
製紙用シュープレスベルト
【課題】優れた凹溝の形状保持特性を備えるシュープレス用ベルトの提供。
【解決手段】補強繊維基材6とポリウレタン層2が一体化してなり、前記補強繊維基材6がポリウレタン層2中に埋設された製紙用シュープレスベルトにおいて、p−フェニレン−ジイソシアネート化合物と長鎖ポリオールとを反応させて得られるウレタンプレポリマーと、4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)、4,4’−メチレンビス(2−クロロアニリン)、メチレンビス(2−エチル−6−メチルアニリン)、4,4’−メチレンビス(2−エチルベンゼンアミン)、メチレンビス(2,3−ジクロロアニリン)、4,4’−メチレンジアニリン、3,5−ジメチルチオトルエン−2,4−ジアミン、3,5−ジメチルチオトルエン−2,6−ジアミン等から選択された硬化剤から得られるポリウレタン層が含有されている。
【解決手段】補強繊維基材6とポリウレタン層2が一体化してなり、前記補強繊維基材6がポリウレタン層2中に埋設された製紙用シュープレスベルトにおいて、p−フェニレン−ジイソシアネート化合物と長鎖ポリオールとを反応させて得られるウレタンプレポリマーと、4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)、4,4’−メチレンビス(2−クロロアニリン)、メチレンビス(2−エチル−6−メチルアニリン)、4,4’−メチレンビス(2−エチルベンゼンアミン)、メチレンビス(2,3−ジクロロアニリン)、4,4’−メチレンジアニリン、3,5−ジメチルチオトルエン−2,4−ジアミン、3,5−ジメチルチオトルエン−2,6−ジアミン等から選択された硬化剤から得られるポリウレタン層が含有されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製紙用シュープレス装置に利用される製紙用シュープレスベルト(以下、シュープレスベルトと言うことがある)、特に、クローズドタイプのシュープレスに利用されるシュープレスベルトに関する。更に詳しくは、特定の組成のポリウレタンからなる樹脂層を有し、凹溝の形状保持特性等の特性に優れたシュープレスベルトに関する。
【背景技術】
【0002】
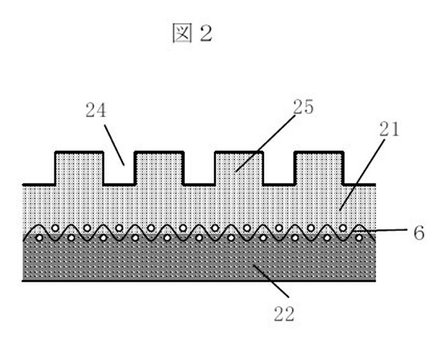
製紙用シュープレス装置では、図3に示すように、プレスロール1とシュー5との間に、ループ状のシュープレスベルト2を介在させたシュープレス機構を用い、プレスロール1とシュー5とで形成されるプレス部において、搬送フェルト3と湿紙4を通過させて脱水を行なっている。
【0003】
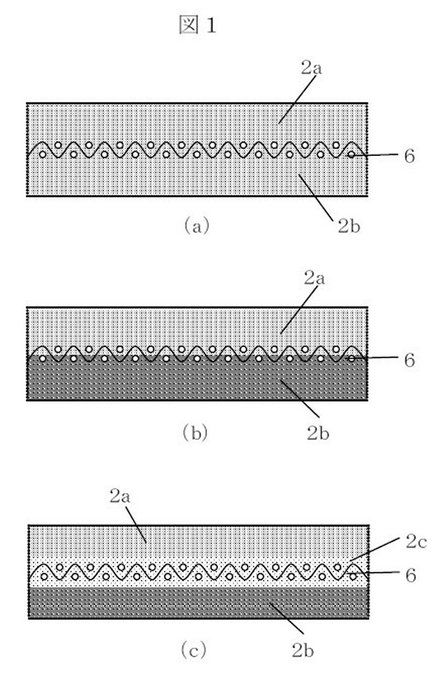
また、シュープレスベルト2は、図2に示すように、ポリウレタン層に封入(埋設)された補強繊維基材6の両面にポリウレタン外周層21、ポリウレタン内周層22を設けて構成され、更にプレスロール側のポリウレタン外周層21の表面には多数の凹溝24が形成されており、プレス時に湿紙4から絞り出された水を凹溝24に保持し、更には保持した水をベルト自身の回転によりプレス部の外に移送するようになっている。そのため、プレスロール側のポリウレタン外周層21に設けられた凹溝24はプレスロール1とシュー5で加圧されたときの形状保持特性を改善することが要求されている。さらに凸部25は、プレスロール1による垂直方向の押圧力や、シュープレス領域におけるシュープレスベルトの摩擦、屈曲疲労に対して耐クラック性、耐屈曲疲労性、耐摩耗性等の機械的特性を改善することも要求されている。
【0004】
このような理由から、シュープレスベルト2のポリウレタン外周層21を形成する樹脂材料として、耐クラック性、耐摩耗性に優れるポリウレタンが広く使用されている。
【0005】
例えば、補強繊維基材とポリウレタンとが一体化してなり、前記ポリウレタンが外周層および内周層で形成され、前記補強繊維基材が前記ポリウレタン中に埋設されたシュープレスベルトにおいて、外周層を形成するポリウレタンは、トリレンジイソシアネート(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(三井化学株式会社製ハイプレンL:商品名)と、ジメチルチオトルエンジアミンを含有する硬化剤とを、前記硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)との当量比(H/NCO)の値が、1<H/NCO<1.15となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られるJIS A硬度が89〜94度のポリウレタンで、内周層を形成するポリウレタンは、4,4’−メチレンビス(フェニルイソシアネート(MDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(三井化学株式会社製)と、ジメチルチオトルエンジアミン65部とポリテトラメチレングリコール(PTMG)35部を含有する混合硬化剤とを、前記硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)との当量比(H/NCO)の値が、0.85≦H/NCO<1となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られるポリウレタンから形成されているシュープレスベルトが提案されている(特許文献1および特許文献2参照)。
【0006】
補強繊維基材とポリウレタンとが一体化してなり、前記ポリウレタンが外周層および内周層で形成され、前記補強繊維基材が前記ポリウレタン中に埋設されたシュープレスベルトにおいて、外周層および内周層を形成するポリウレタンは、トリレンジイソシアネート(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(三井化学株式会社製ハイプレンL)と、ジメチルチオトルエンジアミンを含有する硬化剤とを、前記硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)との当量比(H/NCO)の値が0.97となる割合で、前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて形成したJIS A硬度が94〜95度のポリウレタンから形成されているシュープレスベルトが提案されている(特許文献3参照)。
【0007】
補強繊維基材とポリウレタンとが一体化してなり、前記補強繊維基材が前記ポリウレタン中に埋設されてなるシュープレスベルトにおいて、前記ポリウレタンが、非反応性ポリジメチルシロキサン液状物を含有し、かつ、トリレンジイソシアネート(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、ジメチルチオトルエンジアミン(ETHACURE300)および4,4−メチレンビス−(2−クロロアニリン)(MOCA)から選択された硬化剤とを0.9≦H/NCO≦1.10となる割合で、前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて形成したJIS A硬度が93〜96度であるシュープレスベルト、および、前記ポリウレタンが、JIS A硬度90〜93度で、かつ、非反応性ポリジメチルシロキサン液状物を含有するポリウレタンと、JIS A硬度98度で、かつ、非反応性ポリジメチルシロキサン液状物を含有しないポリウレタンとの混合物とでジメチルチオトルエンジアミン硬化剤とを0.9≦H/NCO≦1.10となる割合で、前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて形成したJIS A硬度90〜93度のシュープレスベルトが提案されている(特許文献4参照)。
【0008】
補強繊維基材とポリウレタンとが一体化してなり、前記補強繊維基材が前記ポリウレタン中に埋設されてなるシュープレスベルトにおいて、前記ポリウレタンが、p−フェニレン−ジイソシアネート(PPDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、1,4−ブタンジオールを85〜99.9モル%および活性水素基(H)を有する芳香族ポリアミンを15〜0.1モル%を含有する硬化剤とを、0.88≦H/NCO≦1.12となる割合で、前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて形成したJIS A硬度が92〜100度であるシュープレスベルト、および、前記ポリウレタンが、p−フェニレン−ジイソシアネート(PPDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、1,4−ブタンジオール、ハイドロキノンビス−βヒドロキシルエチルエーテル、3,5−ジエチルトルエンジアミンおよび3,5−ジメチルチオトルエンジアミンから選択された硬化剤とを、0.88≦H/NCO≦1.00となる割合で、前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて形成したJIS A硬度が92〜99度であるシュープレスベルトが提案されている(特許文献5および特許文献6参照)。
【0009】
前記特許文献1乃至4の実施例に記載されるシュープレスベルトは、試験片の両端がクランプハンドにより挟持され、クランプハンドが、連動して左右方向に往復移動可能に形成され、試験片における評価面が回転ロール側に向けられ、プレスシューが前記回転ロール方向に移動することにより試験片が加圧される耐クラック性を調べる装置を使用し、この装置により試験片に張力3kg/cm、圧力36kg/cm2、を掛けながら往復速度40cm/秒でクラックが生じるまでの往復回数を測定したところ、100万回を越えてもクラックは発生しないという優れたものであった。
【0010】
しかし、近年、紙の生産性向上に起因した運転速度の高速化やシュープレスベルトの幅が約10mと拡大、プレス部の高圧化等に伴い、シュープレスベルトの使用環境は益々苛酷なものとなってきており、凹溝の形状保持特性、耐クラック性、耐屈曲疲労性、耐摩耗性等の機械的特性の改善が求められている。
【0011】
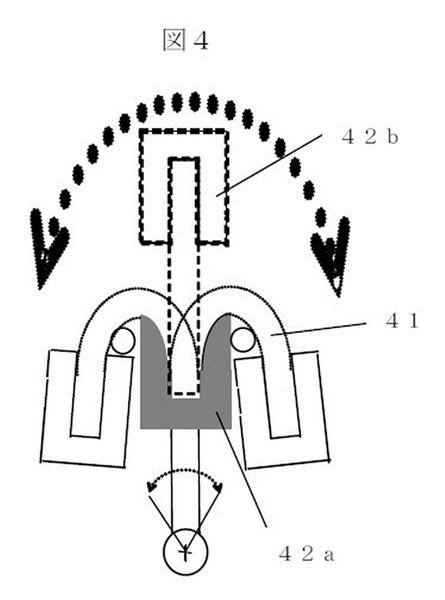
また、前記特許文献5乃至6の実施例に記載されるシュープレスベルトは、図4に示す装置を用いて、次の条件でクラック発生の試験が行われ、試験片41のサイズは巾60cm、つかみ具間長さ70mmであり、下部つかみ具42aに円弧状の往復運動を与えることにより、上部つかみ具42bおよび試験片も円弧状に往復し、下部つかみ具の先端で試験片が屈曲され疲労されるようにし、円弧の中心から下部つかみ具の先端までの距離は168mm、下部つかみ具の移動距離は161mm、往復速度162往復/分とし、上部つかみ具の重さは400gとし、屈曲を繰り返しクラックが発生するまでの屈曲回数を測定したところ、屈曲回数70万回を超えてもクラックは発生せず、さらに摩耗性も向上させた優れたものであった。
【0012】
しかし、前記特許文献1から6に記載されるシュープレスベルトは搾水性に影響する、凹溝の形状保持特性の改善はされていない。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特許第3698984号公報
【特許文献2】特許第3803106号公報
【特許文献3】特開2005−307421号公報
【特許文献4】特開2006−144139号公報
【特許文献5】特開2008−111220号公報
【特許文献6】特開2008−285784号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
本発明は、より優れた凹溝の形状保持特性を備えるシュープレスベルトを提供することを目的とする。
【課題を解決するための手段】
【0015】
本発明者らは前記課題を解決すべく鋭意研究を重ねる中で、ポリウレタン層を構成する硬化剤として特定のものを選択することにより、上記の問題を解決できることを見出し、さらに研究を進めた結果、本発明を完成するに至った。
【0016】
