
製袋包装機

【課題】フラットボトム型の袋に好適な底部を形成することができる製袋包装機を提供する。
【解決手段】シール部形成機構56と、第1押し曲げ機構57と、第2押し曲げ機構58とを備える。シール部形成機構は、筒状の包材を横シールして上シール部および下シール部を形成する。第1押し曲げ機構は、被包装物が充填された筒状の包材の下シール部を、下シール部と交差する方向に押し曲げることにより、下シール部および本体部の一部を含む袋の袋下部を形成する。第2押し曲げ機構は、下シール部の長手方向端部を含む袋下部の側部に対して斜め上方である第1位置に配置される。また、第2押し曲げ機構は、袋下部の側部に対して斜め下方である第2位置に向かって第1位置から移動し側部を押し曲げる押し曲げ部材を有する。これにより、上向きに反り上がった下シール部の側部を、確実に押し曲げることができる。
【解決手段】シール部形成機構56と、第1押し曲げ機構57と、第2押し曲げ機構58とを備える。シール部形成機構は、筒状の包材を横シールして上シール部および下シール部を形成する。第1押し曲げ機構は、被包装物が充填された筒状の包材の下シール部を、下シール部と交差する方向に押し曲げることにより、下シール部および本体部の一部を含む袋の袋下部を形成する。第2押し曲げ機構は、下シール部の長手方向端部を含む袋下部の側部に対して斜め上方である第1位置に配置される。また、第2押し曲げ機構は、袋下部の側部に対して斜め下方である第2位置に向かって第1位置から移動し側部を押し曲げる押し曲げ部材を有する。これにより、上向きに反り上がった下シール部の側部を、確実に押し曲げることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被包装物が充填された袋を製造する製袋包装機に関する。
【背景技術】
【0002】
従来、袋を製造しながら袋の内部に菓子類などの被包装物を充填して製袋包装する装置として、製袋包装機が用いられている。近年では、商品の陳列の容易性やディスプレイ効果が優れていることから、自立型の袋を製造する製袋包装機が用いられることも多い。
【0003】
例えば、特許文献1(特開2000−335511号)に記載の製袋包装機では、自立可能な形状の袋としてガセット型の袋を形成している。当該製袋包装機は、筒状に形成した包材にガセットを形成しながら、包材を横方向にシールして袋の下シール部を形成する。その後、シール直後の余熱で軟化している下シール部を、L字型の押し曲げ機構を用いて折り曲げて袋の本体部に押し当てることにより、下シール部と本体部とを接着させ、袋の底部を形成している。
【発明の概要】
【発明が解決しようとする課題】
【0004】
一方、図23(a)に示すようなフラットボトム型の袋を製造する場合にも、筒状に形成した包材を横方向にシールして下シール部を形成した後、袋に底部を形成することが考えられる。しかし、フラットボトム型の袋はガゼットを形成しないため、下シール部をL字型の押し曲げ機構で押し曲げて袋の本体部(物品が包含される部分)と下シール部を接着させた場合にも、袋に適当な底部を形成することができない。
【0005】
本発明の課題は、フラットボトム型の袋に好適な底部を形成することができる製袋包装機を提供することにある。
【課題を解決するための手段】
【0006】
本発明に係る製袋包装機は、筒状の包材を横シールして、袋を形成する製袋包装機であって、シール部形成機構と、充填機構と、第1押し曲げ機構と、第2押し曲げ機構とを備える。袋は、被包装物を囲う本体部の上下に上シール部および下シール部が形成されている。シール部形成機構は、筒状の包材を横シールして上シール部および下シール部を形成する。充填機構は、シール部形成機構によって下シール部が形成された筒状の包材に、被包装物を充填する。第1押し曲げ機構は、被包装物が充填された筒状の包材の下シール部を、下シール部と交差する方向に押し曲げることにより、下シール部および本体部の一部を含む袋の袋下部を形成する。第2押し曲げ機構は、第1位置に配置される。第1位置は、下シール部の長手方向端部を含む袋下部の側部に対して斜め上方である。また、第2押し曲げ機構は、押し曲げ部材を有する。押し曲げ部材は、第1位置から第2位置に向かって移動して側部を押し曲げる。第2位置は、袋下部の側部に対して斜め下方である。
【0007】
本発明に係る製袋包装機では、第2押し曲げ機構が、袋下部の側部に対して斜め上方の第1位置にされる。また、第2押し曲げ機構は、袋下部の側部を押し曲げる押し曲げ部材を有している。押し曲げ部材は、第1位置から第2位置に向かって移動して袋下部の側部を押し曲げる。これにより、上向きに反り上がった袋下部の側部を、確実に押し曲げることができる。
【0008】
また、袋下部は、第1側部および第2側部を含む側部と、第1側部および第2側部の間に位置する中央部とを含み、押し曲げ部材は、第1側部および第2側部に当接した後、第1側部および第2側部を中央部に向けて押し曲げることが好ましい。
【0009】
袋下部の第1側部および第2側部が中央部に向けて押し曲げることにより、第1側部および第2側部が中央部に接着しやすい状態になる。
【0010】
また、第2押し曲げ機構は、支持部材と、第1駆動部と、第2駆動部とをさらに有することが好ましい。支持部材は、押し曲げ部材を支持する。第1駆動部は、支持部材を第1位置から第2位置に移動させる。第2駆動部は、押し曲げ部材の姿勢を、第2位置で変動させる。
【0011】
押し曲げ部材は、第1駆動部によって支持部材が斜め下方に移動することにより移動し、第2駆動部によって第2位置で姿勢が変動させられるため、第2位置で、袋下部の第1側部および第2側部を中央部に押し付けることができる。
【0012】
また、包材搬送機構と、ガイド機構とをさらに備えることが好ましい。包材搬送機構は、筒状の包材を搬送する。ガイド機構は、シール部形成機構によって下シール部が形成された後、筒状の包材の内側から奥行き方向に、筒状の包材を押し広げる。奥行き方向とは、搬送方向および幅方向の両方向に交差する方向である。また、ガイド機構は、ガイド部材とL字型部材とを有することが好ましい。ガイド部材は、筒状の包材を押し広げる。L字型部材は、ガイド部材の内側に設けられる。また、L字型部材は、筒状の包材の搬送方向に伸びて、L字型の先端部を有する。さらに、押し曲げ部材は、第2駆動部によって第2位置で姿勢を変動させられると、袋下部の側部をL字型部材に押しつけることが好ましい。
【0013】
押し曲げ部材によって押し曲げられた袋下部の側部は、L字型部材に押し付けられるため、折り曲げられた袋下部の側部を中央部に接着させることができる。
【0014】
さらに、シール部形成機構は、本体部と、第1シールジョーと、第2シールジョーを有することが好ましい。第1シールジョーは、本体部の第1端部に設けられ、筒状の包材に連続的にシール部を形成する。第1端部は、本体部の中心からの距離が第1長さである。第2シールジョーは、本体部の第2端部に設けられ、筒状の包材に間欠的にシール部を形成する。第2端部は、本体部の中心からの距離が第1長さより短い第2長さである。
【0015】
シール部形成機構の本体部に、第1シールジョーおよび第2シールジョーが設けられるため、一台の製袋包装機で、複数形状の袋を製造することができる。
【0016】
また、シール部形成機構は、水平移動機構と回転機構とを有することが好ましい。水平移動機構は、本体部を水平移動させる。回転機構は、本体部を回転させる。また、回転機構は、回転機構は、本体部を360度回転させる第1動作と、本体部を所定の姿勢になるように回転させる第2動作とを有することが好ましい。さらに、第2シールジョーは、回転機構による第2動作の後、水平移動機構によって水平移動させられることにより、筒状の包材にシール部を形成する。
【0017】
第1シールジョーおよび第2シールジョーで共通の回転機構および水平移動機構を用いることができるため、設定等の手間を省くことができる。
【0018】
さらに、動作受付部と回転機構制御部とをさらに備えることが好ましい。動作受付部は、第1動作および第2動作のいずれかの動作に関する選択を受け付ける。回転機構制御部は、動作受付部によって受け付けられた選択に基づいて、回転機構を制御する。
【0019】
これにより、ユーザの所望によりシール動作を連続または間欠に変更することができる。
【発明の効果】
【0020】
本発明に係る製袋包装機は、袋下部の側部に対して斜め上方の第1位置に配置された第2押し曲げ機構の押し曲げ部材が、袋下部の側部に対して斜め下方の第2位置に向かって移動し、袋下部の側部を押し曲げるため、上向きに反り上がった袋下部の側部を、確実に押し曲げることができる。
【図面の簡単な説明】
【0021】
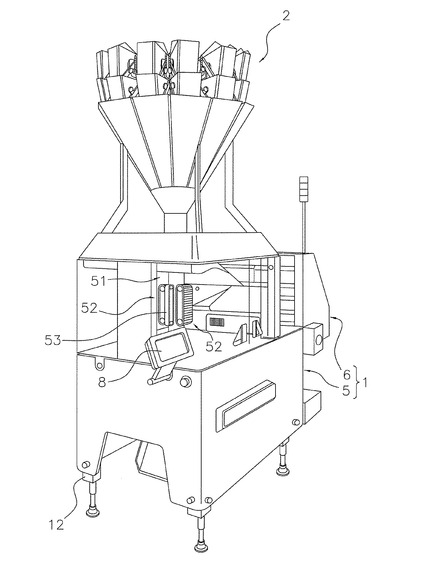
【図1】本発明の一実施形態に係る製袋包装機の外観斜視図である。
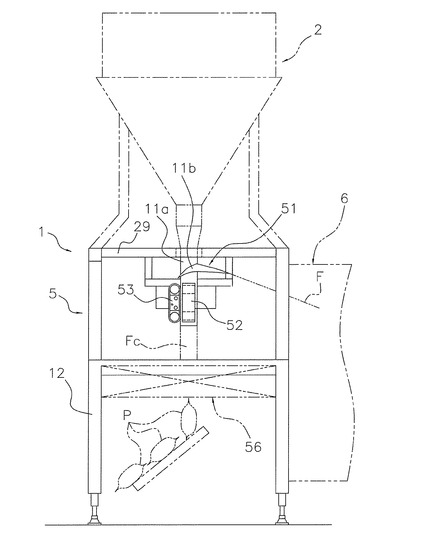
【図2】製袋包装機の主要部分の概略側面図である。
【図3】製袋包装機の主要部分の概略斜視図である。
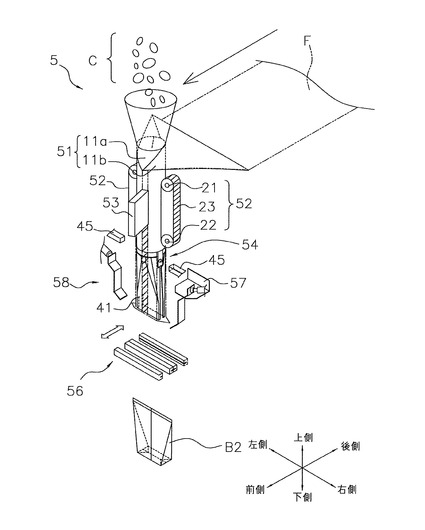
【図4】ガイド機構、第2押し曲げ機構、および横シール機構の概略図である。
【図5】ガイド機構の下端が閉じた状態を示す側面図である。
【図6】ガイド機構の下端が開いた状態を示す側面図である。
【図7】横シール機構の概略図である。
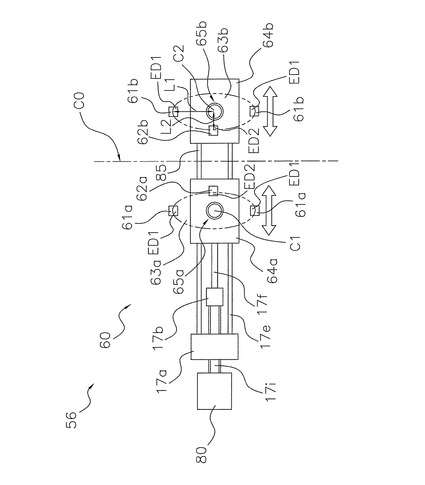
【図8】水平移動機構の概略図である。
【図9】第1シールジョー、第2シールジョー、および回転機構を示す図である。
【図10】(a),(b)は、連続動作モードにおける第1シールジョーの動きを示す図である。
【図11】(a),(b)は、間欠動作モードにおける第2シールジョーの動きを示す図である。
【図12】製袋包装機の制御ブロック図である。
【図13】制御部についてのブロック図である。
【図14】操作ディスプレイに表示される画面の例である。
【図15】操作ディスプレイに表示される画面の例である。
【図16】操作ディスプレイに表示される画面の例である。
【図17】ガイド機構の動きを示す図である。
【図18】ガイド機構の動きを示す図である。
【図19】第1折り曲げ機構の動きを示す図である。
【図20】第2折り曲げ機構の動きを示す図である。
【図21】(a),(b),(c)は、第2折り曲げ機構の動きを示す図である。
【図22】製袋包装機で製造される袋の一形態を示す図である。
【図23】(a)は、製袋包装機で製造される袋の一形態を示す図である。(b)は、底部を示す図である。
【図24】袋下部を示す図である。
【発明を実施するための形態】
【0022】
<全体構成>
図1および図2に、本発明の一実施形態に係る製袋包装機1の全体構成を示す。製袋包装機1は、物品Cを袋詰めし、袋詰め製品P(袋B1,B2)を製造する機械である。製袋包装機1は、主として、物品Cの袋詰めを行う主要部分である製袋包装ユニット5と、袋B1,B2となるフィルムFを製袋包装ユニット5に供給するフィルム供給ユニット6とから構成されている。製袋包装ユニット5で袋詰めされる物品Cは、上方に配置された組み合せ計量ユニット(充填機構に相当)2で計量される。製袋包装ユニット5は、組み合せ計量ユニット2から物品Cが供給されるタイミングに併せて、物品Cの袋詰めを行う。
【0023】
製袋包装機1は、また、操作状態を示す操作ディスプレイ8を備える。操作ディスプレイ8は、タッチパネルで覆われており、ユーザが製袋包装機1に関する各種設定を行うための入力部としても機能する(図14および図15参照)。
【0024】
本発明に係る製袋包装機1は、フィルム供給ユニット6から供給されるシート状のフィルムFを後述する縦シール機構53により縦シールして筒状フィルムFcを形成し、その後、後述する横シール機構(シール部形成機構に相当)56により横シールすることにより、袋B1,B2を製造していく。また、本発明に係る製袋包装機1は、操作ディスプレイ8におけるユーザの設定に応じて、横シール機構56のシール動作を、連続的および間欠的のいずれかに切り替えることができる。
【0025】
<各ユニットの構成>
次に、製袋包装機1に含まれるユニットの構成について説明する。
【0026】
(1)フィルム供給ユニット
フィルム供給ユニット6は、後述する製袋包装ユニット5の成形機構51に対してシート状のフィルムFを供給するユニットである。フィルム供給ユニット6は、製袋包装ユニット5に隣接して設けられる。フィルム供給ユニット6にはフィルムFが巻かれたフィルムロールがセットされている。フィルムFは、当該フィルムロールから繰り出され、成形機構51に供給される。
【0027】
(2)製袋包装ユニット
製袋包装ユニット5は、図1〜図3に示すように、フィルム供給ユニット6から送られてくるシート状のフィルムFを筒状に成形し、物品Cを充填して袋Bを製造していく。製袋包装ユニット5によって製造される袋には、図22に示すような、ピロー型の袋B1と、図23(a)に示すようなフラットボトム型の袋B2とが含まれる。
