
製袋包装機
【課題】筒状の包材における被包装物の充填率を上げることができる製袋包装機を提供する。
【解決手段】被包装物を囲う本体部と、本体部の上下に形成された上シール部および下シール部とを有する袋を製造する製袋包装機100であって、横シール機構25と、底部形成機構26と振動機構28とを備える。横シール機構25は、筒状の包材を横方向に熱シールし、上シール部および下シール部を形成する。底部形成機構26は、下シール部と本体部の一部とによって筒状の包材に底部を形成する。振動機構28は、底部形成機構26によって底部が形成された後、かつ、横シール機構25によって上シール部が形成される前に、袋の落下経路DPにおいて底部を振動させる。
【解決手段】被包装物を囲う本体部と、本体部の上下に形成された上シール部および下シール部とを有する袋を製造する製袋包装機100であって、横シール機構25と、底部形成機構26と振動機構28とを備える。横シール機構25は、筒状の包材を横方向に熱シールし、上シール部および下シール部を形成する。底部形成機構26は、下シール部と本体部の一部とによって筒状の包材に底部を形成する。振動機構28は、底部形成機構26によって底部が形成された後、かつ、横シール機構25によって上シール部が形成される前に、袋の落下経路DPにおいて底部を振動させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製袋包装機に関する。
【背景技術】
【0002】
従来、帯状の包材から袋を製造する途中で、製造途中の袋の内部に菓子類などの被包装物を充填して製袋包装する装置として、製袋包装機が用いられている。ここで、袋に充填される被包装物がポテトチップスのように比重の小さい物品の集合体であった場合、袋に充填された多数の物品は、袋内でまばらに溜まっていく。すなわち、袋の中の各物品が大きく隙間をあけて重なり合っていく。そのため、製造途中の袋の内部に充填できる被包装物の量が少なくなり不都合である。
【0003】
そこで、例えば、特許文献1(特開2000−25721号公報)に示すように、筒状の包材の側面に設けられた押圧部材で筒状の包材の側面を押圧することにより被包装物の嵩を調整する方法を採用し、筒状の包材に溜まったまばらな物品を一箇所に押し寄せることが考えられる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記方法では、押圧部材の材質や圧力の大きさによっては、被包装物を構成する各物品の形状に影響を与える可能性がある。
【0005】
本発明の課題は、筒状の包材における被包装物の充填率を上げることができる製袋包装機を提供することにある。
【課題を解決するための手段】
【0006】
本発明に係る製袋包装機は、本体部と、上シール部および下シール部とを有する袋を製造する製袋包装機であって、横シール機構と、底部形成機構と振動機構とを備える。本体部は、被包装物を囲う。上シール部および下シール部は、本体部の上下に形成される。横シール機構は、筒状の包材を横方向に熱シールし、上シール部および下シール部を形成する。底部形成機構は、下シール部と本体部の一部とによって筒状の包材に底部を形成する。振動機構は、底部形成機構によって底部が形成された後、かつ、横シール機構によって上シール部が形成される前に、袋の落下経路において底部を振動させる。
【0007】
本発明に係る製袋包装機では、筒状の包材に底部が形成された後、かつ、筒状の包材に上シール部が形成される前に、底部に振動が加えられる。これにより、筒状の包材における被包装物の充填率を上げることができる。
【0008】
また、底部形成機構は、横シール機構の上方に配置され、振動機構は、横シール機構の下方に配置されることが好ましい。被包装物には自重がかかるため、筒状の包材の内部における被包装物の充填率を一層高めることができる。
【0009】
さらに、振動機構は、底部に接触する接触部を有することが好ましい。ここで、接触部は、第1の状態と第2の状態とに切り替わり、接触部が第2の状態で底部を振動することが好ましい。第1の状態とは、底部から離れた状態である。第2の状態とは、底部に接触する状態である。これにより、上シール部の形成を妨げることなく底部に振動を与えることができる。
【0010】
また、接触部は、板状部材であって、振動機構は、支持機構と駆動部とをさらに有することが好ましい。ここで、支持機構は、接触部を遥動可能に支持する。駆動部は、支持機構に連結され、支持機構の第1端を軸に接触部を遥動させ、接触部の傾きを、鉛直面に近い姿勢である第1の状態から、水平面に近い姿勢である第2の状態に変化させる。また、駆動部によって接触部を第2の状態から第1の状態に変化させることにより、袋の落下経路DPは確保される。接触部の姿勢を袋の落下のタイミングに併せて変化させることにより、袋の落下を妨げずに底部を振動することができる。
【0011】
さらに、支持機構は、偏心モーターを含み、接触部が第1の状態のとき偏心モーターによって接触部が振動されることが好ましい。これにより、簡易な構成により底部に振動を与えることができる。
【0012】
また、接触部が第2の状態の時に底部を熱するヒーターをさらに備えることが好ましい。これにより接触部が底部に接触する際、底部に熱が加えられるため、確実に底部を形成することができる。
【0013】
さらに、製袋包装機は、ブラシ機構を備えることが好ましい。ここで、ブラシ機構は、横シール機構の下方、かつ、振動機構の上方に配置され、筒状の包材の両側部に接して、両側部を振動させる。これにより、ブラシ機構が筒状の包材にさらに振動を与えるため、筒状の包材の内部における被包装物の充填率をさらに高めることができる。
【0014】
また、ブラシ機構は、筒状の包材に底部が形成された後であって、かつ、本体部に上シール部が形成される前に、筒状の包材の両側部に接して、両側部を振動させることが好ましい。これにより、筒状の包材の内側表面に付着した被包装物(例えば、シーズニング等)を、筒状の包材の内側表面から落とすことができる。
【発明の効果】
【0015】
本発明に係る製袋包装機は、筒状の包材における被包装物の充填率を上げることができる。
【図面の簡単な説明】
【0016】
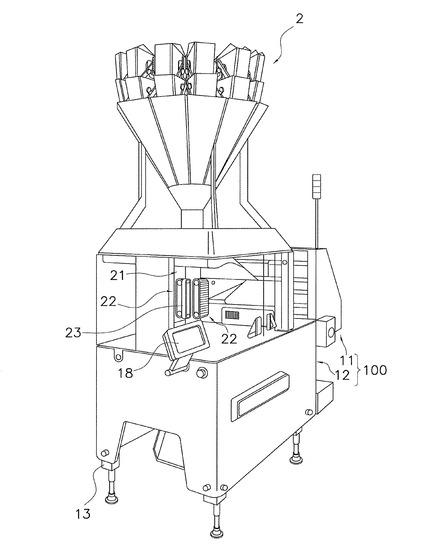
【図1】本発明の一実施形態に係る製袋包装機の外観斜視図である。
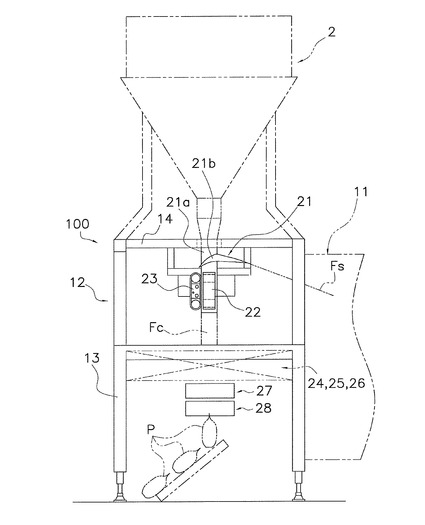
【図2】製袋包装機の主要部分の概略側面図である。
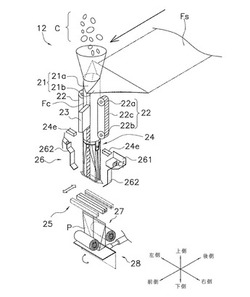
【図3】製袋包装機の主要部分の概略斜視図である。
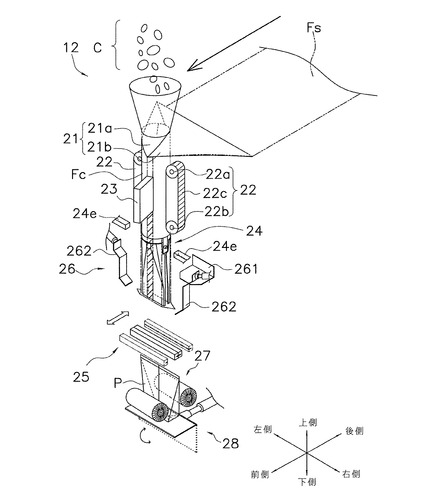
【図4】ガイド機構、底部形成機構、および横シール機構の概略図である。
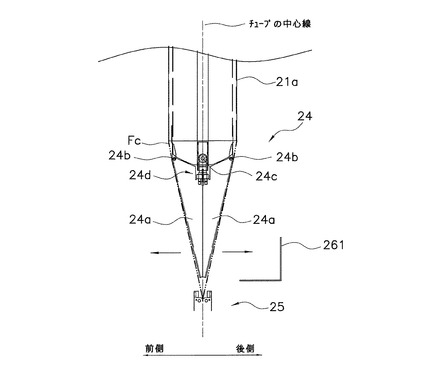
【図5】ガイド機構の下端が閉じた状態を示す側面図である。
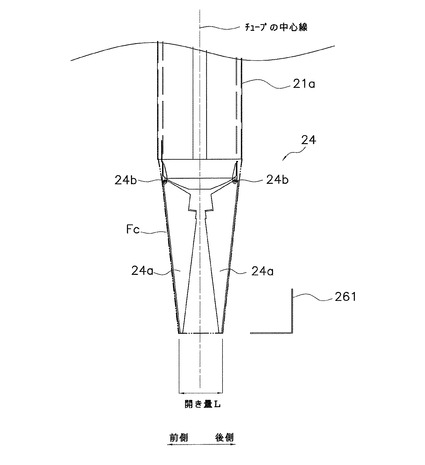
【図6】ガイド機構の下端が開いた状態を示す側面図である。
【図7】ブラシ機構および振動機構の概略図である。
【図8】第1の状態の振動機構の平面図である。
【図9】製袋包装機の制御ブロック図である。
【図10】(a),(b)は、シールジョーの動きを示す図である。
【図11】ガイド機構の動きを示す図である。
【図12】ガイド機構の動きを示す図である。
【図13】第1折り曲げ機構の動きを示す図である。
【図14】(a),(b),(c)は、第2折り曲げ機構の動きを示す図である。
【図15】(a),(b),(c)は、振動機構の動きを示す図である。
【図16】(a)は、製袋包装機で製造される袋の斜視図である。(b)は、底部を示す図である。
【図17】袋下部を示す図である。
【発明を実施するための形態】
【0017】
(1)全体構成
図1および図2に、本発明の一実施形態に係る製袋包装機100の全体構成を示す。製袋包装機100は、物品Cを袋詰めし、袋詰め製品(袋)Pを製造する機械である。製袋包装機100は、主として、物品Cの袋詰めを行う主要部分である製袋包装ユニット12と、製袋包装ユニット12に袋PとなるフィルムFを供給するフィルム供給ユニット11とから構成されている。製袋包装ユニット12で袋詰めされる物品Cは、上方に配置された組み合せ計量ユニット2で計量される。製袋包装ユニット12は、組み合せ計量ユニットから物品Cが供給されるタイミングに併せて、物品Cの袋詰めを行う。
【0018】
製袋包装機100は、また、操作ディスプレイ18を備える。操作ディスプレイ18は、タッチパネルで覆われており、ユーザが製袋包装機100に関する各種設定を行うための入力部としても機能する。
【0019】
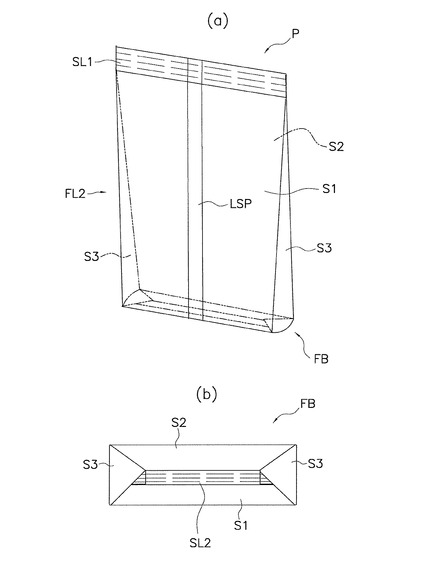
本実施形態に係る製袋包装機100は、フラットボトム型の袋Pを製造する(図16(a)、(b)参照)。図16(a)は、袋Pの斜視図である。図16(b)は、袋Pの底部FBを示す図である。図16(a)に示すように、袋Pは、上シール部SL1と、袋本体部FL2とからなる。袋本体部FL2は、縦シール部LSPを有する第1面S1と、第1面S1に対向する面である第2面S2と、第1面S1および第2面S2に挟まれる側面S3,S3と、底部FBとを有する。なお、本実施形態においては、第1面S1および第2面S2と、側面S3,S3との境界には折り目は形成されず、当該境界付近は、滑らかに湾曲している。言い換えると、袋Pには、ガゼットは形成されない。底部FBは、図16(b)に示すように、第1面S1、第2面S2、および側面S3,S3の一部と、下シール部SL2とにより形成される。
