
製袋充填装置

【課題】計量ユニットの位置にかかわらず被充填物の落下速度のムラを是正して製袋機側の高速化とのマッチングを図れ、計量ユニットの増加によるさらなる高速・効率化にも対応できる製袋充填装置を提供する。
【解決手段】計量装置3の各計量ユニット15から落下した被充填物としての茶葉Tはベルト搬送手段21、23により強制的に搬送されて中央部で受渡用ホッパ25に落下する。受渡用ホッパ25の下方には外周面に収容凹部63を有する回転体41を備えた回転移送手段7が設けられ、受渡用ホッパ25からの茶葉Tは収容凹部63に収容された状態で回転移送され、略90°回転した位置で放出されて製袋機9のシュート部材65に投入される。
【解決手段】計量装置3の各計量ユニット15から落下した被充填物としての茶葉Tはベルト搬送手段21、23により強制的に搬送されて中央部で受渡用ホッパ25に落下する。受渡用ホッパ25の下方には外周面に収容凹部63を有する回転体41を備えた回転移送手段7が設けられ、受渡用ホッパ25からの茶葉Tは収容凹部63に収容された状態で回転移送され、略90°回転した位置で放出されて製袋機9のシュート部材65に投入される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ティーバッグなどのように、超音波シール方式等で袋を作製しながら同時に茶葉等の被充填物を充填して製品化する製袋充填装置に関するものである。
【背景技術】
【0002】
この種の製袋充填装置としては、例えば本出願人による特許文献1に記載のものが知られている。装置構成としては、装置本体の上部に計量装置が設けられ、計量された被充填物を縦方向に延びる筒状のシュート部材を介して落下させ、既に縦シール部と下側の横シール部が形成されて袋状になってシュート部材の下方に位置する包装材内に充填し、所定量送った後、上側の横シール部を形成して切り離すようになっている。
包装材はシュート部材の外面を覆う筒状の状態で送られ、前段の袋の上側の横シール部の形成と同時に次段の袋の下側の横シール部が形成され、次段の袋に対する計量済みの被充填物の落下・充填が可能となり、これを繰り返すことにより、連続的にティーバッグ等を生産することができる。
【0003】
計量装置は、図5に示すように、計量ホッパとロードセルからなる複数の計量ユニットK1〜Knが略水平方向に並設された構成を有し、各計量ユニットで計量された所定量の被充填物を、漏斗型の搬送ホッパHへそれぞれ自重で落下させて中央部位へ集め、シュート部材に投入するようになっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−150071号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のように複数の計量ユニットを並設する方式は、製袋充填の生産効率を高める観点から採用されているが、自重による自然落下方式に係る問題を抱えている。
すなわち、図5に示すように、中央に位置する計量ユニットK5から落下する被充填物は最短距離で直線状に落下して下端開口部へ到達するが、中央から水平方向へ離れた位置にある例えば計量ユニットK1から落下する被充填物は、搬送ホッパHの傾斜面に接触した後、この傾斜面との接触摩擦を受けながら滑り落ちていくため、下端開口部への到達時間は遅くなる。
この計量ユニットの位置に起因した落下速度の不均一、遅れにより、計量装置の下方に位置する製袋機側の高速化が阻害され、計量ユニットを多数並設したことによる利点が活かされないという問題があった。
単位時間あたりの製袋充填数を多くしてさらなる高速・効率化を図るべく計量ユニットの数を多くしようとした場合、幅寸法Wが大きくなればなるほど落下時間のずれは大きくなって上記問題は顕著となる。
【0006】
