
製袋インラインカッティング方法及びその装置
【課題】ウエブ状フィルムの製袋加工時のインラインコーナーカット加工において、そのカット加工の調整に掛かる時間と労力を省力化し抑制すると共に袋角尖り、ツノ等バリ状突起の発生を防止し袋体の形態や品種に自由度を持たせて製袋できるようにする。
【解決手段】袋体コーナーA1を形成するコーナーカッティング手段19は側部シール部3 の長手方向両端部を略V字にカッティングしてコーナーA1を形成する両端一対の略V字の切欠刃Cz2 を有する切欠カッティング手段と、側部シール部3 の長手方向中央部を略菱形状にラインy 上にあるように打ち抜き袋体コーナーA1を形成する略菱形状の打抜刃Cz1 を有する打抜カッティング手段とを備え、カッティング手段21は側部シール部3 の両端の前記切欠部の閉鎖先端角部と前記中央打抜部のカッティングラインy 上に対向する一対の角部とに架かるように該側部シール部3 をその長手方向に細長矩形状に打ち抜く。
【解決手段】袋体コーナーA1を形成するコーナーカッティング手段19は側部シール部3 の長手方向両端部を略V字にカッティングしてコーナーA1を形成する両端一対の略V字の切欠刃Cz2 を有する切欠カッティング手段と、側部シール部3 の長手方向中央部を略菱形状にラインy 上にあるように打ち抜き袋体コーナーA1を形成する略菱形状の打抜刃Cz1 を有する打抜カッティング手段とを備え、カッティング手段21は側部シール部3 の両端の前記切欠部の閉鎖先端角部と前記中央打抜部のカッティングラインy 上に対向する一対の角部とに架かるように該側部シール部3 をその長手方向に細長矩形状に打ち抜く。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、偏平状袋体の製袋加工機インラインにおける製袋インラインカッティング方法及びその装置に関する。
【背景技術】
【0002】
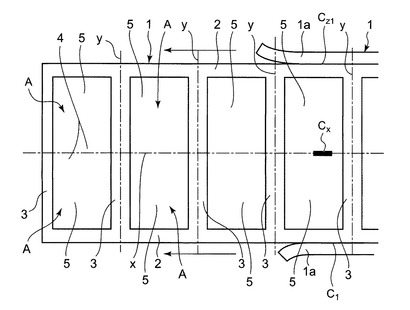
一般に偏平状袋体(平袋)の製袋加工は、図5の平面図に示すように、長尺(ウエブ)状の二枚重ねのプラスチックフィルム1を連続動作又は間欠動作にて繰り出し送行(矢印方向)させながら、そのフィルム1の送行方向に沿ってフィルム幅方向の両端部をヒートシールして、袋体の底部シール部2を形成し、そのフィルム幅方向に平行にフィルム送行方向長さに等間隔にヒートシールして、袋体の側部シール部3相当部を形成し、さらにそのフィルム1の幅方向中央部をフィルム送行方向に中央ラインxに沿って、中央スリッタCx にてスリットして、中央スリットラインxを挟んで(図面上下側に)開口部4、4を形成して、底部シール部2、側部シール部3、開口部4からなる1単位の矩形状の偏平な袋体Aが多単位に多面付けされたウエブ状の袋体フィルムが形成される。
【0003】
このようにして、長尺状の二枚重ねプラスチックフィルム1は底部シール部2、側部シール部3、開口部4からなる1単位の矩形状の偏平な袋体Aが多単位に多面付けされたウエブ状袋体フィルム1として形成される。続いて、そのウエブ状袋体フィルムの幅方向両端部に形成された各々前記底部シール部2、2の余白の外側縁辺は、必要に応じて両端スリッタC1 にてスリットして除去する。
【0004】
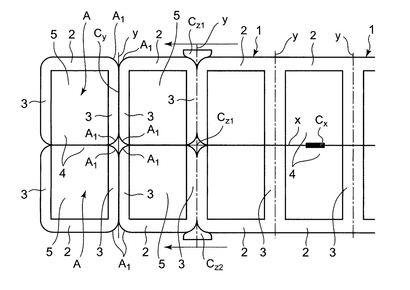
1単位毎の袋体Aとしてカッティングするカッティング工程においては、図6に示すように、送行するウエブ状袋体フィルムの中央スリッタCX による開口部4の中央スリットラインxと側部シール部3の長手方向中央ラインyとの交差部をコーナーカッティング手段である菱(◇)形状の打ち抜き用の打抜刃Cz1にて、また側部シール部3の長手方向の両端部をコーナーカッティング手段であるVの字(▽)状の切り欠き用の切欠刃Cz2、Cz2にてカッティングして、多面付けされた矩形状の各々袋体コーナー部(角部)には、角丸(又は角取り傾斜)カッティングが施されたコーナー部相当部A1 が形成される。続いて、袋体Aが多面付けされたウエブ状袋体フィルム1の側部シール部3の長手方向中央ラインyに沿って、フィルム送行方向に対して直交する方向に、カッティング手段である1枚の断裁刃Cyにて線状にカッティングして、多面付け袋体を1単位毎の袋体Aとして分断して製袋が完了する。
【0005】
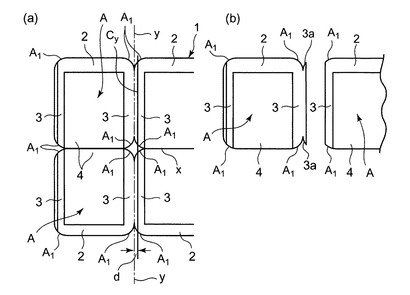
ところで、側部シール部3の中央ラインyに沿って、1枚の断裁刃Cyにて線状にカッティングして、多面付け袋体を中央カッティングラインxを挟んで両側の1単位毎の袋体Aとして分断した際に、カッティング手段である断裁刃Cyの設置位置と、間欠送行するウエブ状袋体フィルム1の(送行停止状態における)側部シール部3の位置が、互いに整合しない場合には、図7(a)に示すように、側部シール部3の中央ラインy上にある該側部シール部3両端部に切り欠いた袋体Aのコーナー部相当部A1 のVの字状の切込先端位置及び中央部に打ち抜いた袋体Aのコーナー部相当部A1 の菱形状の側部シール部3長手方向の打抜先端位置と、1本の線状のカッティングラインである前記断裁刃Cyの刃先の位置が一致せずにズレが発生する場合がある。
【0006】
そのため、図7(b)に示すように、断裁刃Cyにてカッティングされて分離した袋体Aの角丸(又は角取り傾斜)形状のコーナー部相当部A1 には、袋角尖り、ツノなどのバリ状突起3aが発生し、袋体の品質の安定性や使用上の安全性に問題があった。
【0007】
そこで、図8(a)に示すように、前記側部シール部3長手方向の中央ラインyを挟んで両側を、二枚の断裁刃Cy、Cyの各刃先を用いて2本の線状のカッティングラインにて断裁することにより、図8(b)に示すように、各断裁刃Cy、Cyにてカッティングされて分離した袋体Aの角丸(又は角取り傾斜)形状のコーナー部相当部A1 に、袋隅尖り、ツノなどのバリ状突起3aを発生させないようにしている。
【0008】
このようにして加工された袋体Aが多面付けされたウエブ状袋体フィルム1は、1単位毎の袋体Aとしてカッティングされて製袋されるものであるが、このようなカッティング装置としては、特許文献1、特許文献2に示すような装置がある。
【0009】
また、図9に示すように、長尺状の二枚重ねプラスチックフィルム1のフィルム1の送行方向(矢印方向)に沿ってフィルム幅方向の両端部をヒートシールして、袋体の底部シール部2を形成し、そのフィルム幅方向に平行にフィルム送行方向長さに等間隔にヒートシールして、袋体の側部シール部3相当部を形成し、続いて、袋体形状の一体刃O(トムソン刃)を用いて、全周抜き(トムソン抜き)若しくは部分カットすることにより、袋体Aを製袋する方法がある。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2001−079964号公報
【特許文献2】特開2002−178418号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、例えば所定の厚さのあるチャック(ジッパー)を袋体Aの開口部4に取り付けたチャック(ジッパー)付きの袋体(平袋)を製袋する場合には、ウエブ状袋体フィルム1には、所定の厚さのあるチャック(ジッパー)を取り付けた袋体Aが多単位に多面付けされているために、袋体コーナー部のカッティング位置の精度を上げて、袋隅尖りやツノなどのバリ状突起の発生を抑制するために、フィルム送行方向に対して直交する方向にカッティングするカッティング手段の設置位置と、送行停止状態におけるウエブ状袋体フィルムの側部シール部の位置との整合調整にかなりの時間と労力を必要としており、製袋加工におけるコーナーカッティングには袋体の形態や品種において制限があった。また上記の既存インラインコーナーカット方式では、その装置構造から製袋機専用の機能として提供されており、その製袋機が対応する形態・品種のみに制限されてしまう。若しくは、品種毎の専用治具(刃物)を準備しなければならない等、生産上多くの制限があり、且つ高価である。
【0012】
本発明は、製袋機上でコーナーカットを行う際に発生する袋隅尖り、ツノなどのバリ状突起の発生を防ぐ機能を、既存技術が製袋機本体の機能として、その製袋機専用として提供していたのに対し、移動可能な後付け方式(装置)で、各種製袋(製袋機)の形態や品種に規制されずに袋体の品質安定性や安全性を向上させるインラインカッティング方法及び装置を提供するものである。
【課題を解決するための手段】
【0013】
本発明の請求項1に係る発明は、熱接着性の内面層を有する複数層フィルムを重ね合わせ、その長手方向に間欠的に送り、前記フィルムの間欠送り毎に、ヒーターを内蔵したヒートシールバーにて所望ピッチ毎にヒートシールを行って形成された多面付け袋体フィルムを、そのヒートシール個所にてスリット刃及び断裁刃により切断して連続的に各単一毎の袋体を製造する製袋インラインカッティング方法において、送り方向のスリット刃による長手方向切断後に配置されたコーナーカット打抜刃を備えたコーナー打抜手段によりコ
ーナーカット打抜きを行い、コーナーカット打抜き後に配置された前記フィルム送り方向に対して直交方向を長手方向とし、且つ該フィルム幅より長い細長矩形状の剪断打抜刃を備えた打抜手段により、前記コーナーカット打抜き個所を結ぶ断裁線を中心線としてカッティングして各単一毎の袋体を製造することを特徴とする製袋インラインカッティング方法である。
【0014】
本発明の請求項2に係る発明は、上記請求項1に係る製袋インラインカッティング方法において、前記打抜手段の細長矩形状の剪断打抜刃が、一対の昇降プレス雄型部と、固定雌型部とからなるプレス剪断打抜方式であることを特徴とする製袋インラインカッティング方法である。
【0015】
本発明の請求項3に係る発明は、上記請求項1又は2に係る製袋インラインカッティング方法において、前記打抜手段は、前記フィルム長手方向に移動可動な可動式であり、前記側部シール部をプレス剪断打ち抜き方式により平面視細長矩形状に打ち抜く前記打抜手段の一組のプレス雄型部と雌型部のうち、雄型部はフィルム送行方向の幅を各種サイズに交換可能であり、雌型部はフィルム送行方向の幅を雄型部のサイズに対応した各種サイズに変更可能であることを特徴とする製袋インラインカッティング方法である。
【0016】
本発明の請求項4に係る発明は、送行するウエブ状二枚重ねフィルムの重ね合わせ内面を、そのフィルム幅方向両端部に沿ってヒートシールして形成した底部シール部と、該フィルム送行方向に対し直交方向に等間隔にヒートシールして形成した側部シール部と、該フィルム幅中央部をそのフィルム送行方向に中央スリットラインに沿ってスリットして形成される開口部とを備える一単位の矩形平坦状袋体が多面付けされたウエブ状製袋フィルムを、送行供給させる送りロール部とをこの順に備え、該送りロール部間に前記側部シール部の長手方向の両端部に略Vの字形状の両端切欠部と中央部に略菱形(◇)状の中央打抜部とをカッティング形成して袋体コーナー相当部を形成するコーナーカッティング手段と、送りロール部のフィルム送行下流側に該側部シール部を長手方向に沿う中央カッティングラインに沿って二つに分断してウエブ状製袋フィルムを一単位毎の矩形平坦状袋体にカッティングする前記打抜手段とを備えた製袋用インラインカッティング装置であって、
