
製袋充填装置
【課題】被充填物の充填時間を短くでき、ティーバッグ等の包装体の製造速度を上げることができる製袋充填装置を提供する。
【解決手段】回転体47の外周面には貯留部としての収容凹部63が4つ形成され、これらの収容凹部63は略90°間隔で配置されている。計量ユニット11から排出された茶葉T1は投入ユニット21の開口部67を通り、受取ポジションPrに位置する収容凹部63aに一時的に貯留されて塊状になる。回転体47は水平軸41を中心に反時計回りの方向へ回転する。収容凹部63aに貯留された茶葉T1は回転体47の回転により垂直壁65に押され、かつ周壁71によって飛び出しが抑制されながら移送され、投入ポジションPtに位置したところで、回転体47の回転力によって自然落下速度よりも速い速度で充填部Bjに向かって投入される。
【解決手段】回転体47の外周面には貯留部としての収容凹部63が4つ形成され、これらの収容凹部63は略90°間隔で配置されている。計量ユニット11から排出された茶葉T1は投入ユニット21の開口部67を通り、受取ポジションPrに位置する収容凹部63aに一時的に貯留されて塊状になる。回転体47は水平軸41を中心に反時計回りの方向へ回転する。収容凹部63aに貯留された茶葉T1は回転体47の回転により垂直壁65に押され、かつ周壁71によって飛び出しが抑制されながら移送され、投入ポジションPtに位置したところで、回転体47の回転力によって自然落下速度よりも速い速度で充填部Bjに向かって投入される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ティーバッグなどのように、超音波シール方式等で袋を作製しながら同時に茶葉等の被充填物を充填して包装体を製造する製袋充填装置に関するものである。
【背景技術】
【0002】
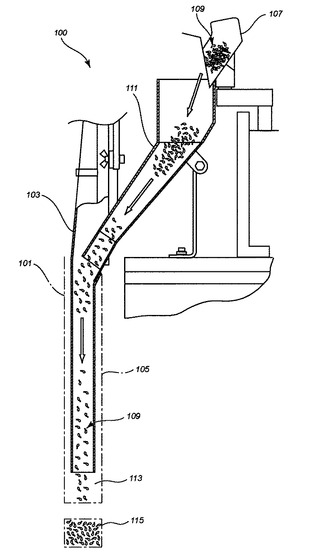
製袋充填装置としては、例えば特許文献1に記載されたものがある。この製袋充填装置100では、図6に示すように連続したシート状の包装材101が縦方向へ送られながらシュート部材103にガイドされて重ね合わせられ、包装材101の両端部105が縦シールされて筒状にされる。そして、計量装置107によって計量された茶葉等の被充填物109がホッパ111、シュート部材103内を自然落下して包装材の充填部113に充填され、その前後で筒状の包装材101が横シールされて、三辺がシールされた袋状の包装体115が順次製造されていく。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−150071号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の製袋充填装置100では、被充填物109を自然落下させているため被充填物109の形状等によって落下速度が異なる。従って、被充填物109を一気に充填することができず、被充填物109が計量装置107から排出されて包装材の充填部113に完全に充填されるまでの時間(以下、この時間を充填時間という)がどうしても長くなってしまう。
【0005】
包装材101を袋状に成形するための横シールを行う間隔を上記した充填時間よりも短くすることは可能であるが、被充填物109の充填時間が短くならない限り、結局、横シールを行う間隔を短く設定することができず包装体115の製造速度を上げることができないという問題がある。
【0006】
本発明は上記従来の問題点に着目して為されたものであり、被充填物の充填時間を短くでき、ティーバッグ等の包装体の製造速度を上げることができる製袋充填装置を提供することを、その目的とする。
【課題を解決するための手段】
【0007】
本発明は上記課題を解決するためになされたものであり、請求項1の発明は、連続したシート状の包装材を縦方向へ送りながら重ね合わせる包装材送り手段と、前記包装材送り手段によって送られる包装材の両端側に縦シールを行って縦シール部を形成する縦シール手段と、前記縦シール部が形成された包装材の充填部を挟む上下部分に横シールを行って上側の横シール部と下側の横シール部を形成する横シール手段と、前記充填部の上側に備えられ前記充填部に充填される粉粒状の被充填物を計量して排出する計量手段と、前記計量手段から排出された被充填物を前記充填部へガイドするシュート部材とを備える製袋充填装置において、
前記計量手段と前記充填部との間には前記計量手段によって計量された被充填物を自然落下速度よりも速い速度で前記充填部へ投入する強制投入手段を有する充填手段を備えたことを特徴とする製袋充填装置である。
【0008】
請求項2の発明は、請求項1に記載した製袋充填装置において、
強制投入手段には、計量手段によって計量された被充填物を投入する前に一時的に貯留して塊状にする貯留部が設けられていることを特徴とする製袋充填装置である。
【0009】
請求項3の発明は、請求項2に記載した製袋充填装置において、
強制投入手段は水平軸を中心に回転する回転体を有し、貯留部は前記回転体の外周面に設けられ、前記回転体が回転して前記貯留部に貯留された被充填物を充填部へ投入することを特徴とする製袋充填装置である。
【0010】
請求項4の発明は、請求項3に記載した製袋充填装置において、
回転体は回転軸心方向に厚みを有する円盤形状を為し、前記回転体の外周面には複数の貯留部が設けられ、被充填物を貯留している貯留部が前記被充填物を充填部へ投入する位置である投入ポジションに移動すると同時に、前記投入ポジションに移動する貯留部の次に被充填物の投入を行う貯留部が計量手段から排出される被充填物を受け取る位置である受取ポジションに移動することを特徴とする製袋充填装置である。
【0011】
請求項5の発明は、請求項1から4のいずれかに記載した製袋充填装置において、