本発明は、このような現状に鑑みてなされたものであり、計量ユニットの位置にかかわらず被充填物の落下速度のムラを是正して製袋機側の高速化とのマッチングを図ることができ、計量ユニットの増加によるさらなる高速・効率化にも対応できる製袋充填装置の提供を、その目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するための、請求項1記載の発明は、複数の計量ユニットが略水平方向に並設された計量装置を備え、前記各計量ユニットで計量された所定量の被充填物をそれぞれ自重で落下させて中央部位へ集めながら縦方向に延びるシュート部材に投入し、前記シュート部材の下方に位置して下側の横シール部がシールされた袋状の包装材へ被充填物を充填した後、包装材に上側の横シール部を形成して1つの袋詰めを完了し、これを連続的に行う製袋充填装置おいて、前記計量装置の下方に設けられ、前記各計量ユニットから落下した比充填物を乗せて中央部位へ搬送し、前記シュート部材に投入可能に落下させるベルト搬送手段を有していることを特徴とする製袋充填装置である。
【0008】
請求項2記載の発明は、請求項1記載の製袋充填装置において、前記ベルト搬送手段が、前記中央部位を挟んで左右に略対称に配置されていることを特徴とする製袋充填装置である。
【0009】
請求項3記載の発明は、請求項2記載の製袋充填装置において、前記2つのベルト搬送手段が1つの駆動源により駆動されることを特徴とする製袋充填装置である。
【0010】
請求項4記載の発明は、請求項1〜3のいずれか1つに記載の製袋充填装置において、前記ベルト搬送手段から落下した被充填物を一時的に収容する収容凹部を有し、前記収容凹部に被充填物を収容した状態で回転移送し、前記シュート部材に投入可能な位置で被充填物を開放する回転移送手段を有していることを特徴とする製袋充填装置である。
【0011】
請求項5記載の発明は、請求項4記載の製袋充填装置において、前記回転移送手段が鉛直面内で回転する回転体を有し、該回転体には前記収容凹部が周方向に間隔をおいて複数形成されていることを特徴とする製袋充填装置である。
【0012】
請求項6記載の発明は、請求項5記載の製袋充填装置において、前記回転体が回転軸心方向に厚みを有する円盤形状を有し、前記収容凹部は前記回転体の外周面に形成され、被充填物を収容した状態から略90°回転した状態で開放することを特徴とする製袋充填装置である。
【発明の効果】
【0013】
本発明によれば、計量装置における被充填物の落下位置の違いによる落下速度の差に起因した不具合を解消することができ、製袋充填の高速化・効率化を実現することができる。
また、本発明によれば、落下速度の差を強制搬送により是正した上で回転移送してシュート部材に投入する構成としたので、被充填物の投入工程を製袋機側の高速化に高精度にマッチングさせることができ、より一層の高速化・効率化を実現することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施の形態に係る製袋充填装置の概要正面図である。
【図2】同概要側面図である。
【図3】回転移送手段の主要部の斜視図である。
【図4】回転移送手段の主要部の分解斜視図である。
【図5】従来の問題点を説明するための図である。
【発明を実施するための形態】
【0015】
本発明の実施の形態に係る製袋充填装置を図面にしたがって説明する。
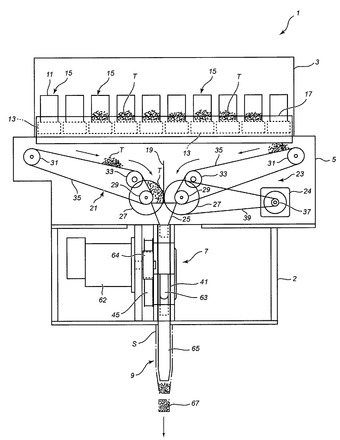
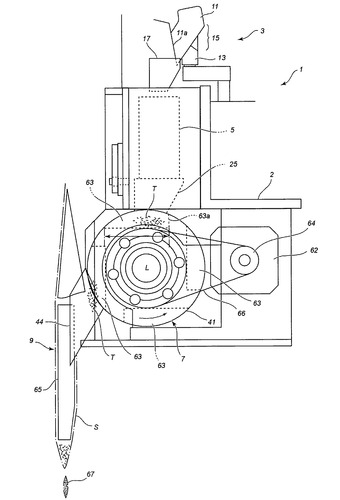
図1(装置正面から見た図)及び図2(装置側面から見た図)に製袋充填装置1の全体構成の概要を示す。製袋充填装置1は、装置本体2の上部に配置された計量装置3と、計量装置3の下方に位置し、計量装置3から落下した被充填物を強制搬送する強制搬送装置5と、強制搬送装置5の下方に位置する回転移送手段7と、製袋機9とを有している。
計量装置3は、計量ホッパ11と、計量ホッパ11に投入された茶葉等の被充填物を計量するロードセル13とからなる計量ユニット15を略水平方向に等間隔に複数並設した構成を有している。計量ホッパ11は、上部をヒンジ構成により回動自在に支持された開閉扉11aを有し、図示しない開閉手段により開閉扉11aが開放されると、計量された被充填物が各計量ユニット15に共通の搬送ホッパ17に投入される。本実施形態に係る搬送ホッパ17は、従来の漏斗型とは異なり、搬送距離が極めて短い矩形状に形成されている。
【0016】
強制搬送装置5は、計量装置3の中央部位に対応した位置に設けられた仕切り壁19を境にして左右対称に配置された一対のベルト搬送手段21、23と、これらのベルト搬送手段21、23を駆動するモータ24と、ベルト搬送手段21、23の中央部下方に設けられた受渡用ホッパ25を有している。
