
製袋包装機
【課題】 包材の横シール部における味付け用に物品に付着された硬い塩の結晶や硬い物品の微粉等の粒子の噛み込みを回避することにより、ピンホールの発生を防止可能な製袋包装機を提供する。
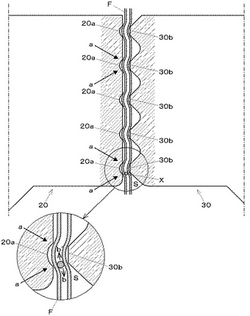
【解決手段】 後側シールジョー30の対接面に複数の略台形状の凸条30b…30bを設け、前側シールジョー20の対接面に前記凸条30b…30bに噛合可能に複数の凹溝20a…20aを設け、かつ、一組の凸条30b、凹溝20a当り、符号a,aで示す2箇所で筒状包材Fを挟み付けて圧接する形状とする。そして、両シールジョー20,30の対接面の下端部と図示しない上端部とを丸く面取りしたり切り欠いたりすることにより、最下方及び最上方の圧接箇所aから開いた空間Sを設け、包材F内において噛み込まれようとする硬い粒子Xの逃げ道を確保する。
【解決手段】 後側シールジョー30の対接面に複数の略台形状の凸条30b…30bを設け、前側シールジョー20の対接面に前記凸条30b…30bに噛合可能に複数の凹溝20a…20aを設け、かつ、一組の凸条30b、凹溝20a当り、符号a,aで示す2箇所で筒状包材Fを挟み付けて圧接する形状とする。そして、両シールジョー20,30の対接面の下端部と図示しない上端部とを丸く面取りしたり切り欠いたりすることにより、最下方及び最上方の圧接箇所aから開いた空間Sを設け、包材F内において噛み込まれようとする硬い粒子Xの逃げ道を確保する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、帯状包材を袋に成形しながらその袋に物品を充填して袋詰め商品を連続生産する製袋包装機に関し、物品包装の技術分野に属する。
【背景技術】
【0002】
一般に、ポテトチップスのようなスナック菓子等の物品を包材で袋状に包装した商品を連続生産する製袋包装機は、チューブの周囲に帯状包材を巻き付けて筒状に曲成し、該筒状包材を搬送しながら重ね合わせ部を長手方向に縦シールしたのち、所定の間隔を置いて幅方向に横シール及び切断を行って製袋しつつ、その製袋過程において、例えば組合せ計量装置等から排出されて前記チューブに順次投入される物品を個々の袋に充填するものである。
【0003】
このような製袋包装機に備えられて筒状包材を横シールする横シール装置は、対接することによって前記包材を両側から挟み付けて溶着する一対のシールジョーを有しており、該シールジョーには、例えば特許文献1〜特許文献3に開示のものがある。
【0004】
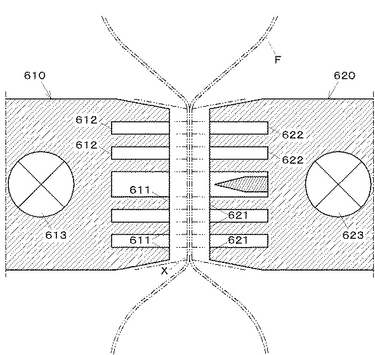
まず、図14に示すように、特許文献1に記載の一対のシールジョー610,620は、包材Fを挟み付ける対接面に、先端が平坦な複数の凸条611…611,621…621と比較的深い凹溝612…612,622…622とがそれぞれ対向して設けられている。また、各シールジョー610,620は、熱源としてヒータ613,623をそれぞれ内蔵している。
【0005】
これにより、横シール時には二点鎖線で示すように、両シールジョー610,620に設けられた凸条611…611,621…621同士が包材Fを挟み付けて加熱しつつ圧接し、包材Fは上下方向に複数箇所で線状に溶着されることになる。
【0006】
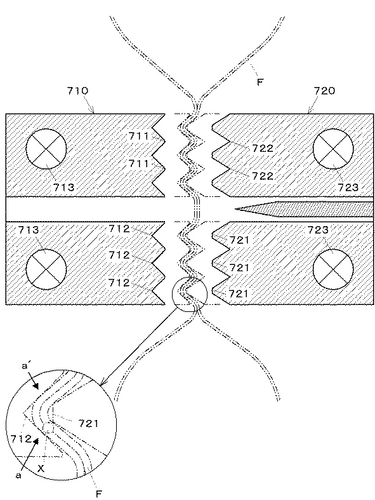
次に、図15に示すように、特許文献2に記載の一対のシールジョー710,720は、包材Fを挟み付ける対接面が互いに噛合可能とされており、複数の略V字状の凸条711…711,721…721とV字状の凹溝712…712,722…722とが設けられている。その場合、一方(図例上左側)のシールジョー710の凸条711…711の先端は面取りされており、他方(図例上右側)のシールジョー720の凸条721…721の先端は略台形状とされている。また、一方のシールジョー710の凸条711…711及び凹溝712…712の傾斜角度は約90度に設定されており、他方のシールジョー720の凸条721…721及び凹溝722…722の傾斜角度は約60度に設定されている。そして、各シールジョー710,720は、熱源として上下一対のヒータ713,713,723,723をそれぞれ内蔵している。
【0007】
これにより、横シール時には二点鎖線で示すように、一方のシールジョー710の傾斜角度が大きい凹溝712…712と他方のシールジョー720の傾斜角度が小さい凸条721…721とが包材Fを挟み付けて対接すると、符号a,a′で示す前記凹溝712…712の内部両側面と前記凸条721…721の略台形状の先端の両端部とで包材Fを加熱しつつ圧接し、包材Fは上下方向に複数箇所で線状に溶着されることになる。
【0008】
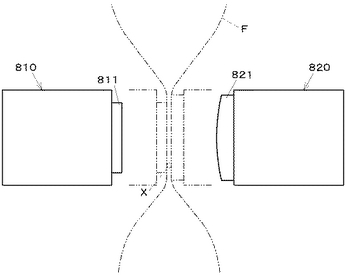
そして、図16に示すように、特許文献3に記載の一対のシールジョー810,820は、包材Fを挟み付けるシールヘッド811とシリコンゴム板821とをそれぞれ備えている。前記シールヘッド811は、対接面が平坦面とされており、前記シリコンゴム板821は、対接面が包材F方向に突出する曲面とされている。
【0009】
これにより、横シール時には、二点鎖線で示すように、シールヘッド811とシリコンゴム板821とが包材Fを挟み付けて対接すると、柔軟性のあるシリコンゴム板821の突出した曲面が次第に上下方向に拡がるように変形しつつ他方のシールヘッド811との間で包材Fを圧接し、包材Fは面状に溶着されることになる。
【0010】
【特許文献1】実開昭55−104613号公報
【特許文献2】特開2002−104327号公報
【特許文献3】特開2003−341624号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
ところで、充填する物品があられやピーナッツ等の場合、対接する一対のシールジョーによって挟み付けられて圧接される箇所の包材に、味付け用に前記物品に付着された通常石こうと同程度の硬さといわれる塩の結晶や硬い物品の破片、微粉等の粒子が噛み込まれ、袋の包材を損傷させてピンホールを生じさせることがある。
【0012】
例えば、前記特許文献1に記載のシールジョー610,620の場合には、図14に二点鎖線で示すように、対向する一対の平坦かつ比較的上下方向の寸法が大きい凸条611,621間の包材F内に硬い粒子Xが挟み付けられると、近傍に逃げ場がないため該粒子Xは前記凸条611,621による捕捉から逃げようがなく、当該箇所の包材Fに粒子Xが噛み込まれるおそれがある。
【0013】
また、前記特許文献2に記載のシールジョー710,720の場合には、図15に拡大して二点鎖線で示すように、比較的深いV字状の凹溝712と略V字状の凸条721とによる符号aで示す包材Fの圧接箇所に硬い粒子Xが挟み付けられると、同様に近傍に逃げ場がないため該粒子Xは前記凹溝712と凸条721とによる捕捉から逃げようがなく、当該箇所の包材Fに粒子Xが噛み込まれる可能性がある。
【0014】
また、前記特許文献3に記載のシールジョー810,820の場合には、図16に二点鎖線で示すように、シールヘッド811とシリコンゴム板821とによる面状の圧接箇所に硬い粒子Xが挟み付けられると、前記特許文献1に記載のシールジョー610,620における場合と事情はほぼ同じであって、当該箇所の包材Fに粒子Xが噛み込まれるおそれがある。
【0015】
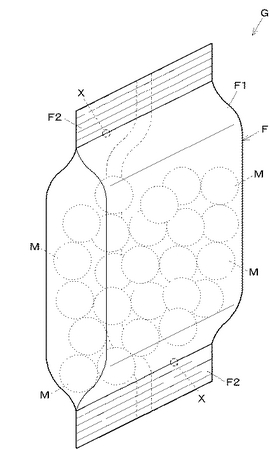
そして、図17に示すように、物品M…Mを充填した袋詰め商品Gの包材Fにおける非シール部F1と横シール部F2,F2との境界で硬い粒子Xの噛み込みが生じることにより、当該箇所の包材Fが損傷してピンホールが発生すると、該ピンホールを介して袋詰め商品G内部の空気や不活性ガス等の気体が漏出するというシール不良を招くことがある。なお、非シール部F1と横シール部F2,F2との境界以外、例えば横シール部F2,F2における上下方向の中央部で粒子Xの噛み込みがあったとしても、近傍に線状の溶着箇所が存在するので、ピンホールの発生には通常は直結しない。
【0016】
そこで、本発明は、包材の横シール部における味付け用に物品に付着された硬い塩の結晶や硬い物品の微粉等の粒子の噛み込みを回避することにより、ピンホールの発生を防止可能な製袋包装機の提供を課題とする。
【課題を解決するための手段】
【0017】
前記課題を解決するため、本発明は次のように構成したことを特徴とする。
【0018】
まず、請求項1に記載の発明は、帯状包材の両側縁部を重ね合わせて筒状に曲成し、該筒状包材を重ね合わせ部で長手方向に縦シールしたのち、該筒状包材を挟んで対接離反可能に配設された一対のシールジョーによって幅方向に横シールして袋に成形する製袋包装機であって、前記一方のシールジョーの対接面には平行に複数の凸条が設けられており、かつ、該凸条が他方のシールジョーの対接面との間に前記筒状包材を挟み付けて圧接するとき、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする。
【0019】
次に、請求項2に記載の発明は、前記請求項1に記載の製袋包装機において、前記他方のシールジョーの対接面には、前記一方のシールジョーの対接面に設けられた凸条の対向位置に噛合可能に複数の凹溝が設けられており、かつ、該凹溝と前記凸条とは、凹溝の内部両側面と凸条の両側部との2箇所で前記筒状包材を挟み付けて圧接する形状とされ、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする。
【0020】
また、請求項3に記載の発明は、前記請求項1に記載の製袋包装機において、前記他方のシールジョーの対接面には、前記一方のシールジョーの対接面に設けられた凸条の対向位置に噛合可能に複数の凹溝が設けられており、かつ、該凹溝と前記凸条とは、凹溝の底部と凸条の先端とで前記筒状包材を挟み付けて圧接する形状とされ、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする。
【0021】
また、請求項4に記載の発明は、前記請求項1に記載の製袋包装機において、前記他方のシールジョーの対接面には、前記一方のシールジョーの対接面に設けられた凸条の対向位置に複数の凸条が設けられており、かつ、該両側の凸条の先端同士で前記筒状包材を挟み付けて圧接する形状とされ、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする。
【0022】
また、請求項5に記載の発明は、前記請求項1に記載の製袋包装機において、前記他方のシールジョーの対接面は平坦面とされており、かつ、該平坦面と前記一方のシールジョーの対接面に設けられた凸条の先端とで前記筒状包材を挟み付けて圧接するとき、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする。
【0023】
また、請求項6に記載の発明は、前記請求項1に記載の製袋包装機において、前記他方のシールジョーの対接面には、平坦面を有する弾性部材が備えられており、かつ、該弾性部材と前記一方のシールジョーの対接面に設けられた凸条の先端とで前記筒状包材を挟み付けて圧接するとき、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする。