【0020】
製袋包装機100では、フィルム供給ユニットから供給されるシート状フィルムFsを後述する縦シール機構23により縦シールして筒状フィルムFcを形成する。その後、製袋包装機100は、後述する横シール機構25により筒状フィルムFcに下シール部SL2を形成し、さらに、底部形成機構26により筒状フィルムFcに底部FBを形成する。製袋包装機100は、さらに、横シール機構25により筒状フィルムFcに上シール部SL1を形成し袋Pを製造していく。
【0021】
(2)各ユニットの構成
次に、製袋包装機100に含まれるユニットの構成について説明する。
【0022】
(2−1)フィルム供給ユニット
フィルム供給ユニット11は、後述する製袋包装ユニット12の成形機構21に向けてシート状のフィルムFsを供給するユニットである。図1に示すように、フィルム供給ユニット11は、製袋包装ユニット12に隣接して設けられる。フィルム供給ユニット11にはシート状のフィルムFsが巻かれたフィルムロールがセットされている。フィルムFsは、当該フィルムロールから繰り出され、成形機構21に供給される。
【0023】
(2−2)製袋包装ユニット
製袋包装ユニット12は、フィルム供給ユニット11から送られてくるシート状のフィルムFsを筒状に成形しながら物品Cを充填して製品Pを製造していく。
【0024】
製袋包装ユニット12は、図1から図3に示すように、主として、成形機構21と、プルダウンベルト機構22と、縦シール機構23と、ガイド機構24と、横シール機構25と、底部形成機構26と、ブラシ機構27と、振動機構28と、これらの機構を支える支持フレーム13とから構成されている。また、製袋包装ユニット12は、上記各機構の駆動部を制御するための制御部30と、制御部30によって実行されるプログラム等を記憶する記憶部29とを有する。
【0025】
(2−2−1)成形機構
成形機構21は、上述のフィルム供給ユニットから送られてきたシート状のフィルムFsを筒状に成形する。成形機構21は、図2および図3に示すように、チューブ21aと、フォーマ21bとを有している。
【0026】
チューブ21aは、縦方向に延びる筒状の部材であり、上下端に開口を有する。チューブ21aは、支持フレーム13の天板14の中央開口部分に配置され、図示しないブラケットを介して後述するフォーマ21bと一体にされている。チューブ21aの上端の開口は漏斗形状になっている。組合せ計量機(図1参照)で計量された物品は、図3に示すように、漏斗形状の開口から投入され、チューブ21aの内部を通過して落下する。
【0027】
フォーマ21bは、チューブ21aを取り囲むように配置されている。フォーマ21bの形状は、フィルム供給ユニットから送られてきたシート状のフィルムFsが、フォーマ21bとチューブ21aとの隙間を通るときに、筒状に成形されるような形状とされている。フォーマ21bもまた、図示しない支持機構282材を介して支持フレーム13に固定されている。
【0028】
(2−2−2)プルダウンベルト機構
プルダウンベルト機構22,22は、支持フレーム13の天板14から吊り下げられているサポート部材(図示せず)に支持されている。プルダウンベルト機構22,22は、図3に示すように、チューブ21aを挟んで左右対称に配置されている。プルダウンベルト機構22は、チューブ21aの上下方向に沿って伸びる。プルダウンベルト機構22は、チューブ21aに巻きつけられた筒状フィルムFcを吸着しながら下方に搬送する。プルダウンベルト機構22は、駆動ローラ22a、従動ローラ22b、吸着機能を有するベルト22cなどから構成されている。
【0029】
(2−2−3)縦シール機構
縦シール機構23も、上述のプルダウンベルト機構22,22と同様に、支持フレーム13の天板14から吊り下げられているサポート部材(図示せず)に支持されており、チューブ21aに沿って上下方向に延びる。
【0030】
縦シール機構23は、図3に示すように、チューブ21aに巻き付けられた筒状フィルムFcの重なり合う部分を、一定の加圧力でチューブ21aに押しつけながら加熱して縦にシールする機構である。縦シール機構23は、主として、ヒーターと、ヒーターベルトとを有する。ヒーターベルトは、ヒーターにより加熱され、筒状フィルムFcの重なり合わされた部分に接触する。
【0031】
(2−2−4)ガイド機構
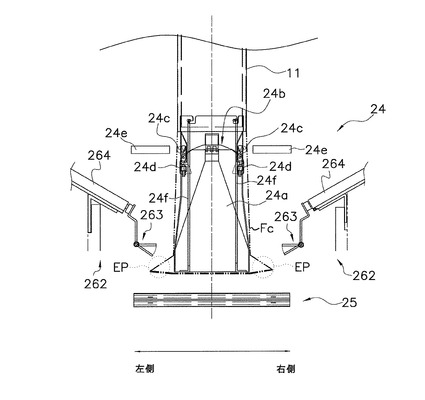
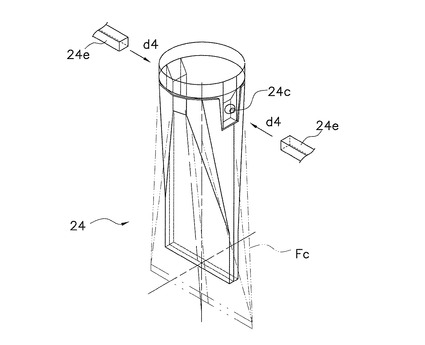
ガイド機構24は、図3に示すように、チューブ21aの下端に取り付けられている。また、ガイド機構24は、横シール機構25の上方に配置されている。ガイド機構24は、横シール機構25によって筒状フィルムFcに下シール部SL2が形成された後、筒状フィルムFcを、筒状フィルムFcの内側から奥行方向に押し広げる。奥行き方向とは、筒状フィルムFcの搬送方向および幅方向に交差する方向である。
【0032】
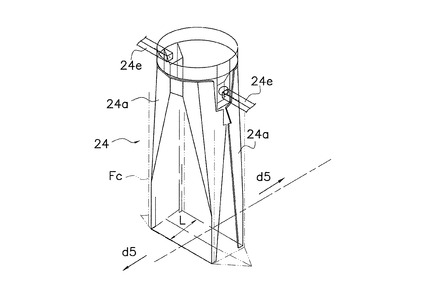
ガイド機構24は、図4および図5に示すように、主として、ガイド部材24aと、回動機構24bと、押圧部24cと、伝達機構24dと、押圧機構24eと、L字型部材24fとを備えている。
【0033】
(a)ガイド部材
ガイド部材24aは、筒状フィルムFcに接して、筒状フィルムFcの下端部の形状を変形させる部材である。ガイド部材24aは、チューブ21aの下端に取り付けられる。ガイド部材24aは、後述する回動機構24bを回動軸として、回動可能な下端を有している。ガイド部材24aの下端は、互いに反対方向に回動する(図5および図6参照)。
【0034】
(b)回動機構
回動機構24bは、図5および図6に示すように、チューブ21aの中心線を基準に、ガイド部材24aの下端を前側または後側に回動可能にする機構である。具体的に、回動機構24bは、ガイド部材24aの幅方向に沿って配置されており、ガイド部材24aの回動軸を構成する。
【0035】
(c)押圧部
押圧部24cは、ガイド部材24aの幅方向両端側に配置されている。押圧部24cは、後述する押圧機構24eによって押圧されることにより、後述する伝達機構24dを動作させる。
【0036】
(d)伝達機構
伝達機構24dは、押圧部24cに作用した押圧力をガイド部材24aに伝達し、ガイド部材24aの下端を、チューブ21aの中心線を基準に、前側または後側に回動させる。すなわち、伝達機構24dは、押圧力をガイド部材24aに伝達し、ガイド部材24aの下端を前側または後側に回動させることで、筒状フィルムFcの下端を、内側から外側に向かって押し広げさせる。
【0037】
(e)押圧機構
押圧機構24eは、押圧部24cを押圧する機構である。押圧機構24eは、例えば、往復動アクチュエータの一種であるエアシリンダ等により構成されている。押圧機構24eは、図示しないスピードコントローラによりコントロールされる。押圧機構24eが押圧部24cに力を加えていない場合には、図5に示すように、ガイド部材24aの下端は、自重により、チューブ21aの中心線に向かって真っ直ぐ下を向いた状態となる。一方、押圧機構24eが押圧部24cに力を加えた場合には、図6に示すように、ガイド部材24aの下端が開いた状態となる。ガイド部材24aの開き量Lによって、袋Pの奥行寸法を調整される。
【0038】
(f)L字型部材
L字型部材24fは、図4に示すように、ガイド部材24aの内側に設けられる。L字型部材24fは、ガイド部材24aの上下方向に伸びている。また、L字型部材24fは、下流側の先端部がL字型である。L字型の先端部は、ガイド部材24aの幅方向両端側に向いて伸びている。L字型の先端部は、後述する底部形成機構26によって筒状フィルムFcに底部FBが形成される際、押し曲げ部材263の上方向の回動の停止位置を定める。
【0039】
(2−2−5)横シール機構
横シール機構25は、筒状フィルムFcを、筒状フィルムFcの幅方向(横方向)にシールして、上シール部および下シール部を形成する機構である。横シール機構25は、図3に示すように、成形機構21、プルダウンベルト機構22、縦シール機構23、およびガイド機構24の下方に配置されている。横シール機構25もまた、支持フレーム13によって支持されている。
【0040】
横シール機構25は、主として、ヒーターを内蔵する一対のシールジョー25a,25bからなる。一対のシールジョー25a,25bは、互いに同期を取りながら、チューブ21aを軸として近接したり離反したりする。シールジョー25a,25bは、互いに最も近接する状態において筒状フィルムFcを挟み込む。シールジョー25a,25bによって挟み込まれた筒状フィルムFcの被シール部は、内蔵されたヒーターによって熱シールされる。これにより、袋Pの上シール部SL1および後続の筒状フィルムFcの下シール部SL2が形成される。なお、一方のシールジョー25aには、図示されないカッターが内蔵されており、一回の挟み込み動作により熱シールされた部位の中央がカッターで横方向に切断される。これにより、縦方向に延びる筒状フィルムFcから、袋Pが切り離される。
【0041】
(2−2−6)底部形成機構
底部形成機構26は、筒状フィルムFcに底部FBを形成する機構である。底部形成機構26は、図3および図5等に示すように、成形機構21、プルダウンベルト機構22、縦シール機構23、およびガイド機構24の下方であって、横シール機構25の上方に配置される。
【0042】
底部形成機構26は、主として、第1押し曲げ機構261と、第2押し曲げ機構262とを有する。
