
製袋包装機
【課題】フォーマと搬送用ベルトとの間にダンサーローラーが配置できない場合にもフィルムの搬送状態を良好に保つ製袋包装機を提供することにある。
【解決手段】フィルム供給機構11と、ダンサーローラー12、13と、フォーマ15と、第1搬送機構14と、第2搬送機構16と、制御部と、シール機構17、18とを備える。第1搬送機構は、ダンサーローラーに対してシート状フィルムの搬送方向下流、かつ、フォーマに対してシート状フィルムの搬送方向上流に配置される。また、第2搬送機構は、フォーマに隣接して配置され、第1搬送機構よりも早い速度で筒状フィルムを搬送する。制御部は、各搬送機構の駆動部をそれぞれ独立して制御することで、第1搬送機構と第2搬送機構との間のフィルムの搬送状態を変化させる。
【解決手段】フィルム供給機構11と、ダンサーローラー12、13と、フォーマ15と、第1搬送機構14と、第2搬送機構16と、制御部と、シール機構17、18とを備える。第1搬送機構は、ダンサーローラーに対してシート状フィルムの搬送方向下流、かつ、フォーマに対してシート状フィルムの搬送方向上流に配置される。また、第2搬送機構は、フォーマに隣接して配置され、第1搬送機構よりも早い速度で筒状フィルムを搬送する。制御部は、各搬送機構の駆動部をそれぞれ独立して制御することで、第1搬送機構と第2搬送機構との間のフィルムの搬送状態を変化させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製袋包装機に関する。
【背景技術】
【0002】
従来、シート状フィルムを筒状フィルムに成形し、さらに、筒状フィルムを袋へと成形しながら、袋の内部に菓子類などの被包装物を充填して製袋包装する製袋包装機が知られている。また、例えば、特許文献1(特開2008−168931号公報)に示すような製袋包装機では、フィルムロールに巻き付けられたシート状フィルムは、フォーマに送られて筒状に成形された後、二本のプルダウンベルトによって下流方向に引っ張られる。二本のプルダウンベルトは、筒状フィルムの両側に配置され、通常、筒状フィルムの幅に応じた挟み圧へと調整されている。シート状フィルムは、二本のプルダウンベルトが駆動されることにより、下流方向に搬送される。
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、挟み圧の調整に係る手間を考慮して、一本のプルダウンベルト(第2搬送機構)によって筒状フィルムを下流方向へと搬送する製袋包装機も提案されている。この場合、プルダウンベルトの数の減少によるプルダウン力の低減を補うため、フォーマの手前に別途、搬送用ベルト(第1搬送機構)を設けることが考えられる。
【0004】
ここで、フィルムの搬送状態を良好に保つため、一般的な製袋包装機では、フィルムロールに対してフィルムの搬送方向下流にダンサーローラーを配置している。しかし、フォーマの手前に搬送用ベルトを設けると、フォーマと搬送用ベルトとの間にダンサーローラーを配置することが困難である。
【0005】
本発明の課題は、フォーマと搬送用ベルトとの間にダンサーローラーが配置できない場合にもフィルムの搬送状態を良好に保つことを可能にする製袋包装機を提供することにある。
【課題を解決するための手段】
【0006】
本発明に係る製袋包装機は、フィルム供給機構と、ダンサーローラーと、フォーマと、第1搬送機構と、第2搬送機構と、制御部と、シール機構とを備える。フィルム供給機構は、シート状フィルムを供給する。ダンサーローラーは、シート状フィルムの搬送状態に応じて移動する。フォーマはシート状フィルムを筒状フィルムに変形させる。第1搬送機構は、第1駆動部によって駆動されてシート状フィルムを搬送する。また、第1搬送機構は、ダンサーローラーに対してシート状フィルムの搬送方向下流、かつ、フォーマに対してシート状フィルムの搬送方向上流に配置される。第2搬送機構は、フォーマに隣接して配置される。また、第2搬送機構は、第2駆動部によって駆動され、第1搬送機構よりも早い速度で筒状フィルムを搬送する。制御部は、第1駆動部と第2駆動部とをそれぞれ独立して制御することで、第1搬送機構と第2搬送機構との間のフィルムの搬送状態を変化させる。シール機構は、筒状のフィルムをシールして袋を形成する。
【0007】
これにより、フォーマと第1搬送機構との間にダンサーローラーが配置できない場合にも、第1搬送機構と第2搬送機構との間のフィルムの搬送状態を良好に保つことができる。
【0008】
さらに、制御部は、第1駆動部および第2駆動部を、異なるタイミングで駆動および停止させ、第1搬送機構とフォーマとの間のシート状フィルムのテンション状態を変化させることが好ましい。これにより、各駆動機構の駆動速度を変更することなく、シート状フィルムのテンション状態を変化させることができる。
【0009】
また、制御部は、第1駆動部よりも先に、第2駆動部を停止させることが好ましい。これにより、第2駆動部が停止した後に第1駆動部がシート状フィルムを下流に搬送するため、フォーマに対して搬送方向上流でシート状フィルムをたるませることができる。
【0010】
さらに、制御部は、第1駆動部よりも先に、第2駆動部を駆動させることが好ましい。これにより、第2搬送機構が第1搬送機構よりも先にシート状フィルムを下流に搬送するため、フォーマに対してフィルムの搬送方向上流でたるんでいたシート状フィルムに再度テンションを与えることができる。
【0011】
また、第1搬送機構は、シート状フィルムを常時吸引する第1バキュームを含むことが好ましい。これにより、第1搬送機構が停止している間も第1搬送機構に接しているフィルムは吸引されるため、第1搬送機構とフォーマとの間のシート状フィルムのテンション状態が変更した場合にも、シート状フィルムのズレを抑制することができる。
【発明の効果】
【0012】
本発明に係る製袋包装機は、フォーマと第1搬送機構との間にダンサーローラーが配置できない場合にも、第1搬送機構と第2搬送機構との間のフィルムの搬送状態を良好に保つことができる。
【図面の簡単な説明】
【0013】
【図1】製袋包装機の外観斜視図である。
【図2】製袋包装機の主要部分の概略斜視図である。
【図3】第1搬送機構の平面図である。
【図4】第1搬送機構の斜視図である。
【図5】制御ブロック図である。
【図6A】第1駆動モーターおよび第2駆動モーターに関する駆動/停止の制御フローである。
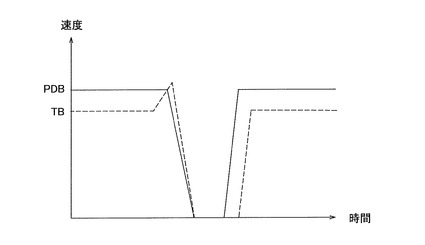
【図6B】第1駆動モーターおよび第2駆動モーターの駆動速度および駆動/停止のタイミングを示す図である。
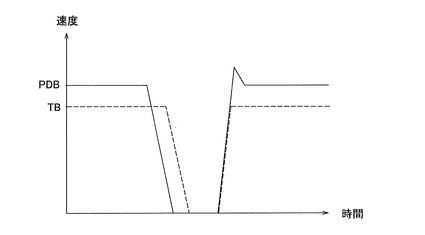
【図7】変形例2に係る第1駆動モーターおよび第2駆動モーターの駆動速度および駆動/停止のタイミングを示す図である。
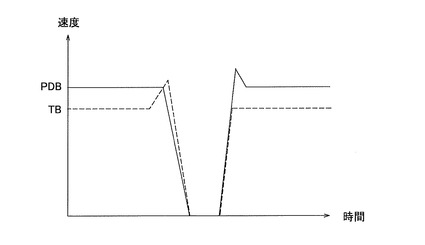
【図8】変形例3に係る第1駆動モーターおよび第2駆動モーターの駆動速度および駆動/停止のタイミングを示す図である。
【図9】変形例3に係る第1駆動モーターおよび第2駆動モーターの駆動速度および駆動/停止のタイミングを示す図である。
【発明を実施するための形態】
【0014】
本発明の一実施形態に係る製袋包装機10について、図面を参照しながら説明する。なお、以下の説明において、「上流」、「下流」とは、シート状フィルムFsおよび筒状フィルムFcが搬送される方向を基準にした方向を意味するものとする。
【0015】
(1)全体構成
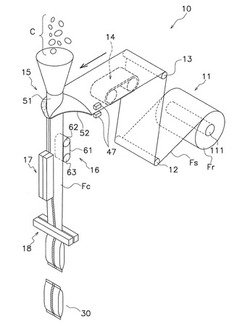
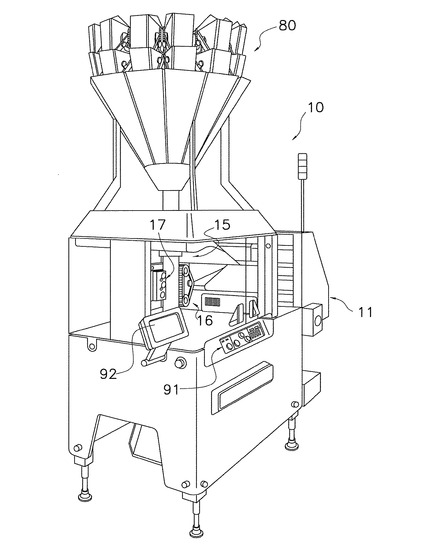
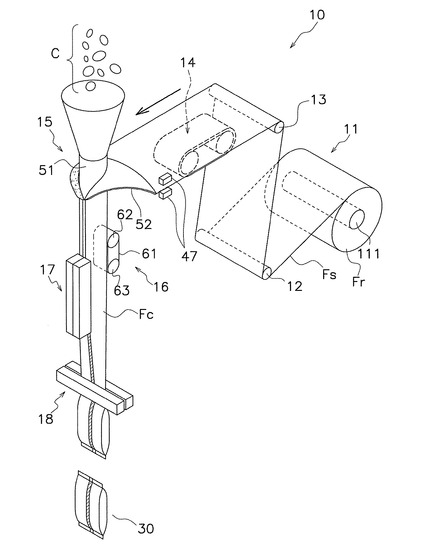
図1に、本発明の一実施形態に係る製袋包装機10の外観斜視図を示す。図2に、製袋包装機10の主要部分の概略斜視図を示す。製袋包装機10は、被包装物となるポテトチップス等の物品を袋詰めし、袋詰め製品(袋)30を製造する機械である。製袋包装機10によって袋詰めされる物品Cは、製袋包装機10の上方に配置される組み合せ計量ユニット80によって供給される。組み合せ計量ユニット80は、物品Cを計量し、所定の重量となる物品Cの集合体を製袋包装機10に供給する。
【0016】