【0024】
また、請求項7に記載の発明は、前記請求項6に記載の製袋包装機において、前記弾性部材は、他方のシールジョーの対接面のほぼ全面にわたって備えられていることを特徴とする。
【0025】
そして、請求項8に記載の発明は、前記請求項6に記載の製袋包装機において、前記弾性部材は、少なくとも前記一方のシールジョーの対接面に設けられた凸条のうちの両端のものの対向位置に備えられていることを特徴とする。
【発明の効果】
【0026】
まず、請求項1に記載の発明によれば、包材を両側から挟み付けて圧接することにより、幅方向に平行に延びる線状の複数の溶着箇所を有する横シール部を形成するとき、少なくとも両端部の各圧接箇所の外側には該圧接箇所から開いた空間が設けられているので、例えば味付け用の塩が付着されたおかきやピーナッツ等の物品を包材内に充填する場合にも、硬い塩の結晶や硬い物品の微粉等の粒子は、この空間が存在するために、拘束されることなく包材内を逃げることができる。したがって、前記圧接箇所に硬い粒子が捕捉されて包材に噛み込むことが回避され、もって包材の損傷ひいてはピンホールの発生を防止可能となる。
【0027】
そして、請求項2から請求項6に記載のいずれの発明によっても、前記請求項1に記載の発明が一方のシールジョーの対接面の構成の点でさらに具体化される。特に請求項2に記載の発明によれば、一方のシールジョーの対接面に設けられた凸条と他方のシールジョーの対接面に設けられた凹溝とは、一噛合箇所当り2箇所で包材を圧接することになる。
【0028】
その場合、例えば一噛合箇所当り一箇所で包材を圧接する場合に比較して、通常は包材の折り畳みが軽減される結果、包材にいたずらに大きな張力が作用することはない。したがって、仮に包材に硬い粒子の噛み込みが生じたとしても、該包材の損傷ひいてはピンホールの発生を防止する効果がある。
【0029】
また、請求項3に記載の発明によれば、一方のシールジョーの対接面に設けられた凸条と他方のシールジョーの対接面に設けられた凹溝とが、一噛合箇所当り一箇所で包材を圧接することになる。
【0030】
その場合、筒状包材の長手方向に沿う凸条の先端の寸法を小さく設定することにより、粒子は接近する該凸条の先端で効果的に弾かれて圧接箇所から速やかに逃げるようになる。また、凹溝の深さが深いと、粒子は該凹溝に対応する箇所の包材内に閉じ込められて、前記空間方向に逃げ難くなるが、凹溝の深さを浅く設定することにより、この懸念が解消されるようになる。
【0031】
また、請求項4に記載の発明によれば、一方のシールジョーの対接面に設けられた凸条と他方のシールジョーの対接面に設けられた凸条とが包材を圧接することになる。
【0032】
その場合、硬い粒子は接近する両側の凸条の先端で弾かれて圧接箇所からさらに速やかに逃げるようになる。しかも、両側の凸条同士で包材を挟み付けるので、通常は包材の折り畳みがなくなる結果、包材にいたずらに大きな張力が作用するのを一層抑制することができる。
【0033】
また、請求項5に記載の発明によれば、一方のシールジョーの対接面に設けられた凸条と他方のシールジョーの平坦な対接面とが包材を圧接することになる。
【0034】
その場合、他方のシールジョーの対接面の構成が単純化されており、低コスト化が維持されるようになる。その上で、他方のシールジョーの対接面には、硬い粒子を閉じ込める可能性のある凹溝が存在しないので、粒子の噛み込みはさらに効果的に防止される。
【0035】
しかも、一方のシールジョーの対接面に設けられた凸条と他方のシールジョーの平坦な対接面とが包材を挟み付けるので、通常は包材の折り畳みがなくなる結果、この場合にも包材にいたずらに大きな張力が作用するのを一層抑制することができる。
【0036】
また、請求項6に記載の発明によれば、前記請求項5に記載の発明による作用と同様の作用が得られるのに加えて、一方のシールジョーの対接面に設けられた凸条の先端と他方のシールジョーの対接面に備えられた平坦な弾性部材とが包材を挟み付けて対接しようとしたとき、仮に捕捉から逃げ切れなかった硬い粒子があったとしても、弾性部材は凸条の先端に押圧されて該凸条の先端の両側方向に弾性的に変形するので、前記粒子はこの変形方向に導かれて当該圧接箇所から逃げることができるようになる。
【0037】
そして、請求項7及び請求項8に記載のいずれの発明によっても、前記請求項6に記載の発明が弾性部材の配設構造の点でさらに具体化される。特に請求項7に記載の発明によれば、対接面のほぼ全面において、各圧接箇所における硬い粒子の噛み込みを防止することができ、横シール部のシール性の面でのさらなる品質向上を図ることができる。
【0038】
また、請求項8に記載の発明によれば、弾性部材を、少なくとも一方のシールジョーの対接面に設けられた凸条のうちの両端のものの対向位置、つまり硬い粒子の噛み込みが生じるとピンホール不良に直結する可能性のある圧接箇所に対応した位置に備えるようにすることにより、弾性部材の使用量を必要最小限にとどめることができ、低コスト化が維持されるようになる。
【発明を実施するための最良の形態】
【0039】
まず、本発明の第1の実施の形態に係る製袋包装機について説明する。
【0040】
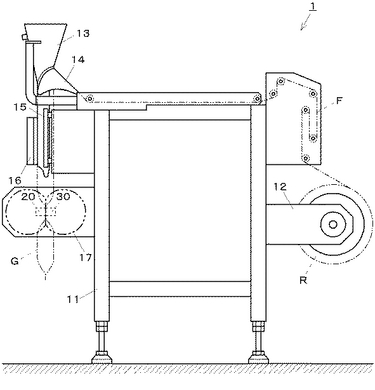
図1に示すように、この製袋包装機1は縦型タイプのもので、本体11に上流側から順に、包材ロールRから帯状包材Fを繰出す繰出機構12と、上部が漏斗形状とされると共に下部が円筒形状とされて、図示しない直上方の組合せ計量装置によって目標重量に計量された塩で味付けされたあられのような物品が投入されるチューブ13と、該チューブ13の比較的上部に取り付けられて、包材Fの左右両縁部を重ね合わせて筒状とするセーラ部材14と、該チューブ13の正面視で左右両側に配置されて、包材Fを該チューブ13の左右両側面に押し付けながら下方に搬送する一対のプルダウンベルト機構(一方のみ示す)15,15と、該チューブ13の前面に設けられて前記重ね合わせ部を長手方向に縦シールして筒状に成形する縦シール装置16と、物品が収容された筒状包材Fを幅方向に横シールすると共に図示しない内蔵したカッタによって横シール部の中央で幅方向に切断する横シール装置17とが組み付けられており、物品が充填された袋詰め商品Gを連続的に製造することができるようになっている。
【0041】
横シール装置17は、筒状包材Fを挟み付けて加熱しつつ圧接することによって該包材Fを横シールする前後一対のシールジョー20,30を有しており、該シールジョー20,30は、図示しない回転機構によって二点鎖線で示すような側面視で略D字状の軌道を描くように移動する。
【0042】
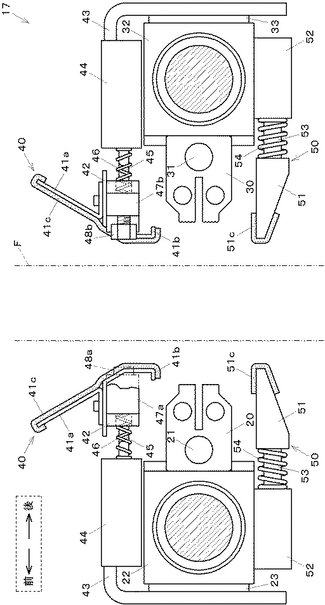
さらに詳しく説明すると、図2に示すように、横シール装置17は、前記シールジョー20,30に加えて前後一対のシャッタ機構40,40と前後一対のしごき機構50,50とを備えている。なお、説明において「前」、「後」とあるのは、図中に矢印で示した方向に対応する。
【0043】
まず、シャッタ機構40,40は、シールジョー20,30に先んじて筒状包材Fを挟み付けることにより、該包材F内に投入される物品やその破片等の落下を規制し、前記シールジョー20,30による横シール時における物品やその破片等の噛み込みを抑制するものである。
【0044】
ヒータ21,31を内蔵した左右(図例では奥方側と手前側)に延びるシールジョー20,30は、それぞれ一対の支持ブロック(手前側のみ示す)22,22,32,32に固定支持されており、該一対の支持ブロック22,22,32,32は、それぞれ連結板23,33で一体的に連結されている。
【0045】
各シャッタ機構40は、左右に延びる上部シャッタ板41aと下部シャッタ板41bとを有している。上部シャッタ板41aは、側面視で略V字状とされ、基面と該基面から上方に折り曲げられて上部ほど筒状包材Fから離間する受け面とを有している。下部シャッタ板41bは、側面視で略コ字状とされ、基面と該基面から下方に折り曲げられたのち反包材F方向に若干折り返された対接面とを有している。そして、両シャッタ板41a,41bはそれぞれの基面を介して結合されると共に、包材Fに接触する箇所に柔軟な緩衝シート41cが貼着されている。なお、該緩衝シート41cとしては、例えば面ファスナにおける柔らかいループ面側の素材が好ましく適用可能である。
【0046】
前記両シャッタ板41a,41bは、取付部材42に支持されている。前記各連結板23,33には、それぞれ側面視で略L字状とされた固定部材43が固定されており、該固定部材43の上方端部にベース部材44が取り付けられている。そして、該ベース部材44と前記取付部材42との間に、前記両シャッタ板41a,41bを進退可能に支持する一対の連結ロッド(手前側のみ示す)45,45が備えられており、また、該連結ロッド45,45を挟んで両側に、前記取付部材42つまり両シャッタ板41a,41bを包材F方向に付勢するバネ46,46が介設されており、通常、各下部シャッタ板41bの対接面は、各シールジョー20,30の対接面より包材F方向に突出している。
【0047】
前記取付部材42,42の左右両端部に、補助ブロック(手前側のみ示す)47a,47a,47b,47bが取り付けられており、前側シールジョー20の補助ブロック47a,47aにはウレタンゴム製の円柱状の緩衝部材48a,48aが、後側シールジョー30の補助ブロック47b,47bにはボルト48b,48bが突設されている。対向配置された緩衝部材48aとボルト48bとは、包材Fを挟んで当接することにより、前後一対のシャッタ機構40,40間つまり上部シャッタ板41a,41a間及び下部シャッタ板41b,41b間の間隔を生成するもので、前記ボルト48bのねじ込み位置の調整によって該間隔を適宜設定することができるようになっている。
【0048】
次に、しごき機構50,50は、シールジョー20,30に先んじて筒状包材Fを挟み付けることにより、横シールされることになる該包材Fをしごいて該包材F内の物品を下方に移動させて、前記シールジョー20,30による横シール動作を円滑かつ良好に行なわせるためのものである。
【0049】
各しごき機構50は、左右に延びると共に側面視で先端ほど厚みが薄くなる形状とされたしごき板51を有しており、該しごき板51の包材Fに接触する先端部に前述したと同様の素材の緩衝シート51cが貼着されている。
【0050】
各シールジョー20,30に備えられた各支持ブロック22,32の下面に取付部材52が備えられている。前記しごき板51の反包材F側に連結された左右一対の連結ロッド(手前側のみ示す)53,53が前記取付部材52,52内に部分的に嵌入されており、該連結ロッド53,53に前記しごき板51を包材F方向に付勢するバネ54,54が外装されており、通常、各しごき板51の先端は、各シールジョー20,30の対接面より包材F方向に突出している。
【0051】
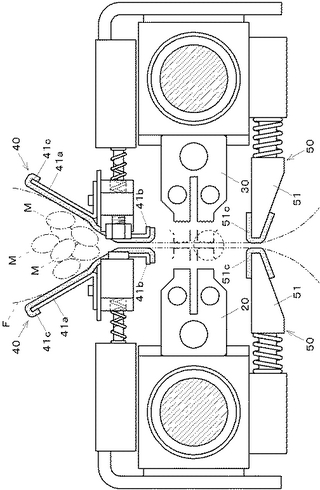
横シール動作に入ると、図3に示すように、シールジョー20,30と共に前記シャッタ機構40,40及びしごき機構50,50は筒状包材Fに接近し、下部シャッタ板41b,41b及びしごき板51,51は、シールジョー20,30に先んじて、筒状包材Fを挟み付けるようになる。
【0052】