【0043】
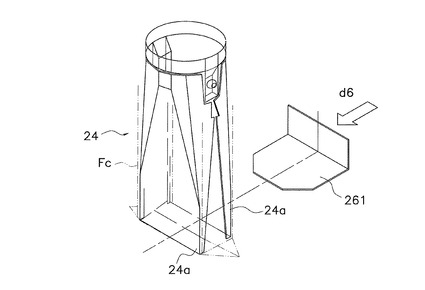
(a)第1押し曲げ機構
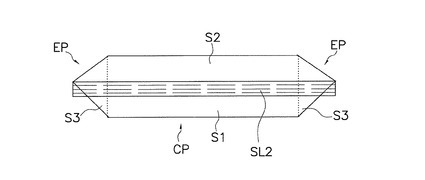
第1押し曲げ機構261は、筒状フィルムFcに袋下部を形成する(図17参照)。袋下部とは、筒状フィルムFcに底部FBが形成される直前の筒状フィルムFcの下端部である。言い換えると、袋下部は、後述する第2押し曲げ機構262によって袋下部の側部EP,EPが折り曲げられる前の状態である。袋下部は、下シール部SL2の長手方向端部を含む第1側部EPおよび第2側部EPと、第1側部EPおよび第2側部EPの間に位置する中央部CPとを有する。
【0044】
第1押し曲げ機構261は、往復動アクチュエータの一種であるエアシリンダ等により構成されており、図示しないスピードコントローラによりコントロールされる。第1押し曲げ機構261は、水平移動して、筒状フィルムFcに対して近接および離反する。具体的には、第1押し曲げ機構261は、ガイド機構24によって筒状フィルムFcの下端部が奥行方向に押し広げられた後、筒状フィルムFcに近接し、下シール部SL2を、下シール部SL2と交差する方向に押し曲げる。これにより、第1押し曲げ機構261は、筒状フィルムFcに袋Pの袋下部を形成する。
【0045】
(b)第2押し曲げ機構
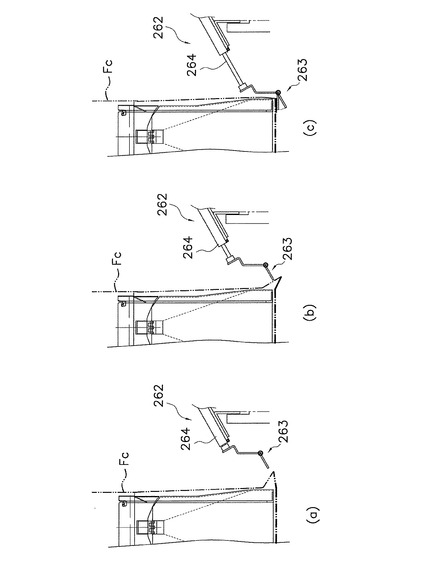
第2押し曲げ機構262は、第1押し曲げ機構261によって形成された袋下部を底部FBへと変形させる機構である(図16(b)参照)。第2押し曲げ機構262もまた、図3および図4等に示すように、横シール機構25の上方に配置される。
【0046】
第2押し曲げ機構262は、押し曲げ部材263を第1の位置から第2の位置まで移動させて袋下部の側部EP,EPを中央部CPに向けて押し曲げる。押し曲げ部材263は、袋下部の側部EP,EPに接する先端部を有する。押し曲げ部材263の先端部は、エアシリンダ264によって、第1の位置から第2の位置に移動させられる。ここで、第1の位置とは、押し曲げ部材263の先端部が袋下部の側部EP,EPから最も離れた位置である。また、第2の位置とは、押し曲げ部材263の先端部が袋下部の側部EP,EPに最も接近する位置である。より具体的には、第2の位置において、押し曲げ部材263の先端部は、袋下部の側部EP,EPに接触する。また、押し曲げ部材263の先端部は、第2の位置で上下に回動可能な構成となっており、押し曲げ部材263の先端部が上方向に回動することにより、袋下部の側部EP,EPと中央部CPとが接触する。具体的には、袋下部の側部EP,EPと中央部CPとは、押し曲げ部材263の先端部表面と、L字型部材24fの先端部表面とに挟み込まれて溶着される。
【0047】
(2−2−7)ブラシ機構
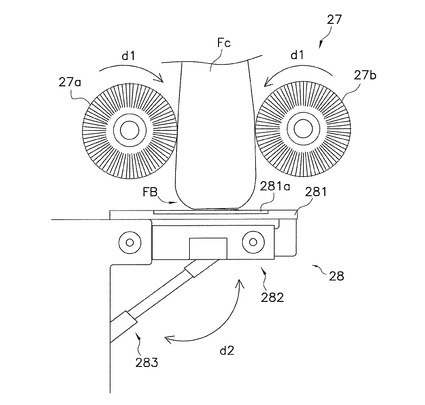
ブラシ機構27は、底部FBが形成された筒状フィルムFcを巻き込んで下流へ排出する。ブラシ機構27は、筒状フィルムFcを巻き込む際、筒状フィルムFc内部の空気の量を調整する機能を有する。また、ブラシ機構27は、筒状フィルムFcを巻き込む際、筒状フィルムFcに振動を与えることにより、筒状フィルムFcの内部でまばらに積み重なった物品C、および、筒状フィルムFcの内部表面に付着したシーズニング等を底部FBへ誘導する機能も有する。ブラシ機構27は、図2および図3等に示すように、横シール機構25の下方であって、後述する振動機構28の上方に配置される。
【0048】
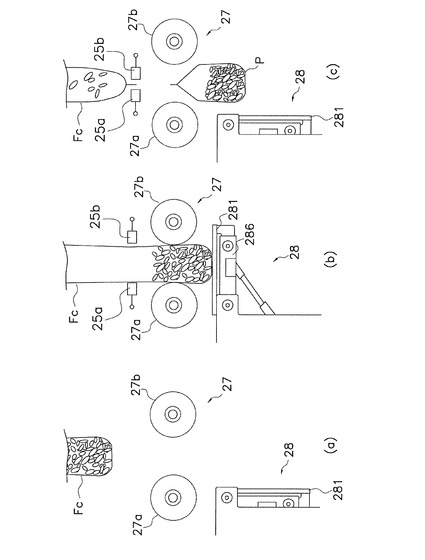
ブラシ機構27は、一対の回転式のブラシ27a,27bによって構成される。ブラシ27a,27bは一定の柔軟性を有する。回転式のブラシ27a,27bは、筒状フィルムFcを挟むように、筒状フィルムFcの前後に配置される。また、回転式のブラシ27a,27bは、筒状フィルムFcの幅方向に延びている。回転式のブラシ27a,27bは、図示しないモーターによって、筒状フィルムFcに向かって常時回転している。具体的には、各回転式のブラシ27a,27bは、図7の矢印d1,d1が示す方向へ回転する。
【0049】
(2−2−8)振動機構
振動機構28は、筒状フィルムFcに形成された底部FBを振動する機構である。振動機構28は、図2、図3および図7等に示すように、横シール機構25およびブラシ機構27等の下方に配置されている。
【0050】
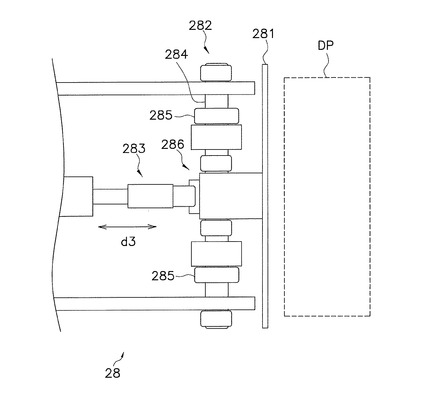
振動機構28は、図7または図8に示すように、主として、接触部281と、支持機構282と、接触部駆動機構283とによって構成されている。
【0051】
(a)接触部
接触部281は、底部に接触する部材である。具体的には、接触部281は、底部の面積よりも大きい面積を有する板状部材である。接触部281は、第1の状態と第2の状態とを有する。第1の状態とは、接触部281の上面が底部から離れた状態である(図16(a)、(c)参照)。具体的には、第1の状態において、接触部281の上面は、鉛直面に近い姿勢を有する。第2の状態とは、接触部281の上面が底部に接した状態である(図16(b)参照)。具体的には、第2の状態において、接触部281の上面は、水平面に近い姿勢を有する。接触部281が第1の状態のとき、袋の落下経路DPは確保されている。また、接触部281が第2の状態のとき、袋の落下経路DPは、接触部281によって遮断されている。
【0052】
接触部281は、後述する支持機構282に支持されている。接触部281は、後述する接触部駆動機構283によって回転軸284が回転することにより、第1の状態と第2の状態とを切り替える。なお、接触部281には、ヒーター281aが内蔵されている。ヒーター281aは、接触部281が第2の状態のとき、底部FBに熱を加える。
【0053】
(b)支持機構
支持機構282は、接触部281を支持する部材である。支持機構282は、主として、回転軸284と、偏心モーター285と、連結機構286とを含む。
【0054】
(b−1)回転軸
回転軸284は、後述する接触部駆動機構283が駆動することにより回転する。回転軸284は、連結機構286を介して接触部281と連結されている。したがって、回転軸284が回転することにより、接触部281は第1の状態と第2の状態とを切り替える。
【0055】
(b−2)偏心モーター
偏心モーター285は、回転軸284に複数取り付けられている。偏心モーター285が駆動することにより、連結機構286を介して接触部281に振動が与えられる。
【0056】
(b−3)連結機構
連結機構286は、接触部駆動機構283によって回転する回転軸284の動きと、偏心モーター285によって発生する振動とを、接触部281に伝えるための機構である。具体的に、連結機構286は、接触部281の第1端部および第1端部の対向位置にある接触部281の第2端部とそれぞれ異なる態様で連結されている。
【0057】
連結機構286は、接触部281が回転軸284に対して回動可能になるように、接触部281の第1端部と回転軸284とを連結する。これにより、接触部駆動機構283によって回転軸284が回転すると、接触部281が第1の状態と第2の状態とを切り替える。また、偏心モーター285によって振動が発生すると、振動は連結機構286を伝って接触部281に与えられる。
【0058】
また、連結機構286は、接触部281の第2端部が若干稼動可能になるように、接触部281の第2端部と連結されている。これにより、連結機構286は、偏心モーター285によって発生した振動が、第2端部に伝わりやすい構成となっている。
【0059】
(c)接触部駆動機構
接触部駆動機構283は、上述したように、連結機構286に連結されている。接触部駆動機構283は、往復動アクチュエータの一種であるエアシリンダ等により構成されている。接触部駆動機構283は、図8の矢印d3方向に駆動する。接触部駆動機構283が矢印d3方向に駆動することにより、接触部281は第1の状態と第2の状態とを切り替える。
【0060】
(2−2−9)記憶部
記憶部29は、ROM、RAM、およびハードディスク等から構成されている。記憶部29は、制御部30によって実行される各種プログラムおよび制御部30によって各機構を駆動するために必要な情報を記憶する。
【0061】
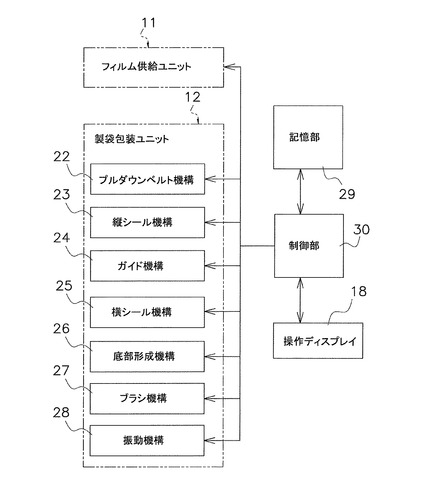
(2−2−10)制御部
制御部30は、図9に示すように、フィルム供給ユニット11、プルダウンベルト機構22、縦シール機構23、ガイド機構24、横シール機構25、底部形成機構26、ブラシ機構27、振動機構28、操作ディスプレイ18等と接続されている。制御部30は、記憶部29に記憶された各種情報に基づいて、各ユニットおよび機構の駆動部を制御する。
【0062】
(3)製袋包装機の動作
(3−1)下シール部が形成されるまでの動作
フィルム供給ユニット11から成形機構21に送られたシート状のフィルムFsは、フォーマ21bからチューブ21aに巻き付けられて筒状に成形される。また、筒状フィルムFcは、プルダウンベルト機構22によって下方に搬送される。筒状フィルムFcは、チューブ21aに巻き付けられた状態において左右両端部が周面上で重ね合わせられた状態となり、重ね合わされた部分が縦シール機構23によって縦にシールされる。縦にシールされた筒状フィルムFcは、チューブ21aを抜けて横シール機構25へと搬送される。また、このとき、筒状フィルムFcの内部には、組合せ計量機からチューブ21aを通って物品Cが落下してくる。