前記袋体コーナー相当部を形成するコーナーカッティング手段は、側部シール部の長手方向両端部をそれぞれ略Vの字形状にその切欠先端角部が中央カッティングライン上にあるように切欠カッティングして袋体コーナー相当部を形成するセットのプレス雄型部と雌型部とからなるプレス剪断切り欠き方式による両端一対の略Vの字形状の切欠刃を有する切欠カッティング手段と、側部シール部の長手方向中央部を略菱形(◇)状にその打抜先端角部が中央カッティングライン上にあるように打ち抜きカッティングして袋体コーナー相当部を形成するセットのプレス雄型部と雌型部とからなる略菱形(◇)状の打抜刃を有するプレス剪断打ち抜き方式による打抜カッティング手段とを備え、
前記側部シール部を二つに分断する打抜手段は、前記側部シール部の両端を打抜カッティング手段にて打ち抜かれた両端一対の前記切欠部のVの字形閉鎖先端角部と、中央スリットラインと中央カッティングラインの交差する位置にて略菱形(◇)状に打ち抜かれた前記中央打抜部の中央カッティングライン上に対向する一対の角部とに架かるように、該側部シール部をその長手方向に細長い平面視細長矩形状に打ち抜くプレス打ち抜き用の剪断辺を有する細長矩形状の一組のプレス雄型部と雌型部とからなるプレス剪断打ち抜き方式による打抜手段であることを特徴とする製袋インラインカッティング装置である。
【0017】
本発明の請求項5に係る発明は、上記請求項4に係る製袋インラインカッティング装置において、前記切欠カッティング手段の一対の略Vの字形状の切欠刃の互いに側部シール部長手方向に向かって相対する一対のVの字形状の閉鎖先端角部、又は/及び前記打抜カッティング手段の略菱形(◇)状の打抜刃の互いに側部シール部長手方向に向かって相対する一対の角部は、角面取り形状、角丸形状であることを特徴とする製袋インラインカッ
ティング装置である。
【0018】
本発明の請求項6に係る発明は、上記請求項4又は5に係る製袋インラインカッティング装置において、コーナーカッティング手段を構成する前記打抜カッティング手段の略菱形(◇)状の打抜刃Cz1の互いに側部シール部長手方向に向かって相対する一対の角部と、前記切欠カッティング手段の一対の略Vの字形状の切欠刃の互いに側部シール部長手方向に向かって相対する一対のVの字形状の閉鎖先端角部とは、側部シール部の中央カッティングライン上において、側部シール部にそれぞれ打抜部と切欠部を形成することを特徴とする製袋インラインカッティング装置である。
【0019】
本発明の請求項7に係る発明は、上記請求項4乃至6のいずれか1項に係る製袋インラインカッティング装置において、前記打抜カッティング手段の略菱(◇)形状の打抜刃の互いに側部シール部長手方向に向かって相対する一対のVの字形状角部のVの字開放側の形状が、製袋コーナー相当部を形成するための互いに線対称に内側に向けて突出する円形、湾曲形、又は直線形状であって、形成される各々コーナーが角丸形状となるか又は角面取り(傾斜直線)形状となることを特徴とする製袋インラインカッティング装置である。
【0020】
本発明の請求項8に係る発明は、上記請求項4乃至7のいずれか1項に係る製袋インラインカッティング装置において、前記切欠カッティング手段の一対の略Vの字形状の切欠刃は、その互いに側部シール部長手方向に向かって相対する一対のVの字形状のVの字開放側の形状が、製袋コーナー相当部を形成するための互いに線対称に内側に向けて突出する円形、湾曲形、又は直線形状であって、形成される各々コーナーが角丸形状となるか又は角面取り(傾斜直線)形状であることを特徴とする製袋インラインカッティング装置である。
【0021】
本発明の請求項9に係る発明は、上記請求項4乃至8のいずれか1項に係る製袋インラインカッティング装置において、前記打抜手段は、前記フィルム長手方向に移動可動な可動式であり、前記側部シール部をプレス剪断打ち抜き方式により平面視細長矩形状に打ち抜く前記打抜手段の一組のプレス雄型部と雌型部のうち、雄型部はフィルム送行方向の幅を各種サイズに交換可能であり、雌型部はフィルム送行方向の幅を雄型部のサイズに対応した各種サイズに変更可能であることを特徴とする製袋インラインカッティング装置である。
【0022】
本発明の請求項10に係る発明は、上記請求項4乃至9のいずれか1項に係る製袋インラインカッティング装置において、前記打抜手段は、前記装置の製袋加工ラインに対して取付け取外し可能であることを特徴とする製袋インラインカッティング装置である。
【発明の効果】
【0023】
本発明の製袋インラインカッティング方法およびその装置によれば、製袋機のインラインにおける袋体のコーナー相当部を形成するコーナーカッティング手段の後段に、袋体の側部シール部を分断する打抜手段を備え、その打抜手段は、側部シール部長手方向に細長い幅を備えた細長矩形状のプレス打ち抜き用の剪断辺を有する雄型剪断プレス部と雌型剪断受部からなるセットの剪断打抜型を用いており、多面付け製袋されたウエブ状製袋フィルムの側部シール部を、その長手方向の中央カッティングラインに沿って所定の細幅にて、細長矩形状に打ち抜き二つに分断することができ、多面付け製袋されたウエブ状製袋フィルムを、底部シール部、側部シール部、開口部からなる一単位毎の矩形平坦状の袋体として分離してカッティングすることができる。
【0024】
また本発明の製袋インラインカッティング方法およびその装置は、多面付け製袋されたウエブ状製袋フィルムの側部シール部を、上記打抜手段により中央カッティングラインに
沿って所定の細幅にて細長矩形状にリニアに打ち抜きカッティングして二つに分断する場合に、単位袋体相当部が多数単位に多面付け製袋されたウエブ状製袋フィルムの側部シール部の両端を中央カッティングライン上にてコーナーカッティング手段にてVの字状に切り欠いた両端切欠部の相対する一対の角部と、側部シール部の中央スリットラインと中央カッティングラインの交差部分を略菱形(◇)状に打ち抜いた中央打抜部の中央カッティングライン上に相対する一対の角部とに架かるように、所定の細幅を以て細長矩形状にリニアにカッティングするため、底部シール部、側部シール部、開口部からなる一単位毎の矩形平坦状の袋体として分離カッティングした際には、従来のようなウエブ状袋体フィルムの側部シール部を線形状にリニアにカッティングする場合に比較して、分離された各袋体のコーナー部には、角尖り、ツノなどのバリ状突起の無い、良質で安全な、角丸カッティング、角面取りカッティングなどのコーナーカッティングされた袋体が製袋できる。また、従来のような線形状にリニアにカッティングする際における製袋加工におけるウエブ状袋体フィルムの送行調整と、該ウエブ状袋体フィルムの側部シール部に対して、そのフィルム送行方向に対して直交する方向にカッティングするためのカッティング手段の配置位置の調整に要する時間と労力を省力化することができる効果が得られる。
【0025】
このように本発明の製袋インラインカッティング方法及びその装置は、袋体のコーナーカッティングを伴う製袋加工において、袋隅尖り、ツノなどのバリ状突起の発生を防止して袋体の品質の安定性や安全性を向上させることができ、しかもウエブ状袋体フィルムの側部シール部に対するカッティング手段の配置位置の調整に掛かる時間と労力を省力化し抑制できるとともに、袋体の形態や品種に自由度を持たせて製袋が可能な製袋インラインカッティング装置を提供できる。
【図面の簡単な説明】
【0026】
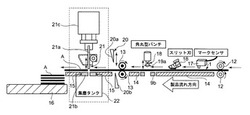
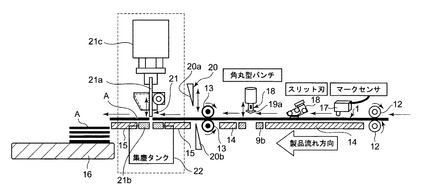
【図1】本発明の製袋インラインカッティング装置を説明する全体側面図。
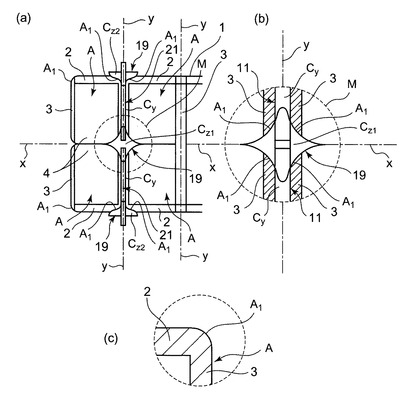
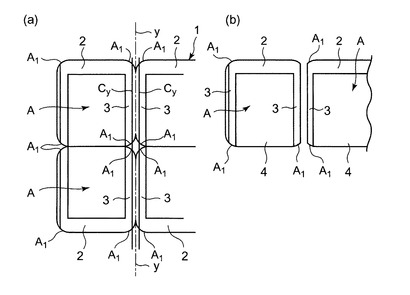
【図2】(a)、(b)は本発明の製袋インラインカッティング方法及びその装置に搭載するコーナーカッティング手段を構成する中央打抜刃と両端切欠刃の平面形状と、フィルム送行方向に対して直交方向にリニアにカッティングする打抜手段を構成する分断打抜刃の平面形状、及びその中央打抜刃、両端切欠刃、分断打抜刃によるそれぞれカッティング位置を説明する模式的平面図、(c)はコーナーカッティングされたコーナー形状を説明する平面図。
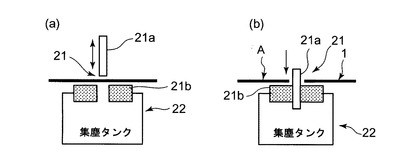
【図3】本発明の製袋インラインカッティング方法及びその装置に搭載するフィルム送行方向に対して直交方向にリニアにカッティングする打抜手段の分断打抜刃と、その打抜手段に設けた集塵タンクを説明する側面図。
【図4】(a)、(b)は本発明の製袋インラインカッティング方法及びその装置のフィルム送行方向に対して直交方向にリニアにカッティングする打抜手段の平面図、(c)、(d)はその側断面図。
【図5】一般的な製袋インラインカッティングにおけるヒートシール加工された底部シール部と側部シール部と開口部の形成された多面付けのウエブ状袋体フィルムの平面図。
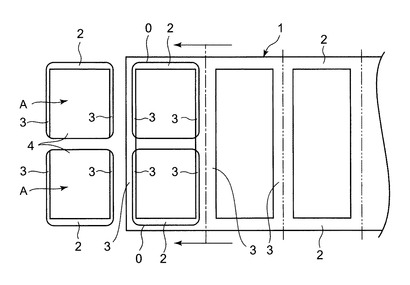
【図6】一般的な製袋インラインカッティングにおけるウエブ状袋体フィルムの側部シール部の中央打抜部と両端切欠部、及び打抜手段によるフィルム送行方向に対して直交方向のカッティングラインに沿ったカッティン部を説明する平面図。
【図7】(a)、(b)は一般的な製袋インラインカッティングにおけるウエブ状袋体フィルムのコーナーカッティングと1直線形状のカッティングとの相対位置及びバリ状突起の発生状態を説明する平面図。
【図8】(a)、(b)は一般的な製袋インラインカッティングにおけるウエブ状袋体フィルムのコーナーカッティングと平行な2直線形状のカッティングとの相対位置及びバリ状突起の発生状態を説明する平面図。
【図9】一般的な製袋インラインカッティングにおけるウエブ状袋体フィルムの全周打抜(トムソン抜き)によるコーナーカッティングを説明する平面図。
【発明を実施するための形態】
【0027】
本発明の製袋インラインカッティング装置を、その発明の実施の形態に基づいて、以下に詳細に説明する。
【0028】
図1は、本発明の製袋インラインカッティング装置の側面図であり、前述した図6に示すように、連続送行又は間欠動作にて繰り出し送行(矢印方向)する長尺(ウエブ)状の二枚重ねのプラスチックフィルム1(包装用の積層フィルム)を、その送行方向に所定のシール幅にてヒートシールして底部シール部2を形成し、そのフィルム長さに対して等間隔に送行方向に対して直交方向に所定のシール幅にて繰り返しヒートシールして、順次、側部シール部3を形成して、1単位の矩形状の偏平な袋体(平袋)が多単位に多面付けされたウエブ状(長尺状)の袋体フィルム1を導入して、矢印方向にその送行速度を調整しながら送行させる上下一対の送りロール12、12(ニップロール)と、その下流側にて袋体フィルム1の送行速度を調整しながら送行させる上下一対の送りロール13、13(ニップロール)と、送りロール12と13との間にて、送行する前記ウエブ状袋体フィルム1を水平に保持して、送行方向にガイドする保持テーブル14とを備える。該送りロール13のフィルム送行方向下流側(直後)には、送行する前記ウエブ状袋体フィルム1を水平に保持して送行方向にガイドする保持テーブル15を備える。
【0029】