すなわち、シャッタ機構40,40の下部シャッタ板41b,41bで包材Fを挟み付けて、該包材F内に投入される物品M…Mやその破片等の落下を規制して、シールジョー20,30による横シール時における物品M…Mやその破片等の噛み込みを抑制することができると共に、上部シャッタ板41a,41aで前記下部シャッタ板41b,41bによる挟み付け位置より上方の物品M…Mが収容された包材F部分を良好に支持することができるようになる。
【0053】
一方、しごき機構50,50のしごき板51,51で包材を挟み付けて、横シールされることになる該包材Fをしごいて該包材F内の物品M…Mを下方に移動させて、シールジョー20,30による横シール動作を円滑かつ良好に行なわせることができるようになる。そののち、太い二点鎖線で示すようにシールジョー20,30が包材Fを挟み付けて対接することにより、横シールが行なわれる。
【0054】
その場合、シャッタ機構40,40における上部及び下部シャッタ板41a,41a,41b,41bに緩衝シート41c,41cを貼着したので、例えば硬い物品M…Mを挟み付け始めるときに、該物品M…Mやその破片等による包材Fの損傷を効果的に軽減することができる。また、しごき機構50,50においても、しごき板51,51に緩衝シート51c,51cを貼着したので、同様に物品M…Mやその破片等による包材Fの損傷を良好に軽減することができる。
【0055】
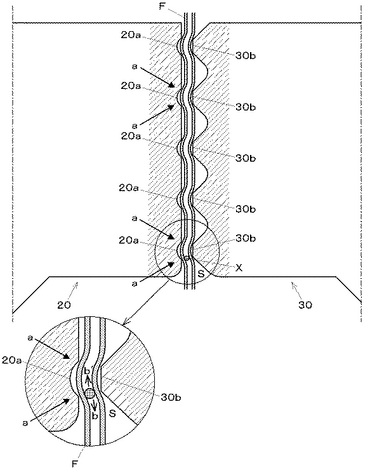
次に、本発明の特徴部分であるシールジョー20,30の構成について説明すると、図3において概ね点線の丸印で囲んだ部分、つまり図示しないカッタが出没するスリットを挟んで上下に分割された対接面の下側部分を拡大して図4に示すように、各シールジョー20,30の包材Fを挟み付ける対接面は特徴的な形状とされている。つまり、前側(図例上左側)シールジョー20の対接面には、5つの比較的浅い円弧状の凹溝20a…20aが設けられており、後側(図例上右側)シールジョー30の対接面には、前記凹溝20a…20aの対向位置に同数の略台形状の凸条30b…30bが設けられており、これら凹溝20a…20aと凸条30b…30bとが互いに噛合可能とされている。その場合、一組の凹溝20aと凸条30bとは、凹溝20aの内部両側面と凸条30bの両側部との符号a,aで示す2箇所で包材Fを挟み付けて圧接するようにそれらの形状が設定されている。
【0056】
さらに、最下方の圧接箇所aの下側には、該圧接箇所aから開いた空間Sが設けられるように、前側シールジョー20の対接面の下端部は角部が面取りされて丸味が形成され、後側シールジョー30の対接面の下端部は角部が大きく切り欠かれている。
【0057】
なお、シールジョー20,30の上下に分割された対接面の上側部分においては、最上方の圧接箇所の上側に、該圧接箇所から開いた空間が設けられるように構成されている点を除き、事情は前述した下側部分と同じであるので、説明を省略する。
【0058】
ここで、この製袋包装機1の作用について説明する。
【0059】
すなわち、図1に示したように、繰出機構12から繰り出された帯状包材Fの左右両縁部が重ね合わされて筒状とされ、この重ね合わせ部が縦シール装置16によって縦方向にシールされたのち、横シール装置17によって物品M…Mが収容された筒状包材Fが幅方向にシールされると共に横シール部の中央で幅方向に切断されて、物品M…Mが充填された袋詰め商品Gが得られることになる。
【0060】
その場合に、前述したシャッタ機構40,40及びしごき機構50,50に後続して、図4に一部を示した構成のシールジョー20,30で包材Fを両側から挟み付けて圧接することにより、幅方向に平行に延びる線状の複数の溶着箇所を有する横シール部を形成するとき、最下方の圧接箇所aの下側には該圧接箇所aから開いた空間Sが設けられているので、例えば味付け用の塩が付着されたおかき等の物品M…Mを包材F内に充填する場合に、硬い塩の結晶や硬い物品Mの微粉等の粒子Xは、この空間Sが存在するために、矢印bで示すように拘束されることなく包材Fを押し退けつつ逃げることができる。したがって、前記圧接箇所aに硬い粒子Xが捕捉されて包材Fに噛み込むことが回避され、もって包材Fの損傷ひいてはピンホールの発生を防止可能となる。
【0061】
なお、粒子Xは、矢印b方向とは反対の矢印b′方向に逃げることもでき、仮に該粒子Xが上方の圧接箇所aで噛み込まれたとしても、前述したように下方の圧接箇所aが良好に圧接されるので、シール不良に直結することはない。
【0062】
そして、後側シールジョー30の対接面に設けられた凸条30b…30bと前側シールジョー20の対接面に設けられた凹溝20a…20aとは、一噛合箇所当り符号a,aで示す2箇所で包材Fを圧接することになる。
【0063】
その場合、例えば一噛合箇所当り一箇所で包材Fを圧接する場合に比較して、通常は包材Fの折り畳みが軽減される結果、包材Fにいたずらに大きな張力が作用することはない。したがって、仮に包材Fに硬い粒子Xの噛み込みが生じたとしても、ピンホールの発生を防止する効果がある。
【0064】
なお、本実施の形態では、凹溝20aは円弧状とされていたが、略台形状であってもよく、その場合にも前述した作用と同様の作用が得られる。
【0065】
次に、本発明のさまざまな実施の形態について説明するが、その場合の製袋包装機や横シール装置は、いずれも前述した第1の実施の形態に係る製袋包装機1や横シール装置17と基本構成が共通し、ただシールジョーの構成のみが異なっている。
【0066】
まず、第2の実施の形態に係るシールジョーについて説明する。
【0067】
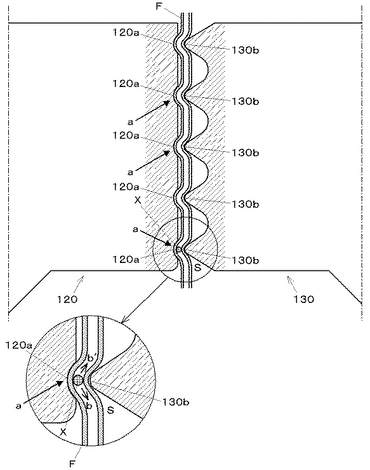
図5に示すように、前後一対のシールジョー120,130のうち、前側シールジョー120の対接面には、5つの比較的浅い円弧状の凹溝120a…120aが設けられており、後側シールジョー130の対接面には、前記凹溝120a…120aの対向位置に同数の円弧状の先端を有する凸条130b…130bが設けられており、これら凹溝120a…120aと凸条130b…130bとが互いに噛合可能とされている。その場合、前記凹溝120aと凸条130bとは、一噛合箇所当り凹溝120aの底部と凸条130bの先端とで、符号aで示す一箇所で包材Fを挟み付けて圧接するようにそれらの形状が設定されている。
【0068】
さらに、最下方の圧接箇所aの下側には、該圧接箇所aから開いた空間Sが設けられるように、前側シールジョー120の対接面の下端部は角部が面取りされて丸味が形成され、後側シールジョー130の対接面の下端部は角部が大きく切り欠かれている。
【0069】
これによれば、後側シールジョー130の対接面に設けられた凸条130b…130bと前側シールジョー120の対接面に設けられた凹溝120a…120aとが、一噛合箇所当り符号aで示す一箇所で包材Fを圧接することになる。
【0070】
その場合、筒状包材Fの長手方向に沿う凸条130bの先端の寸法を小さく設定することにより、粒子Xは接近する該凸条130bの先端で効果的に弾かれて、前記空間Sが存在するために、圧接箇所aから矢印bで示すように拘束されることなく包材Fを押し退けつつ速やかに逃げるようになる。また、凹溝120aの深さが深いと、粒子Xは該凹溝120aに対応する箇所の包材F内に閉じ込められて、前記空間S方向に逃げ難くなるが、凹溝120aの深さを浅く設定することにより、この懸念が解消されるようになる。
【0071】
なお、粒子Xが矢印b方向とは反対の矢印b′方向に逃げることもでき、仮に該粒子Xが上方の圧接箇所aで噛み込まれたとしても、下方の圧接箇所aが良好に圧接されるので、シール不良に直結しないことは前述したとおりである。
【0072】
次に、第3の実施の形態に係るシールジョーについて説明する。
【0073】
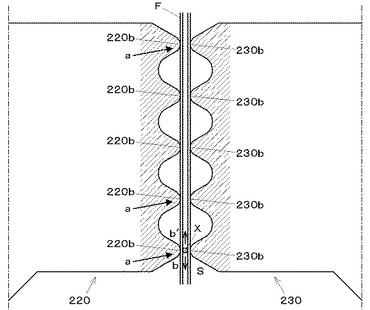
図6に示すように、前後一対のシールジョー220,230のいずれの対接面にも、互いに対向するように5つの円弧状の先端を有する凸条220b…220b,230b…230bが設けられており、これらの凸条220b…220b,230b…230b同士で符号a…aで示す箇所で包材Fを挟み付けて圧接するようにそれらの形状が設定されている。
【0074】
さらに、最下方の圧接箇所aの下側には、該圧接箇所aから開いた空間Sが設けられるように、両シールジョー220,230の対接面の下端部は角部が大きく切り欠かれている。
【0075】
これによれば、左側シールジョー220の対接面に設けられた凸条220b…220bと右側シールジョー230の対接面に設けられた凸条230b…230bとが包材Fを圧接することになる。
【0076】
その場合、硬い粒子Xは接近する両側の凸条220b,230bの先端で弾かれて、圧接箇所aから矢印b,b′で示す方向に拘束されることなく包材Fを押し退けつつさらに速やかに逃げるようになる。しかも、両側の凸条220b…220b,230b…230b同士で包材Fを挟み付けるので、通常は包材Fの折り畳みがなくなる結果、包材Fにいたずらに大きな張力が作用するのを一層抑制することができる。
【0077】
次に、第4の実施の形態に係るシールジョーについて説明する。
【0078】
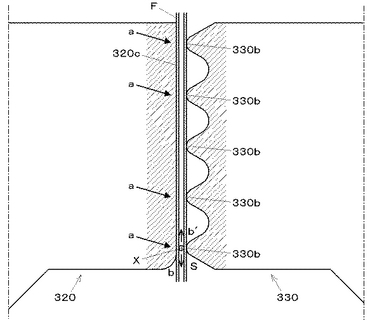
図7に示すように、前後一対のシールジョー320,330のうち、前側シールジョー320の対接面は平坦面320cとされており、後側シールジョー330の対接面には、5つの円弧状の先端を有する凸条330b…330bが設けられており、平坦面320cと凸条330bの先端とにより、符号a…aで示す箇所で包材Fを挟み付けて圧接するようになっている。
【0079】
さらに、最下方の圧接箇所aの下側には、該圧接箇所aから開いた空間Sが設けられるように、前側シールジョー320の対接面の下端部は角部が面取りされて丸味が形成され、後側シールジョー330の対接面の下端部は角部が大きく切り欠かれている。
【0080】
これによれば、後側シールジョー330の対接面に設けられた凸条330b…330bと前側シールジョー320の平坦面320cとが包材Fを圧接することになる。
【0081】
その場合、前側シールジョー320の構成が単純化されており、低コスト化を維持することができる。その上で、前側シールジョー320の対接面には、硬い粒子Xを閉じ込める可能性のある凹溝が存在しないので、粒子Xの噛み込みはさらに効果的に防止される。
【0082】
しかも、後側シールジョー330の対接面に設けられた凸条330b…330bと左側シールジョー320の平坦面320cとが包材Fを挟み付けるので、通常は包材Fの折り畳みがなくなる結果、包材Fにいたずらに大きな張力が作用するのを一層抑制することができる。
【0083】
次に、第5の実施の形態に係るシールジョーについて説明する。
【0084】
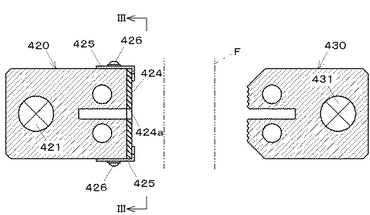
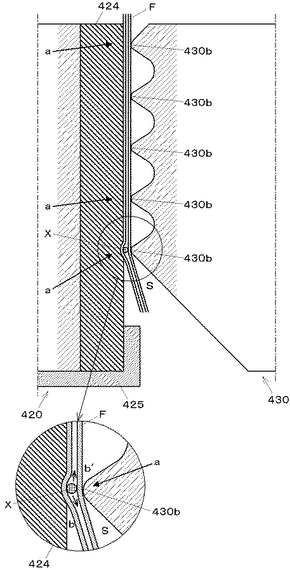