すなわち本発明は、補強繊維基材とポリウレタン層とが一体化してなり、前記補強繊維基材が前記ポリウレタン中に埋設され、前記ポリウレタンで形成された製紙用シュープレスベルトであって、前記ポリウレタン層として、p−フェニレン−ジイソシアネート化合物を含有するイソシアネート化合物と、長鎖ポリオールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)、4,4’−メチレンビス(2−クロロアニリン)、メチレンビス(2−エチル−6−メチルアニリン)、4,4’−メチレンビス(2−エチルベンゼンアミン)、メチレンビス(2,3−ジクロロアニリン)、4,4’−メチレンジアニリン、3,5−ジメチルチオトルエン−2,4−ジアミン、3,5−ジメチルチオトルエン−2,6−ジアミン、3,5−ジエチルトルエン−2,4−ジアミン、3,5−ジエチルトルエン−2,6−ジアミン、ポリテトラメチレンオキシド−ジ−p−アミノベンゾエート、ポリ(テトラメチレン/3−メチルテトラメチレンエーテル)グリコールビス(4−アミノベンゾエート)、トリメチレン−ビス(4−アミノベンゾエート)および4−クロロ−3,5−ジアミノ安息香酸イソブチルから選択された活性水素基(H)を有する有機ポリアミン化合物を1種または2種以上含有することを特徴とする硬化剤(B)とが混合された組成物を硬化させて得られるポリウレタン層が含有されていることを特徴とする、製紙用シュープレスベルトに関する。
【0017】
また本発明は、イソシアネート化合物がp−フェニレン−ジイソシアネート化合物を55〜100%含有する、前記製紙用シュープレスベルトに関する。
【0018】
さらに本発明は、(B)成分が金属塩との錯体であることを特徴とする、前記製紙用シュープレスベルトに関する。
【0019】
また本発明は、錯体が分散媒に分散されていることを特徴とする、前記製紙用シュープレスベルトに関する。
前記分散媒として、高沸点のエステル溶媒などが使用できる。例えばフタル酸エステルであるフタル酸ジオクチル(DOP)やアジピン酸エステルであるアジピン酸ジオクチル(DOA)が使用でき、1種または2種以上を混合して使用してもよい。
【0020】
さらに本発明は、金属塩が塩化ナトリウムであることを特徴とする、前記製紙用シュープレスベルトに関する。
【発明の効果】
【0021】
湿紙側に対向するシュープレスベルトのポリウレタン外周層に、ウレタンプレポリマー(A)としてp−フェニレン−ジイソシアネート化合物を含有するイソシアネート化合物と、長鎖ポリオールとを反応させて得られる末端にイソシアネート基を有する化合物を使用し、硬化剤として4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)、4,4’−メチレンビス(2−クロロアニリン)、メチレンビス(2−エチル−6−メチルアニリン)、4,4’−メチレンビス(2−エチルベンゼンアミン)、メチレンビス(2,3−ジクロロアニリン)、4,4’−メチレンジアニリン、3,5−ジメチルチオトルエン−2,4−ジアミン、3,5−ジメチルチオトルエン−2,6−ジアミン、3,5−ジエチルトルエン−2,4−ジアミン、3,5−ジエチルトルエン−2,6−ジアミン、ポリテトラメチレンオキシド−ジ−p−アミノベンゾエート、ポリ(テトラメチレン/3−メチルテトラメチレンエーテル)グリコールビス(4−アミノベンゾエート)、トリメチレン−ビス(4−アミノベンゾエート)および4−クロロ−3,5−ジアミノ安息香酸イソブチルから選択された活性水素基(H)を有する有機ポリアミン化合物を1種または2種以上含有する化合物を使用することにより、優れたポリウレタンを形成し、凹溝の形状保持特性を備えるシュープレスベルトを与える。
【図面の簡単な説明】
【0022】
【図1】図1は本発明のシュープレスベルトの断面図である。
【図2】図2はシュープレスベルトの断面図である。
【図3】図3はシュープレス装置の断面図である。
【図4】図4は屈曲疲労試験を説明する図である。
【図5】図5は引張り永久ひずみ試験を説明する図である。
【図6】図6は圧縮永久ひずみ試験を説明する図である。
【発明を実施するための形態】
【0023】
以下、図を用いて本発明の一例をさらに詳細に説明する。なお、本発明はかかる図面に記載された具体例に示すものに限られない。
【0024】
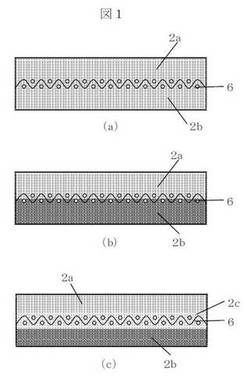
図1は本発明のシュープレスベルトの断面図で、補強繊維基材とポリウレタンとが一体化してなり、前記補強繊維基材が前記ポリウレタン中に埋設されている。図1(a)はポリウレタンが単独なもの、図1(b)はポリウレタンが2層のもの、および図1(c)はポリウレタンが3層のものを示す。いずれのシュープレスベルトにおいても、湿紙側に対向するシュープレスベルトのポリウレタン外周層は、請求項1に記載のポリウレタンで形成される。図2は本発明における凹溝24が形成されたシュープレスベルトの断面図の一例である。溝の形状、深さ、凹溝と凸部の幅比率などで、さまざまな種類がある。図3は製紙機械におけるシュープレス機構の簡略図である。図4は本発明で使用した屈曲疲労試験の説明図である。図5は本発明で使用した引張り永久ひずみ試験の説明図である。本試験機を用いて次の条件で引張り永久ひずみ試験の試験を行なった。試験片51のサイズは巾10mm、長さ120mm(つかみ代片側40mm含む)、つかみ具間の距離40mm、厚さ1mmとした。この試験片をつかみ具52に取り付け、引張り速度200mm/分で伸び100%まで引張り、伸びが100%に到達したのち瞬時に同速度で伸びを戻していき、応力が0kg/cm2となった時の伸びを永久ひずみとして測定した。
【0025】
補強繊維基材6としては、前記特許文献1乃至特許文献6に記載された織布は勿論のこと、他の文献に記載された補強繊維基材も使用することができる。例えば、ポリエチレンテレフタレート(PET)繊維の5000dtexマルチフィラメント糸の撚糸を経糸及び緯糸として、経糸が緯糸で挟まれ、緯糸と経糸の交差部がポリウレタン接着により接合されてなる格子状素材である。繊維素材としては、ポリエチレンテレフタレートの代わりに、アラミド繊維、ナイロン6,6、ナイロン6,10、ナイロン6等のポリアミド繊維を使用しても良い。また、経糸と緯糸で素材の異なる繊維を使用しても良いし、経糸と緯糸の太さを5000dtexおよび7000dtex等と異なって使用してもよい。
【0026】
シュープレスベルトの外周層2aを形成するポリウレタンは、p−フェニレン−ジイソシアネート化合物を55〜100モル%含有するイソシアネート化合物と、長鎖ポリオールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(A)と、4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)、4,4’−メチレンビス(2−クロロアニリン)、メチレンビス(2−エチル−6−メチルアニリン)、4,4’−メチレンビス(2−エチルベンゼンアミン)、メチレンビス(2,3−ジクロロアニリン)、4,4’−メチレンジアニリン、3,5−ジメチルチオトルエン−2,4−ジアミン、3,5−ジメチルチオトルエン−2,6−ジアミン、3,5−ジエチルトルエン−2,4−ジアミン、3,5−ジエチルトルエン−2,6−ジアミン、ポリテトラメチレンオキシド−ジ−p−アミノベンゾエート、ポリ(テトラメチレン/3−メチルテトラメチレンエーテル)グリコールビス(4−アミノベンゾエート)、トリメチレン−ビス(4−アミノベンゾエート)および4−クロロ−3,5−ジアミノ安息香酸イソブチルから選択された活性水素基(H)を有する有機ポリアミン化合物を1種または2種以上含有する硬化剤(B)とを、前記硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)との当量比(H/NCO)の値が0.88<H/NCO≦1.0となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られるJIS A硬度が92〜99度、好ましくは94〜97度のポリウレタンである。
【0027】
ウレタンプレポリマー(A)原料のイソシアネート化合物として、p−フェニレン−ジイソシアネート(PPDI)は、イソシアネート化合物中55〜100モル%、好ましくは75モル%以上使用でき、PPDI以外のイソシアネート化合物としては例えば、2,4−トリレン−ジイソシアネート(2,4−TDI)、2,6−トリレン−ジイソシアネート(2,6−TDI)、4,4’−メチレンビス(フェニルイソシアネート)(MDI)、1,5−ナフチレン−ジイソシアネート(NDI)が45モル%以下、好ましくは25モル%以下併用できる。
【0028】
ウレタンプレポリマー(A)原料の長鎖ポリオールとして、ポリエーテルポリオール、ポリエステルポリオール、ポリカプロラクトンポリオールおよびポリカーボネートポリオールから選択された1種または2種以上のポリオール化合物が使用できる。
【0029】
硬化剤(B)として、4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)、4,4’−メチレンビス(2−クロロアニリン)、メチレンビス(2−エチル−6−メチルアニリン)、4,4’−メチレンビス(2−エチルベンゼンアミン)、メチレンビス(2,3−ジクロロアニリン)、4,4’−メチレンジアニリン、3,5−ジメチルチオトルエン−2,4−ジアミン、3,5−ジメチルチオトルエン−2,6−ジアミン、3,5−ジエチルトルエン−2,4−ジアミン、3,5−ジエチルトルエン−2,6−ジアミン、ポリテトラメチレンオキシド−ジ−p−アミノベンゾエート、ポリ(テトラメチレン/3−メチルテトラメチレンエーテル)グリコールビス(4−アミノベンゾエート)、トリメチレン−ビス(4−アミノベンゾエート)および4−クロロ−3,5−ジアミノ安息香酸イソブチルから選択された1種または2種以上の活性水素基(H)を有する有機ポリアミン化合物は、硬化剤中に65〜100モル%、好ましくは80モル%以上使用でき、1,4−ブタンジオール、ハイドロキノンビス−βヒドロキシルエチルエーテル等の活性水素基(H)を有する有機ポリオール化合物および上記以外の有機ポリアミン化合物から選択された1種または2種以上の化合物を併用してもよい。
【0030】
シュープレスベルトのポリウレタンは、図1(a)に示すように、前述のポリウレタン単独で用いてもよいし、他の組成のポリウレタンと積層して用いることができる。
【0031】
例えば、図1(b)に示すシュープレスベルトのように、補強繊維基材とポリウレタンとが一体化してなり、前記補強繊維基材が前記ポリウレタン中に埋設され、外周層2aおよび内周層2bが前記ポリウレタンで形成された製紙用ベルトにおいて、外周層2aを形成するポリウレタンは、p−フェニレン−ジイソシアネート化合物を55〜100モル%含有するイソシアネート化合物と、長鎖ポリオールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(A)と、4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)、4,4’−メチレンビス(2−クロロアニリン)、メチレンビス(2−エチル−6−メチルアニリン)、4,4’−メチレンビス(2−エチルベンゼンアミン)、メチレンビス(2,3−ジクロロアニリン)、4,4’−メチレンジアニリン、3,5−ジメチルチオトルエン−2,4−ジアミン、3,5−ジメチルチオトルエン−2,6−ジアミン、3,5−ジエチルトルエン−2,4−ジアミン、3,5−ジエチルトルエン−2,6−ジアミン、ポリテトラメチレンオキシド−ジ−p−アミノベンゾエート、ポリ(テトラメチレン/3−メチルテトラメチレンエーテル)グリコールビス(4−アミノベンゾエート)、トリメチレン−ビス(4−アミノベンゾエート)および4−クロロ−3,5−ジアミノ安息香酸イソブチルから選択された活性水素基(H)を有する有機ポリアミン化合物を1種または2種以上含有する硬化剤(B)とを硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)と、の当量比(H/NCO)の値が0.88<H/NCO≦1.0となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られる、JIS A硬度が92〜99度のポリウレタンから形成されているポリウレタンで、内周層2bを形成するポリウレタンは、2,4−トリレン−ジイソシアネート(2,4−TDI)、2,6−トリレン−ジイソシアネート(2,6−TDI)および4,4’−メチレンビス(フェニルイソシアネート)から選択されたイソシアネート化合物とポリテトラメチレングリコールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、3,5−ジメチルチオトルエンジアミン、ハイドロキノンビス−βヒドロキシルエチルエーテル、3,5−ジエチルトルエンジアミンおよびおよび1,4−ブタンジオールから選択された硬化剤とを硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)との当量比(H/NCO)の値が、0.93<H/NCO<1.05となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られるポリウレタン内周層から形成され、補強繊維基材は前記ポリウレタン内周層に埋設さているシュープレスベルトである。