【0028】
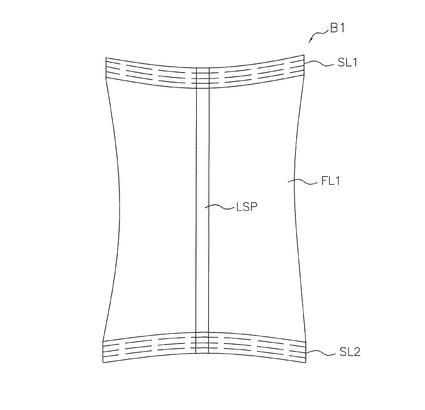
図22は、袋B1の背面図である。袋B1は、後述する横シール機構56によって形成される上シール部SL1および下シール部SL2と、物品Cを包含する包含部(袋本体部)FL1とからなる。
【0029】
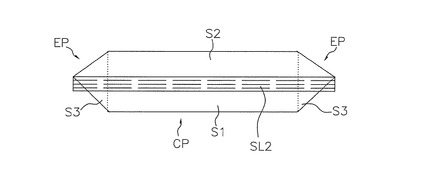
図23(a)は、袋B2の斜視図であり、図23(b)は、袋B2の底部FBを示す図である。袋B2は、上シール部SL1と、包含部(袋本体部)FL2とからなる。袋本体部FL2は、縦シール部LSPを有する第1面S1と、第1面S1に対向する面である第2面S2と、第1面S1および第2面S2に挟まれる側面S3,S3とを有する。また、袋本体部FL2は、図23(b)に示すように、第1面S1、第2面S2、および側面S3,S3の一部と、下シール部SL2とにより形成される底部FBを有する。
【0030】
製袋包装ユニット5は、図1から図3に示すように、主として、成形機構51と、プルダウンベルト機構52,52と、縦シール機構53と、ガイド機構54と、横シール機構56と、第1押し曲げ機構57と、第2押し曲げ機構58と、これらの機構を支える支持フレーム12とから構成されている。また、製袋包装ユニット5は、上記各機構の駆動部を制御するための制御部59と、制御部59によって実行されるプログラム等を記憶する記憶部7とを有する。
【0031】
(2−1)成形機構
成形機構51は、上述のフィルム供給ユニット6から送られてきたシート状のフィルムFを筒状に成形する。成形機構51は、図2および図3に示すように、チューブ11aと、フォーマ11bとを有している。
【0032】
〔チューブ〕
チューブ11aは、縦方向に延びる筒状の部材であり、上下端に開口を有する。チューブ11aは、支持フレーム12の天板29の中央開口部分に配置され、図示しないブラケットを介して後述するフォーマ11bと一体にされている。チューブ11aの上端の開口は漏斗形状になっており、組合せ計量機2(図1参照)で計量された物品は、図3に示すように、漏斗形状の開口から投入され、チューブ11aの内部を通過して落下する。
【0033】
〔フォーマ〕
フォーマ11bは、チューブ11aを取り囲むように配置されている。フォーマ11bの形状は、フィルム供給ユニット6から送られてきたシート状のフィルムFが、フォーマ11bとチューブ11aとの隙間を通るときに、筒状に成形されるような形状とされている。このフォーマ11bも、図示しない支持部材を介して支持フレーム12に固定されている。
【0034】
(2−2)プルダウンベルト機構
プルダウンベルト機構52,52は、支持フレーム12の天板29から吊り下げられているサポート部材(図示せず)に支持されている。プルダウンベルト機構52,52は、図3に示すように、チューブ11aを挟んで左右対称に配置されている。プルダウンベルト機構52,52は、チューブ11aの長手方向に沿って伸び、チューブ11aに巻きつけられた筒状フィルムFcを吸着しながら下方に搬送する。プルダウンベルト機構52,52は、それぞれ駆動ローラ21、従動ローラ22、吸着機能を有するベルト23などから構成されている。
【0035】
(2−3)縦シール機構
縦シール機構53も、上述のプルダウンベルト機構52,52と同様に、支持フレーム12の天板29から吊り下げられているサポート部材(図示せず)に支持されており、チューブ11aに沿って縦に延びるように配置されている。
【0036】
縦シール機構53は、図3に示すように、チューブ11aに巻き付いている筒状フィルムFcの重なり合う部分を、一定の加圧力でチューブ11aに押しつけながら加熱して縦にシールする機構である。縦シール機構53は、ヒータや、ヒータにより加熱され筒状フィルムFcの重なり部分に接触するヒータベルト等を有している。
【0037】
(2−4)ガイド機構
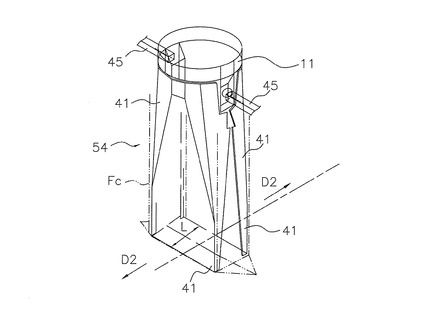
ガイド機構54は、図3に示すように、チューブ11aと後述する横シール機構56との間に配置されている。ガイド機構54は、横シール機構56によって筒状フィルムFcに下シール部SL2が形成された後、筒状フィルムFcを、筒状フィルムFcの内側から奥行方向に押し広げる。奥行き方向とは、筒状フィルムFcの搬送方向および幅方向に交差する方向である。
【0038】
ガイド機構54は、図4および図5に示すように、ガイド部材41,41と、回動機構42,42と、押圧部43,43と、伝達機構44,44と、押圧機構45,45と、L字型部材46,46とを備えている。
【0039】
〔ガイド部材〕
ガイド部材41,41は、チューブ11aの下端に取り付けられる。チューブ11aに沿って下流に搬送された筒状フィルムFcは、ガイド部材41,41の外側を通過する。ガイド部材41,41は、後述する回動機構42,42を回動軸として、回動可能な下端を有している。ガイド部材41,41の下端は、互いに反対方向に回動する(図5および図6参照)。
【0040】
〔回動機構〕
回動機構42,42は、図5および図6に示すように、チューブ11aの中心線を基準に、ガイド部材41,41の下端を前側または後側に回動可能にする機構である。具体的に、回動機構42は、ガイド部材41,41の左右方向(幅方向)に沿って配置されており、ガイド部材41,41の回動軸を構成している。
【0041】
〔押圧部〕
押圧部43,43は、ガイド部材41,41の幅方向両端に配置されている。押圧部43は、後述する押圧機構45によって押圧されることにより、後述する伝達機構44を動作させる。
【0042】
〔伝達機構〕
伝達機構44,44は、押圧部43,43に作用した押圧力をガイド部材41,41に伝達し、ガイド部材41,41の下端を、チューブ11aの中心線を基準に、前側または後側に回動させる。すなわち、伝達機構44,44は、押圧力をガイド部材41,41に伝達し、ガイド部材41,41の下端を前側または後側に回動させることで、筒状フィルムFcの下端を、内側から外側に向かって押し広げさせる。
【0043】
〔押圧機構〕
押圧機構45は、押圧部43を押圧する機構である。押圧機構45は、例えば、往復動アクチュエータの一種であるエアシリンダ等により構成されており、図示しないスピードコントローラによりコントロールされる。押圧機構45,45が押圧部43,43に力を加えていない場合には、図5に示すように、ガイド部材41,41の下端は、自重により真っ直ぐ下を向いた状態となる。一方、押圧機構45,45が押圧部43,43に力を加えた場合には、図6に示すように、ガイド部材41,41の下端が開いた状態となる。ガイド部材41,41の開き量Lによって、袋B2の奥行寸法を調整することができる。
【0044】
〔L字型部材〕
L字型部材46,46は、ガイド部材41,41の内側に設けられる。L字型部材46,46は、筒状フィルムFcの搬送方向に伸びて、L字型の先端部を有する。L字型の先端部は、ガイド部材41,41の幅方向両端に向いて伸びている。後述する第2押し曲げ機構58,58の第2駆動部が駆動して押し曲げ部材81が軸84を中心に上方向に稼動したとき、L字型の先端部と、押し曲げ部材81の表面とで、袋下部の側部を挟みこむ。
【0045】
(2−5)横シール機構
<横シール機構の構成>
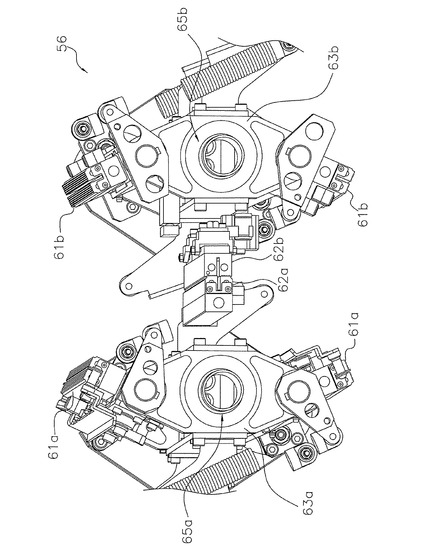
横シール機構56は、図3に示すように、成形機構51、プルダウンベルト機構52,52、縦シール機構53、およびガイド機構54の下方に配置され、支持フレーム12に支持されている。横シール機構56は、図7から図9に示すように、主として、本体部63a,63bと、本体部63a,63bを回転させる機能を有する回転機構65a,65bと、本体部63a,63bを水平移動させる機能を有する水平移動機構60と、各本体部63a,63bに取り付けられた第1シールジョー61a,61bおよび第2シールジョー62a,62bと、から構成される。筒状フィルムFcは、図7に示す破線COが筒状フィルムFcの幅方向中心となるような状態で下方に搬送される。
【0046】
〔本体部〕
本体部63a,63bは、図7および図9に示すように、側面視が楕円に類似する形状である。具体的に、本体部63a,63bは、中心からの距離が第1長さL1である第1端部ED1,ED1と、中心からの距離が第2長さL2である第2端部ED2を有する。第2長さL2は、第1長さL1より短い。本体部63a,63bは、筒状フィルムFcを挟んで両側に配置される。図7では、本体部63a,63bは、破線C0を挟んで配置されている。
【0047】
本体部63a,63bは、後述する第1シールジョー61a,61b,・・・および第2シールジョー62a,62bを支持する(図7および図9参照)。具体的に、本体部63a,63bは、第1端部ED1,ED1,・・・に第1シールジョー61a,61b,・・・を支持し、第2端部ED2,ED2に第2シールジョー62a,62bを支持する。第1シールジョー61a,61b,・・・および第2シールジョー62a,62bは、それぞれ本体部63a,63bから取り外し可能な構成となっている。
【0048】
本体部63a,63bは、後述する回転機構65a,65bの駆動により、破線COに向けてそれぞれ回転が可能になっている。具体的には、図7および図9では、本体部63aは時計回りに回転し、本体部63bは、反時計回りに回転する。また、本体部63a,63bは、後述する水平移動機構60によって、水平移動が可能になっている。具体的に、本体部63a,63bは、図7の破線C0に対して、互いに近接および離反可能な構成になっている。
【0049】
〔回転機構〕
回転機構65a,65bは、本体部63a,63bの中心に設けられる中心軸C1,C2を有し、図示しない駆動モータによって駆動される。中心軸C1,C2は、図7の紙面に対して垂直方向に伸びる。中心軸C1,C2が駆動モータによって回転させられることにより、本体部63a,63bもそれぞれ回転する。回転機構65a,65bは、上述したように、本体部63a,63bをそれぞれ異なる方向に回転させる。詳細には、回転機構65aは、本体部63aを時計回りに回転させ、回転機構65bは、本体部63bを反時計回りに回転させる。
【0050】
なお、回転機構65a,65bは、第1動作と第2動作とを行う。第1動作は、本体部63a,63bを360度回転させる動作である。第2動作は、本体部63a,63bを所定の姿勢になるように回転させる動作である。ここで、所定の姿勢とは、本体部63a,63bの第1端部ED1,ED1が、垂直方向に位置するような姿勢である(図7および図9参照)。すなわち、所定の姿勢は、本体部63a,63bの第2端部ED2,ED2を対向させるような姿勢である。回転機構65a,65bは、設定されている動作モードに応じて、第1動作および第2動作を実行する。
【0051】
〔水平移動機構〕
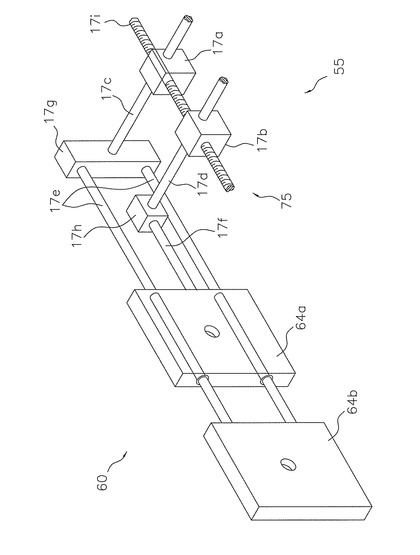
水平移動機構60は、本体部63a,63bの水平方向の移動を可能にする機構である。すなわち、水平移動機構60は、図7の破線C0に対して、本体部63a,63bを、互いに近接および離反させる機構である。水平移動機構60は、図8に示すように、水平移動板64a,64bと、水平移動板駆動機構55と、図示しない駆動モータと、を有する。
【0052】
a)水平移動板
水平移動板64a,64bは、本体部63a,63bの奥行き方向(図7および図9の紙面に垂直方向)の両端に取り付けられる。具体的には、中心軸C1,C2の両端に取り付けられている。水平移動板64a,64bは、後述する水平移動板駆動機構55によって水平移動する。
【0053】
b)水平移動板駆動機構
水平移動板駆動機構55は、水平移動板64a,64bを互いに近接または離反させるための駆動機構75と、水平移動板64a,64bを水平方向にスライド自在に支持する、図示しないガイド部やガイドレールを有する。
【0054】
駆動機構75は、ボールねじ17iと、第1および第2ナット部材17a,17bと、第1および第2連結ロッド17c,17dと、1対の第3連結ロッド17eと、第4連結ロッド17fとを有する。ボールねじ17iは、サーボモータ80(図7参照)によって回転する。第1及び第2ナット部材17a,17bは、ボールねじ17iに螺合する。第1および第2連結ロッド17c,17dは、ボールねじ17iと水平方向で直交するように設けられる。1対の第3連結ロッド17eは水平移動板64a,64bの移動方向に沿って設けられる。第4連結ロッド17fは、第3連結ロッド17eと平行に設けられる。第1連結ロッド17cは、継手17gを介して1対の第3連結ロッド17eに連結されている。1対の第3連結ロッド17eの先端は、水平移動板64bの側端面に固定されている。また、1対の第3連結ロッド17eは、水平移動板64aをスライド自在に貫通している。第2連結ロッド17dは、継手17hを介して第4連結ロッド17fに連結されている。第4連結ロッド17fの先端は、水平移動板64aの側端面に固定されている。第1ナット部材17aがボールねじ17iと螺合する部分と、第2ナット部材17bがボールねじ17iと螺合する部分とは、互いに逆ねじになっている。駆動機構75において、ボールねじ17iを回転させることにより、水平移動板64a,64bを互いに近接させたり、離反させたりする。