【0063】
横シール機構25は、筒状フィルムFc内に物品Cが存在する状態で、シールジョーを水平移動させ、筒状フィルムFcを横シールする(図10(a)、(b))。これにより、袋Pの袋下部を構成する下シール部SL2が形成されるとともに、先行する袋Pの上シール部SL1を形成する。また、横シール動作と同時に、シールジョーに内蔵されているカッターによって、先行する袋Pと後続の袋P(筒状フィルムFc)とが切り離される。
【0064】
(3−2)底部が形成されるまでの動作
横シール機構25が筒状フィルムFcに下シール部SL2を形成すると、ガイド機構24が、筒状フィルムFcの内側から奥行方向(筒状フィルムFcの搬送方向および幅方向に交差する方向)に、筒状フィルムFcを押し広げる。具体的には、押圧機構24eが、矢印d4,d4方向に移動して押圧部24cに接近し(図11参照)、その後、押圧機構24eが押圧部24cを押圧する。すると、押圧部24cに作用した押圧力が、伝達機構24dによってガイド部材24aに伝達される。これにより、ガイド部材24aによって筒状フィルムFcの下端(下シール部SL2が形成された一端)が、内側から奥行方向(矢印d5,d5)に押し広げられる(図12参照)。これにより、袋Pの奥行き寸法Lが決定する。
【0065】
その後、第1押し曲げ機構261が筒状フィルムFcに形成された下シール部SL2を押し曲げる。具体的には、第1押し曲げ機構261は、矢印d6方向に移動して、筒状フィルムFcに接近する。その後、下シール部SL2を、下シール部SL2と交差する方向に押し曲げる(図13参照)。これにより、筒状フィルムFcに袋下部が形成される。
【0066】
次に、第2押し曲げ機構262が袋下部の側部EP,EPを押し曲げる。具体的には、押し曲げ部材263の先端部が第1の位置から第2の位置へと移動して袋下部の側部EP,EPと接触する(図14(a)、(b)参照)。その後、押し曲げ部材263の先端部は、上方向に回動する。このとき、押し曲げ部材263の表面が、袋下部の側部EP,EP等を介して、L字部材の先端部に当接する。これにより、横シール動作によって軟化した下シール部SL2を介して、袋下部の側部EP,EPを中央部CPに溶着させる(図14(c)参照)。
【0067】
(3−3)底部が形成された後の動作
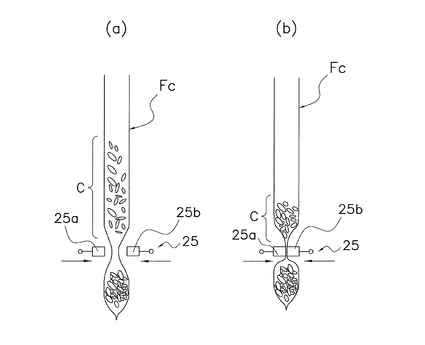
物品Cが袋Pの内部に落下すると、プルダウンベルト機構22によって筒状フィルムFcはさらに下方に搬送される。筒状フィルムFcは、ブラシ機構27によって巻き込まれ、さらに下方へ搬送される。このとき、ブラシ機構27によって与えられる振動により、筒状フィルムFcの内部でまばらに積み重なった物品Cがまとめられ、筒状フィルムFcの内側表面に付着したシーズニングが内側表面から落下する。
【0068】
また、筒状フィルムFcがブラシ機構27に巻き込まれるタイミングで、振動機構28は、接触部281を第1の状態から第2の状態へと切り替える(図15(a)、(b)参照)。すなわち、接触部281によって袋の落下通路を遮断する。
【0069】
筒状フィルムFcは、ブラシ機構27に挟まれた状態で底部FBを接触部281に接触させる。第2の状態の接触部281は、偏心モーター285により振動が加えられる。これにより、接触部281は底部FBを振動させる。
【0070】
その後、横シール機構25が横シール動作を実行し、上シール部SL1を形成する。また、横シール動作と同時に、シールジョーに内蔵されているカッターによって、筒状フィルムFcから袋Pが切り離される。
【0071】
袋Pが筒状フィルムFcから切り離されると、振動機構28は、接触部281材を第2の状態から第1の状態へと切り替える(図15(c)参照)。これにより、袋Pの落下通路が確保される。
【0072】
(4)特徴
(4−1)
上記実施形態に係る製袋包装機100では、底部形成機構26によって底部が形成された後、かつ、横シール機構25によって上シール部が形成される前に、振動機構28が底部を振動させる。振動により、筒状フィルムFcの内部でまばらに積み重なった物品Cが、筒状フィルムFcの下部でまとまるため、物品Cの嵩を小さくすることができ、また、筒状フィルムFcの内部における物品Cの充填率を上げることができる。さらに、振動機構28により底部に与えられる振動により、上シール部における物品Cの噛み込み、特に物品Cに含まれるシーズニング等の噛み込みを防止することができる。
【0073】
(4−2)
また、上記実施形態に係る製袋包装機100では、底部形成機構26は横シール機構25の上方に配置され、振動機構28は横シール機構25の下方に配置される。すなわち、筒状フィルムFcは、上下方向に搬送される。これにより、物品Cの自重により、筒状フィルムFcの内部における物品Cの充填率を一層向上させることができる。
【0074】
(4−3)
また、上記実施形態に係る製袋包装機100では、振動機構28によって底部FBに振動が与えられる。同様の効果を得るために、上シール部SL1が形成される部分の近傍を振動させることも想定しうる。しかし、上記実施形態に係る製袋包装機100は、フラットボトム型の袋Pを製造するため、横シール機構25の上方に底部形成機構26を設置する構成になっている。したがって、省スペースの観点から、振動機構28を横シール機構25の近傍に配置することが困難である。
【0075】
一方、上記実施形態に係る製袋包装機100では、接触部281の状態が第1の状態(底部から離れた状態)と第2の状態(底部に接触する状態)とに切り換えられ、第1の状態で底部FBに振動が加えられる。これにより、袋の落下経路DPで底部FBを振動させることができるため、省スペースを図ることができる。
【0076】
また、振動機構28は、横シール機構25と離れた場所に配置されているため、上シール部SL1の形成を妨げることなく、物品Cの充填率を上げることができる。
【0077】
(4−4)
上記実施形態に係る製袋包装機100では、袋Pの落下のタイミングに併せて接触部281が第1の状態と第2の状態とを切り換える。これにより、袋の落下経路DPを妨げることなく底部FBに振動を与えることができる。
【0078】
(4−5)
さらに、上記実施形態に係る製袋包装機100では、偏心モーター285によって振動を発生させ、当該振動を接触部281に伝えている。すなわち、簡易な構成により底部に振動を与えることができる。
【0079】
(4−6)
また、上記実施形態に係る製袋包装機100では、接触部281にはヒーター281aが内蔵されている。したがって、接触部281は底部FBに振動を与えると同時に、底部FBに熱も与えている。これにより、振動機構28は、底部FBを振動させて充填率を上げると共に、底部FBを確実に形成させる機能も有する。
【0080】
(4−7)
また、上記実施形態に係る製袋包装機100では、振動機構28の上方にブラシ機構27を備えている。ブラシ機構27は、底部FBが形成された筒状フィルムFcを、一対の回転ブラシの間に引き込むことにより、筒状フィルムFcを下流へ搬送すると共に、筒状フィルムFcの側部から振動を与える。これにより、筒状フィルムFcの内部でまばらに積み重なった物品Cを下部へまとめ、さらに、筒状フィルムFcの内側表面に付着したシーズニングを落下させることができる。
【0081】
また、上シール部が形成される前に、ブラシ機構27が筒状フィルムFcに接するため、上シール部におけるシーズニング等の噛み込みも予防することができる。
【0082】
さらに、回転ブラシは柔軟な素材であるため、物品Cの形状に与える影響を低減させることができる。
【0083】
(5)他の実施形態
(5−1)
上記実施形態に係る製袋包装機100では、フラットボトム型の袋Pを製造する際に筒状フィルムFcに形成された底部FBを振動させて物品Cの充填率を向上させた。しかし、製袋包装機100で製造する袋は、他の自立型の袋であってもよい。例えば、製袋包装機100はガゼット型の袋を製造してもよい。
【符号の説明】
【0084】
21 成形機構
22 プルダウンベルト機構
23 縦シール機構
24 ガイド機構
25 横シール機構
26 底部形成機構
27 ブラシ機構
28 振動機構
100 製袋包装機
281 接触部
282 支持機構
283 接触部駆動機構
【先行技術文献】
【特許文献】
【0085】
【特許文献1】特開2000−25721号公報
【技術分野】
【0001】
本発明は、製袋包装機に関する。
【背景技術】
【0002】
従来、帯状の包材から袋を製造する途中で、製造途中の袋の内部に菓子類などの被包装物を充填して製袋包装する装置として、製袋包装機が用いられている。ここで、袋に充填される被包装物がポテトチップスのように比重の小さい物品の集合体であった場合、袋に充填された多数の物品は、袋内でまばらに溜まっていく。すなわち、袋の中の各物品が大きく隙間をあけて重なり合っていく。そのため、製造途中の袋の内部に充填できる被包装物の量が少なくなり不都合である。
【0003】
そこで、例えば、特許文献1(特開2000−25721号公報)に示すように、筒状の包材の側面に設けられた押圧部材で筒状の包材の側面を押圧することにより被包装物の嵩を調整する方法を採用し、筒状の包材に溜まったまばらな物品を一箇所に押し寄せることが考えられる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記方法では、押圧部材の材質や圧力の大きさによっては、被包装物を構成する各物品の形状に影響を与える可能性がある。
【0005】
本発明の課題は、筒状の包材における被包装物の充填率を上げることができる製袋包装機を提供することにある。
