第2エアーシリンダC2を短縮駆動制御して、シューター42を前記案内非作用状態に切換え、その後にゲージ部材47をプレート5に対向しない状態に切換えるよう構成されている。
【0026】
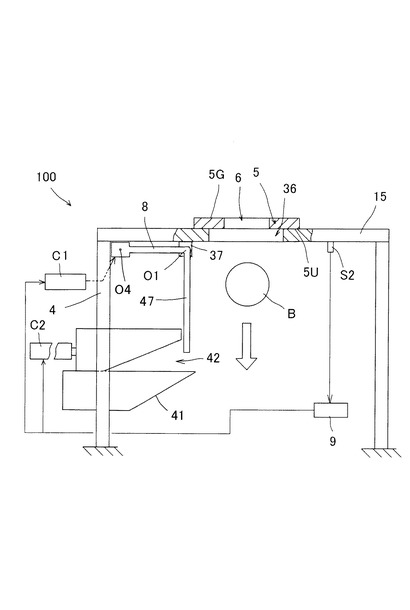
上記の構成により防振ブッシュBの寸法を次のように検査することができる。
(1)外径寸法が合格とされる寸法の防振ブッシュB(合格品)
防振ブッシュBはプレート5の表側の面5G側から第1製品通過孔6に入り込み、第2製品通過孔40の通過を第2製品通過孔40に阻止される(図9参照)。この防振ブッシュBが、第1エアーシリンダC1の付勢力に抗してゲージ部材47側に押し込まれるに伴って、ゲージ部材47が下方に押し退けられる。そして、ゲージ部材47が下方に押し退けられた第1状態になったことを第2センサS2が検出すると、制御装置9が第2エアーシリンダC2を制御して、シューター42を前記案内非作用状態に切換える。その後に、制御装置9が第1エアーシリンダC1を制御してゲージ部材47をプレート5に対向しない状態に切換える(図10参照)。これにより防振ブッシュBを合格品として回収する。
(2)外径寸法が合格とされる寸法を越える寸法の防振ブッシュB(不合格品)
防振ブッシュBは、プレート5の第1製品通過孔6を通過しないので、この防振ブッシュBを不合格品として回収する。
(3)外径寸法が合格とされる寸法よりも小さい防振ブッシュB(不合格品)
防振ブッシュBはプレート5の第1製品通過孔6を通過し、第2製品通過孔40を通過して前記案内作用状態のシューター42側に落下し不合格品回収部41に回収される(図8参照)。
【0027】
[第1実施形態及び第2実施形態の別実施形態]
(1)防振ブッシュBにより第1蓋部材7が開放側に押し退けられるに伴って第1エアーシリンダC1が短縮するように構成してあってもよく、防振ブッシュBによりゲージ部材47が押し退けられるに伴って第1エアーシリンダC1が短縮するように構成してあってもよい。
(2) 前記製品100は防振ブッシュB以外の物品であってもよい。
【図面の簡単な説明】
【0028】
【図1】製品寸法検査装置の一部切欠き側面図
【図2】製品寸法検査装置の一部切欠き正面図
【図3】プレートの平面図
【図4】製品(防振ブッシュ)の断面図
【図5】製品寸法検査装置の作動を示す側面図
【図6】製品寸法検査装置の作動を示す正面図
【図7】製品寸法検査装置の作動を示す側面図
【図8】第2実施形態の製品寸法検査装置の一部切欠き側面図
【図9】第2実施形態の製品寸法検査装置の作動を示す側面図
【図10】第2実施形態の製品寸法検査装置の作動を示す側面図
【符号の説明】
【0029】
1 内筒
2 外筒
3 ゴム状弾性体
4 装置フレーム
5 プレート
5G プレートの表側の面
5U プレートの裏側の面
6 第1製品通過孔
7 第1蓋部材
8 軸部材
9 制御手段(制御装置)
10 第2蓋部材
10U 押し込み面
15 天板
16 ピストンロッド
17 支持台
18 立ち上がり部
19 面取り部
36 製品通過補助孔
37 支持部材
38 支持軸
40 第2製品通過孔
41 不合格品回収部
42 シューター
47 ゲージ部材
C2 切換え駆動機構(第2エアーシリンダ)
B 製品(防振ブッシュ)
C1 エアーシリンダ(第1エアーシリンダ、流体圧シリンダ)
K 径方向
O1 第1横軸芯
O2 第2横軸芯
O3 第3横軸芯
O4 第4横軸芯
S1 センサ(第1センサ)
S2 センサ(第2センサ)
100 製品寸法検査装置
【技術分野】
【0001】
本発明は、製品の外径寸法が合格とされる寸法か否かを検査する製品寸法検査装置に関する。
【背景技術】
【0002】
例えば、内筒と、外筒と、内外筒を連結するゴム状弾性体とから成る製品としての防振ブッシュは、ゴム状弾性体の耐久性の向上のために加硫成形後に外筒が絞り加工される。そして、絞り加工が成されていない防振ブッシュであるか否かを検査するためや、一群の防振ブッシュに、他のサイズの防振ブッシュ(いわゆる他品番の防振ブッシュ)が混入していないかを知るために、冒頭に記載した製品寸法検査装置で防振ブッシュが検査される。
