
製紙用ファブリック内に継目を形成するための方法及び装置並びに継ぎ合わされた製紙用ファブリック
製紙機械内に装着するための製紙用ファブリック及び製紙用ファブリックを形成する方法が開示されている。当該製紙用ファブリックは、複数の機械横断方向ヤーンと、複数の機械方向ヤーンと、ファブリックの連続的なループを形成するために機械方向ヤーン又は機械横断方向ヤーンの端部を連結している複数の熱収縮接合部とを有している。当該製紙用ファブリックは、複数の熱収縮管材セクションを固定するための位置固定材を設けることによって形成される。当該製紙用ファブリックの、2つ以上の対応するヤーンが、各熱収縮管材セクション内に挿入され、該熱収縮管材に熱が適用される。熱の適用時に、熱収縮管材はそのサイズを減少し、これにより、当該熱収縮管材内に挿入された2つのヤーンの間の密な接合部が形成される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製紙用ファブリックに関し、特に製紙装置に装着された状態の連続ベルトを提供するために継ぎ合わされるファブリックに関する。
【背景技術】
【0002】
製紙工程中、繊維スラリー、すなわちセルロースヤーンの水性分散液を、抄紙機のフォーミングセクション内の運動するフォーミングファブリックの上へ堆積させることによって、セルロース繊維ウェブが形成される。多量の水がスラリーからフォーミングファブリックを通って排出され、セルロース繊維ウェブがフォーミングファブリックの表面へ残される。
【0003】
新たに形成されたセルロース繊維ウェブは、前記フォーミングセクションからプレスセクションへ進み、該プレスセクションは1つの列のプレスニップを有している。セルロース繊維ウェブは、プレスファブリックによって、大抵の事例では、前記のような2つのプレスファブリックの間で支持された状態で、プレスニップを通過する。プレスニップ内で、セルロース繊維ウェブは圧縮力を被り、該圧縮力はそこから水を押し出し、ウェブ状のセルロースヤーンを互いに接着し、これにより、セルロース繊維ウェブが紙シートに変化させられる。水は単数又は複数のプレスファブリックによって受容され、理想的には、紙シートには戻らない。
【0004】
紙シートは、最後に、ドライヤセクションへ進み、該ドライヤセクションは、内部から蒸気によって加熱される少なくとも1つの列の回転可能な乾燥ドラム又は胴を有している。新たに形成された紙シートは、蛇行状の経路において、前記ドラムの列内で各ドラムの周囲でドライヤファブリックによって順次方向付けられ、前記ドライヤファブリックは紙シートをドラムの表面に密接した状態で保持するようになっている。加熱されたドラムは、紙シートの水分含有量を蒸発によって所望のレベルに低減する。
【0005】
抄紙機におけるフォーミング、プレス及びドライヤファブリックの全てが無端ループの形状をとり、かつコンベヤの方式で機能することが、理解されるべきである。さらに、紙製造が、相当な速度で進行する連続的な工程であることが、理解されるべきである。すなわち、繊維スラリーがフォーミングセクション内のフォーミングファブリック上へ連続的に堆積させられるのに対して、新たに製造された紙シートは、当該紙シートがドライヤセクションから出た後に、連続的にロールへ巻回される。
【0006】
かつては、製紙時に使用される工業用ファブリックは、無端形状でしか製造及び供給されなかった。これは、新たに形成されたセルロース繊維ウェブが、単数又は複数のファブリック中の何らかの不均一性によってプレスニップにおけるマーキングの影響を極端に受けやすいからである。無端製織として公知の工程によって生産されているような無端の、継目の無いファブリックは、その長手(機械)方向及び横(機械横断)方向で均一な構造を有している。
【0007】
プレスファブリックのような現在の製紙用ファブリックは、製造される紙等級のために当該ファブリックが装着される抄紙機の要求を満たすために構成された、広く多様な様式で生産されている。一般に、製紙用ファブリックは、製織ベースファブリックを備えて成っており、該ベースファブリック内へ、細かい不織繊維材料から成るバット(batt)が縫い込まれる。ベースファブリックはモノフィラメント、貼り合わされたモノフィラメント、マルチフィラメント又は貼り合わされたマルチフィラメントヤーンから製織されていてよく、単一成層、多成層又は積層されていてよい。ヤーンは、通例、この目的のために抄紙機布張り(paper machine clothing)技術における当業者によって使用される、ポリアミド及びポリエステル樹脂のような幾つかの合成ポリマー樹脂のうちのいずれか1つから押出し成形されている。
【0008】
製織ベースファブリックそれ自体は、種々異なる形状をとる。例えば、当該ベースファブリックは無端に製織されていてよいか、又は平織りされていてよく、次いで、製織継目を備えた無端形状にもたらされる。あるいは、前記ベースファブリックは、修正無端製織(modified endless weaving)として一般に公知の工程によって生産されていてよく、この場合、ベースファブリックの幅方向エッジは、自身の機械方向(MD:machine-direction)ヤーンを使用する継合せループを備えている。この工程では、MDヤーンはファブリックの幅方向エッジの間で、各エッジにおいて引き返しながらかつ継合せループを形成しながら、連続的に前後に組織される。この方式で生産されたベースファブリックは、抄紙機における装着中に無端形状になるように位置付けられ、この理由でオンマシン式継合せ可能ファブリック(on-machine-seamable fabric)と呼ばれている。このようなファブリックを無端形状になるように位置付けるために、2つの幅方向エッジ同士が引き合わされ、該2つのエッジにおける継合せループ同士が交互嵌合させられ、かつ継合せピン又はピントルが、交互嵌合された継合せループによって形成された通路によって方向付けられる。
【0009】
さらに、製織ベースファブリックは、1つのベースファブリックを他のベースファブリックによって形成された無端ループ内に位置付けることによって、かつ両ベースファブリックを互いに接合するためにこれらベースファブリックにステープルファイババットを縫い込むことによって、積層されてよい。一方のベースファブリック又は両ベースファブリックは、オンマシン式継合せ可能タイプのものであってよい。
【0010】
しかしながら、継目、例えばファブリックを抄紙機への装着中に無端形状になるように閉じるために使用されてよい継目は、当該ファブリックの均一な構造における不連続性を意味する。この場合、継目の使用は、セルロース繊維ウェブがプレスニップ内でマーキングされる可能性を著しく高めてしまう。それゆえ、そのような継目を有する製紙用ファブリックを利用することはあまり望ましくない。
【0011】
いずれにせよ、製織ベースファブリックは、無端ループの形状を有しているか、又はそのような形状になるように継合せ可能であり、長手方向で自身の周囲に沿って測定される固有長さと横方向で自身を横断するように測定される固有幅とを有している。抄紙機構成が極めて多様であるので、抄紙機布張り製造業者はファブリック及びベルトを、その顧客の抄紙機内の特定の位置へ適合するように、要求される寸法になるように生産する必要がある。言うまでもなく、この必要性は、製造工程を合理化することを困難にするものである。なぜならば各ファブリックは、通常は、注文に合わせて製造されなければならないからである。
【0012】
継ぎ合わされたファブリックの使用が常時所望されるわけではないので、かつ平織りされて形成された無端ファブリックか又は製織された無端ファブリックが所望されるので、多数の様々な製紙用ファブリックがはるかに多くの一連のサイズで存在し、製紙用ファブリックを形成する公知の方法の代わりとなる方法が所望された。
【0013】
ファブリックを様々な長さ及び幅でより急速かつ効率的に生産する必要性に応じて、近年は、プレスファブリックが、一般に挙げられる特許文献1(Rexfelt等)に開示された螺旋技術を使用して製造されている。該文献の開示は参照によって本願に組み込まれている。
【0014】
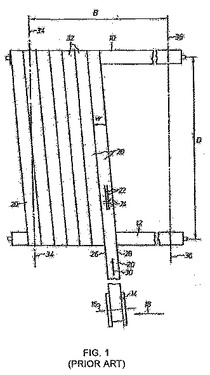
図1には、特許文献1によるプレスファブリックが示されている。該プレスファブリックはベースファブリックを備えて成っており、該ベースファブリックは、当該ベースファブリック内に縫い込まれたステープルファイバ材料から成る単数又は複数の層を有している。ベースファブリックは、製織ファブリックの、螺旋状に巻回されたストリップから構成された少なくとも1つの層を備えて成っており、前記ストリップは、ベースファブリックの幅よりも小さい幅を有している。ベースファブリックは長手、すなわち機械の方向で無端である。前記螺旋状に巻回されたストリップの長さ方向の糸は、プレスファブリックの長手方向に対して所定の角度を成している。製織ファブリックのストリップは、抄紙機布張りの生産に通常使用される織機よりも狭幅である織機で平織りされていてよい。