【課題を解決するための手段】
【0006】
本発明に係る製袋包装機は、本体部と、上シール部および下シール部とを有する袋を製造する製袋包装機であって、横シール機構と、底部形成機構と振動機構とを備える。本体部は、被包装物を囲う。上シール部および下シール部は、本体部の上下に形成される。横シール機構は、筒状の包材を横方向に熱シールし、上シール部および下シール部を形成する。底部形成機構は、下シール部と本体部の一部とによって筒状の包材に底部を形成する。振動機構は、底部形成機構によって底部が形成された後、かつ、横シール機構によって上シール部が形成される前に、袋の落下経路において底部を振動させる。
【0007】
本発明に係る製袋包装機では、筒状の包材に底部が形成された後、かつ、筒状の包材に上シール部が形成される前に、底部に振動が加えられる。これにより、筒状の包材における被包装物の充填率を上げることができる。
【0008】
また、底部形成機構は、横シール機構の上方に配置され、振動機構は、横シール機構の下方に配置されることが好ましい。被包装物には自重がかかるため、筒状の包材の内部における被包装物の充填率を一層高めることができる。
【0009】
さらに、振動機構は、底部に接触する接触部を有することが好ましい。ここで、接触部は、第1の状態と第2の状態とに切り替わり、接触部が第2の状態で底部を振動することが好ましい。第1の状態とは、底部から離れた状態である。第2の状態とは、底部に接触する状態である。これにより、上シール部の形成を妨げることなく底部に振動を与えることができる。
【0010】
また、接触部は、板状部材であって、振動機構は、支持機構と駆動部とをさらに有することが好ましい。ここで、支持機構は、接触部を遥動可能に支持する。駆動部は、支持機構に連結され、支持機構の第1端を軸に接触部を遥動させ、接触部の傾きを、鉛直面に近い姿勢である第1の状態から、水平面に近い姿勢である第2の状態に変化させる。また、駆動部によって接触部を第2の状態から第1の状態に変化させることにより、袋の落下経路DPは確保される。接触部の姿勢を袋の落下のタイミングに併せて変化させることにより、袋の落下を妨げずに底部を振動することができる。
【0011】
さらに、支持機構は、偏心モーターを含み、接触部が第1の状態のとき偏心モーターによって接触部が振動されることが好ましい。これにより、簡易な構成により底部に振動を与えることができる。
【0012】
また、接触部が第2の状態の時に底部を熱するヒーターをさらに備えることが好ましい。これにより接触部が底部に接触する際、底部に熱が加えられるため、確実に底部を形成することができる。
【0013】
さらに、製袋包装機は、ブラシ機構を備えることが好ましい。ここで、ブラシ機構は、横シール機構の下方、かつ、振動機構の上方に配置され、筒状の包材の両側部に接して、両側部を振動させる。これにより、ブラシ機構が筒状の包材にさらに振動を与えるため、筒状の包材の内部における被包装物の充填率をさらに高めることができる。
【0014】
また、ブラシ機構は、筒状の包材に底部が形成された後であって、かつ、本体部に上シール部が形成される前に、筒状の包材の両側部に接して、両側部を振動させることが好ましい。これにより、筒状の包材の内側表面に付着した被包装物(例えば、シーズニング等)を、筒状の包材の内側表面から落とすことができる。
【発明の効果】
【0015】
本発明に係る製袋包装機は、筒状の包材における被包装物の充填率を上げることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施形態に係る製袋包装機の外観斜視図である。
【図2】製袋包装機の主要部分の概略側面図である。
【図3】製袋包装機の主要部分の概略斜視図である。
【図4】ガイド機構、底部形成機構、および横シール機構の概略図である。
【図5】ガイド機構の下端が閉じた状態を示す側面図である。
【図6】ガイド機構の下端が開いた状態を示す側面図である。
【図7】ブラシ機構および振動機構の概略図である。
【図8】第1の状態の振動機構の平面図である。
【図9】製袋包装機の制御ブロック図である。
【図10】(a),(b)は、シールジョーの動きを示す図である。
【図11】ガイド機構の動きを示す図である。
【図12】ガイド機構の動きを示す図である。
【図13】第1折り曲げ機構の動きを示す図である。
【図14】(a),(b),(c)は、第2折り曲げ機構の動きを示す図である。
【図15】(a),(b),(c)は、振動機構の動きを示す図である。
【図16】(a)は、製袋包装機で製造される袋の斜視図である。(b)は、底部を示す図である。
【図17】袋下部を示す図である。
【発明を実施するための形態】
【0017】
(1)全体構成
図1および図2に、本発明の一実施形態に係る製袋包装機100の全体構成を示す。製袋包装機100は、物品Cを袋詰めし、袋詰め製品(袋)Pを製造する機械である。製袋包装機100は、主として、物品Cの袋詰めを行う主要部分である製袋包装ユニット12と、製袋包装ユニット12に袋PとなるフィルムFを供給するフィルム供給ユニット11とから構成されている。製袋包装ユニット12で袋詰めされる物品Cは、上方に配置された組み合せ計量ユニット2で計量される。製袋包装ユニット12は、組み合せ計量ユニットから物品Cが供給されるタイミングに併せて、物品Cの袋詰めを行う。
【0018】
製袋包装機100は、また、操作ディスプレイ18を備える。操作ディスプレイ18は、タッチパネルで覆われており、ユーザが製袋包装機100に関する各種設定を行うための入力部としても機能する。
【0019】
本実施形態に係る製袋包装機100は、フラットボトム型の袋Pを製造する(図16(a)、(b)参照)。図16(a)は、袋Pの斜視図である。図16(b)は、袋Pの底部FBを示す図である。図16(a)に示すように、袋Pは、上シール部SL1と、袋本体部FL2とからなる。袋本体部FL2は、縦シール部LSPを有する第1面S1と、第1面S1に対向する面である第2面S2と、第1面S1および第2面S2に挟まれる側面S3,S3と、底部FBとを有する。なお、本実施形態においては、第1面S1および第2面S2と、側面S3,S3との境界には折り目は形成されず、当該境界付近は、滑らかに湾曲している。言い換えると、袋Pには、ガゼットは形成されない。底部FBは、図16(b)に示すように、第1面S1、第2面S2、および側面S3,S3の一部と、下シール部SL2とにより形成される。
【0020】
製袋包装機100では、フィルム供給ユニットから供給されるシート状フィルムFsを後述する縦シール機構23により縦シールして筒状フィルムFcを形成する。その後、製袋包装機100は、後述する横シール機構25により筒状フィルムFcに下シール部SL2を形成し、さらに、底部形成機構26により筒状フィルムFcに底部FBを形成する。製袋包装機100は、さらに、横シール機構25により筒状フィルムFcに上シール部SL1を形成し袋Pを製造していく。
【0021】
(2)各ユニットの構成
次に、製袋包装機100に含まれるユニットの構成について説明する。
【0022】
(2−1)フィルム供給ユニット
フィルム供給ユニット11は、後述する製袋包装ユニット12の成形機構21に向けてシート状のフィルムFsを供給するユニットである。図1に示すように、フィルム供給ユニット11は、製袋包装ユニット12に隣接して設けられる。フィルム供給ユニット11にはシート状のフィルムFsが巻かれたフィルムロールがセットされている。フィルムFsは、当該フィルムロールから繰り出され、成形機構21に供給される。
【0023】
(2−2)製袋包装ユニット
製袋包装ユニット12は、フィルム供給ユニット11から送られてくるシート状のフィルムFsを筒状に成形しながら物品Cを充填して製品Pを製造していく。
【0024】
製袋包装ユニット12は、図1から図3に示すように、主として、成形機構21と、プルダウンベルト機構22と、縦シール機構23と、ガイド機構24と、横シール機構25と、底部形成機構26と、ブラシ機構27と、振動機構28と、これらの機構を支える支持フレーム13とから構成されている。また、製袋包装ユニット12は、上記各機構の駆動部を制御するための制御部30と、制御部30によって実行されるプログラム等を記憶する記憶部29とを有する。
【0025】
(2−2−1)成形機構
成形機構21は、上述のフィルム供給ユニットから送られてきたシート状のフィルムFsを筒状に成形する。成形機構21は、図2および図3に示すように、チューブ21aと、フォーマ21bとを有している。
【0026】
チューブ21aは、縦方向に延びる筒状の部材であり、上下端に開口を有する。チューブ21aは、支持フレーム13の天板14の中央開口部分に配置され、図示しないブラケットを介して後述するフォーマ21bと一体にされている。チューブ21aの上端の開口は漏斗形状になっている。組合せ計量機(図1参照)で計量された物品は、図3に示すように、漏斗形状の開口から投入され、チューブ21aの内部を通過して落下する。
【0027】
フォーマ21bは、チューブ21aを取り囲むように配置されている。フォーマ21bの形状は、フィルム供給ユニットから送られてきたシート状のフィルムFsが、フォーマ21bとチューブ21aとの隙間を通るときに、筒状に成形されるような形状とされている。フォーマ21bもまた、図示しない支持機構282材を介して支持フレーム13に固定されている。
【0028】
(2−2−2)プルダウンベルト機構
