
製袋包装機
【課題】袋の内側に含まれるテープの張り、たるみ等を抑制することが可能な製袋包装機を提供する。
【解決手段】製袋包装機1は、包材供給部6aと、テープ供給部6bと、フォーマ部13と、テープガイド部材Rとを備え、袋を製袋しつつ、袋への被包装物の充填を行なう。本袋は、その縦方向に延びるテープT1をその内側に有する袋である。包材供給部6aは、シート状の包材を供給する。テープ供給部6bは、テープT1を供給する。フォーマ部13は、筒状部31と、セーラ部32とを有する。セーラ部32は、筒状部31との間に包材が挿入される隙間を形成するように配置される。テープガイド部材Rは、テープT1がシート状の包材とは異なる角度から隙間に挿入されるように、テープT1を案内する。
【解決手段】製袋包装機1は、包材供給部6aと、テープ供給部6bと、フォーマ部13と、テープガイド部材Rとを備え、袋を製袋しつつ、袋への被包装物の充填を行なう。本袋は、その縦方向に延びるテープT1をその内側に有する袋である。包材供給部6aは、シート状の包材を供給する。テープ供給部6bは、テープT1を供給する。フォーマ部13は、筒状部31と、セーラ部32とを有する。セーラ部32は、筒状部31との間に包材が挿入される隙間を形成するように配置される。テープガイド部材Rは、テープT1がシート状の包材とは異なる角度から隙間に挿入されるように、テープT1を案内する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、縦方向に延びるテープを内側に有する袋を製袋しつつ、その袋への被包装物の充填を行なう製袋包装機に関する。
【背景技術】
【0002】
従来より、縦方向に延びるテープを有する袋を製袋しつつ、その袋への被包装物の充填を行なう製袋包装機が公知である(例えば、特許文献1の特開2009−46139号公報および特許文献2の特開2002−80008号公報)。特許文献1,2では、広告用のバナー等となるテープが、袋の外側を縦方向に延びている。また、袋本体の素材となるシート状の包材は、ローラから繰り出され、セーラ部へ達する。セーラ部は、筒状部との間に包材が挿入される隙間を形成するように配置され、包材は、その隙間を通り抜ける間に筒状部に巻き付けられ、シート状から筒状に成形される。筒状に成形された包材は、そのまましばらく筒状部に巻き付けられた状態で搬送され、その後、筒状の包材の外側を搬送されるテープとともに横方向に熱シールされる。
【発明の概要】
【発明が解決しようとする課題】
【0003】
特許文献1では、テープは、包材とともにセーラ部と筒状部との隙間を通り抜けるが、セーラ部に達する前に包材に熱溶着される。従って、テープは、本隙間を比較的滑らかに通過する。その結果、本隙間の通り抜けに伴う搬送中のテープの張り、たるみ等は、あまり問題にならない。しかしながら、本製袋包装機は、セーラ部の上流側でテープを包材に熱溶着する機構を必要とする。
【0004】
特許文献2では、セーラ部付近から横シール部付近まで、包材とテープとが別経路を進み、包材はセーラ部と筒状部との隙間を通り抜けるものの、テープは通り抜けない。従って、本隙間の通り抜けに伴う搬送中のテープの張り、たるみ等は、あまり問題にならない。しかしながら、テープは、セーラ部と筒状部との隙間を通り抜ける代わりに、セーラ部のスリットを通り抜け、セーラ部の下方に案内される。本構成は、テープを袋の外側に取り付ける場合には採用し得るが、内側に取り付ける場合には採用できない。
【0005】
本発明の課題は、袋の内側に含まれるテープの張り、たるみ等を抑制することが可能な製袋包装機を提供することにある。
【課題を解決するための手段】
【0006】
本発明の第1観点に係る製袋包装機は、包材供給部と、テープ供給部と、フォーマ部と、テープガイド部材とを備え、袋を製袋しつつ、袋への被包装物の充填を行なう。本袋は、その縦方向に延びるテープをその内側に有する袋である。包材供給部は、シート状の包材を供給する。テープ供給部は、テープを供給する。フォーマ部は、筒状部と、セーラ部とを有する。セーラ部は、筒状部との間に包材が挿入される隙間を形成するように配置される。テープガイド部材は、テープがシート状の包材とは異なる角度から隙間に挿入されるように、テープを案内する。なお、袋の内側のテープとは、例えば、当たりクジ付きの袋のクジ部分を構成する。
【0007】
ここでは、包材とテープとが互いに角度を付けた状態で、セーラ部と筒状部との隙間に挿入される。その結果、テープがセーラ部と筒状部との隙間を通り抜ける際の抵抗が小さくなり、袋の内側に含まれるテープの張り、たるみ等が抑制され、袋の品質が向上する。
【0008】
本発明の第2観点に係る製袋包装機は、本発明の第1観点に係る製袋包装機であって、テープガイド部材は、テープが筒状部に対し90°以上の角度を付けて隙間に挿入されるように、テープを案内する。
【0009】
ここでは、セーラ部と筒状部との隙間にテープが挿入される際の、テープと筒状部との間の角度は、90°以上である。その結果、テープがセーラ部と筒状部との隙間を通り抜ける際の抵抗がより小さくなる。
【0010】
本発明の第3観点に係る製袋包装機は、本発明の第2観点に係る製袋包装機であって、テープガイド部材は、テープが筒状部に対し120°以上の角度を付けて隙間に挿入されるように、テープを案内する。
【0011】
ここでは、セーラ部と筒状部との隙間にテープが挿入される際の、テープと筒状部との間の角度は、120°以上である。その結果、テープがセーラ部と筒状部との隙間を通り抜ける際の抵抗がより小さくなる。
【0012】
本発明の第4観点に係る製袋包装機は、本発明の第1観点から第3観点のいずれかに係る製袋包装機であって、包材ガイド部材をさらに備える。包材ガイド部材は、包材が筒状部に対し90°以下の角度を付けて隙間に挿入されるように、包材を案内する。
【0013】
ここでは、セーラ部と筒状部との隙間に包材が挿入される際の、包材と筒状部との間の角度は、90°以下である。その結果、テープがセーラ部と筒状部との隙間を通り抜ける際の抵抗がより小さくなる。
【0014】
本発明の第5観点に係る製袋包装機は、本発明の第1観点から第4観点のいずれかに係る製袋包装機であって、横シール部をさらに備える。横シール部は、筒状部の下方に配置され、包材およびテープを同時に挟み込みつつ横方向に熱シールすることにより、袋の上部および下部を形成する。
【0015】
ここでは、筒状に成形された包材とその内側を搬送されるテープとが、同時に横方向に熱シールされる。従って、袋の内側を縦方向に延びるテープを形成することができる。
【0016】
本発明の第6観点に係る製袋包装機は、本発明の第5観点に係る製袋包装機であって、シャッタ部材をさらに備える。シャッタ部材は、横シール部が包材およびテープを挟み込む直前に、横シール部の上方において包材およびテープを同時に挟み込みつつテープを搬送方向に引っ張る。
【0017】
ここでは、横方向の熱シールの直前に、テープがその搬送方向に引っ張られる。従って、テープの搬送量が調整され、テープの張り、たるみ等がさらに抑制される。
【0018】
本発明の第7観点に係る製袋包装機は、本発明の第1観点から第6観点のいずれかに係る製袋包装機であって、レジマーク検出部と、ズレ検査部とをさらに備える。レジマーク検出部は、テープおよび包材のレジマークを検出する。ズレ検査部は、レジマーク検出部による検出の結果に基づいて、テープの搬送量と包材の搬送量とのズレを検査する。
【0019】
ここでは、テープおよび包材のレジマークが検出され、両者の搬送量のズレが検査される。その結果、テープの張り、たるみ等を検査することができる。
【0020】
本発明の第8観点に係る製袋包装機は、本発明の第1観点から第7観点のいずれかに係る製袋包装機であって、搬送部をさらに備える。搬送部は、筒状部に沿って配置され、包材を下方に搬送する。
【0021】
ここでは、筒状部に巻き付けられた状態の包材に下方への搬送力が加えられる。その結果、そのような包材の内側を搬送されるテープにも、例えば、包材との摩擦等により、下方への搬送力が間接的に加えられる。その結果、テープの張り、たるみ等がさらに抑制される。
【発明の効果】
【0022】
本発明によれば、テープがセーラ部と筒状部との隙間を通り抜ける際の抵抗が小さくなり、袋の内側に含まれるテープの張り、たるみ等が抑制され、袋の品質が向上する。
【図面の簡単な説明】
【0023】
【図1】製袋包装機の斜視図。
【図2】製袋包装ユニットの主要部分の側面図。
【図3】製袋包装ユニットの主要部分の斜視図。
【図4】製袋包装機の制御系統のブロック図。
【図5】縦方向に延びるテープを内側に有する袋の外観図。
【図6】縦方向に延びるテープを外側に有する袋の外観図。
【図7】フィルムの搬送経路を示す製袋包装機の側面図。
【図8】袋の内側に取り付けられるテープの搬送経路を示す製袋包装機の側面図。
【図9】袋の外側に取り付けられるテープの搬送経路を示す製袋包装機の側面図。
【図10】図7の一部分の拡大図。
【図11】図8の一部分の拡大図。
【図12】一対のクラムローラの平面図。
【図13】変形例に係る袋の内側に取り付けられるテープの搬送経路を示す製袋包装機の一部分の側面図。
【発明を実施するための形態】
【0024】