図8〜図10に示すように、前後一対のシールジョー420,430はそれぞれ熱源としてのヒータ421,431を内蔵しており、そのうち、前側シールジョー420の対接面のほぼ全面にわたり、平坦面を有する厚みが約2mmとされたシリコンゴム板424が備えられており、後側シールジョー430の上下に分割された各対接面には、前述した凸条130b…130bに類似の先端が円弧状とされた5つの凸条(図10に下側のもののみ示す)430b…430bが設けられている。その場合、平坦なシリコンゴム板424と凸条430b…430bの先端とで包材Fを挟み付けて符号a…aで示す箇所で圧接するようになっている。
【0085】
ところで、前側シールジョー420のように対接面のほぼ全面に熱伝導性の良くないシリコンゴム板424が備えられていると、通常、前側シールジョー420にヒータを備えなくても、ヒータ431を備えた後側シールジョー430と協働して包材Fを挟み付けたとき、該包材Fを溶着するには十分な熱が圧接箇所において確保されるが、包材Fの前後両側の温度が微妙に異なることがあり、その結果、横シール部にカールが生じ、見栄えが悪く商品価値を損なうことがある。そのような場合に、前側シールジョー420にもヒータ421が備えたことにより、対接時に挟み付けた包材Fの前後両側の温度をほぼ同じにすることができ、もってカールの発生が防止されるようになる。
【0086】
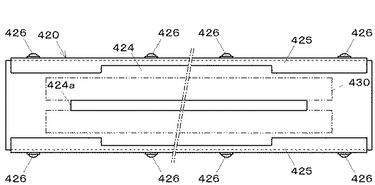
前記シリコンゴム板424は正面視で矩形とされ、中央部にカッタが出没可能に矩形のスリット424aが設けられている。このシリコンゴム板424は、側断面視でL字状の上下一対の固定金具425,425と複数のビス426…426とで前側シールジョー420の対接面に固定されている。該固定金具425,425は、シリコンゴム板424に図9において二点鎖線で示すように対接する後側シールジョー430に干渉しないように配設されている。
【0087】
さらに、最下方の圧接箇所aの下側には、該圧接箇所aから開いた空間Sが設けられるように、後側シールジョー430の上側対接面の上端部及び下側対接面の下端部は、それぞれ角部が大きく切り欠かれている。
【0088】
これによれば、前記第4の実施の形態における作用と同様の作用が得られるのに加えて、図10に示すように、後側シールジョー430の対接面に設けられた凸条430bの先端と前側シールジョー420の対接面に備えられた平坦なシリコンゴム板424とが包材Fを挟み付けて対接しようとしたとき、仮に捕捉から逃げ切れなかった硬い粒子Xがあったとしても、シリコンゴム板424は凸条430bの先端に押圧されて該凸条430bの先端の両側方向に弾性的に変形するので、前記粒子Xはこの変形方向に導かれて矢印b,b′で示すように当該圧接箇所aから逃げることができるようになる。前記粒子Xが矢印b方向に逃げる場合、前記空間Sが存在するために、拘束されることなく包材Fを押し退けつつ逃げ易くなる。
【0089】
そして、両シールジョー420,430の対接面のほぼ全面において、圧接箇所a…aにおける硬い粒子Xの噛み込みを防止することができ、横シール部のシール性の面でのさらなる品質向上を図ることができる。
【0090】
なお、シリコンゴム板424の厚みは1〜5mm程度のものが適用可能で、本実施の形態の場合には約2mmのものが好ましい。また、シリコンゴム板424に代えてフッ素ゴム板としてもよく、さらに適度な弾性、剛性、耐熱性等を兼ね備えた材質のものが好ましく適用可能である。
【0091】
次に、第6の実施の形態に係るシールジョーについて説明する。
【0092】
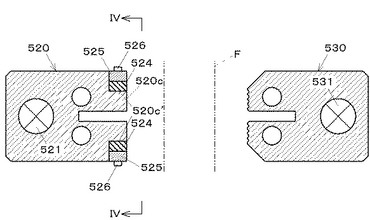
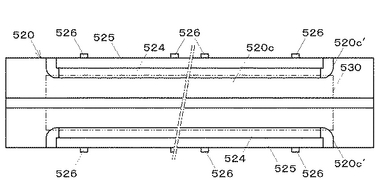
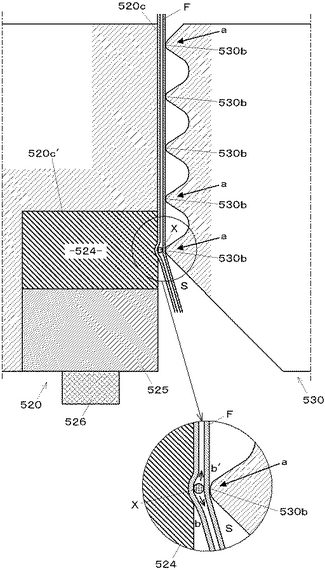
図11〜図13に示すように、前後一対のシールジョー520,530はそれぞれ熱源としてのヒータ521,531を内蔵しており、そのうち、前側シールジョー520の上下に分割された対接面には、少なくとも後側シールジョー530の上下に分割された対接面に設けられた、前述した第5の実施の形態における凸条430b…430bと同じ複数の円弧状の先端を有した凸条530b…530bのうちの上方端及び下方端のものの対向位置に、それぞれ平坦面を有するシリコンゴム板524,524が備えられている。
【0093】
前記各シリコンゴム板524は、側断面形状が矩形とされ、かつ前側シールジョー520に沿って延びており、前側シールジョー520の平坦面520cの上下角部が所定長さにわたって設けられた切り欠き部520c′,520c′に嵌め込まれた上で、同様に側断面形状が矩形とされて前側シールジョー520に沿って延びる固定部材525,525を介して、複数のボルト526…526で固定されている。その場合、図12に示すように、前記固定部材525,525は、前側シールジョー520に対接する二点鎖線で示す後側シールジョー530に干渉しないように配設されている。
【0094】
そして、前側シールジョー520の平坦なシリコンゴム板524,524と後側シールジョー530の上方端及び下方端の凸条530b,530bの先端とで、符号aで示す箇所で包材Fを挟み付けて圧接すると共に、上下方向の中間部では、前記シリコンゴム板524,524に代わって前側シールジョー520の平坦面520cと後側シールジョー530の凸条530b…530bの先端とで、符号a…aで示す箇所で包材Fを挟み付けて圧接するようになっている。
【0095】
さらに、前述した第5の実施の形態におけると同様に、最下方の圧接箇所aから開いた空間Sが設けられるように、後側シールジョー530の上側対接面の上端部及び下側対接面の下端部は、それぞれ角部が大きく切り欠かれている。
【0096】
これによれば、同じく前記第4の実施の形態における作用と同様の作用が得られるようになる。そして、図13に示すように、後側シールジョー530の対接面に設けられた凸条530bの先端と前側シールジョー520の対接面の所定箇所に備えられた平坦なシリコンゴム板524とが包材Fを挟み付けて対接しようとしたとき、仮に捕捉から逃げ切れなかった硬い粒子Xがあったとしても、シリコンゴム板524は凸条530bの先端に押圧されて該凸条530bの先端の両側方向に弾性的に変形するので、前記粒子Xはこの変形方向に導かれて矢印b,b′で示すように当該圧接箇所aから逃げることができるようになる。前記粒子Xが矢印b方向に逃げる場合、前記空間Sが存在するために、拘束されることなく包材Fを押し退けつつ逃げ易くなる。
【0097】
また、シリコンゴム板524,524を、少なくとも後側シールジョー530の対接面に設けられた凸条のうちの両端のものの対向位置、つまり硬い粒子Xの噛み込みが生じるとピンホール不良に直結する可能性のある圧接箇所に対応した位置に備えるようにすることにより、シリコンゴム部材524の使用量を必要最小限にとどめることができ、低コスト化が維持されるようになる。
【0098】
そして、この場合にも、シリコンゴム板524に代えてフッ素ゴム板としてもよく、さらに適度な弾性、剛性、耐熱性等を兼ね備えた材質のものが好ましく適用可能である。
【0099】
なお、前記各実施の形態では、本発明を縦型タイプの製袋包装機に適用したが、横型タイプの製袋包装機に適用してもよい。
【0100】
そして、前記第1の実施の形態において詳述したシャッタ機構40,40やしごき機構50,50を、必要に応じて省略してもよい。
【産業上の利用可能性】
【0101】
以上説明したように、本発明によれば、包材の横シール部における味付け用に物品に付着された硬い塩の結晶や硬い物品の微粉等の粒子の噛み込みを回避することにより、ピンホールの発生を防止可能な製袋包装機が提供される。すなわち、本発明は、帯状包材を袋に成形しながらその袋に物品を充填して袋詰め商品を連続生産する製袋包装機に関し、物品包装の技術分野に広く好適である。
【図面の簡単な説明】
【0102】
【図1】本発明の第1の実施の形態に係る製袋包装機の概略構成を示す側面図である。
【図2】横シール装置の要部側面図である。
【図3】シャッタ機構及びしごき機構の作用を説明するための図2に対応する側面図である。
【図4】シールジョーの構成を示す拡大側面図である。
【図5】本発明の第2の実施の形態に係るシールジョーの図4に相当する側面図である。
【図6】同じく第3の実施の形態に係るシールジョーの図4に相当する側面図である。
【図7】同じく第4の実施の形態に係るシールジョーの図4に相当する側面図である。
【図8】同じく第5の実施の形態に係るシールジョーの側断面図である。
【図9】図8のIII−III線による矢視図である。
【図10】硬い粒子を挟み付けようとするときの拡大断面図である。
【図11】本発明の第6の実施の形態に係るシールジョーの側断面図である。
【図12】図11のIV−IV線による矢視図である。
【図13】硬い粒子を挟み付けようとするときの拡大断面図である。
【図14】従来のシールジョーの構成を示す断面図である。
【図15】従来の別なるシールジョーの構成を示す断面図である。
【図16】従来のさらに別なるシールジョーの構成を示す側面図である。
【図17】硬い粒子の噛み込み問題を説明するための袋詰め商品の斜視図である。
【符号の説明】
【0103】
1 製袋包装機
20,120,220,320,420,520 前側シールジョー(他方のシールジョー)
20a,120a 凹溝
30,130,230,330,430,530 後側シールジョー(一方のシールジョー)
30b,130b,230b,330b,430b,530b 凸条(一方のシールジョー側の凸条)
220b 凸条(他方のシールジョー側の凸条)
320c 平坦面
424,524 シリコンゴム板(弾性部材)
F 包材
S 空間
【技術分野】
【0001】
本発明は、帯状包材を袋に成形しながらその袋に物品を充填して袋詰め商品を連続生産する製袋包装機に関し、物品包装の技術分野に属する。
【背景技術】
【0002】
一般に、ポテトチップスのようなスナック菓子等の物品を包材で袋状に包装した商品を連続生産する製袋包装機は、チューブの周囲に帯状包材を巻き付けて筒状に曲成し、該筒状包材を搬送しながら重ね合わせ部を長手方向に縦シールしたのち、所定の間隔を置いて幅方向に横シール及び切断を行って製袋しつつ、その製袋過程において、例えば組合せ計量装置等から排出されて前記チューブに順次投入される物品を個々の袋に充填するものである。
【0003】
このような製袋包装機に備えられて筒状包材を横シールする横シール装置は、対接することによって前記包材を両側から挟み付けて溶着する一対のシールジョーを有しており、該シールジョーには、例えば特許文献1〜特許文献3に開示のものがある。
【0004】
まず、図14に示すように、特許文献1に記載の一対のシールジョー610,620は、包材Fを挟み付ける対接面に、先端が平坦な複数の凸条611…611,621…621と比較的深い凹溝612…612,622…622とがそれぞれ対向して設けられている。また、各シールジョー610,620は、熱源としてヒータ613,623をそれぞれ内蔵している。
【0005】
これにより、横シール時には二点鎖線で示すように、両シールジョー610,620に設けられた凸条611…611,621…621同士が包材Fを挟み付けて加熱しつつ圧接し、包材Fは上下方向に複数箇所で線状に溶着されることになる。
【0006】