製袋包装機10は、図2に示すように、主として、フィルム供給機構11と、第1搬送機構14と、フォーマ15と、第2搬送機構16と、縦シール機構17と、横シール機構18とを備える。
【0017】
フィルム供給機構11は、フィルムロールFrに巻き付けられたシート状フィルムFsを下流に配置された機構に供給する。フィルムロールFrから繰り出されたシート状フィルムFsは、第1搬送機構14に送られる。第1搬送機構14は、シート状フィルムFsを水平方向に搬送する。第1搬送機構14によって搬送されたシート状フィルムFsは、フォーマ15へと導かれ、筒状フィルムFcに成形される。第2搬送機構16は、筒状フィルムFcを鉛直方向に搬送する。縦シール機構17は、筒状フィルムFcを縦シールする。横シール機構18は、組み合せ計量ユニット80から物品が供給されるタイミングに併せて、縦シールされた筒状フィルムFcの上下を横シールし、筒状フィルムFcに上シール部および下シール部を形成する。
【0018】
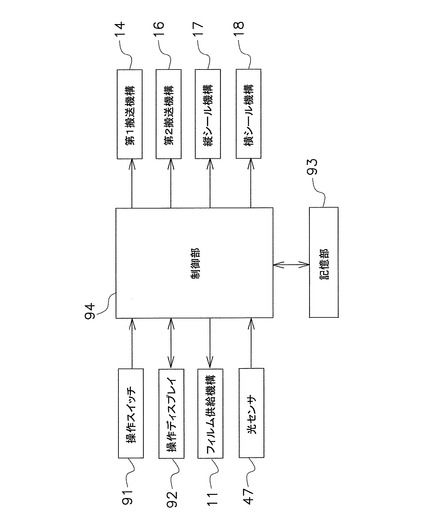
また、製袋包装機10は、図1に示すように、操作スイッチ91と、操作ディスプレイ92とを備える。操作スイッチ91は、各種操作を行うために用いられる。操作ディスプレイ92は、操作スイッチ91を操作するユーザーが視認できる位置に設けられ操作状態を示す。また、操作ディスプレイ92は、タッチパネル式のディスプレイであって、各種設定を行うためにも用いられる。さらに、製袋包装機10は、記憶部93と、制御部94とを備える。記憶部93は、上記各機構を駆動するためのプログラム等の各種データを記憶する。また、記憶部93には、操作スイッチ91の操作により入力された各種データが記憶される。制御部94は、記憶部93に記憶された各種データに基づいて上記各機構を駆動させる。
【0019】
(2)詳細構成
(2−1)フィルム供給機構11
フィルム供給機構11は、下流に配置された各機構にシート状フィルムFsを供給する機構である。フィルム供給機構11は、主として、エアシャフト111と、シャフト駆動モーター(図示せず)と、複数のテンションローラー12,13とから構成されている。
【0020】
エアシャフト111には、シート状フィルムFsが巻き付けられたフィルムロールFrがセットされている。エアシャフト111は、フィルムロールFrを真空吸着する。
【0021】
シャフト駆動モーターは、エアシャフト111を回転させる。シャフト駆動モーターがエアシャフト111を回転させることにより、フィルムロールFrに巻き付けられたシート状フィルムFsが繰り出される。
【0022】
複数のテンションローラー12,13は、所定の距離間隔で配置されたローラーである。フィルムロールFrから繰り出されたシート状フィルムFsは、複数のテンションローラー12,13を経由して、第1搬送機構14に送られる。複数のテンションローラー12,13には、図示しないローラーも含まれるものとする。テンションローラー12,13は、フィルムロールFrから繰り出されたシート状フィルムFsを屈曲させて搬送角度を変えながら、シート状フィルムFsを第1搬送機構14へと案内する。
【0023】
また、複数のテンションローラー12,13のうち、テンションローラー12は、ダンサーローラーである。テンションローラー12は、上下方向に移動可能な構成となっており、テンションローラー12の上下方向の変位量に基づいてシート状フィルムFsのテンション状態が検出される。ここで検出されるテンション状態に基づいて、シート状フィルムFsのテンションを所定の範囲で保つように、エアシャフト111は駆動される。これにより、搬送中のシート状フィルムFsの緩みや蛇行が防止される。
【0024】
(2−2)第1搬送機構
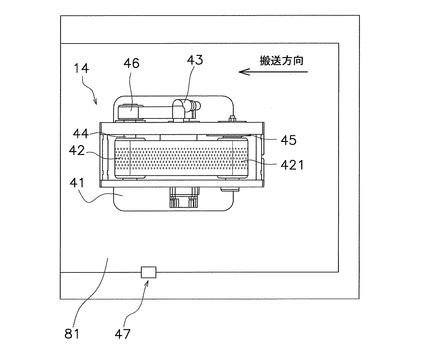
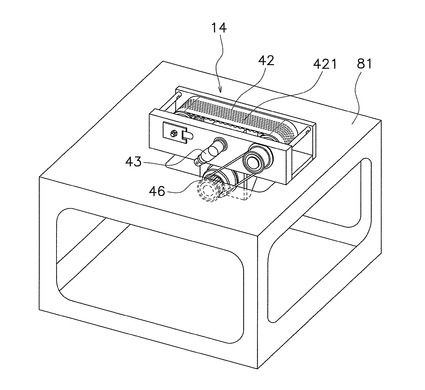
図3および図4に、第1搬送機構14を示す。第1搬送機構14は、テンションローラー12,13に対して、シート状フィルムFsの搬送方向下流に配置されている。また、第1搬送機構14は、フォーマ15に対してシート状フィルムFsの搬送方向上流に配置されている。第1搬送機構14は、フィルム供給機構11によって供給されたシート状フィルムFsをフォーマ15に向けて吸着および搬送する。
【0025】
また、第1搬送機構14は、水平方向に搬送されるシート状フィルムFsの下方であって、シート状フィルムFsの幅方向中央に配置される。なお、第1搬送機構14は、取り付け機構41を介して支持フレーム81に取り付けられている。取り付け機構41は、第1搬送機構14を、支持フレーム81に対して摺動可能にし、さらに、第1搬送機構14を、支持フレーム81の幅方向に移動可能にしている。
【0026】
第1搬送機構14は、図3に示すように、主として、第1ベルト42、第1吸気管43、第1駆動ローラー44、第1従動ローラー45、および第1駆動モーター46を含む。第1ベルト42は、シート状フィルムFsの搬送方向に沿うように配置されている。第1ベルト42は、複数の吸引孔421を有する。第1吸気管43は、常時負圧を生成する。第1ベルト42は、第1吸気管43によって生成された負圧により、吸引孔421を介してシート状フィルムFsを常時吸引する。第1駆動ローラー44は、第1駆動モーター46によって駆動され回転する。第1従動ローラー45は、第1駆動ローラー44の回転に従って回転する。第1駆動モーター46は、サーボモーターである。第1駆動モーター46は、横シール機構18の動作に併せて駆動または停止される。第1駆動モーター46は、後述する制御部94によって制御される。
【0027】
なお、第1搬送機構14の近傍には、光センサ47が配置されている。光センサ47は、発光センサおよび受光センサを含む。光センサ47は、被検知部に光を照射する。また、光センサ47は、反射する光を検知することにより、被検知部の位置および被検知部のズレの有無等を検出する。被検知部としては、例えば、シート状フィルムFsのエッジ、または、印刷された日付部などを設定しうる。すなわち、光センサによって、シート状フィルムFsの蛇行の有無が把握される。
【0028】
(2−3)フォーマ
フォーマ15は、第1搬送機構14によって搬送されたシート状フィルムFsを、筒状フィルムFcに変形する。フォーマ15は、第1搬送機構14に対して、シート状フィルムFsの搬送方向下流に配置されている。フォーマ15は、主として、チューブ51と、セーラー52とを含む。
【0029】
チューブ51は、上下に伸びる円筒形状の部材であり上下端に開口を有する。チューブ51の上端の開口からは、組み合せ計量ユニット80から供給されたポテトチップス等の物品Cが投入される。
【0030】
セーラー52は、チューブ51の上端側で、チューブ51を取り囲むように配置されている。セーラー52の形状は、フィルムロールFrから繰り出されたシート状フィルムFsが、セーラー52とチューブ51との間を通るときに筒状に成形されるような形状となっている。なお、チューブ51やセーラー52は、製造する袋の大きさに応じて取り替えられる。
【0031】
(2−4)第2搬送機構
第2搬送機構16は、プルダウンベルトである。第2搬送機構16は、チューブ51に巻き付けられた筒状フィルムFcを吸着しながら下方に搬送する。第2搬送機構16は、第1搬送機構14よりもわずかに速い速度で筒状フィルムFcを搬送する。
【0032】
第2搬送機構16は、フォーマ15に隣接して配置される。詳細には、第2搬送機構16は、図1に示すように、製袋包装機10の正面から見てチューブ51の後方に配置される。
【0033】
第2搬送機構16は、主として、第2ベルト61、図示しない第2吸気管、第2駆動ローラー62、第2従動ローラー63、および図示しない第2駆動モーターを含む。第2ベルト61は、チューブ51の長手方向に沿うように配置される。第2ベルト61もまた、複数の吸引孔を有する。第2吸気管は、負圧を生成する。第2ベルト61は、第2吸気管によって生成された負圧により、吸引孔を介して筒状フィルムFcを吸引する。第2駆動ローラー62は、第2駆動モーターによって駆動され回転する。第2従動ローラー63は、第2駆動ローラー62の回転に従って回転する。第2駆動モーターは、サーボモーターである。第2駆動モーターは、第1駆動モーター46とは異なるモーターである。第2駆動モーターもまた、横シール機構18の動作に併せて駆動または停止される。第2駆動モーターもまた、制御部94によって制御される。