以下、図面を参照しつつ、本発明の一実施形態に係る製袋包装機1について説明する。
【0025】
(1)全体構成
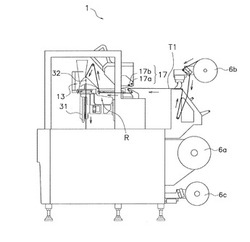
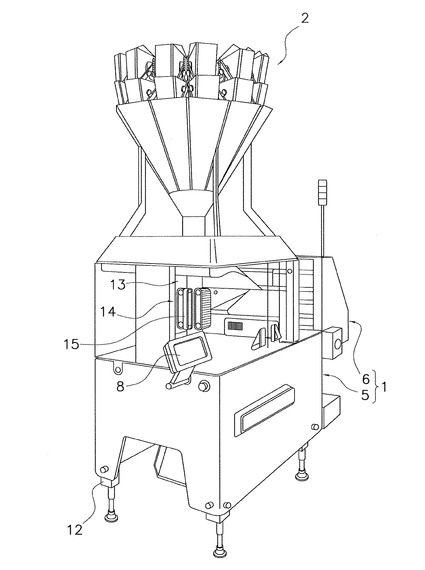
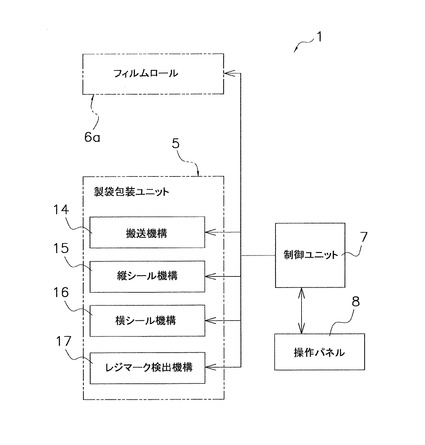
図1〜図4に示すように、製袋包装機1は、スナック菓子等の内容物を袋詰めした商品を製造する機械であり、内容物の袋詰めを行う製袋包装ユニット5と、製袋包装ユニット5に対し商品の袋部分の素材となるフィルムF等を供給するフィルム供給ユニット6と、製袋包装機1全体の動作を制御する制御ユニット7とを有している。製袋包装ユニット5の前面には、操作パネル8が配置されている。操作パネル8は、液晶ディスプレイと、液晶ディスプレイを覆うタッチパネルとを有しており、操作者に対し製袋包装機1の動作の状態を示す情報を表示したり、製袋包装機1に対する様々な設定の入力を受け付けたりする。
【0026】
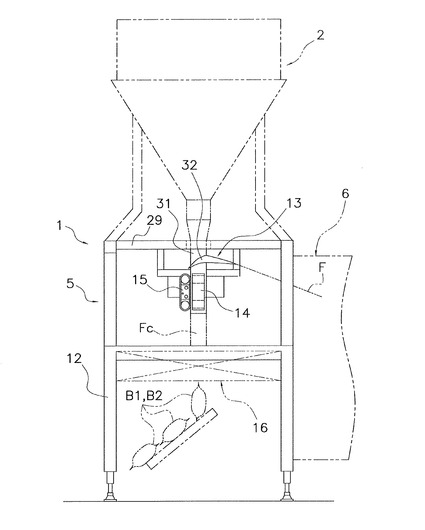
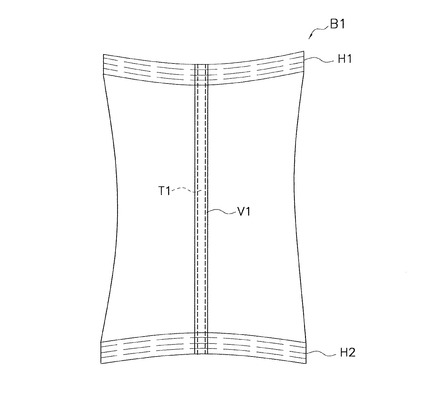
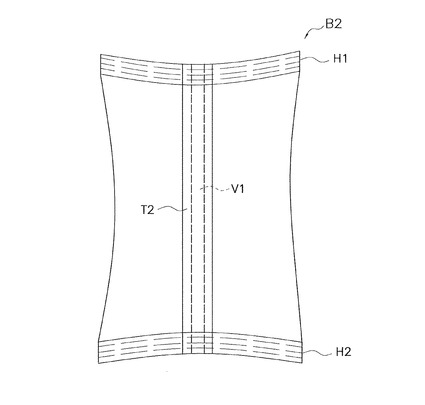
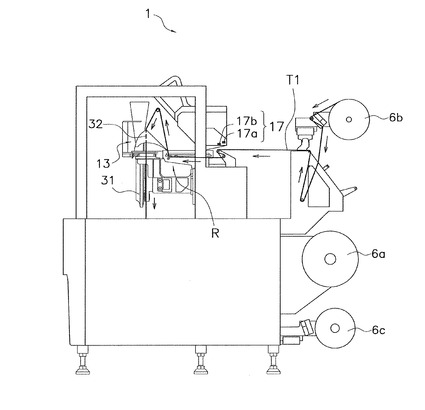
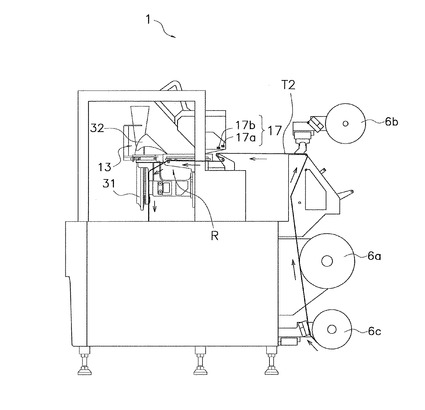
製袋包装機1は、1台で異なるタイプの袋B1,B2を製造可能である。袋B1は、縦方向に延びるテープT1を内側に有する袋であり(図5参照)、袋B2は、縦方向に延びるテープT2を外側に有する袋である(図6参照)。なお、本来、袋B1の内側のテープT1は、袋B1の外側からは見えないが、説明のため、図5においては、テープT1を点線で示している。テープT1は、当たりクジ付きの商品のクジ部分、広告用のバナー、商品のクーポン等、様々な用途で用いられる。テープT2は、広告用のバナー、商品のクーポン等、様々な用途で用いられる。
【0027】
袋B1,B2には、縦方向に延びる1箇所の縦シール部V1と、横方向に延びる2箇所の横シール部H1,H2とが形成されている。なお、本来、袋B2の縦シール部V1は、テープT2に隠れて見えないが、説明のため、図6においては、縦シール部V1を点線で示している。テープT1と袋B1本体とは、横シール部H1,H2の2箇所でのみ熱溶着されており、他の部分では何ら溶着されていない。同様に、テープT2と袋B2本体とは、横シール部H1,H2の2箇所でのみ熱溶着されており、他の部分においては何ら溶着されていない。
【0028】
(2)詳細構成
(2−1)フィルム供給ユニット
図7〜図9に示すように、フィルム供給ユニット6は、フィルムFが巻かれたフィルムロール6aと、テープT1が巻かれた内側テープロール6bと、テープT2が巻かれた外側テープロール6cとを有している。フィルムロール6aは、製袋包装ユニット5に対しフィルムFを供給するものであり、内側テープロール6bは、製袋包装ユニット5に対しテープT1を供給するものであり、外側テープロール6cは、製袋包装ユニット5に対しテープT2を提供するものである。なお、テープT1を内側に有する袋B1が製造される場合には、外側テープロール6cからのテープT2の繰り出しは行われないようにセットされ、テープT2を外側に有する袋B2が製造される場合には、内側テープロール6bからのテープT1の繰り出しは行われないようにセットされる。
【0029】
フィルムロール6aの回転軸は、図示されないモータにより駆動される。また、フィルムFには、後述するプルダウンベルト40,41により搬送力が加えられる。フィルムロール6aの回転速度およびプルダウンベルト40,41の搬送速度は、制御ユニット7により制御され、その結果、フィルムFは、フィルムロール6aから滑らかに繰り出される。一方、テープロール6b,6cの回転軸は、非駆動軸である。しかしながら、テープT1,T2は、フィルムFとの接触による摩擦により引っ張られ、それぞれテープロール6b,6cから繰り出される。フィルムロール6aから繰り出されるフィルムFには、一定の間隔でレジマークが印されており、テープロール6b,6cからそれぞれ繰り出されるテープT1,T2にも、同じ一定の間隔でレジマークが印されている。
【0030】
(2−2)製袋包装ユニット
製袋包装ユニット5は、成形機構13と、搬送機構14と、縦シール機構15と、横シール機構16と、レジマーク検出機構17とを有している。これらの機構13〜17は、支持フレーム12に直接的または間接的に支持されている。成形機構13は、フィルムロール6aから搬送されてくるシート状のフィルムFを筒状に成形する。搬送機構14は、成形機構13により筒状に成形されたフィルムF(以下、筒状フィルムFcという。)を下方へと搬送する。縦シール機構15は、筒状フィルムFcの重なり合う部位を縦方向に熱シールし、縦シール部V1を形成する。横シール機構16は、筒状フィルムFcの所定の部位を横方向に熱シールし、横シール部H1,H2を形成する。レジマーク検出機構17は、フィルムFおよびテープT1,T2のレジマークを検出する。
【0031】
(2−2−1)成形機構
成形機構13は、チューブ31と、セーラ32とを有している。
【0032】
チューブ31は、筒状の部材であり、上下方向に延びており、上下端が開口している。チューブ31は、支持フレーム12の天板29の中央付近に形成されている開口を上下方向に貫通するように配置されている。チューブ31の上端の開口には、製袋包装機1の上方のコンピュータスケール2から所定量ずつ落下してくる商品の内容物が投入される。なお、コンピュータスケール2は、フィーダ、プールホッパ、軽量ホッパ、集合排出シュート等から構成される組合せ計量機である。
【0033】
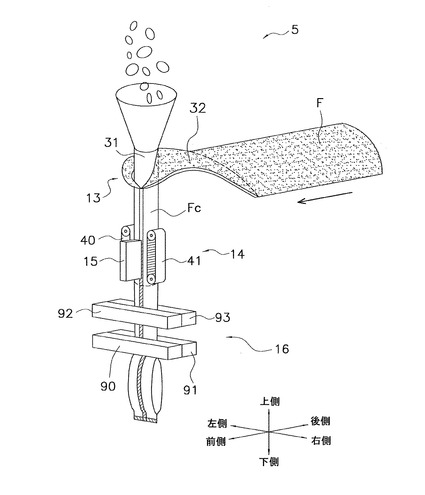
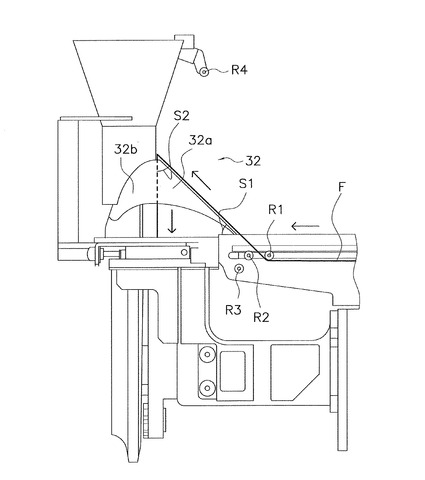
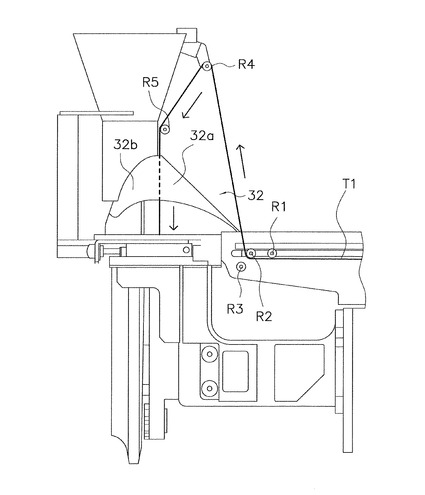
セーラ32は、チューブ31の上部付近を取り囲み、チューブ31との間にフィルムFが挿入される隙間を形成するように配置されている。セーラ32の形状は、フィルムFがセーラ32とチューブ31との隙間を通り抜ける間にチューブ31に巻き付けられ、シート状から筒状に成形されるような形状である。セーラ32は、第1斜面部32aと、第2斜面部32bとを有している。第1斜面部32aは、水平面から上方に向かって角度S1傾斜している。本実施形態では、S1=45°である。第2斜面部32bは、第1斜面部32aの頂上から第1斜面部32aよりも急勾配で斜め下方へと折れ曲がる。フィルムロール6aから搬送されてくるフィルムFは、第1斜面部32aに接触しつつ、第1斜面部32aの頂上まで搬送され、その後、第2斜面部32bに接触しつつ、セーラ32とチューブ31との隙間を通り抜ける。
【0034】
(2−2−2)搬送機構
搬送機構14は、一対のプルダウンベルト40,41を有している。プルダウンベルト40,41は、チューブ31に沿ってチューブ31を軸として左右対称に配置されており、筒状フィルムFcに接触し、筒状フィルムFcを吸着しながら下方へと搬送する。
【0035】
(2−2−3)縦シール機構
縦シール機構15は、チューブ31に沿ってチューブ31の前面側に配置されており、ヒータと、ヒータにより加熱されるヒータベルトとを有している。ヒータベルトは、筒状フィルムFcの、上下方向に延びる両縁部どうしが重なり合う部位を、一定の圧力でチューブ31に押しつけながら加熱する。その結果、縦シール部L1が形成される。
【0036】
(2−2−4)横シール機構
横シール機構16は、前後一対のシールジョー90,91と、前後一対のクラムローラ92,93とを有している。クラムローラ92,93は、チューブ31の下方に配置されており、シールジョー90,91は、チューブ31の下方に配置されている。
【0037】
シールジョー90,91は、互いに近接したり離反したりするように水平面内を前後方向に往復運動し、両者が最も近接する状態において筒状フィルムFcおよびテープT1又はテープT2(袋B1を製造する場合には、テープT1であり、袋B2を製造する場合には、テープT2である。以下、単にテープTという。)を同時に一定の圧力で挟み込む。なお、以下では、筒状フィルムFcおよびテープTを筒状フィルムFc等という。シールジョー90,91は、図示されないヒータにより加熱され、筒状フィルムFcの、両シールジョー90,91によって挟み込まれた部位が、左右方向に熱シールされる。シールジョー90,91は、一回の挟み込み動作により、連続して製造される2つの袋のうち、先に製造される袋の上部となる横シール部H1と、その次に製造される袋の下部となる横シール部H2とを同時に形成する。そして、一方のシールジョー90には、図示されないカッターが内蔵されており、一回の挟み込み動作で熱シールされた部位の中央がカッターで左右方向に切断される。その結果、筒状フィルムFcから袋が1つ1つ切り離されることになる。
【0038】