ベルト搬送手段21、23はそれぞれ、ギヤ27と、ギヤ27の回転軸に固定されたプーリ29と、プーリ31、33と、これらのプーリ間に掛け回された搬送ベルト35を有している。搬送ベルト35は、搬送慣性力で被充填物が勢い良く相手側へ飛び出さないように、中央部位から離れた位置では被充填物を緩い傾斜角度で斜め下方に搬送し、中央部位では急角度で搬送するように張設されている。
各ギヤ27は噛み合っており、右側のベルト搬送手段23におけるギヤ27は、モータ24の回転軸に固定されたプーリ37との間に掛け回されたタイミングベルト39を介して回転駆動される。すなわち、1つの駆動源(モータ24)により2つのベルト搬送手段21、23を同時に駆動する構成となっている。
【0017】
計量装置3の中央から離れた位置にある計量ユニット15から落下した被充填物としての塊状ないし凝集状の茶葉Tは、その距離的な不利を補う速さで搬送ベルト35により搬送され、中央部位で放出されて受渡用ホッパ25に投入される。
搬送された茶葉Tがその搬送慣性力で飛び出そうとしても、仕切り壁19に当たって受渡用ホッパ25に落下するようになっている。
なお、茶葉Tの搬送は両方のベルト搬送手段21、23による搬送が中央部位で一致しないように各計量ユニット15の開放タイミグが制御される。
計量装置3の中央部位に位置する計量ユニット15から落下する茶葉Tは、ベルト搬送手段21、23の搬送を受けずに直接受渡用ホッパ25に落下する。
【0018】
回転移送手段7は、図3に示すように、受渡用ホッパ25に落下した被充填物を鉛直面内で回転する回転体41で一時的に収容し、回転体41の回転により移送し、回転体41の略90°の回転後に排出口44から後述するシュート部材へ投入する構成を有している。
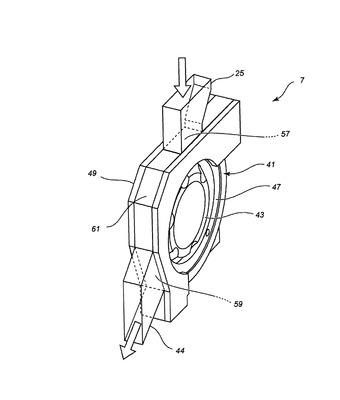
回転移送手段7の構成を図4に基づいて具体的に説明する。
回転移送手段7は、図示しない支持軸に挿通されて支持される回転ベース43と、回転ベース43の軸方向一端側に固定されるプーリ45と、回転ベース43の他端側に嵌合して固定される筒状の回転体本体47と、回転ベース43と回転体本体47からなる回転体41を収容するケース49と、カバー51等から構成されている。
【0019】
回転ベース43は、上記支持軸に挿通して固定される固定部53と、この固定部53との間にベアリング構造を介して設けられた回転部55とを有している。回転部55は回転体本体47を固定するためのフランジ部58を有している。
フランジ部58には複数のネジ穴57aが形成されており、回転体本体47は嵌合後その複数のネジ挿通穴47aを介して図示しないネジで回転部55に一体に固定されている。
プーリ45はその複数のネジ挿通穴45a及び回転ベース43の固定部53に形成された図示しないネジ穴を介して図示しないネジで回転ベース43に一体に固定されている。
【0020】
ケース49は図示しない装置側板に支持され、その上面には受渡用ホッパ25に対応する開口部57が、ここから略90°回転した位置には排出口44に対応する開口部59がそれぞれ形成されている。
ケース49の開口部57と開口部59との間には周壁61が存在し、回転移送時の被充填物の飛び出しが抑制されている。すなわち、周壁61は回転移送時の収容凹部63の蓋として機能する。
回転体本体47の外周面には、90°間隔で収容凹部63が4つ形成されている。
各収容凹部63は、図2に示すように、受渡用ホッパ25に対する受け取り位置に位置した状態で水平平方に延びる形状を有している。また、回転方向後端側に垂直壁63aを有し、前端側は開放された形状を有している。各収容凹部63は水平方向に寸法Lの長さを有しており、多少のタイミング誤差があっても受渡用ホッパ25から落下する茶葉Tを収容し、回転力で垂直壁63a側へ寄せて回転移送できるようになっている。
回転体41は駆動源としてのモータ62により回転駆動される。モータ62の回転軸に固定されたプーリ64とプーリ45とに掛け回されたタイミングベルト66により回転力が伝達される。
【0021】
受渡用ホッパ25に落下した茶葉Tは、所定の落下タイミングに同期して受渡用ホッパ25の下方に位置する回転体41の収容凹部63に収容される。