充填手段が複数設けられ、前記複数の充填手段が1つのシュート部材を介して、被充填物の充填部への充填を順次行うことを特徴とする製袋充填装置である。
【発明の効果】
【0012】
本発明の製袋充填装置によれば、被充填物の充填時間を短くでき、ティーバッグ等の包装体の製造速度を上げることができる。従って、包装体の製造能率を向上させることができるようになる。
【図面の簡単な説明】
【0013】
【図1】本発明の実施の形態に係る製袋充填装置の正面図である。
【図2】図1の製袋充填装置の充填手段としての投入ユニットの側面図である。
【図3】図2の投入ユニットの主要部の斜視図である。
【図4】投入ユニットの主要部の分解斜視図である。
【図5】投入ユニットの動作を説明するための図である。
【図6】従来の製袋充填装置を説明するための図である。
【発明を実施するための形態】
【0014】
本発明の実施の形態に係る製袋充填装置1を図面にしたがって説明する。
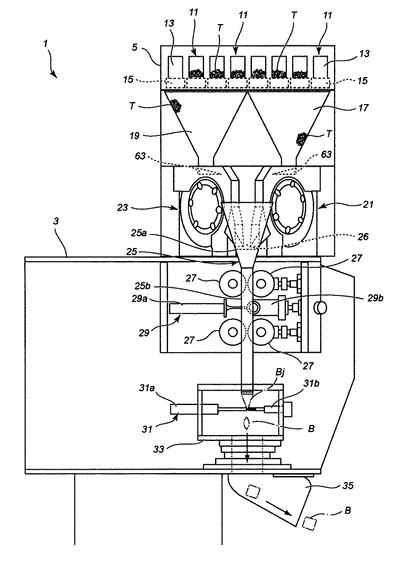
図1において符号3は装置本体を示し、この装置本体3の上方には計量手段としての計量装置5が備えられている。計量装置5は並設された8つの計量ユニット11を有しており、各計量ユニット11は計量ホッパ13と、計量ホッパ13に投入された粉粒状の被充填物としての茶葉Tを計量するロードセル15とから成っている。
【0015】
計量装置5の下側には漏斗型の搬送ホッパ17、19が2つ設けられている。図1において搬送ホッパ17は8つの計量ユニット11のうち右側の4つの計量ユニット11に対応して配置されており、また搬送ホッパ19は8つの計量ユニット11のうち左側の4つの計量ユニット11に対応して配置されている。
搬送ホッパ17、19の下側には、後で詳細に説明する充填手段としての投入ユニット21、23がそれぞれ備えられており、これらの投入ユニット21、23は後述する包装材Sの充填部Bjの上方に位置している。
また、搬送ホッパ17、19の下側には縦方向に延びるシュート部材としての投入シュート25が備えられている。
【0016】
投入シュート25はホッパ部25aと、このホッパ部25aの下端から直線状に延びるストレート部25bとから構成されている。ホッパ部25aの背面には切り欠き26が形成されている。
投入シュート25の外周面は包装材Sを筒状に案内するための案内面となっている。包装材Sはナイロン製不織布、ポリエチレン繊維製不織布等の熱溶着可能なものが適用される。
【0017】
投入シュート25のストレート部25bの近傍には、4つの対向ローラ27が備えられ、対向ローラ27は対向する2つを一組として上下二組が投入シュート25の背面側に配置されている。これら2組の対向ローラ対27によって包装材送り手段が構成されている。
二組の対向ローラ対27の上下方向の間には縦シール手段としての超音波シール装置29が備えられている。超音波シール装置29は超音波ホーン29aとこれに対向して配置された受けロール部29bとによって構成されている。
【0018】
投入シュート25の下方には、横シール手段としての超音波シール装置31が配置されている。超音波シール装置31は、超音波ホーン31aとこれに対向して配置された受けロール部31bとによって構成されている。
超音波シール装置31は、装置本体3に固定された枠部材33に、紙面厚み方向(投入シュート25の軸方向と直交する方向)に往復移動可能に支持されている。
装置本体3の下側には排出シュート35が備えられている。
【0019】
充填手段としての投入ユニット21、23の詳細な構成を図2から図4にしたがって説明する。
投入ユニット21、23は、互いに同様の構成を有しているので、投入ユニット21の構成について説明し、投入ユニット23の構成については同様の構成部分に同じ符号を付すことで説明を省略する。
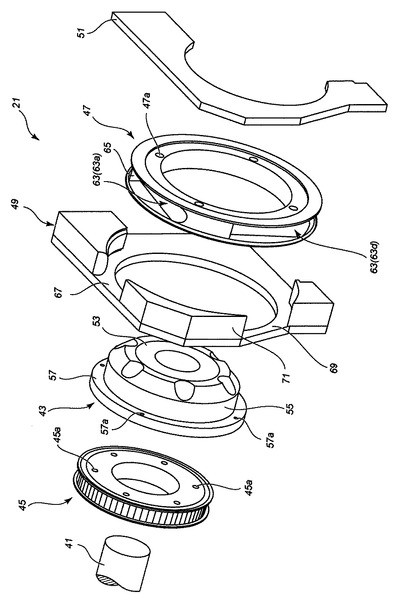
投入ユニット21は回転ベース43、プーリ45、回転体47、ケース49、カバー51、モータ77、プーリ79、タイミングベルト81及びガイドシュート73から構成されている。
【0020】
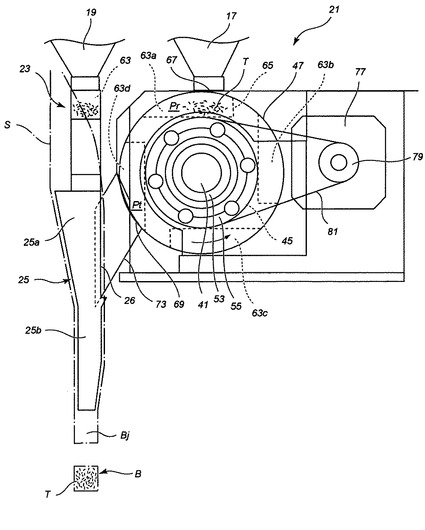
図2に示すように回転ベース43は、装置本体3に固定された水平軸41に挿通して固定される固定部53と、この固定部53との間にベアリング構造を介して設けられた回転部55とを有している。回転部55は回転体47を固定するためのフランジ部57を有しており、このフランジ部57には複数のネジ挿通穴57aが形成されている(図4参照)。
回転体47は回転軸心方向に厚みを有する円盤形状を為しており、この回転体47には回転部55に嵌まる穴部が形成されている。また回転体47には複数のネジ挿通穴47aが形成されており、回転体47はネジ挿通穴47a、57aを介して図示しないネジによって回転部55に一体に固定されている。
【0021】
回転体47の外周面には貯留部としての収容凹部63が4つ形成されており、これらの収容凹部63は略90°間隔で配置されている。各収容凹部63は、図2に示すように、搬送ホッパ17に対する受取ポジションPrに位置した状態で水平方向に延びる形状を有している。また、回転方向後端側に垂直壁65を有し、前端側は開放された形状を有している。
4つの収容凹部63については、各収容凹部63を区別するため、便宜的に受取ポジションPrに位置するものから時計回りの方向へ行くにしたがって63a、63b、63c、63dを付すこととする。
収容凹部63dの位置するところが投入ポジションPtとなっている。