【0034】
(2−5)縦シール機構
縦シール機構17は、チューブ51に巻き付けられた筒状フィルムFcの重なり部分に、一定の加圧力でチューブ51に押し付けながら加熱し、縦にシールする機構である。縦シール機構17は、図1に示すように、製袋包装機10の正面側で、チューブ51の長手方向に沿うように配置される。縦シール機構17は、ヒーターと、ヒーターにより加熱され筒状フィルムの重なり部分に接触するヒーターベルト等を有している。
【0035】
(2−6)横シール機構
横シール機構18は、筒状フィルムFcを横シールすることにより、筒状フィルムFcに上シール部と下シール部を形成する機構である。横シール機構18は、フォーマ15、第2搬送機構16および縦シール機構17に対して、筒状フィルムFtの搬送方向下流に配置されている。
【0036】
横シール機構18は、主として、ヒーターを内蔵する一対のシールジョーを含む。一対のシールジョーは、筒状フィルムFcの前側および後側に位置する。一対のシールジョーは、前後対称の略D字状の軌跡を描くように旋回しながら、互いに近接・離反するように移動をして、筒状フィルムFcを挟み込む。一対のシールジョーは、互いに最も近接した状態で、筒状フィルムFcの上シール部または下シール部となる部分(被シール部位)に接触し、ヒータによって被シール部位を熱シールする。また、一対のシールジョーのうち、一方には、図示されないカッターが内蔵されている。カッターは、被シール部位の高さ方向中央を切断する。カッターにより被シール部位が切断されることにより、一つの袋を後続の筒状フィルムFcから切り離される。
【0037】
(2−7)記憶部
記憶部93は、ROM、RAM、およびハードディスク等から構成されている。記憶部93は、制御部94によって実行される各種プログラムおよび制御部94によって各機構を駆動するための情報を記憶する。各機構を駆動するための情報には、例えば、ユーザーによって設定された、各機構を駆動させる速度、各機構を駆動または停止させるタイミング等が含まれる。
【0038】
ここで、第1駆動モーター46および第2駆動モーターを駆動する速度、および第1駆動モーター46および第2駆動モーターを駆動または停止させるタイミングについて説明する。
【0039】
記憶部93には、第1駆動モーター46および第2駆動モーターを駆動させる速度として、異なる値が記憶されている。これにより、第1駆動モーター46と第2駆動モーターとは、異なる速度で駆動される。具体的に、記憶部93には、第2駆動モーターが、第1駆動モーター46よりもわずかに高速で駆動するような値が記憶されている。より具体的に、第1駆動モーター46および第2駆動モーターの駆動速度は、第1搬送機構14とフォーマ15との間のシート状フィルムFsが一定のテンションが掛かった状態(テンション状態)を保つような速度になっている。
【0040】
また、記憶部93には、第1駆動モーター46および第2駆動モーターを駆動または停止させるタイミングについても、異なる値が記憶されている。すなわち、第1駆動モーター46と第2駆動モーターとは、異なるタイミングで駆動または停止する。具体的には、第1搬送機構14とフォーマ15との間のシート状フィルムFsを若干たるませるように、第2駆動モーターを第1駆動モーター46よりも先に停止させるようなタイミング値が設定されている。また、第2駆動モーターを第1駆動モーター46よりも先に駆動させ、テンション状態を回復させるようなタイミング値が設定されている。なお、第1駆動モーター46および第2駆動モーターを駆動または停止させるタイミング値の差は、0.01秒以下である。例えば、第1駆動モーター46は、第2駆動モーターの駆動または停止から、0.01秒程度遅れて駆動または停止する。
【0041】
(2−8)制御部
制御部94は、図5に示すように、操作スイッチ91、操作ディスプレイ92、フィルム供給機構11、光センサ47、第1搬送機構14、第2搬送機構16、縦シール機構17、および横シール機構18と接続されている。また、制御部94は、記憶部93に記憶されたデータに基づいて操作ディスプレイ92、フィルム供給機構11、第1搬送機構14、第2搬送機構16、縦シール機構17、および横シール機構18を駆動する。
【0042】
(3)製袋包装機の全体動作
フィルム供給機構11がフィルムロールFrからシート状フィルムFsを繰り出す。フィルムロールFrから繰り出されたシート状フィルムFsは、テンションローラー12に案内されて、略90度搬送角度が変化する。テンションローラー12によって搬送角度が変化したシート状フィルムFsは、略鉛直方向に搬送されてテンションローラー13に案内される。テンションローラー13に案内されたシート状フィルムFsは、さらに搬送角度を略90度変化する。なお、フィルム供給機構11では、テンションローラー12の上下方向の変位量に基づいて、シート状フィルムFsのテンションが所定の範囲で保たれるように、エアシャフト111が駆動され、シート状のフィルムFsが繰り出されていく。
【0043】
第1搬送機構14は、シート状フィルムFsを吸引しながら、フォーマ15に向けて搬送する。フォーマ15は、シート状フィルムFsを筒状フィルムFcへと成形する。縦シール機構17は、筒状フィルムFcの重なり部分を縦シールする。また、第2搬送機構16は、筒状フィルムFcを下流に搬送する。その後、横シール機構18は、筒状フィルムFc内に物品Cが存在する状態で、筒状フィルムFcの被シール部位を横シールし、筒状フィルムFcに下シール部を形成するとともに、先行する袋30の上封止部となる上シール部を形成する。また、横シール機構18は、横シール動作と同時に、カッターによって、先行する袋30と後続の筒状フィルムFcとを切り離す。
【0044】
(4)第1搬送機構および第2搬送機構の駆動/停止動作
(4−1)処理の流れ
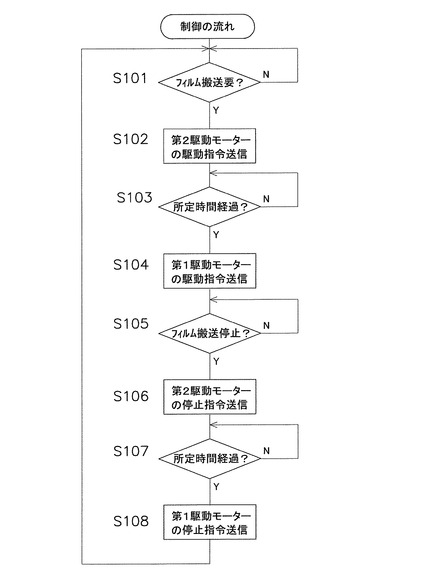
まず、図6Aに、制御部94による第1搬送機構14および第2搬送機構16の駆動および停止動作の流れを示すフローを示す。
【0045】
ステップS101において、制御部94は、横シール機構18の駆動タイミングに照らして、シート状フィルムFsの搬送タイミングになったかどうかを判断する。ステップS101において、搬送タイミングでない場合には、搬送タイミングになるまで待機する。ステップS101において、搬送タイミングになったと判断した場合には、ステップS102に進む。
【0046】
ステップS102において、制御部94は、第2駆動モーターに対して駆動指令を送信する。その後、ステップS103において所定時間が経過したか否かを判断する。ステップS103において、所定時間が経過するまで待機し、所定時間が経過すると、ステップS104に進む。
【0047】
ステップS104において、制御部94は、第1駆動モーター46に対して駆動指令を送信する。その後、ステップS105に進み、シート状フィルムFsの搬送停止タイミングになったかどうかを判断する。ステップS105において、搬送停止タイミングでない場合には、搬送停止タイミングになるまで待機する。ステップS105において、搬送停止タイミングになったと判断した場合には、ステップS106に進む。
【0048】
ステップS106において、制御部94は、第2駆動モーターに対して停止指令を送信する。その後、ステップS107に進み、所定時間が経過したか否かを判断する。ステップS107において、所定時間が経過するまで待機し、所定時間が経過すると、ステップS108に進む。
【0049】
ステップS108において、制御部94は、第1駆動モーター46に対して停止指令を送信する。その後、ステップS101に戻る。
【0050】
(4−2)タイミングチャート
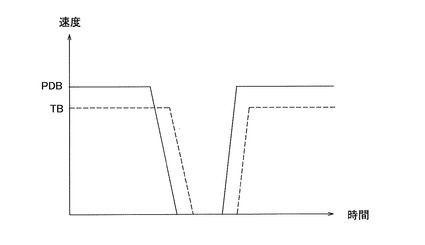
次に、図6Bを用いて、第1搬送機構14および第2搬送機構16の駆動または停止タイミングについて説明する。図6Bでは、縦軸に駆動モーターの駆動速度、横軸に時間を示す。また、破線TBは、第1駆動モーター46の駆動状況を示し、実線PDBは、第2駆動モーターの駆動状況を示す。
【0051】