プルダウンベルト機構22,22は、支持フレーム13の天板14から吊り下げられているサポート部材(図示せず)に支持されている。プルダウンベルト機構22,22は、図3に示すように、チューブ21aを挟んで左右対称に配置されている。プルダウンベルト機構22は、チューブ21aの上下方向に沿って伸びる。プルダウンベルト機構22は、チューブ21aに巻きつけられた筒状フィルムFcを吸着しながら下方に搬送する。プルダウンベルト機構22は、駆動ローラ22a、従動ローラ22b、吸着機能を有するベルト22cなどから構成されている。
【0029】
(2−2−3)縦シール機構
縦シール機構23も、上述のプルダウンベルト機構22,22と同様に、支持フレーム13の天板14から吊り下げられているサポート部材(図示せず)に支持されており、チューブ21aに沿って上下方向に延びる。
【0030】
縦シール機構23は、図3に示すように、チューブ21aに巻き付けられた筒状フィルムFcの重なり合う部分を、一定の加圧力でチューブ21aに押しつけながら加熱して縦にシールする機構である。縦シール機構23は、主として、ヒーターと、ヒーターベルトとを有する。ヒーターベルトは、ヒーターにより加熱され、筒状フィルムFcの重なり合わされた部分に接触する。
【0031】
(2−2−4)ガイド機構
ガイド機構24は、図3に示すように、チューブ21aの下端に取り付けられている。また、ガイド機構24は、横シール機構25の上方に配置されている。ガイド機構24は、横シール機構25によって筒状フィルムFcに下シール部SL2が形成された後、筒状フィルムFcを、筒状フィルムFcの内側から奥行方向に押し広げる。奥行き方向とは、筒状フィルムFcの搬送方向および幅方向に交差する方向である。
【0032】
ガイド機構24は、図4および図5に示すように、主として、ガイド部材24aと、回動機構24bと、押圧部24cと、伝達機構24dと、押圧機構24eと、L字型部材24fとを備えている。
【0033】
(a)ガイド部材
ガイド部材24aは、筒状フィルムFcに接して、筒状フィルムFcの下端部の形状を変形させる部材である。ガイド部材24aは、チューブ21aの下端に取り付けられる。ガイド部材24aは、後述する回動機構24bを回動軸として、回動可能な下端を有している。ガイド部材24aの下端は、互いに反対方向に回動する(図5および図6参照)。
【0034】
(b)回動機構
回動機構24bは、図5および図6に示すように、チューブ21aの中心線を基準に、ガイド部材24aの下端を前側または後側に回動可能にする機構である。具体的に、回動機構24bは、ガイド部材24aの幅方向に沿って配置されており、ガイド部材24aの回動軸を構成する。
【0035】
(c)押圧部
押圧部24cは、ガイド部材24aの幅方向両端側に配置されている。押圧部24cは、後述する押圧機構24eによって押圧されることにより、後述する伝達機構24dを動作させる。
【0036】
(d)伝達機構
伝達機構24dは、押圧部24cに作用した押圧力をガイド部材24aに伝達し、ガイド部材24aの下端を、チューブ21aの中心線を基準に、前側または後側に回動させる。すなわち、伝達機構24dは、押圧力をガイド部材24aに伝達し、ガイド部材24aの下端を前側または後側に回動させることで、筒状フィルムFcの下端を、内側から外側に向かって押し広げさせる。
【0037】
(e)押圧機構
押圧機構24eは、押圧部24cを押圧する機構である。押圧機構24eは、例えば、往復動アクチュエータの一種であるエアシリンダ等により構成されている。押圧機構24eは、図示しないスピードコントローラによりコントロールされる。押圧機構24eが押圧部24cに力を加えていない場合には、図5に示すように、ガイド部材24aの下端は、自重により、チューブ21aの中心線に向かって真っ直ぐ下を向いた状態となる。一方、押圧機構24eが押圧部24cに力を加えた場合には、図6に示すように、ガイド部材24aの下端が開いた状態となる。ガイド部材24aの開き量Lによって、袋Pの奥行寸法を調整される。
【0038】
(f)L字型部材
L字型部材24fは、図4に示すように、ガイド部材24aの内側に設けられる。L字型部材24fは、ガイド部材24aの上下方向に伸びている。また、L字型部材24fは、下流側の先端部がL字型である。L字型の先端部は、ガイド部材24aの幅方向両端側に向いて伸びている。L字型の先端部は、後述する底部形成機構26によって筒状フィルムFcに底部FBが形成される際、押し曲げ部材263の上方向の回動の停止位置を定める。
【0039】
(2−2−5)横シール機構
横シール機構25は、筒状フィルムFcを、筒状フィルムFcの幅方向(横方向)にシールして、上シール部および下シール部を形成する機構である。横シール機構25は、図3に示すように、成形機構21、プルダウンベルト機構22、縦シール機構23、およびガイド機構24の下方に配置されている。横シール機構25もまた、支持フレーム13によって支持されている。
【0040】
横シール機構25は、主として、ヒーターを内蔵する一対のシールジョー25a,25bからなる。一対のシールジョー25a,25bは、互いに同期を取りながら、チューブ21aを軸として近接したり離反したりする。シールジョー25a,25bは、互いに最も近接する状態において筒状フィルムFcを挟み込む。シールジョー25a,25bによって挟み込まれた筒状フィルムFcの被シール部は、内蔵されたヒーターによって熱シールされる。これにより、袋Pの上シール部SL1および後続の筒状フィルムFcの下シール部SL2が形成される。なお、一方のシールジョー25aには、図示されないカッターが内蔵されており、一回の挟み込み動作により熱シールされた部位の中央がカッターで横方向に切断される。これにより、縦方向に延びる筒状フィルムFcから、袋Pが切り離される。
【0041】
(2−2−6)底部形成機構
底部形成機構26は、筒状フィルムFcに底部FBを形成する機構である。底部形成機構26は、図3および図5等に示すように、成形機構21、プルダウンベルト機構22、縦シール機構23、およびガイド機構24の下方であって、横シール機構25の上方に配置される。
【0042】
底部形成機構26は、主として、第1押し曲げ機構261と、第2押し曲げ機構262とを有する。
【0043】
(a)第1押し曲げ機構
第1押し曲げ機構261は、筒状フィルムFcに袋下部を形成する(図17参照)。袋下部とは、筒状フィルムFcに底部FBが形成される直前の筒状フィルムFcの下端部である。言い換えると、袋下部は、後述する第2押し曲げ機構262によって袋下部の側部EP,EPが折り曲げられる前の状態である。袋下部は、下シール部SL2の長手方向端部を含む第1側部EPおよび第2側部EPと、第1側部EPおよび第2側部EPの間に位置する中央部CPとを有する。
【0044】
第1押し曲げ機構261は、往復動アクチュエータの一種であるエアシリンダ等により構成されており、図示しないスピードコントローラによりコントロールされる。第1押し曲げ機構261は、水平移動して、筒状フィルムFcに対して近接および離反する。具体的には、第1押し曲げ機構261は、ガイド機構24によって筒状フィルムFcの下端部が奥行方向に押し広げられた後、筒状フィルムFcに近接し、下シール部SL2を、下シール部SL2と交差する方向に押し曲げる。これにより、第1押し曲げ機構261は、筒状フィルムFcに袋Pの袋下部を形成する。
【0045】
(b)第2押し曲げ機構
第2押し曲げ機構262は、第1押し曲げ機構261によって形成された袋下部を底部FBへと変形させる機構である(図16(b)参照)。第2押し曲げ機構262もまた、図3および図4等に示すように、横シール機構25の上方に配置される。
【0046】
第2押し曲げ機構262は、押し曲げ部材263を第1の位置から第2の位置まで移動させて袋下部の側部EP,EPを中央部CPに向けて押し曲げる。押し曲げ部材263は、袋下部の側部EP,EPに接する先端部を有する。押し曲げ部材263の先端部は、エアシリンダ264によって、第1の位置から第2の位置に移動させられる。ここで、第1の位置とは、押し曲げ部材263の先端部が袋下部の側部EP,EPから最も離れた位置である。また、第2の位置とは、押し曲げ部材263の先端部が袋下部の側部EP,EPに最も接近する位置である。より具体的には、第2の位置において、押し曲げ部材263の先端部は、袋下部の側部EP,EPに接触する。また、押し曲げ部材263の先端部は、第2の位置で上下に回動可能な構成となっており、押し曲げ部材263の先端部が上方向に回動することにより、袋下部の側部EP,EPと中央部CPとが接触する。具体的には、袋下部の側部EP,EPと中央部CPとは、押し曲げ部材263の先端部表面と、L字型部材24fの先端部表面とに挟み込まれて溶着される。
【0047】
(2−2−7)ブラシ機構
ブラシ機構27は、底部FBが形成された筒状フィルムFcを巻き込んで下流へ排出する。ブラシ機構27は、筒状フィルムFcを巻き込む際、筒状フィルムFc内部の空気の量を調整する機能を有する。また、ブラシ機構27は、筒状フィルムFcを巻き込む際、筒状フィルムFcに振動を与えることにより、筒状フィルムFcの内部でまばらに積み重なった物品C、および、筒状フィルムFcの内部表面に付着したシーズニング等を底部FBへ誘導する機能も有する。ブラシ機構27は、図2および図3等に示すように、横シール機構25の下方であって、後述する振動機構28の上方に配置される。
【0048】
ブラシ機構27は、一対の回転式のブラシ27a,27bによって構成される。ブラシ27a,27bは一定の柔軟性を有する。回転式のブラシ27a,27bは、筒状フィルムFcを挟むように、筒状フィルムFcの前後に配置される。また、回転式のブラシ27a,27bは、筒状フィルムFcの幅方向に延びている。回転式のブラシ27a,27bは、図示しないモーターによって、筒状フィルムFcに向かって常時回転している。具体的には、各回転式のブラシ27a,27bは、図7の矢印d1,d1が示す方向へ回転する。