【0055】
〔第1シールジョー〕
第1シールジョー61a,61b,・・・は、袋B1を連続的に製造する際に用いられる。第1シールジョー61a,61b,・・・は、筒状フィルムFcの一部を挟み込み、挟み込んだ部分を熱シールする。具体的には、第1シールジョー61a,61b,・・・は、それぞれ内部にヒータを有しており、ヒータによってシール面を加熱する。第1シールジョー61a,61b,・・・は、加熱されたシール面で筒状フィルムFcを挟み込み、挟みこんだ部分を熱シールする。これにより、上シール部SL1および下シール部SL2を形成する。
【0056】
第1シールジョー61a,61b,・・・は、上述したように、本体部63a,63bの第1端部ED1,ED1にそれぞれ取り付けられている(図7および図9参照)。第1シールジョー61a,61b,・・・は、図7および図9の紙面に垂直方向に筒状フィルムFcの寸法より長く延びる部材である。
【0057】
第1シールジョー61a,61b,・・・は、図10(a),(b)に示すように、中心軸C1,C2を中心にして旋回しながら、筒状フィルムFcを横シールする。具体的に、第1シールジョー61a,61bは、水平移動機構60による水平方向の移動と、本体部63a,63bの回転(駆動機構65a,65bの第1動作)との組み合わせにより、筒状フィルムFcに近接および離反しながら、筒状フィルムFcを横シールする。
【0058】
〔第2シールジョー〕
第2シールジョー62a,62bは、袋B2を間欠的に製造する際に用いられる。第2シールジョー62a,62bもまた、内部にヒータを有し、ヒータによって加熱されたシール面で筒状フィルムFcの一部を挟み込み、挟み込んだ部分を熱シールする。これにより、上シール部SL1および下シール部SL2を形成する。
【0059】
第2シールジョー62a,62bは、上述したように、本体部63a,63bの第2端部ED2,ED2にそれぞれ取り付けられている(図7および図9参照)。また、第1シールジョー61a,61b,・・・と同様、第2シールジョー62a,62bは、図7および図9の紙面に垂直方向に筒状フィルムFcの寸法より長く延びた部材である。
【0060】
第2シールジョー62a,62bは、図11(a),(b)に示すように、筒状フィルムFcに向かって水平移動することにより、筒状フィルムFcに近接および離反しながら、筒状フィルムFcを横シールする。この場合、上記回転機構65a,65bが第2動作を行い本体部63a,63bを直立させた後(図7および図9に示す状態)、水平移動機構60による水平方向の移動をさせることにより、筒状フィルムFcを横シールする。
【0061】
(2−6)第1押し曲げ機構
第1押し曲げ機構57は、図3および図5等に示すように、横シール機構56の上方に配置される。第1押し曲げ機構57もまた、往復動アクチュエータの一種であるエアシリンダ等により構成されており、図示しないスピードコントローラによりコントロールされる。第1押し曲げ機構57は、水平移動して、筒状フィルムFcに対して近接および離反する。
【0062】
第1押し曲げ機構57は、筒状フィルムFcに下シール部SL2が形成された後、筒状フィルムFcに近接し、下シール部SL2を下シール部SL2と交差する方向に押し曲げる。これにより、第1押し曲げ機構57は、筒状フィルムFcに袋B2の袋下部を形成する。袋下部は、図24に示すように、袋B2に形成される第1面S1、第2面S2、および側面S3,S3の一部と、下シール部SL2とに相当し、後述する第2押し曲げ機構58,58によって袋下部の側部EP,EPが折り曲げられる前の状態である。袋下部は、下シール部SL2の長手方向端部を含む第1側部EPおよび第2側部EPと、第1側部EPおよび第2側部EPの間に位置する中央部CPとを有する。
【0063】
(2−7)第2押し曲げ機構
第2押し曲げ機構58,58もまた、図3および図4等に示すように、横シール機構56の上方に配置される。具体的には、第2押し曲げ機構58は、袋下部の側部EP,EPに対して斜め上方(第1位置)に配置される。袋下部の側部EP,EPは、下シール部SL2の長手方向端部を含む。第2押し曲げ機構58は、袋下部の側部EP,EPを押し曲げて、中央部CPに近づける。
【0064】
第2押し曲げ機構58は、主として、押し曲げ部材81と、支持部材82と、第1駆動部83と、図示しない第2駆動部とを有する(図4参照)。
【0065】
押し曲げ部材81は、袋下部の側部EP,EPに当接し、袋下部の側部EP,EPを押し曲げる部材である。押し曲げ部材81は、平板上の部材であり、筒状フィルムFcの奥行き方向に所定長さを有する。押し曲げ部材81は、軸84を介して支持部材82に連結されている。押し曲げ部材81は、図示しない第2駆動部によって軸84を中心軸として上下に回動する。押し曲げ部材81は、樹脂が施された表面を有しており、当該表面が側部EP,EPに当接する。
【0066】
支持部材82は、上述したように、軸84を介して押し曲げ部材81と連結されている。また、支持部材82は、後述する第1駆動部83と連結されている。支持部材82は、第1駆動部83の駆動により、袋下部の側部EP,EPに対して斜め上方(第1位置)から、袋下部の側部EP,EPに対して斜め下方(第2位置)に向かって移動する。支持部材82の移動に伴って押し曲げ部材81も移動する。これにより、押し曲げ部材81が袋下部の側部EP,EPに当接し、袋下部の側部EP,EPを中央部CPに向けて押し曲げる。具体的には、押し曲げ部材81は、袋下部の側部EP,EPを中央部CPに近づけるように押し曲げる。なお、支持部材82は第1駆動部83と、取り外し可能な態様で連結されている。支持部材82を第1駆動部83から取り外すことにより、軸84を介して支持部材82に連結された押し曲げ部材81も、支持部材82と共に取り外される。
【0067】
第1駆動部83もまた、往復動アクチュエータの一種であるエアシリンダ等により構成されており、図示しないスピードコントローラによりコントロールされる。第1駆動部83は、支持部材82を連結する第1端部と、第1端部の反対側の端部である第2端部とを有し、第1端部および第2端部のそれぞれにはセンサが取り付けられている。第1端部に取り付けられたセンサ(第1センサ)は、第1駆動部83が最も伸びた状態(第1状態)であることを把握する。第2端部に取り付けられたセンサ(第2センサ)は、第1駆動部83が最も縮んだ状態(第2状態)であることを把握する。
【0068】
(2−8)記憶部
記憶部7は、ROM、RAM、およびハードディスク等から構成されている。記憶部7は、制御部59によって実行される各種プログラムおよび制御部59によって各機構を駆動するために必要な情報を記憶する。
【0069】
記憶部7には、例えば、製袋包装機1で実行しうる動作モードに関する情報(動作モード情報)および各機構を動作させる速度に関する情報(速度情報)等が記憶されている。
【0070】
ここで、動作モードとは、横シール機構56の動作に関するモードである。動作モードには、具体的に、第1シールジョー61a,61b,・・・を用いた連続動作モードと、第2シールジョー62a,62bを用いた間欠動作モードとが含まれる。連続動作モードは、第1シールジョー61a,61b,・・・を連続的に動作させ、袋B1を製造するモードである。また、間欠動作モードは、第2シールジョー62a,62bを間欠的に動作させ、袋B2を製造するモードである。動作モード情報は、駆動させる機構52,53,・・・、機構52,53,・・・を駆動させる順番、および各機構52,53,・・・に割り当てられた時間等に関する動作モード別の情報を含む。速度情報は、各機構52,53,・・・に割り当てられた時間に基づいて決定される情報であって、記憶部7には、設定能力に応じた速度情報が記憶されている。
【0071】
(2−9)制御部
制御部59は、図12に示すように、フィルム供給ユニット6、プルダウンベルト機構52、縦シール機構53、ガイド機構54、横シール機構56、第1押し曲げ機構57、第2押し曲げ機構58、操作ディスプレイ8等と接続されている。制御部59は、記憶部7に記憶された各種情報に基づいて、各ユニットおよび機構の駆動部を制御する。
【0072】
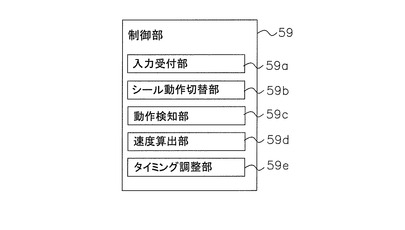
制御部59は、主としてCPUから構成されており、記憶部7に記憶されているプログラムを読み出して実行する。制御部59は、主として、入力受付部(動作受付部に相当)59a、シール動作切替部(回転機構制御部に相当)59b、動作検知部59c、速度算出部59d、およびタイミング調整部59eとして機能する。
【0073】
入力受付部59aは、操作ディスプレイ8においてユーザにより入力される各種指令を受け付ける(図14および図15参照)。各種指令には、設定能力の変更、横シール時間の変更、動作モード(連続動作モード・間欠動作モード)の切り替え、横シール速度の自動算出命令等が含まれる。
【0074】
シール動作切替部59bは、入力受付部59aによって受け付けられた指令に応じて、動作モードの設定を切り替える。具体的に、動作モードの設定が連続動作モードに切り替えられた場合には、記憶部7に記憶された動作モード情報に基づいて、第1シールジョー61a,61b,・・・を用いた横シール動作を実行させる。すなわち、図10(a),(b)に示すように、第1シールジョー61a,61bを中心軸C1,C2を中心にして旋回させ、筒状フィルムFcを横シールする。また、動作モードの設定が間欠動作モードに切り替えられた場合には、記憶部7に記憶された動作モード情報に基づいて、第2シールジョー62a,62bを用いた横シール動作を実行させる。すなわち、図11(a),(b)に示すように、第2シールジョー62a,62bを筒状フィルムFcに向かって水平移動させ、筒状フィルムFcを横シールする。
【0075】
動作検知部59cは、アクチュエータに取り付けられたセンサによって得られる情報を検知する。具体的に、動作検知部59cは、第1センサが第1状態を把握したタイミング、および第2センサが第2状態を把握したタイミングをそれぞれ検知し、当該タイミングに関する情報を記憶部7に記憶する。
【0076】
速度算出部59dは、動作検知部59cによって把握されたタイミングに基づいて、第1駆動部83の動作速度を算出する。具体的には、第1駆動部83の第2端部に取り付けられたセンサによって、第1駆動部83の第2状態が把握されたタイミングから、第1駆動部83の第1端部に取り付けられたセンサによって、第1駆動部83の第1状態が把握されたタイミングまで、の時間に基づいて第1駆動部83の現行の動作速度を算出する。
【0077】
タイミング調整部59eは、速度算出部59dによって算出された第1駆動部83の現行の動作速度と、記憶部7に記憶された情報(第1駆動部83に割り当てられた時間に関する情報)とに基づいて、第1駆動部83の動作タイミングを調整する。すなわち、タイミング調整部59eは、第2押し曲げ機構58による押し曲げ動作(図21参照)のタイミングを調整する。さらに、タイミング調整部59eは、操作ディスプレイ8において各種設定が変更されると、変更後の設定に基づいて、第2押し曲げ機構58の第1駆動部83の動作タイミングを調整する。
【0078】
(3)操作ディスプレイ
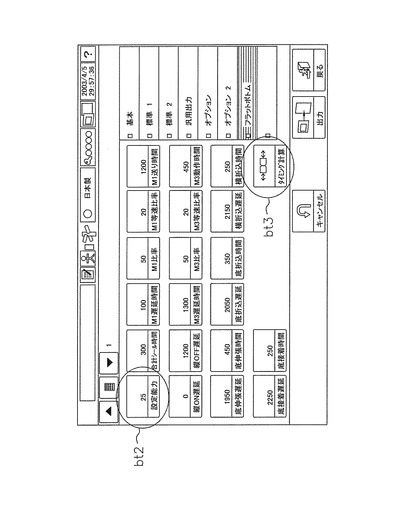
図14〜図16に、操作ディスプレイ8に表示される画面の例を挙げる。図14〜図16に示すように、操作ディスプレイ8には、製袋包装機1に関する各種設定を行うための複数の操作ボタンが表示されている。
【0079】
例えば、操作ボタンbt1(図14参照)は、動作モード(連続動作モード/間欠動作モード)を切り替えるためのボタンである。操作ボタンbt1がONの状態のとき、横シール機構56は、水平動作のみを行う。すなわち、横シール機構56は、間欠動作モードで動作する。具体的には、横シール機構56の回転機構65a,65bが第2動作を実行して本体部63a,63bを直立させ(図7および図9に示す状態)、水平移動機構60が第2シールジョー62a,62bを筒状フィルムFcに対して近接・離反させることにより、筒状フィルムFcを横シールする。
【0080】
一方、操作ボタンbt1がOFFの状態のとき、横シール機構56は、旋回動作を行う。すなわち、横シール機構56は、連続動作モードで動作する。具体的には、横シール機構56の水平移動機構60が第1シールジョー61a,61bを筒状フィルムFcに対して近接および離反させると共に、回転機構65a,65bが第1動作を実行して本体部63a,63bを、中心軸C1,C2を中心に旋回させることにより、筒状フィルムFcを横シールする。