【0032】
さらには、図1(c)に示すシュープレスベルトのように、補強繊維基材6とポリウレタン層とが一体化してなり、前記ポリウレタン層は前記補強繊維基材6がポリウレタンの中間層2c中に埋設され、中間層2cの両側にはポリウレタンの外周層2aおよびポリウレタンの内周層2bが積層されたシュープレスベルトにおいて、ポリウレタンの外周層2aおよびポリウレタンの内周層2bを形成するポリウレタンは、p−フェニレン−ジイソシアネート化合物を55〜100モル%含有するイソシアネート化合物と、長鎖ポリオールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(A)と4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)、4,4’−メチレンビス(2−クロロアニリン)、メチレンビス(2−エチル−6−メチルアニリン)、4,4’−メチレンビス(2−エチルベンゼンアミン)、メチレンビス(2,3−ジクロロアニリン)、4,4’−メチレンジアニリン、3,5−ジメチルチオトルエン−2,4−ジアミン、3,5−ジメチルチオトルエン−2,6−ジアミン、3,5−ジエチルトルエン−2,4−ジアミン、3,5−ジエチルトルエン−2,6−ジアミン、ポリテトラメチレンオキシド−ジ−p−アミノベンゾエート、ポリ(テトラメチレン/3−メチルテトラメチレンエーテル)グリコールビス(4−アミノベンゾエート)、トリメチレン−ビス(4−アミノベンゾエート)および4−クロロ−3,5−ジアミノ安息香酸イソブチルから選択された活性水素基(H)を有する有機ポリアミン化合物を1種または2種以上含有する硬化剤(B)とを硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)との当量比(H/NCO)の値が、0.88<H/NCO≦1.0となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られる、JIS A硬度が92〜99度のポリウレタンから形成されているポリウレタンで、前記中間層を形成するポリウレタンは、2,4−トリレン−ジイソシアネート(2,4−TDI)、2,6−トリレン−ジイソシアネート(2,6−TDI)および4,4’−メチレンビス(フェニルイソシアネート)から選択されたイソシアネート化合物とポリテトラメチレングリコールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、3,5−ジメチルチオトルエンジアミン、1,4−ブタンジオール、3,5−ジエチルトルエンジアミンおよびハイドロキノンビス−βヒドロキシルエチルエーテルから選択された硬化剤とを硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)との当量比(H/NCO)の値が、0.93<H/NCO<1.05となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られるポリウレタンから形成されているシュープレスベルトである。
【0033】
前記硬化剤(B)成分が金属塩との錯体であることが好ましい。更に、前記錯体の分散媒として、高沸点のエステル溶媒などが使用できる。例えばフタル酸エステルであるフタル酸ジオクチル(DOP)やアジピン酸エステルであるアジピン酸ジオクチル(DOA)が使用でき、1種または2種以上を混合して使用してもよい。なお、前記金属塩が塩化ナトリウムであることが更に好ましい。
【0034】
これら積層ポリウレタンを用いるシュープレスベルトにおいても、本発明の目的を損なわない限度において、前述のイソシアネート化合物、長鎖ポリオール、硬化剤を35モル%以下、好ましくは15モル%以下の範囲で、化合物、硬化剤を併用することが可能である。
【0035】
シュープレスベルトを製造するためには、例えば、離型剤を表面に塗布したマンドレルに、マンドレルを回転させながらポリウレタンの内周層を形成するウレタンプレポリマーと硬化剤の混合物をマンドレル表面に0.8〜3.5mmの厚みにポリウレタンの内周層が形成されるように塗布・含浸させ、該樹脂層を70〜140℃にて0.5〜1時間かけて前硬化させる。その上から補強繊維基材を巻きつけ、次に中間層を形成するウレタンプレポリマーと硬化剤の混合物を0.5〜2mm塗布し、補強繊維基材に含浸させると共に内周層と接着させ、該樹脂層を50〜120℃にて0.5〜1時間かけて前硬化して補強繊維基材で補強された中間層を形成させる。しかる後に、該マンドレルを回転させながらポリウレタンの外周層を形成するウレタンプレポリマーと硬化剤の混合物を前記補強繊維基材表面に1.5〜4mmの厚みの外周ポリウレタン層が形成されるように塗布・含浸させ、該樹脂を70〜140℃にて2〜20時間かけて加熱硬化させる。しかる後、外周層に図3に示す溝を彫刻する。ポリウレタンの外周層への溝の彫刻は、外周ポリウレタン層の加熱硬化途中で溝深さの高さ突起を表面に備える加熱エンボスロールを硬化中の外周ポリウレタン層に圧接して刻んでもよい。なお、マンドレルは加熱装置を備える。
【0036】
他のシュープレスベルトを製造する方法としては、例えば、離型剤を表面に塗布したマンドレルにポリウレタンの内周層を形成するウレタンプレポリマーと硬化剤の混合物を0.8〜3mmの厚みのポリウレタン層が形成されるよう塗布し、70〜140℃で0.5〜2時間かけて前硬化させ、ついで硬化したポリウレタン層外面に補強繊維基材を巻きつけた後、中間層を形成するウレタンプレポリマーと硬化剤の混合物を、0.5〜2mm塗布し、補強繊維基材に含浸させると共に内周層と接着させ、該樹脂相層を50〜120℃にて0.5〜1時間かけて予備キュアーさせ補強繊維基材で補強された中間層を形成させる。次に、外周面を形成するウレタンプレポリマーと硬化剤の混合物を2〜4mmの厚みのポリウレタン層が形成されるよう塗布し、70〜140℃で12〜20時間かけて後硬化させる。ついで、補強繊維基材が埋設された積層ポリウレタンの外周面に切削バイトで溝を切削加工したのち、サンドペーパーまたはポリウレタン研磨布で外周面を研磨する方法がある。
【0037】
中間層を有するシュープレスベルトを製造する方法は、例えば、離型剤を表面に塗布したマンドレルに内周層を形成するウレタンプレポリマーと硬化剤の混合物を0.8〜3mmの厚みの内周層が形成されるよう塗布し、50〜140℃で0.5〜2時間かけて前硬化させ、ついで、その内周層の外面に予め製造しておいた補強繊維基材を埋設した1〜2mmの厚みのポリウレタン中間層を巻きつけ50〜140℃に加熱したニップロールで中間層を押圧し、更に外周面を形成するウレタンプレポリマーと硬化剤の混合物を2〜4mmの厚みのポリウレタン層が形成されるよう塗布し、70〜140℃で2〜20時間かけて後硬化させる。ついで、補強繊維基材が埋設された積層ポリウレタンの外周面をサンドペーパーまたはポリウレタン研磨布で研磨した後、その外周面を切削バイトで溝を切削加工する方法がある。この他に2本ロールで作製する方法もある。
【0038】
シュープレスベルトの他の製造方法として、マンドレルの代わりに2本ロールを用いた方法もある。2本のロールの間にエンドレスの補強用繊維織物基材を展張し、先ず、補強繊維基材の表面から、ウレタンプレポリマーと硬化剤のブレンド物を塗布し、繊維基材に含浸させ、50〜120℃で0.5〜2時間かけて前硬化させた後、製品の内周ポリウレタン層を形成するウレタンプレポリマーと硬化剤の混合物を0.5〜3mmの厚みのポリウレタン層が形成されるよう塗布し、70〜140℃で2〜12時間かけて硬化させ、その表面をサンドペーパーまたは研磨布で研磨し、製品の内面層と補強繊維基材とが接着した一体構造物を作る。ついで、この半製品を反転させ、2本ロールに掛けて展張させる。ついで展張した半製品の表面から、ウレタンプレポリマーと硬化剤のブレンド物を塗布し、補強繊維基材に含浸させ、さらにその表面にウレタンプレポリマーと硬化剤との混合物を、1.5〜4mmの厚みになるように塗布し、70〜140℃で2〜20時間かけて硬化させる。硬化終了後所定の厚みに表面層を研磨し、切削バイトで溝を切削加工し外周層を形成する。
【実施例】
【0039】
以下に、シュープレスベルトを形成するポリウレタンの物性を評価するため、ポリウレタン試験片を製造する。
【0040】
参考例1
p−フェニレン−ジイソシアネート(PPDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は5.51%、55℃における粘度は1,800cps、予熱温度66℃)および90モル%の4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)(Lonzacure M−CDEA)と10モル%の3,5−ジエチルトルエンジアミン(ETHACURE100)よりなる組成物(H/NCO比は0.95)を予熱した金型に注入し、127℃に加熱し、127℃で0.5時間かけて前硬化させたのち金型から外し、127℃で16時間かけて後硬化させてポリウレタンシートを得た。このシートから試験片(厚み1.0mm)を作製した。
【0041】
参考例2
p−フェニレン−ジイソシアネート(PPDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は5.51%、55℃における粘度は1,800cps、予熱温度66℃)および90モル%の4,4’−メチレンビス(2−クロロアニリン)(MOCA)と10モル%の3,5−ジメチルチオトルエンジアミン(ETHACURE300)よりなる組成物(H/NCO比は0.95)を予熱した金型に注入し、127℃に加熱し、127℃で0.5時間かけて前硬化させたのち金型から外し、127℃で16時間かけて後硬化させてポリウレタンシートを得た。このシートから試験片(厚み1.0mm)を作製した。
【0042】
参考例3
p−フェニレン−ジイソシアネート(PPDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は5.51%、55℃における粘度は1,800cps、予熱温度66℃)およびフタル酸ジオクチル(DOP)に分散された4,4’−メチレンジアニリンと塩化ナトリウムの錯体(Cayture21)よりなる組成物(H/NCO比は0.95)を予熱した金型に注入し、127℃に加熱し、127℃で0.5時間かけて前硬化させたのち金型から外し、127℃で16時間かけて後硬化させてポリウレタンシートを得た。このシートから試験片(厚み1.0mm)を作製した。
【0043】
参考例4
p−フェニレン−ジイソシアネート(PPDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は5.51%、55℃における粘度は1,800cps、予熱温度66℃)および80モル%のフタル酸ジオクチル(DOP)に分散された4,4’−メチレンジアニリンと塩化ナトリウムの錯体(Cayture21)と20モル%のポリテトラメチレンオキシド−ジ−p−アミノベンゾエート(ELASMER250P)よりなる組成物(H/NCO比は0.95)を予熱した金型に注入し、127℃に加熱し、127℃で0.5時間かけて前硬化させたのち金型から外し、127℃で16時間かけて後硬化させてポリウレタンシートを得た。このシートから試験片(厚み1.0mm)を作製した。
【0044】
参考例5(比較用)