【0015】
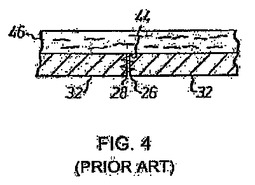
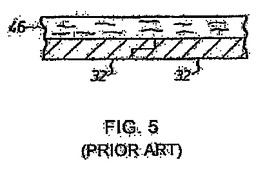
ベースファブリックは、比較的狭幅の製織ファブリックストリップの、螺旋状に巻回されかつ接合された複数の転回部を備えて成っている。ファブリックストリップは長さ方向(経)ヤーン及び横方向(緯)ヤーンから製織されている。螺旋状に巻回されたファブリックストリップの、隣接する転回部同士は、相互に当接し合っていてよく、このように生産されたヘリカルに連続的な継目は、図4に示されているように縫製、ステッチング、溶融又は溶接することによって閉鎖されていてよい。あるいは、相接する螺旋状転回部の隣接する長手方向端部部分同士は、端部同士が図5に示されているように重なり部のエリアに増大された厚さを生ぜしめないように減少された厚さを有する限りは、重なり合って配置されていてよい。さらに、長さ方向ヤーン同士の間の間隔は、ストリップの端部で増大されていてよい。したがって、相接する螺旋状転回部が重なり合って配置されている場合には、重なり部のエリアに長さ方向糸同士の間の不変の間隔が存在する。
【0016】
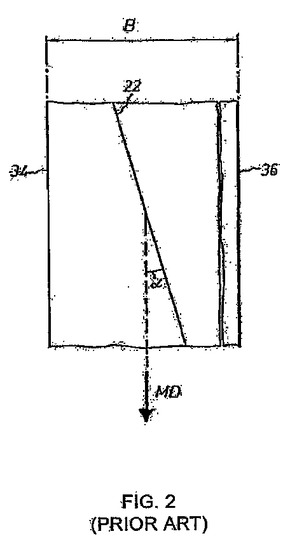
いれにせよ、無端ループの形状をとっていて、かつ内表面、長手(機械)方向及び横(機械横断)方向を有している製織ベースファブリックが、結果として得られる。この場合、製織ベースファブリックの側方エッジは、図2に示されているように、当該ベースファブリックの長手(機械)方向に対して平行にされるようトリミングされている。製織ベースファブリックの機械方向とヘリカルに連続的な継目との間の角度は、比較的に小さくてよく、すなわち、通常は10°よりも小さい。その証拠に、製織ファブリックストリップの長さ方向(経)ヤーンは、製織ベースファブリックの長手(機械)方向に対して比較的に小さい同じ角度を成している。同様に、長さ方向(経)ヤーンに対して垂直である、製織ファブリックストリップの横方向(緯)ヤーンは、製織ベースファブリックの横(機械横断)方向に対して比較的に小さい同じ角度を成している。簡潔に言えば、製織ファブリックストリップの長さ方向(経)ヤーンも横方向(緯)ヤーンも、当該製織ベースファブリックの長手(機械)方向又は横(機械横断)方向と位置合わせされていない。
【0017】
特許文献1に示された方法では、製織ファブリックストリップは、図1に示されているように、当該製織ベースファブリックを組み立てるために2つの平行なロールの周囲に巻回されている。様々な長さ及び幅の無端ベースファブリックが、製織ファブリックストリップの比較的狭幅のピースを2つの平行なロールの周囲に螺旋状に巻回することによって提供されていてよく、特定の無端ベースファブリックの長さが、製織ファブリックストリップの各螺旋状転回部の長さによって決定されており、かつ幅が当該製織ファブリックストリップの螺旋状転回部の数によって決定されていることが、認められるであろう。
【0018】
これにより、注文に応じて指定された長さ及び幅の完全なベースファブリックを製織する事前の必要性は、回避されることがある。その代わりに、20インチ(0.5メートル)ほどに狭幅な織機が、製織ファブリックストリップを生産するために使用され得るが、実際上の理由で、40〜60インチ(1.0〜1.5メートル)の幅を有する従来式の織物織機が推奨され得る。
【0019】
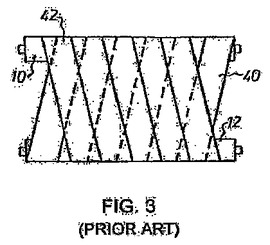
さらに、特許文献1には、ベースファブリックを備えて成っているプレスファブリックであって、前記ベースファブリックが2つの層を有しており、それぞれの層が、図3に示されているように、製織ファブリックの螺旋状に巻回されたストリップから構成されているプレスファブリックが示されている。両層は、無端ループの形状をとっており、一方の層は他方の層によって形成された無端ループの内側に存在する。一方の層における製織ファブリックの螺旋状に巻回されたストリップは、他方の層における製織ファブリックのストリップの方向とは逆の方向に螺旋形を成しているのが好ましい。すなわち、より詳しく言えば、一方の層における前記螺旋状に巻回されたストリップが、右回りの螺旋を画定しているのに対して、他方の層における前記螺旋状に巻回されたストリップは、左回りの螺旋を画定している。
【0020】
このような2層、積層されたベースファブリックにおいて、前記2つの層のそれぞれにおける製織ファブリックストリップの長さ方向(経)ヤーンは、製織ベースストリップの長手(機械)方向に対して比較的に小さい角度を成しており、一方の層における製織ファブリックストリップの長さ方向(経)ヤーンは、他方の層における製織ファブリックストリップの長さ方向(経)ヤーンと所定の角度を成している。同様に、2つの層のそれぞれにおける製織ファブリックストリップの横方向(緯)ヤーンは、製織ベースファブリックの横(機械横断)方向に対して比較的に小さい角度を成しており、かつ一方の層における製織ファブリックストリップの横方向(緯)ヤーンは、他方の層における製織ファブリックストリップの横方向(緯)ヤーンに対して所定の角度を成している。
【0021】
簡潔に言えば、各層における製織ファブリックストリップの長さ方向(経)ヤーンも横方向(緯)ヤーンも、ベースファブリックの長手(機械)方向又は横(機械横断)方向と位置合わせされていない。さらに、一方の層における製織ファブリックストリップの長さ方向(経)ヤーンも横方向(緯)ヤーンも、他方の層におけるそれとは位置合わせされていない。
【0022】
この結果、特許文献1に示されたベースファブリックは、規定された機械方向ヤーン又は機械横断方向のヤーンを有していない。その代わりに、ヤーンシステムは、機械方向及び機械横断方向に対して傾斜した角度の方向に存在する。このようなベースファブリックを有するプレスファブリックは、多軸プレスファブリックと呼ばれることがある。先行技術の標準的なプレスファブリックが3つの軸線、すなわち、機械方向(MD)における軸線、機械横断方向(CD:cross-machine direction)における軸線、及びZ方向(該方向はファブリックの厚さを通っている)における軸線を有しているのに対して、多軸プレスファブリックは、これら3つの軸線だけでなく、少なくとももう2つの軸線を有しており、該軸線は、当該多軸プレスファブリックの、螺旋状に巻回された単数又は複数の層におけるヤーンシステムの方向によって規定されている。さらに、多軸プレスファブリックのZ方向には多重の流れ経路が存在する。結果として、多軸プレスファブリックは少なくとも5つの軸線を有している。その多軸構造ゆえに、1つよりも多くの層を有する多軸プレスファブリックは、ヤーンシステム同士が互いに平行であるベースファブリック層を有するファブリックに比べて、製紙工程中のプレスニップにおける圧縮に応じたネスティング及び/又は潰れに対する優れた抵抗を示す。
【0023】
さらに、特許文献1において概略的に説明された方法が、無端形状になるよう所望される何らかの製紙用ファブリックのために使用され得ることが、確認されている。
【0024】
螺旋状に巻回された比較的狭幅の製織ファブリックストリップ同士を接合する特許文献1に記載の方法は、不織材料、又は溶融繊維を備えた不織材料の(例えば水溶性の糸による)縫製、溶融及び溶接(例えば超音波溶接)を含むものである。エッジ接合部は、さらに、ヤーン材料のファブリックストリップを、公知のタイプの継目ループを備えたその2つの長手方向エッジに沿って供給することによって得ることができ、前記継目ループは単数又は複数の継目糸によって接合することができる。しかしながら、これらの技術のそれぞれは、当業者に公知の付随的な利点及び欠点を有している。
【0025】
したがって、継目を形成するための簡単かつ効率的な手段を有し、適切な強度、及び平滑特性を示し、かつ現在利用可能な方法の限界を克服する工業用織物ファブリックを製作することが望まれる。
【特許文献1】米国特許第5,360,656号明細書
【発明の開示】
【発明が解決しようとする課題】
【0026】
本発明の目的は、改良された継目特性を示す、製紙機械内で使用される製紙用ファブリックを提供することである。
【0027】
本発明の別の目的は、紙における継目の影響を最少化しながら、螺旋状巻回によって実現される利益を最適化する方式で継ぎ合わされたファブリックを提供することである。
【0028】
本発明のさらに別の目的は、熱収縮管材を使用して製紙用ファブリックのヤーン同士を接合するための装置を提供することである。
【0029】
本発明のさらに別の目的は、前記の目的を達成する、製紙機械内で使用されるファブリックのための継合せ方法を提供することである。
【課題を解決するための手段】
【0030】
本発明は、全ファブリック寿命にわたって続く継合せ工程からの影響を低減した、製紙機械内で使用されるファブリックである。
【0031】