上記投入ポジションPtとは、後述するように茶葉Tを貯留している収容凹部63がその茶葉Tを充填部Bjへ投入する位置である。また、上記受取ポジションPrとは、後述するように投入ポジションPtに移動する収容凹部63の次に茶葉Tの投入を行う収容凹部63が計量装置5から排出される茶葉Tを受け取る位置である。
【0022】
プーリ45には複数のネジ挿通穴45aが形成されており、このプーリ45はネジ挿通穴45aと回転ベース43の回転部55に形成された図示しないネジ挿通穴を介してネジによって回転部55に一体に固定されている。
モータ77は装置本体3に固定されており、このモータ77は図示しない制御手段によって間欠的に動作するように制御されている。モータ77の駆動軸にはプーリ79が固定されており、このプーリ79と上記したプーリ45とにはタイミングベルト81が掛け渡されている。
強制投入手段は回転ベース43、プーリ45、回転体47、モータ77、プーリ79、タイミングベルト81及び図示しない制御手段によって構成されている。
【0023】
ケース49は装置本体3の上面に固定されており、このケース49はカバー51と共に回転ベース43と回転体47を収容している。ケース49の上面には開口部67が形成されており、この開口部67は受取ポジションPrに位置する収容凹部63aに対向している。開口部67には搬送ホッパ17の下端部が接続されている。また開口部67から略90°回転した位置には開口部69が形成されており、この開口部69は投入ポジションPtに位置する収容凹部63dに対向している。
開口部67と開口部69との間には周壁71が存在し、この周壁71は回転移送時の収容凹部63の蓋として機能する。
ガイドシュート73は開口部69に接続され(図2参照)、このガイドシュート73は斜め下方向へ延びており、先端部は切り欠き26から投入シュート25内に入り込んでいる。
【0024】
次に、製袋充填装置1の動作について説明する。
ロール状に巻き取られた包装材Sは繰出しホイール(図示せず)に装着され、その始端を繰出して図示しないガイドローラにガイドされ、投入シュート25の外面に沿うように案内される。
連続したシート状の包装材Sは投入シュート25の外面を覆う状態で上側の対向ローラ対27によって縦方向へ送られ、その端部どうしが重ね合わされた状態で保持され筒状となる。
次いで、超音波シール装置29の超音波ホーン29aと受けロール部29bによって包装材Sの両端側が縦シールされて、縦シール部が形成される。
【0025】
筒状になった包装材Sは下側の対向ローラ対27によって送られ、その下端部が投入シュート25の下方における所定位置に来たところで、超音波シール装置31の超音波ホーン31aと受けロール部31bによって横シールされて、下側の横シール部が形成される。
後で詳細に説明するように計量装置5の計量ユニット11から計量された茶葉Tが排出され、この茶葉Tは投入ユニット21、23によって袋状になった包装材Sの充填部Bjに充填される。
【0026】
そして、包装材SがティーバッグBの高さ寸法分のピッチで送られ、超音波シール装置31によって横シールされて、上側の横シール部が形成される。これにより三辺がシールされた袋状のティーバッグBが製造され、このティーバッグBは枠部材33の中央開口部を落下して、装置本体3の下方に設けられた排出シュート35を通って機外に排出される。
なお、上側の横シール部が形成されると共に次袋の下側の横シール部が形成される。
上記した茶葉Tの充填、超音波シール装置31による横シール等の動作が繰り返されて、ティーバッグBが順次製造されていく。
【0027】
投入ユニット21、23の詳細な動作について説明する。
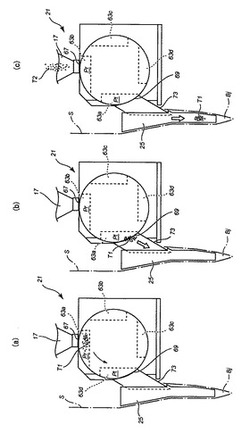
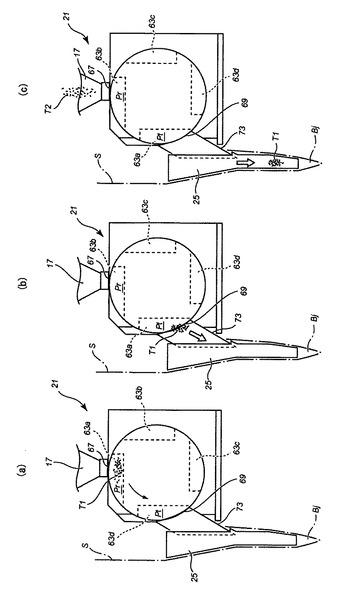
搬送ホッパ17の上方にある計量ユニット11の図示しない開閉扉が開放される。計量ホッパ13からロードセル15によって計量された茶葉T1が排出されて、搬送ホッパ17に落下する。茶葉T1は投入ユニット21の開口部67を通り、図5(a)に示すように受取ポジションPrに位置する収容凹部63aに一時的に貯留されて塊状になる。即ち、投入ポジションPrに位置する収容凹部63aは計量ホッパ13から排出された茶葉T1を受け取る。
モータ77が動作し、このモータ77の回転力がタイミングベルト81、回転ベース43等を介して回転体47に伝達されて、回転体47は水平軸41を中心に図5において反時計回りの方向へ回転する。
【0028】
収容凹部63aに貯留された茶葉T1は回転体47の回転により垂直壁65に押され、かつ周壁71によって飛び出しが抑制されながら移送されて、図5(b)に示すように投入ポジションPtに移動したところで、回転体47の回転力によって自然落下速度よりも速い速度で充填部Bjに向かって投入される。即ち、茶葉T1を貯留している収容凹部63aは、投入ポジションPtに移動してその茶葉T1を充填部Bjへ投入する。
投入された茶葉T1はガイドシュート73、投入シュート25によってガイドされ、図5(c)に示すように塊状のまま投入シュート25を通過して、前述したように袋状になった包装材Sの充填部Bjに充填される。
このように収容凹部63aに貯留された茶葉T1は、塊状のまま充填部Bjに一気に充填されるので、超音波シール装置31による横シール時に茶葉Tが噛み込んでしまうのを確実に防止できる。
【0029】
また、回転体47の回転によって収容凹部63aが投入ポジションPtに移動すると同時に、収容凹部63aの次に茶葉の投入を行う収容凹部63bが受取ポジションPrに移動する。
搬送ホッパ17の上方にある計量ユニット11から次の茶葉T2が排出され、この茶葉T2は茶葉T1と同様に受取ポジションPrに位置する収容凹部63bに一時的に貯留されて塊状になる。茶葉T2は回転体47の回転により移送され、投入ポジションPtに位置したところで、回転体47の回転力によって自然落下速度よりも速い速度で充填部Bjに向かって投入される。