2,4−トリレンジイソシアネートと2,6−トリレンジイソシアネートとの混合物(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は6.74%、80℃における粘度は360cps、予熱温度66℃)および3,5−ジメチルチオトルエンジアミン(ETHACURE300)よりなる組成物(H/NCO当量比は0.95)を予熱した金型に注入し、100℃に加熱し、100℃で0.5時間かけて前硬化させたのち、100℃で16時間かけて後硬化させてポリウレタンシートを得た。このシートから試験片(厚み1.0mm)を作製した。
【0045】
参考例6(比較用)
p−フェニレン−ジイソシアネート(PPDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は5.51%、55℃における粘度は1,800cps、予熱温度66℃)および1,4−ブタンジオール(1,4−BD)よりなる組成物(H/NCO比は0.95)を予熱した金型に注入し、127℃に加熱し、127℃で0.5時間かけて前硬化させたのち金型から外し、127℃で16時間かけて後硬化させてポリウレタンシートを得た。このシートから試験片(厚み1.0mm)を作製した。
【0046】
得られた試験片に関し、引張り永久ひずみの物性を評価した。得られた物性を表1に示す。
【0047】
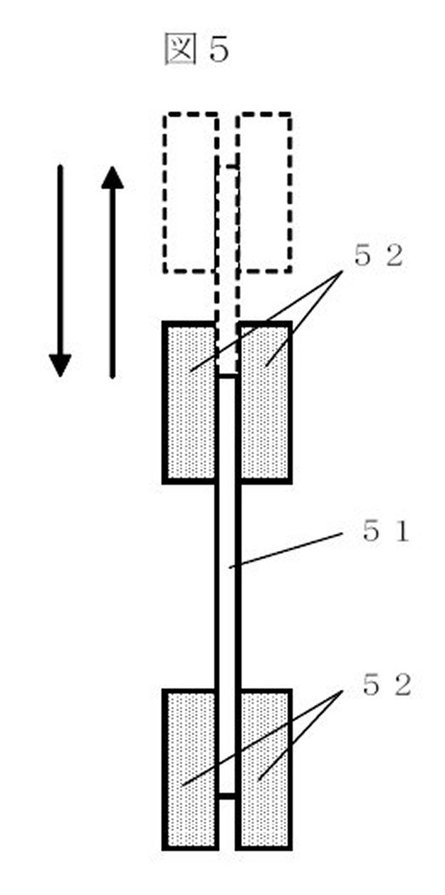
引張り永久ひずみ試験機は図5に示す。試験片51のサイズは巾10mm、長さ120mm(つかみ代片側40mm含む)、つかみ具52の距離40mm、厚さ1mmとした。この試験片をつかみ具52に取り付け、引張り速度200mm/分で伸び100%まで引張り、伸びが100%に到達したのち瞬時に同速度で伸びを戻していき、応力が0kg/cm2となった時の伸びを永久ひずみとして測定した。
【0048】
【表1】

【0049】
表1より、参考例1から参考例4の試験片は、従来技術品の参考例5および参考例6の試験片に比べて引張り永久ひずみが約50〜80%低く大幅に優れる。
【0050】
次に、参考例1から参考例6に用いたポリウレタン組成物を用い、シュープレスベルトを製造する例を記述する。
【0051】
実施例1
工程1:適宜駆動手段により回転可能な直径1500mmのマンドレルの表面に剥離剤(KS−61:信越化学工業株式会社製)を塗布した。次に、マンドレルを回転させながら、参考例5で用いたウレタンプレポリマー(TDI/PTMG系プレポリマー)とETHACURE300よりなる硬化剤とを、H/NCO当量比が0.95となるように混合した組成物を、回転中のマンドレル上に、マンドレルの回転軸に対して平行に移動可能な注入成型用ノズルによって、スパイラルに1.4mm厚みに塗布し(以降スパイラルコートと表記する)、ウレタン樹脂層を形成した。マンドレルを回転させたまま室温で40分間放置し、さらに、マンドレルに付属している加熱装置によって樹脂を127℃で0.5時間かけて加熱し、前硬化させてシュー側ポリウレタン内周層を作製した。
【0052】
工程2:ポリエチレンテレフタレート繊維の5000dtexのマルチフィラメント糸の撚糸を緯糸として、ポリエチレンテレフタレート繊維の550dtexのマルチフィラメント糸を経糸として、経糸が緯糸で挟まれ、緯糸と経糸の交差部がウレタン系樹脂接着により接合されてなる格子状素材(経糸密度は1本/cm、緯糸密度は4本/cm)を用意した。複数枚物の格子状素材を、緯糸がマンドレルの軸方向に沿い、シュー側層の外周に隙間無く一層配置した。そして、この格子状素材の外周に、ポリエチレンテレフタレート繊維の6700dtexのマルチフィラメント糸を螺旋状に30本/5cmピッチで巻き付けて、糸巻層を形成した。その後、格子状素材と糸巻層の隙間を塞ぐ程度に前記ポリウレタン組成物を中間層として約1.6mm塗布し一体化して、補強繊維基材ポリウレタン中間層を形成した。
【0053】
工程3:中間層の上から、参考例1で用いたウレタンプレポリマー(PPDI/PTMG系プレポリマー)と90モル%のLonzacure M-CDEAと10モル%のETHACURE100よりなる硬化剤とを、H/NCO当量比が0.95となるように混合した組成物を、スパイラルコートにて約2.5mm厚に含浸コートし、127℃で16時間かけて加熱し、後硬化させて外周層を作製した。外周層の表面を研磨して全厚が5.2mm厚になるようにしてから、回転刃でベルトのMD方向に凹溝(溝幅1.0mm、深さ1.0mm、ピッチ幅3.18mm)を多数形成してシュープレスベルトを得た。
【0054】
実施例2
実施例1において、参考例1のポリウレタン組成物の代わりに参考例2で用いたポリウレタン組成物(PPDI/PTMG系プレポリマーと90モル%のMOCAと10モル%のETHACURE300の混合硬化剤のポリウレタン組成物)を用いる他は同様にして、シュープレスベルトを得た。
【0055】
実施例3
実施例1において、参考例1のポリウレタン組成物の代わりに参考例3で用いたポリウレタン組成物(PPDI/PTMG系プレポリマーとCayture21のポリウレタン組成物)を用いる他は同様にして、シュープレスベルトを得た。
【0056】
実施例4
実施例1において、参考例1のポリウレタン組成物の代わりに参考例4で用いたポリウレタン組成物(PPDI/PTMG系プレポリマーと80モル%のCayture21と20モル%のELASMER250Pの混合硬化剤のポリウレタン組成物)を用いる他は同様にして、シュープレスベルトを得た。
【0057】
比較例1
実施例1において、参考例1のポリウレタン組成物の代わりに参考例5で用いたポリウレタン組成物(TDI/PTMG系プレポリマーとETHACURE300の組成物)を用い、硬化条件を前硬化は100℃で0.5時間、後硬化は100℃で16時間と変更する他は同様にして、シュープレスベルトを得た。
【0058】
比較例2
比較例1において、参考例5のポリウレタン組成物の代わりに参考例6で用いたポリウレタン組成物(PPDI/PTMG系プレポリマーと1,4−BDの組成物)を用い、硬化条件を前硬化を127℃で0.5時間と変更する他は同様にして、シュープレスベルトを得た。
【0059】
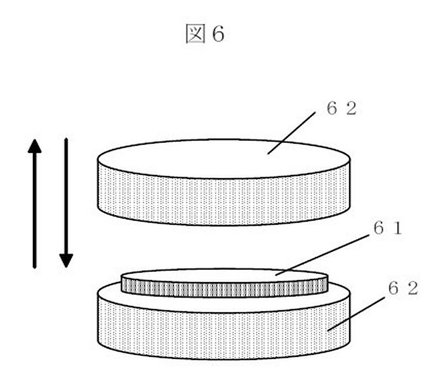
得られたシュープレス用ベルトについて、圧縮永久ひずみ試験を行った。圧縮永久ひずみ試験は図6に示す装置を用いて、次の条件で試験を行った。試験片61のサイズは直径
100mm、厚み5.2mmとした。加圧前に予め凹溝の断面積(A)を測定しておく。温度70℃に保たれた熱板62で、加圧80kg/cm2で22時間の加圧をした後に圧を解放し、30分後の凹溝の断面積(B)を測定した。加圧前の凹溝断面積(A)に対する加圧後の凹溝断面積(B)を加圧後の凹溝断面積保持率として算出した((B)/(A)×100)。凹溝断面積保持率は実施例1が97%、実施例2が96%、実施例3が90%、実施例4が95%、比較例1が80%、比較例2が75%であった。
【0060】
【表2】
【0061】
表2より実施例1のシュープレスベルトの凹溝断面積保持率は、比較例2の従来技術品の約1.3倍の性能を有することが理解され、シュープレスベルトの搾水性が格段と向上していることが理解できる。
【0062】
実施例5
実施例1において、参考例1のポリウレタン組成物の代わりに、PPDI/PTMG系プレポリマーと90%ETHACURE300と10%のETHACURE100の混合硬化剤のポリウレタン組成物を用いる他は同様にして、シュープレスベルトを得た。
【0063】
実施例6
実施例1において、参考例1のポリウレタン組成物の代わりに、PPDI/PTMG系プレポリマーと70%Cayture21と30%のETHACURE300の混合硬化剤のポリウレタン組成物を用いる他は同様にして、シュープレスベルトを得た。
【0064】
実施例7
実施例1において、参考例1のポリウレタン組成物の代わりに、PPDI/PTMG系プレポリマーと85%Lonzacure M-CDEAと15%の1,4−BDの混合硬化剤のポリウレタン組成物を用いる他は同様にして、シュープレスベルトを得た。
【0065】
実施例8
工程1:適宜駆動手段により回転可能な直径1500mmのマンドレルの表面に剥離剤(KS−61:信越化学工業株式会社製)を塗布した。次に、マンドレルを回転させながら、参考例1で用いたウレタンプレポリマー(PPDI/PTMG系プレポリマー)と90モル%のLonzacure M-CDEAと10モル%のETHACURE100よりなる硬化剤とを、H/NCO当量比が0.95となるように混合した組成物を、回転中のマンドレル上に、マンドレルの回転軸に対して平行に移動可能な注入成型用ノズルによって、スパイラルに1.4mm厚みに塗布し(以降スパイラルコートと表記する)、ウレタン樹脂層を形成した。マンドレルを回転させたまま室温で10分間放置し、さらに、マンドレルに付属している加熱装置によって樹脂を127℃で0.5時間かけて加熱し、前硬化させてシュー側ポリウレタン内周層を作製した。
【0066】
工程2:ポリエチレンテレフタレート繊維の5000dtexのマルチフィラメント糸の撚糸を緯糸として、ポリエチレンテレフタレート繊維の550dtexのマルチフィラメント糸を経糸として、経糸が緯糸で挟まれ、緯糸と経糸の交差部がウレタン系樹脂接着により接合されてなる格子状素材(経糸密度は1本/cm、緯糸密度は4本/cm)を用意した。複数枚物の格子状素材を、緯糸がマンドレルの軸方向に沿い、シュー側層の外周に隙間無く一層配置した。そして、この格子状素材の外周に、ポリエチレンテレフタレート繊維の6700dtexのマルチフィラメント糸を螺旋状に30本/5cmピッチで巻き付けて、糸巻層を形成した。その後、格子状素材と糸巻層の隙間を塞ぐ程度に前記ポリウレタン組成物を中間層として約1.6mm塗布し一体化し、補強繊維基材ポリウレタン中間層を形成した。
【0067】
工程3:中間層の上から、参考例1で用いたウレタンプレポリマー(PPDI/PTMG系プレポリマー)と90モル%のLonzacure M-CDEAと10モル%のETHACURE100よりなる硬化剤とを、H/NCO当量比が0.95となるように混合した組成物を、スパイラルコートにて約2.5mm厚に含浸コートし、127℃で16時間かけて加熱し、後硬化させて外周層を作製した。外周層の表面を研磨して全厚が5.2mm厚になるようにしてから、回転刃でベルトのMD方向に凹溝(溝幅1.0mm、深さ1.0mm、ピッチ幅3.18mm)を多数形成してシュープレスベルトを得た。
【産業上の利用可能性】
【0068】
本発明のシュープレスベルトは、既存品のものと比較して凹溝の形状保持性に優れ、既存製品の約1.2倍の搾水性能が期待される。
【符号の説明】
【0069】
1 プレスロール
2 シュープレスベルト
3 搬送フェルト
4 湿紙
5 シュー
6 補強繊維基材
2a 外周層
2b 内周層
2c 中間層
21 外周層
22 内周層
24 凹溝
25 凸部
41 試験片
42a 下部つかみ具
42b 上部つかみ具
51 試験片
52 つかみ具
61 試験片
62 熱板
【技術分野】
【0001】
本発明は、製紙用シュープレス装置に利用される製紙用シュープレスベルト(以下、シュープレスベルトと言うことがある)、特に、クローズドタイプのシュープレスに利用されるシュープレスベルトに関する。更に詳しくは、特定の組成のポリウレタンからなる樹脂層を有し、凹溝の形状保持特性等の特性に優れたシュープレスベルトに関する。
【背景技術】
【0002】
製紙用シュープレス装置では、図3に示すように、プレスロール1とシュー5との間に、ループ状のシュープレスベルト2を介在させたシュープレス機構を用い、プレスロール1とシュー5とで形成されるプレス部において、搬送フェルト3と湿紙4を通過させて脱水を行なっている。
【0003】
また、シュープレスベルト2は、図2に示すように、ポリウレタン層に封入(埋設)された補強繊維基材6の両面にポリウレタン外周層21、ポリウレタン内周層22を設けて構成され、更にプレスロール側のポリウレタン外周層21の表面には多数の凹溝24が形成されており、プレス時に湿紙4から絞り出された水を凹溝24に保持し、更には保持した水をベルト自身の回転によりプレス部の外に移送するようになっている。そのため、プレスロール側のポリウレタン外周層21に設けられた凹溝24はプレスロール1とシュー5で加圧されたときの形状保持特性を改善することが要求されている。さらに凸部25は、プレスロール1による垂直方向の押圧力や、シュープレス領域におけるシュープレスベルトの摩擦、屈曲疲労に対して耐クラック性、耐屈曲疲労性、耐摩耗性等の機械的特性を改善することも要求されている。