また、クラムローラ92,93も、互いに近接したり離反したりするように水平面内を前後方向に往復運動し、両者が最も近接する状態において筒状フィルムFc等を一定の圧力で同時に挟み込む。ところで、シールジョー90,91により熱シールが施されるタイミングと、上方のコンピュータスケール2から商品の内容物の固まりが落下してくるタイミングとは、制御ユニット7により正確に制御されている。従って、シールジョー90,91による挟み込み動作に、商品の内容物の固まりがまき込まれることは想定し難いが、スナック菓子等である商品の内容物に含まれる粉等であれば、まき込みが想定され得る。しかしながら、製袋包装機1では、シールジョー90,91の上方に位置するクラムローラ92,93が、シールジョー90,91が筒状フィルムFc等を挟み込む直前に、筒状フィルムFc等を同時に挟み込みつつ下方へと移動する。クラムローラ92,93による挟み込みは、少なくともシールジョー90,91による挟み込みが開始するまで継続する。その結果、クラムローラ92,93が粉等のストッパの役割を果たし、粉等のまき込みによる横シール部H1,H2のシール不良が抑制されるようになっている。
【0039】
また、シールジョー90,91による挟み込み動作時には、袋内の空気圧を適正に保つべく、本挟み込み動作により密封されることになる袋内の空気の逃げ道を確保する必要がある。従って、シールジョー90,91は、熱シールが可能なように強く加圧し合うのに対し、クラムローラ92,93は、比較的緩やかに押し合うように設計されている。その結果、クラムローラ92,93に挟み込まれた状態の筒状フィルムFcの内側には、ある程度の隙間が確保され、本隙間を通って袋内の空気が上方に抜けるようになっている。
【0040】
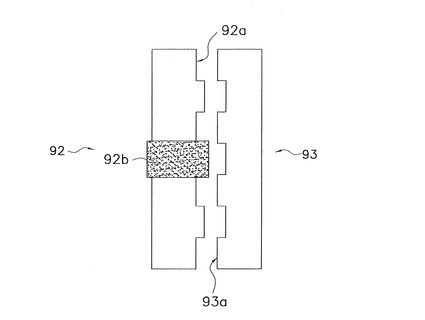
図12に示すように、クラムローラ92,93のそれぞれの対向面92a,93aは、平面視において山および谷を連続的に繰り返す形状を有しており、対向面92aの山および谷は、それぞれ対向面93aの谷および山に噛み合う。また、一方のクラムローラ92には、ベロクロテープ92bが巻かれている。ベロクロテープ92bは、クラムローラ92の対向面92aの平面視における全幅のうち、テープTが平面視において通過する位置に対応する位置にのみ巻かれている。つまり、ベロクロテープ92bの平面視における幅は、テープTの平面視における幅にほぼ一致し、ベロクロテープ92bとテープTとは位置合わせされている。その結果、上記のとおり、クラムローラ92,93は、全体としては比較的緩やかに押し合うものの、テープTが通過する位置においては、ベロクロテープ92bの厚みにより、比較的強く押し合うことになる。従って、クラムローラ92,93が、筒状フィルムFc等を同時に挟み込みつつ下方へと移動する動作を行うと、テープTがクラムローラ92,93により下方へと引っ張られる。つまり、クラムローラ92,93の下方への移動が、テープTに下方への搬送力として伝達されることになる。従って、たとえテープTの搬送経路上でテープTの張り、たるみ等が生じていたとしても、そのような張り、たるみ等が緩和される。
【0041】
(2−2−5)レジマーク検出機構
レジマーク検出機構17は、2つのレジマークセンサ17a,17bを有している。レジマークセンサ17aは、セーラ32とフィルムロール6aとの間のフィルムFの搬送経路付近に配置されており、フィルムFのレジマークを読み取るためのセンサである。同様に、レジマークセンサ17bは、セーラ32とフィルムロール6aとの間のテープTの搬送経路付近に配置されており、テープTのレジマークを読み取るためのセンサである。レジマークセンサ17aは、フィルムFの搬送中、フィルムFのレジマークを検出する度に、直ちにその旨を示す信号(以下、フィルム信号という。)を制御ユニット7に送信する。同様に、レジマークセンサ17bは、テープTの搬送中、テープTのレジマークを検出する度に、直ちにその旨を示す信号(以下、テープ信号という。)を制御ユニット7に送信する。
【0042】
(3)制御ユニット
制御ユニット7は、CPU、ROM、RAMおよびフラッシュメモリ等からなり、フラッシュメモリ内のプログラムを読み出して実行することにより、製袋包装機1の各部の動作を制御する。特に、制御ユニット7は、レジマークセンサ17a,17bによるフィルムFおよびテープTのレジマークの検出の結果に基づいて、テープTの搬送量とフィルムFの搬送量とのズレを検査する機能を有する。
【0043】
より具体的には、制御ユニット7は、レジマークセンサ17aからのフィルム信号と、レジマークセンサ17bからのテープ信号との受信間隔を逐次チェックする。本受信間隔は、テープTの搬送量とフィルムFの搬送量とのズレに比例するものである。従って、制御ユニット7は、両者の受信間隔が所定長さを超えると、テープTの搬送量とフィルムFの搬送量とのズレが許容範囲を超えたものと判断し、操作者に対する警告画面を操作パネル8上に表示させる。同時に、袋の製造を停止させるべく、適宜、製袋包装機1の各部に対し、袋の製造に係る動作を停止するよう命じる信号を送信する。また、同時に、コンピュータスケール2に対しても、袋の製造が中止している間、袋に封入される内容物の落下を控えるよう命じる信号を送信する。操作パネル8上の警告画面を見た操作者は、手動でテープTを繰り出す等し、フィルムFのレジマークとテープTとのレジマークとの位置合わせを行う。その後、操作者により、警告画面上のレジマークの位置の調整が終了した旨を入力するための所定のボタンが押されると、制御ユニット7は、その旨を検知し、適宜、製袋包装機1の各部およびコンピュータスケール2に対し、袋の製造に係る動作の再開を命ずる信号を送信する。
【0044】
(4)製袋包装機の動作
以下、製袋包装機1の動作について説明する。製袋包装機1は、テープロール6b,6cからのテープT1,T2の繰り出しを行わないようにセットすることにより、テープT1,T2の取り付けられていない袋を製造することも可能であるが、以下では、袋B1,B2を製造する場合について説明する。
【0045】
(4−1)テープを内側に有する袋を製造する場合
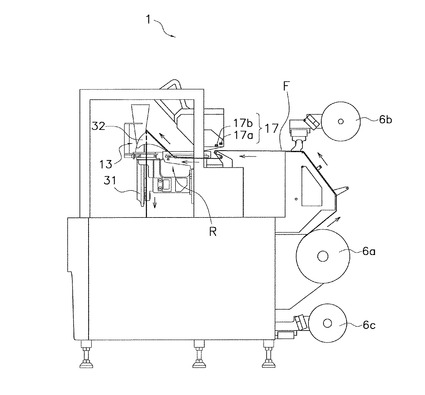
テープT1を内側に有する袋B1を製造可能な状態の製袋包装機1は、フィルムFが図7および図10に示す搬送経路上を搬送され、テープT1が図8および図11に示す搬送経路上を搬送されるようにセットされている。
【0046】
プルダウンベルト40,41が駆動されると、シート状のフィルムFがフィルムロール6aから繰り出され、適宜配置されているガイドローラで進行方向を変えながら、ガイドローラ群Rまで導かれる。ガイドローラ群Rは、セーラ32の第1斜面部32aのふもと付近に配置されており、第1ローラR1と、第2ローラR2と、第3ローラR3とを有する。シート状のフィルムFは、第1ローラR1に下側から巻き掛けられ、第1ローラR1により斜め上方へと案内され、第1斜面部32aの上面に接触しつつ、水平面から上方へ向かって角度S1を保った状態で搬送される。本実施形態では、S1=45°である。その後、シート状のフィルムFは、セーラ32とチューブ31との隙間を通り抜ける間に、チューブ31の外表面に巻き付けられ、筒状フィルムFcとなる。その後、筒状フィルムFcは、チューブ31の外表面に沿って真っ直ぐに下方へと搬送される。つまり、筒状フィルムFcは、上下方向に真っ直ぐに延びるチューブ31に対し角度S2を付けて、セーラ32とチューブ31との隙間に挿入される。本実施形態では、S2=45°である。
【0047】
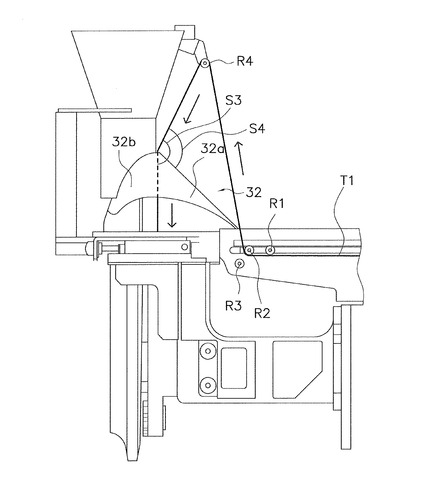
一方、プルダウンベルト40,41が駆動されると、テープT1も内側テープロール6bから繰り出され、適宜配置されているガイドローラで進行方向を変えながら、ガイドローラ群Rまで導かれる。テープT1は、ガイドローラ群Rの上流側では、フィルムFの上面に接触し、フィルムFとの摩擦により引っ張られつつ搬送される。テープT1は、第2ローラR2に下側から巻き掛けられ、第2ローラR2により斜め上方へと案内され、第4ローラR4に達する。続いて、テープT1は、第4ローラR4により案内され、上下方向に真っ直ぐに延びるチューブ31に対し角度S3を付けて、セーラ32とチューブ31との隙間に向かって真っ直ぐ前進し、本隙間に挿入される。本実施形態では、S3=150°である。その後、テープT1は、チューブ31と筒状フィルムFcとの間を、筒状フィルムFcの内表面に接触し、筒状フィルムFcとの摩擦により引っ張られつつ、真っ直ぐに下方へと搬送される。つまり、テープT1は、シート状のフィルムFに対し角度S4を付けて、セーラ32とチューブ31との隙間に挿入される。本実施形態では、S4=S3−S2=105°である。
【0048】
続いて、筒状フィルムFc等は、縦シール機構15に達し、縦シール機構15により、筒状フィルムFcの、袋B1の縦シール部V1となる部位に熱シールが施される。
【0049】