本発明の第1の実施態様は、製紙機械内に装着するための無端の製紙用ファブリックであって、MDヤーンとCDヤーンとによって形成された複数のファブリックストリップと、ファブリックの連続的なループを形成するために前記CDヤーンの少なくとも所定のパーセンテージを結合している複数の熱収縮接合部であって、前記無端の製紙用ファブリック内にMD継目を形成している熱収縮接合部と、を備えて成っている無端の製紙用ファブリックである。
【0032】
本発明の別の実施態様は、製紙機械内に装着するための製紙用ファブリックに関する。当該製紙用ファブリックは、複数の機械横断方向ヤーンを有している。当該製紙用ファブリックは、さらに、複数の機械方向ヤーンと、ファブリックの連続的なループを形成するために機械方向ヤーンの端部同士を結合している複数の熱収縮接合部とを有している。
【0033】
本発明のさらに別の実施態様は、製紙用ファブリックを形成する方法である。製紙用ファブリックは、複数の熱収縮管材セクションを固定するための位置固定材を設けることによって形成される。製紙用ファブリックの対応する2つのヤーンが、各熱収縮管材セクション内に挿入される。熱が熱収縮管材に適用され、該熱収縮管材はそのサイズを減少し、これにより、当該熱収縮管材内に挿入された2つのヤーンの間に密な接合部が形成される。
【0034】
本発明のさらに別の実施態様は、オンマシン式継合せ可能製紙用ファブリック(on machine seamable papermaker’s fabric)において継目を形成するための装置である。当該装置は、複数の熱収縮管材セクションを支持するための溝付けされた位置固定材を有している。当該装置は、さらに、熱収縮管材に熱を適用するための加熱手段を有しており、熱の適用時に熱収縮管材はそのサイズを減少し、これにより、当該熱収縮管材内に挿入された2つのヤーンの間に密な接合部が形成されるようになっている。
【0035】
本発明を特徴付ける新規性の様々な特徴は、添付されかつ本開示の一部を成す特許請求の範囲に特に示されている。本発明と本発明の作業上の利点とその使用によって達成される特定の目的とが、より十分に理解されるように、本発明の好ましい実施形態が示されている添付の説明的な事項が参照される。
【0036】
このように本発明によって、その目的及び利点が実現されるであろう。本発明の説明は図面に関連付けて行われる。
【発明を実施するための最良の形態】
【0037】
本発明は、抄紙機布張り内のファブリックのボディに比べて継目点における構造に対する影響が無いかほとんど無い適切な継目強度を提供する、継合せの新規な方法に関する。下記の例は、熱収縮可能な管材を使用してヤーン端部同士を接合するための方法を示すものである。全図面を通して同種の構成部材には同じ符号が付されている。
【0038】
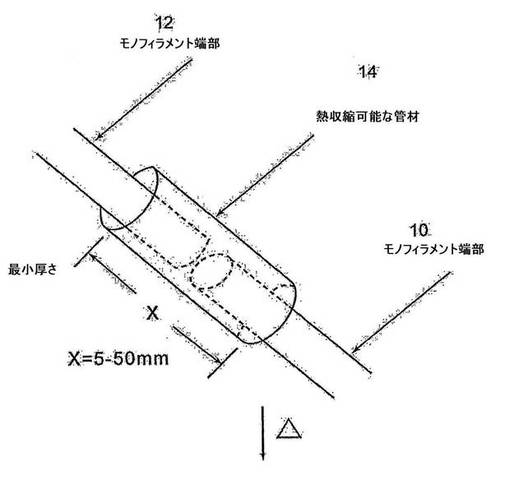
図6aには、本発明の第1の実施例が示されている。図6aでは、2つのモノフィラメントヤーン10,12が、熱収縮可能な管材14内に挿入されかつ互いに突き合わされている。図6aに示されているように、熱収縮可能な管材14は、最終的な継目において所望の総合強度を与えるほどに十分な長さを有していて、モノフィラメントヤーン10,12の2つの端部を覆うように位置付けられている。通常、熱収縮可能な管材14は、モノフィラメントヤーン10,12の直径とファブリックの適用とに依存して、約5〜50mmの長さを有している。
【0039】
熱収縮可能な管材14の直径は、初期には約0.90mm以下であるが、この寸法は重大な意味を持たない。なぜならば、初期直径は、当該管材が周囲で収縮しなければならないヤーン10,12の直径よりもはるかに大きいからである。熱収縮可能な管材の初期直径を、生じた収縮が、突き合わされた2つのモノフィラメントヤーン10,12への熱収縮可能な管材14による密着巻着を保証するに十分であるように十分に小さく選択することが、重要である。
【0040】
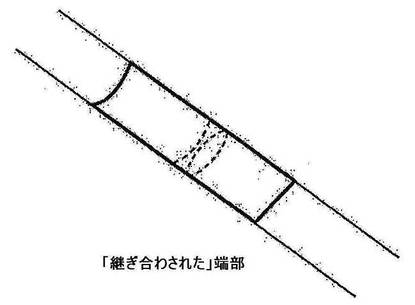
図6aに示されているような単一モノフィラメント突合せ接合のために、単一の継ぎ合わされた端部が、熱収縮可能な管材14に熱を適用することによって得られる。工業用の熱収縮可能な材料に必要とされる熱は、175°C以下の温度である。この適用については、175°Cは、ファブリック寸法を安定化するために通常使用されるヒートセット条件に与えられるべき上限を意味する。熱の適用後、モノフィラメントヤーン10,12の、突合せ接合された2つのヤーン端部は、図6bに示されているように、熱収縮管材14の密着巻着によって互いに確実に保持される。
【0041】
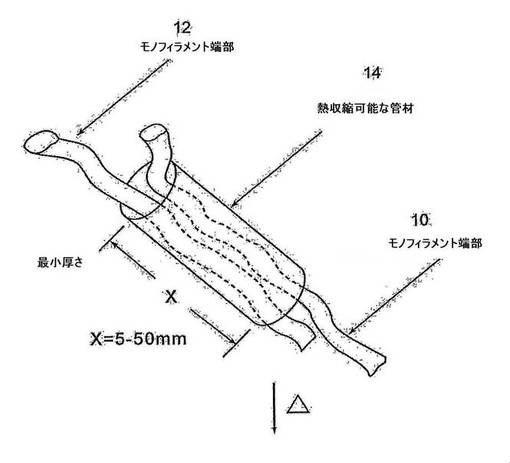
図7には、熱収縮可能な管材を使用する別のアプローチが示されている。図7aに示されているように、最終的な継目において所望の総合強度を与える程に十分な長さの熱収縮可能な管材14のスリーブが、接合すべきモノフィラメントヤーン10,12の2つの端部を覆うように位置付けられている。これらのモノフィラメントヤーン10,12は、熱収縮可能な管材14の長さよりも大きい長さまで重ね合わされており、この結果、モノフィラメントヤーン10,12の端部は、熱収縮可能な管材14の両端部を越えて突出している。
【0042】
熱収縮可能な管材14の直径は、初期は約0.90mm以下であるが、この寸法は重大な意味を持たない。なぜならば、初期直径は、当該管材が周囲で収縮しなければならないモノフィラメントヤーン10,12の直径よりもはるかに大きいからである。初期直径を、生じた収縮が、重ね合わされた2つのモノフィラメントヤーン10,12への熱収縮可能な管材14による密着巻着を保証するに十分であるように十分に小さく選択することが、重要である。この重なり合っている接合部はヤーン同士を互いに緊締し、継目にその引張り強度を付与するものである。再び、図7bに示されているように、単一の継ぎ合わされた端部が、熱収縮可能な管材14に熱を適用することによって得られる。工業用の熱収縮可能な材料に必要とされる熱は、通常は、175°C以下の温度である。この適用については、175°Cは、ファブリック寸法を安定化するために通常使用されるヒートセット条件に与えられるべき上限を意味する。
【0043】
熱の適用後、重ね合わされた2つのモノフィラメントヤーン10,12は、図7bに示されているように、熱収縮管材14の密着巻着によって、重なり合っている接合部において互いに確実に保持される。熱収縮可能な管材14の端部から突出しているモノフィラメントヤーン10,12の部分は、次いで、必要とあればトリミングされ得る。
【0044】
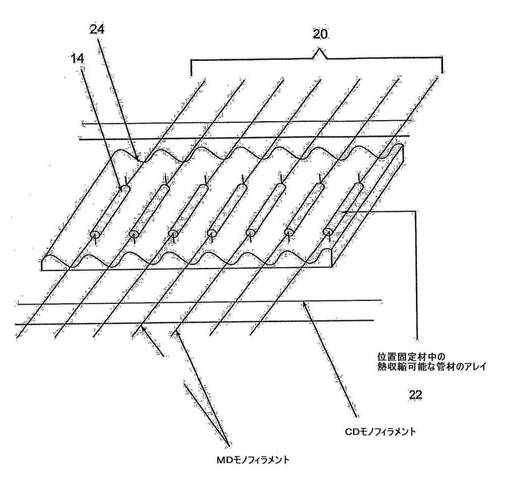
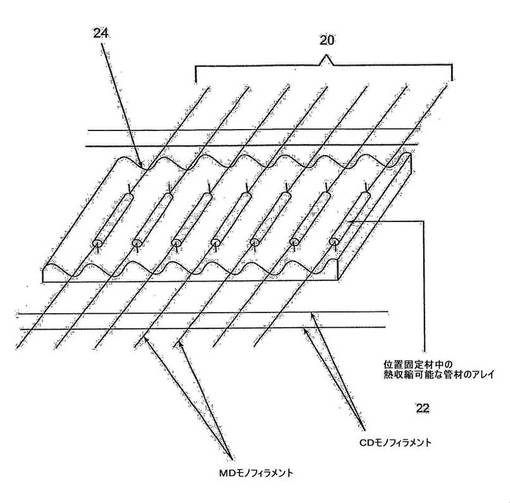
図8及び図9には、位置固定材22によって定位置に保持された熱収縮可能な管材14のアレイが示されている。位置固定材22は熱収縮可能な管材を、接合すべきヤーン20同士が近接して離間配置されるように保持している。ヤーン20はMDヤーン又はCDヤーンであってよい。位置固定材22は、各熱収縮可能な管材セクション14を保持するための複数の溝24で形成されていてよい。一旦、ヤーンが前記熱収縮可能な管材14内に挿入されると、熱が適用されてよく、次いで、ヤーンは、熱収縮可能な管材の密着巻着部から形成された接合部によって確実に保持される。
【0045】
実際には、継目の全長は位置固定材24内に準備されていてよく、該位置固定材は、熱収縮可能な管材14を収縮させかつ最終継目を形成するための最終加熱に先立って、当該熱収縮可能な管材14内に挿入されたヤーンを備えている。したがって、位置固定材は、接合すべきヤーン10,12の各対のための少なくとも1つの溝24を有していてよい。
【0046】
さらに、ヤーン端部同士はクリンプ圧着され得るか又はクリンプ圧着され得ないか、突き合わされ得るか、クリンプを伴うか又はクリンプを伴わなずに重ね合わされ得、かつ撚りを伴うか又は撚りを伴わずに重ね合わされ得る。これらのアプローチのそれぞれが、最終継目強度、透過性及びファブリック美観に対する影響を有しており、ファブリックの所期の使用のために選択されるであろう。
【0047】
本発明の一実施形態では、ヤーン10,12は、米国特許第5,360,656号明細書に概略的に示された方法によって形成されるファブリックストリップの機械横断方向(CD)ヤーンであってよい。接合すべき2つのファブリックストリップのためのCDヤーンは熱収縮管材14内に、突合せ接合又は重ね合わされた接合部になるように挿入され得る。熱の適用時に、2つのストリップは有効に互いに接合され、ほぼ機械方向(MD)の継目が形成される。ヤーンの特性に近い熱収縮接合を得ることが望まれる適用では、熱収縮管材14は多孔質材料から形成されていてよいので、当該熱収縮管材はファブリックの透過性及び流体流れ特性に一致するように作用する。
【0048】