【0004】
このような理由から、シュープレスベルト2のポリウレタン外周層21を形成する樹脂材料として、耐クラック性、耐摩耗性に優れるポリウレタンが広く使用されている。
【0005】
例えば、補強繊維基材とポリウレタンとが一体化してなり、前記ポリウレタンが外周層および内周層で形成され、前記補強繊維基材が前記ポリウレタン中に埋設されたシュープレスベルトにおいて、外周層を形成するポリウレタンは、トリレンジイソシアネート(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(三井化学株式会社製ハイプレンL:商品名)と、ジメチルチオトルエンジアミンを含有する硬化剤とを、前記硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)との当量比(H/NCO)の値が、1<H/NCO<1.15となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られるJIS A硬度が89〜94度のポリウレタンで、内周層を形成するポリウレタンは、4,4’−メチレンビス(フェニルイソシアネート(MDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(三井化学株式会社製)と、ジメチルチオトルエンジアミン65部とポリテトラメチレングリコール(PTMG)35部を含有する混合硬化剤とを、前記硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)との当量比(H/NCO)の値が、0.85≦H/NCO<1となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られるポリウレタンから形成されているシュープレスベルトが提案されている(特許文献1および特許文献2参照)。
【0006】
補強繊維基材とポリウレタンとが一体化してなり、前記ポリウレタンが外周層および内周層で形成され、前記補強繊維基材が前記ポリウレタン中に埋設されたシュープレスベルトにおいて、外周層および内周層を形成するポリウレタンは、トリレンジイソシアネート(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(三井化学株式会社製ハイプレンL)と、ジメチルチオトルエンジアミンを含有する硬化剤とを、前記硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)との当量比(H/NCO)の値が0.97となる割合で、前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて形成したJIS A硬度が94〜95度のポリウレタンから形成されているシュープレスベルトが提案されている(特許文献3参照)。
【0007】
補強繊維基材とポリウレタンとが一体化してなり、前記補強繊維基材が前記ポリウレタン中に埋設されてなるシュープレスベルトにおいて、前記ポリウレタンが、非反応性ポリジメチルシロキサン液状物を含有し、かつ、トリレンジイソシアネート(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、ジメチルチオトルエンジアミン(ETHACURE300)および4,4−メチレンビス−(2−クロロアニリン)(MOCA)から選択された硬化剤とを0.9≦H/NCO≦1.10となる割合で、前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて形成したJIS A硬度が93〜96度であるシュープレスベルト、および、前記ポリウレタンが、JIS A硬度90〜93度で、かつ、非反応性ポリジメチルシロキサン液状物を含有するポリウレタンと、JIS A硬度98度で、かつ、非反応性ポリジメチルシロキサン液状物を含有しないポリウレタンとの混合物とでジメチルチオトルエンジアミン硬化剤とを0.9≦H/NCO≦1.10となる割合で、前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて形成したJIS A硬度90〜93度のシュープレスベルトが提案されている(特許文献4参照)。
【0008】
補強繊維基材とポリウレタンとが一体化してなり、前記補強繊維基材が前記ポリウレタン中に埋設されてなるシュープレスベルトにおいて、前記ポリウレタンが、p−フェニレン−ジイソシアネート(PPDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、1,4−ブタンジオールを85〜99.9モル%および活性水素基(H)を有する芳香族ポリアミンを15〜0.1モル%を含有する硬化剤とを、0.88≦H/NCO≦1.12となる割合で、前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて形成したJIS A硬度が92〜100度であるシュープレスベルト、および、前記ポリウレタンが、p−フェニレン−ジイソシアネート(PPDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、1,4−ブタンジオール、ハイドロキノンビス−βヒドロキシルエチルエーテル、3,5−ジエチルトルエンジアミンおよび3,5−ジメチルチオトルエンジアミンから選択された硬化剤とを、0.88≦H/NCO≦1.00となる割合で、前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて形成したJIS A硬度が92〜99度であるシュープレスベルトが提案されている(特許文献5および特許文献6参照)。
【0009】
前記特許文献1乃至4の実施例に記載されるシュープレスベルトは、試験片の両端がクランプハンドにより挟持され、クランプハンドが、連動して左右方向に往復移動可能に形成され、試験片における評価面が回転ロール側に向けられ、プレスシューが前記回転ロール方向に移動することにより試験片が加圧される耐クラック性を調べる装置を使用し、この装置により試験片に張力3kg/cm、圧力36kg/cm2、を掛けながら往復速度40cm/秒でクラックが生じるまでの往復回数を測定したところ、100万回を越えてもクラックは発生しないという優れたものであった。
【0010】
しかし、近年、紙の生産性向上に起因した運転速度の高速化やシュープレスベルトの幅が約10mと拡大、プレス部の高圧化等に伴い、シュープレスベルトの使用環境は益々苛酷なものとなってきており、凹溝の形状保持特性、耐クラック性、耐屈曲疲労性、耐摩耗性等の機械的特性の改善が求められている。
【0011】
また、前記特許文献5乃至6の実施例に記載されるシュープレスベルトは、図4に示す装置を用いて、次の条件でクラック発生の試験が行われ、試験片41のサイズは巾60cm、つかみ具間長さ70mmであり、下部つかみ具42aに円弧状の往復運動を与えることにより、上部つかみ具42bおよび試験片も円弧状に往復し、下部つかみ具の先端で試験片が屈曲され疲労されるようにし、円弧の中心から下部つかみ具の先端までの距離は168mm、下部つかみ具の移動距離は161mm、往復速度162往復/分とし、上部つかみ具の重さは400gとし、屈曲を繰り返しクラックが発生するまでの屈曲回数を測定したところ、屈曲回数70万回を超えてもクラックは発生せず、さらに摩耗性も向上させた優れたものであった。
【0012】
しかし、前記特許文献1から6に記載されるシュープレスベルトは搾水性に影響する、凹溝の形状保持特性の改善はされていない。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特許第3698984号公報
【特許文献2】特許第3803106号公報
【特許文献3】特開2005−307421号公報
【特許文献4】特開2006−144139号公報
【特許文献5】特開2008−111220号公報
【特許文献6】特開2008−285784号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
本発明は、より優れた凹溝の形状保持特性を備えるシュープレスベルトを提供することを目的とする。
【課題を解決するための手段】
【0015】
本発明者らは前記課題を解決すべく鋭意研究を重ねる中で、ポリウレタン層を構成する硬化剤として特定のものを選択することにより、上記の問題を解決できることを見出し、さらに研究を進めた結果、本発明を完成するに至った。
【0016】
すなわち本発明は、補強繊維基材とポリウレタン層とが一体化してなり、前記補強繊維基材が前記ポリウレタン中に埋設され、前記ポリウレタンで形成された製紙用シュープレスベルトであって、前記ポリウレタン層として、p−フェニレン−ジイソシアネート化合物を含有するイソシアネート化合物と、長鎖ポリオールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)、4,4’−メチレンビス(2−クロロアニリン)、メチレンビス(2−エチル−6−メチルアニリン)、4,4’−メチレンビス(2−エチルベンゼンアミン)、メチレンビス(2,3−ジクロロアニリン)、4,4’−メチレンジアニリン、3,5−ジメチルチオトルエン−2,4−ジアミン、3,5−ジメチルチオトルエン−2,6−ジアミン、3,5−ジエチルトルエン−2,4−ジアミン、3,5−ジエチルトルエン−2,6−ジアミン、ポリテトラメチレンオキシド−ジ−p−アミノベンゾエート、ポリ(テトラメチレン/3−メチルテトラメチレンエーテル)グリコールビス(4−アミノベンゾエート)、トリメチレン−ビス(4−アミノベンゾエート)および4−クロロ−3,5−ジアミノ安息香酸イソブチルから選択された活性水素基(H)を有する有機ポリアミン化合物を1種または2種以上含有することを特徴とする硬化剤(B)とが混合された組成物を硬化させて得られるポリウレタン層が含有されていることを特徴とする、製紙用シュープレスベルトに関する。
【0017】
また本発明は、イソシアネート化合物がp−フェニレン−ジイソシアネート化合物を55〜100%含有する、前記製紙用シュープレスベルトに関する。
【0018】
さらに本発明は、(B)成分が金属塩との錯体であることを特徴とする、前記製紙用シュープレスベルトに関する。
【0019】
また本発明は、錯体が分散媒に分散されていることを特徴とする、前記製紙用シュープレスベルトに関する。
前記分散媒として、高沸点のエステル溶媒などが使用できる。例えばフタル酸エステルであるフタル酸ジオクチル(DOP)やアジピン酸エステルであるアジピン酸ジオクチル(DOA)が使用でき、1種または2種以上を混合して使用してもよい。
【0020】
さらに本発明は、金属塩が塩化ナトリウムであることを特徴とする、前記製紙用シュープレスベルトに関する。
【発明の効果】
【0021】
湿紙側に対向するシュープレスベルトのポリウレタン外周層に、ウレタンプレポリマー(A)としてp−フェニレン−ジイソシアネート化合物を含有するイソシアネート化合物と、長鎖ポリオールとを反応させて得られる末端にイソシアネート基を有する化合物を使用し、硬化剤として4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)、4,4’−メチレンビス(2−クロロアニリン)、メチレンビス(2−エチル−6−メチルアニリン)、4,4’−メチレンビス(2−エチルベンゼンアミン)、メチレンビス(2,3−ジクロロアニリン)、4,4’−メチレンジアニリン、3,5−ジメチルチオトルエン−2,4−ジアミン、3,5−ジメチルチオトルエン−2,6−ジアミン、3,5−ジエチルトルエン−2,4−ジアミン、3,5−ジエチルトルエン−2,6−ジアミン、ポリテトラメチレンオキシド−ジ−p−アミノベンゾエート、ポリ(テトラメチレン/3−メチルテトラメチレンエーテル)グリコールビス(4−アミノベンゾエート)、トリメチレン−ビス(4−アミノベンゾエート)および4−クロロ−3,5−ジアミノ安息香酸イソブチルから選択された活性水素基(H)を有する有機ポリアミン化合物を1種または2種以上含有する化合物を使用することにより、優れたポリウレタンを形成し、凹溝の形状保持特性を備えるシュープレスベルトを与える。
【図面の簡単な説明】
【0022】
【図1】図1は本発明のシュープレスベルトの断面図である。