【0081】
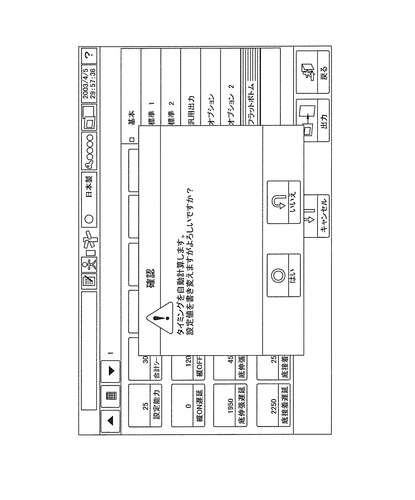
また、操作ボタンbt2(図15参照)は、設定能力を変更するためのボタンであり、操作ボタンbt3は、操作ボタンbt2で変更した設定能力に応じた第2押し曲げ機構58,58の動作タイミングを計算するためのボタンである。ユーザが操作ボタンbt3を押すことにより、図16に示すように、第2押し曲げ機構58,58の動作タイミングを自動計算する旨の確認メッセージが現れる。ここで、ユーザが「はい」のボタンを押すことにより、自動計算されたタイミングによって先に設定された値が上書きされる。その後、上書きされた値に基づいて、第2押し曲げ機構58,58は動作する。
【0082】
<製袋包装機の動作>
〔連続動作モード〕
まず、連続動作モードが選択されている場合の製袋包装機1の動作について説明する。
【0083】
フィルム供給ユニット6から成形機構51に送られたシート状のフィルムFは、フォーマ11bからチューブ11aに巻き付けられて筒状(チューブ状)に成形され、そのままプルダウンベルト機構52によって下方に搬送される。フィルムFはチューブ11aに巻き付けられた状態において左右両端部が周面上で重ね合わせられた状態となり、その重ね合わせ部分が縦シール機構53によって縦にシールされる。縦にシールされた筒状フィルムFcは、チューブ11aを抜けて横シール機構56へと降りていく。このとき、筒状フィルムFcの内部には、組合せ計量機2からチューブ11aを通って物品Cが落下してくる。
【0084】
横シール機構56は、筒状フィルムFc内に物品Cが存在する状態で、第1シールジョー61a,61bが旋回しながら筒状フィルムFcを横シールし、袋B1の下シール部SL2を形成するとともに、先行する袋B1の上シール部SL1を形成する。横シール動作と同時に、第1シールジョー61a,61bに内蔵されているカッターによって、先行する袋B1と後続の袋B1(筒状フィルムFc)とが切り離される。
【0085】
〔間欠動作モード〕
次に、間欠動作モードが選択されている場合の製袋包装機1の動作について説明する。
【0086】
フィルム供給ユニット6から成形機構51に送られたシート状のフィルムFは、フォーマ11bからチューブ11aに巻き付けられて筒状(チューブ状)に成形され、そのままプルダウンベルト機構52によって下方に搬送される。フィルムFはチューブ11aに巻き付けられた状態において左右両端部が周面上で重ね合わせられた状態となり、その重ね合わせ部分が縦シール機構53によって縦にシールされる。縦にシールされた筒状フィルムFcは、チューブ11aを抜けて横シール機構56へと降りていく。このとき、筒状フィルムFcの内部には、組合せ計量機2からチューブ11aを通って物品Cが落下してくる。
【0087】
横シール機構56は、筒状フィルムFc内に物品Cが存在する状態で、第2シールジョー62a,62bが水平移動しながら筒状フィルムFcを横シールし、袋B2の袋下部を構成する下シール部SL2を形成するとともに、先行する袋の上シール部SL1を形成する。横シール動作と同時に、第2シールジョー62a,62bに内蔵されているカッターによって、先行する袋B2と後続の袋B2(筒状フィルムFc)とが切り離される。
【0088】
第2シールジョー62a,62bが筒状フィルムFcに下シール部SL2を形成すると、ガイド機構54が、筒状フィルムFcの内側から奥行方向(筒状フィルムFcの搬送方向および幅方向に交差する方向)に、筒状フィルムFcを押し広げる。具体的には、押圧機構45,45が、矢印D1,D1方向に移動して押圧部43,43に接近し(図17参照)、その後、押圧機構45,45が押圧部43,43を押圧すると、押圧部43,43に作用した押圧力が、伝達機構44,44によってガイド部材41,41に伝達される。これにより、ガイド部材41,41によって筒状フィルムFcの下端(下シール部SL2が形成された一端)が、内側から奥行方向(矢印D2,D2)に押し広げられる(図18参照)。これにより、袋B2の奥行き寸法Lが決定する。
【0089】
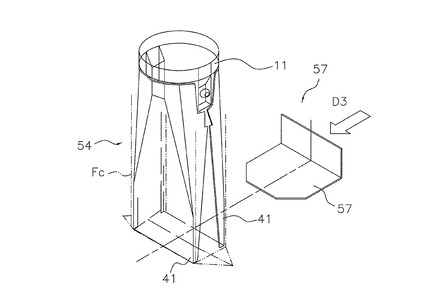
その後、第1押し曲げ機構57が筒状フィルムFcに形成された下シール部SL2を押し曲げる。具体的には、第1押し曲げ機構57は、矢印D3方向に移動して、筒状フィルムFcに接近する。その後、下シール部SL2を、下シール部SL2と交差する方向に押し曲げる(図19参照)。
【0090】
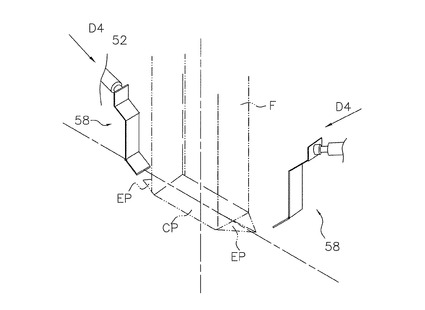
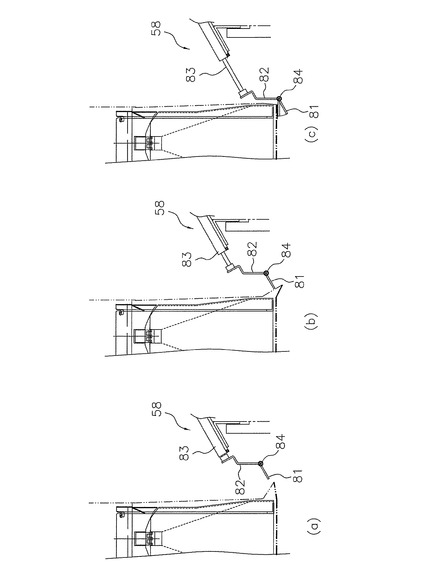
次に、第2押し曲げ機構58が袋下部の側部EP,EPを押し曲げる。具体的には、第1駆動部83の駆動により、支持部材82が、矢印D4,D4方向に移動する(図20参照)。これにより、支持部材82と支持部材82に連結された押し曲げ部材81とが筒状フィルムFcに接近する。より具体的には、まず、第1駆動部83が支持部材82を移動させ、押し曲げ部材81を第1位置から第2位置に移動させる(図21(a),(b)参照)。これにより、押し曲げ部材81が袋下部の側部EP,EPに当接し、袋下部の側部を中央部CPに向けて押し曲げる。その後、第2駆動部が、軸84を中心軸として押し曲げ部材81を上方向に回動させる。このとき、押し曲げ部材81の樹脂が施された表面が、袋下部の側部EP,EP等を介して、L字部材に当接する。これにより、横シール動作によって軟化した下シール部SL2を介して、袋下部の側部EP,EPを中央部CPに溶着させる。
【0091】
<本実施形態に係る製袋包装機の特徴>
(1)
上記実施形態に係る製袋包装機1では、横シール機構56の本体部63a,63bに第1シールジョー61a,61b,・・・および第2シールジョー62a,62bが取り付け可能な構成になっている。また、ユーザの所望により、第1シールジョー61a,61b,・・・を用いた連続動作モードおよび第2シールジョー62a,62bを用いた間欠動作モードのいずれかを選択し、選択した動作モードに応じて、横シール機構53が動作する。一般的に、ピロー型の袋B1、すなわち、底部を有さない袋を製造する場合には、製造可能な袋の数を考慮して、横シール機構53が連続的に動作する方が好ましい。一方、フラットボトム型の袋B2を製造する場合には、底部FBを形成する時間を考慮して、間欠動作の方が好ましい。ここで、一台の製袋包装機を用いて、横シール機構に双方の動作を行わせる場合、通常、所望する袋の形状に併せて、横シール機構を変更する必要がある。すなわち、連続動作が可能な横シール機構と間欠動作が可能な横シール機構とを入れ替える必要がある。しかし、間欠動作が可能な横シール機構を有する製袋包装機に、連続動作が可能な横シール機構を導入する場合、シールジョーの稼動域を十分に確保することが困難である。一方、連続動作が可能な横シール機構を有する製袋包装機に、間欠動作が可能な横シール機構を導入する場合、シールジョーの稼動域は確保できるが、横シール機構の入れ替えおよび各種設定等に煩雑な作業を伴う。また、複数形状の袋を製造するために複数台の製袋包装機を購入すると、莫大なコストを要する。
【0092】
本実施形態に係る製袋包装機1は、多大な手間をかけることなく連続動作および間欠動作の双方を行うことが可能である。また、一台の製袋包装機1で、容易に複数形状の袋を製造することができる。
【0093】
(2)
また、上記実施形態に係る製袋包装機1では、第2折り曲げ機構58の押し曲げ部材81が、第1駆動部83の駆動により、袋下部の側部EP,EPに対して斜め上方(第1位置)から、袋下部の側部EP,EPに対して斜め下方(第2位置)に向かって移動する。これにより、反り上がった袋下部の側部EP,EPを押し曲げ部材81によって確実に押し曲げることができる。
【0094】
(3)
さらに、上記実施形態に係る製袋包装機1では、第2折り曲げ機構58の押し曲げ部材81が、軸84を中心軸として上方向に回動し、L字型部材46,46に当接する。また、押し曲げ部材81は、樹脂が施された表面を有しており、当該表面が袋下部の側部EP,EPに当接する。これにより、押し曲げ部材81と袋下部の側部EP,EPとの接触面積が増え、押し曲げ部材81およびL字型部材46,46の間に挟まれた側部EP,EPおよび袋下部の中央部CPを確実に溶着させることができる。
【0095】
(4)
上記実施形態に係る製袋包装機1では、第2折り曲げ機構58がエアシリンダにより構成されており、図示しないスピードコントローラによりコントロールされる。ここで、エアシリンダの速度はスピードコントローラによる調整次第で変動するため、製袋包装機を実際に稼動しながら、エアシリンダの動作タイミングを微調整し、エアシリンダの動作タイミングを横シール機構のタイミングに併せるのが一般的である。したがって、製袋包装機1の設定能力の変更の度に、ユーザは第2折り曲げ機構のタイミング調整をする必要が生じる。しかし、上記実施形態に係る製袋包装機1では、製袋包装機1が自動的にタイミング計算を行い、さらに、タイミング調整を行うため、フィルムFの無駄およびタイミング調整に必要な時間を省くことができる。
<他の実施形態>
(A)
上記実施形態に係る製袋包装機1において、速度算出部59dが第1駆動部83の動作速度を算出するタイミングは、ユーザによる要求があった時のみであってもよいし、ユーザによる要求があった場合に限られず、定期的に算出するようにしてもよい。第1駆動部83の動作速度が定期的に算出されるように設計した場合、速度算出部59dによって動作速度が算出されるタイミングに併せて、タイミング調整部59eが第1駆動部83の動作タイミングを調整するようにする。これにより、定期的に第1駆動部83の動作タイミングを診断することができる。
【0096】
(B)
また、上記実施形態では、第2折り曲げ機構58の第1駆動部83にセンサを設け、当該センサで得られる情報に基づいて、第1駆動部83の速度を算出し、さらにタイミング調整を行った。ここで、他のエアシリンダにもセンサを設け、各シリンダの動作速度を把握できるようにしてもよい。
【符号の説明】
【0097】
1 製袋包装機
51 成形機構
52 プルダウンベルト機構
53 縦シール機構
54 ガイド機構
56 横シール機構
57 第1折り曲げ機構
58 第2折り曲げ機構
【先行技術文献】
【特許文献】
【0098】
【特許文献1】特開2000−335511号公報
【技術分野】
【0001】
本発明は、被包装物が充填された袋を製造する製袋包装機に関する。
【背景技術】
【0002】
従来、袋を製造しながら袋の内部に菓子類などの被包装物を充填して製袋包装する装置として、製袋包装機が用いられている。近年では、商品の陳列の容易性やディスプレイ効果が優れていることから、自立型の袋を製造する製袋包装機が用いられることも多い。
【0003】
例えば、特許文献1(特開2000−335511号)に記載の製袋包装機では、自立可能な形状の袋としてガセット型の袋を形成している。当該製袋包装機は、筒状に形成した包材にガセットを形成しながら、包材を横方向にシールして袋の下シール部を形成する。その後、シール直後の余熱で軟化している下シール部を、L字型の押し曲げ機構を用いて折り曲げて袋の本体部に押し当てることにより、下シール部と本体部とを接着させ、袋の底部を形成している。
【発明の概要】
【発明が解決しようとする課題】
【0004】
一方、図23(a)に示すようなフラットボトム型の袋を製造する場合にも、筒状に形成した包材を横方向にシールして下シール部を形成した後、袋に底部を形成することが考えられる。しかし、フラットボトム型の袋はガゼットを形成しないため、下シール部をL字型の押し曲げ機構で押し曲げて袋の本体部(物品が包含される部分)と下シール部を接着させた場合にも、袋に適当な底部を形成することができない。
【0005】
本発明の課題は、フラットボトム型の袋に好適な底部を形成することができる製袋包装機を提供することにある。
【課題を解決するための手段】
【0006】
本発明に係る製袋包装機は、筒状の包材を横シールして、袋を形成する製袋包装機であって、シール部形成機構と、充填機構と、第1押し曲げ機構と、第2押し曲げ機構とを備える。袋は、被包装物を囲う本体部の上下に上シール部および下シール部が形成されている。シール部形成機構は、筒状の包材を横シールして上シール部および下シール部を形成する。充填機構は、シール部形成機構によって下シール部が形成された筒状の包材に、被包装物を充填する。第1押し曲げ機構は、被包装物が充填された筒状の包材の下シール部を、下シール部と交差する方向に押し曲げることにより、下シール部および本体部の一部を含む袋の袋下部を形成する。第2押し曲げ機構は、第1位置に配置される。第1位置は、下シール部の長手方向端部を含む袋下部の側部に対して斜め上方である。また、第2押し曲げ機構は、押し曲げ部材を有する。押し曲げ部材は、第1位置から第2位置に向かって移動して側部を押し曲げる。第2位置は、袋下部の側部に対して斜め下方である。