【0049】
(2−2−8)振動機構
振動機構28は、筒状フィルムFcに形成された底部FBを振動する機構である。振動機構28は、図2、図3および図7等に示すように、横シール機構25およびブラシ機構27等の下方に配置されている。
【0050】
振動機構28は、図7または図8に示すように、主として、接触部281と、支持機構282と、接触部駆動機構283とによって構成されている。
【0051】
(a)接触部
接触部281は、底部に接触する部材である。具体的には、接触部281は、底部の面積よりも大きい面積を有する板状部材である。接触部281は、第1の状態と第2の状態とを有する。第1の状態とは、接触部281の上面が底部から離れた状態である(図16(a)、(c)参照)。具体的には、第1の状態において、接触部281の上面は、鉛直面に近い姿勢を有する。第2の状態とは、接触部281の上面が底部に接した状態である(図16(b)参照)。具体的には、第2の状態において、接触部281の上面は、水平面に近い姿勢を有する。接触部281が第1の状態のとき、袋の落下経路DPは確保されている。また、接触部281が第2の状態のとき、袋の落下経路DPは、接触部281によって遮断されている。
【0052】
接触部281は、後述する支持機構282に支持されている。接触部281は、後述する接触部駆動機構283によって回転軸284が回転することにより、第1の状態と第2の状態とを切り替える。なお、接触部281には、ヒーター281aが内蔵されている。ヒーター281aは、接触部281が第2の状態のとき、底部FBに熱を加える。
【0053】
(b)支持機構
支持機構282は、接触部281を支持する部材である。支持機構282は、主として、回転軸284と、偏心モーター285と、連結機構286とを含む。
【0054】
(b−1)回転軸
回転軸284は、後述する接触部駆動機構283が駆動することにより回転する。回転軸284は、連結機構286を介して接触部281と連結されている。したがって、回転軸284が回転することにより、接触部281は第1の状態と第2の状態とを切り替える。
【0055】
(b−2)偏心モーター
偏心モーター285は、回転軸284に複数取り付けられている。偏心モーター285が駆動することにより、連結機構286を介して接触部281に振動が与えられる。
【0056】
(b−3)連結機構
連結機構286は、接触部駆動機構283によって回転する回転軸284の動きと、偏心モーター285によって発生する振動とを、接触部281に伝えるための機構である。具体的に、連結機構286は、接触部281の第1端部および第1端部の対向位置にある接触部281の第2端部とそれぞれ異なる態様で連結されている。
【0057】
連結機構286は、接触部281が回転軸284に対して回動可能になるように、接触部281の第1端部と回転軸284とを連結する。これにより、接触部駆動機構283によって回転軸284が回転すると、接触部281が第1の状態と第2の状態とを切り替える。また、偏心モーター285によって振動が発生すると、振動は連結機構286を伝って接触部281に与えられる。
【0058】
また、連結機構286は、接触部281の第2端部が若干稼動可能になるように、接触部281の第2端部と連結されている。これにより、連結機構286は、偏心モーター285によって発生した振動が、第2端部に伝わりやすい構成となっている。
【0059】
(c)接触部駆動機構
接触部駆動機構283は、上述したように、連結機構286に連結されている。接触部駆動機構283は、往復動アクチュエータの一種であるエアシリンダ等により構成されている。接触部駆動機構283は、図8の矢印d3方向に駆動する。接触部駆動機構283が矢印d3方向に駆動することにより、接触部281は第1の状態と第2の状態とを切り替える。
【0060】
(2−2−9)記憶部
記憶部29は、ROM、RAM、およびハードディスク等から構成されている。記憶部29は、制御部30によって実行される各種プログラムおよび制御部30によって各機構を駆動するために必要な情報を記憶する。
【0061】
(2−2−10)制御部
制御部30は、図9に示すように、フィルム供給ユニット11、プルダウンベルト機構22、縦シール機構23、ガイド機構24、横シール機構25、底部形成機構26、ブラシ機構27、振動機構28、操作ディスプレイ18等と接続されている。制御部30は、記憶部29に記憶された各種情報に基づいて、各ユニットおよび機構の駆動部を制御する。
【0062】
(3)製袋包装機の動作
(3−1)下シール部が形成されるまでの動作
フィルム供給ユニット11から成形機構21に送られたシート状のフィルムFsは、フォーマ21bからチューブ21aに巻き付けられて筒状に成形される。また、筒状フィルムFcは、プルダウンベルト機構22によって下方に搬送される。筒状フィルムFcは、チューブ21aに巻き付けられた状態において左右両端部が周面上で重ね合わせられた状態となり、重ね合わされた部分が縦シール機構23によって縦にシールされる。縦にシールされた筒状フィルムFcは、チューブ21aを抜けて横シール機構25へと搬送される。また、このとき、筒状フィルムFcの内部には、組合せ計量機からチューブ21aを通って物品Cが落下してくる。
【0063】
横シール機構25は、筒状フィルムFc内に物品Cが存在する状態で、シールジョーを水平移動させ、筒状フィルムFcを横シールする(図10(a)、(b))。これにより、袋Pの袋下部を構成する下シール部SL2が形成されるとともに、先行する袋Pの上シール部SL1を形成する。また、横シール動作と同時に、シールジョーに内蔵されているカッターによって、先行する袋Pと後続の袋P(筒状フィルムFc)とが切り離される。
【0064】
(3−2)底部が形成されるまでの動作
横シール機構25が筒状フィルムFcに下シール部SL2を形成すると、ガイド機構24が、筒状フィルムFcの内側から奥行方向(筒状フィルムFcの搬送方向および幅方向に交差する方向)に、筒状フィルムFcを押し広げる。具体的には、押圧機構24eが、矢印d4,d4方向に移動して押圧部24cに接近し(図11参照)、その後、押圧機構24eが押圧部24cを押圧する。すると、押圧部24cに作用した押圧力が、伝達機構24dによってガイド部材24aに伝達される。これにより、ガイド部材24aによって筒状フィルムFcの下端(下シール部SL2が形成された一端)が、内側から奥行方向(矢印d5,d5)に押し広げられる(図12参照)。これにより、袋Pの奥行き寸法Lが決定する。
【0065】
その後、第1押し曲げ機構261が筒状フィルムFcに形成された下シール部SL2を押し曲げる。具体的には、第1押し曲げ機構261は、矢印d6方向に移動して、筒状フィルムFcに接近する。その後、下シール部SL2を、下シール部SL2と交差する方向に押し曲げる(図13参照)。これにより、筒状フィルムFcに袋下部が形成される。
【0066】
次に、第2押し曲げ機構262が袋下部の側部EP,EPを押し曲げる。具体的には、押し曲げ部材263の先端部が第1の位置から第2の位置へと移動して袋下部の側部EP,EPと接触する(図14(a)、(b)参照)。その後、押し曲げ部材263の先端部は、上方向に回動する。このとき、押し曲げ部材263の表面が、袋下部の側部EP,EP等を介して、L字部材の先端部に当接する。これにより、横シール動作によって軟化した下シール部SL2を介して、袋下部の側部EP,EPを中央部CPに溶着させる(図14(c)参照)。
【0067】
(3−3)底部が形成された後の動作
物品Cが袋Pの内部に落下すると、プルダウンベルト機構22によって筒状フィルムFcはさらに下方に搬送される。筒状フィルムFcは、ブラシ機構27によって巻き込まれ、さらに下方へ搬送される。このとき、ブラシ機構27によって与えられる振動により、筒状フィルムFcの内部でまばらに積み重なった物品Cがまとめられ、筒状フィルムFcの内側表面に付着したシーズニングが内側表面から落下する。
【0068】
また、筒状フィルムFcがブラシ機構27に巻き込まれるタイミングで、振動機構28は、接触部281を第1の状態から第2の状態へと切り替える(図15(a)、(b)参照)。すなわち、接触部281によって袋の落下通路を遮断する。
【0069】
筒状フィルムFcは、ブラシ機構27に挟まれた状態で底部FBを接触部281に接触させる。第2の状態の接触部281は、偏心モーター285により振動が加えられる。これにより、接触部281は底部FBを振動させる。
【0070】
その後、横シール機構25が横シール動作を実行し、上シール部SL1を形成する。また、横シール動作と同時に、シールジョーに内蔵されているカッターによって、筒状フィルムFcから袋Pが切り離される。
【0071】
袋Pが筒状フィルムFcから切り離されると、振動機構28は、接触部281材を第2の状態から第1の状態へと切り替える(図15(c)参照)。これにより、袋Pの落下通路が確保される。
【0072】
(4)特徴
(4−1)
上記実施形態に係る製袋包装機100では、底部形成機構26によって底部が形成された後、かつ、横シール機構25によって上シール部が形成される前に、振動機構28が底部を振動させる。振動により、筒状フィルムFcの内部でまばらに積み重なった物品Cが、筒状フィルムFcの下部でまとまるため、物品Cの嵩を小さくすることができ、また、筒状フィルムFcの内部における物品Cの充填率を上げることができる。さらに、振動機構28により底部に与えられる振動により、上シール部における物品Cの噛み込み、特に物品Cに含まれるシーズニング等の噛み込みを防止することができる。