【図2】図2はシュープレスベルトの断面図である。
【図3】図3はシュープレス装置の断面図である。
【図4】図4は屈曲疲労試験を説明する図である。
【図5】図5は引張り永久ひずみ試験を説明する図である。
【図6】図6は圧縮永久ひずみ試験を説明する図である。
【発明を実施するための形態】
【0023】
以下、図を用いて本発明の一例をさらに詳細に説明する。なお、本発明はかかる図面に記載された具体例に示すものに限られない。
【0024】
図1は本発明のシュープレスベルトの断面図で、補強繊維基材とポリウレタンとが一体化してなり、前記補強繊維基材が前記ポリウレタン中に埋設されている。図1(a)はポリウレタンが単独なもの、図1(b)はポリウレタンが2層のもの、および図1(c)はポリウレタンが3層のものを示す。いずれのシュープレスベルトにおいても、湿紙側に対向するシュープレスベルトのポリウレタン外周層は、請求項1に記載のポリウレタンで形成される。図2は本発明における凹溝24が形成されたシュープレスベルトの断面図の一例である。溝の形状、深さ、凹溝と凸部の幅比率などで、さまざまな種類がある。図3は製紙機械におけるシュープレス機構の簡略図である。図4は本発明で使用した屈曲疲労試験の説明図である。図5は本発明で使用した引張り永久ひずみ試験の説明図である。本試験機を用いて次の条件で引張り永久ひずみ試験の試験を行なった。試験片51のサイズは巾10mm、長さ120mm(つかみ代片側40mm含む)、つかみ具間の距離40mm、厚さ1mmとした。この試験片をつかみ具52に取り付け、引張り速度200mm/分で伸び100%まで引張り、伸びが100%に到達したのち瞬時に同速度で伸びを戻していき、応力が0kg/cm2となった時の伸びを永久ひずみとして測定した。
【0025】
補強繊維基材6としては、前記特許文献1乃至特許文献6に記載された織布は勿論のこと、他の文献に記載された補強繊維基材も使用することができる。例えば、ポリエチレンテレフタレート(PET)繊維の5000dtexマルチフィラメント糸の撚糸を経糸及び緯糸として、経糸が緯糸で挟まれ、緯糸と経糸の交差部がポリウレタン接着により接合されてなる格子状素材である。繊維素材としては、ポリエチレンテレフタレートの代わりに、アラミド繊維、ナイロン6,6、ナイロン6,10、ナイロン6等のポリアミド繊維を使用しても良い。また、経糸と緯糸で素材の異なる繊維を使用しても良いし、経糸と緯糸の太さを5000dtexおよび7000dtex等と異なって使用してもよい。
【0026】
シュープレスベルトの外周層2aを形成するポリウレタンは、p−フェニレン−ジイソシアネート化合物を55〜100モル%含有するイソシアネート化合物と、長鎖ポリオールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(A)と、4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)、4,4’−メチレンビス(2−クロロアニリン)、メチレンビス(2−エチル−6−メチルアニリン)、4,4’−メチレンビス(2−エチルベンゼンアミン)、メチレンビス(2,3−ジクロロアニリン)、4,4’−メチレンジアニリン、3,5−ジメチルチオトルエン−2,4−ジアミン、3,5−ジメチルチオトルエン−2,6−ジアミン、3,5−ジエチルトルエン−2,4−ジアミン、3,5−ジエチルトルエン−2,6−ジアミン、ポリテトラメチレンオキシド−ジ−p−アミノベンゾエート、ポリ(テトラメチレン/3−メチルテトラメチレンエーテル)グリコールビス(4−アミノベンゾエート)、トリメチレン−ビス(4−アミノベンゾエート)および4−クロロ−3,5−ジアミノ安息香酸イソブチルから選択された活性水素基(H)を有する有機ポリアミン化合物を1種または2種以上含有する硬化剤(B)とを、前記硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)との当量比(H/NCO)の値が0.88<H/NCO≦1.0となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られるJIS A硬度が92〜99度、好ましくは94〜97度のポリウレタンである。
【0027】
ウレタンプレポリマー(A)原料のイソシアネート化合物として、p−フェニレン−ジイソシアネート(PPDI)は、イソシアネート化合物中55〜100モル%、好ましくは75モル%以上使用でき、PPDI以外のイソシアネート化合物としては例えば、2,4−トリレン−ジイソシアネート(2,4−TDI)、2,6−トリレン−ジイソシアネート(2,6−TDI)、4,4’−メチレンビス(フェニルイソシアネート)(MDI)、1,5−ナフチレン−ジイソシアネート(NDI)が45モル%以下、好ましくは25モル%以下併用できる。
【0028】
ウレタンプレポリマー(A)原料の長鎖ポリオールとして、ポリエーテルポリオール、ポリエステルポリオール、ポリカプロラクトンポリオールおよびポリカーボネートポリオールから選択された1種または2種以上のポリオール化合物が使用できる。
【0029】
硬化剤(B)として、4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)、4,4’−メチレンビス(2−クロロアニリン)、メチレンビス(2−エチル−6−メチルアニリン)、4,4’−メチレンビス(2−エチルベンゼンアミン)、メチレンビス(2,3−ジクロロアニリン)、4,4’−メチレンジアニリン、3,5−ジメチルチオトルエン−2,4−ジアミン、3,5−ジメチルチオトルエン−2,6−ジアミン、3,5−ジエチルトルエン−2,4−ジアミン、3,5−ジエチルトルエン−2,6−ジアミン、ポリテトラメチレンオキシド−ジ−p−アミノベンゾエート、ポリ(テトラメチレン/3−メチルテトラメチレンエーテル)グリコールビス(4−アミノベンゾエート)、トリメチレン−ビス(4−アミノベンゾエート)および4−クロロ−3,5−ジアミノ安息香酸イソブチルから選択された1種または2種以上の活性水素基(H)を有する有機ポリアミン化合物は、硬化剤中に65〜100モル%、好ましくは80モル%以上使用でき、1,4−ブタンジオール、ハイドロキノンビス−βヒドロキシルエチルエーテル等の活性水素基(H)を有する有機ポリオール化合物および上記以外の有機ポリアミン化合物から選択された1種または2種以上の化合物を併用してもよい。
【0030】
シュープレスベルトのポリウレタンは、図1(a)に示すように、前述のポリウレタン単独で用いてもよいし、他の組成のポリウレタンと積層して用いることができる。
【0031】
例えば、図1(b)に示すシュープレスベルトのように、補強繊維基材とポリウレタンとが一体化してなり、前記補強繊維基材が前記ポリウレタン中に埋設され、外周層2aおよび内周層2bが前記ポリウレタンで形成された製紙用ベルトにおいて、外周層2aを形成するポリウレタンは、p−フェニレン−ジイソシアネート化合物を55〜100モル%含有するイソシアネート化合物と、長鎖ポリオールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(A)と、4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)、4,4’−メチレンビス(2−クロロアニリン)、メチレンビス(2−エチル−6−メチルアニリン)、4,4’−メチレンビス(2−エチルベンゼンアミン)、メチレンビス(2,3−ジクロロアニリン)、4,4’−メチレンジアニリン、3,5−ジメチルチオトルエン−2,4−ジアミン、3,5−ジメチルチオトルエン−2,6−ジアミン、3,5−ジエチルトルエン−2,4−ジアミン、3,5−ジエチルトルエン−2,6−ジアミン、ポリテトラメチレンオキシド−ジ−p−アミノベンゾエート、ポリ(テトラメチレン/3−メチルテトラメチレンエーテル)グリコールビス(4−アミノベンゾエート)、トリメチレン−ビス(4−アミノベンゾエート)および4−クロロ−3,5−ジアミノ安息香酸イソブチルから選択された活性水素基(H)を有する有機ポリアミン化合物を1種または2種以上含有する硬化剤(B)とを硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)と、の当量比(H/NCO)の値が0.88<H/NCO≦1.0となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られる、JIS A硬度が92〜99度のポリウレタンから形成されているポリウレタンで、内周層2bを形成するポリウレタンは、2,4−トリレン−ジイソシアネート(2,4−TDI)、2,6−トリレン−ジイソシアネート(2,6−TDI)および4,4’−メチレンビス(フェニルイソシアネート)から選択されたイソシアネート化合物とポリテトラメチレングリコールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、3,5−ジメチルチオトルエンジアミン、ハイドロキノンビス−βヒドロキシルエチルエーテル、3,5−ジエチルトルエンジアミンおよびおよび1,4−ブタンジオールから選択された硬化剤とを硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)との当量比(H/NCO)の値が、0.93<H/NCO<1.05となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られるポリウレタン内周層から形成され、補強繊維基材は前記ポリウレタン内周層に埋設さているシュープレスベルトである。
【0032】
さらには、図1(c)に示すシュープレスベルトのように、補強繊維基材6とポリウレタン層とが一体化してなり、前記ポリウレタン層は前記補強繊維基材6がポリウレタンの中間層2c中に埋設され、中間層2cの両側にはポリウレタンの外周層2aおよびポリウレタンの内周層2bが積層されたシュープレスベルトにおいて、ポリウレタンの外周層2aおよびポリウレタンの内周層2bを形成するポリウレタンは、p−フェニレン−ジイソシアネート化合物を55〜100モル%含有するイソシアネート化合物と、長鎖ポリオールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(A)と4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)、4,4’−メチレンビス(2−クロロアニリン)、メチレンビス(2−エチル−6−メチルアニリン)、4,4’−メチレンビス(2−エチルベンゼンアミン)、メチレンビス(2,3−ジクロロアニリン)、4,4’−メチレンジアニリン、3,5−ジメチルチオトルエン−2,4−ジアミン、3,5−ジメチルチオトルエン−2,6−ジアミン、3,5−ジエチルトルエン−2,4−ジアミン、3,5−ジエチルトルエン−2,6−ジアミン、ポリテトラメチレンオキシド−ジ−p−アミノベンゾエート、ポリ(テトラメチレン/3−メチルテトラメチレンエーテル)グリコールビス(4−アミノベンゾエート)、トリメチレン−ビス(4−アミノベンゾエート)および4−クロロ−3,5−ジアミノ安息香酸イソブチルから選択された活性水素基(H)を有する有機ポリアミン化合物を1種または2種以上含有する硬化剤(B)とを硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)との当量比(H/NCO)の値が、0.88<H/NCO≦1.0となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られる、JIS A硬度が92〜99度のポリウレタンから形成されているポリウレタンで、前記中間層を形成するポリウレタンは、2,4−トリレン−ジイソシアネート(2,4−TDI)、2,6−トリレン−ジイソシアネート(2,6−TDI)および4,4’−メチレンビス(フェニルイソシアネート)から選択されたイソシアネート化合物とポリテトラメチレングリコールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、3,5−ジメチルチオトルエンジアミン、1,4−ブタンジオール、3,5−ジエチルトルエンジアミンおよびハイドロキノンビス−βヒドロキシルエチルエーテルから選択された硬化剤とを硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)との当量比(H/NCO)の値が、0.93<H/NCO<1.05となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られるポリウレタンから形成されているシュープレスベルトである。