収容された茶葉Tは回転体41の回転により移送され、反時計回り方向へ略90°回転した位置において回転力で排出口44へ放出される。回転体41の回転タイミングは、ベルト搬送手段21、23により搬送される茶葉Tの連続的な落下タイミングに収容凹部63の位置が合うように制御される。
放出された茶葉Tは、排出口44に接続された製袋機9のシュート部材65に投入される。
【0022】
図示しないが、製袋機9は、熱溶着可能な包装材Sを縦方向へ送りながら重ね合わせる包装材送り手段と、前記包装材送り手段によって送られる包装材の縦方向のシールを行って縦シール部を形成する縦シール手段と、前記縦シール部が形成された包装材に充填部を挟む上下部分に横方向のシールを行って上側の横シール部と下側の横シール部を形成する横シール手段を備えた周知の構成を有している。
シュート部材65に投入された茶葉Tを、既に縦シール部と下側の横シール部が形成されて袋状になってシュート部材65の下方に位置する包装材内に充填し、所定量送った後、上側の横シール部を形成して切り離すようになっている。
包装材はシュート部材65の外面を覆う筒状の状態で送られ、前段の袋の上側の横シール部の形成と同時に次段の袋の下側の横シール部が形成され、次段の袋に対する計量済みの被充填物の落下・充填が可能となり、これを繰り返すことにより、連続的にティーバッグ67等を生産することができる。
【0023】
上記のように、本実施形態に係る製袋充填装置1では、2つのベルト搬送手段21、23により計量装置3の落下位置の違いによる落下速度のムラを是正された茶葉Tは、回転移送手段7によってベルト搬送手段21、23による搬送方向と直交する方向に回転移送される。
ベルト搬送手段21、23から落下した茶葉Tをそのままシュート部材65へ案内してもよいが、案内路での空気抵抗や摩擦によって落下速度が低下しやすい。
受渡用ホッパ25から落下した茶葉Tを回転移動する収容凹部63で連続的に受け取り、回転移送しながらシュート部材65へ投入することにより、ベルト搬送手段21、23から落下する茶葉Tのタイミングのムラを修正できるとともに、加速してシュート部材65に投入することができ、製袋機9の高速化に対する計量済みの茶葉Tの投入タイミングを高精度にマッチングさせることができる。
【0024】
以上、本発明の実施の形態について詳述してきたが、具体的構成は、この実施の形態に限られるものではなく、本発明の要旨を逸脱しない範囲における設計の変更などがあっても発明に含まれる。
例えば、上記実施の形態では収容凹部63を回転体41の外周面に設けたが、側面に設ける構成としてもよい。
【符号の説明】
【0025】
1 製袋充填装置
3 計量装置
7 回転移送手段
15 計量ユニット
21、23 ベルト搬送手段
24 駆動源としてのモータ
41 回転体
63 収容凹部
65 シュート部材
S 包装材
T 被充填物としての茶葉
【技術分野】
【0001】
本発明は、ティーバッグなどのように、超音波シール方式等で袋を作製しながら同時に茶葉等の被充填物を充填して製品化する製袋充填装置に関するものである。
【背景技術】
【0002】
この種の製袋充填装置としては、例えば本出願人による特許文献1に記載のものが知られている。装置構成としては、装置本体の上部に計量装置が設けられ、計量された被充填物を縦方向に延びる筒状のシュート部材を介して落下させ、既に縦シール部と下側の横シール部が形成されて袋状になってシュート部材の下方に位置する包装材内に充填し、所定量送った後、上側の横シール部を形成して切り離すようになっている。
包装材はシュート部材の外面を覆う筒状の状態で送られ、前段の袋の上側の横シール部の形成と同時に次段の袋の下側の横シール部が形成され、次段の袋に対する計量済みの被充填物の落下・充填が可能となり、これを繰り返すことにより、連続的にティーバッグ等を生産することができる。
【0003】
計量装置は、図5に示すように、計量ホッパとロードセルからなる複数の計量ユニットK1〜Knが略水平方向に並設された構成を有し、各計量ユニットで計量された所定量の被充填物を、漏斗型の搬送ホッパHへそれぞれ自重で落下させて中央部位へ集め、シュート部材に投入するようになっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−150071号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のように複数の計量ユニットを並設する方式は、製袋充填の生産効率を高める観点から採用されているが、自重による自然落下方式に係る問題を抱えている。