次に、図15に示すように、特許文献2に記載の一対のシールジョー710,720は、包材Fを挟み付ける対接面が互いに噛合可能とされており、複数の略V字状の凸条711…711,721…721とV字状の凹溝712…712,722…722とが設けられている。その場合、一方(図例上左側)のシールジョー710の凸条711…711の先端は面取りされており、他方(図例上右側)のシールジョー720の凸条721…721の先端は略台形状とされている。また、一方のシールジョー710の凸条711…711及び凹溝712…712の傾斜角度は約90度に設定されており、他方のシールジョー720の凸条721…721及び凹溝722…722の傾斜角度は約60度に設定されている。そして、各シールジョー710,720は、熱源として上下一対のヒータ713,713,723,723をそれぞれ内蔵している。
【0007】
これにより、横シール時には二点鎖線で示すように、一方のシールジョー710の傾斜角度が大きい凹溝712…712と他方のシールジョー720の傾斜角度が小さい凸条721…721とが包材Fを挟み付けて対接すると、符号a,a′で示す前記凹溝712…712の内部両側面と前記凸条721…721の略台形状の先端の両端部とで包材Fを加熱しつつ圧接し、包材Fは上下方向に複数箇所で線状に溶着されることになる。
【0008】
そして、図16に示すように、特許文献3に記載の一対のシールジョー810,820は、包材Fを挟み付けるシールヘッド811とシリコンゴム板821とをそれぞれ備えている。前記シールヘッド811は、対接面が平坦面とされており、前記シリコンゴム板821は、対接面が包材F方向に突出する曲面とされている。
【0009】
これにより、横シール時には、二点鎖線で示すように、シールヘッド811とシリコンゴム板821とが包材Fを挟み付けて対接すると、柔軟性のあるシリコンゴム板821の突出した曲面が次第に上下方向に拡がるように変形しつつ他方のシールヘッド811との間で包材Fを圧接し、包材Fは面状に溶着されることになる。
【0010】
【特許文献1】実開昭55−104613号公報
【特許文献2】特開2002−104327号公報
【特許文献3】特開2003−341624号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
ところで、充填する物品があられやピーナッツ等の場合、対接する一対のシールジョーによって挟み付けられて圧接される箇所の包材に、味付け用に前記物品に付着された通常石こうと同程度の硬さといわれる塩の結晶や硬い物品の破片、微粉等の粒子が噛み込まれ、袋の包材を損傷させてピンホールを生じさせることがある。
【0012】
例えば、前記特許文献1に記載のシールジョー610,620の場合には、図14に二点鎖線で示すように、対向する一対の平坦かつ比較的上下方向の寸法が大きい凸条611,621間の包材F内に硬い粒子Xが挟み付けられると、近傍に逃げ場がないため該粒子Xは前記凸条611,621による捕捉から逃げようがなく、当該箇所の包材Fに粒子Xが噛み込まれるおそれがある。
【0013】
また、前記特許文献2に記載のシールジョー710,720の場合には、図15に拡大して二点鎖線で示すように、比較的深いV字状の凹溝712と略V字状の凸条721とによる符号aで示す包材Fの圧接箇所に硬い粒子Xが挟み付けられると、同様に近傍に逃げ場がないため該粒子Xは前記凹溝712と凸条721とによる捕捉から逃げようがなく、当該箇所の包材Fに粒子Xが噛み込まれる可能性がある。
【0014】
また、前記特許文献3に記載のシールジョー810,820の場合には、図16に二点鎖線で示すように、シールヘッド811とシリコンゴム板821とによる面状の圧接箇所に硬い粒子Xが挟み付けられると、前記特許文献1に記載のシールジョー610,620における場合と事情はほぼ同じであって、当該箇所の包材Fに粒子Xが噛み込まれるおそれがある。
【0015】
そして、図17に示すように、物品M…Mを充填した袋詰め商品Gの包材Fにおける非シール部F1と横シール部F2,F2との境界で硬い粒子Xの噛み込みが生じることにより、当該箇所の包材Fが損傷してピンホールが発生すると、該ピンホールを介して袋詰め商品G内部の空気や不活性ガス等の気体が漏出するというシール不良を招くことがある。なお、非シール部F1と横シール部F2,F2との境界以外、例えば横シール部F2,F2における上下方向の中央部で粒子Xの噛み込みがあったとしても、近傍に線状の溶着箇所が存在するので、ピンホールの発生には通常は直結しない。
【0016】
そこで、本発明は、包材の横シール部における味付け用に物品に付着された硬い塩の結晶や硬い物品の微粉等の粒子の噛み込みを回避することにより、ピンホールの発生を防止可能な製袋包装機の提供を課題とする。
【課題を解決するための手段】
【0017】
前記課題を解決するため、本発明は次のように構成したことを特徴とする。
【0018】
まず、請求項1に記載の発明は、帯状包材の両側縁部を重ね合わせて筒状に曲成し、該筒状包材を重ね合わせ部で長手方向に縦シールしたのち、該筒状包材を挟んで対接離反可能に配設された一対のシールジョーによって幅方向に横シールして袋に成形する製袋包装機であって、前記一方のシールジョーの対接面には平行に複数の凸条が設けられており、かつ、該凸条が他方のシールジョーの対接面との間に前記筒状包材を挟み付けて圧接するとき、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする。
【0019】
次に、請求項2に記載の発明は、前記請求項1に記載の製袋包装機において、前記他方のシールジョーの対接面には、前記一方のシールジョーの対接面に設けられた凸条の対向位置に噛合可能に複数の凹溝が設けられており、かつ、該凹溝と前記凸条とは、凹溝の内部両側面と凸条の両側部との2箇所で前記筒状包材を挟み付けて圧接する形状とされ、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする。
【0020】
また、請求項3に記載の発明は、前記請求項1に記載の製袋包装機において、前記他方のシールジョーの対接面には、前記一方のシールジョーの対接面に設けられた凸条の対向位置に噛合可能に複数の凹溝が設けられており、かつ、該凹溝と前記凸条とは、凹溝の底部と凸条の先端とで前記筒状包材を挟み付けて圧接する形状とされ、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする。
【0021】
また、請求項4に記載の発明は、前記請求項1に記載の製袋包装機において、前記他方のシールジョーの対接面には、前記一方のシールジョーの対接面に設けられた凸条の対向位置に複数の凸条が設けられており、かつ、該両側の凸条の先端同士で前記筒状包材を挟み付けて圧接する形状とされ、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする。
【0022】
また、請求項5に記載の発明は、前記請求項1に記載の製袋包装機において、前記他方のシールジョーの対接面は平坦面とされており、かつ、該平坦面と前記一方のシールジョーの対接面に設けられた凸条の先端とで前記筒状包材を挟み付けて圧接するとき、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする。
【0023】
また、請求項6に記載の発明は、前記請求項1に記載の製袋包装機において、前記他方のシールジョーの対接面には、平坦面を有する弾性部材が備えられており、かつ、該弾性部材と前記一方のシールジョーの対接面に設けられた凸条の先端とで前記筒状包材を挟み付けて圧接するとき、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする。
【0024】
また、請求項7に記載の発明は、前記請求項6に記載の製袋包装機において、前記弾性部材は、他方のシールジョーの対接面のほぼ全面にわたって備えられていることを特徴とする。
【0025】
そして、請求項8に記載の発明は、前記請求項6に記載の製袋包装機において、前記弾性部材は、少なくとも前記一方のシールジョーの対接面に設けられた凸条のうちの両端のものの対向位置に備えられていることを特徴とする。
【発明の効果】
【0026】
まず、請求項1に記載の発明によれば、包材を両側から挟み付けて圧接することにより、幅方向に平行に延びる線状の複数の溶着箇所を有する横シール部を形成するとき、少なくとも両端部の各圧接箇所の外側には該圧接箇所から開いた空間が設けられているので、例えば味付け用の塩が付着されたおかきやピーナッツ等の物品を包材内に充填する場合にも、硬い塩の結晶や硬い物品の微粉等の粒子は、この空間が存在するために、拘束されることなく包材内を逃げることができる。したがって、前記圧接箇所に硬い粒子が捕捉されて包材に噛み込むことが回避され、もって包材の損傷ひいてはピンホールの発生を防止可能となる。
【0027】
そして、請求項2から請求項6に記載のいずれの発明によっても、前記請求項1に記載の発明が一方のシールジョーの対接面の構成の点でさらに具体化される。特に請求項2に記載の発明によれば、一方のシールジョーの対接面に設けられた凸条と他方のシールジョーの対接面に設けられた凹溝とは、一噛合箇所当り2箇所で包材を圧接することになる。
【0028】
その場合、例えば一噛合箇所当り一箇所で包材を圧接する場合に比較して、通常は包材の折り畳みが軽減される結果、包材にいたずらに大きな張力が作用することはない。したがって、仮に包材に硬い粒子の噛み込みが生じたとしても、該包材の損傷ひいてはピンホールの発生を防止する効果がある。
【0029】
また、請求項3に記載の発明によれば、一方のシールジョーの対接面に設けられた凸条と他方のシールジョーの対接面に設けられた凹溝とが、一噛合箇所当り一箇所で包材を圧接することになる。
【0030】
その場合、筒状包材の長手方向に沿う凸条の先端の寸法を小さく設定することにより、粒子は接近する該凸条の先端で効果的に弾かれて圧接箇所から速やかに逃げるようになる。また、凹溝の深さが深いと、粒子は該凹溝に対応する箇所の包材内に閉じ込められて、前記空間方向に逃げ難くなるが、凹溝の深さを浅く設定することにより、この懸念が解消されるようになる。
【0031】
また、請求項4に記載の発明によれば、一方のシールジョーの対接面に設けられた凸条と他方のシールジョーの対接面に設けられた凸条とが包材を圧接することになる。
【0032】
その場合、硬い粒子は接近する両側の凸条の先端で弾かれて圧接箇所からさらに速やかに逃げるようになる。しかも、両側の凸条同士で包材を挟み付けるので、通常は包材の折り畳みがなくなる結果、包材にいたずらに大きな張力が作用するのを一層抑制することができる。
【0033】
また、請求項5に記載の発明によれば、一方のシールジョーの対接面に設けられた凸条と他方のシールジョーの平坦な対接面とが包材を圧接することになる。
【0034】
その場合、他方のシールジョーの対接面の構成が単純化されており、低コスト化が維持されるようになる。その上で、他方のシールジョーの対接面には、硬い粒子を閉じ込める可能性のある凹溝が存在しないので、粒子の噛み込みはさらに効果的に防止される。
【0035】
しかも、一方のシールジョーの対接面に設けられた凸条と他方のシールジョーの平坦な対接面とが包材を挟み付けるので、通常は包材の折り畳みがなくなる結果、この場合にも包材にいたずらに大きな張力が作用するのを一層抑制することができる。