【0033】
前記硬化剤(B)成分が金属塩との錯体であることが好ましい。更に、前記錯体の分散媒として、高沸点のエステル溶媒などが使用できる。例えばフタル酸エステルであるフタル酸ジオクチル(DOP)やアジピン酸エステルであるアジピン酸ジオクチル(DOA)が使用でき、1種または2種以上を混合して使用してもよい。なお、前記金属塩が塩化ナトリウムであることが更に好ましい。
【0034】
これら積層ポリウレタンを用いるシュープレスベルトにおいても、本発明の目的を損なわない限度において、前述のイソシアネート化合物、長鎖ポリオール、硬化剤を35モル%以下、好ましくは15モル%以下の範囲で、化合物、硬化剤を併用することが可能である。
【0035】
シュープレスベルトを製造するためには、例えば、離型剤を表面に塗布したマンドレルに、マンドレルを回転させながらポリウレタンの内周層を形成するウレタンプレポリマーと硬化剤の混合物をマンドレル表面に0.8〜3.5mmの厚みにポリウレタンの内周層が形成されるように塗布・含浸させ、該樹脂層を70〜140℃にて0.5〜1時間かけて前硬化させる。その上から補強繊維基材を巻きつけ、次に中間層を形成するウレタンプレポリマーと硬化剤の混合物を0.5〜2mm塗布し、補強繊維基材に含浸させると共に内周層と接着させ、該樹脂層を50〜120℃にて0.5〜1時間かけて前硬化して補強繊維基材で補強された中間層を形成させる。しかる後に、該マンドレルを回転させながらポリウレタンの外周層を形成するウレタンプレポリマーと硬化剤の混合物を前記補強繊維基材表面に1.5〜4mmの厚みの外周ポリウレタン層が形成されるように塗布・含浸させ、該樹脂を70〜140℃にて2〜20時間かけて加熱硬化させる。しかる後、外周層に図3に示す溝を彫刻する。ポリウレタンの外周層への溝の彫刻は、外周ポリウレタン層の加熱硬化途中で溝深さの高さ突起を表面に備える加熱エンボスロールを硬化中の外周ポリウレタン層に圧接して刻んでもよい。なお、マンドレルは加熱装置を備える。
【0036】
他のシュープレスベルトを製造する方法としては、例えば、離型剤を表面に塗布したマンドレルにポリウレタンの内周層を形成するウレタンプレポリマーと硬化剤の混合物を0.8〜3mmの厚みのポリウレタン層が形成されるよう塗布し、70〜140℃で0.5〜2時間かけて前硬化させ、ついで硬化したポリウレタン層外面に補強繊維基材を巻きつけた後、中間層を形成するウレタンプレポリマーと硬化剤の混合物を、0.5〜2mm塗布し、補強繊維基材に含浸させると共に内周層と接着させ、該樹脂相層を50〜120℃にて0.5〜1時間かけて予備キュアーさせ補強繊維基材で補強された中間層を形成させる。次に、外周面を形成するウレタンプレポリマーと硬化剤の混合物を2〜4mmの厚みのポリウレタン層が形成されるよう塗布し、70〜140℃で12〜20時間かけて後硬化させる。ついで、補強繊維基材が埋設された積層ポリウレタンの外周面に切削バイトで溝を切削加工したのち、サンドペーパーまたはポリウレタン研磨布で外周面を研磨する方法がある。
【0037】
中間層を有するシュープレスベルトを製造する方法は、例えば、離型剤を表面に塗布したマンドレルに内周層を形成するウレタンプレポリマーと硬化剤の混合物を0.8〜3mmの厚みの内周層が形成されるよう塗布し、50〜140℃で0.5〜2時間かけて前硬化させ、ついで、その内周層の外面に予め製造しておいた補強繊維基材を埋設した1〜2mmの厚みのポリウレタン中間層を巻きつけ50〜140℃に加熱したニップロールで中間層を押圧し、更に外周面を形成するウレタンプレポリマーと硬化剤の混合物を2〜4mmの厚みのポリウレタン層が形成されるよう塗布し、70〜140℃で2〜20時間かけて後硬化させる。ついで、補強繊維基材が埋設された積層ポリウレタンの外周面をサンドペーパーまたはポリウレタン研磨布で研磨した後、その外周面を切削バイトで溝を切削加工する方法がある。この他に2本ロールで作製する方法もある。
【0038】
シュープレスベルトの他の製造方法として、マンドレルの代わりに2本ロールを用いた方法もある。2本のロールの間にエンドレスの補強用繊維織物基材を展張し、先ず、補強繊維基材の表面から、ウレタンプレポリマーと硬化剤のブレンド物を塗布し、繊維基材に含浸させ、50〜120℃で0.5〜2時間かけて前硬化させた後、製品の内周ポリウレタン層を形成するウレタンプレポリマーと硬化剤の混合物を0.5〜3mmの厚みのポリウレタン層が形成されるよう塗布し、70〜140℃で2〜12時間かけて硬化させ、その表面をサンドペーパーまたは研磨布で研磨し、製品の内面層と補強繊維基材とが接着した一体構造物を作る。ついで、この半製品を反転させ、2本ロールに掛けて展張させる。ついで展張した半製品の表面から、ウレタンプレポリマーと硬化剤のブレンド物を塗布し、補強繊維基材に含浸させ、さらにその表面にウレタンプレポリマーと硬化剤との混合物を、1.5〜4mmの厚みになるように塗布し、70〜140℃で2〜20時間かけて硬化させる。硬化終了後所定の厚みに表面層を研磨し、切削バイトで溝を切削加工し外周層を形成する。
【実施例】
【0039】
以下に、シュープレスベルトを形成するポリウレタンの物性を評価するため、ポリウレタン試験片を製造する。
【0040】
参考例1
p−フェニレン−ジイソシアネート(PPDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は5.51%、55℃における粘度は1,800cps、予熱温度66℃)および90モル%の4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)(Lonzacure M−CDEA)と10モル%の3,5−ジエチルトルエンジアミン(ETHACURE100)よりなる組成物(H/NCO比は0.95)を予熱した金型に注入し、127℃に加熱し、127℃で0.5時間かけて前硬化させたのち金型から外し、127℃で16時間かけて後硬化させてポリウレタンシートを得た。このシートから試験片(厚み1.0mm)を作製した。
【0041】
参考例2
p−フェニレン−ジイソシアネート(PPDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は5.51%、55℃における粘度は1,800cps、予熱温度66℃)および90モル%の4,4’−メチレンビス(2−クロロアニリン)(MOCA)と10モル%の3,5−ジメチルチオトルエンジアミン(ETHACURE300)よりなる組成物(H/NCO比は0.95)を予熱した金型に注入し、127℃に加熱し、127℃で0.5時間かけて前硬化させたのち金型から外し、127℃で16時間かけて後硬化させてポリウレタンシートを得た。このシートから試験片(厚み1.0mm)を作製した。
【0042】
参考例3
p−フェニレン−ジイソシアネート(PPDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は5.51%、55℃における粘度は1,800cps、予熱温度66℃)およびフタル酸ジオクチル(DOP)に分散された4,4’−メチレンジアニリンと塩化ナトリウムの錯体(Cayture21)よりなる組成物(H/NCO比は0.95)を予熱した金型に注入し、127℃に加熱し、127℃で0.5時間かけて前硬化させたのち金型から外し、127℃で16時間かけて後硬化させてポリウレタンシートを得た。このシートから試験片(厚み1.0mm)を作製した。
【0043】
参考例4
p−フェニレン−ジイソシアネート(PPDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は5.51%、55℃における粘度は1,800cps、予熱温度66℃)および80モル%のフタル酸ジオクチル(DOP)に分散された4,4’−メチレンジアニリンと塩化ナトリウムの錯体(Cayture21)と20モル%のポリテトラメチレンオキシド−ジ−p−アミノベンゾエート(ELASMER250P)よりなる組成物(H/NCO比は0.95)を予熱した金型に注入し、127℃に加熱し、127℃で0.5時間かけて前硬化させたのち金型から外し、127℃で16時間かけて後硬化させてポリウレタンシートを得た。このシートから試験片(厚み1.0mm)を作製した。
【0044】
参考例5(比較用)
2,4−トリレンジイソシアネートと2,6−トリレンジイソシアネートとの混合物(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は6.74%、80℃における粘度は360cps、予熱温度66℃)および3,5−ジメチルチオトルエンジアミン(ETHACURE300)よりなる組成物(H/NCO当量比は0.95)を予熱した金型に注入し、100℃に加熱し、100℃で0.5時間かけて前硬化させたのち、100℃で16時間かけて後硬化させてポリウレタンシートを得た。このシートから試験片(厚み1.0mm)を作製した。
【0045】
参考例6(比較用)
p−フェニレン−ジイソシアネート(PPDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は5.51%、55℃における粘度は1,800cps、予熱温度66℃)および1,4−ブタンジオール(1,4−BD)よりなる組成物(H/NCO比は0.95)を予熱した金型に注入し、127℃に加熱し、127℃で0.5時間かけて前硬化させたのち金型から外し、127℃で16時間かけて後硬化させてポリウレタンシートを得た。このシートから試験片(厚み1.0mm)を作製した。
【0046】
得られた試験片に関し、引張り永久ひずみの物性を評価した。得られた物性を表1に示す。
【0047】
引張り永久ひずみ試験機は図5に示す。試験片51のサイズは巾10mm、長さ120mm(つかみ代片側40mm含む)、つかみ具52の距離40mm、厚さ1mmとした。この試験片をつかみ具52に取り付け、引張り速度200mm/分で伸び100%まで引張り、伸びが100%に到達したのち瞬時に同速度で伸びを戻していき、応力が0kg/cm2となった時の伸びを永久ひずみとして測定した。
【0048】
【表1】
【0049】
表1より、参考例1から参考例4の試験片は、従来技術品の参考例5および参考例6の試験片に比べて引張り永久ひずみが約50〜80%低く大幅に優れる。
【0050】
次に、参考例1から参考例6に用いたポリウレタン組成物を用い、シュープレスベルトを製造する例を記述する。
【0051】
実施例1
工程1:適宜駆動手段により回転可能な直径1500mmのマンドレルの表面に剥離剤(KS−61:信越化学工業株式会社製)を塗布した。次に、マンドレルを回転させながら、参考例5で用いたウレタンプレポリマー(TDI/PTMG系プレポリマー)とETHACURE300よりなる硬化剤とを、H/NCO当量比が0.95となるように混合した組成物を、回転中のマンドレル上に、マンドレルの回転軸に対して平行に移動可能な注入成型用ノズルによって、スパイラルに1.4mm厚みに塗布し(以降スパイラルコートと表記する)、ウレタン樹脂層を形成した。マンドレルを回転させたまま室温で40分間放置し、さらに、マンドレルに付属している加熱装置によって樹脂を127℃で0.5時間かけて加熱し、前硬化させてシュー側ポリウレタン内周層を作製した。
【0052】
工程2:ポリエチレンテレフタレート繊維の5000dtexのマルチフィラメント糸の撚糸を緯糸として、ポリエチレンテレフタレート繊維の550dtexのマルチフィラメント糸を経糸として、経糸が緯糸で挟まれ、緯糸と経糸の交差部がウレタン系樹脂接着により接合されてなる格子状素材(経糸密度は1本/cm、緯糸密度は4本/cm)を用意した。複数枚物の格子状素材を、緯糸がマンドレルの軸方向に沿い、シュー側層の外周に隙間無く一層配置した。そして、この格子状素材の外周に、ポリエチレンテレフタレート繊維の6700dtexのマルチフィラメント糸を螺旋状に30本/5cmピッチで巻き付けて、糸巻層を形成した。その後、格子状素材と糸巻層の隙間を塞ぐ程度に前記ポリウレタン組成物を中間層として約1.6mm塗布し一体化して、補強繊維基材ポリウレタン中間層を形成した。
【0053】