ファブリックストリップは、さらに、縫い込まれたバット、及び/又は複合ファブリックを形成するために積層される付加的なファブリック層で処理されてよく、何らかの状況では、各CDヤーンを1つの隣接するストリップになるように他のCDヤーンに接合する必要があろう。むしろ、十分なCDヤーンだけが、ファブリックをさらなる処理のために支援するようこの工程によって接合される必要がある。
【0049】
さらに、このような工程を最適化するために、最終的に接合される予定のファブリックストリップの製作に従えばCDヤーンは、短いフリンジとしてストリップの製織部分を過ぎるように延在しているのが好ましい。ヤーンの性質のために、前記短いフリンジは、ヤーンが水平にファブリックストリップの側面から延在することを可能にし、かつ熱収縮管材への容易な挿入を可能にするものである。
【0050】
このような実施形態の別の態様は、制限された継目性質ゆえに熱収縮管材自体が、製造工程における全時間にわたって又は1つの後続ステップにおいて破壊し得る溶解可能な材料から形成されていてよいということである。熱収縮管材は水溶性であるか又は化学的に溶解可能であってよいか、当業者に公知の他の手段によってファブリックから除去されてよい。この熱収縮管材及び該熱収縮管材が形成する継目は、別のファブリックへの後続の縫合せ、積層又はボンディングを含む製紙用ファブリックにおいては、必要とされなくてよい。これらの適用では、熱収縮管材によって形成される継目は、単に、後の処理のために十分に安定したベースファブリックを提供するためのものである。前記後の処理とは、最終的にファブリックストリップと後続の層とを互いにボンディングすることである。
【0051】
別の実施形態では、平織りされたファブリックは、熱収縮管材14の使用によって無端に製造され得る。この実施態様では、ファブリックのMDヤーン同士はCD継目を形成するよう互いに接合され得る。このような適用は、MDヤーンの端部をファブリック内へ戻るように製織する必要性を排除するか、又は他の公知の継合せ技術の必要性を排除するものである。このような適用では、各MDヤーンが熱収縮管材を使用して接合され得るか、又はあるいは、現行の無端ファブリックが別のファブリックに接合される予定であってさらなる処理を被る場所では、後続の処理ステップを実施するために必要な数のMDヤーンだけが接合される必要がある。再び、所定の適用では、溶解可能な管材、又は他の臨時的措置を使用することが望まれるかもしれない。さらに、管材は多孔質であることが好ましいので、継目は、ファブリックボディの流体流れ特性と類似した所要の流体流れ特性を有している。
【0052】
さらに別の適用では、2つ以上のCDヤーンが互いに束化され得る。ヤーンから成るこれらの束のそれぞれは、次いで、先述のように熱収縮管材の使用によって、対応するヤーンの束に連結され得る。このような実施形態では、ヤーンの束同士を接合するために使用される熱収縮管材が、実務家によって望まれるように突合せ接合又は重なり合っている接合を可能にするのに適したサイズを備えていることは、言うまでもない。
【0053】
このように本発明によってその目的及び利点が実現される。好ましい実施形態が本願に開示されかつ記載されているとはいえ、本発明の範囲及び対象はこれにより制限されるべきではない。むしろ、本発明の範囲は、添付の特許請求の範囲によって決定されるべきである。
【図面の簡単な説明】
【0054】
【図1】螺旋状に巻回された製紙用ファブリック及びこのようなファブリックを形成するための装置を示す平面図である。
【図2】図1による製作されたベースファブリックの破断された部分を、ベースファブリックにおける長手方向糸同士の間の角度関係を概略的に示しながら、拡大して示す図である。
【図3】螺旋状に巻回された材料から成る2つの層を有する螺旋状に巻回された製紙用ファブリックを示す平面図である。
【図4】螺旋状に巻回された製紙用ファブリックの突合せ継目を示す断面図である。
【図5】螺旋状に巻回された製紙用ファブリックの、重なり合っている継目を示す断面図である。
【図6a】本発明の一実施形態による突合せ接合部を示す1つの斜視図である。
【図6b】本発明の一実施形態による突合せ接合部を示す別の斜視図である。
【図7a】本発明の別の実施形態による重なり合っている接合部を示す1つの斜視図である。
【図7b】本発明の別の実施形態による重なり合っている接合部を示す別の斜視図である。
【図8】本発明による位置固定材中の突合せ接合された糸及び熱収縮管材のアレイを示す斜視図である。
【図9】本発明による位置固定材中の重なり合っている接合部及び熱収縮管材のアレイを示す斜視図である。
【符号の説明】
【0055】
10 モノフィラメントヤーン
12 モノフィラメントヤーン
14 熱収縮可能な管材
20 ヤーン
22 位置固定材
24 溝
【技術分野】
【0001】
本発明は、製紙用ファブリックに関し、特に製紙装置に装着された状態の連続ベルトを提供するために継ぎ合わされるファブリックに関する。
【背景技術】
【0002】
製紙工程中、繊維スラリー、すなわちセルロースヤーンの水性分散液を、抄紙機のフォーミングセクション内の運動するフォーミングファブリックの上へ堆積させることによって、セルロース繊維ウェブが形成される。多量の水がスラリーからフォーミングファブリックを通って排出され、セルロース繊維ウェブがフォーミングファブリックの表面へ残される。
【0003】
新たに形成されたセルロース繊維ウェブは、前記フォーミングセクションからプレスセクションへ進み、該プレスセクションは1つの列のプレスニップを有している。セルロース繊維ウェブは、プレスファブリックによって、大抵の事例では、前記のような2つのプレスファブリックの間で支持された状態で、プレスニップを通過する。プレスニップ内で、セルロース繊維ウェブは圧縮力を被り、該圧縮力はそこから水を押し出し、ウェブ状のセルロースヤーンを互いに接着し、これにより、セルロース繊維ウェブが紙シートに変化させられる。水は単数又は複数のプレスファブリックによって受容され、理想的には、紙シートには戻らない。
【0004】
紙シートは、最後に、ドライヤセクションへ進み、該ドライヤセクションは、内部から蒸気によって加熱される少なくとも1つの列の回転可能な乾燥ドラム又は胴を有している。新たに形成された紙シートは、蛇行状の経路において、前記ドラムの列内で各ドラムの周囲でドライヤファブリックによって順次方向付けられ、前記ドライヤファブリックは紙シートをドラムの表面に密接した状態で保持するようになっている。加熱されたドラムは、紙シートの水分含有量を蒸発によって所望のレベルに低減する。
【0005】
抄紙機におけるフォーミング、プレス及びドライヤファブリックの全てが無端ループの形状をとり、かつコンベヤの方式で機能することが、理解されるべきである。さらに、紙製造が、相当な速度で進行する連続的な工程であることが、理解されるべきである。すなわち、繊維スラリーがフォーミングセクション内のフォーミングファブリック上へ連続的に堆積させられるのに対して、新たに製造された紙シートは、当該紙シートがドライヤセクションから出た後に、連続的にロールへ巻回される。
【0006】
かつては、製紙時に使用される工業用ファブリックは、無端形状でしか製造及び供給されなかった。これは、新たに形成されたセルロース繊維ウェブが、単数又は複数のファブリック中の何らかの不均一性によってプレスニップにおけるマーキングの影響を極端に受けやすいからである。無端製織として公知の工程によって生産されているような無端の、継目の無いファブリックは、その長手(機械)方向及び横(機械横断)方向で均一な構造を有している。
【0007】
プレスファブリックのような現在の製紙用ファブリックは、製造される紙等級のために当該ファブリックが装着される抄紙機の要求を満たすために構成された、広く多様な様式で生産されている。一般に、製紙用ファブリックは、製織ベースファブリックを備えて成っており、該ベースファブリック内へ、細かい不織繊維材料から成るバット(batt)が縫い込まれる。ベースファブリックはモノフィラメント、貼り合わされたモノフィラメント、マルチフィラメント又は貼り合わされたマルチフィラメントヤーンから製織されていてよく、単一成層、多成層又は積層されていてよい。ヤーンは、通例、この目的のために抄紙機布張り(paper machine clothing)技術における当業者によって使用される、ポリアミド及びポリエステル樹脂のような幾つかの合成ポリマー樹脂のうちのいずれか1つから押出し成形されている。
【0008】