【0073】
(4−2)
また、上記実施形態に係る製袋包装機100では、底部形成機構26は横シール機構25の上方に配置され、振動機構28は横シール機構25の下方に配置される。すなわち、筒状フィルムFcは、上下方向に搬送される。これにより、物品Cの自重により、筒状フィルムFcの内部における物品Cの充填率を一層向上させることができる。
【0074】
(4−3)
また、上記実施形態に係る製袋包装機100では、振動機構28によって底部FBに振動が与えられる。同様の効果を得るために、上シール部SL1が形成される部分の近傍を振動させることも想定しうる。しかし、上記実施形態に係る製袋包装機100は、フラットボトム型の袋Pを製造するため、横シール機構25の上方に底部形成機構26を設置する構成になっている。したがって、省スペースの観点から、振動機構28を横シール機構25の近傍に配置することが困難である。
【0075】
一方、上記実施形態に係る製袋包装機100では、接触部281の状態が第1の状態(底部から離れた状態)と第2の状態(底部に接触する状態)とに切り換えられ、第1の状態で底部FBに振動が加えられる。これにより、袋の落下経路DPで底部FBを振動させることができるため、省スペースを図ることができる。
【0076】
また、振動機構28は、横シール機構25と離れた場所に配置されているため、上シール部SL1の形成を妨げることなく、物品Cの充填率を上げることができる。
【0077】
(4−4)
上記実施形態に係る製袋包装機100では、袋Pの落下のタイミングに併せて接触部281が第1の状態と第2の状態とを切り換える。これにより、袋の落下経路DPを妨げることなく底部FBに振動を与えることができる。
【0078】
(4−5)
さらに、上記実施形態に係る製袋包装機100では、偏心モーター285によって振動を発生させ、当該振動を接触部281に伝えている。すなわち、簡易な構成により底部に振動を与えることができる。
【0079】
(4−6)
また、上記実施形態に係る製袋包装機100では、接触部281にはヒーター281aが内蔵されている。したがって、接触部281は底部FBに振動を与えると同時に、底部FBに熱も与えている。これにより、振動機構28は、底部FBを振動させて充填率を上げると共に、底部FBを確実に形成させる機能も有する。
【0080】
(4−7)
また、上記実施形態に係る製袋包装機100では、振動機構28の上方にブラシ機構27を備えている。ブラシ機構27は、底部FBが形成された筒状フィルムFcを、一対の回転ブラシの間に引き込むことにより、筒状フィルムFcを下流へ搬送すると共に、筒状フィルムFcの側部から振動を与える。これにより、筒状フィルムFcの内部でまばらに積み重なった物品Cを下部へまとめ、さらに、筒状フィルムFcの内側表面に付着したシーズニングを落下させることができる。
【0081】
また、上シール部が形成される前に、ブラシ機構27が筒状フィルムFcに接するため、上シール部におけるシーズニング等の噛み込みも予防することができる。
【0082】
さらに、回転ブラシは柔軟な素材であるため、物品Cの形状に与える影響を低減させることができる。
【0083】
(5)他の実施形態
(5−1)
上記実施形態に係る製袋包装機100では、フラットボトム型の袋Pを製造する際に筒状フィルムFcに形成された底部FBを振動させて物品Cの充填率を向上させた。しかし、製袋包装機100で製造する袋は、他の自立型の袋であってもよい。例えば、製袋包装機100はガゼット型の袋を製造してもよい。
【符号の説明】
【0084】
21 成形機構
22 プルダウンベルト機構
23 縦シール機構
24 ガイド機構
25 横シール機構
26 底部形成機構
27 ブラシ機構
28 振動機構
100 製袋包装機
281 接触部
282 支持機構
283 接触部駆動機構
【先行技術文献】
【特許文献】
【0085】
【特許文献1】特開2000−25721号公報
【特許請求の範囲】
【請求項1】
被包装物を囲う本体部と、前記本体部の上下に形成された上シール部および下シール部とを有する袋を製造する製袋包装機であって、
筒状の包材を横方向に熱シールし、前記上シール部および前記下シール部を形成する横シール機構と、
前記下シール部と前記本体部の一部とによって前記筒状の包材に底部を形成する底部形成機構と
前記底部形成機構によって前記底部が形成された後、かつ、前記横シール機構によって前記上シール部が形成される前に、袋の落下経路において前記底部を振動させる振動機構と、
を備える、
製袋包装機。
【請求項2】
前記底部形成機構は、前記横シール機構の上方に配置され、
前記振動機構は、前記横シール機構の下方に配置される、
請求項1に記載の製袋包装機。
【請求項3】
前記振動機構は、前記底部に接触する接触部を有し、
前記接触部は、前記底部から離れた第1の状態と、前記底部に接触する第2の状態とに切り替わり、前記第2の状態で前記底部を振動する、
請求項2に記載の製袋包装機。
【請求項4】
前記接触部は、板状部材であって、
前記振動機構は、
前記接触部を遥動可能に支持する支持機構と、
前記支持機構に連結され、前記支持機構の第1端を軸に前記接触部を遥動させ、前記接触部の傾きを、鉛直面に近い姿勢である前記第1の状態から、水平面に近い姿勢である前記第2の状態に変化させる駆動部と、
をさらに有し、
前記駆動部によって前記接触部を前記第2の状態から前記第1の状態に変化させることにより、前記袋の落下経路は確保される、
請求項3に記載の製袋包装機。
【請求項5】
前記支持機構は、偏心モーターを含み、前記接触部が前記第2の状態のとき前記偏心モーターによって前記接触部が振動される、
請求項4に記載の製袋包装機。
【請求項6】
前記接触部が前記第2の状態の時に、前記底部を熱するヒーターをさらに備える、
請求項3から5のいずれかに記載の製袋包装機。
【請求項7】
前記横シール機構の下方、かつ、前記振動機構の上方に配置され、前記筒状の包材の両側部に接して、前記両側部を振動させるブラシ機構をさらに備える、
請求項1から6のいずれかに記載の製袋包装機。
【請求項8】
前記ブラシ機構は、前記筒状の包材に前記底部が形成された後であって、かつ、前記本体部に前記上シール部が形成される前に、前記筒状の包材の両側部に接して、前記両側部を振動させる、
請求項7に記載の製袋包装機。
【請求項1】
被包装物を囲う本体部と、前記本体部の上下に形成された上シール部および下シール部とを有する袋を製造する製袋包装機であって、
筒状の包材を横方向に熱シールし、前記上シール部および前記下シール部を形成する横シール機構と、
前記下シール部と前記本体部の一部とによって前記筒状の包材に底部を形成する底部形成機構と
前記底部形成機構によって前記底部が形成された後、かつ、前記横シール機構によって前記上シール部が形成される前に、袋の落下経路において前記底部を振動させる振動機構と、
を備える、
製袋包装機。
【請求項2】
前記底部形成機構は、前記横シール機構の上方に配置され、
前記振動機構は、前記横シール機構の下方に配置される、
請求項1に記載の製袋包装機。
【請求項3】
前記振動機構は、前記底部に接触する接触部を有し、
前記接触部は、前記底部から離れた第1の状態と、前記底部に接触する第2の状態とに切り替わり、前記第2の状態で前記底部を振動する、
請求項2に記載の製袋包装機。
【請求項4】
前記接触部は、板状部材であって、
前記振動機構は、
前記接触部を遥動可能に支持する支持機構と、
前記支持機構に連結され、前記支持機構の第1端を軸に前記接触部を遥動させ、前記接触部の傾きを、鉛直面に近い姿勢である前記第1の状態から、水平面に近い姿勢である前記第2の状態に変化させる駆動部と、
をさらに有し、
前記駆動部によって前記接触部を前記第2の状態から前記第1の状態に変化させることにより、前記袋の落下経路は確保される、
請求項3に記載の製袋包装機。
【請求項5】
前記支持機構は、偏心モーターを含み、前記接触部が前記第2の状態のとき前記偏心モーターによって前記接触部が振動される、
請求項4に記載の製袋包装機。
【請求項6】
前記接触部が前記第2の状態の時に、前記底部を熱するヒーターをさらに備える、
請求項3から5のいずれかに記載の製袋包装機。
【請求項7】
前記横シール機構の下方、かつ、前記振動機構の上方に配置され、前記筒状の包材の両側部に接して、前記両側部を振動させるブラシ機構をさらに備える、
請求項1から6のいずれかに記載の製袋包装機。
【請求項8】
前記ブラシ機構は、前記筒状の包材に前記底部が形成された後であって、かつ、前記本体部に前記上シール部が形成される前に、前記筒状の包材の両側部に接して、前記両側部を振動させる、
請求項7に記載の製袋包装機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2012−136271(P2012−136271A)
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願番号】特願2010−291077(P2010−291077)
【出願日】平成22年12月27日(2010.12.27)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願日】平成22年12月27日(2010.12.27)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]