【0036】
また、請求項6に記載の発明によれば、前記請求項5に記載の発明による作用と同様の作用が得られるのに加えて、一方のシールジョーの対接面に設けられた凸条の先端と他方のシールジョーの対接面に備えられた平坦な弾性部材とが包材を挟み付けて対接しようとしたとき、仮に捕捉から逃げ切れなかった硬い粒子があったとしても、弾性部材は凸条の先端に押圧されて該凸条の先端の両側方向に弾性的に変形するので、前記粒子はこの変形方向に導かれて当該圧接箇所から逃げることができるようになる。
【0037】
そして、請求項7及び請求項8に記載のいずれの発明によっても、前記請求項6に記載の発明が弾性部材の配設構造の点でさらに具体化される。特に請求項7に記載の発明によれば、対接面のほぼ全面において、各圧接箇所における硬い粒子の噛み込みを防止することができ、横シール部のシール性の面でのさらなる品質向上を図ることができる。
【0038】
また、請求項8に記載の発明によれば、弾性部材を、少なくとも一方のシールジョーの対接面に設けられた凸条のうちの両端のものの対向位置、つまり硬い粒子の噛み込みが生じるとピンホール不良に直結する可能性のある圧接箇所に対応した位置に備えるようにすることにより、弾性部材の使用量を必要最小限にとどめることができ、低コスト化が維持されるようになる。
【発明を実施するための最良の形態】
【0039】
まず、本発明の第1の実施の形態に係る製袋包装機について説明する。
【0040】
図1に示すように、この製袋包装機1は縦型タイプのもので、本体11に上流側から順に、包材ロールRから帯状包材Fを繰出す繰出機構12と、上部が漏斗形状とされると共に下部が円筒形状とされて、図示しない直上方の組合せ計量装置によって目標重量に計量された塩で味付けされたあられのような物品が投入されるチューブ13と、該チューブ13の比較的上部に取り付けられて、包材Fの左右両縁部を重ね合わせて筒状とするセーラ部材14と、該チューブ13の正面視で左右両側に配置されて、包材Fを該チューブ13の左右両側面に押し付けながら下方に搬送する一対のプルダウンベルト機構(一方のみ示す)15,15と、該チューブ13の前面に設けられて前記重ね合わせ部を長手方向に縦シールして筒状に成形する縦シール装置16と、物品が収容された筒状包材Fを幅方向に横シールすると共に図示しない内蔵したカッタによって横シール部の中央で幅方向に切断する横シール装置17とが組み付けられており、物品が充填された袋詰め商品Gを連続的に製造することができるようになっている。
【0041】
横シール装置17は、筒状包材Fを挟み付けて加熱しつつ圧接することによって該包材Fを横シールする前後一対のシールジョー20,30を有しており、該シールジョー20,30は、図示しない回転機構によって二点鎖線で示すような側面視で略D字状の軌道を描くように移動する。
【0042】
さらに詳しく説明すると、図2に示すように、横シール装置17は、前記シールジョー20,30に加えて前後一対のシャッタ機構40,40と前後一対のしごき機構50,50とを備えている。なお、説明において「前」、「後」とあるのは、図中に矢印で示した方向に対応する。
【0043】
まず、シャッタ機構40,40は、シールジョー20,30に先んじて筒状包材Fを挟み付けることにより、該包材F内に投入される物品やその破片等の落下を規制し、前記シールジョー20,30による横シール時における物品やその破片等の噛み込みを抑制するものである。
【0044】
ヒータ21,31を内蔵した左右(図例では奥方側と手前側)に延びるシールジョー20,30は、それぞれ一対の支持ブロック(手前側のみ示す)22,22,32,32に固定支持されており、該一対の支持ブロック22,22,32,32は、それぞれ連結板23,33で一体的に連結されている。
【0045】
各シャッタ機構40は、左右に延びる上部シャッタ板41aと下部シャッタ板41bとを有している。上部シャッタ板41aは、側面視で略V字状とされ、基面と該基面から上方に折り曲げられて上部ほど筒状包材Fから離間する受け面とを有している。下部シャッタ板41bは、側面視で略コ字状とされ、基面と該基面から下方に折り曲げられたのち反包材F方向に若干折り返された対接面とを有している。そして、両シャッタ板41a,41bはそれぞれの基面を介して結合されると共に、包材Fに接触する箇所に柔軟な緩衝シート41cが貼着されている。なお、該緩衝シート41cとしては、例えば面ファスナにおける柔らかいループ面側の素材が好ましく適用可能である。
【0046】
前記両シャッタ板41a,41bは、取付部材42に支持されている。前記各連結板23,33には、それぞれ側面視で略L字状とされた固定部材43が固定されており、該固定部材43の上方端部にベース部材44が取り付けられている。そして、該ベース部材44と前記取付部材42との間に、前記両シャッタ板41a,41bを進退可能に支持する一対の連結ロッド(手前側のみ示す)45,45が備えられており、また、該連結ロッド45,45を挟んで両側に、前記取付部材42つまり両シャッタ板41a,41bを包材F方向に付勢するバネ46,46が介設されており、通常、各下部シャッタ板41bの対接面は、各シールジョー20,30の対接面より包材F方向に突出している。
【0047】
前記取付部材42,42の左右両端部に、補助ブロック(手前側のみ示す)47a,47a,47b,47bが取り付けられており、前側シールジョー20の補助ブロック47a,47aにはウレタンゴム製の円柱状の緩衝部材48a,48aが、後側シールジョー30の補助ブロック47b,47bにはボルト48b,48bが突設されている。対向配置された緩衝部材48aとボルト48bとは、包材Fを挟んで当接することにより、前後一対のシャッタ機構40,40間つまり上部シャッタ板41a,41a間及び下部シャッタ板41b,41b間の間隔を生成するもので、前記ボルト48bのねじ込み位置の調整によって該間隔を適宜設定することができるようになっている。
【0048】
次に、しごき機構50,50は、シールジョー20,30に先んじて筒状包材Fを挟み付けることにより、横シールされることになる該包材Fをしごいて該包材F内の物品を下方に移動させて、前記シールジョー20,30による横シール動作を円滑かつ良好に行なわせるためのものである。
【0049】
各しごき機構50は、左右に延びると共に側面視で先端ほど厚みが薄くなる形状とされたしごき板51を有しており、該しごき板51の包材Fに接触する先端部に前述したと同様の素材の緩衝シート51cが貼着されている。
【0050】
各シールジョー20,30に備えられた各支持ブロック22,32の下面に取付部材52が備えられている。前記しごき板51の反包材F側に連結された左右一対の連結ロッド(手前側のみ示す)53,53が前記取付部材52,52内に部分的に嵌入されており、該連結ロッド53,53に前記しごき板51を包材F方向に付勢するバネ54,54が外装されており、通常、各しごき板51の先端は、各シールジョー20,30の対接面より包材F方向に突出している。
【0051】
横シール動作に入ると、図3に示すように、シールジョー20,30と共に前記シャッタ機構40,40及びしごき機構50,50は筒状包材Fに接近し、下部シャッタ板41b,41b及びしごき板51,51は、シールジョー20,30に先んじて、筒状包材Fを挟み付けるようになる。
【0052】
すなわち、シャッタ機構40,40の下部シャッタ板41b,41bで包材Fを挟み付けて、該包材F内に投入される物品M…Mやその破片等の落下を規制して、シールジョー20,30による横シール時における物品M…Mやその破片等の噛み込みを抑制することができると共に、上部シャッタ板41a,41aで前記下部シャッタ板41b,41bによる挟み付け位置より上方の物品M…Mが収容された包材F部分を良好に支持することができるようになる。
【0053】
一方、しごき機構50,50のしごき板51,51で包材を挟み付けて、横シールされることになる該包材Fをしごいて該包材F内の物品M…Mを下方に移動させて、シールジョー20,30による横シール動作を円滑かつ良好に行なわせることができるようになる。そののち、太い二点鎖線で示すようにシールジョー20,30が包材Fを挟み付けて対接することにより、横シールが行なわれる。
【0054】
その場合、シャッタ機構40,40における上部及び下部シャッタ板41a,41a,41b,41bに緩衝シート41c,41cを貼着したので、例えば硬い物品M…Mを挟み付け始めるときに、該物品M…Mやその破片等による包材Fの損傷を効果的に軽減することができる。また、しごき機構50,50においても、しごき板51,51に緩衝シート51c,51cを貼着したので、同様に物品M…Mやその破片等による包材Fの損傷を良好に軽減することができる。
【0055】
次に、本発明の特徴部分であるシールジョー20,30の構成について説明すると、図3において概ね点線の丸印で囲んだ部分、つまり図示しないカッタが出没するスリットを挟んで上下に分割された対接面の下側部分を拡大して図4に示すように、各シールジョー20,30の包材Fを挟み付ける対接面は特徴的な形状とされている。つまり、前側(図例上左側)シールジョー20の対接面には、5つの比較的浅い円弧状の凹溝20a…20aが設けられており、後側(図例上右側)シールジョー30の対接面には、前記凹溝20a…20aの対向位置に同数の略台形状の凸条30b…30bが設けられており、これら凹溝20a…20aと凸条30b…30bとが互いに噛合可能とされている。その場合、一組の凹溝20aと凸条30bとは、凹溝20aの内部両側面と凸条30bの両側部との符号a,aで示す2箇所で包材Fを挟み付けて圧接するようにそれらの形状が設定されている。
【0056】
さらに、最下方の圧接箇所aの下側には、該圧接箇所aから開いた空間Sが設けられるように、前側シールジョー20の対接面の下端部は角部が面取りされて丸味が形成され、後側シールジョー30の対接面の下端部は角部が大きく切り欠かれている。
【0057】
なお、シールジョー20,30の上下に分割された対接面の上側部分においては、最上方の圧接箇所の上側に、該圧接箇所から開いた空間が設けられるように構成されている点を除き、事情は前述した下側部分と同じであるので、説明を省略する。
【0058】
ここで、この製袋包装機1の作用について説明する。
【0059】
すなわち、図1に示したように、繰出機構12から繰り出された帯状包材Fの左右両縁部が重ね合わされて筒状とされ、この重ね合わせ部が縦シール装置16によって縦方向にシールされたのち、横シール装置17によって物品M…Mが収容された筒状包材Fが幅方向にシールされると共に横シール部の中央で幅方向に切断されて、物品M…Mが充填された袋詰め商品Gが得られることになる。
【0060】
その場合に、前述したシャッタ機構40,40及びしごき機構50,50に後続して、図4に一部を示した構成のシールジョー20,30で包材Fを両側から挟み付けて圧接することにより、幅方向に平行に延びる線状の複数の溶着箇所を有する横シール部を形成するとき、最下方の圧接箇所aの下側には該圧接箇所aから開いた空間Sが設けられているので、例えば味付け用の塩が付着されたおかき等の物品M…Mを包材F内に充填する場合に、硬い塩の結晶や硬い物品Mの微粉等の粒子Xは、この空間Sが存在するために、矢印bで示すように拘束されることなく包材Fを押し退けつつ逃げることができる。したがって、前記圧接箇所aに硬い粒子Xが捕捉されて包材Fに噛み込むことが回避され、もって包材Fの損傷ひいてはピンホールの発生を防止可能となる。