製織ベースファブリックそれ自体は、種々異なる形状をとる。例えば、当該ベースファブリックは無端に製織されていてよいか、又は平織りされていてよく、次いで、製織継目を備えた無端形状にもたらされる。あるいは、前記ベースファブリックは、修正無端製織(modified endless weaving)として一般に公知の工程によって生産されていてよく、この場合、ベースファブリックの幅方向エッジは、自身の機械方向(MD:machine-direction)ヤーンを使用する継合せループを備えている。この工程では、MDヤーンはファブリックの幅方向エッジの間で、各エッジにおいて引き返しながらかつ継合せループを形成しながら、連続的に前後に組織される。この方式で生産されたベースファブリックは、抄紙機における装着中に無端形状になるように位置付けられ、この理由でオンマシン式継合せ可能ファブリック(on-machine-seamable fabric)と呼ばれている。このようなファブリックを無端形状になるように位置付けるために、2つの幅方向エッジ同士が引き合わされ、該2つのエッジにおける継合せループ同士が交互嵌合させられ、かつ継合せピン又はピントルが、交互嵌合された継合せループによって形成された通路によって方向付けられる。
【0009】
さらに、製織ベースファブリックは、1つのベースファブリックを他のベースファブリックによって形成された無端ループ内に位置付けることによって、かつ両ベースファブリックを互いに接合するためにこれらベースファブリックにステープルファイババットを縫い込むことによって、積層されてよい。一方のベースファブリック又は両ベースファブリックは、オンマシン式継合せ可能タイプのものであってよい。
【0010】
しかしながら、継目、例えばファブリックを抄紙機への装着中に無端形状になるように閉じるために使用されてよい継目は、当該ファブリックの均一な構造における不連続性を意味する。この場合、継目の使用は、セルロース繊維ウェブがプレスニップ内でマーキングされる可能性を著しく高めてしまう。それゆえ、そのような継目を有する製紙用ファブリックを利用することはあまり望ましくない。
【0011】
いずれにせよ、製織ベースファブリックは、無端ループの形状を有しているか、又はそのような形状になるように継合せ可能であり、長手方向で自身の周囲に沿って測定される固有長さと横方向で自身を横断するように測定される固有幅とを有している。抄紙機構成が極めて多様であるので、抄紙機布張り製造業者はファブリック及びベルトを、その顧客の抄紙機内の特定の位置へ適合するように、要求される寸法になるように生産する必要がある。言うまでもなく、この必要性は、製造工程を合理化することを困難にするものである。なぜならば各ファブリックは、通常は、注文に合わせて製造されなければならないからである。
【0012】
継ぎ合わされたファブリックの使用が常時所望されるわけではないので、かつ平織りされて形成された無端ファブリックか又は製織された無端ファブリックが所望されるので、多数の様々な製紙用ファブリックがはるかに多くの一連のサイズで存在し、製紙用ファブリックを形成する公知の方法の代わりとなる方法が所望された。
【0013】
ファブリックを様々な長さ及び幅でより急速かつ効率的に生産する必要性に応じて、近年は、プレスファブリックが、一般に挙げられる特許文献1(Rexfelt等)に開示された螺旋技術を使用して製造されている。該文献の開示は参照によって本願に組み込まれている。
【0014】
図1には、特許文献1によるプレスファブリックが示されている。該プレスファブリックはベースファブリックを備えて成っており、該ベースファブリックは、当該ベースファブリック内に縫い込まれたステープルファイバ材料から成る単数又は複数の層を有している。ベースファブリックは、製織ファブリックの、螺旋状に巻回されたストリップから構成された少なくとも1つの層を備えて成っており、前記ストリップは、ベースファブリックの幅よりも小さい幅を有している。ベースファブリックは長手、すなわち機械の方向で無端である。前記螺旋状に巻回されたストリップの長さ方向の糸は、プレスファブリックの長手方向に対して所定の角度を成している。製織ファブリックのストリップは、抄紙機布張りの生産に通常使用される織機よりも狭幅である織機で平織りされていてよい。
【0015】
ベースファブリックは、比較的狭幅の製織ファブリックストリップの、螺旋状に巻回されかつ接合された複数の転回部を備えて成っている。ファブリックストリップは長さ方向(経)ヤーン及び横方向(緯)ヤーンから製織されている。螺旋状に巻回されたファブリックストリップの、隣接する転回部同士は、相互に当接し合っていてよく、このように生産されたヘリカルに連続的な継目は、図4に示されているように縫製、ステッチング、溶融又は溶接することによって閉鎖されていてよい。あるいは、相接する螺旋状転回部の隣接する長手方向端部部分同士は、端部同士が図5に示されているように重なり部のエリアに増大された厚さを生ぜしめないように減少された厚さを有する限りは、重なり合って配置されていてよい。さらに、長さ方向ヤーン同士の間の間隔は、ストリップの端部で増大されていてよい。したがって、相接する螺旋状転回部が重なり合って配置されている場合には、重なり部のエリアに長さ方向糸同士の間の不変の間隔が存在する。
【0016】
いれにせよ、無端ループの形状をとっていて、かつ内表面、長手(機械)方向及び横(機械横断)方向を有している製織ベースファブリックが、結果として得られる。この場合、製織ベースファブリックの側方エッジは、図2に示されているように、当該ベースファブリックの長手(機械)方向に対して平行にされるようトリミングされている。製織ベースファブリックの機械方向とヘリカルに連続的な継目との間の角度は、比較的に小さくてよく、すなわち、通常は10°よりも小さい。その証拠に、製織ファブリックストリップの長さ方向(経)ヤーンは、製織ベースファブリックの長手(機械)方向に対して比較的に小さい同じ角度を成している。同様に、長さ方向(経)ヤーンに対して垂直である、製織ファブリックストリップの横方向(緯)ヤーンは、製織ベースファブリックの横(機械横断)方向に対して比較的に小さい同じ角度を成している。簡潔に言えば、製織ファブリックストリップの長さ方向(経)ヤーンも横方向(緯)ヤーンも、当該製織ベースファブリックの長手(機械)方向又は横(機械横断)方向と位置合わせされていない。
【0017】
特許文献1に示された方法では、製織ファブリックストリップは、図1に示されているように、当該製織ベースファブリックを組み立てるために2つの平行なロールの周囲に巻回されている。様々な長さ及び幅の無端ベースファブリックが、製織ファブリックストリップの比較的狭幅のピースを2つの平行なロールの周囲に螺旋状に巻回することによって提供されていてよく、特定の無端ベースファブリックの長さが、製織ファブリックストリップの各螺旋状転回部の長さによって決定されており、かつ幅が当該製織ファブリックストリップの螺旋状転回部の数によって決定されていることが、認められるであろう。
【0018】
これにより、注文に応じて指定された長さ及び幅の完全なベースファブリックを製織する事前の必要性は、回避されることがある。その代わりに、20インチ(0.5メートル)ほどに狭幅な織機が、製織ファブリックストリップを生産するために使用され得るが、実際上の理由で、40〜60インチ(1.0〜1.5メートル)の幅を有する従来式の織物織機が推奨され得る。
【0019】
さらに、特許文献1には、ベースファブリックを備えて成っているプレスファブリックであって、前記ベースファブリックが2つの層を有しており、それぞれの層が、図3に示されているように、製織ファブリックの螺旋状に巻回されたストリップから構成されているプレスファブリックが示されている。両層は、無端ループの形状をとっており、一方の層は他方の層によって形成された無端ループの内側に存在する。一方の層における製織ファブリックの螺旋状に巻回されたストリップは、他方の層における製織ファブリックのストリップの方向とは逆の方向に螺旋形を成しているのが好ましい。すなわち、より詳しく言えば、一方の層における前記螺旋状に巻回されたストリップが、右回りの螺旋を画定しているのに対して、他方の層における前記螺旋状に巻回されたストリップは、左回りの螺旋を画定している。
【0020】
このような2層、積層されたベースファブリックにおいて、前記2つの層のそれぞれにおける製織ファブリックストリップの長さ方向(経)ヤーンは、製織ベースストリップの長手(機械)方向に対して比較的に小さい角度を成しており、一方の層における製織ファブリックストリップの長さ方向(経)ヤーンは、他方の層における製織ファブリックストリップの長さ方向(経)ヤーンと所定の角度を成している。同様に、2つの層のそれぞれにおける製織ファブリックストリップの横方向(緯)ヤーンは、製織ベースファブリックの横(機械横断)方向に対して比較的に小さい角度を成しており、かつ一方の層における製織ファブリックストリップの横方向(緯)ヤーンは、他方の層における製織ファブリックストリップの横方向(緯)ヤーンに対して所定の角度を成している。
【0021】
簡潔に言えば、各層における製織ファブリックストリップの長さ方向(経)ヤーンも横方向(緯)ヤーンも、ベースファブリックの長手(機械)方向又は横(機械横断)方向と位置合わせされていない。さらに、一方の層における製織ファブリックストリップの長さ方向(経)ヤーンも横方向(緯)ヤーンも、他方の層におけるそれとは位置合わせされていない。
【0022】