第1搬送機構14および第2搬送機構16は、上述したように、記憶部93に記憶された値に基づいて駆動される。具体的には、記憶部93に記憶された値に基づいて第1駆動モーター46および第2駆動モーターが駆動され、第1駆動モーター46の駆動により第1駆動ローラー44が駆動し、第2駆動モーターの駆動により第2駆動ローラー62が駆動する。
【0052】
上述したように、第1搬送機構14および第2搬送機構16は、異なるタイミングで停止し、異なるタイミングで駆動する。具体的には、図6Bに示すように、第1駆動モーター46は、第2駆動モーターが停止した後、わずかに遅れて停止する。また、第1駆動モーター46は、第2駆動モーターが駆動した後、わずかに遅れて駆動する。これにより、第1搬送機構14とフォーマ15との間のシート状フィルムFsのテンション状態が変化する。
【0053】
具体的には、停止時には、第1搬送機構14とフォーマ15との間のシート状フィルムFsはテンションが掛からない状態になる。より具体的には、第1搬送機構14とフォーマ15との間で、シート状フィルムFsのテンション状態はわずかに緩み、シート状フィルムFsは若干たるんだ状態になる。一方、第1駆動モーター46および第2駆動モーターの駆動時には、第2駆動モーターが第1駆動モーター46よりわずかに早く駆動し始める。第2駆動モーターは第1駆動モーター46よりわずかに高速で駆動する。そのため、第1搬送機構14とフォーマ15との間の若干たるんだ状態となっていたシート状フィルムFsには、再度一定のテンションが掛けられる。ここで、一定のテンションが掛けられた状態とは、フォーマ15と第1搬送機構14との間のシート状フィルムFsが張られて蛇行しにくい状態である。
【0054】
(5)特徴
(5−1)
上記実施形態に係る製袋包装機では、フォーマに沿って設置された第2搬送機構16により、筒状フィルムFtの片側に接触して、筒状フィルムFtを吸着しながら下流方向に引っ張る。これにより、筒状フィルムFtの両側に一対のプルダウンベルトを配置する態様と比較して、挟み圧の調整にかかる手間を省くことができる。
【0055】
また、上記実施形態では、第2搬送機構16による筒状フィルムFtのプルダウン力を補うために、フォーマに対してフィルムの搬送方向上流に第1搬送機構14を設置している。第1搬送機構14は、筒状に成形される前のシート状フィルムFsを吸着しながら下流方向に引っ張る。これにより、フィルムを確実に下流に向けて搬送することができる。
【0056】
ここで、シート状フィルムFsのテンション状態は、テンションローラー(ダンサーローラー)12の変位量に基づいて調整される。具体的には、テンションローラー12の変位量に基づいて、フィルムロールから繰り出されるシート状フィルムFsの量を調整することで、シート状フィルムFsの搬送状態を良好に保っている。より具体的には、シート状フィルムFsが繰り出される量をコントロールすることにより、シート状フィルムFsのテンションをコントロールしている。しかし、テンションローラー12と、フォーマ15との間に第1搬送機構14が配置されているため、第1搬送機構14とフォーマ15との間のシート状フィルムFsのテンション状態を、テンションローラー12の変位量に基づいて調整することは困難である。また、第1搬送機構14とフォーマ15との間に別途テンションローラーを配置することも考えられるが、スペースを考慮すると実現性が低い。
【0057】
上記実施形態に係る製袋包装機10では、第1搬送機構14を駆動する第1駆動モーターと、第2搬送機構16を駆動する第2駆動モーターとが、異なるタイミングで停止し、さらに駆動する。これにより、第1搬送機構14に対して下流のフィルムの搬送を良好に保つことができ、さらに、第1搬送機構14とフォーマ15との間のシート状フィルムFsのテンション状態を調整することができる。
【0058】
(5−2)
また、上記実施形態では、第1駆動モーターおよび第2駆動モーターが駆動している最中には、第2駆動モーターを第1駆動モーターよりわずかに高速で駆動させることにより、第1搬送機構14とフォーマ15との間のシート状フィルムFsの一定のテンションを確保している。また、第1駆動モーターおよび第2駆動モーターの停止時には、第1駆動モーターおよび第2駆動モーターの停止のタイミングをずらすことにより、第1搬送機構14とフォーマ15との間のシート状フィルムFsのテンション状態をわずかに緩めている。第1搬送機構14とフォーマ15との間のシート状フィルムFsが常時、張った状態であると、第1駆動モーターおよび第2駆動モーターの駆動の開始時に、フォーマの手前のシート状フィルムFsがセーラー52によって損傷することがある。しかし、第1駆動モーターおよび第2駆動モーターの停止時に、第1搬送機構14とフォーマ15との間のシート状フィルムFsのテンション状態をわずかに緩めているため、シート状フィルムFsのセーラー52による損傷を防止することができる。
【0059】
(5−3)
上記実施形態に係る製袋包装機では、第1搬送機構14および第2搬送機構16の駆動時の速度を一定に設定している。第1搬送機構14とフォーマ15との間のシート状フィルムFsのテンション状態は、第1搬送機構14および第2搬送機構16の停止および駆動のタイミングによって調整するために、第1搬送機構14および第2搬送機構16の駆動速度を変更させる必要がなく、設定が容易である。
【0060】
(5−4)
上記実施形態に係る製袋包装機では、第1搬送機構14は、シート状フィルムFsを吸着しながら下流方向に搬送する。第1搬送機構14では、第1吸気管43によって常時生成される負圧により、第1ベルト42が複数の吸引孔421を介してシート状フィルムFsを常時吸着させている。これにより、第1搬送機構14とフォーマ15との間のシート状フィルムFsを一旦緩ませた場合にも、シート状フィルムFsの左右位置のずれ、および/または前後位置のずれを防止することができる。
【0061】
(6)変形例
(6−1)変形例A
上記実施形態では、図6Bに示すように、第1駆動モーター46を停止させるタイミングを、第2駆動モーターを停止させるタイミングからわずかに遅らせることにより、第1搬送機構14とフォーマ15との間のシート状フィルムFsのテンションを緩めた。しかし、制御部94は、図7に示すように、第1駆動モーター46および第2駆動モーターの停止直前に、第1駆動モーター46の駆動速度を若干上げ、1駆動モーター46および第2駆動モーターを同時に停止させることにより、第1搬送機構14とフォーマ15との間のシート状フィルムFsのテンションを緩めても構わない。
【0062】
(6−2)変形例B
また、上記実施形態では、異なるタイミングで第1駆動モーター46と第2駆動モーターとを駆動させることで、一旦テンションを緩めたシート状フィルムFsに、再度テンションをかけた。しかし、上記制御に代えて、図8または図9に示すように、第2駆動モーターの駆動開始時の駆動速度をわずかに上げて、第1駆動モーター46および第2駆動モーターを同じタイミングで駆動させることにより、一旦テンションを緩めたシート状フィルムFsに、再度テンションをかけてもよい。
【0063】
(6−3)変形例C
また、上記実施形態では、テンションローラー12は、上下方向に移動可能な構成となっており、テンションローラー12は、左右方向に移動可能な構成であってもよい。また、テンションローラー12が、シート状フィルムFsの搬送を促す機能を有していてもよい。
【符号の説明】
【0064】
10 製袋包装機
11 フィルム供給機構
12,13 ダンサーローラー
14 第1搬送機構
15 フォーマ
16 第2搬送機構
17 縦シール機構
18 横シール機構
Fr フィルムロール
Fs シート状フィルム
Ft 筒状フィルム
【先行技術文献】
【特許文献】
【0065】
【特許文献1】特開2008−168931号公報
【技術分野】
【0001】
本発明は、製袋包装機に関する。
【背景技術】
【0002】
従来、シート状フィルムを筒状フィルムに成形し、さらに、筒状フィルムを袋へと成形しながら、袋の内部に菓子類などの被包装物を充填して製袋包装する製袋包装機が知られている。また、例えば、特許文献1(特開2008−168931号公報)に示すような製袋包装機では、フィルムロールに巻き付けられたシート状フィルムは、フォーマに送られて筒状に成形された後、二本のプルダウンベルトによって下流方向に引っ張られる。二本のプルダウンベルトは、筒状フィルムの両側に配置され、通常、筒状フィルムの幅に応じた挟み圧へと調整されている。シート状フィルムは、二本のプルダウンベルトが駆動されることにより、下流方向に搬送される。