続いて、筒状フィルムFc等は、チューブ31を抜け、横シール機構16へと降りていく。横シール機構16では、まず、クラムローラ92,93が筒状フィルムFc等を挟み込む。その状態で、シールジョー90,91により、筒状フィルムFc等の、袋B1の下部となる部位が横方向に熱シールされる。一方、クラムローラ92,93は、シールジョー90,91による熱シール中に、筒状フィルムFc等を解放する。このとき、商品の内容物の固まりが、コンピュータスケール2からチューブ31内を通り抜けて筒状フィルムFc内へと落下してくる。そして、筒状フィルムFc内に商品の内容物が充填されている状態において、筒状フィルムFcの、袋B1の上部となる部位が横方向に熱シールされる。その後、一方のシールジョー90の一方に内蔵されているカッター(図示せず)により、先行する袋と後続の袋とが切り離される。
【0050】
(4−2)テープを外側に有する袋を製造する場合
テープT2を外側に有する袋B2を製造可能な状態の製袋包装機1は、フィルムFが図7および図10に示す搬送経路上を搬送され、テープT2が図9に示す搬送経路上を搬送されるようにセットされている。
【0051】
プルダウンベルト40,41が駆動されると、シート状のフィルムFがフィルムロール6aから繰り出されるが、その後、筒状フィルムFcとなり、チューブ31の外表面に沿って真っ直ぐに下方へと搬送される様子は、袋B1の場合と同様である。
【0052】
一方、プルダウンベルト40,41が駆動されると、テープT1に代わり、テープT2が外側テープロール6cから繰り出され、適宜配置されているガイドローラで進行方向を変えながら、ガイドローラ群Rまで導かれる。テープT2は、ガイドローラ群Rの上流側では、フィルムFの下面に接触し、フィルムFとの摩擦により引っ張られつつ搬送される。テープT2は、第3ローラR3に上側から巻き掛けられ、第3ローラR3により斜め下方へと案内され、セーラ32とチューブ31との隙間を通り抜けることなく、チューブ31に巻き付けられた状態の筒状フィルムFcと合流する。その後、テープT2は、筒状フィルムFcの外表面に接触し、フィルムFとの摩擦により引っ張られつつ、真っ直ぐに下方へと搬送される。
【0053】
その後の縦シール機構15および横シール機構16における動作は、袋B1の場合と同様である。
【0054】
(5)特徴
(5−1)
上記実施形態では、フィルムFとテープT1とが、ガイドローラ群Rよりも上流側では所定の区間、同じ軌道を描いている。なお、テープT1は、最終的に袋B1の内側に配置されるべく、フィルムFよりもセーラ32側、つまり上側を搬送される。ところが、両者は、ガイドローラ群Rで分岐し、互いに角度S4(=105°)を付けた状態でセーラ32とチューブ31との隙間に挿入される。より正確には、フィルムFが、チューブ31に対し角度S2(=45°)を付けて本隙間に挿入されるのに対し、テープT1は、チューブ31に対し角度S3(=150°)を付けて本隙間に挿入される。
【0055】
以上、テープT1がシート状のフィルムFとは異なる角度からセーラ32とチューブ31との隙間に挿入されることにより、テープT1がセーラ32とチューブ31との隙間を通り抜ける際の抵抗が小さくなり、テープT1の張り、たるみ等が抑制され、袋B1の品質が向上する。
【0056】
(5−2)
上記実施形態では、シールジョー90,91が筒状フィルムFc等を挟み込む直前に、クラムローラ91,92により筒状フィルムFc等がその搬送方向に引っ張られる。従って、テープTの搬送量が調整され、テープTの張り、たるみ等がさらに抑制される。
【0057】
(5−3)
上記実施形態では、フィルムFおよびテープTのレジマークが検出され、両者の搬送量のズレが検査される。その結果、テープTの張り、たるみ等を検査することができる。
【0058】
(6)変形例
(6−1)変形例1A
上記実施形態では、S1=45°,S2=45°,S3=150°,S4=105°としたが、S1〜S4の本値は例示であり、本発明は、これに限定されない。
【0059】
テープT1の張り、たるみ等を抑制する観点からは、S3に関しては、好ましくは、S3≧90°であり、より好ましくは、S3≧120°である。また、S2に関しては、S2≦90°となることが好ましい。
【0060】
また、図13に示すように、実質的にS3=180°となる場合は、テープT1がセーラ32とチューブ31との隙間を通り抜ける際の抵抗が極小化される。図13の製袋包装機は、製袋包装機1に第5ローラR5を追加したものである。すなわち、第4ローラR4を出たテープT1は、第5ローラR5に上方から巻き掛けられ、チューブ31の外表面に接触しつつ又は接触せずに第5ローラR5により真っ直ぐに下方へと案内される。
【0061】
(6−2)変形例1B
上記実施形態では、シールジョー90,91は、水平面内で往復運動するものとした。しかしながら、筒状フィルムFcを挟み込んだ状態でのシールジョー90,91の軌跡が、鉛直下向きの成分を有するものであってもよい。例えば、シールジョー90,91が、それぞれD字の軌跡を描く場合などである。かかる場合、シールジョー90,91からテープTに下方への搬送力が伝達され、テープTの張り、たるみ等のさらなる抑制が期待される。
【0062】
(6−3)変形例1C
上記実施形態では、テープTの搬送量とフィルムFの搬送量とのズレが許容範囲を超えたものと判断された場合、操作パネル8上に警告画面が表示され、操作者が手動でズレを修正するものとした。しかしながら、これに代えて又は加えて、製袋包装機1がそのようなズレを自動的に修正する機能を有していてもよい。
【0063】
例えば、制御ユニット7が、フィルム信号とテープ信号との受信間隔に基づいて、テープTの搬送量とフィルムFの搬送量とのズレ量を定量的に算出する。そして、本ズレ量に基づいてフィルムFおよびテープTの少なくとも一方の排出量を決定し、決定した排出量だけフィルムFおよびテープTの少なくとも一方を排出させる。続いて、レジマーク検出機構17からフィルム信号およびテープ信号を受信し、ズレが修正されているか否かを判断し、修正されていれば自動修正を完了し、修正されていなければ再度自動修正を試みる。フィルムFおよびテープTの排出の方法としては、フィルムロール6aの回転速度およびプルダウンベルト40,41の搬送速度等を調整することが考えられる。また、フィルムFおよびテープTの排出時には、コストの低減を図るべく、空袋を作成するようにしてもよい。空袋を作成するためには、自動修正中、コンピュータスケール2に商品の内容物の落下を控えるよう命じておけばよい。
【0064】
(6−4)変形例1D
上記実施形態では、ローラR1〜R4を含む全てのガイドローラおよびテープロール6b,6cを、動力を持たない機構とした。しかしながら、これらの全部又は一部を、動力を持ち、フィルムFおよびテープTに適宜搬送力を与えることが可能な機構としてもよい。
【0065】
例えば、テープT1の搬送経路上の第4ローラR4に動力を持たせ、制御ユニット7により第4ローラR4の動力を制御すれば、テープT1の張り、たるみ等のさらなる抑制が期待される。
【0066】
また、変形例1Cと組み合わせて、ガイドローラおよびテープロール6b,6cの全部又は一部の回転により、テープTの搬送量とフィルムFの搬送量のズレの自動修正を行うようにしてもよい。
【0067】
例えば、テープT1の搬送経路上の第4ローラR4に動力を持たせ、制御ユニット7により第4ローラR4の動力を制御すれば、テープT1の搬送量を自動修正することができる。
【符号の説明】
【0068】
1 製袋包装機
7 制御ユニット(ズレ検査部)
6a フィルムロール(包材供給部)
6b 内側テープロール(テープ供給部)
6c 外側テープロール
13 成形機構(フォーマ部)
14 搬送機構(搬送部)
17 レジマーク検出機構(レジマーク検出部)
31 チューブ(筒状部)
32 セーラ(セーラ部)
90,91 シールジョー(横シール部)
92,93 クラムローラ(シャッタ部材)
B1 テープを内側に有する袋
B2 テープを外側に有する袋
F フィルム(包材)
Fc 筒状フィルム
T1 内側のテープ
T2 外側のテープ
R ガイドローラ群
R1 第1ローラ(包材ガイド部材)
R2 第2ローラ(テープガイド部材)
R3 第3ローラ
【先行技術文献】
【特許文献】
【0069】
【特許文献1】特開2009−46139号公報
【特許文献2】特開2002−80008号公報
【技術分野】
【0001】
本発明は、縦方向に延びるテープを内側に有する袋を製袋しつつ、その袋への被包装物の充填を行なう製袋包装機に関する。
【背景技術】
【0002】
従来より、縦方向に延びるテープを有する袋を製袋しつつ、その袋への被包装物の充填を行なう製袋包装機が公知である(例えば、特許文献1の特開2009−46139号公報および特許文献2の特開2002−80008号公報)。特許文献1,2では、広告用のバナー等となるテープが、袋の外側を縦方向に延びている。また、袋本体の素材となるシート状の包材は、ローラから繰り出され、セーラ部へ達する。セーラ部は、筒状部との間に包材が挿入される隙間を形成するように配置され、包材は、その隙間を通り抜ける間に筒状部に巻き付けられ、シート状から筒状に成形される。筒状に成形された包材は、そのまましばらく筒状部に巻き付けられた状態で搬送され、その後、筒状の包材の外側を搬送されるテープとともに横方向に熱シールされる。
【発明の概要】
【発明が解決しようとする課題】
【0003】