この結果、特許文献1に示されたベースファブリックは、規定された機械方向ヤーン又は機械横断方向のヤーンを有していない。その代わりに、ヤーンシステムは、機械方向及び機械横断方向に対して傾斜した角度の方向に存在する。このようなベースファブリックを有するプレスファブリックは、多軸プレスファブリックと呼ばれることがある。先行技術の標準的なプレスファブリックが3つの軸線、すなわち、機械方向(MD)における軸線、機械横断方向(CD:cross-machine direction)における軸線、及びZ方向(該方向はファブリックの厚さを通っている)における軸線を有しているのに対して、多軸プレスファブリックは、これら3つの軸線だけでなく、少なくとももう2つの軸線を有しており、該軸線は、当該多軸プレスファブリックの、螺旋状に巻回された単数又は複数の層におけるヤーンシステムの方向によって規定されている。さらに、多軸プレスファブリックのZ方向には多重の流れ経路が存在する。結果として、多軸プレスファブリックは少なくとも5つの軸線を有している。その多軸構造ゆえに、1つよりも多くの層を有する多軸プレスファブリックは、ヤーンシステム同士が互いに平行であるベースファブリック層を有するファブリックに比べて、製紙工程中のプレスニップにおける圧縮に応じたネスティング及び/又は潰れに対する優れた抵抗を示す。
【0023】
さらに、特許文献1において概略的に説明された方法が、無端形状になるよう所望される何らかの製紙用ファブリックのために使用され得ることが、確認されている。
【0024】
螺旋状に巻回された比較的狭幅の製織ファブリックストリップ同士を接合する特許文献1に記載の方法は、不織材料、又は溶融繊維を備えた不織材料の(例えば水溶性の糸による)縫製、溶融及び溶接(例えば超音波溶接)を含むものである。エッジ接合部は、さらに、ヤーン材料のファブリックストリップを、公知のタイプの継目ループを備えたその2つの長手方向エッジに沿って供給することによって得ることができ、前記継目ループは単数又は複数の継目糸によって接合することができる。しかしながら、これらの技術のそれぞれは、当業者に公知の付随的な利点及び欠点を有している。
【0025】
したがって、継目を形成するための簡単かつ効率的な手段を有し、適切な強度、及び平滑特性を示し、かつ現在利用可能な方法の限界を克服する工業用織物ファブリックを製作することが望まれる。
【特許文献1】米国特許第5,360,656号明細書
【発明の開示】
【発明が解決しようとする課題】
【0026】
本発明の目的は、改良された継目特性を示す、製紙機械内で使用される製紙用ファブリックを提供することである。
【0027】
本発明の別の目的は、紙における継目の影響を最少化しながら、螺旋状巻回によって実現される利益を最適化する方式で継ぎ合わされたファブリックを提供することである。
【0028】
本発明のさらに別の目的は、熱収縮管材を使用して製紙用ファブリックのヤーン同士を接合するための装置を提供することである。
【0029】
本発明のさらに別の目的は、前記の目的を達成する、製紙機械内で使用されるファブリックのための継合せ方法を提供することである。
【課題を解決するための手段】
【0030】
本発明は、全ファブリック寿命にわたって続く継合せ工程からの影響を低減した、製紙機械内で使用されるファブリックである。
【0031】
本発明の第1の実施態様は、製紙機械内に装着するための無端の製紙用ファブリックであって、MDヤーンとCDヤーンとによって形成された複数のファブリックストリップと、ファブリックの連続的なループを形成するために前記CDヤーンの少なくとも所定のパーセンテージを結合している複数の熱収縮接合部であって、前記無端の製紙用ファブリック内にMD継目を形成している熱収縮接合部と、を備えて成っている無端の製紙用ファブリックである。
【0032】
本発明の別の実施態様は、製紙機械内に装着するための製紙用ファブリックに関する。当該製紙用ファブリックは、複数の機械横断方向ヤーンを有している。当該製紙用ファブリックは、さらに、複数の機械方向ヤーンと、ファブリックの連続的なループを形成するために機械方向ヤーンの端部同士を結合している複数の熱収縮接合部とを有している。
【0033】
本発明のさらに別の実施態様は、製紙用ファブリックを形成する方法である。製紙用ファブリックは、複数の熱収縮管材セクションを固定するための位置固定材を設けることによって形成される。製紙用ファブリックの対応する2つのヤーンが、各熱収縮管材セクション内に挿入される。熱が熱収縮管材に適用され、該熱収縮管材はそのサイズを減少し、これにより、当該熱収縮管材内に挿入された2つのヤーンの間に密な接合部が形成される。
【0034】
本発明のさらに別の実施態様は、オンマシン式継合せ可能製紙用ファブリック(on machine seamable papermaker’s fabric)において継目を形成するための装置である。当該装置は、複数の熱収縮管材セクションを支持するための溝付けされた位置固定材を有している。当該装置は、さらに、熱収縮管材に熱を適用するための加熱手段を有しており、熱の適用時に熱収縮管材はそのサイズを減少し、これにより、当該熱収縮管材内に挿入された2つのヤーンの間に密な接合部が形成されるようになっている。
【0035】
本発明を特徴付ける新規性の様々な特徴は、添付されかつ本開示の一部を成す特許請求の範囲に特に示されている。本発明と本発明の作業上の利点とその使用によって達成される特定の目的とが、より十分に理解されるように、本発明の好ましい実施形態が示されている添付の説明的な事項が参照される。
【0036】
このように本発明によって、その目的及び利点が実現されるであろう。本発明の説明は図面に関連付けて行われる。
【発明を実施するための最良の形態】
【0037】
本発明は、抄紙機布張り内のファブリックのボディに比べて継目点における構造に対する影響が無いかほとんど無い適切な継目強度を提供する、継合せの新規な方法に関する。下記の例は、熱収縮可能な管材を使用してヤーン端部同士を接合するための方法を示すものである。全図面を通して同種の構成部材には同じ符号が付されている。
【0038】
図6aには、本発明の第1の実施例が示されている。図6aでは、2つのモノフィラメントヤーン10,12が、熱収縮可能な管材14内に挿入されかつ互いに突き合わされている。図6aに示されているように、熱収縮可能な管材14は、最終的な継目において所望の総合強度を与えるほどに十分な長さを有していて、モノフィラメントヤーン10,12の2つの端部を覆うように位置付けられている。通常、熱収縮可能な管材14は、モノフィラメントヤーン10,12の直径とファブリックの適用とに依存して、約5〜50mmの長さを有している。
【0039】
熱収縮可能な管材14の直径は、初期には約0.90mm以下であるが、この寸法は重大な意味を持たない。なぜならば、初期直径は、当該管材が周囲で収縮しなければならないヤーン10,12の直径よりもはるかに大きいからである。熱収縮可能な管材の初期直径を、生じた収縮が、突き合わされた2つのモノフィラメントヤーン10,12への熱収縮可能な管材14による密着巻着を保証するに十分であるように十分に小さく選択することが、重要である。
【0040】
図6aに示されているような単一モノフィラメント突合せ接合のために、単一の継ぎ合わされた端部が、熱収縮可能な管材14に熱を適用することによって得られる。工業用の熱収縮可能な材料に必要とされる熱は、175°C以下の温度である。この適用については、175°Cは、ファブリック寸法を安定化するために通常使用されるヒートセット条件に与えられるべき上限を意味する。熱の適用後、モノフィラメントヤーン10,12の、突合せ接合された2つのヤーン端部は、図6bに示されているように、熱収縮管材14の密着巻着によって互いに確実に保持される。
【0041】
図7には、熱収縮可能な管材を使用する別のアプローチが示されている。図7aに示されているように、最終的な継目において所望の総合強度を与える程に十分な長さの熱収縮可能な管材14のスリーブが、接合すべきモノフィラメントヤーン10,12の2つの端部を覆うように位置付けられている。これらのモノフィラメントヤーン10,12は、熱収縮可能な管材14の長さよりも大きい長さまで重ね合わされており、この結果、モノフィラメントヤーン10,12の端部は、熱収縮可能な管材14の両端部を越えて突出している。
【0042】
熱収縮可能な管材14の直径は、初期は約0.90mm以下であるが、この寸法は重大な意味を持たない。なぜならば、初期直径は、当該管材が周囲で収縮しなければならないモノフィラメントヤーン10,12の直径よりもはるかに大きいからである。初期直径を、生じた収縮が、重ね合わされた2つのモノフィラメントヤーン10,12への熱収縮可能な管材14による密着巻着を保証するに十分であるように十分に小さく選択することが、重要である。この重なり合っている接合部はヤーン同士を互いに緊締し、継目にその引張り強度を付与するものである。再び、図7bに示されているように、単一の継ぎ合わされた端部が、熱収縮可能な管材14に熱を適用することによって得られる。工業用の熱収縮可能な材料に必要とされる熱は、通常は、175°C以下の温度である。この適用については、175°Cは、ファブリック寸法を安定化するために通常使用されるヒートセット条件に与えられるべき上限を意味する。