上記と同様の動作が繰り返されて、茶葉Tが次々と充填部Bjへ投入される。即ち投入ユニット21の回転体47は略90°ずつ、間欠的に回転して茶葉Tを次々に充填部Bjへ投入する。
【0030】
投入ユニット23は上記した投入ユニット21と同様に茶葉Tを次々に充填部Bjへ投入するが、投入ユニット23が茶葉Tを投入するタイミングは、投入ユニット21が茶葉Tを投入するタイミングの間隔の間に設定されている。従って、投入ユニット21と投入ユニット23は一つの投入シュート25を介して、茶葉Tの充填部Bjへの投入を交互に行う。
【0031】
前述したように収容凹部63に貯留された茶葉Tは回転体47の回転により移送され、投入ポジションPtに位置したところで、回転体47の回転力によって自然落下速度よりも速い速度で充填部Bjに向かって投入される。しかも茶葉Tは塊状のまま充填部Bjに一気に充填される。従って、茶葉Tが計量装置5から排出されて包装材Sの充填部Bjに完全に充填されるまでの時間、即ち充填時間を従来に比べて短くすることができる。
【0032】
このように充填時間を短くすることができるので、超音波シール装置31の横シールを行う間隔を最大限短く設定して、ティーバッグBの製造速度を上げることができる。従って、ティーバッグBの製造能率を向上させることができるようになる。
【0033】
前述したように回転体47の外周面には収容凹部63が4つ形成されおり、これらの収容凹部63は略90°間隔で配置されている。回転体47の回転によって収容凹部63が投入ポジションPtに位置すると同時に、次に茶葉の投入を行う収容凹部63が受取ポジションPrに位置する。これにより回転体47が茶葉Tを投入してから次の茶葉Tを貯留可能な状態になるまでの待ち時間が発生しないので、茶葉Tを投入する間隔を短くすることが可能である。
【0034】
また、投入ユニット21と投入ユニット23は一つの投入シュート25を介して、茶葉Tの充填部Bjへの投入を交互に行うので、充填部Bjに対し非常に短い間隔で茶葉Tの投入を行うことができる。
なお、投入ユニット21、23の回転体47を逆回転させると、収容凹部63に貯留された茶葉Tが、投入ユニット21、23の下方に設けられた図示しない排出シュートを通って排出される。
【0035】
以上、本発明の実施の形態について詳述してきたが、具体的構成は、この実施の形態に限られるものではなく、本発明の要旨を逸脱しない範囲における設計の変更などがあっても発明に含まれる。
上記実施の形態では、強制投入手段を回転ベース43、回転体47、モータ77等よって構成し、貯留部を収容凹部63によって構成したが、例えば強制投入手段をピストンによって構成し、貯留部をシリンダによって構成してもよい。この場合には茶葉Tをシリンダに一時的に貯留して、この茶葉Tをピストンによって自然落下速度よりも速い速度で充填部Bjへ投入する。
上記実施の形態では、収容凹部63を4つ形成したが、収容凹部63を3つ以下又は5つ以上形成してもよい。
上記実施の形態では、投入ユニットを2つ設けたが、投入ユニットを1つまたは3つ以上設けてもよい。
上記実施の形態では、被充填物を茶葉TとしてティーバッグBを製造したが、例えば被充填物を鰹の削り節として鰹の削り節パックを製造してもよい。
【産業上の利用可能性】
【0036】
本発明は、ティーバッグ等の包装体を製造する製袋充填装置の製造業に利用可能である。
【符号の説明】
【0037】
1…製袋充填装置 3…装置本体 5…計量装置
11…計量ユニット 13…計量ホッパ 15…ロードセル
17、19…搬送ホッパ 21、23…投入ユニット
25…投入シュート 26…切り欠き 27…対向ローラ
29…超音波シール装置 31…超音波シール装置
33…枠部材 35…排出シュート
41…水平軸 43…回転ベース 45…プーリ
47…回転体 49…ケース 51…カバー
53…固定部 55…回転部 57…フランジ部
63(63a〜63d)…収容凹部 65…垂直壁
67、69…開口部 71…周壁 73…ガイドシュート
77…モータ 79…プーリ 81…タイミングベルト
T、T1、T2…茶葉 S…包装材 Pr…受取ポジション
Pt…投入ポジション Bj…充填部 B…ティーバッグ
【技術分野】
【0001】
本発明は、ティーバッグなどのように、超音波シール方式等で袋を作製しながら同時に茶葉等の被充填物を充填して包装体を製造する製袋充填装置に関するものである。
【背景技術】
【0002】
製袋充填装置としては、例えば特許文献1に記載されたものがある。この製袋充填装置100では、図6に示すように連続したシート状の包装材101が縦方向へ送られながらシュート部材103にガイドされて重ね合わせられ、包装材101の両端部105が縦シールされて筒状にされる。そして、計量装置107によって計量された茶葉等の被充填物109がホッパ111、シュート部材103内を自然落下して包装材の充填部113に充填され、その前後で筒状の包装材101が横シールされて、三辺がシールされた袋状の包装体115が順次製造されていく。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−150071号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の製袋充填装置100では、被充填物109を自然落下させているため被充填物109の形状等によって落下速度が異なる。従って、被充填物109を一気に充填することができず、被充填物109が計量装置107から排出されて包装材の充填部113に完全に充填されるまでの時間(以下、この時間を充填時間という)がどうしても長くなってしまう。