工程3:中間層の上から、参考例1で用いたウレタンプレポリマー(PPDI/PTMG系プレポリマー)と90モル%のLonzacure M-CDEAと10モル%のETHACURE100よりなる硬化剤とを、H/NCO当量比が0.95となるように混合した組成物を、スパイラルコートにて約2.5mm厚に含浸コートし、127℃で16時間かけて加熱し、後硬化させて外周層を作製した。外周層の表面を研磨して全厚が5.2mm厚になるようにしてから、回転刃でベルトのMD方向に凹溝(溝幅1.0mm、深さ1.0mm、ピッチ幅3.18mm)を多数形成してシュープレスベルトを得た。
【0054】
実施例2
実施例1において、参考例1のポリウレタン組成物の代わりに参考例2で用いたポリウレタン組成物(PPDI/PTMG系プレポリマーと90モル%のMOCAと10モル%のETHACURE300の混合硬化剤のポリウレタン組成物)を用いる他は同様にして、シュープレスベルトを得た。
【0055】
実施例3
実施例1において、参考例1のポリウレタン組成物の代わりに参考例3で用いたポリウレタン組成物(PPDI/PTMG系プレポリマーとCayture21のポリウレタン組成物)を用いる他は同様にして、シュープレスベルトを得た。
【0056】
実施例4
実施例1において、参考例1のポリウレタン組成物の代わりに参考例4で用いたポリウレタン組成物(PPDI/PTMG系プレポリマーと80モル%のCayture21と20モル%のELASMER250Pの混合硬化剤のポリウレタン組成物)を用いる他は同様にして、シュープレスベルトを得た。
【0057】
比較例1
実施例1において、参考例1のポリウレタン組成物の代わりに参考例5で用いたポリウレタン組成物(TDI/PTMG系プレポリマーとETHACURE300の組成物)を用い、硬化条件を前硬化は100℃で0.5時間、後硬化は100℃で16時間と変更する他は同様にして、シュープレスベルトを得た。
【0058】
比較例2
比較例1において、参考例5のポリウレタン組成物の代わりに参考例6で用いたポリウレタン組成物(PPDI/PTMG系プレポリマーと1,4−BDの組成物)を用い、硬化条件を前硬化を127℃で0.5時間と変更する他は同様にして、シュープレスベルトを得た。
【0059】
得られたシュープレス用ベルトについて、圧縮永久ひずみ試験を行った。圧縮永久ひずみ試験は図6に示す装置を用いて、次の条件で試験を行った。試験片61のサイズは直径
100mm、厚み5.2mmとした。加圧前に予め凹溝の断面積(A)を測定しておく。温度70℃に保たれた熱板62で、加圧80kg/cm2で22時間の加圧をした後に圧を解放し、30分後の凹溝の断面積(B)を測定した。加圧前の凹溝断面積(A)に対する加圧後の凹溝断面積(B)を加圧後の凹溝断面積保持率として算出した((B)/(A)×100)。凹溝断面積保持率は実施例1が97%、実施例2が96%、実施例3が90%、実施例4が95%、比較例1が80%、比較例2が75%であった。
【0060】
【表2】
【0061】
表2より実施例1のシュープレスベルトの凹溝断面積保持率は、比較例2の従来技術品の約1.3倍の性能を有することが理解され、シュープレスベルトの搾水性が格段と向上していることが理解できる。
【0062】
実施例5
実施例1において、参考例1のポリウレタン組成物の代わりに、PPDI/PTMG系プレポリマーと90%ETHACURE300と10%のETHACURE100の混合硬化剤のポリウレタン組成物を用いる他は同様にして、シュープレスベルトを得た。
【0063】
実施例6
実施例1において、参考例1のポリウレタン組成物の代わりに、PPDI/PTMG系プレポリマーと70%Cayture21と30%のETHACURE300の混合硬化剤のポリウレタン組成物を用いる他は同様にして、シュープレスベルトを得た。
【0064】
実施例7
実施例1において、参考例1のポリウレタン組成物の代わりに、PPDI/PTMG系プレポリマーと85%Lonzacure M-CDEAと15%の1,4−BDの混合硬化剤のポリウレタン組成物を用いる他は同様にして、シュープレスベルトを得た。
【0065】
実施例8
工程1:適宜駆動手段により回転可能な直径1500mmのマンドレルの表面に剥離剤(KS−61:信越化学工業株式会社製)を塗布した。次に、マンドレルを回転させながら、参考例1で用いたウレタンプレポリマー(PPDI/PTMG系プレポリマー)と90モル%のLonzacure M-CDEAと10モル%のETHACURE100よりなる硬化剤とを、H/NCO当量比が0.95となるように混合した組成物を、回転中のマンドレル上に、マンドレルの回転軸に対して平行に移動可能な注入成型用ノズルによって、スパイラルに1.4mm厚みに塗布し(以降スパイラルコートと表記する)、ウレタン樹脂層を形成した。マンドレルを回転させたまま室温で10分間放置し、さらに、マンドレルに付属している加熱装置によって樹脂を127℃で0.5時間かけて加熱し、前硬化させてシュー側ポリウレタン内周層を作製した。
【0066】
工程2:ポリエチレンテレフタレート繊維の5000dtexのマルチフィラメント糸の撚糸を緯糸として、ポリエチレンテレフタレート繊維の550dtexのマルチフィラメント糸を経糸として、経糸が緯糸で挟まれ、緯糸と経糸の交差部がウレタン系樹脂接着により接合されてなる格子状素材(経糸密度は1本/cm、緯糸密度は4本/cm)を用意した。複数枚物の格子状素材を、緯糸がマンドレルの軸方向に沿い、シュー側層の外周に隙間無く一層配置した。そして、この格子状素材の外周に、ポリエチレンテレフタレート繊維の6700dtexのマルチフィラメント糸を螺旋状に30本/5cmピッチで巻き付けて、糸巻層を形成した。その後、格子状素材と糸巻層の隙間を塞ぐ程度に前記ポリウレタン組成物を中間層として約1.6mm塗布し一体化し、補強繊維基材ポリウレタン中間層を形成した。
【0067】
工程3:中間層の上から、参考例1で用いたウレタンプレポリマー(PPDI/PTMG系プレポリマー)と90モル%のLonzacure M-CDEAと10モル%のETHACURE100よりなる硬化剤とを、H/NCO当量比が0.95となるように混合した組成物を、スパイラルコートにて約2.5mm厚に含浸コートし、127℃で16時間かけて加熱し、後硬化させて外周層を作製した。外周層の表面を研磨して全厚が5.2mm厚になるようにしてから、回転刃でベルトのMD方向に凹溝(溝幅1.0mm、深さ1.0mm、ピッチ幅3.18mm)を多数形成してシュープレスベルトを得た。
【産業上の利用可能性】
【0068】
本発明のシュープレスベルトは、既存品のものと比較して凹溝の形状保持性に優れ、既存製品の約1.2倍の搾水性能が期待される。
【符号の説明】
【0069】
1 プレスロール
2 シュープレスベルト
3 搬送フェルト
4 湿紙
5 シュー
6 補強繊維基材
2a 外周層
2b 内周層
2c 中間層
21 外周層
22 内周層
24 凹溝
25 凸部
41 試験片
42a 下部つかみ具
42b 上部つかみ具
51 試験片
52 つかみ具
61 試験片
62 熱板
【特許請求の範囲】
【請求項1】
補強繊維基材とポリウレタン層とが一体化してなり、前記補強繊維基材が前記ポリウレタン層中に埋設された製紙用シュープレスベルトであって、前記ポリウレタン層として下記ウレタンプレポリマー(A)と活性水素基(H)を有する硬化剤(B)とが混合された組成物を硬化させて得られるポリウレタン層が含有されていることを特徴とする、前記製紙用シュープレスベルト。
(A)p−フェニレン−ジイソシアネート化合物を含有するイソシアネート化合物と、長鎖ポリオールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー、
(B)4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)、4,4’−メチレンビス(2−クロロアニリン)、メチレンビス(2−エチル−6−メチルアニリン)、4,4’−メチレンビス(2−エチルベンゼンアミン)、メチレンビス(2,3−ジクロロアニリン)、4,4’−メチレンジアニリン、3,5−ジメチルチオトルエン−2,4−ジアミン、3,5−ジメチルチオトルエン−2,6−ジアミン、3,5−ジエチルトルエン−2,4−ジアミン、3,5−ジエチルトルエン−2,6−ジアミン、ポリテトラメチレンオキシド−ジ−p−アミノベンゾエート、ポリ(テトラメチレン/3−メチルテトラメチレンエーテル)グリコールビス(4−アミノベンゾエート)、トリメチレン−ビス(4−アミノベンゾエート)および4−クロロ−3,5−ジアミノ安息香酸イソブチルから選択された活性水素基(H)を有する有機ポリアミン化合物を1種または2種以上含有することを特徴とする硬化剤。
【請求項2】
イソシアネート化合物がp−フェニレン−ジイソシアネート化合物を55〜100%含有する、請求項1に記載の製紙用シュープレスベルト。
【請求項3】
(B)成分が金属塩との錯体であることを特徴とする、請求項1または2に記載の製紙用シュープレスベルト。
【請求項4】
錯体が分散媒に分散されていることを特徴とする、請求項3に記載の製紙用シュープレスベルト。
【請求項5】
金属塩が塩化ナトリウムであることを特徴とする、請求項3または4に記載の製紙用シュープレスベルト。
【請求項1】
補強繊維基材とポリウレタン層とが一体化してなり、前記補強繊維基材が前記ポリウレタン層中に埋設された製紙用シュープレスベルトであって、前記ポリウレタン層として下記ウレタンプレポリマー(A)と活性水素基(H)を有する硬化剤(B)とが混合された組成物を硬化させて得られるポリウレタン層が含有されていることを特徴とする、前記製紙用シュープレスベルト。
(A)p−フェニレン−ジイソシアネート化合物を含有するイソシアネート化合物と、長鎖ポリオールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー、
(B)4,4’−メチレンビス(2,6−ジエチル−3−クロロアニリン)、4,4’−メチレンビス(2−クロロアニリン)、メチレンビス(2−エチル−6−メチルアニリン)、4,4’−メチレンビス(2−エチルベンゼンアミン)、メチレンビス(2,3−ジクロロアニリン)、4,4’−メチレンジアニリン、3,5−ジメチルチオトルエン−2,4−ジアミン、3,5−ジメチルチオトルエン−2,6−ジアミン、3,5−ジエチルトルエン−2,4−ジアミン、3,5−ジエチルトルエン−2,6−ジアミン、ポリテトラメチレンオキシド−ジ−p−アミノベンゾエート、ポリ(テトラメチレン/3−メチルテトラメチレンエーテル)グリコールビス(4−アミノベンゾエート)、トリメチレン−ビス(4−アミノベンゾエート)および4−クロロ−3,5−ジアミノ安息香酸イソブチルから選択された活性水素基(H)を有する有機ポリアミン化合物を1種または2種以上含有することを特徴とする硬化剤。
【請求項2】
イソシアネート化合物がp−フェニレン−ジイソシアネート化合物を55〜100%含有する、請求項1に記載の製紙用シュープレスベルト。
【請求項3】
(B)成分が金属塩との錯体であることを特徴とする、請求項1または2に記載の製紙用シュープレスベルト。
【請求項4】
錯体が分散媒に分散されていることを特徴とする、請求項3に記載の製紙用シュープレスベルト。
【請求項5】
金属塩が塩化ナトリウムであることを特徴とする、請求項3または4に記載の製紙用シュープレスベルト。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−26711(P2011−26711A)
【公開日】平成23年2月10日(2011.2.10)
【国際特許分類】
【出願番号】特願2009−170129(P2009−170129)
【出願日】平成21年7月21日(2009.7.21)
【特許番号】特許第4444367号(P4444367)
【特許公報発行日】平成22年3月31日(2010.3.31)
【出願人】(000180597)イチカワ株式会社 (99)
【Fターム(参考)】
【公開日】平成23年2月10日(2011.2.10)
【国際特許分類】
【出願日】平成21年7月21日(2009.7.21)
【特許番号】特許第4444367号(P4444367)
【特許公報発行日】平成22年3月31日(2010.3.31)
【出願人】(000180597)イチカワ株式会社 (99)
【Fターム(参考)】
[ Back to top ]