【0043】
熱の適用後、重ね合わされた2つのモノフィラメントヤーン10,12は、図7bに示されているように、熱収縮管材14の密着巻着によって、重なり合っている接合部において互いに確実に保持される。熱収縮可能な管材14の端部から突出しているモノフィラメントヤーン10,12の部分は、次いで、必要とあればトリミングされ得る。
【0044】
図8及び図9には、位置固定材22によって定位置に保持された熱収縮可能な管材14のアレイが示されている。位置固定材22は熱収縮可能な管材を、接合すべきヤーン20同士が近接して離間配置されるように保持している。ヤーン20はMDヤーン又はCDヤーンであってよい。位置固定材22は、各熱収縮可能な管材セクション14を保持するための複数の溝24で形成されていてよい。一旦、ヤーンが前記熱収縮可能な管材14内に挿入されると、熱が適用されてよく、次いで、ヤーンは、熱収縮可能な管材の密着巻着部から形成された接合部によって確実に保持される。
【0045】
実際には、継目の全長は位置固定材24内に準備されていてよく、該位置固定材は、熱収縮可能な管材14を収縮させかつ最終継目を形成するための最終加熱に先立って、当該熱収縮可能な管材14内に挿入されたヤーンを備えている。したがって、位置固定材は、接合すべきヤーン10,12の各対のための少なくとも1つの溝24を有していてよい。
【0046】
さらに、ヤーン端部同士はクリンプ圧着され得るか又はクリンプ圧着され得ないか、突き合わされ得るか、クリンプを伴うか又はクリンプを伴わなずに重ね合わされ得、かつ撚りを伴うか又は撚りを伴わずに重ね合わされ得る。これらのアプローチのそれぞれが、最終継目強度、透過性及びファブリック美観に対する影響を有しており、ファブリックの所期の使用のために選択されるであろう。
【0047】
本発明の一実施形態では、ヤーン10,12は、米国特許第5,360,656号明細書に概略的に示された方法によって形成されるファブリックストリップの機械横断方向(CD)ヤーンであってよい。接合すべき2つのファブリックストリップのためのCDヤーンは熱収縮管材14内に、突合せ接合又は重ね合わされた接合部になるように挿入され得る。熱の適用時に、2つのストリップは有効に互いに接合され、ほぼ機械方向(MD)の継目が形成される。ヤーンの特性に近い熱収縮接合を得ることが望まれる適用では、熱収縮管材14は多孔質材料から形成されていてよいので、当該熱収縮管材はファブリックの透過性及び流体流れ特性に一致するように作用する。
【0048】
ファブリックストリップは、さらに、縫い込まれたバット、及び/又は複合ファブリックを形成するために積層される付加的なファブリック層で処理されてよく、何らかの状況では、各CDヤーンを1つの隣接するストリップになるように他のCDヤーンに接合する必要があろう。むしろ、十分なCDヤーンだけが、ファブリックをさらなる処理のために支援するようこの工程によって接合される必要がある。
【0049】
さらに、このような工程を最適化するために、最終的に接合される予定のファブリックストリップの製作に従えばCDヤーンは、短いフリンジとしてストリップの製織部分を過ぎるように延在しているのが好ましい。ヤーンの性質のために、前記短いフリンジは、ヤーンが水平にファブリックストリップの側面から延在することを可能にし、かつ熱収縮管材への容易な挿入を可能にするものである。
【0050】
このような実施形態の別の態様は、制限された継目性質ゆえに熱収縮管材自体が、製造工程における全時間にわたって又は1つの後続ステップにおいて破壊し得る溶解可能な材料から形成されていてよいということである。熱収縮管材は水溶性であるか又は化学的に溶解可能であってよいか、当業者に公知の他の手段によってファブリックから除去されてよい。この熱収縮管材及び該熱収縮管材が形成する継目は、別のファブリックへの後続の縫合せ、積層又はボンディングを含む製紙用ファブリックにおいては、必要とされなくてよい。これらの適用では、熱収縮管材によって形成される継目は、単に、後の処理のために十分に安定したベースファブリックを提供するためのものである。前記後の処理とは、最終的にファブリックストリップと後続の層とを互いにボンディングすることである。
【0051】
別の実施形態では、平織りされたファブリックは、熱収縮管材14の使用によって無端に製造され得る。この実施態様では、ファブリックのMDヤーン同士はCD継目を形成するよう互いに接合され得る。このような適用は、MDヤーンの端部をファブリック内へ戻るように製織する必要性を排除するか、又は他の公知の継合せ技術の必要性を排除するものである。このような適用では、各MDヤーンが熱収縮管材を使用して接合され得るか、又はあるいは、現行の無端ファブリックが別のファブリックに接合される予定であってさらなる処理を被る場所では、後続の処理ステップを実施するために必要な数のMDヤーンだけが接合される必要がある。再び、所定の適用では、溶解可能な管材、又は他の臨時的措置を使用することが望まれるかもしれない。さらに、管材は多孔質であることが好ましいので、継目は、ファブリックボディの流体流れ特性と類似した所要の流体流れ特性を有している。
【0052】
さらに別の適用では、2つ以上のCDヤーンが互いに束化され得る。ヤーンから成るこれらの束のそれぞれは、次いで、先述のように熱収縮管材の使用によって、対応するヤーンの束に連結され得る。このような実施形態では、ヤーンの束同士を接合するために使用される熱収縮管材が、実務家によって望まれるように突合せ接合又は重なり合っている接合を可能にするのに適したサイズを備えていることは、言うまでもない。
【0053】
このように本発明によってその目的及び利点が実現される。好ましい実施形態が本願に開示されかつ記載されているとはいえ、本発明の範囲及び対象はこれにより制限されるべきではない。むしろ、本発明の範囲は、添付の特許請求の範囲によって決定されるべきである。
【図面の簡単な説明】
【0054】
【図1】螺旋状に巻回された製紙用ファブリック及びこのようなファブリックを形成するための装置を示す平面図である。
【図2】図1による製作されたベースファブリックの破断された部分を、ベースファブリックにおける長手方向糸同士の間の角度関係を概略的に示しながら、拡大して示す図である。
【図3】螺旋状に巻回された材料から成る2つの層を有する螺旋状に巻回された製紙用ファブリックを示す平面図である。
【図4】螺旋状に巻回された製紙用ファブリックの突合せ継目を示す断面図である。
【図5】螺旋状に巻回された製紙用ファブリックの、重なり合っている継目を示す断面図である。
【図6a】本発明の一実施形態による突合せ接合部を示す1つの斜視図である。
【図6b】本発明の一実施形態による突合せ接合部を示す別の斜視図である。
【図7a】本発明の別の実施形態による重なり合っている接合部を示す1つの斜視図である。
【図7b】本発明の別の実施形態による重なり合っている接合部を示す別の斜視図である。
【図8】本発明による位置固定材中の突合せ接合された糸及び熱収縮管材のアレイを示す斜視図である。
【図9】本発明による位置固定材中の重なり合っている接合部及び熱収縮管材のアレイを示す斜視図である。
【符号の説明】
【0055】
10 モノフィラメントヤーン
12 モノフィラメントヤーン
14 熱収縮可能な管材
20 ヤーン
22 位置固定材
24 溝
【特許請求の範囲】
【請求項1】
製紙機械内に装着するための無端の製紙用ファブリックであって、
MDヤーンとCDヤーンとによって形成された複数のファブリックストリップと、
ファブリックの連続的なループを形成するために前記CDヤーンの少なくとも所定のパーセンテージを結合している複数の熱収縮接合部であって、前記無端の製紙用ファブリック内にMD継目を形成している熱収縮接合部と、を備えて成っていることを特徴とする無端の製紙用ファブリック。
【請求項2】
前記熱収縮接合部が溶解可能な熱収縮材料で形成されている、請求項1記載の無端の製紙用ファブリック。
【請求項3】
縫い込まれたバットから成る層を備えて成っている請求項1記載の無端の製紙用ファブリック。
【請求項4】
ファブリックの別の層に接合されている、請求項1記載の無端の製紙用ファブリック。
【請求項5】
ファブリックの層同士が積層されている、請求項4記載の無端の製紙用ファブリック。
【請求項6】
対応するヤーン同士の間に形成された接合部が突合せ接合部である、請求項1記載の無端の製紙用ファブリック。
【請求項7】
対応するヤーン同士の間に形成された接合部が重なり合っている接合部である、請求項1記載の無端の製紙用ファブリック。
【請求項8】
熱収縮接合部が、2つ以上のヤーンの束同士を結合している、請求項1記載の無端の製紙用ファブリック。
【請求項9】
