
製袋包装機
【課題】フラットボトム型の袋の底部の下シール部を安定して押し曲げることが可能な製袋包装機を提供する。
【解決手段】
袋を筒状フィルムから製造する製袋包装機であって、横シール機構と、底プレートとを備える。横シール機構は、筒状フィルムを横方シールし、水平面に沿って延びる上シール部および下シール部SL2を形成する。底プレート71aは、袋の底部を成形する際に、下シール部SL2が延びる第1水平方向HD1と交差する第2水平方向HD2に移動して下シール部SL2を押し倒し、下シール部SL2の姿勢を変える。底プレート71aは、少なくとも底下部FAの第1水平方向HD1に沿った幅よりも大きい。底プレート71aは、第2水平方向HD2に移動することで下シール部SL2に当たる先端の中央部が、先端の両端部よりも先に下シール部SL2に当たるように構成されている。
【解決手段】
袋を筒状フィルムから製造する製袋包装機であって、横シール機構と、底プレートとを備える。横シール機構は、筒状フィルムを横方シールし、水平面に沿って延びる上シール部および下シール部SL2を形成する。底プレート71aは、袋の底部を成形する際に、下シール部SL2が延びる第1水平方向HD1と交差する第2水平方向HD2に移動して下シール部SL2を押し倒し、下シール部SL2の姿勢を変える。底プレート71aは、少なくとも底下部FAの第1水平方向HD1に沿った幅よりも大きい。底プレート71aは、第2水平方向HD2に移動することで下シール部SL2に当たる先端の中央部が、先端の両端部よりも先に下シール部SL2に当たるように構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フラットボトム型の袋を製造する製袋包装機に関する。
【背景技術】
【0002】
従来、袋を製造しながら袋の内部に菓子類などの被包装物を充填して包装する装置として、製袋包装機が用いられている。近年では、商品の陳列の容易性やディスプレイ効果が優れていることから、自立型の袋を製造する製袋包装機が用いられることも多い。
【0003】
例えば、特許文献1(特開2006−96359号公報)に記載の製袋包装機では、筒状のフィルムに横シールして作成された充填チューブの下端を平坦にし、平坦になった下端の三角状の両側部を折り込んで角底を有する自立型の袋を成形する。充填チューブの下端を平坦にする際、当該下端直下に、長方形の板状部材であるボトムシール折込みプレートを侵入させ、下端にある下シール部であるボトムシールを折り込む、即ち押し曲げている。
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1に記載の製袋包装機のボトムシール折込みプレートのような長方形をした板状部材を用いた場合、当該部材を下シール部の全幅に対して同時に押し当てる構成となっているから、一部よれている等、下シール部の姿勢が全幅において鉛直面に沿った姿勢でないと下シール部を完全に押し曲げることができない場合がある。
【0005】
そこで、本発明の課題は、フラットボトム型の袋の底部の下シール部を安定して押し曲げることが可能な製袋包装機を提供することにある。
【課題を解決するための手段】
【0006】