【0007】
本発明に係る製袋包装機では、第2押し曲げ機構が、袋下部の側部に対して斜め上方の第1位置にされる。また、第2押し曲げ機構は、袋下部の側部を押し曲げる押し曲げ部材を有している。押し曲げ部材は、第1位置から第2位置に向かって移動して袋下部の側部を押し曲げる。これにより、上向きに反り上がった袋下部の側部を、確実に押し曲げることができる。
【0008】
また、袋下部は、第1側部および第2側部を含む側部と、第1側部および第2側部の間に位置する中央部とを含み、押し曲げ部材は、第1側部および第2側部に当接した後、第1側部および第2側部を中央部に向けて押し曲げることが好ましい。
【0009】
袋下部の第1側部および第2側部が中央部に向けて押し曲げることにより、第1側部および第2側部が中央部に接着しやすい状態になる。
【0010】
また、第2押し曲げ機構は、支持部材と、第1駆動部と、第2駆動部とをさらに有することが好ましい。支持部材は、押し曲げ部材を支持する。第1駆動部は、支持部材を第1位置から第2位置に移動させる。第2駆動部は、押し曲げ部材の姿勢を、第2位置で変動させる。
【0011】
押し曲げ部材は、第1駆動部によって支持部材が斜め下方に移動することにより移動し、第2駆動部によって第2位置で姿勢が変動させられるため、第2位置で、袋下部の第1側部および第2側部を中央部に押し付けることができる。
【0012】
また、包材搬送機構と、ガイド機構とをさらに備えることが好ましい。包材搬送機構は、筒状の包材を搬送する。ガイド機構は、シール部形成機構によって下シール部が形成された後、筒状の包材の内側から奥行き方向に、筒状の包材を押し広げる。奥行き方向とは、搬送方向および幅方向の両方向に交差する方向である。また、ガイド機構は、ガイド部材とL字型部材とを有することが好ましい。ガイド部材は、筒状の包材を押し広げる。L字型部材は、ガイド部材の内側に設けられる。また、L字型部材は、筒状の包材の搬送方向に伸びて、L字型の先端部を有する。さらに、押し曲げ部材は、第2駆動部によって第2位置で姿勢を変動させられると、袋下部の側部をL字型部材に押しつけることが好ましい。
【0013】
押し曲げ部材によって押し曲げられた袋下部の側部は、L字型部材に押し付けられるため、折り曲げられた袋下部の側部を中央部に接着させることができる。
【0014】
さらに、シール部形成機構は、本体部と、第1シールジョーと、第2シールジョーを有することが好ましい。第1シールジョーは、本体部の第1端部に設けられ、筒状の包材に連続的にシール部を形成する。第1端部は、本体部の中心からの距離が第1長さである。第2シールジョーは、本体部の第2端部に設けられ、筒状の包材に間欠的にシール部を形成する。第2端部は、本体部の中心からの距離が第1長さより短い第2長さである。
【0015】
シール部形成機構の本体部に、第1シールジョーおよび第2シールジョーが設けられるため、一台の製袋包装機で、複数形状の袋を製造することができる。
【0016】
また、シール部形成機構は、水平移動機構と回転機構とを有することが好ましい。水平移動機構は、本体部を水平移動させる。回転機構は、本体部を回転させる。また、回転機構は、回転機構は、本体部を360度回転させる第1動作と、本体部を所定の姿勢になるように回転させる第2動作とを有することが好ましい。さらに、第2シールジョーは、回転機構による第2動作の後、水平移動機構によって水平移動させられることにより、筒状の包材にシール部を形成する。
【0017】
第1シールジョーおよび第2シールジョーで共通の回転機構および水平移動機構を用いることができるため、設定等の手間を省くことができる。
【0018】
さらに、動作受付部と回転機構制御部とをさらに備えることが好ましい。動作受付部は、第1動作および第2動作のいずれかの動作に関する選択を受け付ける。回転機構制御部は、動作受付部によって受け付けられた選択に基づいて、回転機構を制御する。
【0019】
これにより、ユーザの所望によりシール動作を連続または間欠に変更することができる。
【発明の効果】
【0020】
本発明に係る製袋包装機は、袋下部の側部に対して斜め上方の第1位置に配置された第2押し曲げ機構の押し曲げ部材が、袋下部の側部に対して斜め下方の第2位置に向かって移動し、袋下部の側部を押し曲げるため、上向きに反り上がった袋下部の側部を、確実に押し曲げることができる。
【図面の簡単な説明】
【0021】
【図1】本発明の一実施形態に係る製袋包装機の外観斜視図である。
【図2】製袋包装機の主要部分の概略側面図である。
【図3】製袋包装機の主要部分の概略斜視図である。
【図4】ガイド機構、第2押し曲げ機構、および横シール機構の概略図である。
【図5】ガイド機構の下端が閉じた状態を示す側面図である。
【図6】ガイド機構の下端が開いた状態を示す側面図である。
【図7】横シール機構の概略図である。
【図8】水平移動機構の概略図である。
【図9】第1シールジョー、第2シールジョー、および回転機構を示す図である。
【図10】(a),(b)は、連続動作モードにおける第1シールジョーの動きを示す図である。
【図11】(a),(b)は、間欠動作モードにおける第2シールジョーの動きを示す図である。
【図12】製袋包装機の制御ブロック図である。
【図13】制御部についてのブロック図である。
【図14】操作ディスプレイに表示される画面の例である。
【図15】操作ディスプレイに表示される画面の例である。
【図16】操作ディスプレイに表示される画面の例である。
【図17】ガイド機構の動きを示す図である。
【図18】ガイド機構の動きを示す図である。
【図19】第1折り曲げ機構の動きを示す図である。
【図20】第2折り曲げ機構の動きを示す図である。
【図21】(a),(b),(c)は、第2折り曲げ機構の動きを示す図である。
【図22】製袋包装機で製造される袋の一形態を示す図である。
【図23】(a)は、製袋包装機で製造される袋の一形態を示す図である。(b)は、底部を示す図である。
【図24】袋下部を示す図である。
【発明を実施するための形態】
【0022】
<全体構成>
図1および図2に、本発明の一実施形態に係る製袋包装機1の全体構成を示す。製袋包装機1は、物品Cを袋詰めし、袋詰め製品P(袋B1,B2)を製造する機械である。製袋包装機1は、主として、物品Cの袋詰めを行う主要部分である製袋包装ユニット5と、袋B1,B2となるフィルムFを製袋包装ユニット5に供給するフィルム供給ユニット6とから構成されている。製袋包装ユニット5で袋詰めされる物品Cは、上方に配置された組み合せ計量ユニット(充填機構に相当)2で計量される。製袋包装ユニット5は、組み合せ計量ユニット2から物品Cが供給されるタイミングに併せて、物品Cの袋詰めを行う。
【0023】
製袋包装機1は、また、操作状態を示す操作ディスプレイ8を備える。操作ディスプレイ8は、タッチパネルで覆われており、ユーザが製袋包装機1に関する各種設定を行うための入力部としても機能する(図14および図15参照)。
【0024】
本発明に係る製袋包装機1は、フィルム供給ユニット6から供給されるシート状のフィルムFを後述する縦シール機構53により縦シールして筒状フィルムFcを形成し、その後、後述する横シール機構(シール部形成機構に相当)56により横シールすることにより、袋B1,B2を製造していく。また、本発明に係る製袋包装機1は、操作ディスプレイ8におけるユーザの設定に応じて、横シール機構56のシール動作を、連続的および間欠的のいずれかに切り替えることができる。
【0025】
<各ユニットの構成>
次に、製袋包装機1に含まれるユニットの構成について説明する。
【0026】
(1)フィルム供給ユニット
フィルム供給ユニット6は、後述する製袋包装ユニット5の成形機構51に対してシート状のフィルムFを供給するユニットである。フィルム供給ユニット6は、製袋包装ユニット5に隣接して設けられる。フィルム供給ユニット6にはフィルムFが巻かれたフィルムロールがセットされている。フィルムFは、当該フィルムロールから繰り出され、成形機構51に供給される。
【0027】
(2)製袋包装ユニット
製袋包装ユニット5は、図1〜図3に示すように、フィルム供給ユニット6から送られてくるシート状のフィルムFを筒状に成形し、物品Cを充填して袋Bを製造していく。製袋包装ユニット5によって製造される袋には、図22に示すような、ピロー型の袋B1と、図23(a)に示すようなフラットボトム型の袋B2とが含まれる。
【0028】
図22は、袋B1の背面図である。袋B1は、後述する横シール機構56によって形成される上シール部SL1および下シール部SL2と、物品Cを包含する包含部(袋本体部)FL1とからなる。
【0029】
図23(a)は、袋B2の斜視図であり、図23(b)は、袋B2の底部FBを示す図である。袋B2は、上シール部SL1と、包含部(袋本体部)FL2とからなる。袋本体部FL2は、縦シール部LSPを有する第1面S1と、第1面S1に対向する面である第2面S2と、第1面S1および第2面S2に挟まれる側面S3,S3とを有する。また、袋本体部FL2は、図23(b)に示すように、第1面S1、第2面S2、および側面S3,S3の一部と、下シール部SL2とにより形成される底部FBを有する。
【0030】
製袋包装ユニット5は、図1から図3に示すように、主として、成形機構51と、プルダウンベルト機構52,52と、縦シール機構53と、ガイド機構54と、横シール機構56と、第1押し曲げ機構57と、第2押し曲げ機構58と、これらの機構を支える支持フレーム12とから構成されている。また、製袋包装ユニット5は、上記各機構の駆動部を制御するための制御部59と、制御部59によって実行されるプログラム等を記憶する記憶部7とを有する。
【0031】
(2−1)成形機構
成形機構51は、上述のフィルム供給ユニット6から送られてきたシート状のフィルムFを筒状に成形する。成形機構51は、図2および図3に示すように、チューブ11aと、フォーマ11bとを有している。
【0032】
〔チューブ〕
チューブ11aは、縦方向に延びる筒状の部材であり、上下端に開口を有する。チューブ11aは、支持フレーム12の天板29の中央開口部分に配置され、図示しないブラケットを介して後述するフォーマ11bと一体にされている。チューブ11aの上端の開口は漏斗形状になっており、組合せ計量機2(図1参照)で計量された物品は、図3に示すように、漏斗形状の開口から投入され、チューブ11aの内部を通過して落下する。
【0033】
〔フォーマ〕
フォーマ11bは、チューブ11aを取り囲むように配置されている。フォーマ11bの形状は、フィルム供給ユニット6から送られてきたシート状のフィルムFが、フォーマ11bとチューブ11aとの隙間を通るときに、筒状に成形されるような形状とされている。このフォーマ11bも、図示しない支持部材を介して支持フレーム12に固定されている。
【0034】
(2−2)プルダウンベルト機構
プルダウンベルト機構52,52は、支持フレーム12の天板29から吊り下げられているサポート部材(図示せず)に支持されている。プルダウンベルト機構52,52は、図3に示すように、チューブ11aを挟んで左右対称に配置されている。プルダウンベルト機構52,52は、チューブ11aの長手方向に沿って伸び、チューブ11aに巻きつけられた筒状フィルムFcを吸着しながら下方に搬送する。プルダウンベルト機構52,52は、それぞれ駆動ローラ21、従動ローラ22、吸着機能を有するベルト23などから構成されている。
【0035】
(2−3)縦シール機構
縦シール機構53も、上述のプルダウンベルト機構52,52と同様に、支持フレーム12の天板29から吊り下げられているサポート部材(図示せず)に支持されており、チューブ11aに沿って縦に延びるように配置されている。
【0036】
縦シール機構53は、図3に示すように、チューブ11aに巻き付いている筒状フィルムFcの重なり合う部分を、一定の加圧力でチューブ11aに押しつけながら加熱して縦にシールする機構である。縦シール機構53は、ヒータや、ヒータにより加熱され筒状フィルムFcの重なり部分に接触するヒータベルト等を有している。
【0037】
(2−4)ガイド機構
ガイド機構54は、図3に示すように、チューブ11aと後述する横シール機構56との間に配置されている。ガイド機構54は、横シール機構56によって筒状フィルムFcに下シール部SL2が形成された後、筒状フィルムFcを、筒状フィルムFcの内側から奥行方向に押し広げる。奥行き方向とは、筒状フィルムFcの搬送方向および幅方向に交差する方向である。
【0038】
ガイド機構54は、図4および図5に示すように、ガイド部材41,41と、回動機構42,42と、押圧部43,43と、伝達機構44,44と、押圧機構45,45と、L字型部材46,46とを備えている。
【0039】
〔ガイド部材〕