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、挟み圧の調整に係る手間を考慮して、一本のプルダウンベルト(第2搬送機構)によって筒状フィルムを下流方向へと搬送する製袋包装機も提案されている。この場合、プルダウンベルトの数の減少によるプルダウン力の低減を補うため、フォーマの手前に別途、搬送用ベルト(第1搬送機構)を設けることが考えられる。
【0004】
ここで、フィルムの搬送状態を良好に保つため、一般的な製袋包装機では、フィルムロールに対してフィルムの搬送方向下流にダンサーローラーを配置している。しかし、フォーマの手前に搬送用ベルトを設けると、フォーマと搬送用ベルトとの間にダンサーローラーを配置することが困難である。
【0005】
本発明の課題は、フォーマと搬送用ベルトとの間にダンサーローラーが配置できない場合にもフィルムの搬送状態を良好に保つことを可能にする製袋包装機を提供することにある。
【課題を解決するための手段】
【0006】
本発明に係る製袋包装機は、フィルム供給機構と、ダンサーローラーと、フォーマと、第1搬送機構と、第2搬送機構と、制御部と、シール機構とを備える。フィルム供給機構は、シート状フィルムを供給する。ダンサーローラーは、シート状フィルムの搬送状態に応じて移動する。フォーマはシート状フィルムを筒状フィルムに変形させる。第1搬送機構は、第1駆動部によって駆動されてシート状フィルムを搬送する。また、第1搬送機構は、ダンサーローラーに対してシート状フィルムの搬送方向下流、かつ、フォーマに対してシート状フィルムの搬送方向上流に配置される。第2搬送機構は、フォーマに隣接して配置される。また、第2搬送機構は、第2駆動部によって駆動され、第1搬送機構よりも早い速度で筒状フィルムを搬送する。制御部は、第1駆動部と第2駆動部とをそれぞれ独立して制御することで、第1搬送機構と第2搬送機構との間のフィルムの搬送状態を変化させる。シール機構は、筒状のフィルムをシールして袋を形成する。
【0007】
これにより、フォーマと第1搬送機構との間にダンサーローラーが配置できない場合にも、第1搬送機構と第2搬送機構との間のフィルムの搬送状態を良好に保つことができる。
【0008】
さらに、制御部は、第1駆動部および第2駆動部を、異なるタイミングで駆動および停止させ、第1搬送機構とフォーマとの間のシート状フィルムのテンション状態を変化させることが好ましい。これにより、各駆動機構の駆動速度を変更することなく、シート状フィルムのテンション状態を変化させることができる。
【0009】
また、制御部は、第1駆動部よりも先に、第2駆動部を停止させることが好ましい。これにより、第2駆動部が停止した後に第1駆動部がシート状フィルムを下流に搬送するため、フォーマに対して搬送方向上流でシート状フィルムをたるませることができる。
【0010】
さらに、制御部は、第1駆動部よりも先に、第2駆動部を駆動させることが好ましい。これにより、第2搬送機構が第1搬送機構よりも先にシート状フィルムを下流に搬送するため、フォーマに対してフィルムの搬送方向上流でたるんでいたシート状フィルムに再度テンションを与えることができる。
【0011】
また、第1搬送機構は、シート状フィルムを常時吸引する第1バキュームを含むことが好ましい。これにより、第1搬送機構が停止している間も第1搬送機構に接しているフィルムは吸引されるため、第1搬送機構とフォーマとの間のシート状フィルムのテンション状態が変更した場合にも、シート状フィルムのズレを抑制することができる。
【発明の効果】
【0012】
本発明に係る製袋包装機は、フォーマと第1搬送機構との間にダンサーローラーが配置できない場合にも、第1搬送機構と第2搬送機構との間のフィルムの搬送状態を良好に保つことができる。
【図面の簡単な説明】
【0013】
【図1】製袋包装機の外観斜視図である。
【図2】製袋包装機の主要部分の概略斜視図である。
【図3】第1搬送機構の平面図である。
【図4】第1搬送機構の斜視図である。
【図5】制御ブロック図である。
【図6A】第1駆動モーターおよび第2駆動モーターに関する駆動/停止の制御フローである。
【図6B】第1駆動モーターおよび第2駆動モーターの駆動速度および駆動/停止のタイミングを示す図である。
【図7】変形例2に係る第1駆動モーターおよび第2駆動モーターの駆動速度および駆動/停止のタイミングを示す図である。
【図8】変形例3に係る第1駆動モーターおよび第2駆動モーターの駆動速度および駆動/停止のタイミングを示す図である。
【図9】変形例3に係る第1駆動モーターおよび第2駆動モーターの駆動速度および駆動/停止のタイミングを示す図である。
【発明を実施するための形態】
【0014】
本発明の一実施形態に係る製袋包装機10について、図面を参照しながら説明する。なお、以下の説明において、「上流」、「下流」とは、シート状フィルムFsおよび筒状フィルムFcが搬送される方向を基準にした方向を意味するものとする。
【0015】
(1)全体構成
図1に、本発明の一実施形態に係る製袋包装機10の外観斜視図を示す。図2に、製袋包装機10の主要部分の概略斜視図を示す。製袋包装機10は、被包装物となるポテトチップス等の物品を袋詰めし、袋詰め製品(袋)30を製造する機械である。製袋包装機10によって袋詰めされる物品Cは、製袋包装機10の上方に配置される組み合せ計量ユニット80によって供給される。組み合せ計量ユニット80は、物品Cを計量し、所定の重量となる物品Cの集合体を製袋包装機10に供給する。
【0016】
製袋包装機10は、図2に示すように、主として、フィルム供給機構11と、第1搬送機構14と、フォーマ15と、第2搬送機構16と、縦シール機構17と、横シール機構18とを備える。
【0017】
フィルム供給機構11は、フィルムロールFrに巻き付けられたシート状フィルムFsを下流に配置された機構に供給する。フィルムロールFrから繰り出されたシート状フィルムFsは、第1搬送機構14に送られる。第1搬送機構14は、シート状フィルムFsを水平方向に搬送する。第1搬送機構14によって搬送されたシート状フィルムFsは、フォーマ15へと導かれ、筒状フィルムFcに成形される。第2搬送機構16は、筒状フィルムFcを鉛直方向に搬送する。縦シール機構17は、筒状フィルムFcを縦シールする。横シール機構18は、組み合せ計量ユニット80から物品が供給されるタイミングに併せて、縦シールされた筒状フィルムFcの上下を横シールし、筒状フィルムFcに上シール部および下シール部を形成する。
【0018】
また、製袋包装機10は、図1に示すように、操作スイッチ91と、操作ディスプレイ92とを備える。操作スイッチ91は、各種操作を行うために用いられる。操作ディスプレイ92は、操作スイッチ91を操作するユーザーが視認できる位置に設けられ操作状態を示す。また、操作ディスプレイ92は、タッチパネル式のディスプレイであって、各種設定を行うためにも用いられる。さらに、製袋包装機10は、記憶部93と、制御部94とを備える。記憶部93は、上記各機構を駆動するためのプログラム等の各種データを記憶する。また、記憶部93には、操作スイッチ91の操作により入力された各種データが記憶される。制御部94は、記憶部93に記憶された各種データに基づいて上記各機構を駆動させる。
【0019】
(2)詳細構成
(2−1)フィルム供給機構11
フィルム供給機構11は、下流に配置された各機構にシート状フィルムFsを供給する機構である。フィルム供給機構11は、主として、エアシャフト111と、シャフト駆動モーター(図示せず)と、複数のテンションローラー12,13とから構成されている。
【0020】
エアシャフト111には、シート状フィルムFsが巻き付けられたフィルムロールFrがセットされている。エアシャフト111は、フィルムロールFrを真空吸着する。
【0021】
シャフト駆動モーターは、エアシャフト111を回転させる。シャフト駆動モーターがエアシャフト111を回転させることにより、フィルムロールFrに巻き付けられたシート状フィルムFsが繰り出される。
【0022】
複数のテンションローラー12,13は、所定の距離間隔で配置されたローラーである。フィルムロールFrから繰り出されたシート状フィルムFsは、複数のテンションローラー12,13を経由して、第1搬送機構14に送られる。複数のテンションローラー12,13には、図示しないローラーも含まれるものとする。テンションローラー12,13は、フィルムロールFrから繰り出されたシート状フィルムFsを屈曲させて搬送角度を変えながら、シート状フィルムFsを第1搬送機構14へと案内する。