すなわち、図5に示すように、中央に位置する計量ユニットK5から落下する被充填物は最短距離で直線状に落下して下端開口部へ到達するが、中央から水平方向へ離れた位置にある例えば計量ユニットK1から落下する被充填物は、搬送ホッパHの傾斜面に接触した後、この傾斜面との接触摩擦を受けながら滑り落ちていくため、下端開口部への到達時間は遅くなる。
この計量ユニットの位置に起因した落下速度の不均一、遅れにより、計量装置の下方に位置する製袋機側の高速化が阻害され、計量ユニットを多数並設したことによる利点が活かされないという問題があった。
単位時間あたりの製袋充填数を多くしてさらなる高速・効率化を図るべく計量ユニットの数を多くしようとした場合、幅寸法Wが大きくなればなるほど落下時間のずれは大きくなって上記問題は顕著となる。
【0006】
本発明は、このような現状に鑑みてなされたものであり、計量ユニットの位置にかかわらず被充填物の落下速度のムラを是正して製袋機側の高速化とのマッチングを図ることができ、計量ユニットの増加によるさらなる高速・効率化にも対応できる製袋充填装置の提供を、その目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するための、請求項1記載の発明は、複数の計量ユニットが略水平方向に並設された計量装置を備え、前記各計量ユニットで計量された所定量の被充填物をそれぞれ自重で落下させて中央部位へ集めながら縦方向に延びるシュート部材に投入し、前記シュート部材の下方に位置して下側の横シール部がシールされた袋状の包装材へ被充填物を充填した後、包装材に上側の横シール部を形成して1つの袋詰めを完了し、これを連続的に行う製袋充填装置おいて、前記計量装置の下方に設けられ、前記各計量ユニットから落下した比充填物を乗せて中央部位へ搬送し、前記シュート部材に投入可能に落下させるベルト搬送手段を有していることを特徴とする製袋充填装置である。
【0008】
請求項2記載の発明は、請求項1記載の製袋充填装置において、前記ベルト搬送手段が、前記中央部位を挟んで左右に略対称に配置されていることを特徴とする製袋充填装置である。
【0009】
請求項3記載の発明は、請求項2記載の製袋充填装置において、前記2つのベルト搬送手段が1つの駆動源により駆動されることを特徴とする製袋充填装置である。
【0010】
請求項4記載の発明は、請求項1〜3のいずれか1つに記載の製袋充填装置において、前記ベルト搬送手段から落下した被充填物を一時的に収容する収容凹部を有し、前記収容凹部に被充填物を収容した状態で回転移送し、前記シュート部材に投入可能な位置で被充填物を開放する回転移送手段を有していることを特徴とする製袋充填装置である。
【0011】
請求項5記載の発明は、請求項4記載の製袋充填装置において、前記回転移送手段が鉛直面内で回転する回転体を有し、該回転体には前記収容凹部が周方向に間隔をおいて複数形成されていることを特徴とする製袋充填装置である。
【0012】
請求項6記載の発明は、請求項5記載の製袋充填装置において、前記回転体が回転軸心方向に厚みを有する円盤形状を有し、前記収容凹部は前記回転体の外周面に形成され、被充填物を収容した状態から略90°回転した状態で開放することを特徴とする製袋充填装置である。
【発明の効果】
【0013】
本発明によれば、計量装置における被充填物の落下位置の違いによる落下速度の差に起因した不具合を解消することができ、製袋充填の高速化・効率化を実現することができる。
また、本発明によれば、落下速度の差を強制搬送により是正した上で回転移送してシュート部材に投入する構成としたので、被充填物の投入工程を製袋機側の高速化に高精度にマッチングさせることができ、より一層の高速化・効率化を実現することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施の形態に係る製袋充填装置の概要正面図である。
【図2】同概要側面図である。
【図3】回転移送手段の主要部の斜視図である。
【図4】回転移送手段の主要部の分解斜視図である。
【図5】従来の問題点を説明するための図である。