ガイド部材41,41は、チューブ11aの下端に取り付けられる。チューブ11aに沿って下流に搬送された筒状フィルムFcは、ガイド部材41,41の外側を通過する。ガイド部材41,41は、後述する回動機構42,42を回動軸として、回動可能な下端を有している。ガイド部材41,41の下端は、互いに反対方向に回動する(図5および図6参照)。
【0040】
〔回動機構〕
回動機構42,42は、図5および図6に示すように、チューブ11aの中心線を基準に、ガイド部材41,41の下端を前側または後側に回動可能にする機構である。具体的に、回動機構42は、ガイド部材41,41の左右方向(幅方向)に沿って配置されており、ガイド部材41,41の回動軸を構成している。
【0041】
〔押圧部〕
押圧部43,43は、ガイド部材41,41の幅方向両端に配置されている。押圧部43は、後述する押圧機構45によって押圧されることにより、後述する伝達機構44を動作させる。
【0042】
〔伝達機構〕
伝達機構44,44は、押圧部43,43に作用した押圧力をガイド部材41,41に伝達し、ガイド部材41,41の下端を、チューブ11aの中心線を基準に、前側または後側に回動させる。すなわち、伝達機構44,44は、押圧力をガイド部材41,41に伝達し、ガイド部材41,41の下端を前側または後側に回動させることで、筒状フィルムFcの下端を、内側から外側に向かって押し広げさせる。
【0043】
〔押圧機構〕
押圧機構45は、押圧部43を押圧する機構である。押圧機構45は、例えば、往復動アクチュエータの一種であるエアシリンダ等により構成されており、図示しないスピードコントローラによりコントロールされる。押圧機構45,45が押圧部43,43に力を加えていない場合には、図5に示すように、ガイド部材41,41の下端は、自重により真っ直ぐ下を向いた状態となる。一方、押圧機構45,45が押圧部43,43に力を加えた場合には、図6に示すように、ガイド部材41,41の下端が開いた状態となる。ガイド部材41,41の開き量Lによって、袋B2の奥行寸法を調整することができる。
【0044】
〔L字型部材〕
L字型部材46,46は、ガイド部材41,41の内側に設けられる。L字型部材46,46は、筒状フィルムFcの搬送方向に伸びて、L字型の先端部を有する。L字型の先端部は、ガイド部材41,41の幅方向両端に向いて伸びている。後述する第2押し曲げ機構58,58の第2駆動部が駆動して押し曲げ部材81が軸84を中心に上方向に稼動したとき、L字型の先端部と、押し曲げ部材81の表面とで、袋下部の側部を挟みこむ。
【0045】
(2−5)横シール機構
<横シール機構の構成>
横シール機構56は、図3に示すように、成形機構51、プルダウンベルト機構52,52、縦シール機構53、およびガイド機構54の下方に配置され、支持フレーム12に支持されている。横シール機構56は、図7から図9に示すように、主として、本体部63a,63bと、本体部63a,63bを回転させる機能を有する回転機構65a,65bと、本体部63a,63bを水平移動させる機能を有する水平移動機構60と、各本体部63a,63bに取り付けられた第1シールジョー61a,61bおよび第2シールジョー62a,62bと、から構成される。筒状フィルムFcは、図7に示す破線COが筒状フィルムFcの幅方向中心となるような状態で下方に搬送される。
【0046】
〔本体部〕
本体部63a,63bは、図7および図9に示すように、側面視が楕円に類似する形状である。具体的に、本体部63a,63bは、中心からの距離が第1長さL1である第1端部ED1,ED1と、中心からの距離が第2長さL2である第2端部ED2を有する。第2長さL2は、第1長さL1より短い。本体部63a,63bは、筒状フィルムFcを挟んで両側に配置される。図7では、本体部63a,63bは、破線C0を挟んで配置されている。
【0047】
本体部63a,63bは、後述する第1シールジョー61a,61b,・・・および第2シールジョー62a,62bを支持する(図7および図9参照)。具体的に、本体部63a,63bは、第1端部ED1,ED1,・・・に第1シールジョー61a,61b,・・・を支持し、第2端部ED2,ED2に第2シールジョー62a,62bを支持する。第1シールジョー61a,61b,・・・および第2シールジョー62a,62bは、それぞれ本体部63a,63bから取り外し可能な構成となっている。
【0048】
本体部63a,63bは、後述する回転機構65a,65bの駆動により、破線COに向けてそれぞれ回転が可能になっている。具体的には、図7および図9では、本体部63aは時計回りに回転し、本体部63bは、反時計回りに回転する。また、本体部63a,63bは、後述する水平移動機構60によって、水平移動が可能になっている。具体的に、本体部63a,63bは、図7の破線C0に対して、互いに近接および離反可能な構成になっている。
【0049】
〔回転機構〕
回転機構65a,65bは、本体部63a,63bの中心に設けられる中心軸C1,C2を有し、図示しない駆動モータによって駆動される。中心軸C1,C2は、図7の紙面に対して垂直方向に伸びる。中心軸C1,C2が駆動モータによって回転させられることにより、本体部63a,63bもそれぞれ回転する。回転機構65a,65bは、上述したように、本体部63a,63bをそれぞれ異なる方向に回転させる。詳細には、回転機構65aは、本体部63aを時計回りに回転させ、回転機構65bは、本体部63bを反時計回りに回転させる。
【0050】
なお、回転機構65a,65bは、第1動作と第2動作とを行う。第1動作は、本体部63a,63bを360度回転させる動作である。第2動作は、本体部63a,63bを所定の姿勢になるように回転させる動作である。ここで、所定の姿勢とは、本体部63a,63bの第1端部ED1,ED1が、垂直方向に位置するような姿勢である(図7および図9参照)。すなわち、所定の姿勢は、本体部63a,63bの第2端部ED2,ED2を対向させるような姿勢である。回転機構65a,65bは、設定されている動作モードに応じて、第1動作および第2動作を実行する。
【0051】
〔水平移動機構〕
水平移動機構60は、本体部63a,63bの水平方向の移動を可能にする機構である。すなわち、水平移動機構60は、図7の破線C0に対して、本体部63a,63bを、互いに近接および離反させる機構である。水平移動機構60は、図8に示すように、水平移動板64a,64bと、水平移動板駆動機構55と、図示しない駆動モータと、を有する。
【0052】
a)水平移動板
水平移動板64a,64bは、本体部63a,63bの奥行き方向(図7および図9の紙面に垂直方向)の両端に取り付けられる。具体的には、中心軸C1,C2の両端に取り付けられている。水平移動板64a,64bは、後述する水平移動板駆動機構55によって水平移動する。
【0053】
b)水平移動板駆動機構
水平移動板駆動機構55は、水平移動板64a,64bを互いに近接または離反させるための駆動機構75と、水平移動板64a,64bを水平方向にスライド自在に支持する、図示しないガイド部やガイドレールを有する。
【0054】
駆動機構75は、ボールねじ17iと、第1および第2ナット部材17a,17bと、第1および第2連結ロッド17c,17dと、1対の第3連結ロッド17eと、第4連結ロッド17fとを有する。ボールねじ17iは、サーボモータ80(図7参照)によって回転する。第1及び第2ナット部材17a,17bは、ボールねじ17iに螺合する。第1および第2連結ロッド17c,17dは、ボールねじ17iと水平方向で直交するように設けられる。1対の第3連結ロッド17eは水平移動板64a,64bの移動方向に沿って設けられる。第4連結ロッド17fは、第3連結ロッド17eと平行に設けられる。第1連結ロッド17cは、継手17gを介して1対の第3連結ロッド17eに連結されている。1対の第3連結ロッド17eの先端は、水平移動板64bの側端面に固定されている。また、1対の第3連結ロッド17eは、水平移動板64aをスライド自在に貫通している。第2連結ロッド17dは、継手17hを介して第4連結ロッド17fに連結されている。第4連結ロッド17fの先端は、水平移動板64aの側端面に固定されている。第1ナット部材17aがボールねじ17iと螺合する部分と、第2ナット部材17bがボールねじ17iと螺合する部分とは、互いに逆ねじになっている。駆動機構75において、ボールねじ17iを回転させることにより、水平移動板64a,64bを互いに近接させたり、離反させたりする。
【0055】
〔第1シールジョー〕
第1シールジョー61a,61b,・・・は、袋B1を連続的に製造する際に用いられる。第1シールジョー61a,61b,・・・は、筒状フィルムFcの一部を挟み込み、挟み込んだ部分を熱シールする。具体的には、第1シールジョー61a,61b,・・・は、それぞれ内部にヒータを有しており、ヒータによってシール面を加熱する。第1シールジョー61a,61b,・・・は、加熱されたシール面で筒状フィルムFcを挟み込み、挟みこんだ部分を熱シールする。これにより、上シール部SL1および下シール部SL2を形成する。
【0056】
第1シールジョー61a,61b,・・・は、上述したように、本体部63a,63bの第1端部ED1,ED1にそれぞれ取り付けられている(図7および図9参照)。第1シールジョー61a,61b,・・・は、図7および図9の紙面に垂直方向に筒状フィルムFcの寸法より長く延びる部材である。
【0057】
第1シールジョー61a,61b,・・・は、図10(a),(b)に示すように、中心軸C1,C2を中心にして旋回しながら、筒状フィルムFcを横シールする。具体的に、第1シールジョー61a,61bは、水平移動機構60による水平方向の移動と、本体部63a,63bの回転(駆動機構65a,65bの第1動作)との組み合わせにより、筒状フィルムFcに近接および離反しながら、筒状フィルムFcを横シールする。
【0058】
〔第2シールジョー〕
第2シールジョー62a,62bは、袋B2を間欠的に製造する際に用いられる。第2シールジョー62a,62bもまた、内部にヒータを有し、ヒータによって加熱されたシール面で筒状フィルムFcの一部を挟み込み、挟み込んだ部分を熱シールする。これにより、上シール部SL1および下シール部SL2を形成する。
【0059】
第2シールジョー62a,62bは、上述したように、本体部63a,63bの第2端部ED2,ED2にそれぞれ取り付けられている(図7および図9参照)。また、第1シールジョー61a,61b,・・・と同様、第2シールジョー62a,62bは、図7および図9の紙面に垂直方向に筒状フィルムFcの寸法より長く延びた部材である。
【0060】
第2シールジョー62a,62bは、図11(a),(b)に示すように、筒状フィルムFcに向かって水平移動することにより、筒状フィルムFcに近接および離反しながら、筒状フィルムFcを横シールする。この場合、上記回転機構65a,65bが第2動作を行い本体部63a,63bを直立させた後(図7および図9に示す状態)、水平移動機構60による水平方向の移動をさせることにより、筒状フィルムFcを横シールする。
【0061】
(2−6)第1押し曲げ機構
第1押し曲げ機構57は、図3および図5等に示すように、横シール機構56の上方に配置される。第1押し曲げ機構57もまた、往復動アクチュエータの一種であるエアシリンダ等により構成されており、図示しないスピードコントローラによりコントロールされる。第1押し曲げ機構57は、水平移動して、筒状フィルムFcに対して近接および離反する。
【0062】
第1押し曲げ機構57は、筒状フィルムFcに下シール部SL2が形成された後、筒状フィルムFcに近接し、下シール部SL2を下シール部SL2と交差する方向に押し曲げる。これにより、第1押し曲げ機構57は、筒状フィルムFcに袋B2の袋下部を形成する。袋下部は、図24に示すように、袋B2に形成される第1面S1、第2面S2、および側面S3,S3の一部と、下シール部SL2とに相当し、後述する第2押し曲げ機構58,58によって袋下部の側部EP,EPが折り曲げられる前の状態である。袋下部は、下シール部SL2の長手方向端部を含む第1側部EPおよび第2側部EPと、第1側部EPおよび第2側部EPの間に位置する中央部CPとを有する。
【0063】
(2−7)第2押し曲げ機構
第2押し曲げ機構58,58もまた、図3および図4等に示すように、横シール機構56の上方に配置される。具体的には、第2押し曲げ機構58は、袋下部の側部EP,EPに対して斜め上方(第1位置)に配置される。袋下部の側部EP,EPは、下シール部SL2の長手方向端部を含む。第2押し曲げ機構58は、袋下部の側部EP,EPを押し曲げて、中央部CPに近づける。
【0064】
第2押し曲げ機構58は、主として、押し曲げ部材81と、支持部材82と、第1駆動部83と、図示しない第2駆動部とを有する(図4参照)。
【0065】
押し曲げ部材81は、袋下部の側部EP,EPに当接し、袋下部の側部EP,EPを押し曲げる部材である。押し曲げ部材81は、平板上の部材であり、筒状フィルムFcの奥行き方向に所定長さを有する。押し曲げ部材81は、軸84を介して支持部材82に連結されている。押し曲げ部材81は、図示しない第2駆動部によって軸84を中心軸として上下に回動する。押し曲げ部材81は、樹脂が施された表面を有しており、当該表面が側部EP,EPに当接する。