【0003】
従来、製品寸法検査装置では、装置フレームに支持させたプレートに、製品をこの製品の径方向に通過させる第1製品通過孔が形成され、この第1製品通過孔は、外径寸法が合格とされる寸法以下の製品だけを通過させる大きさに形成されていた。
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記従来の構成によれば、外径寸法が合格とされる寸法を越える寸法の製品を検出することができるものの、外径寸法が合格とされる寸法よりも小さい製品を合格製品と区別して検出することができなかった。画像センサにより検出する手段が考えられるが、この手段は装置が高価である。
【0005】
本発明は上記実状に鑑みて成されたもので、その目的は、外径寸法が合格とされる寸法の製品だけを検出することができる製品寸法検査装置を安価に提供する点にある。
【課題を解決するための手段】
【0006】
本第1発明の特徴は、
製品の外径寸法が合格とされる寸法か否かを検査する製品寸法検査装置であって、
装置フレームに支持させたプレートに、前記製品を前記製品の径方向に通過させる第1製品通過孔が形成され、前記第1製品通過孔は、外径寸法が合格とされる寸法以下の製品だけを通過させる大きさに形成され、前記第1製品通過孔を前記プレートの裏側から開閉する第1蓋部材と、前記第1蓋部材を閉塞付勢する流体圧シリンダとが設けられ、
前記プレートの表側の面側から前記第1製品通過孔に入り込んだ前記製品が、前記流体圧シリンダの付勢力に抗して押し込み体により前記第1蓋部材側に押し込まれるに伴って、前記第1蓋部材が開放側に押し退けられるよう構成されるとともに、
外径寸法が合格とされる寸法の製品が前記押し込み体により前記第1蓋部材側に押し込まれて、前記押し込み体の押し込み面が前記プレートの表側の面に重なったときに、前記流体圧シリンダの伸縮量が設定値になるよう構成され、
前記押し込み体の押し込み面が前記プレートの表側の面に重なったときに、前記流体圧シリンダの伸縮量が前記設定値になったか否かを検出するセンサが設けられ、前記流体圧シリンダの伸縮量が前記設定値になったことを前記センサが検出すると、その検出結果に基づいて前記流体圧シリンダを制御して前記第1蓋部材を開放させる制御手段が設けられている点にある。
【0007】
この構成により、製品の寸法を次のように検査することができる。
(1)外径寸法が合格とされる寸法の製品(合格品)。
プレートの表側の面側からプレートの第1製品通過孔を通過して第1蓋部材に受け止められた製品が、流体圧シリンダの付勢力に抗して押し込み体により第1蓋部材側に押し込まれる。それに伴って、第1蓋部材が開放側に押し退けられ、流体圧シリンダが伸張又は短縮する。押し込み体の押し込み面がプレートの表側の面に重なると、流体圧シリンダの伸縮量が前記設定値になるので、これをセンサが検出する。その検出結果に基づいて制御装置が流体圧シリンダを制御して第1蓋部材を開放させる。これにより、製品を合格品として回収することができる。
(2)外径寸法が合格とされる寸法を越える寸法の製品(不合格品)
製品はプレートの第1製品通過孔を通過しないので、この製品を不合格品として回収することができる。
(3)外径寸法が合格とされる寸法よりも小さい製品(不合格品)
プレートの第1製品通過孔を通過して第1蓋部材に受け止められた製品が、流体圧シリンダの付勢力に抗して押し込み体により第1蓋部材側に押し込まれる。それに伴って、第1蓋部材が開放側に押し退けられ、流体圧シリンダが伸張又は短縮する。そして、第2蓋部材の押し込み面がプレートの表側の面に重なる。流体圧シリンダの伸縮量は製品の径、つまり、第1蓋部材の押し退け量に対応しており、第2蓋部材の押し込み面がプレートの表側の面に重なったときの流体圧シリンダの伸縮量は、上記(1)の場合の伸縮量とは異なるため、流体圧シリンダの伸縮量は前記設定値になることはない。従って、センサは流体圧シリンダの伸縮量が前記設定値になっていないことを検出し、制御手段が第1蓋部材を開放することがないので、第1蓋部材に受け止められている製品を不合格品として回収することができる。