図1において、前記送りロール12と13との間には、送行するウエブ状袋体フィルム1のリアル送行タイミング(例えば側部シール部3の位置)を順次に検出するマークセンサー17と、中央スリットラインx上にあるスリッタ18と、コーナーカッティング(パンチング)手段19(フィルム1を挟んで対峙する昇降動作するプレス雄型部19a、固定雌型部19b)とを備える。
【0030】
前記袋体コーナー相当部を形成するコーナーカッティング手段19は、前述した図7に示すように、側部シール部3の長手方向中央部を略菱形(◇)状に、その四つの打抜先端角部のうち、互いに対向する各一対の先端角部が、中央カッティングラインy上と、中央スリットラインx上にあるように打ち抜きカッティングする。
【0031】
図1に示すように、コーナーカッティング手段19は、袋体AのコーナーA1 、A1 、A1 、A1 相当部を形成するセットのプレス雄型部19aと雌型部19bとからなる略菱形(◇)状の打抜刃Cz1(図7参照)を有するプレス剪断打ち抜き方式による打抜カッティング手段と、側部シール部3の長手方向の両端部を、それぞれ略Vの字形状に、その相対する切欠先端角部が中央カッティングラインy上にあるように切欠カッティングして、袋体AのコーナーA1 、A1 相当部を形成するセットのプレス雄型部19aと雌型部19bとからなるプレス剪断切り欠き方式による両端一対の略Vの字形状の切欠刃Cz2、Cz2(図7参照)を有する切欠カッティング手段とを備える。なお、コーナーカッティング手段19にある打抜カッティング手段と切欠カッティング手段とは、互いに一体に結合した構造で同時にカッティング動作するものであってよいし、それぞれ別体にカッティング動作するものであってよい。
【0032】
図1に示すように、送りロール13のフィルム送行方向下流側(直後)には、送行するウエブ状袋体フィルム1の各側部シール部3を、その長手方向に中央カッティングラインyに沿って線形状にカッティングするカッティング手段20(上刃20a、下受刃20b)を備える。なお本発明においは、当該カッティング手段20は省略してもよいしカッティング動作を停止させてもよい。
【0033】
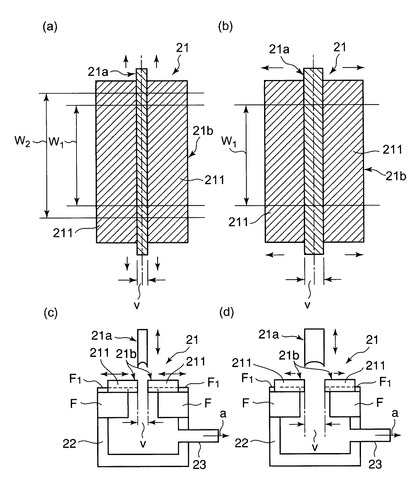
送りロール13の直後(カッティング手段20を省略した場合)、あるいはカッティング手段20のフィルム送行方向下流側には、送行するウエブ状袋体フィルム1の各側部シール部3を、その長手方向に中央カッティングラインyに沿って、フィルム送行方向に対して直交する方向に、平面視的に細長矩形状に打ち抜きカッティングする打抜手段21(フィルム1を挟んで対峙する昇降動作する打抜用のプレス雄型部21aと固定雌型部21bを備える。なお21cはプレス雄型部21aを昇降動作させる油圧又は空圧シリンダー、カム&カムフォロア等の(アクチュエータ)である。
【0034】
また、図1、図3(a)、(b)の打抜手段21の側面図に示すように、前記打抜手段21の固定雌型部21b側には、各側部シール部3を細長矩形状に打ち抜いて発生する細長矩形状の細かい打抜カスを、雄型部21a及び雌型部21bから取り除くために、打抜手段21動作中に、エア吸引動作して集塵するための集塵タンク22を必要に応じて備える。
【0035】
また図1に示すように前記打抜手段21の後段には、多面付けされたウエブ状袋体フィルム1の各側部シール部3を中央カッティングラインyに沿って細長矩形状に打ち抜いて形成された各々袋体Aをスタックするスタッカ部16を備えている。
【0036】
本発明の製袋インラインカッティング装置は、前述した図6に示すように、長尺(ウエブ)状の二枚重ねのプラスチックフィルム1を、連続送行又は間欠送行させて、そのフィルム1の送行方向に沿ってフィルム幅の両端部をヒートシールして、フィルム1の送行方向に袋体の底部シール部2を形成し、フィルム1の送行方向と直交する方向に、そのフィルム送行方向長さに等間隔にヒートシールして、袋体の側部シール部3相当部を形成して単位袋体Aが多単位に多面付けされたウエブ状袋体フィルム1を形成した後に、図1に示すように、該ウエブ状袋体フィルム1を送りロール12、12間に導入し、送りロール13にて所定のテンションにて引っ張りながら送行させ、マークセンサー17にてフィルム送行タイミングを検出する。
【0037】
そして、図1に示すスリット手段18(中央スリッタCx 、図6参照)により、図6に示すように送行するフィルム1の幅方向中央部を中央スリットラインxに沿ってフィルム送行方向にスリットして、該中央スリットラインxを挟んで(図面上下側に)開口部4、4を形成する。
【0038】
これにより、図1に示す長尺状の二枚重ねプラスチックフィルム1は、図6に示す底部シール部2、側部シール部3、開口部4からなる1単位の矩形状の偏平な袋体Aが多単位に多面付けされたウエブ状袋体フィルム1として形成される。なお、ウエブ状袋体フィルム1の幅方向両端部に形成された各々前記底部シール部2、2の余白の外側縁辺は、図6に示すように、必要に応じて両端スリッタC1 にてスリットして除去する。
【0039】
続いて、図1に示すコーナーカッティング手段19に備える打抜カッティング手段の打抜刃Cz1(プレス雄型部19aと雌型部19b)により、前述した図7に示すようにウエブ状袋体フィルム1の側部シール部3の長手方向中央部を、略菱形(◇)状にその四つの打抜先端角部のうち互いに対向する各一対の先端角部が、中央カッティングラインy上と
中央スリットラインx上にあるように、その交差部を打ち抜きカッティングして、袋体Aの角丸形状あるいは面取り傾斜辺形状のカッティングコーナーA1 、A1 、A1 、A1 相当部を形成する。また、コーナーカッティング手段19に備える切欠カッティング手段の切欠刃Cz2、Cz2(プレス雄型部19aと雌型部19b)により、前述した図7に示すように、側部シール部3の長手方向の両端部をそれぞれ略Vの字形状に、その相対する切欠先端角部が中央カッティングラインy上にあるように切欠カッティングして袋体Aの角丸形状あるいは面取り傾斜辺形状のカッティングコーナーA1 、A1 相当部を形成する。
【0040】
続いて、図1に示す送行するウエブ状袋体フィルム1における略菱形(◇)状に打ち抜かれた、前述の図7に示す袋体Aの各側部シール部3の中央打抜部(カッティングコーナーA1 、A1 、A1 、A1 相当部)及び略Vの字形状に切り欠いた各側部シール部3両端の切欠部(カッティングコーナーA1 、A1 相当部)は、図1に示すように順次に打抜手段21(フィルム1を挟んで対峙する昇降動作する打抜用のプレス雄型部21aと固定雌型部21b)に到達すると、該打抜手段21により、各側部シール部3は、その長手方向に中央カッティングラインyに沿って細幅の細長矩形状に打ち抜きカッティングされる。これにより前記ウエブ状袋体フィルム1に多面付けされた各々袋体Aは、底部シール部2、側部シール部3、開口部4からなる矩形平坦状袋体の四つの各角隅部に、カッティングコーナーA1 を備えた1単位毎の袋体Aとして分断され、スタッカ16にスタックされて製袋が完了する。
【0041】
図2(a)は、本発明の製袋インラインカッティング装置において、前述の図7に示すように、ウエブ状袋体フィルム1に多面付けされた多単位の長方形、正方形の矩形状平坦な袋体(平袋)の四つの各角隅部に、角丸形状あるいは面取り傾斜辺形状のカッティングコーナーA1 を形成するためのコーナーカッティング手段19と、カッティングコーナーA1 を形成した後に、ウエブ状袋体フィルム1の側部シール部3を中央カッティングラインyに沿って二つに分断して各1単位毎の袋体Aとして分離するための打抜手段21との相対位置を説明する模式的平面図である。
【0042】
本発明における前記コーナーカッティング手段19は、打抜カッティング手段と切欠カッティング手段とを備え、図1に示すようにそれぞれセットのプレス雄型部19aと雌型部19bとから構成される。
【0043】
打抜カッティング手段のプレス雄型部19aと雌型部19bは、図2(a)、及び図2(b)のM部分拡大平面図に示すように、プレス剪断打ち抜き方式による略菱形(◇)状の打抜刃Cz1を備え、ウエブ状袋体フィルム1の側部シール部3の長手方向中央部である中央スリットラインxと中央カッティングラインyとの直交差部を、略菱形(◇)状に、その対向する打抜先端角部が中央スリットラインxと中央カッティングラインy上にあるように打ち抜きカッティングして、側部シール部3の中央部に、それぞれカッティングコーナーA1 、A1 、A1 、A1 相当部の中央打抜部を形成する。
【0044】
また、切欠カッティング手段のプレス雄型部19aと雌型部19bは、図2(a)に示すように、プレス剪断切り欠き方式による両端一対の略Vの字形状の切欠刃Cz2、Cz2を備えていて、ウエブ状袋体フィルム1の側部シール部3の長手方向両端部を、それぞれ略Vの字形状に、その切欠先端角部が中央カッティングラインy上にあるように切欠カッティングし、側部シール部3両端にそれぞれカッティングコーナーA1 、A1 相当部の両端切欠部を形成する。図2(c)は、側部シール部3両端にカッティングコーナーA1 、A1 相当部の切欠部を形成した後に、側部シール部3を二つに分断して1単位毎の袋体Aとして分断した後の袋体AのカッティングコーナーA1 の拡大平面図である。
【0045】
本発明の製袋インラインカッティング装置においては、図2(a)、(b)に示すよう
に、前記コーナーカッティング手段19を構成する切欠カッティング手段の一対の略Vの字形状の切欠刃Cz2、Cz2は、その切欠刃の互いに側部シール3長手方向に向かって相対する一対のVの字形状の閉鎖先端角部が、角丸形状であってもよいし角面取り形状であってもよい。
【0046】
また本発明の製袋インラインカッティング装置においては、図2(a)、(b)に示すように、前記コーナーカッティング手段19を構成する打抜カッティング手段の略菱形(◇)状の打抜刃Cz1は、その互いに側部シール3長手方向に向かって相対する一対の角部が角丸形状であってもよいし角面取り形状であってもよい。
【0047】
また本発明の製袋インラインカッティング装置においては、コーナーカッティング手段19を構成する前記打抜カッティング手段の略菱形(◇)状の打抜刃Cz1の互いに側部シール部3長手方向に向かって相対する一対の角部と、前記切欠カッティング手段の一対の略Vの字形状の切欠刃Cz2、Cz2の互いに側部シール部3長手方向に向かって相対する一対のVの字形状の閉鎖先端角部とは、側部シール部3の中央カッティングラインy上において、側部シール部3に、それぞれ前記打抜部と切欠部を形成するものである。
【0048】
また本発明の製袋インラインカッティング装置においては、前記打抜カッティング手段の略菱(◇)形状の切欠刃Cz1は、図2(a)に示すように、その互いに側部シール部3長手方向に向かって相対する一対のVの字形状角部のVの字開放側の形状が、製袋コーナー部A1 相当部を形成するための互いに線対称に内側に向けて突出する円形、湾曲形であって、形成される各々コーナーA1 が角丸形状となることが好適であるが、必要に応じては直線形状であって、形成される各々コーナーA1 が角面取り(傾斜直線)形状であってもよい。
【0049】
また本発明の製袋インラインカッティング装置においては、前記切欠カッティング手段の一対の略Vの字形状の切欠刃Cz2、Cz2は、図2(a)に示すように、その互いに側部シール部3長手方向に向かって相対する一対のVの字形状のVの字開放側の形状が、製袋コーナーA1 相当部を形成するための互いに線対称に内側に向けて突出する円形、湾曲形であって、形成される各々コーナーA1 が角丸形状となることが好適であるが、必要に応じて、直線形状であって、形成される各々コーナーA1 が角面取り(傾斜直線)形状であってもよい。