【0066】
支持部材82は、上述したように、軸84を介して押し曲げ部材81と連結されている。また、支持部材82は、後述する第1駆動部83と連結されている。支持部材82は、第1駆動部83の駆動により、袋下部の側部EP,EPに対して斜め上方(第1位置)から、袋下部の側部EP,EPに対して斜め下方(第2位置)に向かって移動する。支持部材82の移動に伴って押し曲げ部材81も移動する。これにより、押し曲げ部材81が袋下部の側部EP,EPに当接し、袋下部の側部EP,EPを中央部CPに向けて押し曲げる。具体的には、押し曲げ部材81は、袋下部の側部EP,EPを中央部CPに近づけるように押し曲げる。なお、支持部材82は第1駆動部83と、取り外し可能な態様で連結されている。支持部材82を第1駆動部83から取り外すことにより、軸84を介して支持部材82に連結された押し曲げ部材81も、支持部材82と共に取り外される。
【0067】
第1駆動部83もまた、往復動アクチュエータの一種であるエアシリンダ等により構成されており、図示しないスピードコントローラによりコントロールされる。第1駆動部83は、支持部材82を連結する第1端部と、第1端部の反対側の端部である第2端部とを有し、第1端部および第2端部のそれぞれにはセンサが取り付けられている。第1端部に取り付けられたセンサ(第1センサ)は、第1駆動部83が最も伸びた状態(第1状態)であることを把握する。第2端部に取り付けられたセンサ(第2センサ)は、第1駆動部83が最も縮んだ状態(第2状態)であることを把握する。
【0068】
(2−8)記憶部
記憶部7は、ROM、RAM、およびハードディスク等から構成されている。記憶部7は、制御部59によって実行される各種プログラムおよび制御部59によって各機構を駆動するために必要な情報を記憶する。
【0069】
記憶部7には、例えば、製袋包装機1で実行しうる動作モードに関する情報(動作モード情報)および各機構を動作させる速度に関する情報(速度情報)等が記憶されている。
【0070】
ここで、動作モードとは、横シール機構56の動作に関するモードである。動作モードには、具体的に、第1シールジョー61a,61b,・・・を用いた連続動作モードと、第2シールジョー62a,62bを用いた間欠動作モードとが含まれる。連続動作モードは、第1シールジョー61a,61b,・・・を連続的に動作させ、袋B1を製造するモードである。また、間欠動作モードは、第2シールジョー62a,62bを間欠的に動作させ、袋B2を製造するモードである。動作モード情報は、駆動させる機構52,53,・・・、機構52,53,・・・を駆動させる順番、および各機構52,53,・・・に割り当てられた時間等に関する動作モード別の情報を含む。速度情報は、各機構52,53,・・・に割り当てられた時間に基づいて決定される情報であって、記憶部7には、設定能力に応じた速度情報が記憶されている。
【0071】
(2−9)制御部
制御部59は、図12に示すように、フィルム供給ユニット6、プルダウンベルト機構52、縦シール機構53、ガイド機構54、横シール機構56、第1押し曲げ機構57、第2押し曲げ機構58、操作ディスプレイ8等と接続されている。制御部59は、記憶部7に記憶された各種情報に基づいて、各ユニットおよび機構の駆動部を制御する。
【0072】
制御部59は、主としてCPUから構成されており、記憶部7に記憶されているプログラムを読み出して実行する。制御部59は、主として、入力受付部(動作受付部に相当)59a、シール動作切替部(回転機構制御部に相当)59b、動作検知部59c、速度算出部59d、およびタイミング調整部59eとして機能する。
【0073】
入力受付部59aは、操作ディスプレイ8においてユーザにより入力される各種指令を受け付ける(図14および図15参照)。各種指令には、設定能力の変更、横シール時間の変更、動作モード(連続動作モード・間欠動作モード)の切り替え、横シール速度の自動算出命令等が含まれる。
【0074】
シール動作切替部59bは、入力受付部59aによって受け付けられた指令に応じて、動作モードの設定を切り替える。具体的に、動作モードの設定が連続動作モードに切り替えられた場合には、記憶部7に記憶された動作モード情報に基づいて、第1シールジョー61a,61b,・・・を用いた横シール動作を実行させる。すなわち、図10(a),(b)に示すように、第1シールジョー61a,61bを中心軸C1,C2を中心にして旋回させ、筒状フィルムFcを横シールする。また、動作モードの設定が間欠動作モードに切り替えられた場合には、記憶部7に記憶された動作モード情報に基づいて、第2シールジョー62a,62bを用いた横シール動作を実行させる。すなわち、図11(a),(b)に示すように、第2シールジョー62a,62bを筒状フィルムFcに向かって水平移動させ、筒状フィルムFcを横シールする。
【0075】
動作検知部59cは、アクチュエータに取り付けられたセンサによって得られる情報を検知する。具体的に、動作検知部59cは、第1センサが第1状態を把握したタイミング、および第2センサが第2状態を把握したタイミングをそれぞれ検知し、当該タイミングに関する情報を記憶部7に記憶する。
【0076】
速度算出部59dは、動作検知部59cによって把握されたタイミングに基づいて、第1駆動部83の動作速度を算出する。具体的には、第1駆動部83の第2端部に取り付けられたセンサによって、第1駆動部83の第2状態が把握されたタイミングから、第1駆動部83の第1端部に取り付けられたセンサによって、第1駆動部83の第1状態が把握されたタイミングまで、の時間に基づいて第1駆動部83の現行の動作速度を算出する。
【0077】
タイミング調整部59eは、速度算出部59dによって算出された第1駆動部83の現行の動作速度と、記憶部7に記憶された情報(第1駆動部83に割り当てられた時間に関する情報)とに基づいて、第1駆動部83の動作タイミングを調整する。すなわち、タイミング調整部59eは、第2押し曲げ機構58による押し曲げ動作(図21参照)のタイミングを調整する。さらに、タイミング調整部59eは、操作ディスプレイ8において各種設定が変更されると、変更後の設定に基づいて、第2押し曲げ機構58の第1駆動部83の動作タイミングを調整する。
【0078】
(3)操作ディスプレイ
図14〜図16に、操作ディスプレイ8に表示される画面の例を挙げる。図14〜図16に示すように、操作ディスプレイ8には、製袋包装機1に関する各種設定を行うための複数の操作ボタンが表示されている。
【0079】
例えば、操作ボタンbt1(図14参照)は、動作モード(連続動作モード/間欠動作モード)を切り替えるためのボタンである。操作ボタンbt1がONの状態のとき、横シール機構56は、水平動作のみを行う。すなわち、横シール機構56は、間欠動作モードで動作する。具体的には、横シール機構56の回転機構65a,65bが第2動作を実行して本体部63a,63bを直立させ(図7および図9に示す状態)、水平移動機構60が第2シールジョー62a,62bを筒状フィルムFcに対して近接・離反させることにより、筒状フィルムFcを横シールする。
【0080】
一方、操作ボタンbt1がOFFの状態のとき、横シール機構56は、旋回動作を行う。すなわち、横シール機構56は、連続動作モードで動作する。具体的には、横シール機構56の水平移動機構60が第1シールジョー61a,61bを筒状フィルムFcに対して近接および離反させると共に、回転機構65a,65bが第1動作を実行して本体部63a,63bを、中心軸C1,C2を中心に旋回させることにより、筒状フィルムFcを横シールする。
【0081】
また、操作ボタンbt2(図15参照)は、設定能力を変更するためのボタンであり、操作ボタンbt3は、操作ボタンbt2で変更した設定能力に応じた第2押し曲げ機構58,58の動作タイミングを計算するためのボタンである。ユーザが操作ボタンbt3を押すことにより、図16に示すように、第2押し曲げ機構58,58の動作タイミングを自動計算する旨の確認メッセージが現れる。ここで、ユーザが「はい」のボタンを押すことにより、自動計算されたタイミングによって先に設定された値が上書きされる。その後、上書きされた値に基づいて、第2押し曲げ機構58,58は動作する。
【0082】
<製袋包装機の動作>
〔連続動作モード〕
まず、連続動作モードが選択されている場合の製袋包装機1の動作について説明する。
【0083】
フィルム供給ユニット6から成形機構51に送られたシート状のフィルムFは、フォーマ11bからチューブ11aに巻き付けられて筒状(チューブ状)に成形され、そのままプルダウンベルト機構52によって下方に搬送される。フィルムFはチューブ11aに巻き付けられた状態において左右両端部が周面上で重ね合わせられた状態となり、その重ね合わせ部分が縦シール機構53によって縦にシールされる。縦にシールされた筒状フィルムFcは、チューブ11aを抜けて横シール機構56へと降りていく。このとき、筒状フィルムFcの内部には、組合せ計量機2からチューブ11aを通って物品Cが落下してくる。
【0084】
横シール機構56は、筒状フィルムFc内に物品Cが存在する状態で、第1シールジョー61a,61bが旋回しながら筒状フィルムFcを横シールし、袋B1の下シール部SL2を形成するとともに、先行する袋B1の上シール部SL1を形成する。横シール動作と同時に、第1シールジョー61a,61bに内蔵されているカッターによって、先行する袋B1と後続の袋B1(筒状フィルムFc)とが切り離される。
【0085】
〔間欠動作モード〕
次に、間欠動作モードが選択されている場合の製袋包装機1の動作について説明する。
【0086】
フィルム供給ユニット6から成形機構51に送られたシート状のフィルムFは、フォーマ11bからチューブ11aに巻き付けられて筒状(チューブ状)に成形され、そのままプルダウンベルト機構52によって下方に搬送される。フィルムFはチューブ11aに巻き付けられた状態において左右両端部が周面上で重ね合わせられた状態となり、その重ね合わせ部分が縦シール機構53によって縦にシールされる。縦にシールされた筒状フィルムFcは、チューブ11aを抜けて横シール機構56へと降りていく。このとき、筒状フィルムFcの内部には、組合せ計量機2からチューブ11aを通って物品Cが落下してくる。
【0087】
横シール機構56は、筒状フィルムFc内に物品Cが存在する状態で、第2シールジョー62a,62bが水平移動しながら筒状フィルムFcを横シールし、袋B2の袋下部を構成する下シール部SL2を形成するとともに、先行する袋の上シール部SL1を形成する。横シール動作と同時に、第2シールジョー62a,62bに内蔵されているカッターによって、先行する袋B2と後続の袋B2(筒状フィルムFc)とが切り離される。
【0088】
第2シールジョー62a,62bが筒状フィルムFcに下シール部SL2を形成すると、ガイド機構54が、筒状フィルムFcの内側から奥行方向(筒状フィルムFcの搬送方向および幅方向に交差する方向)に、筒状フィルムFcを押し広げる。具体的には、押圧機構45,45が、矢印D1,D1方向に移動して押圧部43,43に接近し(図17参照)、その後、押圧機構45,45が押圧部43,43を押圧すると、押圧部43,43に作用した押圧力が、伝達機構44,44によってガイド部材41,41に伝達される。これにより、ガイド部材41,41によって筒状フィルムFcの下端(下シール部SL2が形成された一端)が、内側から奥行方向(矢印D2,D2)に押し広げられる(図18参照)。これにより、袋B2の奥行き寸法Lが決定する。
【0089】
その後、第1押し曲げ機構57が筒状フィルムFcに形成された下シール部SL2を押し曲げる。具体的には、第1押し曲げ機構57は、矢印D3方向に移動して、筒状フィルムFcに接近する。その後、下シール部SL2を、下シール部SL2と交差する方向に押し曲げる(図19参照)。
【0090】
次に、第2押し曲げ機構58が袋下部の側部EP,EPを押し曲げる。具体的には、第1駆動部83の駆動により、支持部材82が、矢印D4,D4方向に移動する(図20参照)。これにより、支持部材82と支持部材82に連結された押し曲げ部材81とが筒状フィルムFcに接近する。より具体的には、まず、第1駆動部83が支持部材82を移動させ、押し曲げ部材81を第1位置から第2位置に移動させる(図21(a),(b)参照)。これにより、押し曲げ部材81が袋下部の側部EP,EPに当接し、袋下部の側部を中央部CPに向けて押し曲げる。その後、第2駆動部が、軸84を中心軸として押し曲げ部材81を上方向に回動させる。このとき、押し曲げ部材81の樹脂が施された表面が、袋下部の側部EP,EP等を介して、L字部材に当接する。これにより、横シール動作によって軟化した下シール部SL2を介して、袋下部の側部EP,EPを中央部CPに溶着させる。