特許文献1では、テープは、包材とともにセーラ部と筒状部との隙間を通り抜けるが、セーラ部に達する前に包材に熱溶着される。従って、テープは、本隙間を比較的滑らかに通過する。その結果、本隙間の通り抜けに伴う搬送中のテープの張り、たるみ等は、あまり問題にならない。しかしながら、本製袋包装機は、セーラ部の上流側でテープを包材に熱溶着する機構を必要とする。
【0004】
特許文献2では、セーラ部付近から横シール部付近まで、包材とテープとが別経路を進み、包材はセーラ部と筒状部との隙間を通り抜けるものの、テープは通り抜けない。従って、本隙間の通り抜けに伴う搬送中のテープの張り、たるみ等は、あまり問題にならない。しかしながら、テープは、セーラ部と筒状部との隙間を通り抜ける代わりに、セーラ部のスリットを通り抜け、セーラ部の下方に案内される。本構成は、テープを袋の外側に取り付ける場合には採用し得るが、内側に取り付ける場合には採用できない。
【0005】
本発明の課題は、袋の内側に含まれるテープの張り、たるみ等を抑制することが可能な製袋包装機を提供することにある。
【課題を解決するための手段】
【0006】
本発明の第1観点に係る製袋包装機は、包材供給部と、テープ供給部と、フォーマ部と、テープガイド部材とを備え、袋を製袋しつつ、袋への被包装物の充填を行なう。本袋は、その縦方向に延びるテープをその内側に有する袋である。包材供給部は、シート状の包材を供給する。テープ供給部は、テープを供給する。フォーマ部は、筒状部と、セーラ部とを有する。セーラ部は、筒状部との間に包材が挿入される隙間を形成するように配置される。テープガイド部材は、テープがシート状の包材とは異なる角度から隙間に挿入されるように、テープを案内する。なお、袋の内側のテープとは、例えば、当たりクジ付きの袋のクジ部分を構成する。
【0007】
ここでは、包材とテープとが互いに角度を付けた状態で、セーラ部と筒状部との隙間に挿入される。その結果、テープがセーラ部と筒状部との隙間を通り抜ける際の抵抗が小さくなり、袋の内側に含まれるテープの張り、たるみ等が抑制され、袋の品質が向上する。
【0008】
本発明の第2観点に係る製袋包装機は、本発明の第1観点に係る製袋包装機であって、テープガイド部材は、テープが筒状部に対し90°以上の角度を付けて隙間に挿入されるように、テープを案内する。
【0009】
ここでは、セーラ部と筒状部との隙間にテープが挿入される際の、テープと筒状部との間の角度は、90°以上である。その結果、テープがセーラ部と筒状部との隙間を通り抜ける際の抵抗がより小さくなる。
【0010】
本発明の第3観点に係る製袋包装機は、本発明の第2観点に係る製袋包装機であって、テープガイド部材は、テープが筒状部に対し120°以上の角度を付けて隙間に挿入されるように、テープを案内する。
【0011】
ここでは、セーラ部と筒状部との隙間にテープが挿入される際の、テープと筒状部との間の角度は、120°以上である。その結果、テープがセーラ部と筒状部との隙間を通り抜ける際の抵抗がより小さくなる。
【0012】
本発明の第4観点に係る製袋包装機は、本発明の第1観点から第3観点のいずれかに係る製袋包装機であって、包材ガイド部材をさらに備える。包材ガイド部材は、包材が筒状部に対し90°以下の角度を付けて隙間に挿入されるように、包材を案内する。
【0013】
ここでは、セーラ部と筒状部との隙間に包材が挿入される際の、包材と筒状部との間の角度は、90°以下である。その結果、テープがセーラ部と筒状部との隙間を通り抜ける際の抵抗がより小さくなる。
【0014】
本発明の第5観点に係る製袋包装機は、本発明の第1観点から第4観点のいずれかに係る製袋包装機であって、横シール部をさらに備える。横シール部は、筒状部の下方に配置され、包材およびテープを同時に挟み込みつつ横方向に熱シールすることにより、袋の上部および下部を形成する。
【0015】
ここでは、筒状に成形された包材とその内側を搬送されるテープとが、同時に横方向に熱シールされる。従って、袋の内側を縦方向に延びるテープを形成することができる。
【0016】
本発明の第6観点に係る製袋包装機は、本発明の第5観点に係る製袋包装機であって、シャッタ部材をさらに備える。シャッタ部材は、横シール部が包材およびテープを挟み込む直前に、横シール部の上方において包材およびテープを同時に挟み込みつつテープを搬送方向に引っ張る。
【0017】
ここでは、横方向の熱シールの直前に、テープがその搬送方向に引っ張られる。従って、テープの搬送量が調整され、テープの張り、たるみ等がさらに抑制される。
【0018】
本発明の第7観点に係る製袋包装機は、本発明の第1観点から第6観点のいずれかに係る製袋包装機であって、レジマーク検出部と、ズレ検査部とをさらに備える。レジマーク検出部は、テープおよび包材のレジマークを検出する。ズレ検査部は、レジマーク検出部による検出の結果に基づいて、テープの搬送量と包材の搬送量とのズレを検査する。
【0019】
ここでは、テープおよび包材のレジマークが検出され、両者の搬送量のズレが検査される。その結果、テープの張り、たるみ等を検査することができる。
【0020】
本発明の第8観点に係る製袋包装機は、本発明の第1観点から第7観点のいずれかに係る製袋包装機であって、搬送部をさらに備える。搬送部は、筒状部に沿って配置され、包材を下方に搬送する。
【0021】
ここでは、筒状部に巻き付けられた状態の包材に下方への搬送力が加えられる。その結果、そのような包材の内側を搬送されるテープにも、例えば、包材との摩擦等により、下方への搬送力が間接的に加えられる。その結果、テープの張り、たるみ等がさらに抑制される。
【発明の効果】
【0022】
本発明によれば、テープがセーラ部と筒状部との隙間を通り抜ける際の抵抗が小さくなり、袋の内側に含まれるテープの張り、たるみ等が抑制され、袋の品質が向上する。
【図面の簡単な説明】
【0023】
【図1】製袋包装機の斜視図。
【図2】製袋包装ユニットの主要部分の側面図。
【図3】製袋包装ユニットの主要部分の斜視図。
【図4】製袋包装機の制御系統のブロック図。
【図5】縦方向に延びるテープを内側に有する袋の外観図。
【図6】縦方向に延びるテープを外側に有する袋の外観図。
【図7】フィルムの搬送経路を示す製袋包装機の側面図。
【図8】袋の内側に取り付けられるテープの搬送経路を示す製袋包装機の側面図。
【図9】袋の外側に取り付けられるテープの搬送経路を示す製袋包装機の側面図。
【図10】図7の一部分の拡大図。
【図11】図8の一部分の拡大図。
【図12】一対のクラムローラの平面図。
【図13】変形例に係る袋の内側に取り付けられるテープの搬送経路を示す製袋包装機の一部分の側面図。
【発明を実施するための形態】
【0024】
以下、図面を参照しつつ、本発明の一実施形態に係る製袋包装機1について説明する。
【0025】
(1)全体構成
図1〜図4に示すように、製袋包装機1は、スナック菓子等の内容物を袋詰めした商品を製造する機械であり、内容物の袋詰めを行う製袋包装ユニット5と、製袋包装ユニット5に対し商品の袋部分の素材となるフィルムF等を供給するフィルム供給ユニット6と、製袋包装機1全体の動作を制御する制御ユニット7とを有している。製袋包装ユニット5の前面には、操作パネル8が配置されている。操作パネル8は、液晶ディスプレイと、液晶ディスプレイを覆うタッチパネルとを有しており、操作者に対し製袋包装機1の動作の状態を示す情報を表示したり、製袋包装機1に対する様々な設定の入力を受け付けたりする。
【0026】
製袋包装機1は、1台で異なるタイプの袋B1,B2を製造可能である。袋B1は、縦方向に延びるテープT1を内側に有する袋であり(図5参照)、袋B2は、縦方向に延びるテープT2を外側に有する袋である(図6参照)。なお、本来、袋B1の内側のテープT1は、袋B1の外側からは見えないが、説明のため、図5においては、テープT1を点線で示している。テープT1は、当たりクジ付きの商品のクジ部分、広告用のバナー、商品のクーポン等、様々な用途で用いられる。テープT2は、広告用のバナー、商品のクーポン等、様々な用途で用いられる。
【0027】
袋B1,B2には、縦方向に延びる1箇所の縦シール部V1と、横方向に延びる2箇所の横シール部H1,H2とが形成されている。なお、本来、袋B2の縦シール部V1は、テープT2に隠れて見えないが、説明のため、図6においては、縦シール部V1を点線で示している。テープT1と袋B1本体とは、横シール部H1,H2の2箇所でのみ熱溶着されており、他の部分では何ら溶着されていない。同様に、テープT2と袋B2本体とは、横シール部H1,H2の2箇所でのみ熱溶着されており、他の部分においては何ら溶着されていない。
【0028】
(2)詳細構成
(2−1)フィルム供給ユニット
図7〜図9に示すように、フィルム供給ユニット6は、フィルムFが巻かれたフィルムロール6aと、テープT1が巻かれた内側テープロール6bと、テープT2が巻かれた外側テープロール6cとを有している。フィルムロール6aは、製袋包装ユニット5に対しフィルムFを供給するものであり、内側テープロール6bは、製袋包装ユニット5に対しテープT1を供給するものであり、外側テープロール6cは、製袋包装ユニット5に対しテープT2を提供するものである。なお、テープT1を内側に有する袋B1が製造される場合には、外側テープロール6cからのテープT2の繰り出しは行われないようにセットされ、テープT2を外側に有する袋B2が製造される場合には、内側テープロール6bからのテープT1の繰り出しは行われないようにセットされる。