【0005】
包装材101を袋状に成形するための横シールを行う間隔を上記した充填時間よりも短くすることは可能であるが、被充填物109の充填時間が短くならない限り、結局、横シールを行う間隔を短く設定することができず包装体115の製造速度を上げることができないという問題がある。
【0006】
本発明は上記従来の問題点に着目して為されたものであり、被充填物の充填時間を短くでき、ティーバッグ等の包装体の製造速度を上げることができる製袋充填装置を提供することを、その目的とする。
【課題を解決するための手段】
【0007】
本発明は上記課題を解決するためになされたものであり、請求項1の発明は、連続したシート状の包装材を縦方向へ送りながら重ね合わせる包装材送り手段と、前記包装材送り手段によって送られる包装材の両端側に縦シールを行って縦シール部を形成する縦シール手段と、前記縦シール部が形成された包装材の充填部を挟む上下部分に横シールを行って上側の横シール部と下側の横シール部を形成する横シール手段と、前記充填部の上側に備えられ前記充填部に充填される粉粒状の被充填物を計量して排出する計量手段と、前記計量手段から排出された被充填物を前記充填部へガイドするシュート部材とを備える製袋充填装置において、
前記計量手段と前記充填部との間には前記計量手段によって計量された被充填物を自然落下速度よりも速い速度で前記充填部へ投入する強制投入手段を有する充填手段を備えたことを特徴とする製袋充填装置である。
【0008】
請求項2の発明は、請求項1に記載した製袋充填装置において、
強制投入手段には、計量手段によって計量された被充填物を投入する前に一時的に貯留して塊状にする貯留部が設けられていることを特徴とする製袋充填装置である。
【0009】
請求項3の発明は、請求項2に記載した製袋充填装置において、
強制投入手段は水平軸を中心に回転する回転体を有し、貯留部は前記回転体の外周面に設けられ、前記回転体が回転して前記貯留部に貯留された被充填物を充填部へ投入することを特徴とする製袋充填装置である。
【0010】
請求項4の発明は、請求項3に記載した製袋充填装置において、
回転体は回転軸心方向に厚みを有する円盤形状を為し、前記回転体の外周面には複数の貯留部が設けられ、被充填物を貯留している貯留部が前記被充填物を充填部へ投入する位置である投入ポジションに移動すると同時に、前記投入ポジションに移動する貯留部の次に被充填物の投入を行う貯留部が計量手段から排出される被充填物を受け取る位置である受取ポジションに移動することを特徴とする製袋充填装置である。
【0011】
請求項5の発明は、請求項1から4のいずれかに記載した製袋充填装置において、
充填手段が複数設けられ、前記複数の充填手段が1つのシュート部材を介して、被充填物の充填部への充填を順次行うことを特徴とする製袋充填装置である。
【発明の効果】
【0012】
本発明の製袋充填装置によれば、被充填物の充填時間を短くでき、ティーバッグ等の包装体の製造速度を上げることができる。従って、包装体の製造能率を向上させることができるようになる。
【図面の簡単な説明】
【0013】
【図1】本発明の実施の形態に係る製袋充填装置の正面図である。
【図2】図1の製袋充填装置の充填手段としての投入ユニットの側面図である。
【図3】図2の投入ユニットの主要部の斜視図である。
【図4】投入ユニットの主要部の分解斜視図である。
【図5】投入ユニットの動作を説明するための図である。
【図6】従来の製袋充填装置を説明するための図である。
【発明を実施するための形態】
【0014】
本発明の実施の形態に係る製袋充填装置1を図面にしたがって説明する。
図1において符号3は装置本体を示し、この装置本体3の上方には計量手段としての計量装置5が備えられている。計量装置5は並設された8つの計量ユニット11を有しており、各計量ユニット11は計量ホッパ13と、計量ホッパ13に投入された粉粒状の被充填物としての茶葉Tを計量するロードセル15とから成っている。
【0015】
計量装置5の下側には漏斗型の搬送ホッパ17、19が2つ設けられている。図1において搬送ホッパ17は8つの計量ユニット11のうち右側の4つの計量ユニット11に対応して配置されており、また搬送ホッパ19は8つの計量ユニット11のうち左側の4つの計量ユニット11に対応して配置されている。
搬送ホッパ17、19の下側には、後で詳細に説明する充填手段としての投入ユニット21、23がそれぞれ備えられており、これらの投入ユニット21、23は後述する包装材Sの充填部Bjの上方に位置している。
また、搬送ホッパ17、19の下側には縦方向に延びるシュート部材としての投入シュート25が備えられている。
【0016】
投入シュート25はホッパ部25aと、このホッパ部25aの下端から直線状に延びるストレート部25bとから構成されている。ホッパ部25aの背面には切り欠き26が形成されている。
投入シュート25の外周面は包装材Sを筒状に案内するための案内面となっている。包装材Sはナイロン製不織布、ポリエチレン繊維製不織布等の熱溶着可能なものが適用される。
【0017】
投入シュート25のストレート部25bの近傍には、4つの対向ローラ27が備えられ、対向ローラ27は対向する2つを一組として上下二組が投入シュート25の背面側に配置されている。これら2組の対向ローラ対27によって包装材送り手段が構成されている。
二組の対向ローラ対27の上下方向の間には縦シール手段としての超音波シール装置29が備えられている。超音波シール装置29は超音波ホーン29aとこれに対向して配置された受けロール部29bとによって構成されている。
【0018】