【0023】
また、複数のテンションローラー12,13のうち、テンションローラー12は、ダンサーローラーである。テンションローラー12は、上下方向に移動可能な構成となっており、テンションローラー12の上下方向の変位量に基づいてシート状フィルムFsのテンション状態が検出される。ここで検出されるテンション状態に基づいて、シート状フィルムFsのテンションを所定の範囲で保つように、エアシャフト111は駆動される。これにより、搬送中のシート状フィルムFsの緩みや蛇行が防止される。
【0024】
(2−2)第1搬送機構
図3および図4に、第1搬送機構14を示す。第1搬送機構14は、テンションローラー12,13に対して、シート状フィルムFsの搬送方向下流に配置されている。また、第1搬送機構14は、フォーマ15に対してシート状フィルムFsの搬送方向上流に配置されている。第1搬送機構14は、フィルム供給機構11によって供給されたシート状フィルムFsをフォーマ15に向けて吸着および搬送する。
【0025】
また、第1搬送機構14は、水平方向に搬送されるシート状フィルムFsの下方であって、シート状フィルムFsの幅方向中央に配置される。なお、第1搬送機構14は、取り付け機構41を介して支持フレーム81に取り付けられている。取り付け機構41は、第1搬送機構14を、支持フレーム81に対して摺動可能にし、さらに、第1搬送機構14を、支持フレーム81の幅方向に移動可能にしている。
【0026】
第1搬送機構14は、図3に示すように、主として、第1ベルト42、第1吸気管43、第1駆動ローラー44、第1従動ローラー45、および第1駆動モーター46を含む。第1ベルト42は、シート状フィルムFsの搬送方向に沿うように配置されている。第1ベルト42は、複数の吸引孔421を有する。第1吸気管43は、常時負圧を生成する。第1ベルト42は、第1吸気管43によって生成された負圧により、吸引孔421を介してシート状フィルムFsを常時吸引する。第1駆動ローラー44は、第1駆動モーター46によって駆動され回転する。第1従動ローラー45は、第1駆動ローラー44の回転に従って回転する。第1駆動モーター46は、サーボモーターである。第1駆動モーター46は、横シール機構18の動作に併せて駆動または停止される。第1駆動モーター46は、後述する制御部94によって制御される。
【0027】
なお、第1搬送機構14の近傍には、光センサ47が配置されている。光センサ47は、発光センサおよび受光センサを含む。光センサ47は、被検知部に光を照射する。また、光センサ47は、反射する光を検知することにより、被検知部の位置および被検知部のズレの有無等を検出する。被検知部としては、例えば、シート状フィルムFsのエッジ、または、印刷された日付部などを設定しうる。すなわち、光センサによって、シート状フィルムFsの蛇行の有無が把握される。
【0028】
(2−3)フォーマ
フォーマ15は、第1搬送機構14によって搬送されたシート状フィルムFsを、筒状フィルムFcに変形する。フォーマ15は、第1搬送機構14に対して、シート状フィルムFsの搬送方向下流に配置されている。フォーマ15は、主として、チューブ51と、セーラー52とを含む。
【0029】
チューブ51は、上下に伸びる円筒形状の部材であり上下端に開口を有する。チューブ51の上端の開口からは、組み合せ計量ユニット80から供給されたポテトチップス等の物品Cが投入される。
【0030】
セーラー52は、チューブ51の上端側で、チューブ51を取り囲むように配置されている。セーラー52の形状は、フィルムロールFrから繰り出されたシート状フィルムFsが、セーラー52とチューブ51との間を通るときに筒状に成形されるような形状となっている。なお、チューブ51やセーラー52は、製造する袋の大きさに応じて取り替えられる。
【0031】
(2−4)第2搬送機構
第2搬送機構16は、プルダウンベルトである。第2搬送機構16は、チューブ51に巻き付けられた筒状フィルムFcを吸着しながら下方に搬送する。第2搬送機構16は、第1搬送機構14よりもわずかに速い速度で筒状フィルムFcを搬送する。
【0032】
第2搬送機構16は、フォーマ15に隣接して配置される。詳細には、第2搬送機構16は、図1に示すように、製袋包装機10の正面から見てチューブ51の後方に配置される。
【0033】
第2搬送機構16は、主として、第2ベルト61、図示しない第2吸気管、第2駆動ローラー62、第2従動ローラー63、および図示しない第2駆動モーターを含む。第2ベルト61は、チューブ51の長手方向に沿うように配置される。第2ベルト61もまた、複数の吸引孔を有する。第2吸気管は、負圧を生成する。第2ベルト61は、第2吸気管によって生成された負圧により、吸引孔を介して筒状フィルムFcを吸引する。第2駆動ローラー62は、第2駆動モーターによって駆動され回転する。第2従動ローラー63は、第2駆動ローラー62の回転に従って回転する。第2駆動モーターは、サーボモーターである。第2駆動モーターは、第1駆動モーター46とは異なるモーターである。第2駆動モーターもまた、横シール機構18の動作に併せて駆動または停止される。第2駆動モーターもまた、制御部94によって制御される。
【0034】
(2−5)縦シール機構
縦シール機構17は、チューブ51に巻き付けられた筒状フィルムFcの重なり部分に、一定の加圧力でチューブ51に押し付けながら加熱し、縦にシールする機構である。縦シール機構17は、図1に示すように、製袋包装機10の正面側で、チューブ51の長手方向に沿うように配置される。縦シール機構17は、ヒーターと、ヒーターにより加熱され筒状フィルムの重なり部分に接触するヒーターベルト等を有している。
【0035】
(2−6)横シール機構
横シール機構18は、筒状フィルムFcを横シールすることにより、筒状フィルムFcに上シール部と下シール部を形成する機構である。横シール機構18は、フォーマ15、第2搬送機構16および縦シール機構17に対して、筒状フィルムFtの搬送方向下流に配置されている。
【0036】
横シール機構18は、主として、ヒーターを内蔵する一対のシールジョーを含む。一対のシールジョーは、筒状フィルムFcの前側および後側に位置する。一対のシールジョーは、前後対称の略D字状の軌跡を描くように旋回しながら、互いに近接・離反するように移動をして、筒状フィルムFcを挟み込む。一対のシールジョーは、互いに最も近接した状態で、筒状フィルムFcの上シール部または下シール部となる部分(被シール部位)に接触し、ヒータによって被シール部位を熱シールする。また、一対のシールジョーのうち、一方には、図示されないカッターが内蔵されている。カッターは、被シール部位の高さ方向中央を切断する。カッターにより被シール部位が切断されることにより、一つの袋を後続の筒状フィルムFcから切り離される。
【0037】
(2−7)記憶部
記憶部93は、ROM、RAM、およびハードディスク等から構成されている。記憶部93は、制御部94によって実行される各種プログラムおよび制御部94によって各機構を駆動するための情報を記憶する。各機構を駆動するための情報には、例えば、ユーザーによって設定された、各機構を駆動させる速度、各機構を駆動または停止させるタイミング等が含まれる。
【0038】
ここで、第1駆動モーター46および第2駆動モーターを駆動する速度、および第1駆動モーター46および第2駆動モーターを駆動または停止させるタイミングについて説明する。
【0039】
記憶部93には、第1駆動モーター46および第2駆動モーターを駆動させる速度として、異なる値が記憶されている。これにより、第1駆動モーター46と第2駆動モーターとは、異なる速度で駆動される。具体的に、記憶部93には、第2駆動モーターが、第1駆動モーター46よりもわずかに高速で駆動するような値が記憶されている。より具体的に、第1駆動モーター46および第2駆動モーターの駆動速度は、第1搬送機構14とフォーマ15との間のシート状フィルムFsが一定のテンションが掛かった状態(テンション状態)を保つような速度になっている。
【0040】