上記のようにして製品の寸法を検査するから、画像センサにより検査する場合に比べると製作コストを低廉化することができる。
【0008】
本第1発明において、
前記押し込み体は、前記第1製品通過孔を前記プレートの表側から開閉する第2蓋部材であると、次の作用を奏することができる。
【0009】
押し込み体の押し込み面がプレートの表側の面に重なったことを正確に把握することができる。
【0010】
本第2発明の特徴は、
製品の外径寸法が合格とされる寸法か否かを検査する製品寸法検査装置であって、
装置フレームに支持させたプレートに、前記製品を前記製品の径方向に通過させる第1製品通過孔が形成され、前記第1製品通過孔は、外径寸法が合格とされる寸法以下の製品だけを通過させる大きさに形成され、
前記製品を前記製品の径方向に通過させる第2製品通過孔を備えたゲージ部材が、前記プレートの裏側から前記プレートに対向する状態と対向しない状態とに切換え自在に設けられて、前記ゲージ部材が前記プレートに対向した状態で、前記第2製品通過孔が前記第1製品通過孔と重なるように構成され、
前記ゲージ部材を前記プレートに対向するように付勢する流体圧シリンダが設けられ、
前記第2製品通過孔は、外径寸法が合格とされる寸法よりも小さい寸法の製品だけを通過させる大きさに形成され、
前記プレートの表側の面側から前記第1製品通過孔に入り込み、前記第2製品通過孔の通過を前記第2製品通過孔に阻止された前記製品が、前記流体圧シリンダの付勢力に抗して前記ゲージ部材側に押し込まれるに伴って、前記ゲージ部材が押し退けられるよう構成され、
前記ゲージ部材が押し退けられた第1状態になったことを検出するセンサが設けられ、前記第1状態になったことを前記センサが検出すると、その検出結果に基づいて前記流体圧シリンダを制御して前記ゲージ部材を前記プレートに対向しない状態に切換える制御手段が設けられ、
前記第2製品通過孔を通過してくる製品を不合格品回収部に案内するシューターが、案内作用状態と案内非作用状態とに切換え自在に設けられ、前記第1状態になったことを前記センサが検出すると、その検出結果に基づいて、前記制御手段が前記シューターの切換え駆動機構を制御して、前記シューターを前記案内非作用状態に切換え、その後に前記ゲージ部材を前記プレートに対向しない状態に切換えるよう構成されている点にある。
【0011】
上記の構成により製品の寸法を次のように検査することができる。
(1)外径寸法が合格とされる寸法の製品(合格品)
製品はプレートの表側の面側から第1製品通過孔に入り込み、第2製品通過孔の通過を第2製品通過孔に阻止される。この製品が、流体圧シリンダの付勢力に抗してゲージ部材側に押し込まれると、それに伴ってゲージ部材が押し退けられる。そして、ゲージ部材が押し退けられた第1状態になったことをセンサが検出すると、制御手段がシューターの切換え駆動機構を制御して、シューターを前記案内非作用状態に切換え、その後に、制御手段が流体圧シリンダを制御してゲージ部材をプレートに対向しない状態に切換える。これにより製品を合格品として回収することができる。
(2)外径寸法が合格とされる寸法を越える寸法の製品(不合格品)
製品は、プレートの第1製品通過孔を通過しないので、この製品を不合格品として回収することができる。
(3)外径寸法が合格とされる寸法よりも小さい製品(不合格品)
製品はプレートの第1製品通過孔を通過し、第2製品通過孔を通過して前記案内作用状態のシューター側に落下し、不合格品回収部に回収される。
上記のようにして製品の寸法を検査するから、画像センサにより検査する場合に比べると製作コストを低廉化することができる。
【発明の効果】
【0012】
本発明によれば、外径寸法が合格とされる寸法である製品だけを検出することができる製品寸法検査装置を安価に提供することができた。
【発明を実施するための最良の形態】
【0013】
以下、本発明を実施するための最良の形態を図面に基づいて説明する。
[第1実施形態]