【0050】
図1に示すように、ウエブ状袋体フィルム1の側部シール部3を二つに分断する打抜手段21は、略菱(◇)形状の切欠刃Cz1により打抜カッティングされた中央打抜部と一対の略Vの字形状の切欠刃Cz2、Cz2により切欠カッティングされた両端切欠部とを形成した側部シール部3を、その長手方向に細長く、細幅に細長矩形状に、中央カッティングラインyに沿って、プレス剪断打ち抜き方式により打ち抜く、プレス打ち抜き用の剪断辺を有する細長矩形状の一組のプレス雄型部21aと雌型部21bとから構成される。
【0051】
打抜手段21は、図2(a)、(b)に示すように、そのプレス雄型部21aと雌型部21bとから構成される打抜刃Cy が、コーナーカッティング手段19を構成する打抜カッティング手段にて側部シール部3の両端を打ち抜かれた両端一対の相対する前記Vの字形状の切欠部のVの字形閉鎖先端角部と、中央スリットラインxと中央カッティングラインyとの交差する位置にて略菱形(◇)状に打ち抜かれた前記打抜部の中央カッティングラインy上に対向する一対の角部とに架かるように、中央カッティングラインyに沿って、細幅に細長矩形状に、側部シール部3を打ち抜く。これにより、カッティングコーナーA1 を形成した後のウエブ状袋体フィルム1の側部シール部3を2つに分断する。
【0052】
これにより底部シール部2、側部シール部3、開口部4からなる矩形平坦状袋体の四つ
の各角隅部にカッティングコーナーA1 を形成した1単位毎の袋体Aとして分断され、スタッカ16にスタックされて製袋が完了する。なお、打抜手段21の打抜刃Cy (プレス雄型部21aと雌型部21b)は、中央カッティングラインyに沿って中央スリットラインxを交差するように一体に連続して1基の打抜刃を設けてもよいし、図2(a)に示すように中央スリットラインxを挟んで両側にそれぞれ1基ずつ別体に設けてもよい。
【0053】
本発明における打抜手段21は、図3(a)、(b)の側面図に示すように、その打抜手段21の固定雌型部21b側に集塵タンク22を備え、ウエブ状袋体フィルム1の側部シール部3を中央カッティングラインyに沿って細長矩形状に打ち抜いて発生する細長矩形状の細かい打抜カスを、雄型部21a及び雌型部21bからエア吸引により取り除き、集塵タンク22に回収する。エア吸引による集塵タンク22内への回収動作は、打抜手段21の打抜カッティング動作中にエア吸引動作して行う。
【0054】
図1に示す本発明の製袋インラインカッティング装置は、前記側部シール部3をプレス剪断打ち抜き方式により平面視的に細長矩形状に打ち抜く打抜手段21の一組のプレス雄型部21aと雌型部21bは、図3(a)、(b)に示すようにプレス雄型部21aが下降・上昇動作して雌型部21b内に密に嵌入・離脱して、その雌型部21bの上面に亘り載置されるウエブ状袋体フィルム1を、平面視的に細長矩形状に打ち抜くものである。
【0055】
図3(a)、(b)に示すように、本発明においては、打抜手段21のプレス雄型部21aは、平面視的に細長矩形状の直方体であって偏平な金属ブロック体であり、昇降部21cに対して各種サイズに取付け取り外し交換が可能である。一方、平面視的に細長矩形状の空間部を有する雌型部21bは、その内径(空間サイズ)を、雄型部21aのサイズに対応して各種サイズに変更可能になっている。
【0056】
図4(a)、(b)は、打抜手段21の一例を説明する平面図であり、雌型部21bは、ウエブ状袋体フィルム1の送行方向である細長矩形状に打ち抜く矩形短辺方向に、対向間隔vにて対向する一対の雌型ブロック211、211により構成され、その細長矩形状に打ち抜く矩形長辺(長手)方向の長さは、製袋加工に使用されるウエブ状袋体フィルム1の幅w1 、w2 より長く設定されていて、昇降動作する雄型部21aは、下降動作により前記雌型部21bの対向間隔vの隙間内に嵌挿されて、雄型部21aと雌型部21bとの間のウエブ状袋体フィルム1を剪断打抜きするものである。
【0057】
図4(c)、(d)は、前記打抜手段21の側断面図であり、雄型部21aは雌型部21bの対向間隔vの隙間上方に待機している。雌型部21bは、対向する一対の雌型ブロック211、211を支持フレームF上(リニアガイドF1 に沿って)にて、フィルム送行方向の水平方向にスライド移動可能に設置されていて、その雌型ブロック211を所定位置に位置決めして、その対向間隔vを、適宜な隙間に調整することができる。この移動動作及び位置決めはモータ(サーボモータ、パルスモータ)あるいは空圧、油圧(シリンダの作動ロッド)にて実施できる。これによりウエブ状袋体フィルム1の幅方向(スラスト方向)に平面視的に細長矩形状に打抜かれるリニア打抜きサイズを、図4(c)に示すように狭幅のサイズ、あるいは図4(d)に示すように広幅のサイズに調整することができる。
【0058】
また本発明においては、図1に示す本発明装置の製袋加工ラインに対して、前記打抜手段21は、取外し、取付け可能な構造状態になっていてもよいし、固定状態であってもよい。また前記打抜手段21は、本発明装置の製袋加工ラインとは別の他の製袋加工ラインに対して取付けることが可能となっていてもよい。
【符号の説明】
【0059】
A…袋体
1…ウエブ状袋体フィルム
2…底部シール部
3…側部シール部
4…開口部
5…包装内容物収納部
12…送りロール
13…送りロール
14…送行フィルム支持台
15…送行フィルム支持台
16…スタッカ
17…マークセンサ
18…スリッタ
19…コーナーカッティング(パンチング)手段
19a…プレス雄型部
19b…固定雌型部
20…カッティング手段20
20a…上刃
20b…下受刃
21…リニア打抜手段
21a…プレス雄型部
21b…固定雌型部
21c…昇降部
22…集塵タンク
【技術分野】
【0001】
本発明は、偏平状袋体の製袋加工機インラインにおける製袋インラインカッティング方法及びその装置に関する。
【背景技術】
【0002】
一般に偏平状袋体(平袋)の製袋加工は、図5の平面図に示すように、長尺(ウエブ)状の二枚重ねのプラスチックフィルム1を連続動作又は間欠動作にて繰り出し送行(矢印方向)させながら、そのフィルム1の送行方向に沿ってフィルム幅方向の両端部をヒートシールして、袋体の底部シール部2を形成し、そのフィルム幅方向に平行にフィルム送行方向長さに等間隔にヒートシールして、袋体の側部シール部3相当部を形成し、さらにそのフィルム1の幅方向中央部をフィルム送行方向に中央ラインxに沿って、中央スリッタCx にてスリットして、中央スリットラインxを挟んで(図面上下側に)開口部4、4を形成して、底部シール部2、側部シール部3、開口部4からなる1単位の矩形状の偏平な袋体Aが多単位に多面付けされたウエブ状の袋体フィルムが形成される。
【0003】
このようにして、長尺状の二枚重ねプラスチックフィルム1は底部シール部2、側部シール部3、開口部4からなる1単位の矩形状の偏平な袋体Aが多単位に多面付けされたウエブ状袋体フィルム1として形成される。続いて、そのウエブ状袋体フィルムの幅方向両端部に形成された各々前記底部シール部2、2の余白の外側縁辺は、必要に応じて両端スリッタC1 にてスリットして除去する。
【0004】
1単位毎の袋体Aとしてカッティングするカッティング工程においては、図6に示すように、送行するウエブ状袋体フィルムの中央スリッタCX による開口部4の中央スリットラインxと側部シール部3の長手方向中央ラインyとの交差部をコーナーカッティング手段である菱(◇)形状の打ち抜き用の打抜刃Cz1にて、また側部シール部3の長手方向の両端部をコーナーカッティング手段であるVの字(▽)状の切り欠き用の切欠刃Cz2、Cz2にてカッティングして、多面付けされた矩形状の各々袋体コーナー部(角部)には、角丸(又は角取り傾斜)カッティングが施されたコーナー部相当部A1 が形成される。続いて、袋体Aが多面付けされたウエブ状袋体フィルム1の側部シール部3の長手方向中央ラインyに沿って、フィルム送行方向に対して直交する方向に、カッティング手段である1枚の断裁刃Cyにて線状にカッティングして、多面付け袋体を1単位毎の袋体Aとして分断して製袋が完了する。
【0005】
ところで、側部シール部3の中央ラインyに沿って、1枚の断裁刃Cyにて線状にカッティングして、多面付け袋体を中央カッティングラインxを挟んで両側の1単位毎の袋体Aとして分断した際に、カッティング手段である断裁刃Cyの設置位置と、間欠送行するウエブ状袋体フィルム1の(送行停止状態における)側部シール部3の位置が、互いに整合しない場合には、図7(a)に示すように、側部シール部3の中央ラインy上にある該側部シール部3両端部に切り欠いた袋体Aのコーナー部相当部A1 のVの字状の切込先端位置及び中央部に打ち抜いた袋体Aのコーナー部相当部A1 の菱形状の側部シール部3長手方向の打抜先端位置と、1本の線状のカッティングラインである前記断裁刃Cyの刃先の位置が一致せずにズレが発生する場合がある。
【0006】
そのため、図7(b)に示すように、断裁刃Cyにてカッティングされて分離した袋体Aの角丸(又は角取り傾斜)形状のコーナー部相当部A1 には、袋角尖り、ツノなどのバリ状突起3aが発生し、袋体の品質の安定性や使用上の安全性に問題があった。
【0007】
そこで、図8(a)に示すように、前記側部シール部3長手方向の中央ラインyを挟んで両側を、二枚の断裁刃Cy、Cyの各刃先を用いて2本の線状のカッティングラインにて断裁することにより、図8(b)に示すように、各断裁刃Cy、Cyにてカッティングされて分離した袋体Aの角丸(又は角取り傾斜)形状のコーナー部相当部A1 に、袋隅尖り、ツノなどのバリ状突起3aを発生させないようにしている。
【0008】
このようにして加工された袋体Aが多面付けされたウエブ状袋体フィルム1は、1単位毎の袋体Aとしてカッティングされて製袋されるものであるが、このようなカッティング装置としては、特許文献1、特許文献2に示すような装置がある。
【0009】
また、図9に示すように、長尺状の二枚重ねプラスチックフィルム1のフィルム1の送行方向(矢印方向)に沿ってフィルム幅方向の両端部をヒートシールして、袋体の底部シール部2を形成し、そのフィルム幅方向に平行にフィルム送行方向長さに等間隔にヒートシールして、袋体の側部シール部3相当部を形成し、続いて、袋体形状の一体刃O(トムソン刃)を用いて、全周抜き(トムソン抜き)若しくは部分カットすることにより、袋体Aを製袋する方法がある。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2001−079964号公報
【特許文献2】特開2002−178418号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、例えば所定の厚さのあるチャック(ジッパー)を袋体Aの開口部4に取り付けたチャック(ジッパー)付きの袋体(平袋)を製袋する場合には、ウエブ状袋体フィルム1には、所定の厚さのあるチャック(ジッパー)を取り付けた袋体Aが多単位に多面付けされているために、袋体コーナー部のカッティング位置の精度を上げて、袋隅尖りやツノなどのバリ状突起の発生を抑制するために、フィルム送行方向に対して直交する方向にカッティングするカッティング手段の設置位置と、送行停止状態におけるウエブ状袋体フィルムの側部シール部の位置との整合調整にかなりの時間と労力を必要としており、製袋加工におけるコーナーカッティングには袋体の形態や品種において制限があった。また上記の既存インラインコーナーカット方式では、その装置構造から製袋機専用の機能として提供されており、その製袋機が対応する形態・品種のみに制限されてしまう。若しくは、品種毎の専用治具(刃物)を準備しなければならない等、生産上多くの制限があり、且つ高価である。