【発明を実施するための形態】
【0015】
本発明の実施の形態に係る製袋充填装置を図面にしたがって説明する。
図1(装置正面から見た図)及び図2(装置側面から見た図)に製袋充填装置1の全体構成の概要を示す。製袋充填装置1は、装置本体2の上部に配置された計量装置3と、計量装置3の下方に位置し、計量装置3から落下した被充填物を強制搬送する強制搬送装置5と、強制搬送装置5の下方に位置する回転移送手段7と、製袋機9とを有している。
計量装置3は、計量ホッパ11と、計量ホッパ11に投入された茶葉等の被充填物を計量するロードセル13とからなる計量ユニット15を略水平方向に等間隔に複数並設した構成を有している。計量ホッパ11は、上部をヒンジ構成により回動自在に支持された開閉扉11aを有し、図示しない開閉手段により開閉扉11aが開放されると、計量された被充填物が各計量ユニット15に共通の搬送ホッパ17に投入される。本実施形態に係る搬送ホッパ17は、従来の漏斗型とは異なり、搬送距離が極めて短い矩形状に形成されている。
【0016】
強制搬送装置5は、計量装置3の中央部位に対応した位置に設けられた仕切り壁19を境にして左右対称に配置された一対のベルト搬送手段21、23と、これらのベルト搬送手段21、23を駆動するモータ24と、ベルト搬送手段21、23の中央部下方に設けられた受渡用ホッパ25を有している。
ベルト搬送手段21、23はそれぞれ、ギヤ27と、ギヤ27の回転軸に固定されたプーリ29と、プーリ31、33と、これらのプーリ間に掛け回された搬送ベルト35を有している。搬送ベルト35は、搬送慣性力で被充填物が勢い良く相手側へ飛び出さないように、中央部位から離れた位置では被充填物を緩い傾斜角度で斜め下方に搬送し、中央部位では急角度で搬送するように張設されている。
各ギヤ27は噛み合っており、右側のベルト搬送手段23におけるギヤ27は、モータ24の回転軸に固定されたプーリ37との間に掛け回されたタイミングベルト39を介して回転駆動される。すなわち、1つの駆動源(モータ24)により2つのベルト搬送手段21、23を同時に駆動する構成となっている。
【0017】
計量装置3の中央から離れた位置にある計量ユニット15から落下した被充填物としての塊状ないし凝集状の茶葉Tは、その距離的な不利を補う速さで搬送ベルト35により搬送され、中央部位で放出されて受渡用ホッパ25に投入される。
搬送された茶葉Tがその搬送慣性力で飛び出そうとしても、仕切り壁19に当たって受渡用ホッパ25に落下するようになっている。
なお、茶葉Tの搬送は両方のベルト搬送手段21、23による搬送が中央部位で一致しないように各計量ユニット15の開放タイミグが制御される。
計量装置3の中央部位に位置する計量ユニット15から落下する茶葉Tは、ベルト搬送手段21、23の搬送を受けずに直接受渡用ホッパ25に落下する。
【0018】
回転移送手段7は、図3に示すように、受渡用ホッパ25に落下した被充填物を鉛直面内で回転する回転体41で一時的に収容し、回転体41の回転により移送し、回転体41の略90°の回転後に排出口44から後述するシュート部材へ投入する構成を有している。
回転移送手段7の構成を図4に基づいて具体的に説明する。
回転移送手段7は、図示しない支持軸に挿通されて支持される回転ベース43と、回転ベース43の軸方向一端側に固定されるプーリ45と、回転ベース43の他端側に嵌合して固定される筒状の回転体本体47と、回転ベース43と回転体本体47からなる回転体41を収容するケース49と、カバー51等から構成されている。
【0019】
回転ベース43は、上記支持軸に挿通して固定される固定部53と、この固定部53との間にベアリング構造を介して設けられた回転部55とを有している。回転部55は回転体本体47を固定するためのフランジ部58を有している。
フランジ部58には複数のネジ穴57aが形成されており、回転体本体47は嵌合後その複数のネジ挿通穴47aを介して図示しないネジで回転部55に一体に固定されている。
プーリ45はその複数のネジ挿通穴45a及び回転ベース43の固定部53に形成された図示しないネジ穴を介して図示しないネジで回転ベース43に一体に固定されている。
【0020】
ケース49は図示しない装置側板に支持され、その上面には受渡用ホッパ25に対応する開口部57が、ここから略90°回転した位置には排出口44に対応する開口部59がそれぞれ形成されている。