図1,図2に、製品としての防振ブッシュBの外径寸法が合格とされる寸法か否かを検査する製品寸法検査装置100を示してある。図4に示すように、防振ブッシュBは、内筒1と、これよりも薄肉で短い外筒2と、内外筒1,2を連結するゴム状弾性体3とから成り、自動車のサスペンション装置に用いられる。本実施形態においては製品寸法検査装置100によって外筒2の外径(最大径)を検査するが、外筒2の外径と内筒1の外径の両方を検査するようにしてもよい。
【0014】
前記製品寸法検査装置100は、枠状の装置フレーム4に支持させた上部側のプレート5に、防振ブッシュBをその径方向Kに通過させる第1製品通過孔6を形成し、第1製品通過孔6をプレート5の裏側(下側)から開閉する板状の第1蓋部材7と、第1蓋部材7を閉塞付勢する第1エアーシリンダC1(流体圧シリンダに相当)とを設けて構成されている。符号15は装置フレーム4の天板であり、この天板15にプレート5が載置固定されている。天板15には、第1製品通過孔6よりも大きい製品通過補助孔36が形成されている。5Uはプレート5の裏側の面である。
【0015】
図3にも示すように第1製品通過孔6は、外径寸法が合格とされる寸法以下の防振ブッシュBだけを通過させる。すなわち、外径寸法が合格とされる寸法以下の防振ブッシュBを上方から下方に向かって通過させ、かつ、外径寸法が合格とされる寸法を越える寸法の防振ブッシュBの通過を阻止する大きさに形成されている。図3の符号19は第1製品通過孔6の全周に形成された面取り部である。
【0016】
第1蓋部材7は、天板15の下面に設けた左右一対の支持部材37に、支持軸38を介して第1横軸芯O1周りに揺動自在に支持されている。そして、横方向に延出させた支持軸38の延出端部から下方に軸部材8が延出し、軸部材8の下端部が第1エアーシリンダC1のピストンロッド16の先端部に第4横軸芯O4周りに回転自在に連結されている。第1蓋部材7と支持軸38と軸部材8とは相対変位不能に一体に固定され、側面視で軸部材8は第1蓋部材7に対して直角に位置している(図1参照)。第1エアーシリンダC1のシリンダチューブ14の基端部は、支持台17に第3横軸芯O3周りに揺動自在に連結されている。また、第1製品通過孔6をプレート5の表側から開閉する第2蓋部材10(押し込み体に相当)が、天板15に設けた左右一対の立ち上がり部18に、第2横軸芯O2周りに揺動自在に支持されている。
【0017】
図5,図6に示すように、プレート5の表側の面5G側から第1製品通過孔6に入り込んだ防振ブッシュBが、第1エアーシリンダC1の付勢力に抗して第2蓋部材10により第1蓋部材7側に押し込まれるに伴って、第1蓋部材7が開放側に押し退けられるよう構成されている。さらに、外径寸法が合格とされる寸法の防振ブッシュBが第2蓋部材10により第1蓋部材7側に押し込まれて、第2蓋部材10の裏側の面である押し込み面10Uがプレート5の表側の面5Gに重なったときに、第1エアーシリンダC1の伸張量(第1蓋部材7が開放側に押し退けられる前の状態からの伸張量)が設定値になるよう構成されている。第1製品通過孔6への防振ブッシュBの投入操作と、第2蓋部材10を介しての防振ブッシュBの押し込み操作とは作業者が行うが、ロボットが行うようにしてあってもよい。
【0018】
そして、第2蓋部材10の押し込み面10Uがプレート5の表側の面5Gに重なったときに、第1エアーシリンダC1の伸張量が前記設定値になったか否かを検出する第1センサS1が設けられ、第1エアーシリンダC1の伸張量が前記設定値になったことを第1センサS1が検出すると、その検出結果に基づいて第1エアーシリンダC1を伸張駆動制御して第1蓋部材7を開放させ、前記設定値になっていないことを第1センサS1が検出すると、第1エアーシリンダC1を伸張駆動制御することなく、第1蓋部材7をそのままの状態に維持しておく制御装置9(制御手段に相当)が設けられている。第2蓋部材10の押し込み面10Uがプレート5の表側の面5Gに重なったことは、押し込み面10Uとプレート5の表側の面5Gの間に設けられた図示外の検出手段で検出する。
【0019】
上記の構成により防振ブッシュBの寸法を次のように検査する。
(1)外径寸法が合格とされる寸法の防振ブッシュB(合格品)