また、記憶部93には、第1駆動モーター46および第2駆動モーターを駆動または停止させるタイミングについても、異なる値が記憶されている。すなわち、第1駆動モーター46と第2駆動モーターとは、異なるタイミングで駆動または停止する。具体的には、第1搬送機構14とフォーマ15との間のシート状フィルムFsを若干たるませるように、第2駆動モーターを第1駆動モーター46よりも先に停止させるようなタイミング値が設定されている。また、第2駆動モーターを第1駆動モーター46よりも先に駆動させ、テンション状態を回復させるようなタイミング値が設定されている。なお、第1駆動モーター46および第2駆動モーターを駆動または停止させるタイミング値の差は、0.01秒以下である。例えば、第1駆動モーター46は、第2駆動モーターの駆動または停止から、0.01秒程度遅れて駆動または停止する。
【0041】
(2−8)制御部
制御部94は、図5に示すように、操作スイッチ91、操作ディスプレイ92、フィルム供給機構11、光センサ47、第1搬送機構14、第2搬送機構16、縦シール機構17、および横シール機構18と接続されている。また、制御部94は、記憶部93に記憶されたデータに基づいて操作ディスプレイ92、フィルム供給機構11、第1搬送機構14、第2搬送機構16、縦シール機構17、および横シール機構18を駆動する。
【0042】
(3)製袋包装機の全体動作
フィルム供給機構11がフィルムロールFrからシート状フィルムFsを繰り出す。フィルムロールFrから繰り出されたシート状フィルムFsは、テンションローラー12に案内されて、略90度搬送角度が変化する。テンションローラー12によって搬送角度が変化したシート状フィルムFsは、略鉛直方向に搬送されてテンションローラー13に案内される。テンションローラー13に案内されたシート状フィルムFsは、さらに搬送角度を略90度変化する。なお、フィルム供給機構11では、テンションローラー12の上下方向の変位量に基づいて、シート状フィルムFsのテンションが所定の範囲で保たれるように、エアシャフト111が駆動され、シート状のフィルムFsが繰り出されていく。
【0043】
第1搬送機構14は、シート状フィルムFsを吸引しながら、フォーマ15に向けて搬送する。フォーマ15は、シート状フィルムFsを筒状フィルムFcへと成形する。縦シール機構17は、筒状フィルムFcの重なり部分を縦シールする。また、第2搬送機構16は、筒状フィルムFcを下流に搬送する。その後、横シール機構18は、筒状フィルムFc内に物品Cが存在する状態で、筒状フィルムFcの被シール部位を横シールし、筒状フィルムFcに下シール部を形成するとともに、先行する袋30の上封止部となる上シール部を形成する。また、横シール機構18は、横シール動作と同時に、カッターによって、先行する袋30と後続の筒状フィルムFcとを切り離す。
【0044】
(4)第1搬送機構および第2搬送機構の駆動/停止動作
(4−1)処理の流れ
まず、図6Aに、制御部94による第1搬送機構14および第2搬送機構16の駆動および停止動作の流れを示すフローを示す。
【0045】
ステップS101において、制御部94は、横シール機構18の駆動タイミングに照らして、シート状フィルムFsの搬送タイミングになったかどうかを判断する。ステップS101において、搬送タイミングでない場合には、搬送タイミングになるまで待機する。ステップS101において、搬送タイミングになったと判断した場合には、ステップS102に進む。
【0046】
ステップS102において、制御部94は、第2駆動モーターに対して駆動指令を送信する。その後、ステップS103において所定時間が経過したか否かを判断する。ステップS103において、所定時間が経過するまで待機し、所定時間が経過すると、ステップS104に進む。
【0047】
ステップS104において、制御部94は、第1駆動モーター46に対して駆動指令を送信する。その後、ステップS105に進み、シート状フィルムFsの搬送停止タイミングになったかどうかを判断する。ステップS105において、搬送停止タイミングでない場合には、搬送停止タイミングになるまで待機する。ステップS105において、搬送停止タイミングになったと判断した場合には、ステップS106に進む。
【0048】
ステップS106において、制御部94は、第2駆動モーターに対して停止指令を送信する。その後、ステップS107に進み、所定時間が経過したか否かを判断する。ステップS107において、所定時間が経過するまで待機し、所定時間が経過すると、ステップS108に進む。
【0049】
ステップS108において、制御部94は、第1駆動モーター46に対して停止指令を送信する。その後、ステップS101に戻る。
【0050】
(4−2)タイミングチャート
次に、図6Bを用いて、第1搬送機構14および第2搬送機構16の駆動または停止タイミングについて説明する。図6Bでは、縦軸に駆動モーターの駆動速度、横軸に時間を示す。また、破線TBは、第1駆動モーター46の駆動状況を示し、実線PDBは、第2駆動モーターの駆動状況を示す。
【0051】
第1搬送機構14および第2搬送機構16は、上述したように、記憶部93に記憶された値に基づいて駆動される。具体的には、記憶部93に記憶された値に基づいて第1駆動モーター46および第2駆動モーターが駆動され、第1駆動モーター46の駆動により第1駆動ローラー44が駆動し、第2駆動モーターの駆動により第2駆動ローラー62が駆動する。
【0052】
上述したように、第1搬送機構14および第2搬送機構16は、異なるタイミングで停止し、異なるタイミングで駆動する。具体的には、図6Bに示すように、第1駆動モーター46は、第2駆動モーターが停止した後、わずかに遅れて停止する。また、第1駆動モーター46は、第2駆動モーターが駆動した後、わずかに遅れて駆動する。これにより、第1搬送機構14とフォーマ15との間のシート状フィルムFsのテンション状態が変化する。
【0053】
具体的には、停止時には、第1搬送機構14とフォーマ15との間のシート状フィルムFsはテンションが掛からない状態になる。より具体的には、第1搬送機構14とフォーマ15との間で、シート状フィルムFsのテンション状態はわずかに緩み、シート状フィルムFsは若干たるんだ状態になる。一方、第1駆動モーター46および第2駆動モーターの駆動時には、第2駆動モーターが第1駆動モーター46よりわずかに早く駆動し始める。第2駆動モーターは第1駆動モーター46よりわずかに高速で駆動する。そのため、第1搬送機構14とフォーマ15との間の若干たるんだ状態となっていたシート状フィルムFsには、再度一定のテンションが掛けられる。ここで、一定のテンションが掛けられた状態とは、フォーマ15と第1搬送機構14との間のシート状フィルムFsが張られて蛇行しにくい状態である。
【0054】
(5)特徴
(5−1)
上記実施形態に係る製袋包装機では、フォーマに沿って設置された第2搬送機構16により、筒状フィルムFtの片側に接触して、筒状フィルムFtを吸着しながら下流方向に引っ張る。これにより、筒状フィルムFtの両側に一対のプルダウンベルトを配置する態様と比較して、挟み圧の調整にかかる手間を省くことができる。
【0055】
また、上記実施形態では、第2搬送機構16による筒状フィルムFtのプルダウン力を補うために、フォーマに対してフィルムの搬送方向上流に第1搬送機構14を設置している。第1搬送機構14は、筒状に成形される前のシート状フィルムFsを吸着しながら下流方向に引っ張る。これにより、フィルムを確実に下流に向けて搬送することができる。
【0056】
ここで、シート状フィルムFsのテンション状態は、テンションローラー(ダンサーローラー)12の変位量に基づいて調整される。具体的には、テンションローラー12の変位量に基づいて、フィルムロールから繰り出されるシート状フィルムFsの量を調整することで、シート状フィルムFsの搬送状態を良好に保っている。より具体的には、シート状フィルムFsが繰り出される量をコントロールすることにより、シート状フィルムFsのテンションをコントロールしている。しかし、テンションローラー12と、フォーマ15との間に第1搬送機構14が配置されているため、第1搬送機構14とフォーマ15との間のシート状フィルムFsのテンション状態を、テンションローラー12の変位量に基づいて調整することは困難である。また、第1搬送機構14とフォーマ15との間に別途テンションローラーを配置することも考えられるが、スペースを考慮すると実現性が低い。