【0012】
本発明は、製袋機上でコーナーカットを行う際に発生する袋隅尖り、ツノなどのバリ状突起の発生を防ぐ機能を、既存技術が製袋機本体の機能として、その製袋機専用として提供していたのに対し、移動可能な後付け方式(装置)で、各種製袋(製袋機)の形態や品種に規制されずに袋体の品質安定性や安全性を向上させるインラインカッティング方法及び装置を提供するものである。
【課題を解決するための手段】
【0013】
本発明の請求項1に係る発明は、熱接着性の内面層を有する複数層フィルムを重ね合わせ、その長手方向に間欠的に送り、前記フィルムの間欠送り毎に、ヒーターを内蔵したヒートシールバーにて所望ピッチ毎にヒートシールを行って形成された多面付け袋体フィルムを、そのヒートシール個所にてスリット刃及び断裁刃により切断して連続的に各単一毎の袋体を製造する製袋インラインカッティング方法において、送り方向のスリット刃による長手方向切断後に配置されたコーナーカット打抜刃を備えたコーナー打抜手段によりコ
ーナーカット打抜きを行い、コーナーカット打抜き後に配置された前記フィルム送り方向に対して直交方向を長手方向とし、且つ該フィルム幅より長い細長矩形状の剪断打抜刃を備えた打抜手段により、前記コーナーカット打抜き個所を結ぶ断裁線を中心線としてカッティングして各単一毎の袋体を製造することを特徴とする製袋インラインカッティング方法である。
【0014】
本発明の請求項2に係る発明は、上記請求項1に係る製袋インラインカッティング方法において、前記打抜手段の細長矩形状の剪断打抜刃が、一対の昇降プレス雄型部と、固定雌型部とからなるプレス剪断打抜方式であることを特徴とする製袋インラインカッティング方法である。
【0015】
本発明の請求項3に係る発明は、上記請求項1又は2に係る製袋インラインカッティング方法において、前記打抜手段は、前記フィルム長手方向に移動可動な可動式であり、前記側部シール部をプレス剪断打ち抜き方式により平面視細長矩形状に打ち抜く前記打抜手段の一組のプレス雄型部と雌型部のうち、雄型部はフィルム送行方向の幅を各種サイズに交換可能であり、雌型部はフィルム送行方向の幅を雄型部のサイズに対応した各種サイズに変更可能であることを特徴とする製袋インラインカッティング方法である。
【0016】
本発明の請求項4に係る発明は、送行するウエブ状二枚重ねフィルムの重ね合わせ内面を、そのフィルム幅方向両端部に沿ってヒートシールして形成した底部シール部と、該フィルム送行方向に対し直交方向に等間隔にヒートシールして形成した側部シール部と、該フィルム幅中央部をそのフィルム送行方向に中央スリットラインに沿ってスリットして形成される開口部とを備える一単位の矩形平坦状袋体が多面付けされたウエブ状製袋フィルムを、送行供給させる送りロール部とをこの順に備え、該送りロール部間に前記側部シール部の長手方向の両端部に略Vの字形状の両端切欠部と中央部に略菱形(◇)状の中央打抜部とをカッティング形成して袋体コーナー相当部を形成するコーナーカッティング手段と、送りロール部のフィルム送行下流側に該側部シール部を長手方向に沿う中央カッティングラインに沿って二つに分断してウエブ状製袋フィルムを一単位毎の矩形平坦状袋体にカッティングする前記打抜手段とを備えた製袋用インラインカッティング装置であって、
前記袋体コーナー相当部を形成するコーナーカッティング手段は、側部シール部の長手方向両端部をそれぞれ略Vの字形状にその切欠先端角部が中央カッティングライン上にあるように切欠カッティングして袋体コーナー相当部を形成するセットのプレス雄型部と雌型部とからなるプレス剪断切り欠き方式による両端一対の略Vの字形状の切欠刃を有する切欠カッティング手段と、側部シール部の長手方向中央部を略菱形(◇)状にその打抜先端角部が中央カッティングライン上にあるように打ち抜きカッティングして袋体コーナー相当部を形成するセットのプレス雄型部と雌型部とからなる略菱形(◇)状の打抜刃を有するプレス剪断打ち抜き方式による打抜カッティング手段とを備え、
前記側部シール部を二つに分断する打抜手段は、前記側部シール部の両端を打抜カッティング手段にて打ち抜かれた両端一対の前記切欠部のVの字形閉鎖先端角部と、中央スリットラインと中央カッティングラインの交差する位置にて略菱形(◇)状に打ち抜かれた前記中央打抜部の中央カッティングライン上に対向する一対の角部とに架かるように、該側部シール部をその長手方向に細長い平面視細長矩形状に打ち抜くプレス打ち抜き用の剪断辺を有する細長矩形状の一組のプレス雄型部と雌型部とからなるプレス剪断打ち抜き方式による打抜手段であることを特徴とする製袋インラインカッティング装置である。
【0017】
本発明の請求項5に係る発明は、上記請求項4に係る製袋インラインカッティング装置において、前記切欠カッティング手段の一対の略Vの字形状の切欠刃の互いに側部シール部長手方向に向かって相対する一対のVの字形状の閉鎖先端角部、又は/及び前記打抜カッティング手段の略菱形(◇)状の打抜刃の互いに側部シール部長手方向に向かって相対する一対の角部は、角面取り形状、角丸形状であることを特徴とする製袋インラインカッ
ティング装置である。
【0018】
本発明の請求項6に係る発明は、上記請求項4又は5に係る製袋インラインカッティング装置において、コーナーカッティング手段を構成する前記打抜カッティング手段の略菱形(◇)状の打抜刃Cz1の互いに側部シール部長手方向に向かって相対する一対の角部と、前記切欠カッティング手段の一対の略Vの字形状の切欠刃の互いに側部シール部長手方向に向かって相対する一対のVの字形状の閉鎖先端角部とは、側部シール部の中央カッティングライン上において、側部シール部にそれぞれ打抜部と切欠部を形成することを特徴とする製袋インラインカッティング装置である。
【0019】
本発明の請求項7に係る発明は、上記請求項4乃至6のいずれか1項に係る製袋インラインカッティング装置において、前記打抜カッティング手段の略菱(◇)形状の打抜刃の互いに側部シール部長手方向に向かって相対する一対のVの字形状角部のVの字開放側の形状が、製袋コーナー相当部を形成するための互いに線対称に内側に向けて突出する円形、湾曲形、又は直線形状であって、形成される各々コーナーが角丸形状となるか又は角面取り(傾斜直線)形状となることを特徴とする製袋インラインカッティング装置である。
【0020】
本発明の請求項8に係る発明は、上記請求項4乃至7のいずれか1項に係る製袋インラインカッティング装置において、前記切欠カッティング手段の一対の略Vの字形状の切欠刃は、その互いに側部シール部長手方向に向かって相対する一対のVの字形状のVの字開放側の形状が、製袋コーナー相当部を形成するための互いに線対称に内側に向けて突出する円形、湾曲形、又は直線形状であって、形成される各々コーナーが角丸形状となるか又は角面取り(傾斜直線)形状であることを特徴とする製袋インラインカッティング装置である。
【0021】
本発明の請求項9に係る発明は、上記請求項4乃至8のいずれか1項に係る製袋インラインカッティング装置において、前記打抜手段は、前記フィルム長手方向に移動可動な可動式であり、前記側部シール部をプレス剪断打ち抜き方式により平面視細長矩形状に打ち抜く前記打抜手段の一組のプレス雄型部と雌型部のうち、雄型部はフィルム送行方向の幅を各種サイズに交換可能であり、雌型部はフィルム送行方向の幅を雄型部のサイズに対応した各種サイズに変更可能であることを特徴とする製袋インラインカッティング装置である。
【0022】
本発明の請求項10に係る発明は、上記請求項4乃至9のいずれか1項に係る製袋インラインカッティング装置において、前記打抜手段は、前記装置の製袋加工ラインに対して取付け取外し可能であることを特徴とする製袋インラインカッティング装置である。
【発明の効果】
【0023】
本発明の製袋インラインカッティング方法およびその装置によれば、製袋機のインラインにおける袋体のコーナー相当部を形成するコーナーカッティング手段の後段に、袋体の側部シール部を分断する打抜手段を備え、その打抜手段は、側部シール部長手方向に細長い幅を備えた細長矩形状のプレス打ち抜き用の剪断辺を有する雄型剪断プレス部と雌型剪断受部からなるセットの剪断打抜型を用いており、多面付け製袋されたウエブ状製袋フィルムの側部シール部を、その長手方向の中央カッティングラインに沿って所定の細幅にて、細長矩形状に打ち抜き二つに分断することができ、多面付け製袋されたウエブ状製袋フィルムを、底部シール部、側部シール部、開口部からなる一単位毎の矩形平坦状の袋体として分離してカッティングすることができる。
【0024】
また本発明の製袋インラインカッティング方法およびその装置は、多面付け製袋されたウエブ状製袋フィルムの側部シール部を、上記打抜手段により中央カッティングラインに
沿って所定の細幅にて細長矩形状にリニアに打ち抜きカッティングして二つに分断する場合に、単位袋体相当部が多数単位に多面付け製袋されたウエブ状製袋フィルムの側部シール部の両端を中央カッティングライン上にてコーナーカッティング手段にてVの字状に切り欠いた両端切欠部の相対する一対の角部と、側部シール部の中央スリットラインと中央カッティングラインの交差部分を略菱形(◇)状に打ち抜いた中央打抜部の中央カッティングライン上に相対する一対の角部とに架かるように、所定の細幅を以て細長矩形状にリニアにカッティングするため、底部シール部、側部シール部、開口部からなる一単位毎の矩形平坦状の袋体として分離カッティングした際には、従来のようなウエブ状袋体フィルムの側部シール部を線形状にリニアにカッティングする場合に比較して、分離された各袋体のコーナー部には、角尖り、ツノなどのバリ状突起の無い、良質で安全な、角丸カッティング、角面取りカッティングなどのコーナーカッティングされた袋体が製袋できる。また、従来のような線形状にリニアにカッティングする際における製袋加工におけるウエブ状袋体フィルムの送行調整と、該ウエブ状袋体フィルムの側部シール部に対して、そのフィルム送行方向に対して直交する方向にカッティングするためのカッティング手段の配置位置の調整に要する時間と労力を省力化することができる効果が得られる。
【0025】
このように本発明の製袋インラインカッティング方法及びその装置は、袋体のコーナーカッティングを伴う製袋加工において、袋隅尖り、ツノなどのバリ状突起の発生を防止して袋体の品質の安定性や安全性を向上させることができ、しかもウエブ状袋体フィルムの側部シール部に対するカッティング手段の配置位置の調整に掛かる時間と労力を省力化し抑制できるとともに、袋体の形態や品種に自由度を持たせて製袋が可能な製袋インラインカッティング装置を提供できる。
【図面の簡単な説明】
【0026】
【図1】本発明の製袋インラインカッティング装置を説明する全体側面図。