【0029】
フィルムロール6aの回転軸は、図示されないモータにより駆動される。また、フィルムFには、後述するプルダウンベルト40,41により搬送力が加えられる。フィルムロール6aの回転速度およびプルダウンベルト40,41の搬送速度は、制御ユニット7により制御され、その結果、フィルムFは、フィルムロール6aから滑らかに繰り出される。一方、テープロール6b,6cの回転軸は、非駆動軸である。しかしながら、テープT1,T2は、フィルムFとの接触による摩擦により引っ張られ、それぞれテープロール6b,6cから繰り出される。フィルムロール6aから繰り出されるフィルムFには、一定の間隔でレジマークが印されており、テープロール6b,6cからそれぞれ繰り出されるテープT1,T2にも、同じ一定の間隔でレジマークが印されている。
【0030】
(2−2)製袋包装ユニット
製袋包装ユニット5は、成形機構13と、搬送機構14と、縦シール機構15と、横シール機構16と、レジマーク検出機構17とを有している。これらの機構13〜17は、支持フレーム12に直接的または間接的に支持されている。成形機構13は、フィルムロール6aから搬送されてくるシート状のフィルムFを筒状に成形する。搬送機構14は、成形機構13により筒状に成形されたフィルムF(以下、筒状フィルムFcという。)を下方へと搬送する。縦シール機構15は、筒状フィルムFcの重なり合う部位を縦方向に熱シールし、縦シール部V1を形成する。横シール機構16は、筒状フィルムFcの所定の部位を横方向に熱シールし、横シール部H1,H2を形成する。レジマーク検出機構17は、フィルムFおよびテープT1,T2のレジマークを検出する。
【0031】
(2−2−1)成形機構
成形機構13は、チューブ31と、セーラ32とを有している。
【0032】
チューブ31は、筒状の部材であり、上下方向に延びており、上下端が開口している。チューブ31は、支持フレーム12の天板29の中央付近に形成されている開口を上下方向に貫通するように配置されている。チューブ31の上端の開口には、製袋包装機1の上方のコンピュータスケール2から所定量ずつ落下してくる商品の内容物が投入される。なお、コンピュータスケール2は、フィーダ、プールホッパ、軽量ホッパ、集合排出シュート等から構成される組合せ計量機である。
【0033】
セーラ32は、チューブ31の上部付近を取り囲み、チューブ31との間にフィルムFが挿入される隙間を形成するように配置されている。セーラ32の形状は、フィルムFがセーラ32とチューブ31との隙間を通り抜ける間にチューブ31に巻き付けられ、シート状から筒状に成形されるような形状である。セーラ32は、第1斜面部32aと、第2斜面部32bとを有している。第1斜面部32aは、水平面から上方に向かって角度S1傾斜している。本実施形態では、S1=45°である。第2斜面部32bは、第1斜面部32aの頂上から第1斜面部32aよりも急勾配で斜め下方へと折れ曲がる。フィルムロール6aから搬送されてくるフィルムFは、第1斜面部32aに接触しつつ、第1斜面部32aの頂上まで搬送され、その後、第2斜面部32bに接触しつつ、セーラ32とチューブ31との隙間を通り抜ける。
【0034】
(2−2−2)搬送機構
搬送機構14は、一対のプルダウンベルト40,41を有している。プルダウンベルト40,41は、チューブ31に沿ってチューブ31を軸として左右対称に配置されており、筒状フィルムFcに接触し、筒状フィルムFcを吸着しながら下方へと搬送する。
【0035】
(2−2−3)縦シール機構
縦シール機構15は、チューブ31に沿ってチューブ31の前面側に配置されており、ヒータと、ヒータにより加熱されるヒータベルトとを有している。ヒータベルトは、筒状フィルムFcの、上下方向に延びる両縁部どうしが重なり合う部位を、一定の圧力でチューブ31に押しつけながら加熱する。その結果、縦シール部L1が形成される。
【0036】
(2−2−4)横シール機構
横シール機構16は、前後一対のシールジョー90,91と、前後一対のクラムローラ92,93とを有している。クラムローラ92,93は、チューブ31の下方に配置されており、シールジョー90,91は、チューブ31の下方に配置されている。
【0037】
シールジョー90,91は、互いに近接したり離反したりするように水平面内を前後方向に往復運動し、両者が最も近接する状態において筒状フィルムFcおよびテープT1又はテープT2(袋B1を製造する場合には、テープT1であり、袋B2を製造する場合には、テープT2である。以下、単にテープTという。)を同時に一定の圧力で挟み込む。なお、以下では、筒状フィルムFcおよびテープTを筒状フィルムFc等という。シールジョー90,91は、図示されないヒータにより加熱され、筒状フィルムFcの、両シールジョー90,91によって挟み込まれた部位が、左右方向に熱シールされる。シールジョー90,91は、一回の挟み込み動作により、連続して製造される2つの袋のうち、先に製造される袋の上部となる横シール部H1と、その次に製造される袋の下部となる横シール部H2とを同時に形成する。そして、一方のシールジョー90には、図示されないカッターが内蔵されており、一回の挟み込み動作で熱シールされた部位の中央がカッターで左右方向に切断される。その結果、筒状フィルムFcから袋が1つ1つ切り離されることになる。
【0038】
また、クラムローラ92,93も、互いに近接したり離反したりするように水平面内を前後方向に往復運動し、両者が最も近接する状態において筒状フィルムFc等を一定の圧力で同時に挟み込む。ところで、シールジョー90,91により熱シールが施されるタイミングと、上方のコンピュータスケール2から商品の内容物の固まりが落下してくるタイミングとは、制御ユニット7により正確に制御されている。従って、シールジョー90,91による挟み込み動作に、商品の内容物の固まりがまき込まれることは想定し難いが、スナック菓子等である商品の内容物に含まれる粉等であれば、まき込みが想定され得る。しかしながら、製袋包装機1では、シールジョー90,91の上方に位置するクラムローラ92,93が、シールジョー90,91が筒状フィルムFc等を挟み込む直前に、筒状フィルムFc等を同時に挟み込みつつ下方へと移動する。クラムローラ92,93による挟み込みは、少なくともシールジョー90,91による挟み込みが開始するまで継続する。その結果、クラムローラ92,93が粉等のストッパの役割を果たし、粉等のまき込みによる横シール部H1,H2のシール不良が抑制されるようになっている。
【0039】
また、シールジョー90,91による挟み込み動作時には、袋内の空気圧を適正に保つべく、本挟み込み動作により密封されることになる袋内の空気の逃げ道を確保する必要がある。従って、シールジョー90,91は、熱シールが可能なように強く加圧し合うのに対し、クラムローラ92,93は、比較的緩やかに押し合うように設計されている。その結果、クラムローラ92,93に挟み込まれた状態の筒状フィルムFcの内側には、ある程度の隙間が確保され、本隙間を通って袋内の空気が上方に抜けるようになっている。
【0040】
図12に示すように、クラムローラ92,93のそれぞれの対向面92a,93aは、平面視において山および谷を連続的に繰り返す形状を有しており、対向面92aの山および谷は、それぞれ対向面93aの谷および山に噛み合う。また、一方のクラムローラ92には、ベロクロテープ92bが巻かれている。ベロクロテープ92bは、クラムローラ92の対向面92aの平面視における全幅のうち、テープTが平面視において通過する位置に対応する位置にのみ巻かれている。つまり、ベロクロテープ92bの平面視における幅は、テープTの平面視における幅にほぼ一致し、ベロクロテープ92bとテープTとは位置合わせされている。その結果、上記のとおり、クラムローラ92,93は、全体としては比較的緩やかに押し合うものの、テープTが通過する位置においては、ベロクロテープ92bの厚みにより、比較的強く押し合うことになる。従って、クラムローラ92,93が、筒状フィルムFc等を同時に挟み込みつつ下方へと移動する動作を行うと、テープTがクラムローラ92,93により下方へと引っ張られる。つまり、クラムローラ92,93の下方への移動が、テープTに下方への搬送力として伝達されることになる。従って、たとえテープTの搬送経路上でテープTの張り、たるみ等が生じていたとしても、そのような張り、たるみ等が緩和される。
【0041】
(2−2−5)レジマーク検出機構
レジマーク検出機構17は、2つのレジマークセンサ17a,17bを有している。レジマークセンサ17aは、セーラ32とフィルムロール6aとの間のフィルムFの搬送経路付近に配置されており、フィルムFのレジマークを読み取るためのセンサである。同様に、レジマークセンサ17bは、セーラ32とフィルムロール6aとの間のテープTの搬送経路付近に配置されており、テープTのレジマークを読み取るためのセンサである。レジマークセンサ17aは、フィルムFの搬送中、フィルムFのレジマークを検出する度に、直ちにその旨を示す信号(以下、フィルム信号という。)を制御ユニット7に送信する。同様に、レジマークセンサ17bは、テープTの搬送中、テープTのレジマークを検出する度に、直ちにその旨を示す信号(以下、テープ信号という。)を制御ユニット7に送信する。