【0057】
上記実施形態に係る製袋包装機10では、第1搬送機構14を駆動する第1駆動モーターと、第2搬送機構16を駆動する第2駆動モーターとが、異なるタイミングで停止し、さらに駆動する。これにより、第1搬送機構14に対して下流のフィルムの搬送を良好に保つことができ、さらに、第1搬送機構14とフォーマ15との間のシート状フィルムFsのテンション状態を調整することができる。
【0058】
(5−2)
また、上記実施形態では、第1駆動モーターおよび第2駆動モーターが駆動している最中には、第2駆動モーターを第1駆動モーターよりわずかに高速で駆動させることにより、第1搬送機構14とフォーマ15との間のシート状フィルムFsの一定のテンションを確保している。また、第1駆動モーターおよび第2駆動モーターの停止時には、第1駆動モーターおよび第2駆動モーターの停止のタイミングをずらすことにより、第1搬送機構14とフォーマ15との間のシート状フィルムFsのテンション状態をわずかに緩めている。第1搬送機構14とフォーマ15との間のシート状フィルムFsが常時、張った状態であると、第1駆動モーターおよび第2駆動モーターの駆動の開始時に、フォーマの手前のシート状フィルムFsがセーラー52によって損傷することがある。しかし、第1駆動モーターおよび第2駆動モーターの停止時に、第1搬送機構14とフォーマ15との間のシート状フィルムFsのテンション状態をわずかに緩めているため、シート状フィルムFsのセーラー52による損傷を防止することができる。
【0059】
(5−3)
上記実施形態に係る製袋包装機では、第1搬送機構14および第2搬送機構16の駆動時の速度を一定に設定している。第1搬送機構14とフォーマ15との間のシート状フィルムFsのテンション状態は、第1搬送機構14および第2搬送機構16の停止および駆動のタイミングによって調整するために、第1搬送機構14および第2搬送機構16の駆動速度を変更させる必要がなく、設定が容易である。
【0060】
(5−4)
上記実施形態に係る製袋包装機では、第1搬送機構14は、シート状フィルムFsを吸着しながら下流方向に搬送する。第1搬送機構14では、第1吸気管43によって常時生成される負圧により、第1ベルト42が複数の吸引孔421を介してシート状フィルムFsを常時吸着させている。これにより、第1搬送機構14とフォーマ15との間のシート状フィルムFsを一旦緩ませた場合にも、シート状フィルムFsの左右位置のずれ、および/または前後位置のずれを防止することができる。
【0061】
(6)変形例
(6−1)変形例A
上記実施形態では、図6Bに示すように、第1駆動モーター46を停止させるタイミングを、第2駆動モーターを停止させるタイミングからわずかに遅らせることにより、第1搬送機構14とフォーマ15との間のシート状フィルムFsのテンションを緩めた。しかし、制御部94は、図7に示すように、第1駆動モーター46および第2駆動モーターの停止直前に、第1駆動モーター46の駆動速度を若干上げ、1駆動モーター46および第2駆動モーターを同時に停止させることにより、第1搬送機構14とフォーマ15との間のシート状フィルムFsのテンションを緩めても構わない。
【0062】
(6−2)変形例B
また、上記実施形態では、異なるタイミングで第1駆動モーター46と第2駆動モーターとを駆動させることで、一旦テンションを緩めたシート状フィルムFsに、再度テンションをかけた。しかし、上記制御に代えて、図8または図9に示すように、第2駆動モーターの駆動開始時の駆動速度をわずかに上げて、第1駆動モーター46および第2駆動モーターを同じタイミングで駆動させることにより、一旦テンションを緩めたシート状フィルムFsに、再度テンションをかけてもよい。
【0063】
(6−3)変形例C
また、上記実施形態では、テンションローラー12は、上下方向に移動可能な構成となっており、テンションローラー12は、左右方向に移動可能な構成であってもよい。また、テンションローラー12が、シート状フィルムFsの搬送を促す機能を有していてもよい。
【符号の説明】
【0064】
10 製袋包装機
11 フィルム供給機構
12,13 ダンサーローラー
14 第1搬送機構
15 フォーマ
16 第2搬送機構
17 縦シール機構
18 横シール機構
Fr フィルムロール
Fs シート状フィルム
Ft 筒状フィルム
【先行技術文献】
【特許文献】
【0065】
【特許文献1】特開2008−168931号公報
【特許請求の範囲】
【請求項1】
シート状フィルムを供給するフィルム供給機構と、
前記シート状フィルムの搬送状態に応じて移動するダンサーローラーと、
前記シート状フィルムを筒状フィルムに変形させるフォーマと、
第1駆動部によって駆動されて前記シート状フィルムを搬送し、前記ダンサーローラーに対して前記シート状フィルムの搬送方向下流、かつ、前記フォーマに対して前記シート状フィルムの搬送方向上流に配置される第1搬送機構と、
前記フォーマに隣接して配置され、第2駆動部によって駆動され、前記第1搬送機構よりも早い速度で前記筒状フィルムを搬送する第2搬送機構と、
前記第1駆動部と前記第2駆動部とをそれぞれ独立して制御することで前記第1搬送機構と前記第2搬送機構との間の前記フィルムの搬送状態を変化させる制御部と、
前記筒状のフィルムをシールして袋を形成するシール機構と、
を備える、
製袋包装機。
【請求項2】
前記制御部は、前記第1駆動部および前記第2駆動部を、異なるタイミングで駆動および停止させ、前記第1搬送機構と前記フォーマとの間の前記シート状フィルムのテンション状態を変化させる、
請求項1に記載の製袋包装機。
【請求項3】
前記制御部は、前記第1駆動部よりも先に、前記第2駆動部を停止させる、
請求項1または2に記載の製袋包装機。
【請求項4】
前記制御部は、前記第1駆動部よりも先に、前記第2駆動部を駆動させる、
請求項3に記載の製袋包装機。
【請求項5】
前記第1搬送機構は、前記シート状フィルムを常時吸引する第1バキュームを含む、
請求項1から4のいずれかに記載の製袋包装機。
【請求項1】
シート状フィルムを供給するフィルム供給機構と、
前記シート状フィルムの搬送状態に応じて移動するダンサーローラーと、
前記シート状フィルムを筒状フィルムに変形させるフォーマと、
第1駆動部によって駆動されて前記シート状フィルムを搬送し、前記ダンサーローラーに対して前記シート状フィルムの搬送方向下流、かつ、前記フォーマに対して前記シート状フィルムの搬送方向上流に配置される第1搬送機構と、
前記フォーマに隣接して配置され、第2駆動部によって駆動され、前記第1搬送機構よりも早い速度で前記筒状フィルムを搬送する第2搬送機構と、
前記第1駆動部と前記第2駆動部とをそれぞれ独立して制御することで前記第1搬送機構と前記第2搬送機構との間の前記フィルムの搬送状態を変化させる制御部と、
前記筒状のフィルムをシールして袋を形成するシール機構と、
を備える、
製袋包装機。
【請求項2】
前記制御部は、前記第1駆動部および前記第2駆動部を、異なるタイミングで駆動および停止させ、前記第1搬送機構と前記フォーマとの間の前記シート状フィルムのテンション状態を変化させる、
請求項1に記載の製袋包装機。
【請求項3】
前記制御部は、前記第1駆動部よりも先に、前記第2駆動部を停止させる、
請求項1または2に記載の製袋包装機。
【請求項4】
前記制御部は、前記第1駆動部よりも先に、前記第2駆動部を駆動させる、
請求項3に記載の製袋包装機。
【請求項5】
前記第1搬送機構は、前記シート状フィルムを常時吸引する第1バキュームを含む、
請求項1から4のいずれかに記載の製袋包装機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図7】
【図8】
【図9】
【公開番号】特開2011−230782(P2011−230782A)
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願番号】特願2010−100772(P2010−100772)
【出願日】平成22年4月26日(2010.4.26)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願日】平成22年4月26日(2010.4.26)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]