本発明に係る製袋包装機は、袋を筒状に成形された包材から製造する製袋包装機であって、横シール機構と、押し倒し部材とを備える。当該袋は、被包装物を囲う本体部と、本体部の上下に位置する上シール部および下シール部とを有し、本体部の一部および下シール部から成る底部が平面状に成形された袋である。横シール機構は、筒状に成形された包材を横方向にシールし、水平面に沿って延びる上シール部および下シール部を形成する。押し倒し部材は、底部を成形する際に、下シール部が延びる第1水平方向と交差する第2水平方向に移動して下シール部を押し倒し、本体部の一部に対する下シール部の姿勢を変える。押し倒し部材は、少なくとも底部の第1水平方向に沿った幅よりも大きい。押し倒し部材は、第2水平方向に移動することで下シール部に当たる先端の中央部が、先端の両端部よりも先に下シール部に当たるように構成されている。
【0007】
ここでは、押し倒し部材は、下シール部をその中央から押し倒すように構成されている。これにより、下シール部が鉛直面に沿った姿勢でなくても、下シール部を押し倒しながら底部直下に移動しやすくなっている。さらに、押し倒し部材は、少なくとも底部の第1水平方向に沿った幅よりも大きいので、下シール部を全幅にわたって押し倒すことができる。したがって、フラットボトム型の袋の底部の下シール部を安定して押し曲げることができる。
【0008】
また、押し倒し部材の先端は、第2水平方向へ凸形状であることが好ましい。
【0009】
ここでは、押し倒し部材は、下シール部をその中央から押し倒すような形状になっている。これにより、下シール部が鉛直面に沿った姿勢でなくても、下シール部を押し倒しながら底部直下に移動しやすくなっている。
【0010】
また、押し倒し部材の先端の中央部の位置は、押し倒し部材の先端の両端部の位置よりも上にあることが好ましい。
【0011】
ここでは、押し倒し部材は、その先端の中央部で先ず下シール部を押し倒した後、その先端の両端部は、中央部よりも下の位置で下シール部を押し倒す。したがって、下シール部の中央部を押し倒した後、その両端部が押し倒されていなくても、押し曲げることが出来る。
【0012】
また、押し倒し部材は、板部材の両側部を折り曲げ線で折り曲げて作られたものであることが好ましい。折り曲げ線は、第1水平方向および第2水平方向に交差する。
【0013】
ここでは、押し倒し部材の両側部が折り曲げられているから、下シール部の姿勢がその中央部と両端部とで異なっても、下シール部をその全幅にわたって安定して押し曲げることが出来る。
【0014】
また、押し倒し部材の先端は、第2水平方向から見たときに、中央部が水平方向に延び、両端部は中央部から離れるにしたがって斜め下方に延びることが好ましい。
【0015】
ここでは、押し倒し部材の先端の中央部で先ず下シール部を押し倒した後、下シール部をその中央から両端にかけて徐々に下から押し上げながら押し倒すことができる。したがって、下シール部の姿勢がその中央と両端とで異なっても、下シール部をその全幅にわたって安定して押し曲げることが出来る。
【発明の効果】
【0016】
本発明に係る製袋包装機では、フラットボトム型の袋の底部の下シール部を安定して押し曲げることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係る製袋包装機の外観斜視図。
【図2】ガイド機構、折り曲げ機構および横シール機構を示す図。
【図3】押し倒し部材の一例である底プレートの平面図。
【図4】底プレートの正面図。
【図5】底プレートが、下シール部を押し倒す様子を示す図。
【図6】底プレートの形状のイメージ図。
【図7】第2折り曲げ機構の動作の様子を示す図。
【図8】本発明の一実施形態に係る製袋包装機が製造する袋を示す図。
【図9】本発明の一実施形態に係る製袋包装機が製造する袋の底の完成前の図。
【発明を実施するための形態】
【0018】