防振ブッシュBはプレート5の表側の面5G側からプレート5の第1製品通過孔6を通過し、第1蓋部材7に受け止められる。この防振ブッシュBが、第1エアーシリンダC1の付勢力に抗して第2蓋部材10により第1蓋部材7側に押し込まれるに伴って、第1蓋部材7が開放側に押し退けられ、第1エアーシリンダC1は伸張する。そして、第2蓋部材10の押し込み面10Uがプレート5の表側の面5Gに重なったときに(図5,図6参照)、第1エアーシリンダC1の伸張量が前記設定値になったことを第1センサS1が検出する。その検出結果に基づいて制御装置9が第1エアーシリンダC1を伸張駆動制御して第1蓋部材7を開放させる(図7参照)。これにより防振ブッシュBを合格品として回収する。
(2)外径寸法が合格とされる寸法を越える寸法の防振ブッシュB(不合格品)
防振ブッシュBは、プレート5の第1製品通過孔6を通過しないので、この防振ブッシュBを不合格品として回収する。
(3)外径寸法が合格とされる寸法よりも小さい防振ブッシュB(不合格品)
防振ブッシュBはプレート5の第1製品通過孔6を通過し、第1蓋部材7に受け止められる。この防振ブッシュBが、第1エアーシリンダC1の付勢力に抗して第2蓋部材10により第1蓋部材7側に押し込まれるに伴って、第1蓋部材7が開放側に押し退けられ、第1エアーシリンダC1は伸張する。そして、第2蓋部材10の押し込み面10Uがプレート5の表側の面5Gに重なる(図5,図6参照)。第1エアーシリンダC1の伸張量は防振ブッシュBの径、つまり、第1蓋部材7の押し退け量に対応しており、第2蓋部材10の押し込み面10Uがプレート5の表側の面5Gに重なったときの第1エアーシリンダC1の伸張量は、上記(1)の場合の伸張量よりも小さいため、第1エアーシリンダC1の伸張量が設定値になることはない。従って、第1センサS1は第1エアーシリンダC1の伸張量が前記設定値になっていないことを検出し、制御装置9は第1エアーシリンダC1を伸張駆動制御することなく、第1蓋部材7をそのままの状態に維持する。これにより、作業者が第2蓋部材10を開き、防振ブッシュBを不合格品として回収することができる。
【0020】
[第2実施形態]
図8〜図10に、第2実施形態の製品寸法検査装置100を示してある。この製品寸法検査装置100には第2蓋部材10や前記第1センサS1は設けてはない。図8〜図10では前記第1エアーシリンダC1を簡略化して描いてある。以下、第1実施形態の製品寸法検査装置100と異なる点について説明する。
【0021】
防振ブッシュBをその径方向Kに通過させる第2製品通過孔40を備えた板状のゲージ部材47が、プレート5の裏側からプレート5に対向する状態と対向しない状態とに切換え自在に設けられて、ゲージ部材47がプレート5に対向した状態で、第2製品通過孔40が第1製品通過孔6と上下方向で間隔を空けて重なるように構成されている。そして、ゲージ部材47をプレート5に対向するように付勢する流体圧シリンダとしての第1エアーシリンダC1が設けられている。
【0022】
ゲージ部材47は第1実施形態における第1蓋部材7に対応している。ゲージ部材47とその周りの構造は、前記第1蓋部材7とその周りの構造とほぼ同一である。すなわち、ゲージ部材47は、天板15の下面に設けた左右一対の支持部材37に、支持軸38を介して第1横軸芯O1周りに揺動自在に支持されている(図1、図2参照)。そして、横方向に延出させた支持軸38の延出端部から下方に軸部材8が延出し、軸部材8の下端部が第1エアーシリンダC1のピストンロッド16の先端部に第4横軸芯O4周りに回転自在に連結されている。ゲージ部材47と支持軸38と軸部材8とは相対変位不能に一体に固定され、側面視で軸部材8はゲージ部材47に対して直角に位置している。
【0023】
第2製品通過孔40は、外径寸法が合格とされる寸法よりも小さい寸法の防振ブッシュBだけを通過させる。すなわち、外径寸法が合格とされる寸法である防振ブッシュBの通過を阻止するとともに、外径寸法が合格とされる寸法よりも小さい寸法である防振ブッシュBを通過させる大きさに形成されている。第2製品通過孔40は第1製品通過孔6と同一形状で、第1製品通過孔6よりも寸法がわずかに小さい。