ケース49の開口部57と開口部59との間には周壁61が存在し、回転移送時の被充填物の飛び出しが抑制されている。すなわち、周壁61は回転移送時の収容凹部63の蓋として機能する。
回転体本体47の外周面には、90°間隔で収容凹部63が4つ形成されている。
各収容凹部63は、図2に示すように、受渡用ホッパ25に対する受け取り位置に位置した状態で水平平方に延びる形状を有している。また、回転方向後端側に垂直壁63aを有し、前端側は開放された形状を有している。各収容凹部63は水平方向に寸法Lの長さを有しており、多少のタイミング誤差があっても受渡用ホッパ25から落下する茶葉Tを収容し、回転力で垂直壁63a側へ寄せて回転移送できるようになっている。
回転体41は駆動源としてのモータ62により回転駆動される。モータ62の回転軸に固定されたプーリ64とプーリ45とに掛け回されたタイミングベルト66により回転力が伝達される。
【0021】
受渡用ホッパ25に落下した茶葉Tは、所定の落下タイミングに同期して受渡用ホッパ25の下方に位置する回転体41の収容凹部63に収容される。
収容された茶葉Tは回転体41の回転により移送され、反時計回り方向へ略90°回転した位置において回転力で排出口44へ放出される。回転体41の回転タイミングは、ベルト搬送手段21、23により搬送される茶葉Tの連続的な落下タイミングに収容凹部63の位置が合うように制御される。
放出された茶葉Tは、排出口44に接続された製袋機9のシュート部材65に投入される。
【0022】
図示しないが、製袋機9は、熱溶着可能な包装材Sを縦方向へ送りながら重ね合わせる包装材送り手段と、前記包装材送り手段によって送られる包装材の縦方向のシールを行って縦シール部を形成する縦シール手段と、前記縦シール部が形成された包装材に充填部を挟む上下部分に横方向のシールを行って上側の横シール部と下側の横シール部を形成する横シール手段を備えた周知の構成を有している。
シュート部材65に投入された茶葉Tを、既に縦シール部と下側の横シール部が形成されて袋状になってシュート部材65の下方に位置する包装材内に充填し、所定量送った後、上側の横シール部を形成して切り離すようになっている。
包装材はシュート部材65の外面を覆う筒状の状態で送られ、前段の袋の上側の横シール部の形成と同時に次段の袋の下側の横シール部が形成され、次段の袋に対する計量済みの被充填物の落下・充填が可能となり、これを繰り返すことにより、連続的にティーバッグ67等を生産することができる。
【0023】
上記のように、本実施形態に係る製袋充填装置1では、2つのベルト搬送手段21、23により計量装置3の落下位置の違いによる落下速度のムラを是正された茶葉Tは、回転移送手段7によってベルト搬送手段21、23による搬送方向と直交する方向に回転移送される。
ベルト搬送手段21、23から落下した茶葉Tをそのままシュート部材65へ案内してもよいが、案内路での空気抵抗や摩擦によって落下速度が低下しやすい。
受渡用ホッパ25から落下した茶葉Tを回転移動する収容凹部63で連続的に受け取り、回転移送しながらシュート部材65へ投入することにより、ベルト搬送手段21、23から落下する茶葉Tのタイミングのムラを修正できるとともに、加速してシュート部材65に投入することができ、製袋機9の高速化に対する計量済みの茶葉Tの投入タイミングを高精度にマッチングさせることができる。
【0024】
以上、本発明の実施の形態について詳述してきたが、具体的構成は、この実施の形態に限られるものではなく、本発明の要旨を逸脱しない範囲における設計の変更などがあっても発明に含まれる。
例えば、上記実施の形態では収容凹部63を回転体41の外周面に設けたが、側面に設ける構成としてもよい。
【符号の説明】
【0025】
1 製袋充填装置
3 計量装置
7 回転移送手段
15 計量ユニット
21、23 ベルト搬送手段
24 駆動源としてのモータ
41 回転体
63 収容凹部
65 シュート部材
S 包装材
T 被充填物としての茶葉
【特許請求の範囲】
【請求項1】