【0042】
(3)制御ユニット
制御ユニット7は、CPU、ROM、RAMおよびフラッシュメモリ等からなり、フラッシュメモリ内のプログラムを読み出して実行することにより、製袋包装機1の各部の動作を制御する。特に、制御ユニット7は、レジマークセンサ17a,17bによるフィルムFおよびテープTのレジマークの検出の結果に基づいて、テープTの搬送量とフィルムFの搬送量とのズレを検査する機能を有する。
【0043】
より具体的には、制御ユニット7は、レジマークセンサ17aからのフィルム信号と、レジマークセンサ17bからのテープ信号との受信間隔を逐次チェックする。本受信間隔は、テープTの搬送量とフィルムFの搬送量とのズレに比例するものである。従って、制御ユニット7は、両者の受信間隔が所定長さを超えると、テープTの搬送量とフィルムFの搬送量とのズレが許容範囲を超えたものと判断し、操作者に対する警告画面を操作パネル8上に表示させる。同時に、袋の製造を停止させるべく、適宜、製袋包装機1の各部に対し、袋の製造に係る動作を停止するよう命じる信号を送信する。また、同時に、コンピュータスケール2に対しても、袋の製造が中止している間、袋に封入される内容物の落下を控えるよう命じる信号を送信する。操作パネル8上の警告画面を見た操作者は、手動でテープTを繰り出す等し、フィルムFのレジマークとテープTとのレジマークとの位置合わせを行う。その後、操作者により、警告画面上のレジマークの位置の調整が終了した旨を入力するための所定のボタンが押されると、制御ユニット7は、その旨を検知し、適宜、製袋包装機1の各部およびコンピュータスケール2に対し、袋の製造に係る動作の再開を命ずる信号を送信する。
【0044】
(4)製袋包装機の動作
以下、製袋包装機1の動作について説明する。製袋包装機1は、テープロール6b,6cからのテープT1,T2の繰り出しを行わないようにセットすることにより、テープT1,T2の取り付けられていない袋を製造することも可能であるが、以下では、袋B1,B2を製造する場合について説明する。
【0045】
(4−1)テープを内側に有する袋を製造する場合
テープT1を内側に有する袋B1を製造可能な状態の製袋包装機1は、フィルムFが図7および図10に示す搬送経路上を搬送され、テープT1が図8および図11に示す搬送経路上を搬送されるようにセットされている。
【0046】
プルダウンベルト40,41が駆動されると、シート状のフィルムFがフィルムロール6aから繰り出され、適宜配置されているガイドローラで進行方向を変えながら、ガイドローラ群Rまで導かれる。ガイドローラ群Rは、セーラ32の第1斜面部32aのふもと付近に配置されており、第1ローラR1と、第2ローラR2と、第3ローラR3とを有する。シート状のフィルムFは、第1ローラR1に下側から巻き掛けられ、第1ローラR1により斜め上方へと案内され、第1斜面部32aの上面に接触しつつ、水平面から上方へ向かって角度S1を保った状態で搬送される。本実施形態では、S1=45°である。その後、シート状のフィルムFは、セーラ32とチューブ31との隙間を通り抜ける間に、チューブ31の外表面に巻き付けられ、筒状フィルムFcとなる。その後、筒状フィルムFcは、チューブ31の外表面に沿って真っ直ぐに下方へと搬送される。つまり、筒状フィルムFcは、上下方向に真っ直ぐに延びるチューブ31に対し角度S2を付けて、セーラ32とチューブ31との隙間に挿入される。本実施形態では、S2=45°である。
【0047】
一方、プルダウンベルト40,41が駆動されると、テープT1も内側テープロール6bから繰り出され、適宜配置されているガイドローラで進行方向を変えながら、ガイドローラ群Rまで導かれる。テープT1は、ガイドローラ群Rの上流側では、フィルムFの上面に接触し、フィルムFとの摩擦により引っ張られつつ搬送される。テープT1は、第2ローラR2に下側から巻き掛けられ、第2ローラR2により斜め上方へと案内され、第4ローラR4に達する。続いて、テープT1は、第4ローラR4により案内され、上下方向に真っ直ぐに延びるチューブ31に対し角度S3を付けて、セーラ32とチューブ31との隙間に向かって真っ直ぐ前進し、本隙間に挿入される。本実施形態では、S3=150°である。その後、テープT1は、チューブ31と筒状フィルムFcとの間を、筒状フィルムFcの内表面に接触し、筒状フィルムFcとの摩擦により引っ張られつつ、真っ直ぐに下方へと搬送される。つまり、テープT1は、シート状のフィルムFに対し角度S4を付けて、セーラ32とチューブ31との隙間に挿入される。本実施形態では、S4=S3−S2=105°である。
【0048】
続いて、筒状フィルムFc等は、縦シール機構15に達し、縦シール機構15により、筒状フィルムFcの、袋B1の縦シール部V1となる部位に熱シールが施される。
【0049】
続いて、筒状フィルムFc等は、チューブ31を抜け、横シール機構16へと降りていく。横シール機構16では、まず、クラムローラ92,93が筒状フィルムFc等を挟み込む。その状態で、シールジョー90,91により、筒状フィルムFc等の、袋B1の下部となる部位が横方向に熱シールされる。一方、クラムローラ92,93は、シールジョー90,91による熱シール中に、筒状フィルムFc等を解放する。このとき、商品の内容物の固まりが、コンピュータスケール2からチューブ31内を通り抜けて筒状フィルムFc内へと落下してくる。そして、筒状フィルムFc内に商品の内容物が充填されている状態において、筒状フィルムFcの、袋B1の上部となる部位が横方向に熱シールされる。その後、一方のシールジョー90の一方に内蔵されているカッター(図示せず)により、先行する袋と後続の袋とが切り離される。
【0050】
(4−2)テープを外側に有する袋を製造する場合
テープT2を外側に有する袋B2を製造可能な状態の製袋包装機1は、フィルムFが図7および図10に示す搬送経路上を搬送され、テープT2が図9に示す搬送経路上を搬送されるようにセットされている。
【0051】
プルダウンベルト40,41が駆動されると、シート状のフィルムFがフィルムロール6aから繰り出されるが、その後、筒状フィルムFcとなり、チューブ31の外表面に沿って真っ直ぐに下方へと搬送される様子は、袋B1の場合と同様である。
【0052】
一方、プルダウンベルト40,41が駆動されると、テープT1に代わり、テープT2が外側テープロール6cから繰り出され、適宜配置されているガイドローラで進行方向を変えながら、ガイドローラ群Rまで導かれる。テープT2は、ガイドローラ群Rの上流側では、フィルムFの下面に接触し、フィルムFとの摩擦により引っ張られつつ搬送される。テープT2は、第3ローラR3に上側から巻き掛けられ、第3ローラR3により斜め下方へと案内され、セーラ32とチューブ31との隙間を通り抜けることなく、チューブ31に巻き付けられた状態の筒状フィルムFcと合流する。その後、テープT2は、筒状フィルムFcの外表面に接触し、フィルムFとの摩擦により引っ張られつつ、真っ直ぐに下方へと搬送される。
【0053】
その後の縦シール機構15および横シール機構16における動作は、袋B1の場合と同様である。
【0054】
(5)特徴
(5−1)
上記実施形態では、フィルムFとテープT1とが、ガイドローラ群Rよりも上流側では所定の区間、同じ軌道を描いている。なお、テープT1は、最終的に袋B1の内側に配置されるべく、フィルムFよりもセーラ32側、つまり上側を搬送される。ところが、両者は、ガイドローラ群Rで分岐し、互いに角度S4(=105°)を付けた状態でセーラ32とチューブ31との隙間に挿入される。より正確には、フィルムFが、チューブ31に対し角度S2(=45°)を付けて本隙間に挿入されるのに対し、テープT1は、チューブ31に対し角度S3(=150°)を付けて本隙間に挿入される。
【0055】
以上、テープT1がシート状のフィルムFとは異なる角度からセーラ32とチューブ31との隙間に挿入されることにより、テープT1がセーラ32とチューブ31との隙間を通り抜ける際の抵抗が小さくなり、テープT1の張り、たるみ等が抑制され、袋B1の品質が向上する。
【0056】
(5−2)
上記実施形態では、シールジョー90,91が筒状フィルムFc等を挟み込む直前に、クラムローラ91,92により筒状フィルムFc等がその搬送方向に引っ張られる。従って、テープTの搬送量が調整され、テープTの張り、たるみ等がさらに抑制される。
【0057】
(5−3)
上記実施形態では、フィルムFおよびテープTのレジマークが検出され、両者の搬送量のズレが検査される。その結果、テープTの張り、たるみ等を検査することができる。
【0058】
(6)変形例
(6−1)変形例1A
上記実施形態では、S1=45°,S2=45°,S3=150°,S4=105°としたが、S1〜S4の本値は例示であり、本発明は、これに限定されない。
【0059】
テープT1の張り、たるみ等を抑制する観点からは、S3に関しては、好ましくは、S3≧90°であり、より好ましくは、S3≧120°である。また、S2に関しては、S2≦90°となることが好ましい。