【0024】
そして、プレート5の表側の面5G側から第1製品通過孔6に入り込み、第2製品通過孔40の通過を第2製品通過孔40に阻止された防振ブッシュBが、第1エアーシリンダC1の付勢力に抗してゲージ部材47側に押し込まれるに伴って、ゲージ部材47が下方に押し退けられるよう構成されている。さらに、ゲージ部材47が下方に押し退けられた第1状態になったことを検出する第2センサS2が設けられ、前記第1状態になったことを第2センサS2が検出すると、その検出結果に基づいて第1エアーシリンダC1を制御してゲージ部材47をプレート5に対向しない状態(第1横軸芯O1周りに下方に揺動した状態)に切換える制御装置9(制御手段に相当)が設けられている。第2センサS2は第1蓋部材7の位置(下降した状態の位置)を検出する位置センサで構成されている。
【0025】
前記第2製品通過孔40を通過してくる防振ブッシュBを不合格品回収部41に案内するシューター42が、第2エアーシリンダC2(切換え駆動機構に相当)により案内作用状態と案内非作用状態とに切換え自在に設けられ、前記第1状態になったことを第2センサS2が検出すると、その検出結果に基づいて、制御装置9が第2エアーシリンダC2を短縮駆動制御して、シューター42を前記案内非作用状態に切換え、その後にゲージ部材47をプレート5に対向しない状態に切換えるよう構成されている。
【0026】
上記の構成により防振ブッシュBの寸法を次のように検査することができる。
(1)外径寸法が合格とされる寸法の防振ブッシュB(合格品)
防振ブッシュBはプレート5の表側の面5G側から第1製品通過孔6に入り込み、第2製品通過孔40の通過を第2製品通過孔40に阻止される(図9参照)。この防振ブッシュBが、第1エアーシリンダC1の付勢力に抗してゲージ部材47側に押し込まれるに伴って、ゲージ部材47が下方に押し退けられる。そして、ゲージ部材47が下方に押し退けられた第1状態になったことを第2センサS2が検出すると、制御装置9が第2エアーシリンダC2を制御して、シューター42を前記案内非作用状態に切換える。その後に、制御装置9が第1エアーシリンダC1を制御してゲージ部材47をプレート5に対向しない状態に切換える(図10参照)。これにより防振ブッシュBを合格品として回収する。
(2)外径寸法が合格とされる寸法を越える寸法の防振ブッシュB(不合格品)
防振ブッシュBは、プレート5の第1製品通過孔6を通過しないので、この防振ブッシュBを不合格品として回収する。
(3)外径寸法が合格とされる寸法よりも小さい防振ブッシュB(不合格品)
防振ブッシュBはプレート5の第1製品通過孔6を通過し、第2製品通過孔40を通過して前記案内作用状態のシューター42側に落下し不合格品回収部41に回収される(図8参照)。
【0027】
[第1実施形態及び第2実施形態の別実施形態]
(1)防振ブッシュBにより第1蓋部材7が開放側に押し退けられるに伴って第1エアーシリンダC1が短縮するように構成してあってもよく、防振ブッシュBによりゲージ部材47が押し退けられるに伴って第1エアーシリンダC1が短縮するように構成してあってもよい。
(2) 前記製品100は防振ブッシュB以外の物品であってもよい。
【図面の簡単な説明】
【0028】
【図1】製品寸法検査装置の一部切欠き側面図
【図2】製品寸法検査装置の一部切欠き正面図
【図3】プレートの平面図
【図4】製品(防振ブッシュ)の断面図
【図5】製品寸法検査装置の作動を示す側面図
【図6】製品寸法検査装置の作動を示す正面図
【図7】製品寸法検査装置の作動を示す側面図
【図8】第2実施形態の製品寸法検査装置の一部切欠き側面図
【図9】第2実施形態の製品寸法検査装置の作動を示す側面図
【図10】第2実施形態の製品寸法検査装置の作動を示す側面図
【符号の説明】
【0029】
1 内筒
2 外筒
3 ゴム状弾性体
4 装置フレーム
5 プレート
5G プレートの表側の面
5U プレートの裏側の面
6 第1製品通過孔
7 第1蓋部材
8 軸部材
9 制御手段(制御装置)
10 第2蓋部材
10U 押し込み面
15 天板
16 ピストンロッド