投入シュート25の下方には、横シール手段としての超音波シール装置31が配置されている。超音波シール装置31は、超音波ホーン31aとこれに対向して配置された受けロール部31bとによって構成されている。
超音波シール装置31は、装置本体3に固定された枠部材33に、紙面厚み方向(投入シュート25の軸方向と直交する方向)に往復移動可能に支持されている。
装置本体3の下側には排出シュート35が備えられている。
【0019】
充填手段としての投入ユニット21、23の詳細な構成を図2から図4にしたがって説明する。
投入ユニット21、23は、互いに同様の構成を有しているので、投入ユニット21の構成について説明し、投入ユニット23の構成については同様の構成部分に同じ符号を付すことで説明を省略する。
投入ユニット21は回転ベース43、プーリ45、回転体47、ケース49、カバー51、モータ77、プーリ79、タイミングベルト81及びガイドシュート73から構成されている。
【0020】
図2に示すように回転ベース43は、装置本体3に固定された水平軸41に挿通して固定される固定部53と、この固定部53との間にベアリング構造を介して設けられた回転部55とを有している。回転部55は回転体47を固定するためのフランジ部57を有しており、このフランジ部57には複数のネジ挿通穴57aが形成されている(図4参照)。
回転体47は回転軸心方向に厚みを有する円盤形状を為しており、この回転体47には回転部55に嵌まる穴部が形成されている。また回転体47には複数のネジ挿通穴47aが形成されており、回転体47はネジ挿通穴47a、57aを介して図示しないネジによって回転部55に一体に固定されている。
【0021】
回転体47の外周面には貯留部としての収容凹部63が4つ形成されており、これらの収容凹部63は略90°間隔で配置されている。各収容凹部63は、図2に示すように、搬送ホッパ17に対する受取ポジションPrに位置した状態で水平方向に延びる形状を有している。また、回転方向後端側に垂直壁65を有し、前端側は開放された形状を有している。
4つの収容凹部63については、各収容凹部63を区別するため、便宜的に受取ポジションPrに位置するものから時計回りの方向へ行くにしたがって63a、63b、63c、63dを付すこととする。
収容凹部63dの位置するところが投入ポジションPtとなっている。
上記投入ポジションPtとは、後述するように茶葉Tを貯留している収容凹部63がその茶葉Tを充填部Bjへ投入する位置である。また、上記受取ポジションPrとは、後述するように投入ポジションPtに移動する収容凹部63の次に茶葉Tの投入を行う収容凹部63が計量装置5から排出される茶葉Tを受け取る位置である。
【0022】
プーリ45には複数のネジ挿通穴45aが形成されており、このプーリ45はネジ挿通穴45aと回転ベース43の回転部55に形成された図示しないネジ挿通穴を介してネジによって回転部55に一体に固定されている。
モータ77は装置本体3に固定されており、このモータ77は図示しない制御手段によって間欠的に動作するように制御されている。モータ77の駆動軸にはプーリ79が固定されており、このプーリ79と上記したプーリ45とにはタイミングベルト81が掛け渡されている。
強制投入手段は回転ベース43、プーリ45、回転体47、モータ77、プーリ79、タイミングベルト81及び図示しない制御手段によって構成されている。
【0023】
ケース49は装置本体3の上面に固定されており、このケース49はカバー51と共に回転ベース43と回転体47を収容している。ケース49の上面には開口部67が形成されており、この開口部67は受取ポジションPrに位置する収容凹部63aに対向している。開口部67には搬送ホッパ17の下端部が接続されている。また開口部67から略90°回転した位置には開口部69が形成されており、この開口部69は投入ポジションPtに位置する収容凹部63dに対向している。
開口部67と開口部69との間には周壁71が存在し、この周壁71は回転移送時の収容凹部63の蓋として機能する。
ガイドシュート73は開口部69に接続され(図2参照)、このガイドシュート73は斜め下方向へ延びており、先端部は切り欠き26から投入シュート25内に入り込んでいる。
【0024】
次に、製袋充填装置1の動作について説明する。
ロール状に巻き取られた包装材Sは繰出しホイール(図示せず)に装着され、その始端を繰出して図示しないガイドローラにガイドされ、投入シュート25の外面に沿うように案内される。
連続したシート状の包装材Sは投入シュート25の外面を覆う状態で上側の対向ローラ対27によって縦方向へ送られ、その端部どうしが重ね合わされた状態で保持され筒状となる。
次いで、超音波シール装置29の超音波ホーン29aと受けロール部29bによって包装材Sの両端側が縦シールされて、縦シール部が形成される。
【0025】
筒状になった包装材Sは下側の対向ローラ対27によって送られ、その下端部が投入シュート25の下方における所定位置に来たところで、超音波シール装置31の超音波ホーン31aと受けロール部31bによって横シールされて、下側の横シール部が形成される。
後で詳細に説明するように計量装置5の計量ユニット11から計量された茶葉Tが排出され、この茶葉Tは投入ユニット21、23によって袋状になった包装材Sの充填部Bjに充填される。
【0026】
そして、包装材SがティーバッグBの高さ寸法分のピッチで送られ、超音波シール装置31によって横シールされて、上側の横シール部が形成される。これにより三辺がシールされた袋状のティーバッグBが製造され、このティーバッグBは枠部材33の中央開口部を落下して、装置本体3の下方に設けられた排出シュート35を通って機外に排出される。
なお、上側の横シール部が形成されると共に次袋の下側の横シール部が形成される。