複数の計量ユニットが略水平方向に並設された計量装置を備え、前記各計量ユニットで計量された所定量の被充填物をそれぞれ自重で落下させて中央部位へ集めながら縦方向に延びるシュート部材に投入し、前記シュート部材の下方に位置して下側の横シール部がシールされた袋状の包装材へ被充填物を充填した後、包装材に上側の横シール部を形成して1つの袋詰めを完了し、これを連続的に行う製袋充填装置おいて、
前記計量装置の下方に設けられ、前記各計量ユニットから落下した比充填物を乗せて中央部位へ搬送し、前記シュート部材に投入可能に落下させるベルト搬送手段を有していることを特徴とする製袋充填装置。
【請求項2】
請求項1記載の製袋充填装置において、
前記ベルト搬送手段が、前記中央部位を挟んで左右に略対称に配置されていることを特徴とする製袋充填装置。
【請求項3】
請求項2記載の製袋充填装置において、
前記2つのベルト搬送手段が1つの駆動源により駆動されることを特徴とする製袋充填装置。
【請求項4】
請求項1〜3のいずれか1つに記載の製袋充填装置において、
前記ベルト搬送手段から落下した被充填物を一時的に収容する収容凹部を有し、前記収容凹部に被充填物を収容した状態で回転移送し、前記シュート部材に投入可能な位置で被充填物を開放する回転移送手段を有していることを特徴とする製袋充填装置。
【請求項5】
請求項4記載の製袋充填装置において、
前記回転移送手段が鉛直面内で回転する回転体を有し、該回転体には前記収容凹部が周方向に間隔をおいて複数形成されていることを特徴とする製袋充填装置。
【請求項6】
請求項5記載の製袋充填装置において、
前記回転体が回転軸心方向に厚みを有する円盤形状を有し、前記収容凹部は前記回転体の外周面に形成され、被充填物を収容した状態から略90°回転した状態で開放することを特徴とする製袋充填装置。
【請求項1】
複数の計量ユニットが略水平方向に並設された計量装置を備え、前記各計量ユニットで計量された所定量の被充填物をそれぞれ自重で落下させて中央部位へ集めながら縦方向に延びるシュート部材に投入し、前記シュート部材の下方に位置して下側の横シール部がシールされた袋状の包装材へ被充填物を充填した後、包装材に上側の横シール部を形成して1つの袋詰めを完了し、これを連続的に行う製袋充填装置おいて、
前記計量装置の下方に設けられ、前記各計量ユニットから落下した比充填物を乗せて中央部位へ搬送し、前記シュート部材に投入可能に落下させるベルト搬送手段を有していることを特徴とする製袋充填装置。
【請求項2】
請求項1記載の製袋充填装置において、
前記ベルト搬送手段が、前記中央部位を挟んで左右に略対称に配置されていることを特徴とする製袋充填装置。
【請求項3】
請求項2記載の製袋充填装置において、
前記2つのベルト搬送手段が1つの駆動源により駆動されることを特徴とする製袋充填装置。
【請求項4】
請求項1〜3のいずれか1つに記載の製袋充填装置において、
前記ベルト搬送手段から落下した被充填物を一時的に収容する収容凹部を有し、前記収容凹部に被充填物を収容した状態で回転移送し、前記シュート部材に投入可能な位置で被充填物を開放する回転移送手段を有していることを特徴とする製袋充填装置。
【請求項5】
請求項4記載の製袋充填装置において、
前記回転移送手段が鉛直面内で回転する回転体を有し、該回転体には前記収容凹部が周方向に間隔をおいて複数形成されていることを特徴とする製袋充填装置。
【請求項6】
請求項5記載の製袋充填装置において、
前記回転体が回転軸心方向に厚みを有する円盤形状を有し、前記収容凹部は前記回転体の外周面に形成され、被充填物を収容した状態から略90°回転した状態で開放することを特徴とする製袋充填装置。
【図1】


【図2】
【図3】
【図4】

【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−79534(P2011−79534A)
【公開日】平成23年4月21日(2011.4.21)
【国際特許分類】
【出願番号】特願2009−231318(P2009−231318)
【出願日】平成21年10月5日(2009.10.5)
【出願人】(391024744)不双産業株式会社 (25)
【Fターム(参考)】
【公開日】平成23年4月21日(2011.4.21)
【国際特許分類】
【出願日】平成21年10月5日(2009.10.5)
【出願人】(391024744)不双産業株式会社 (25)
【Fターム(参考)】
[ Back to top ]