17 支持台
18 立ち上がり部
19 面取り部
36 製品通過補助孔
37 支持部材
38 支持軸
40 第2製品通過孔
41 不合格品回収部
42 シューター
47 ゲージ部材
C2 切換え駆動機構(第2エアーシリンダ)
B 製品(防振ブッシュ)
C1 エアーシリンダ(第1エアーシリンダ、流体圧シリンダ)
K 径方向
O1 第1横軸芯
O2 第2横軸芯
O3 第3横軸芯
O4 第4横軸芯
S1 センサ(第1センサ)
S2 センサ(第2センサ)
100 製品寸法検査装置
【特許請求の範囲】
【請求項1】
製品の外径寸法が合格とされる寸法か否かを検査する製品寸法検査装置であって、
装置フレームに支持させたプレートに、前記製品を前記製品の径方向に通過させる第1製品通過孔が形成され、前記第1製品通過孔は、外径寸法が合格とされる寸法以下の製品だけを通過させる大きさに形成され、前記第1製品通過孔を前記プレートの裏側から開閉する第1蓋部材と、前記第1蓋部材を閉塞付勢する流体圧シリンダとが設けられ、
前記プレートの表側の面側から前記第1製品通過孔に入り込んだ前記製品が、前記流体圧シリンダの付勢力に抗して押し込み体により前記第1蓋部材側に押し込まれるに伴って、前記第1蓋部材が開放側に押し退けられるよう構成されるとともに、
外径寸法が合格とされる寸法の製品が前記押し込み体により前記第1蓋部材側に押し込まれて、前記押し込み体の押し込み面が前記プレートの表側の面に重なったときに、前記流体圧シリンダの伸縮量が設定値になるよう構成され、
前記押し込み体の押し込み面が前記プレートの表側の面に重なったときに、前記流体圧シリンダの伸縮量が前記設定値になったか否かを検出するセンサが設けられ、前記流体圧シリンダの伸縮量が前記設定値になったことを前記センサが検出すると、その検出結果に基づいて前記流体圧シリンダを制御して前記第1蓋部材を開放させる制御手段が設けられている製品寸法検査装置。
【請求項2】
前記押し込み体は、前記第1製品通過孔を前記プレートの表側から開閉する第2蓋部材である請求項1記載の製品寸法検査装置。
【請求項3】
製品の外径寸法が合格とされる寸法か否かを検査する製品寸法検査装置であって、
装置フレームに支持させたプレートに、前記製品を前記製品の径方向に通過させる第1製品通過孔が形成され、前記第1製品通過孔は、外径寸法が合格とされる寸法以下の製品だけを通過させる大きさに形成され、
前記製品を前記製品の径方向に通過させる第2製品通過孔を備えたゲージ部材が、前記プレートの裏側から前記プレートに対向する状態と対向しない状態とに切換え自在に設けられて、前記ゲージ部材が前記プレートに対向した状態で、前記第2製品通過孔が前記第1製品通過孔と重なるように構成され、
前記ゲージ部材を前記プレートに対向するように付勢する流体圧シリンダが設けられ、
前記第2製品通過孔は、外径寸法が合格とされる寸法よりも小さい寸法の製品だけを通過させる大きさに形成され、
前記プレートの表側の面側から前記第1製品通過孔に入り込み、前記第2製品通過孔の通過を前記第2製品通過孔に阻止された前記製品が、前記流体圧シリンダの付勢力に抗して前記ゲージ部材側に押し込まれるに伴って、前記ゲージ部材が押し退けられるよう構成され、
前記ゲージ部材が押し退けられた第1状態になったことを検出するセンサが設けられ、前記第1状態になったことを前記センサが検出すると、その検出結果に基づいて前記流体圧シリンダを制御して前記ゲージ部材を前記プレートに対向しない状態に切換える制御手段が設けられ、
前記第2製品通過孔を通過してくる製品を不合格品回収部に案内するシューターが、案内作用状態と案内非作用状態とに切換え自在に設けられ、前記第1状態になったことを前記センサが検出すると、その検出結果に基づいて、前記制御手段が前記シューターの切換え駆動機構を制御して、前記シューターを前記案内非作用状態に切換え、その後に前記ゲージ部材を前記プレートに対向しない状態に切換えるよう構成されている製品寸法検査装置。
【請求項1】
製品の外径寸法が合格とされる寸法か否かを検査する製品寸法検査装置であって、