【0061】
なお、粒子Xは、矢印b方向とは反対の矢印b′方向に逃げることもでき、仮に該粒子Xが上方の圧接箇所aで噛み込まれたとしても、前述したように下方の圧接箇所aが良好に圧接されるので、シール不良に直結することはない。
【0062】
そして、後側シールジョー30の対接面に設けられた凸条30b…30bと前側シールジョー20の対接面に設けられた凹溝20a…20aとは、一噛合箇所当り符号a,aで示す2箇所で包材Fを圧接することになる。
【0063】
その場合、例えば一噛合箇所当り一箇所で包材Fを圧接する場合に比較して、通常は包材Fの折り畳みが軽減される結果、包材Fにいたずらに大きな張力が作用することはない。したがって、仮に包材Fに硬い粒子Xの噛み込みが生じたとしても、ピンホールの発生を防止する効果がある。
【0064】
なお、本実施の形態では、凹溝20aは円弧状とされていたが、略台形状であってもよく、その場合にも前述した作用と同様の作用が得られる。
【0065】
次に、本発明のさまざまな実施の形態について説明するが、その場合の製袋包装機や横シール装置は、いずれも前述した第1の実施の形態に係る製袋包装機1や横シール装置17と基本構成が共通し、ただシールジョーの構成のみが異なっている。
【0066】
まず、第2の実施の形態に係るシールジョーについて説明する。
【0067】
図5に示すように、前後一対のシールジョー120,130のうち、前側シールジョー120の対接面には、5つの比較的浅い円弧状の凹溝120a…120aが設けられており、後側シールジョー130の対接面には、前記凹溝120a…120aの対向位置に同数の円弧状の先端を有する凸条130b…130bが設けられており、これら凹溝120a…120aと凸条130b…130bとが互いに噛合可能とされている。その場合、前記凹溝120aと凸条130bとは、一噛合箇所当り凹溝120aの底部と凸条130bの先端とで、符号aで示す一箇所で包材Fを挟み付けて圧接するようにそれらの形状が設定されている。
【0068】
さらに、最下方の圧接箇所aの下側には、該圧接箇所aから開いた空間Sが設けられるように、前側シールジョー120の対接面の下端部は角部が面取りされて丸味が形成され、後側シールジョー130の対接面の下端部は角部が大きく切り欠かれている。
【0069】
これによれば、後側シールジョー130の対接面に設けられた凸条130b…130bと前側シールジョー120の対接面に設けられた凹溝120a…120aとが、一噛合箇所当り符号aで示す一箇所で包材Fを圧接することになる。
【0070】
その場合、筒状包材Fの長手方向に沿う凸条130bの先端の寸法を小さく設定することにより、粒子Xは接近する該凸条130bの先端で効果的に弾かれて、前記空間Sが存在するために、圧接箇所aから矢印bで示すように拘束されることなく包材Fを押し退けつつ速やかに逃げるようになる。また、凹溝120aの深さが深いと、粒子Xは該凹溝120aに対応する箇所の包材F内に閉じ込められて、前記空間S方向に逃げ難くなるが、凹溝120aの深さを浅く設定することにより、この懸念が解消されるようになる。
【0071】
なお、粒子Xが矢印b方向とは反対の矢印b′方向に逃げることもでき、仮に該粒子Xが上方の圧接箇所aで噛み込まれたとしても、下方の圧接箇所aが良好に圧接されるので、シール不良に直結しないことは前述したとおりである。
【0072】
次に、第3の実施の形態に係るシールジョーについて説明する。
【0073】
図6に示すように、前後一対のシールジョー220,230のいずれの対接面にも、互いに対向するように5つの円弧状の先端を有する凸条220b…220b,230b…230bが設けられており、これらの凸条220b…220b,230b…230b同士で符号a…aで示す箇所で包材Fを挟み付けて圧接するようにそれらの形状が設定されている。
【0074】
さらに、最下方の圧接箇所aの下側には、該圧接箇所aから開いた空間Sが設けられるように、両シールジョー220,230の対接面の下端部は角部が大きく切り欠かれている。
【0075】
これによれば、左側シールジョー220の対接面に設けられた凸条220b…220bと右側シールジョー230の対接面に設けられた凸条230b…230bとが包材Fを圧接することになる。
【0076】
その場合、硬い粒子Xは接近する両側の凸条220b,230bの先端で弾かれて、圧接箇所aから矢印b,b′で示す方向に拘束されることなく包材Fを押し退けつつさらに速やかに逃げるようになる。しかも、両側の凸条220b…220b,230b…230b同士で包材Fを挟み付けるので、通常は包材Fの折り畳みがなくなる結果、包材Fにいたずらに大きな張力が作用するのを一層抑制することができる。
【0077】
次に、第4の実施の形態に係るシールジョーについて説明する。
【0078】
図7に示すように、前後一対のシールジョー320,330のうち、前側シールジョー320の対接面は平坦面320cとされており、後側シールジョー330の対接面には、5つの円弧状の先端を有する凸条330b…330bが設けられており、平坦面320cと凸条330bの先端とにより、符号a…aで示す箇所で包材Fを挟み付けて圧接するようになっている。
【0079】
さらに、最下方の圧接箇所aの下側には、該圧接箇所aから開いた空間Sが設けられるように、前側シールジョー320の対接面の下端部は角部が面取りされて丸味が形成され、後側シールジョー330の対接面の下端部は角部が大きく切り欠かれている。
【0080】
これによれば、後側シールジョー330の対接面に設けられた凸条330b…330bと前側シールジョー320の平坦面320cとが包材Fを圧接することになる。
【0081】
その場合、前側シールジョー320の構成が単純化されており、低コスト化を維持することができる。その上で、前側シールジョー320の対接面には、硬い粒子Xを閉じ込める可能性のある凹溝が存在しないので、粒子Xの噛み込みはさらに効果的に防止される。
【0082】
しかも、後側シールジョー330の対接面に設けられた凸条330b…330bと左側シールジョー320の平坦面320cとが包材Fを挟み付けるので、通常は包材Fの折り畳みがなくなる結果、包材Fにいたずらに大きな張力が作用するのを一層抑制することができる。
【0083】
次に、第5の実施の形態に係るシールジョーについて説明する。
【0084】
図8〜図10に示すように、前後一対のシールジョー420,430はそれぞれ熱源としてのヒータ421,431を内蔵しており、そのうち、前側シールジョー420の対接面のほぼ全面にわたり、平坦面を有する厚みが約2mmとされたシリコンゴム板424が備えられており、後側シールジョー430の上下に分割された各対接面には、前述した凸条130b…130bに類似の先端が円弧状とされた5つの凸条(図10に下側のもののみ示す)430b…430bが設けられている。その場合、平坦なシリコンゴム板424と凸条430b…430bの先端とで包材Fを挟み付けて符号a…aで示す箇所で圧接するようになっている。
【0085】
ところで、前側シールジョー420のように対接面のほぼ全面に熱伝導性の良くないシリコンゴム板424が備えられていると、通常、前側シールジョー420にヒータを備えなくても、ヒータ431を備えた後側シールジョー430と協働して包材Fを挟み付けたとき、該包材Fを溶着するには十分な熱が圧接箇所において確保されるが、包材Fの前後両側の温度が微妙に異なることがあり、その結果、横シール部にカールが生じ、見栄えが悪く商品価値を損なうことがある。そのような場合に、前側シールジョー420にもヒータ421が備えたことにより、対接時に挟み付けた包材Fの前後両側の温度をほぼ同じにすることができ、もってカールの発生が防止されるようになる。
【0086】
前記シリコンゴム板424は正面視で矩形とされ、中央部にカッタが出没可能に矩形のスリット424aが設けられている。このシリコンゴム板424は、側断面視でL字状の上下一対の固定金具425,425と複数のビス426…426とで前側シールジョー420の対接面に固定されている。該固定金具425,425は、シリコンゴム板424に図9において二点鎖線で示すように対接する後側シールジョー430に干渉しないように配設されている。
【0087】
さらに、最下方の圧接箇所aの下側には、該圧接箇所aから開いた空間Sが設けられるように、後側シールジョー430の上側対接面の上端部及び下側対接面の下端部は、それぞれ角部が大きく切り欠かれている。
【0088】
これによれば、前記第4の実施の形態における作用と同様の作用が得られるのに加えて、図10に示すように、後側シールジョー430の対接面に設けられた凸条430bの先端と前側シールジョー420の対接面に備えられた平坦なシリコンゴム板424とが包材Fを挟み付けて対接しようとしたとき、仮に捕捉から逃げ切れなかった硬い粒子Xがあったとしても、シリコンゴム板424は凸条430bの先端に押圧されて該凸条430bの先端の両側方向に弾性的に変形するので、前記粒子Xはこの変形方向に導かれて矢印b,b′で示すように当該圧接箇所aから逃げることができるようになる。前記粒子Xが矢印b方向に逃げる場合、前記空間Sが存在するために、拘束されることなく包材Fを押し退けつつ逃げ易くなる。
【0089】
そして、両シールジョー420,430の対接面のほぼ全面において、圧接箇所a…aにおける硬い粒子Xの噛み込みを防止することができ、横シール部のシール性の面でのさらなる品質向上を図ることができる。
【0090】
なお、シリコンゴム板424の厚みは1〜5mm程度のものが適用可能で、本実施の形態の場合には約2mmのものが好ましい。また、シリコンゴム板424に代えてフッ素ゴム板としてもよく、さらに適度な弾性、剛性、耐熱性等を兼ね備えた材質のものが好ましく適用可能である。
【0091】
次に、第6の実施の形態に係るシールジョーについて説明する。
【0092】
図11〜図13に示すように、前後一対のシールジョー520,530はそれぞれ熱源としてのヒータ521,531を内蔵しており、そのうち、前側シールジョー520の上下に分割された対接面には、少なくとも後側シールジョー530の上下に分割された対接面に設けられた、前述した第5の実施の形態における凸条430b…430bと同じ複数の円弧状の先端を有した凸条530b…530bのうちの上方端及び下方端のものの対向位置に、それぞれ平坦面を有するシリコンゴム板524,524が備えられている。
【0093】
前記各シリコンゴム板524は、側断面形状が矩形とされ、かつ前側シールジョー520に沿って延びており、前側シールジョー520の平坦面520cの上下角部が所定長さにわたって設けられた切り欠き部520c′,520c′に嵌め込まれた上で、同様に側断面形状が矩形とされて前側シールジョー520に沿って延びる固定部材525,525を介して、複数のボルト526…526で固定されている。その場合、図12に示すように、前記固定部材525,525は、前側シールジョー520に対接する二点鎖線で示す後側シールジョー530に干渉しないように配設されている。
【0094】