【0091】
<本実施形態に係る製袋包装機の特徴>
(1)
上記実施形態に係る製袋包装機1では、横シール機構56の本体部63a,63bに第1シールジョー61a,61b,・・・および第2シールジョー62a,62bが取り付け可能な構成になっている。また、ユーザの所望により、第1シールジョー61a,61b,・・・を用いた連続動作モードおよび第2シールジョー62a,62bを用いた間欠動作モードのいずれかを選択し、選択した動作モードに応じて、横シール機構53が動作する。一般的に、ピロー型の袋B1、すなわち、底部を有さない袋を製造する場合には、製造可能な袋の数を考慮して、横シール機構53が連続的に動作する方が好ましい。一方、フラットボトム型の袋B2を製造する場合には、底部FBを形成する時間を考慮して、間欠動作の方が好ましい。ここで、一台の製袋包装機を用いて、横シール機構に双方の動作を行わせる場合、通常、所望する袋の形状に併せて、横シール機構を変更する必要がある。すなわち、連続動作が可能な横シール機構と間欠動作が可能な横シール機構とを入れ替える必要がある。しかし、間欠動作が可能な横シール機構を有する製袋包装機に、連続動作が可能な横シール機構を導入する場合、シールジョーの稼動域を十分に確保することが困難である。一方、連続動作が可能な横シール機構を有する製袋包装機に、間欠動作が可能な横シール機構を導入する場合、シールジョーの稼動域は確保できるが、横シール機構の入れ替えおよび各種設定等に煩雑な作業を伴う。また、複数形状の袋を製造するために複数台の製袋包装機を購入すると、莫大なコストを要する。
【0092】
本実施形態に係る製袋包装機1は、多大な手間をかけることなく連続動作および間欠動作の双方を行うことが可能である。また、一台の製袋包装機1で、容易に複数形状の袋を製造することができる。
【0093】
(2)
また、上記実施形態に係る製袋包装機1では、第2折り曲げ機構58の押し曲げ部材81が、第1駆動部83の駆動により、袋下部の側部EP,EPに対して斜め上方(第1位置)から、袋下部の側部EP,EPに対して斜め下方(第2位置)に向かって移動する。これにより、反り上がった袋下部の側部EP,EPを押し曲げ部材81によって確実に押し曲げることができる。
【0094】
(3)
さらに、上記実施形態に係る製袋包装機1では、第2折り曲げ機構58の押し曲げ部材81が、軸84を中心軸として上方向に回動し、L字型部材46,46に当接する。また、押し曲げ部材81は、樹脂が施された表面を有しており、当該表面が袋下部の側部EP,EPに当接する。これにより、押し曲げ部材81と袋下部の側部EP,EPとの接触面積が増え、押し曲げ部材81およびL字型部材46,46の間に挟まれた側部EP,EPおよび袋下部の中央部CPを確実に溶着させることができる。
【0095】
(4)
上記実施形態に係る製袋包装機1では、第2折り曲げ機構58がエアシリンダにより構成されており、図示しないスピードコントローラによりコントロールされる。ここで、エアシリンダの速度はスピードコントローラによる調整次第で変動するため、製袋包装機を実際に稼動しながら、エアシリンダの動作タイミングを微調整し、エアシリンダの動作タイミングを横シール機構のタイミングに併せるのが一般的である。したがって、製袋包装機1の設定能力の変更の度に、ユーザは第2折り曲げ機構のタイミング調整をする必要が生じる。しかし、上記実施形態に係る製袋包装機1では、製袋包装機1が自動的にタイミング計算を行い、さらに、タイミング調整を行うため、フィルムFの無駄およびタイミング調整に必要な時間を省くことができる。
<他の実施形態>
(A)
上記実施形態に係る製袋包装機1において、速度算出部59dが第1駆動部83の動作速度を算出するタイミングは、ユーザによる要求があった時のみであってもよいし、ユーザによる要求があった場合に限られず、定期的に算出するようにしてもよい。第1駆動部83の動作速度が定期的に算出されるように設計した場合、速度算出部59dによって動作速度が算出されるタイミングに併せて、タイミング調整部59eが第1駆動部83の動作タイミングを調整するようにする。これにより、定期的に第1駆動部83の動作タイミングを診断することができる。
【0096】
(B)
また、上記実施形態では、第2折り曲げ機構58の第1駆動部83にセンサを設け、当該センサで得られる情報に基づいて、第1駆動部83の速度を算出し、さらにタイミング調整を行った。ここで、他のエアシリンダにもセンサを設け、各シリンダの動作速度を把握できるようにしてもよい。
【符号の説明】
【0097】
1 製袋包装機
51 成形機構
52 プルダウンベルト機構
53 縦シール機構
54 ガイド機構
56 横シール機構
57 第1折り曲げ機構
58 第2折り曲げ機構
【先行技術文献】
【特許文献】
【0098】
【特許文献1】特開2000−335511号公報
【特許請求の範囲】
【請求項1】
筒状の包材を横シールして、被包装物を囲う本体部の上下に上シール部および下シール部が形成された袋を形成する製袋包装機であって、
前記筒状の包材を横シールして前記上シール部および前記下シール部を形成するシール部形成機構と、
前記シール部形成機構によって前記下シール部が形成された前記筒状の包材に、前記被包装物を充填する充填機構と、
前記被包装物が充填された前記筒状の包材の前記下シール部を、前記下シール部と交差する方向に押し曲げることにより、前記下シール部および前記本体部の一部を含む前記袋の袋下部を形成する第1押し曲げ機構と、
前記下シール部の長手方向端部を含む前記袋下部の側部に対して斜め上方である第1位置に配置され、前記袋下部の側部に対して斜め下方である第2位置に向かって前記第1位置から移動し前記袋下部の側部を押し曲げる押し曲げ部材を有する第2押し曲げ機構と
を備える、
製袋包装機。
【請求項2】
前記袋下部は、第1側部および第2側部を含む前記側部と、前記第1側部および前記第2側部の間に位置する中央部とを含み、
前記押し曲げ部材は、前記第1側部および前記第2側部に当接した後、前記第1側部および前記第2側部を前記中央部に向けて押し曲げる、
請求項1に記載の製袋包装機。
【請求項3】
前記第2押し曲げ機構は、
前記押し曲げ部材を支持する支持部材と、
前記支持部材を前記第1位置から前記第2位置に移動させる第1駆動部と、
前記押し曲げ部材の姿勢を、前記第2位置で変動させる第2駆動部と
をさらに有する、
請求項1または2に記載の製袋包装機。
【請求項4】
前記筒状の包材を搬送する包材搬送機構と、
前記シール部形成機構によって前記下シール部が形成された後、前記筒状の包材の内側から前記搬送方向および前記幅方向の両方向に交差する奥行き方向に、前記筒状の包材を押し広げるガイド機構と
をさらに備え、
前記ガイド機構は、
前記筒状の包材を押し広げるガイド部材と、
前記ガイド部材の内側に設けられ、前記筒状の包材の搬送方向に伸びて、L字型の先端部を有するL字型部材と
を有し、
前記押し曲げ部材は、前記第2駆動部によって前記第2位置で前記姿勢を変動させられると、前記袋下部の側部を前記L字型部材に押しつける、
請求項3に記載の製袋包装機。
【請求項5】
前記シール部形成機構は、
本体部と、
前記本体部の第1端部であって前記本体部の中心からの距離が第1長さである前記第1端部、に設けられ、前記筒状の包材に連続的に前記シール部を形成するための第1シールジョーと、
前記本体部の第2端部であって前記本体部の中心からの距離が前記第1長さより短い第2長さである前記第2端部、に設けられ、前記筒状の包材に間欠的に前記シール部を形成する第2シールジョーと
を有する、
請求項1から4のいずれかに記載の製袋包装機。
【請求項6】
前記シール部形成機構は、
前記本体部を水平移動させる水平移動機構と、
前記本体部を回転させる回転機構と
を有し、
前記回転機構は、前記本体部を360度回転させる第1動作と、前記本体部を所定の姿勢になるように回転させる第2動作とを有し、
前記第2シールジョーは、前記回転機構による前記第2動作の後、前記水平移動機構によって水平移動させられることにより、前記筒状の包材に前記シール部を形成する、
請求項5に記載の製袋包装機。
【請求項7】
前記第1動作および前記第2動作のいずれかの動作に関する選択を受け付ける動作受付部と、
前記動作受付部によって受け付けられた前記選択に基づいて、前記回転機構を制御する回転機構制御部と
をさらに備える、
請求項6に記載の製袋包装機。
【請求項1】
筒状の包材を横シールして、被包装物を囲う本体部の上下に上シール部および下シール部が形成された袋を形成する製袋包装機であって、
前記筒状の包材を横シールして前記上シール部および前記下シール部を形成するシール部形成機構と、
前記シール部形成機構によって前記下シール部が形成された前記筒状の包材に、前記被包装物を充填する充填機構と、
前記被包装物が充填された前記筒状の包材の前記下シール部を、前記下シール部と交差する方向に押し曲げることにより、前記下シール部および前記本体部の一部を含む前記袋の袋下部を形成する第1押し曲げ機構と、
前記下シール部の長手方向端部を含む前記袋下部の側部に対して斜め上方である第1位置に配置され、前記袋下部の側部に対して斜め下方である第2位置に向かって前記第1位置から移動し前記袋下部の側部を押し曲げる押し曲げ部材を有する第2押し曲げ機構と
を備える、
製袋包装機。
【請求項2】
前記袋下部は、第1側部および第2側部を含む前記側部と、前記第1側部および前記第2側部の間に位置する中央部とを含み、
前記押し曲げ部材は、前記第1側部および前記第2側部に当接した後、前記第1側部および前記第2側部を前記中央部に向けて押し曲げる、
請求項1に記載の製袋包装機。
【請求項3】
前記第2押し曲げ機構は、
前記押し曲げ部材を支持する支持部材と、
前記支持部材を前記第1位置から前記第2位置に移動させる第1駆動部と、
前記押し曲げ部材の姿勢を、前記第2位置で変動させる第2駆動部と
をさらに有する、
請求項1または2に記載の製袋包装機。
【請求項4】
前記筒状の包材を搬送する包材搬送機構と、
前記シール部形成機構によって前記下シール部が形成された後、前記筒状の包材の内側から前記搬送方向および前記幅方向の両方向に交差する奥行き方向に、前記筒状の包材を押し広げるガイド機構と
をさらに備え、
前記ガイド機構は、
前記筒状の包材を押し広げるガイド部材と、
前記ガイド部材の内側に設けられ、前記筒状の包材の搬送方向に伸びて、L字型の先端部を有するL字型部材と
を有し、
前記押し曲げ部材は、前記第2駆動部によって前記第2位置で前記姿勢を変動させられると、前記袋下部の側部を前記L字型部材に押しつける、
請求項3に記載の製袋包装機。
【請求項5】
前記シール部形成機構は、
本体部と、
前記本体部の第1端部であって前記本体部の中心からの距離が第1長さである前記第1端部、に設けられ、前記筒状の包材に連続的に前記シール部を形成するための第1シールジョーと、
前記本体部の第2端部であって前記本体部の中心からの距離が前記第1長さより短い第2長さである前記第2端部、に設けられ、前記筒状の包材に間欠的に前記シール部を形成する第2シールジョーと
を有する、
請求項1から4のいずれかに記載の製袋包装機。
【請求項6】
前記シール部形成機構は、
前記本体部を水平移動させる水平移動機構と、
前記本体部を回転させる回転機構と
を有し、
前記回転機構は、前記本体部を360度回転させる第1動作と、前記本体部を所定の姿勢になるように回転させる第2動作とを有し、
前記第2シールジョーは、前記回転機構による前記第2動作の後、前記水平移動機構によって水平移動させられることにより、前記筒状の包材に前記シール部を形成する、
請求項5に記載の製袋包装機。
【請求項7】
前記第1動作および前記第2動作のいずれかの動作に関する選択を受け付ける動作受付部と、
前記動作受付部によって受け付けられた前記選択に基づいて、前記回転機構を制御する回転機構制御部と
をさらに備える、
請求項6に記載の製袋包装機。
【図1】


【図2】
【図3】
【図4】

【図5】

【図6】

【図7】
【図8】
【図9】
【図10】

【図11】

【図12】

【図13】
【図14】

【図15】
【図16】
【図17】

【図18】
【図19】
【図20】
【図21】
【図22】
【図23】

【図24】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【公開番号】特開2012−136270(P2012−136270A)
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願番号】特願2010−291076(P2010−291076)
【出願日】平成22年12月27日(2010.12.27)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願日】平成22年12月27日(2010.12.27)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]