【図2】(a)、(b)は本発明の製袋インラインカッティング方法及びその装置に搭載するコーナーカッティング手段を構成する中央打抜刃と両端切欠刃の平面形状と、フィルム送行方向に対して直交方向にリニアにカッティングする打抜手段を構成する分断打抜刃の平面形状、及びその中央打抜刃、両端切欠刃、分断打抜刃によるそれぞれカッティング位置を説明する模式的平面図、(c)はコーナーカッティングされたコーナー形状を説明する平面図。
【図3】本発明の製袋インラインカッティング方法及びその装置に搭載するフィルム送行方向に対して直交方向にリニアにカッティングする打抜手段の分断打抜刃と、その打抜手段に設けた集塵タンクを説明する側面図。
【図4】(a)、(b)は本発明の製袋インラインカッティング方法及びその装置のフィルム送行方向に対して直交方向にリニアにカッティングする打抜手段の平面図、(c)、(d)はその側断面図。
【図5】一般的な製袋インラインカッティングにおけるヒートシール加工された底部シール部と側部シール部と開口部の形成された多面付けのウエブ状袋体フィルムの平面図。
【図6】一般的な製袋インラインカッティングにおけるウエブ状袋体フィルムの側部シール部の中央打抜部と両端切欠部、及び打抜手段によるフィルム送行方向に対して直交方向のカッティングラインに沿ったカッティン部を説明する平面図。
【図7】(a)、(b)は一般的な製袋インラインカッティングにおけるウエブ状袋体フィルムのコーナーカッティングと1直線形状のカッティングとの相対位置及びバリ状突起の発生状態を説明する平面図。
【図8】(a)、(b)は一般的な製袋インラインカッティングにおけるウエブ状袋体フィルムのコーナーカッティングと平行な2直線形状のカッティングとの相対位置及びバリ状突起の発生状態を説明する平面図。
【図9】一般的な製袋インラインカッティングにおけるウエブ状袋体フィルムの全周打抜(トムソン抜き)によるコーナーカッティングを説明する平面図。
【発明を実施するための形態】
【0027】
本発明の製袋インラインカッティング装置を、その発明の実施の形態に基づいて、以下に詳細に説明する。
【0028】
図1は、本発明の製袋インラインカッティング装置の側面図であり、前述した図6に示すように、連続送行又は間欠動作にて繰り出し送行(矢印方向)する長尺(ウエブ)状の二枚重ねのプラスチックフィルム1(包装用の積層フィルム)を、その送行方向に所定のシール幅にてヒートシールして底部シール部2を形成し、そのフィルム長さに対して等間隔に送行方向に対して直交方向に所定のシール幅にて繰り返しヒートシールして、順次、側部シール部3を形成して、1単位の矩形状の偏平な袋体(平袋)が多単位に多面付けされたウエブ状(長尺状)の袋体フィルム1を導入して、矢印方向にその送行速度を調整しながら送行させる上下一対の送りロール12、12(ニップロール)と、その下流側にて袋体フィルム1の送行速度を調整しながら送行させる上下一対の送りロール13、13(ニップロール)と、送りロール12と13との間にて、送行する前記ウエブ状袋体フィルム1を水平に保持して、送行方向にガイドする保持テーブル14とを備える。該送りロール13のフィルム送行方向下流側(直後)には、送行する前記ウエブ状袋体フィルム1を水平に保持して送行方向にガイドする保持テーブル15を備える。
【0029】
図1において、前記送りロール12と13との間には、送行するウエブ状袋体フィルム1のリアル送行タイミング(例えば側部シール部3の位置)を順次に検出するマークセンサー17と、中央スリットラインx上にあるスリッタ18と、コーナーカッティング(パンチング)手段19(フィルム1を挟んで対峙する昇降動作するプレス雄型部19a、固定雌型部19b)とを備える。
【0030】
前記袋体コーナー相当部を形成するコーナーカッティング手段19は、前述した図7に示すように、側部シール部3の長手方向中央部を略菱形(◇)状に、その四つの打抜先端角部のうち、互いに対向する各一対の先端角部が、中央カッティングラインy上と、中央スリットラインx上にあるように打ち抜きカッティングする。
【0031】
図1に示すように、コーナーカッティング手段19は、袋体AのコーナーA1 、A1 、A1 、A1 相当部を形成するセットのプレス雄型部19aと雌型部19bとからなる略菱形(◇)状の打抜刃Cz1(図7参照)を有するプレス剪断打ち抜き方式による打抜カッティング手段と、側部シール部3の長手方向の両端部を、それぞれ略Vの字形状に、その相対する切欠先端角部が中央カッティングラインy上にあるように切欠カッティングして、袋体AのコーナーA1 、A1 相当部を形成するセットのプレス雄型部19aと雌型部19bとからなるプレス剪断切り欠き方式による両端一対の略Vの字形状の切欠刃Cz2、Cz2(図7参照)を有する切欠カッティング手段とを備える。なお、コーナーカッティング手段19にある打抜カッティング手段と切欠カッティング手段とは、互いに一体に結合した構造で同時にカッティング動作するものであってよいし、それぞれ別体にカッティング動作するものであってよい。
【0032】
図1に示すように、送りロール13のフィルム送行方向下流側(直後)には、送行するウエブ状袋体フィルム1の各側部シール部3を、その長手方向に中央カッティングラインyに沿って線形状にカッティングするカッティング手段20(上刃20a、下受刃20b)を備える。なお本発明においは、当該カッティング手段20は省略してもよいしカッティング動作を停止させてもよい。
【0033】
送りロール13の直後(カッティング手段20を省略した場合)、あるいはカッティング手段20のフィルム送行方向下流側には、送行するウエブ状袋体フィルム1の各側部シール部3を、その長手方向に中央カッティングラインyに沿って、フィルム送行方向に対して直交する方向に、平面視的に細長矩形状に打ち抜きカッティングする打抜手段21(フィルム1を挟んで対峙する昇降動作する打抜用のプレス雄型部21aと固定雌型部21bを備える。なお21cはプレス雄型部21aを昇降動作させる油圧又は空圧シリンダー、カム&カムフォロア等の(アクチュエータ)である。
【0034】
また、図1、図3(a)、(b)の打抜手段21の側面図に示すように、前記打抜手段21の固定雌型部21b側には、各側部シール部3を細長矩形状に打ち抜いて発生する細長矩形状の細かい打抜カスを、雄型部21a及び雌型部21bから取り除くために、打抜手段21動作中に、エア吸引動作して集塵するための集塵タンク22を必要に応じて備える。
【0035】
また図1に示すように前記打抜手段21の後段には、多面付けされたウエブ状袋体フィルム1の各側部シール部3を中央カッティングラインyに沿って細長矩形状に打ち抜いて形成された各々袋体Aをスタックするスタッカ部16を備えている。
【0036】
本発明の製袋インラインカッティング装置は、前述した図6に示すように、長尺(ウエブ)状の二枚重ねのプラスチックフィルム1を、連続送行又は間欠送行させて、そのフィルム1の送行方向に沿ってフィルム幅の両端部をヒートシールして、フィルム1の送行方向に袋体の底部シール部2を形成し、フィルム1の送行方向と直交する方向に、そのフィルム送行方向長さに等間隔にヒートシールして、袋体の側部シール部3相当部を形成して単位袋体Aが多単位に多面付けされたウエブ状袋体フィルム1を形成した後に、図1に示すように、該ウエブ状袋体フィルム1を送りロール12、12間に導入し、送りロール13にて所定のテンションにて引っ張りながら送行させ、マークセンサー17にてフィルム送行タイミングを検出する。
【0037】
そして、図1に示すスリット手段18(中央スリッタCx 、図6参照)により、図6に示すように送行するフィルム1の幅方向中央部を中央スリットラインxに沿ってフィルム送行方向にスリットして、該中央スリットラインxを挟んで(図面上下側に)開口部4、4を形成する。
【0038】
これにより、図1に示す長尺状の二枚重ねプラスチックフィルム1は、図6に示す底部シール部2、側部シール部3、開口部4からなる1単位の矩形状の偏平な袋体Aが多単位に多面付けされたウエブ状袋体フィルム1として形成される。なお、ウエブ状袋体フィルム1の幅方向両端部に形成された各々前記底部シール部2、2の余白の外側縁辺は、図6に示すように、必要に応じて両端スリッタC1 にてスリットして除去する。
【0039】
続いて、図1に示すコーナーカッティング手段19に備える打抜カッティング手段の打抜刃Cz1(プレス雄型部19aと雌型部19b)により、前述した図7に示すようにウエブ状袋体フィルム1の側部シール部3の長手方向中央部を、略菱形(◇)状にその四つの打抜先端角部のうち互いに対向する各一対の先端角部が、中央カッティングラインy上と
中央スリットラインx上にあるように、その交差部を打ち抜きカッティングして、袋体Aの角丸形状あるいは面取り傾斜辺形状のカッティングコーナーA1 、A1 、A1 、A1 相当部を形成する。また、コーナーカッティング手段19に備える切欠カッティング手段の切欠刃Cz2、Cz2(プレス雄型部19aと雌型部19b)により、前述した図7に示すように、側部シール部3の長手方向の両端部をそれぞれ略Vの字形状に、その相対する切欠先端角部が中央カッティングラインy上にあるように切欠カッティングして袋体Aの角丸形状あるいは面取り傾斜辺形状のカッティングコーナーA1 、A1 相当部を形成する。
【0040】
続いて、図1に示す送行するウエブ状袋体フィルム1における略菱形(◇)状に打ち抜かれた、前述の図7に示す袋体Aの各側部シール部3の中央打抜部(カッティングコーナーA1 、A1 、A1 、A1 相当部)及び略Vの字形状に切り欠いた各側部シール部3両端の切欠部(カッティングコーナーA1 、A1 相当部)は、図1に示すように順次に打抜手段21(フィルム1を挟んで対峙する昇降動作する打抜用のプレス雄型部21aと固定雌型部21b)に到達すると、該打抜手段21により、各側部シール部3は、その長手方向に中央カッティングラインyに沿って細幅の細長矩形状に打ち抜きカッティングされる。これにより前記ウエブ状袋体フィルム1に多面付けされた各々袋体Aは、底部シール部2、側部シール部3、開口部4からなる矩形平坦状袋体の四つの各角隅部に、カッティングコーナーA1 を備えた1単位毎の袋体Aとして分断され、スタッカ16にスタックされて製袋が完了する。
【0041】
図2(a)は、本発明の製袋インラインカッティング装置において、前述の図7に示すように、ウエブ状袋体フィルム1に多面付けされた多単位の長方形、正方形の矩形状平坦な袋体(平袋)の四つの各角隅部に、角丸形状あるいは面取り傾斜辺形状のカッティングコーナーA1 を形成するためのコーナーカッティング手段19と、カッティングコーナーA1 を形成した後に、ウエブ状袋体フィルム1の側部シール部3を中央カッティングラインyに沿って二つに分断して各1単位毎の袋体Aとして分離するための打抜手段21との相対位置を説明する模式的平面図である。
【0042】
本発明における前記コーナーカッティング手段19は、打抜カッティング手段と切欠カッティング手段とを備え、図1に示すようにそれぞれセットのプレス雄型部19aと雌型部19bとから構成される。
【0043】
打抜カッティング手段のプレス雄型部19aと雌型部19bは、図2(a)、及び図2(b)のM部分拡大平面図に示すように、プレス剪断打ち抜き方式による略菱形(◇)状の打抜刃Cz1を備え、ウエブ状袋体フィルム1の側部シール部3の長手方向中央部である中央スリットラインxと中央カッティングラインyとの直交差部を、略菱形(◇)状に、その対向する打抜先端角部が中央スリットラインxと中央カッティングラインy上にあるように打ち抜きカッティングして、側部シール部3の中央部に、それぞれカッティングコーナーA1 、A1 、A1 、A1 相当部の中央打抜部を形成する。