そして、前側シールジョー520の平坦なシリコンゴム板524,524と後側シールジョー530の上方端及び下方端の凸条530b,530bの先端とで、符号aで示す箇所で包材Fを挟み付けて圧接すると共に、上下方向の中間部では、前記シリコンゴム板524,524に代わって前側シールジョー520の平坦面520cと後側シールジョー530の凸条530b…530bの先端とで、符号a…aで示す箇所で包材Fを挟み付けて圧接するようになっている。
【0095】
さらに、前述した第5の実施の形態におけると同様に、最下方の圧接箇所aから開いた空間Sが設けられるように、後側シールジョー530の上側対接面の上端部及び下側対接面の下端部は、それぞれ角部が大きく切り欠かれている。
【0096】
これによれば、同じく前記第4の実施の形態における作用と同様の作用が得られるようになる。そして、図13に示すように、後側シールジョー530の対接面に設けられた凸条530bの先端と前側シールジョー520の対接面の所定箇所に備えられた平坦なシリコンゴム板524とが包材Fを挟み付けて対接しようとしたとき、仮に捕捉から逃げ切れなかった硬い粒子Xがあったとしても、シリコンゴム板524は凸条530bの先端に押圧されて該凸条530bの先端の両側方向に弾性的に変形するので、前記粒子Xはこの変形方向に導かれて矢印b,b′で示すように当該圧接箇所aから逃げることができるようになる。前記粒子Xが矢印b方向に逃げる場合、前記空間Sが存在するために、拘束されることなく包材Fを押し退けつつ逃げ易くなる。
【0097】
また、シリコンゴム板524,524を、少なくとも後側シールジョー530の対接面に設けられた凸条のうちの両端のものの対向位置、つまり硬い粒子Xの噛み込みが生じるとピンホール不良に直結する可能性のある圧接箇所に対応した位置に備えるようにすることにより、シリコンゴム部材524の使用量を必要最小限にとどめることができ、低コスト化が維持されるようになる。
【0098】
そして、この場合にも、シリコンゴム板524に代えてフッ素ゴム板としてもよく、さらに適度な弾性、剛性、耐熱性等を兼ね備えた材質のものが好ましく適用可能である。
【0099】
なお、前記各実施の形態では、本発明を縦型タイプの製袋包装機に適用したが、横型タイプの製袋包装機に適用してもよい。
【0100】
そして、前記第1の実施の形態において詳述したシャッタ機構40,40やしごき機構50,50を、必要に応じて省略してもよい。
【産業上の利用可能性】
【0101】
以上説明したように、本発明によれば、包材の横シール部における味付け用に物品に付着された硬い塩の結晶や硬い物品の微粉等の粒子の噛み込みを回避することにより、ピンホールの発生を防止可能な製袋包装機が提供される。すなわち、本発明は、帯状包材を袋に成形しながらその袋に物品を充填して袋詰め商品を連続生産する製袋包装機に関し、物品包装の技術分野に広く好適である。
【図面の簡単な説明】
【0102】
【図1】本発明の第1の実施の形態に係る製袋包装機の概略構成を示す側面図である。
【図2】横シール装置の要部側面図である。
【図3】シャッタ機構及びしごき機構の作用を説明するための図2に対応する側面図である。
【図4】シールジョーの構成を示す拡大側面図である。
【図5】本発明の第2の実施の形態に係るシールジョーの図4に相当する側面図である。
【図6】同じく第3の実施の形態に係るシールジョーの図4に相当する側面図である。
【図7】同じく第4の実施の形態に係るシールジョーの図4に相当する側面図である。
【図8】同じく第5の実施の形態に係るシールジョーの側断面図である。
【図9】図8のIII−III線による矢視図である。
【図10】硬い粒子を挟み付けようとするときの拡大断面図である。
【図11】本発明の第6の実施の形態に係るシールジョーの側断面図である。
【図12】図11のIV−IV線による矢視図である。
【図13】硬い粒子を挟み付けようとするときの拡大断面図である。
【図14】従来のシールジョーの構成を示す断面図である。
【図15】従来の別なるシールジョーの構成を示す断面図である。
【図16】従来のさらに別なるシールジョーの構成を示す側面図である。
【図17】硬い粒子の噛み込み問題を説明するための袋詰め商品の斜視図である。
【符号の説明】
【0103】
1 製袋包装機
20,120,220,320,420,520 前側シールジョー(他方のシールジョー)
20a,120a 凹溝
30,130,230,330,430,530 後側シールジョー(一方のシールジョー)
30b,130b,230b,330b,430b,530b 凸条(一方のシールジョー側の凸条)
220b 凸条(他方のシールジョー側の凸条)
320c 平坦面
424,524 シリコンゴム板(弾性部材)
F 包材
S 空間
【特許請求の範囲】
【請求項1】
帯状包材の両側縁部を重ね合わせて筒状に曲成し、該筒状包材を重ね合わせ部で長手方向に縦シールしたのち、該筒状包材を挟んで対接離反可能に配設された一対のシールジョーによって幅方向に横シールして袋に成形する製袋包装機であって、前記一方のシールジョーの対接面には平行に複数の凸条が設けられており、かつ、該凸条が他方のシールジョーの対接面との間に前記筒状包材を挟み付けて圧接するとき、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする製袋包装機。
【請求項2】
前記他方のシールジョーの対接面には、前記一方のシールジョーの対接面に設けられた凸条の対向位置に噛合可能に複数の凹溝が設けられており、かつ、該凹溝と前記凸条とは、凹溝の内部両側面と凸条の両側部との2箇所で前記筒状包材を挟み付けて圧接する形状とされ、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする請求項1に記載の製袋包装機。
【請求項3】
前記他方のシールジョーの対接面には、前記一方のシールジョーの対接面に設けられた凸条の対向位置に噛合可能に複数の凹溝が設けられており、かつ、該凹溝と前記凸条とは、凹溝の底部と凸条の先端とで前記筒状包材を挟み付けて圧接する形状とされ、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする請求項1に記載の製袋包装機。
【請求項4】
前記他方のシールジョーの対接面には、前記一方のシールジョーの対接面に設けられた凸条の対向位置に複数の凸条が設けられており、かつ、該両側の凸条の先端同士で前記筒状包材を挟み付けて圧接する形状とされ、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする請求項1に記載の製袋包装機。
【請求項5】
前記他方のシールジョーの対接面は平坦面とされており、かつ、該平坦面と前記一方のシールジョーの対接面に設けられた凸条の先端とで前記筒状包材を挟み付けて圧接するとき、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする請求項1に記載の製袋包装機。
【請求項6】
前記他方のシールジョーの対接面には、平坦面を有する弾性部材が備えられており、かつ、該弾性部材と前記一方のシールジョーの対接面に設けられた凸条の先端とで前記筒状包材を挟み付けて圧接するとき、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする請求項1に記載の製袋包装機。
【請求項7】
前記弾性部材は、他方のシールジョーの対接面のほぼ全面にわたって備えられていることを特徴とする請求項6に記載の製袋包装機。
【請求項8】
前記弾性部材は、少なくとも前記一方のシールジョーの対接面に設けられた凸条のうちの両端のものの対向位置に備えられていることを特徴とする請求項6に記載の製袋包装機。
【請求項1】
帯状包材の両側縁部を重ね合わせて筒状に曲成し、該筒状包材を重ね合わせ部で長手方向に縦シールしたのち、該筒状包材を挟んで対接離反可能に配設された一対のシールジョーによって幅方向に横シールして袋に成形する製袋包装機であって、前記一方のシールジョーの対接面には平行に複数の凸条が設けられており、かつ、該凸条が他方のシールジョーの対接面との間に前記筒状包材を挟み付けて圧接するとき、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする製袋包装機。
【請求項2】
前記他方のシールジョーの対接面には、前記一方のシールジョーの対接面に設けられた凸条の対向位置に噛合可能に複数の凹溝が設けられており、かつ、該凹溝と前記凸条とは、凹溝の内部両側面と凸条の両側部との2箇所で前記筒状包材を挟み付けて圧接する形状とされ、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする請求項1に記載の製袋包装機。
【請求項3】
前記他方のシールジョーの対接面には、前記一方のシールジョーの対接面に設けられた凸条の対向位置に噛合可能に複数の凹溝が設けられており、かつ、該凹溝と前記凸条とは、凹溝の底部と凸条の先端とで前記筒状包材を挟み付けて圧接する形状とされ、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする請求項1に記載の製袋包装機。
【請求項4】
前記他方のシールジョーの対接面には、前記一方のシールジョーの対接面に設けられた凸条の対向位置に複数の凸条が設けられており、かつ、該両側の凸条の先端同士で前記筒状包材を挟み付けて圧接する形状とされ、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする請求項1に記載の製袋包装機。
【請求項5】
前記他方のシールジョーの対接面は平坦面とされており、かつ、該平坦面と前記一方のシールジョーの対接面に設けられた凸条の先端とで前記筒状包材を挟み付けて圧接するとき、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする請求項1に記載の製袋包装機。
【請求項6】
前記他方のシールジョーの対接面には、平坦面を有する弾性部材が備えられており、かつ、該弾性部材と前記一方のシールジョーの対接面に設けられた凸条の先端とで前記筒状包材を挟み付けて圧接するとき、少なくとも両端部の各圧接箇所の外側には、該圧接箇所から開いた空間が設けられていることを特徴とする請求項1に記載の製袋包装機。
【請求項7】
前記弾性部材は、他方のシールジョーの対接面のほぼ全面にわたって備えられていることを特徴とする請求項6に記載の製袋包装機。
【請求項8】
前記弾性部材は、少なくとも前記一方のシールジョーの対接面に設けられた凸条のうちの両端のものの対向位置に備えられていることを特徴とする請求項6に記載の製袋包装機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2006−123974(P2006−123974A)
【公開日】平成18年5月18日(2006.5.18)
【国際特許分類】
【出願番号】特願2004−315251(P2004−315251)
【出願日】平成16年10月29日(2004.10.29)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成18年5月18日(2006.5.18)
【国際特許分類】
【出願日】平成16年10月29日(2004.10.29)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]