上記した茶葉Tの充填、超音波シール装置31による横シール等の動作が繰り返されて、ティーバッグBが順次製造されていく。
【0027】
投入ユニット21、23の詳細な動作について説明する。
搬送ホッパ17の上方にある計量ユニット11の図示しない開閉扉が開放される。計量ホッパ13からロードセル15によって計量された茶葉T1が排出されて、搬送ホッパ17に落下する。茶葉T1は投入ユニット21の開口部67を通り、図5(a)に示すように受取ポジションPrに位置する収容凹部63aに一時的に貯留されて塊状になる。即ち、投入ポジションPrに位置する収容凹部63aは計量ホッパ13から排出された茶葉T1を受け取る。
モータ77が動作し、このモータ77の回転力がタイミングベルト81、回転ベース43等を介して回転体47に伝達されて、回転体47は水平軸41を中心に図5において反時計回りの方向へ回転する。
【0028】
収容凹部63aに貯留された茶葉T1は回転体47の回転により垂直壁65に押され、かつ周壁71によって飛び出しが抑制されながら移送されて、図5(b)に示すように投入ポジションPtに移動したところで、回転体47の回転力によって自然落下速度よりも速い速度で充填部Bjに向かって投入される。即ち、茶葉T1を貯留している収容凹部63aは、投入ポジションPtに移動してその茶葉T1を充填部Bjへ投入する。
投入された茶葉T1はガイドシュート73、投入シュート25によってガイドされ、図5(c)に示すように塊状のまま投入シュート25を通過して、前述したように袋状になった包装材Sの充填部Bjに充填される。
このように収容凹部63aに貯留された茶葉T1は、塊状のまま充填部Bjに一気に充填されるので、超音波シール装置31による横シール時に茶葉Tが噛み込んでしまうのを確実に防止できる。
【0029】
また、回転体47の回転によって収容凹部63aが投入ポジションPtに移動すると同時に、収容凹部63aの次に茶葉の投入を行う収容凹部63bが受取ポジションPrに移動する。
搬送ホッパ17の上方にある計量ユニット11から次の茶葉T2が排出され、この茶葉T2は茶葉T1と同様に受取ポジションPrに位置する収容凹部63bに一時的に貯留されて塊状になる。茶葉T2は回転体47の回転により移送され、投入ポジションPtに位置したところで、回転体47の回転力によって自然落下速度よりも速い速度で充填部Bjに向かって投入される。
上記と同様の動作が繰り返されて、茶葉Tが次々と充填部Bjへ投入される。即ち投入ユニット21の回転体47は略90°ずつ、間欠的に回転して茶葉Tを次々に充填部Bjへ投入する。
【0030】
投入ユニット23は上記した投入ユニット21と同様に茶葉Tを次々に充填部Bjへ投入するが、投入ユニット23が茶葉Tを投入するタイミングは、投入ユニット21が茶葉Tを投入するタイミングの間隔の間に設定されている。従って、投入ユニット21と投入ユニット23は一つの投入シュート25を介して、茶葉Tの充填部Bjへの投入を交互に行う。
【0031】
前述したように収容凹部63に貯留された茶葉Tは回転体47の回転により移送され、投入ポジションPtに位置したところで、回転体47の回転力によって自然落下速度よりも速い速度で充填部Bjに向かって投入される。しかも茶葉Tは塊状のまま充填部Bjに一気に充填される。従って、茶葉Tが計量装置5から排出されて包装材Sの充填部Bjに完全に充填されるまでの時間、即ち充填時間を従来に比べて短くすることができる。
【0032】
このように充填時間を短くすることができるので、超音波シール装置31の横シールを行う間隔を最大限短く設定して、ティーバッグBの製造速度を上げることができる。従って、ティーバッグBの製造能率を向上させることができるようになる。
【0033】
前述したように回転体47の外周面には収容凹部63が4つ形成されおり、これらの収容凹部63は略90°間隔で配置されている。回転体47の回転によって収容凹部63が投入ポジションPtに位置すると同時に、次に茶葉の投入を行う収容凹部63が受取ポジションPrに位置する。これにより回転体47が茶葉Tを投入してから次の茶葉Tを貯留可能な状態になるまでの待ち時間が発生しないので、茶葉Tを投入する間隔を短くすることが可能である。
【0034】
また、投入ユニット21と投入ユニット23は一つの投入シュート25を介して、茶葉Tの充填部Bjへの投入を交互に行うので、充填部Bjに対し非常に短い間隔で茶葉Tの投入を行うことができる。
なお、投入ユニット21、23の回転体47を逆回転させると、収容凹部63に貯留された茶葉Tが、投入ユニット21、23の下方に設けられた図示しない排出シュートを通って排出される。
【0035】
以上、本発明の実施の形態について詳述してきたが、具体的構成は、この実施の形態に限られるものではなく、本発明の要旨を逸脱しない範囲における設計の変更などがあっても発明に含まれる。
上記実施の形態では、強制投入手段を回転ベース43、回転体47、モータ77等よって構成し、貯留部を収容凹部63によって構成したが、例えば強制投入手段をピストンによって構成し、貯留部をシリンダによって構成してもよい。この場合には茶葉Tをシリンダに一時的に貯留して、この茶葉Tをピストンによって自然落下速度よりも速い速度で充填部Bjへ投入する。
上記実施の形態では、収容凹部63を4つ形成したが、収容凹部63を3つ以下又は5つ以上形成してもよい。
上記実施の形態では、投入ユニットを2つ設けたが、投入ユニットを1つまたは3つ以上設けてもよい。
上記実施の形態では、被充填物を茶葉TとしてティーバッグBを製造したが、例えば被充填物を鰹の削り節として鰹の削り節パックを製造してもよい。
【産業上の利用可能性】
【0036】
本発明は、ティーバッグ等の包装体を製造する製袋充填装置の製造業に利用可能である。
【符号の説明】