【0044】
また、切欠カッティング手段のプレス雄型部19aと雌型部19bは、図2(a)に示すように、プレス剪断切り欠き方式による両端一対の略Vの字形状の切欠刃Cz2、Cz2を備えていて、ウエブ状袋体フィルム1の側部シール部3の長手方向両端部を、それぞれ略Vの字形状に、その切欠先端角部が中央カッティングラインy上にあるように切欠カッティングし、側部シール部3両端にそれぞれカッティングコーナーA1 、A1 相当部の両端切欠部を形成する。図2(c)は、側部シール部3両端にカッティングコーナーA1 、A1 相当部の切欠部を形成した後に、側部シール部3を二つに分断して1単位毎の袋体Aとして分断した後の袋体AのカッティングコーナーA1 の拡大平面図である。
【0045】
本発明の製袋インラインカッティング装置においては、図2(a)、(b)に示すよう
に、前記コーナーカッティング手段19を構成する切欠カッティング手段の一対の略Vの字形状の切欠刃Cz2、Cz2は、その切欠刃の互いに側部シール3長手方向に向かって相対する一対のVの字形状の閉鎖先端角部が、角丸形状であってもよいし角面取り形状であってもよい。
【0046】
また本発明の製袋インラインカッティング装置においては、図2(a)、(b)に示すように、前記コーナーカッティング手段19を構成する打抜カッティング手段の略菱形(◇)状の打抜刃Cz1は、その互いに側部シール3長手方向に向かって相対する一対の角部が角丸形状であってもよいし角面取り形状であってもよい。
【0047】
また本発明の製袋インラインカッティング装置においては、コーナーカッティング手段19を構成する前記打抜カッティング手段の略菱形(◇)状の打抜刃Cz1の互いに側部シール部3長手方向に向かって相対する一対の角部と、前記切欠カッティング手段の一対の略Vの字形状の切欠刃Cz2、Cz2の互いに側部シール部3長手方向に向かって相対する一対のVの字形状の閉鎖先端角部とは、側部シール部3の中央カッティングラインy上において、側部シール部3に、それぞれ前記打抜部と切欠部を形成するものである。
【0048】
また本発明の製袋インラインカッティング装置においては、前記打抜カッティング手段の略菱(◇)形状の切欠刃Cz1は、図2(a)に示すように、その互いに側部シール部3長手方向に向かって相対する一対のVの字形状角部のVの字開放側の形状が、製袋コーナー部A1 相当部を形成するための互いに線対称に内側に向けて突出する円形、湾曲形であって、形成される各々コーナーA1 が角丸形状となることが好適であるが、必要に応じては直線形状であって、形成される各々コーナーA1 が角面取り(傾斜直線)形状であってもよい。
【0049】
また本発明の製袋インラインカッティング装置においては、前記切欠カッティング手段の一対の略Vの字形状の切欠刃Cz2、Cz2は、図2(a)に示すように、その互いに側部シール部3長手方向に向かって相対する一対のVの字形状のVの字開放側の形状が、製袋コーナーA1 相当部を形成するための互いに線対称に内側に向けて突出する円形、湾曲形であって、形成される各々コーナーA1 が角丸形状となることが好適であるが、必要に応じて、直線形状であって、形成される各々コーナーA1 が角面取り(傾斜直線)形状であってもよい。
【0050】
図1に示すように、ウエブ状袋体フィルム1の側部シール部3を二つに分断する打抜手段21は、略菱(◇)形状の切欠刃Cz1により打抜カッティングされた中央打抜部と一対の略Vの字形状の切欠刃Cz2、Cz2により切欠カッティングされた両端切欠部とを形成した側部シール部3を、その長手方向に細長く、細幅に細長矩形状に、中央カッティングラインyに沿って、プレス剪断打ち抜き方式により打ち抜く、プレス打ち抜き用の剪断辺を有する細長矩形状の一組のプレス雄型部21aと雌型部21bとから構成される。
【0051】
打抜手段21は、図2(a)、(b)に示すように、そのプレス雄型部21aと雌型部21bとから構成される打抜刃Cy が、コーナーカッティング手段19を構成する打抜カッティング手段にて側部シール部3の両端を打ち抜かれた両端一対の相対する前記Vの字形状の切欠部のVの字形閉鎖先端角部と、中央スリットラインxと中央カッティングラインyとの交差する位置にて略菱形(◇)状に打ち抜かれた前記打抜部の中央カッティングラインy上に対向する一対の角部とに架かるように、中央カッティングラインyに沿って、細幅に細長矩形状に、側部シール部3を打ち抜く。これにより、カッティングコーナーA1 を形成した後のウエブ状袋体フィルム1の側部シール部3を2つに分断する。
【0052】
これにより底部シール部2、側部シール部3、開口部4からなる矩形平坦状袋体の四つ
の各角隅部にカッティングコーナーA1 を形成した1単位毎の袋体Aとして分断され、スタッカ16にスタックされて製袋が完了する。なお、打抜手段21の打抜刃Cy (プレス雄型部21aと雌型部21b)は、中央カッティングラインyに沿って中央スリットラインxを交差するように一体に連続して1基の打抜刃を設けてもよいし、図2(a)に示すように中央スリットラインxを挟んで両側にそれぞれ1基ずつ別体に設けてもよい。
【0053】
本発明における打抜手段21は、図3(a)、(b)の側面図に示すように、その打抜手段21の固定雌型部21b側に集塵タンク22を備え、ウエブ状袋体フィルム1の側部シール部3を中央カッティングラインyに沿って細長矩形状に打ち抜いて発生する細長矩形状の細かい打抜カスを、雄型部21a及び雌型部21bからエア吸引により取り除き、集塵タンク22に回収する。エア吸引による集塵タンク22内への回収動作は、打抜手段21の打抜カッティング動作中にエア吸引動作して行う。
【0054】
図1に示す本発明の製袋インラインカッティング装置は、前記側部シール部3をプレス剪断打ち抜き方式により平面視的に細長矩形状に打ち抜く打抜手段21の一組のプレス雄型部21aと雌型部21bは、図3(a)、(b)に示すようにプレス雄型部21aが下降・上昇動作して雌型部21b内に密に嵌入・離脱して、その雌型部21bの上面に亘り載置されるウエブ状袋体フィルム1を、平面視的に細長矩形状に打ち抜くものである。
【0055】
図3(a)、(b)に示すように、本発明においては、打抜手段21のプレス雄型部21aは、平面視的に細長矩形状の直方体であって偏平な金属ブロック体であり、昇降部21cに対して各種サイズに取付け取り外し交換が可能である。一方、平面視的に細長矩形状の空間部を有する雌型部21bは、その内径(空間サイズ)を、雄型部21aのサイズに対応して各種サイズに変更可能になっている。
【0056】
図4(a)、(b)は、打抜手段21の一例を説明する平面図であり、雌型部21bは、ウエブ状袋体フィルム1の送行方向である細長矩形状に打ち抜く矩形短辺方向に、対向間隔vにて対向する一対の雌型ブロック211、211により構成され、その細長矩形状に打ち抜く矩形長辺(長手)方向の長さは、製袋加工に使用されるウエブ状袋体フィルム1の幅w1 、w2 より長く設定されていて、昇降動作する雄型部21aは、下降動作により前記雌型部21bの対向間隔vの隙間内に嵌挿されて、雄型部21aと雌型部21bとの間のウエブ状袋体フィルム1を剪断打抜きするものである。
【0057】
図4(c)、(d)は、前記打抜手段21の側断面図であり、雄型部21aは雌型部21bの対向間隔vの隙間上方に待機している。雌型部21bは、対向する一対の雌型ブロック211、211を支持フレームF上(リニアガイドF1 に沿って)にて、フィルム送行方向の水平方向にスライド移動可能に設置されていて、その雌型ブロック211を所定位置に位置決めして、その対向間隔vを、適宜な隙間に調整することができる。この移動動作及び位置決めはモータ(サーボモータ、パルスモータ)あるいは空圧、油圧(シリンダの作動ロッド)にて実施できる。これによりウエブ状袋体フィルム1の幅方向(スラスト方向)に平面視的に細長矩形状に打抜かれるリニア打抜きサイズを、図4(c)に示すように狭幅のサイズ、あるいは図4(d)に示すように広幅のサイズに調整することができる。
【0058】
また本発明においては、図1に示す本発明装置の製袋加工ラインに対して、前記打抜手段21は、取外し、取付け可能な構造状態になっていてもよいし、固定状態であってもよい。また前記打抜手段21は、本発明装置の製袋加工ラインとは別の他の製袋加工ラインに対して取付けることが可能となっていてもよい。
【符号の説明】
【0059】
A…袋体
1…ウエブ状袋体フィルム
2…底部シール部
3…側部シール部
4…開口部
5…包装内容物収納部
12…送りロール
13…送りロール
14…送行フィルム支持台
15…送行フィルム支持台
16…スタッカ
17…マークセンサ
18…スリッタ
19…コーナーカッティング(パンチング)手段
19a…プレス雄型部
19b…固定雌型部
20…カッティング手段20
20a…上刃
20b…下受刃
21…リニア打抜手段
21a…プレス雄型部
21b…固定雌型部
21c…昇降部
22…集塵タンク
【特許請求の範囲】
【請求項1】
熱接着性の内面層を有する複数層フィルムを重ね合わせ、その長手方向に間欠的に送り、前記フィルムの間欠送り毎に、ヒーターを内蔵したヒートシールバーにて所望ピッチ毎にヒートシールを行って形成された多面付け袋体フィルムを、そのヒートシール個所にてスリット刃及び断裁刃により切断して連続的に各単一毎の袋体を製造する製袋インラインカッティング方法において、送り方向のスリット刃による長手方向切断後に配置されたコーナーカット打抜刃を備えたコーナー打抜手段によりコーナーカット打抜きを行い、コーナーカット打抜き後に配置された前記フィルム送り方向に対して垂直方向を長手方向とし且つ該フィルム幅より長い細長矩形状の剪断打抜刃を備えた打抜手段により、前記コーナーカット打抜き個所を結ぶ断裁線を中心線としてカッティングして各単一毎の袋体を製造することを特徴とする製袋インラインカッティング方法。
【請求項2】
前記打抜手段の細長矩形状の剪断打抜刃が、一対の昇降プレス雄型部と、固定雌型部とからなるプレス剪断打抜方式であることを特徴とする請求項1記載の製袋インラインカッティング方法。
【請求項3】
前記打抜手段は、前記フィルム長手方向に移動可動な可動式であり、前記側部シール部をプレス剪断打ち抜き方式により平面視細長矩形状に打ち抜く前記打抜手段の一組のプレス雄型部と雌型部のうち、雄型部はフィルム送行方向の幅を各種サイズに交換可能であり、雌型部はフィルム送行方向の幅を雄型部のサイズに対応した各種サイズに変更可能であることを特徴とする請求項1又は2記載の製袋インラインカッティング方法。
【請求項4】