装置フレームに支持させたプレートに、前記製品を前記製品の径方向に通過させる第1製品通過孔が形成され、前記第1製品通過孔は、外径寸法が合格とされる寸法以下の製品だけを通過させる大きさに形成され、前記第1製品通過孔を前記プレートの裏側から開閉する第1蓋部材と、前記第1蓋部材を閉塞付勢する流体圧シリンダとが設けられ、
前記プレートの表側の面側から前記第1製品通過孔に入り込んだ前記製品が、前記流体圧シリンダの付勢力に抗して押し込み体により前記第1蓋部材側に押し込まれるに伴って、前記第1蓋部材が開放側に押し退けられるよう構成されるとともに、
外径寸法が合格とされる寸法の製品が前記押し込み体により前記第1蓋部材側に押し込まれて、前記押し込み体の押し込み面が前記プレートの表側の面に重なったときに、前記流体圧シリンダの伸縮量が設定値になるよう構成され、
前記押し込み体の押し込み面が前記プレートの表側の面に重なったときに、前記流体圧シリンダの伸縮量が前記設定値になったか否かを検出するセンサが設けられ、前記流体圧シリンダの伸縮量が前記設定値になったことを前記センサが検出すると、その検出結果に基づいて前記流体圧シリンダを制御して前記第1蓋部材を開放させる制御手段が設けられている製品寸法検査装置。
【請求項2】
前記押し込み体は、前記第1製品通過孔を前記プレートの表側から開閉する第2蓋部材である請求項1記載の製品寸法検査装置。
【請求項3】
製品の外径寸法が合格とされる寸法か否かを検査する製品寸法検査装置であって、
装置フレームに支持させたプレートに、前記製品を前記製品の径方向に通過させる第1製品通過孔が形成され、前記第1製品通過孔は、外径寸法が合格とされる寸法以下の製品だけを通過させる大きさに形成され、
前記製品を前記製品の径方向に通過させる第2製品通過孔を備えたゲージ部材が、前記プレートの裏側から前記プレートに対向する状態と対向しない状態とに切換え自在に設けられて、前記ゲージ部材が前記プレートに対向した状態で、前記第2製品通過孔が前記第1製品通過孔と重なるように構成され、
前記ゲージ部材を前記プレートに対向するように付勢する流体圧シリンダが設けられ、
前記第2製品通過孔は、外径寸法が合格とされる寸法よりも小さい寸法の製品だけを通過させる大きさに形成され、
前記プレートの表側の面側から前記第1製品通過孔に入り込み、前記第2製品通過孔の通過を前記第2製品通過孔に阻止された前記製品が、前記流体圧シリンダの付勢力に抗して前記ゲージ部材側に押し込まれるに伴って、前記ゲージ部材が押し退けられるよう構成され、
前記ゲージ部材が押し退けられた第1状態になったことを検出するセンサが設けられ、前記第1状態になったことを前記センサが検出すると、その検出結果に基づいて前記流体圧シリンダを制御して前記ゲージ部材を前記プレートに対向しない状態に切換える制御手段が設けられ、
前記第2製品通過孔を通過してくる製品を不合格品回収部に案内するシューターが、案内作用状態と案内非作用状態とに切換え自在に設けられ、前記第1状態になったことを前記センサが検出すると、その検出結果に基づいて、前記制御手段が前記シューターの切換え駆動機構を制御して、前記シューターを前記案内非作用状態に切換え、その後に前記ゲージ部材を前記プレートに対向しない状態に切換えるよう構成されている製品寸法検査装置。
【図1】


【図2】
【図3】

【図4】
【図5】

【図6】

【図7】
【図8】

【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2008−58069(P2008−58069A)
【公開日】平成20年3月13日(2008.3.13)
【国際特許分類】
【出願番号】特願2006−233490(P2006−233490)
【出願日】平成18年8月30日(2006.8.30)
【出願人】(000003148)東洋ゴム工業株式会社 (2,711)
【Fターム(参考)】
【公開日】平成20年3月13日(2008.3.13)
【国際特許分類】
【出願日】平成18年8月30日(2006.8.30)
【出願人】(000003148)東洋ゴム工業株式会社 (2,711)
【Fターム(参考)】
[ Back to top ]