【0037】
1…製袋充填装置 3…装置本体 5…計量装置
11…計量ユニット 13…計量ホッパ 15…ロードセル
17、19…搬送ホッパ 21、23…投入ユニット
25…投入シュート 26…切り欠き 27…対向ローラ
29…超音波シール装置 31…超音波シール装置
33…枠部材 35…排出シュート
41…水平軸 43…回転ベース 45…プーリ
47…回転体 49…ケース 51…カバー
53…固定部 55…回転部 57…フランジ部
63(63a〜63d)…収容凹部 65…垂直壁
67、69…開口部 71…周壁 73…ガイドシュート
77…モータ 79…プーリ 81…タイミングベルト
T、T1、T2…茶葉 S…包装材 Pr…受取ポジション
Pt…投入ポジション Bj…充填部 B…ティーバッグ
【特許請求の範囲】
【請求項1】
連続したシート状の包装材を縦方向へ送りながら重ね合わせる包装材送り手段と、前記包装材送り手段によって送られる包装材の両端側に縦シールを行って縦シール部を形成する縦シール手段と、前記縦シール部が形成された包装材の充填部を挟む上下部分に横シールを行って上側の横シール部と下側の横シール部を形成する横シール手段と、前記充填部の上側に備えられ前記充填部に充填される粉粒状の被充填物を計量して排出する計量手段と、前記計量手段から排出された被充填物を前記充填部へガイドするシュート部材とを備える製袋充填装置において、
前記計量手段と前記充填部との間には前記計量手段によって計量された被充填物を自然落下速度よりも速い速度で前記充填部へ投入する強制投入手段を有する充填手段を備えたことを特徴とする製袋充填装置。
【請求項2】
請求項1に記載した製袋充填装置において、
強制投入手段には、計量手段によって計量された被充填物を投入する前に一時的に貯留して塊状にする貯留部が設けられていることを特徴とする製袋充填装置。
【請求項3】
請求項2に記載した製袋充填装置において、
強制投入手段は水平軸を中心に回転する回転体を有し、貯留部は前記回転体の外周面に設けられ、前記回転体が回転して前記貯留部に貯留された被充填物を充填部へ投入することを特徴とする製袋充填装置。
【請求項4】
請求項3に記載した製袋充填装置において、
回転体は回転軸心方向に厚みを有する円盤形状を為し、前記回転体の外周面には複数の貯留部が設けられ、被充填物を貯留している貯留部が前記被充填物を充填部へ投入する位置である投入ポジションに移動すると同時に、前記投入ポジションに移動する貯留部の次に被充填物の投入を行う貯留部が計量手段から排出される被充填物を受け取る位置である受取ポジションに移動することを特徴とする製袋充填装置。
【請求項5】
請求項1から4のいずれかに記載した製袋充填装置において、
充填手段が複数設けられ、前記複数の充填手段が1つのシュート部材を介して、被充填物の充填部への充填を順次行うことを特徴とする製袋充填装置。
【請求項1】
連続したシート状の包装材を縦方向へ送りながら重ね合わせる包装材送り手段と、前記包装材送り手段によって送られる包装材の両端側に縦シールを行って縦シール部を形成する縦シール手段と、前記縦シール部が形成された包装材の充填部を挟む上下部分に横シールを行って上側の横シール部と下側の横シール部を形成する横シール手段と、前記充填部の上側に備えられ前記充填部に充填される粉粒状の被充填物を計量して排出する計量手段と、前記計量手段から排出された被充填物を前記充填部へガイドするシュート部材とを備える製袋充填装置において、
前記計量手段と前記充填部との間には前記計量手段によって計量された被充填物を自然落下速度よりも速い速度で前記充填部へ投入する強制投入手段を有する充填手段を備えたことを特徴とする製袋充填装置。
【請求項2】
請求項1に記載した製袋充填装置において、
強制投入手段には、計量手段によって計量された被充填物を投入する前に一時的に貯留して塊状にする貯留部が設けられていることを特徴とする製袋充填装置。
【請求項3】
請求項2に記載した製袋充填装置において、
強制投入手段は水平軸を中心に回転する回転体を有し、貯留部は前記回転体の外周面に設けられ、前記回転体が回転して前記貯留部に貯留された被充填物を充填部へ投入することを特徴とする製袋充填装置。
【請求項4】
請求項3に記載した製袋充填装置において、
回転体は回転軸心方向に厚みを有する円盤形状を為し、前記回転体の外周面には複数の貯留部が設けられ、被充填物を貯留している貯留部が前記被充填物を充填部へ投入する位置である投入ポジションに移動すると同時に、前記投入ポジションに移動する貯留部の次に被充填物の投入を行う貯留部が計量手段から排出される被充填物を受け取る位置である受取ポジションに移動することを特徴とする製袋充填装置。
【請求項5】
請求項1から4のいずれかに記載した製袋充填装置において、
充填手段が複数設けられ、前記複数の充填手段が1つのシュート部材を介して、被充填物の充填部への充填を順次行うことを特徴とする製袋充填装置。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−168287(P2011−168287A)
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【出願番号】特願2010−31963(P2010−31963)
【出願日】平成22年2月17日(2010.2.17)
【出願人】(391024744)不双産業株式会社 (25)
【Fターム(参考)】
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【出願日】平成22年2月17日(2010.2.17)
【出願人】(391024744)不双産業株式会社 (25)
【Fターム(参考)】
[ Back to top ]