製紙機械内に装着するための製紙用ファブリックであって、
複数のCDヤーンと、
複数のMDヤーンと、
ファブリックの連続的なループを形成するためにMDヤーンの端部同士を結合している複数の熱収縮接合部と、を備えて成っていることを特徴とする製紙用ファブリック。
【請求項10】
機械方向ヤーンがモノフィラメントである、請求項9記載の製紙用ファブリック。
【請求項11】
対応するヤーン同士の間に形成された接合部が突合せ接合部である、請求項9記載の製紙用ファブリック。
【請求項12】
突合せ接合部のヤーン同士がクリンプ圧着されている、請求項11記載の製紙用ファブリック。
【請求項13】
対応するヤーン同士の間に形成された接合部が重なり合っている接合部である、請求項9記載の製紙用ファブリック。
【請求項14】
前記重なり合っている熱収縮接合部におけるヤーンが加撚されている、請求項13記載の製紙用ファブリック。
【請求項15】
重なり合っている熱収縮接合部のヤーン同士がクリンプ圧着されている、請求項13記載の製紙用ファブリック。
【請求項16】
複数の熱収縮接合部が、2つ以上のヤーンの束を結合している、請求項9記載の製紙用ファブリック。
【請求項17】
製紙用ファブリックを形成するための装置であって、
複数の熱収縮管材セクションを支持するための、かつ前記製紙用ファブリックのヤーンの挿入を可能にするための、溝付けされた位置固定材と、
熱収縮管材に熱を適用するための加熱手段であって、各熱収縮管材セクション内に挿入された2つのヤーンの間の密な接合部を形成するために、熱の適用時に熱収縮管材がそのサイズを減少するようになっている加熱手段と、を備えて成っている、製紙用ファブリックを形成するための装置。
【請求項18】
製紙用ファブリックを継ぎ合わせる方法であって、
複数の熱収縮管材セクションを固定するための位置固定材を設けるステップと、
製紙用ファブリックの対応する少なくとも2つのヤーンを各熱収縮管材セクション内に挿入するステップと、
熱収縮管材内に挿入された2つのヤーンの間に密な接合部を形成するために、熱の適用時に熱収縮管材がそのサイズを減少するように当該熱収縮管材に熱を適用するステップと、を備えて成っている、製紙用ファブリックを継ぎ合わせる方法。
【請求項19】
対応するヤーン同士の間に形成された接合部が突合せ接合部である、請求項18記載の方法。
【請求項20】
突合せ接合部のヤーン同士がクリンプ圧着されている、請求項19記載の方法。
【請求項21】
対応するヤーン同士の間に形成された接合部が重なり合っている接合部である、請求項18記載の方法。
【請求項22】
前記重なり合っている熱収縮接合部におけるヤーンが加撚されている、請求項21記載の方法。
【請求項23】
重なり合っている接合部のヤーン同士がクリンプ圧着されている、請求項21記載の方法。
【請求項24】
対応するヤーンがMDヤーンである、請求項18記載の方法。
【請求項25】
対応するヤーンがCDヤーンである、請求項18記載の方法。
【請求項26】
前記対応する少なくとも2つのヤーンがそれぞれ、少なくとも2つのヤーンの束を備えて成っている、請求項18記載の方法。
【請求項1】
製紙機械内に装着するための無端の製紙用ファブリックであって、
MDヤーンとCDヤーンとによって形成された複数のファブリックストリップと、
ファブリックの連続的なループを形成するために前記CDヤーンの少なくとも所定のパーセンテージを結合している複数の熱収縮接合部であって、前記無端の製紙用ファブリック内にMD継目を形成している熱収縮接合部と、を備えて成っていることを特徴とする無端の製紙用ファブリック。
【請求項2】
前記熱収縮接合部が溶解可能な熱収縮材料で形成されている、請求項1記載の無端の製紙用ファブリック。
【請求項3】
縫い込まれたバットから成る層を備えて成っている請求項1記載の無端の製紙用ファブリック。
【請求項4】
ファブリックの別の層に接合されている、請求項1記載の無端の製紙用ファブリック。
【請求項5】
ファブリックの層同士が積層されている、請求項4記載の無端の製紙用ファブリック。
【請求項6】
対応するヤーン同士の間に形成された接合部が突合せ接合部である、請求項1記載の無端の製紙用ファブリック。
【請求項7】
対応するヤーン同士の間に形成された接合部が重なり合っている接合部である、請求項1記載の無端の製紙用ファブリック。
【請求項8】
熱収縮接合部が、2つ以上のヤーンの束同士を結合している、請求項1記載の無端の製紙用ファブリック。
【請求項9】
製紙機械内に装着するための製紙用ファブリックであって、
複数のCDヤーンと、
複数のMDヤーンと、
ファブリックの連続的なループを形成するためにMDヤーンの端部同士を結合している複数の熱収縮接合部と、を備えて成っていることを特徴とする製紙用ファブリック。
【請求項10】
機械方向ヤーンがモノフィラメントである、請求項9記載の製紙用ファブリック。
【請求項11】
対応するヤーン同士の間に形成された接合部が突合せ接合部である、請求項9記載の製紙用ファブリック。
【請求項12】
突合せ接合部のヤーン同士がクリンプ圧着されている、請求項11記載の製紙用ファブリック。
【請求項13】
対応するヤーン同士の間に形成された接合部が重なり合っている接合部である、請求項9記載の製紙用ファブリック。
【請求項14】
前記重なり合っている熱収縮接合部におけるヤーンが加撚されている、請求項13記載の製紙用ファブリック。
【請求項15】
重なり合っている熱収縮接合部のヤーン同士がクリンプ圧着されている、請求項13記載の製紙用ファブリック。
【請求項16】
複数の熱収縮接合部が、2つ以上のヤーンの束を結合している、請求項9記載の製紙用ファブリック。
【請求項17】
製紙用ファブリックを形成するための装置であって、
複数の熱収縮管材セクションを支持するための、かつ前記製紙用ファブリックのヤーンの挿入を可能にするための、溝付けされた位置固定材と、
熱収縮管材に熱を適用するための加熱手段であって、各熱収縮管材セクション内に挿入された2つのヤーンの間の密な接合部を形成するために、熱の適用時に熱収縮管材がそのサイズを減少するようになっている加熱手段と、を備えて成っている、製紙用ファブリックを形成するための装置。
【請求項18】
製紙用ファブリックを継ぎ合わせる方法であって、
複数の熱収縮管材セクションを固定するための位置固定材を設けるステップと、
製紙用ファブリックの対応する少なくとも2つのヤーンを各熱収縮管材セクション内に挿入するステップと、
熱収縮管材内に挿入された2つのヤーンの間に密な接合部を形成するために、熱の適用時に熱収縮管材がそのサイズを減少するように当該熱収縮管材に熱を適用するステップと、を備えて成っている、製紙用ファブリックを継ぎ合わせる方法。
【請求項19】
対応するヤーン同士の間に形成された接合部が突合せ接合部である、請求項18記載の方法。
【請求項20】
突合せ接合部のヤーン同士がクリンプ圧着されている、請求項19記載の方法。
【請求項21】
対応するヤーン同士の間に形成された接合部が重なり合っている接合部である、請求項18記載の方法。
【請求項22】
前記重なり合っている熱収縮接合部におけるヤーンが加撚されている、請求項21記載の方法。
【請求項23】
重なり合っている接合部のヤーン同士がクリンプ圧着されている、請求項21記載の方法。
【請求項24】
対応するヤーンがMDヤーンである、請求項18記載の方法。
【請求項25】
対応するヤーンがCDヤーンである、請求項18記載の方法。
【請求項26】
前記対応する少なくとも2つのヤーンがそれぞれ、少なくとも2つのヤーンの束を備えて成っている、請求項18記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6a】
【図6b】
【図7a】
【図7b】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6a】
【図6b】
【図7a】
【図7b】
【図8】
【図9】
【公表番号】特表2007−514071(P2007−514071A)
【公表日】平成19年5月31日(2007.5.31)
【国際特許分類】
【出願番号】特願2006−543912(P2006−543912)
【出願日】平成16年12月6日(2004.12.6)
【国際出願番号】PCT/US2004/040763
【国際公開番号】WO2005/061784
【国際公開日】平成17年7月7日(2005.7.7)
【出願人】(504257874)アルバニー・インターナショナル・コーポレーション (5)
【Fターム(参考)】
【公表日】平成19年5月31日(2007.5.31)
【国際特許分類】
【出願日】平成16年12月6日(2004.12.6)
【国際出願番号】PCT/US2004/040763
【国際公開番号】WO2005/061784
【国際公開日】平成17年7月7日(2005.7.7)
【出願人】(504257874)アルバニー・インターナショナル・コーポレーション (5)
【Fターム(参考)】
[ Back to top ]