【0060】
また、図13に示すように、実質的にS3=180°となる場合は、テープT1がセーラ32とチューブ31との隙間を通り抜ける際の抵抗が極小化される。図13の製袋包装機は、製袋包装機1に第5ローラR5を追加したものである。すなわち、第4ローラR4を出たテープT1は、第5ローラR5に上方から巻き掛けられ、チューブ31の外表面に接触しつつ又は接触せずに第5ローラR5により真っ直ぐに下方へと案内される。
【0061】
(6−2)変形例1B
上記実施形態では、シールジョー90,91は、水平面内で往復運動するものとした。しかしながら、筒状フィルムFcを挟み込んだ状態でのシールジョー90,91の軌跡が、鉛直下向きの成分を有するものであってもよい。例えば、シールジョー90,91が、それぞれD字の軌跡を描く場合などである。かかる場合、シールジョー90,91からテープTに下方への搬送力が伝達され、テープTの張り、たるみ等のさらなる抑制が期待される。
【0062】
(6−3)変形例1C
上記実施形態では、テープTの搬送量とフィルムFの搬送量とのズレが許容範囲を超えたものと判断された場合、操作パネル8上に警告画面が表示され、操作者が手動でズレを修正するものとした。しかしながら、これに代えて又は加えて、製袋包装機1がそのようなズレを自動的に修正する機能を有していてもよい。
【0063】
例えば、制御ユニット7が、フィルム信号とテープ信号との受信間隔に基づいて、テープTの搬送量とフィルムFの搬送量とのズレ量を定量的に算出する。そして、本ズレ量に基づいてフィルムFおよびテープTの少なくとも一方の排出量を決定し、決定した排出量だけフィルムFおよびテープTの少なくとも一方を排出させる。続いて、レジマーク検出機構17からフィルム信号およびテープ信号を受信し、ズレが修正されているか否かを判断し、修正されていれば自動修正を完了し、修正されていなければ再度自動修正を試みる。フィルムFおよびテープTの排出の方法としては、フィルムロール6aの回転速度およびプルダウンベルト40,41の搬送速度等を調整することが考えられる。また、フィルムFおよびテープTの排出時には、コストの低減を図るべく、空袋を作成するようにしてもよい。空袋を作成するためには、自動修正中、コンピュータスケール2に商品の内容物の落下を控えるよう命じておけばよい。
【0064】
(6−4)変形例1D
上記実施形態では、ローラR1〜R4を含む全てのガイドローラおよびテープロール6b,6cを、動力を持たない機構とした。しかしながら、これらの全部又は一部を、動力を持ち、フィルムFおよびテープTに適宜搬送力を与えることが可能な機構としてもよい。
【0065】
例えば、テープT1の搬送経路上の第4ローラR4に動力を持たせ、制御ユニット7により第4ローラR4の動力を制御すれば、テープT1の張り、たるみ等のさらなる抑制が期待される。
【0066】
また、変形例1Cと組み合わせて、ガイドローラおよびテープロール6b,6cの全部又は一部の回転により、テープTの搬送量とフィルムFの搬送量のズレの自動修正を行うようにしてもよい。
【0067】
例えば、テープT1の搬送経路上の第4ローラR4に動力を持たせ、制御ユニット7により第4ローラR4の動力を制御すれば、テープT1の搬送量を自動修正することができる。
【符号の説明】
【0068】
1 製袋包装機
7 制御ユニット(ズレ検査部)
6a フィルムロール(包材供給部)
6b 内側テープロール(テープ供給部)
6c 外側テープロール
13 成形機構(フォーマ部)
14 搬送機構(搬送部)
17 レジマーク検出機構(レジマーク検出部)
31 チューブ(筒状部)
32 セーラ(セーラ部)
90,91 シールジョー(横シール部)
92,93 クラムローラ(シャッタ部材)
B1 テープを内側に有する袋
B2 テープを外側に有する袋
F フィルム(包材)
Fc 筒状フィルム
T1 内側のテープ
T2 外側のテープ
R ガイドローラ群
R1 第1ローラ(包材ガイド部材)
R2 第2ローラ(テープガイド部材)
R3 第3ローラ
【先行技術文献】
【特許文献】
【0069】
【特許文献1】特開2009−46139号公報
【特許文献2】特開2002−80008号公報
【特許請求の範囲】
【請求項1】
縦方向に延びるテープを内側に有する袋を製袋しつつ、前記袋への被包装物の充填を行なう製袋包装機であって、
シート状の包材を供給する包材供給部と、
前記テープを供給するテープ供給部と、
筒状部と、前記筒状部との間に前記包材が挿入される隙間を形成するように配置されるセーラ部とを有するフォーマ部と、
前記テープがシート状の前記包材とは異なる角度から前記隙間に挿入されるように、前記テープを案内するテープガイド部材と、
を備える、
製袋包装機。
【請求項2】
前記テープガイド部材は、前記テープが前記筒状部に対し90°以上の角度を付けて前記隙間に挿入されるように、前記テープを案内する、
請求項1に記載の製袋包装機。
【請求項3】
前記テープガイド部材は、前記テープが前記筒状部に対し120°以上の角度を付けて前記隙間に挿入されるように、前記テープを案内する、
請求項2に記載の製袋包装機。
【請求項4】
前記包材が前記筒状部に対し90°以下の角度を付けて前記隙間に挿入されるように、前記包材を案内する包材ガイド部材、
をさらに備える、
請求項1から3のいずれかに記載の製袋包装機。
【請求項5】
前記筒状部の下方に配置され、前記包材および前記テープを同時に挟み込みつつ横方向に熱シールすることにより、前記袋の上部および下部を形成する横シール部、
をさらに備える、
請求項1〜4のいずれかに記載の製袋包装機。
【請求項6】
前記横シール部が前記包材および前記テープを挟み込む直前に、前記横シール部の上方において前記包材および前記テープを同時に挟み込みつつ前記テープを搬送方向に引っ張るシャッタ部材、
をさらに備える、
請求項5に記載の製袋包装機。
【請求項7】
前記テープおよび前記包材のレジマークを検出するレジマーク検出部と、
前記レジマーク検出部による検出の結果に基づいて、前記テープの搬送量と前記包材の搬送量とのズレを検査するズレ検査部と、
をさらに備える、
請求項1〜6のいずれかに記載の製袋包装機。
【請求項8】
前記筒状部に沿って配置され、前記包材を下方に搬送する搬送部、
をさらに備える、
請求項1〜7のいずれかに記載の製袋包装機。
【請求項1】
縦方向に延びるテープを内側に有する袋を製袋しつつ、前記袋への被包装物の充填を行なう製袋包装機であって、
シート状の包材を供給する包材供給部と、
前記テープを供給するテープ供給部と、
筒状部と、前記筒状部との間に前記包材が挿入される隙間を形成するように配置されるセーラ部とを有するフォーマ部と、
前記テープがシート状の前記包材とは異なる角度から前記隙間に挿入されるように、前記テープを案内するテープガイド部材と、
を備える、
製袋包装機。
【請求項2】
前記テープガイド部材は、前記テープが前記筒状部に対し90°以上の角度を付けて前記隙間に挿入されるように、前記テープを案内する、
請求項1に記載の製袋包装機。
【請求項3】
前記テープガイド部材は、前記テープが前記筒状部に対し120°以上の角度を付けて前記隙間に挿入されるように、前記テープを案内する、
請求項2に記載の製袋包装機。
【請求項4】
前記包材が前記筒状部に対し90°以下の角度を付けて前記隙間に挿入されるように、前記包材を案内する包材ガイド部材、
をさらに備える、
請求項1から3のいずれかに記載の製袋包装機。
【請求項5】
前記筒状部の下方に配置され、前記包材および前記テープを同時に挟み込みつつ横方向に熱シールすることにより、前記袋の上部および下部を形成する横シール部、
をさらに備える、
請求項1〜4のいずれかに記載の製袋包装機。
【請求項6】
前記横シール部が前記包材および前記テープを挟み込む直前に、前記横シール部の上方において前記包材および前記テープを同時に挟み込みつつ前記テープを搬送方向に引っ張るシャッタ部材、
をさらに備える、
請求項5に記載の製袋包装機。
【請求項7】
前記テープおよび前記包材のレジマークを検出するレジマーク検出部と、
前記レジマーク検出部による検出の結果に基づいて、前記テープの搬送量と前記包材の搬送量とのズレを検査するズレ検査部と、
をさらに備える、
請求項1〜6のいずれかに記載の製袋包装機。
【請求項8】
前記筒状部に沿って配置され、前記包材を下方に搬送する搬送部、
をさらに備える、
請求項1〜7のいずれかに記載の製袋包装機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2011−230795(P2011−230795A)
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願番号】特願2010−102464(P2010−102464)
【出願日】平成22年4月27日(2010.4.27)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願日】平成22年4月27日(2010.4.27)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]