送行するウエブ状二枚重ねフィルムの重ね合わせ内面を、そのフィルム幅方向両端部に沿ってヒートシールして形成した底部シール部と、該フィルム送行方向に対し直交方向に等間隔にヒートシールして形成した側部シール部と、該フィルム幅中央部をそのフィルム送行方向に中央スリットラインに沿ってスリットして形成される開口部とを備える一単位の矩形平坦状袋体が多面付けされたウエブ状製袋フィルムを、送行供給させる送りロール部とをこの順に備え、該送りロール部間に前記側部シール部の長手方向の両端部に略Vの字形状の両端切欠部と中央部に略菱形(◇)状の中央打抜部とをカッティング形成して袋体コーナー相当部を形成するコーナーカッティング手段と、送りロール部のフィルム送行下流側に該側部シール部を長手方向に沿う中央カッティングラインに沿って二つに分断してウエブ状製袋フィルムを一単位毎の矩形平坦状袋体にカッティングする打抜手段とを備えた製袋用インラインカッティング装置であって、 前記袋体コーナー相当部を形成するコーナーカッティング手段は、側部シール部の長手方向両端部をそれぞれ略Vの字形状にその切欠先端角部が中央カッティングライン上にあるように切欠カッティングして袋体コーナー相当部を形成するセットのプレス雄型部と雌型部とからなるプレス剪断切り欠き方式による両端一対の略Vの字形状の切欠刃を有する切欠カッティング手段と、側部シール部の長手方向中央部を略菱形(◇)状にその打抜先端角部が中央カッティングライン上にあるように打ち抜きカッティングして袋体コーナー相当部を形成するセットのプレス雄型部と雌型部とからなる略菱形(◇)状の打抜刃を有するプレス剪断打ち抜き方式による打抜カッティング手段とを備え、
前記側部シール部を二つに分断する打抜手段は、前記側部シール部の両端を打抜カッティング手段にて打ち抜かれた両端一対の前記切欠部のVの字形閉鎖先端角部と、中央スリットラインと中央カッティングラインの交差する位置にて略菱形(◇)状に打ち抜かれた前記中央打抜部の中央カッティングライン上に対向する一対の角部とに架かるように、該側部シール部をその長手方向に細長い平面視細長矩形状に打ち抜くプレス打ち抜き用の剪断辺を有する細長矩形状の一組のプレス雄型部と雌型部とからなるプレス剪断打ち抜き方式による打抜手段であることを特徴とする製袋インラインカッティング装置。
【請求項5】
前記切欠カッティング手段の一対の略Vの字形状の切欠刃の互いに側部シール部長手方向に向かって相対する一対のVの字形状の閉鎖先端角部、又は/及び前記打抜カッティング手段の略菱形(◇)状の打抜刃の互いに側部シール部長手方向に向かって相対する一対の角部は、角面取り形状、角丸形状であることを特徴とする請求項4記載の製袋インラインカッティング装置。
【請求項6】
コーナーカッティング手段を構成する前記打抜カッティング手段の略菱形(◇)状の打抜刃Cz1の互いに側部シール部長手方向に向かって相対する一対の角部と、前記切欠カッティング手段の一対の略Vの字形状の切欠刃の互いに側部シール部長手方向に向かって相対する一対のVの字形状の閉鎖先端角部とは、側部シール部の中央カッティングライン上において、側部シール部にそれぞれ打抜部と切欠部を形成することを特徴とする請求項4又は5記載の製袋インラインカッティング装置。
【請求項7】
前記打抜カッティング手段の略菱(◇)形状の打抜刃の互いに側部シール部長手方向に向かって相対する一対のVの字形状角部のVの字開放側の形状が、製袋コーナー相当部を形成するための互いに線対称に内側に向けて突出する円形、湾曲形、又は直線形状であって、形成される各々コーナーが、角丸形状となるか、又は角面取り(傾斜直線)形状となることを特徴とする請求項4乃至6のいずれか1項記載の製袋インラインカッティング装置。
【請求項8】
前記切欠カッティング手段の一対の略Vの字形状の切欠刃は、その互いに側部シール部長手方向に向かって相対する一対のVの字形状のVの字開放側の形状が、製袋コーナー相当部を形成するための互いに線対称に内側に向けて突出する円形、湾曲形、又は直線形状であって、形成される各々コーナーが角丸形状となるか又は角面取り(傾斜直線)形状であることを特徴とする請求項4乃至7のいずれか1項記載の製袋インラインカッティング装置。
【請求項9】
前記打抜手段は、前記フィルム長手方向に移動可動な可動式であり、前記側部シール部をプレス剪断打ち抜き方式により平面視細長矩形状に打ち抜く前記打抜手段の一組のプレス雄型部と雌型部のうち、雄型部はフィルム送行方向の幅を各種サイズに交換可能であり、雌型部はフィルム送行方向の幅を雄型部のサイズに対応した各種サイズに変更可能であることを特徴とする請求項4乃至8のいずれか1項記載の製袋インラインカッティング装置。
【請求項10】
前記打抜手段は、前記装置の製袋加工ラインに対して、取付け取外し可能であることを特徴とする請求項4乃至9のいずれか1項記載の製袋インラインカッティング装置。
【請求項1】
熱接着性の内面層を有する複数層フィルムを重ね合わせ、その長手方向に間欠的に送り、前記フィルムの間欠送り毎に、ヒーターを内蔵したヒートシールバーにて所望ピッチ毎にヒートシールを行って形成された多面付け袋体フィルムを、そのヒートシール個所にてスリット刃及び断裁刃により切断して連続的に各単一毎の袋体を製造する製袋インラインカッティング方法において、送り方向のスリット刃による長手方向切断後に配置されたコーナーカット打抜刃を備えたコーナー打抜手段によりコーナーカット打抜きを行い、コーナーカット打抜き後に配置された前記フィルム送り方向に対して垂直方向を長手方向とし且つ該フィルム幅より長い細長矩形状の剪断打抜刃を備えた打抜手段により、前記コーナーカット打抜き個所を結ぶ断裁線を中心線としてカッティングして各単一毎の袋体を製造することを特徴とする製袋インラインカッティング方法。
【請求項2】
前記打抜手段の細長矩形状の剪断打抜刃が、一対の昇降プレス雄型部と、固定雌型部とからなるプレス剪断打抜方式であることを特徴とする請求項1記載の製袋インラインカッティング方法。
【請求項3】
前記打抜手段は、前記フィルム長手方向に移動可動な可動式であり、前記側部シール部をプレス剪断打ち抜き方式により平面視細長矩形状に打ち抜く前記打抜手段の一組のプレス雄型部と雌型部のうち、雄型部はフィルム送行方向の幅を各種サイズに交換可能であり、雌型部はフィルム送行方向の幅を雄型部のサイズに対応した各種サイズに変更可能であることを特徴とする請求項1又は2記載の製袋インラインカッティング方法。
【請求項4】
送行するウエブ状二枚重ねフィルムの重ね合わせ内面を、そのフィルム幅方向両端部に沿ってヒートシールして形成した底部シール部と、該フィルム送行方向に対し直交方向に等間隔にヒートシールして形成した側部シール部と、該フィルム幅中央部をそのフィルム送行方向に中央スリットラインに沿ってスリットして形成される開口部とを備える一単位の矩形平坦状袋体が多面付けされたウエブ状製袋フィルムを、送行供給させる送りロール部とをこの順に備え、該送りロール部間に前記側部シール部の長手方向の両端部に略Vの字形状の両端切欠部と中央部に略菱形(◇)状の中央打抜部とをカッティング形成して袋体コーナー相当部を形成するコーナーカッティング手段と、送りロール部のフィルム送行下流側に該側部シール部を長手方向に沿う中央カッティングラインに沿って二つに分断してウエブ状製袋フィルムを一単位毎の矩形平坦状袋体にカッティングする打抜手段とを備えた製袋用インラインカッティング装置であって、 前記袋体コーナー相当部を形成するコーナーカッティング手段は、側部シール部の長手方向両端部をそれぞれ略Vの字形状にその切欠先端角部が中央カッティングライン上にあるように切欠カッティングして袋体コーナー相当部を形成するセットのプレス雄型部と雌型部とからなるプレス剪断切り欠き方式による両端一対の略Vの字形状の切欠刃を有する切欠カッティング手段と、側部シール部の長手方向中央部を略菱形(◇)状にその打抜先端角部が中央カッティングライン上にあるように打ち抜きカッティングして袋体コーナー相当部を形成するセットのプレス雄型部と雌型部とからなる略菱形(◇)状の打抜刃を有するプレス剪断打ち抜き方式による打抜カッティング手段とを備え、
前記側部シール部を二つに分断する打抜手段は、前記側部シール部の両端を打抜カッティング手段にて打ち抜かれた両端一対の前記切欠部のVの字形閉鎖先端角部と、中央スリットラインと中央カッティングラインの交差する位置にて略菱形(◇)状に打ち抜かれた前記中央打抜部の中央カッティングライン上に対向する一対の角部とに架かるように、該側部シール部をその長手方向に細長い平面視細長矩形状に打ち抜くプレス打ち抜き用の剪断辺を有する細長矩形状の一組のプレス雄型部と雌型部とからなるプレス剪断打ち抜き方式による打抜手段であることを特徴とする製袋インラインカッティング装置。
【請求項5】
前記切欠カッティング手段の一対の略Vの字形状の切欠刃の互いに側部シール部長手方向に向かって相対する一対のVの字形状の閉鎖先端角部、又は/及び前記打抜カッティング手段の略菱形(◇)状の打抜刃の互いに側部シール部長手方向に向かって相対する一対の角部は、角面取り形状、角丸形状であることを特徴とする請求項4記載の製袋インラインカッティング装置。
【請求項6】
コーナーカッティング手段を構成する前記打抜カッティング手段の略菱形(◇)状の打抜刃Cz1の互いに側部シール部長手方向に向かって相対する一対の角部と、前記切欠カッティング手段の一対の略Vの字形状の切欠刃の互いに側部シール部長手方向に向かって相対する一対のVの字形状の閉鎖先端角部とは、側部シール部の中央カッティングライン上において、側部シール部にそれぞれ打抜部と切欠部を形成することを特徴とする請求項4又は5記載の製袋インラインカッティング装置。
【請求項7】
前記打抜カッティング手段の略菱(◇)形状の打抜刃の互いに側部シール部長手方向に向かって相対する一対のVの字形状角部のVの字開放側の形状が、製袋コーナー相当部を形成するための互いに線対称に内側に向けて突出する円形、湾曲形、又は直線形状であって、形成される各々コーナーが、角丸形状となるか、又は角面取り(傾斜直線)形状となることを特徴とする請求項4乃至6のいずれか1項記載の製袋インラインカッティング装置。
【請求項8】
前記切欠カッティング手段の一対の略Vの字形状の切欠刃は、その互いに側部シール部長手方向に向かって相対する一対のVの字形状のVの字開放側の形状が、製袋コーナー相当部を形成するための互いに線対称に内側に向けて突出する円形、湾曲形、又は直線形状であって、形成される各々コーナーが角丸形状となるか又は角面取り(傾斜直線)形状であることを特徴とする請求項4乃至7のいずれか1項記載の製袋インラインカッティング装置。
【請求項9】
前記打抜手段は、前記フィルム長手方向に移動可動な可動式であり、前記側部シール部をプレス剪断打ち抜き方式により平面視細長矩形状に打ち抜く前記打抜手段の一組のプレス雄型部と雌型部のうち、雄型部はフィルム送行方向の幅を各種サイズに交換可能であり、雌型部はフィルム送行方向の幅を雄型部のサイズに対応した各種サイズに変更可能であることを特徴とする請求項4乃至8のいずれか1項記載の製袋インラインカッティング装置。
【請求項10】
前記打抜手段は、前記装置の製袋加工ラインに対して、取付け取外し可能であることを特徴とする請求項4乃至9のいずれか1項記載の製袋インラインカッティング装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−56837(P2011−56837A)
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願番号】特願2009−210340(P2009−210340)
【出願日】平成21年9月11日(2009.9.11)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願日】平成21年9月11日(2009.9.11)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]