以下図面を参照しながら、本発明の実施形態について説明する。なお、以下の実施形態は、本発明の具体例の一つであって、本発明の技術的範囲を限定するものではない。
【0019】
以下、製袋包装機1の説明における「上」「下」「左」「右」「前」「後」は、図2のとおり定義する。
【0020】
(1)全体構成
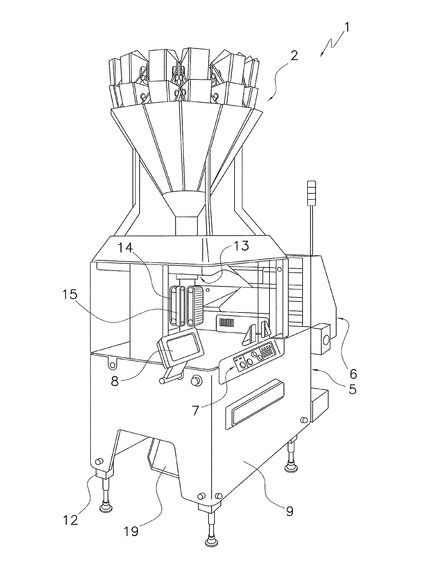
図1は、本発明の一実施形態に係る製袋包装機1の斜視図である。また、図2は、製袋包装機1の製袋包装ユニット5の概略構成を示す斜視図である。図1及び図2において、包装機1は、組合せ計量機2、製袋包装ユニット5及びフィルム供給ユニット6を備えている。
【0021】
組合せ計量機2は、商品Cを計量し所定の合計重量になるよう排出する。製袋包装ユニット5は、被包装物の袋詰めを行う本体部分である。フィルム供給ユニット6は、製袋包装ユニット5に袋となるフィルムFを供給する。
【0022】
また、製袋包装ユニット5の前面には操作スイッチ類7が配置されている。操作スイッチ類7を操作する操作者が視認できる位置には、操作状態を示すタッチパネル式ディスプレイ8が配置されている。
【0023】
組合せ計量機2、フィルム供給ユニット6及び製袋包装ユニット5は、操作スイッチ類7やタッチパネル式ディスプレイ8から入力された操作および設定に従って制御される。する。なお、操作スイッチ類7やタッチパネル式ディスプレイ8は、CPU、ROM、RAMなどから構成される制御部(図示せず)に接続されており、その制御部が組合せ計量機2および製袋包装ユニット5に設置されている各種センサから必要な情報を取り込み、その情報を各種制御において利用する。
【0024】
(2)詳細構成
(2−1)組合せ計量機2
組合せ計量機2は、製袋包装ユニット5の上部に配置されており、商品Cを計量ホッパで計量した後、これらの計量値を所定の合計重量になるように組み合わせて順次排出する。
【0025】
(2−2)フィルム供給ユニット6
フィルム供給ユニット6は、製袋包装ユニット5の成形機構13に対してシート状のフィルムFを供給するユニットであって、製袋包装ユニット5に隣接して設けられている。また、フィルム供給ユニット6にはフィルムFが巻かれたロールがセットされ、このロールからフィルムFが繰り出される。
【0026】
(2−3)製袋包装ユニット5
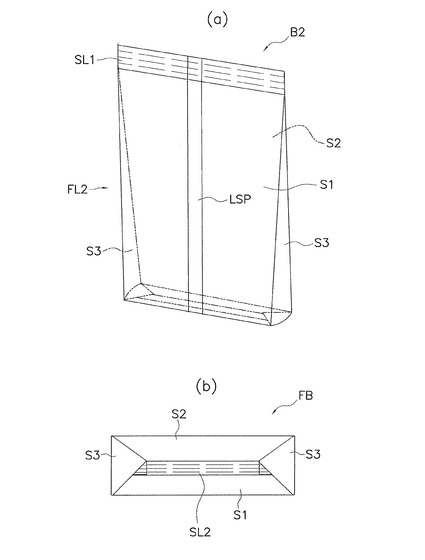
製袋包装ユニット5は、図8に示す袋B2を製造する。図8(a)は、袋B2を立てた状態の正面斜視図である。図8(b)は、袋B2を下から観た平面図である。袋B2は、商品Cを囲う本体部FL2を有し、その上端に上シール部SL1、その下端に平面状に成形された底部FBを有する。また、袋B2の幅方向の中央には、縦シール部LSPが上シール部SL1から底部FBまで延びている。底部FBは、四角形の形状であり、その幅方向に延びる下シール部SL2を有する。下シール部SL2の長手方向の両端には、側面S3が折り重なっている。
【0027】
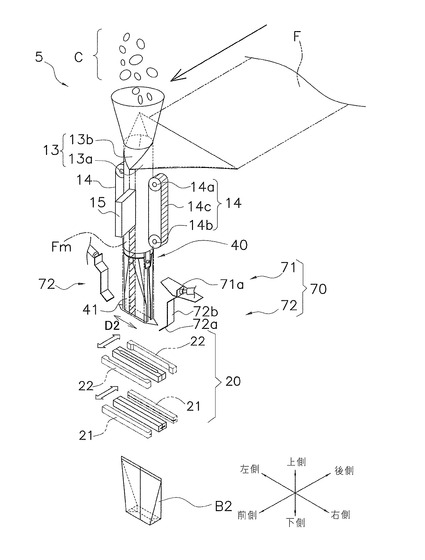
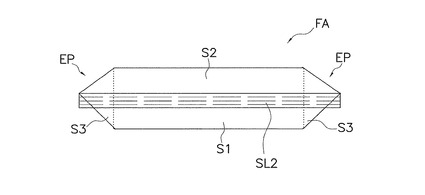
図1および図2に示すように、製袋包装ユニット5は、成形機構13と、プルダウンベルト機構14と、縦シール機構15と、横シール機構20と、ガイド機構40と、押し曲げ機構70と、支持フレーム12とから構成されている。成形機構13は、シート状で送られてくるフィルムFを筒状に成形する。プルダウンベルト機構14は、筒状となったフィルムF(以下、筒状フィルムFmとよぶ)を下方に搬送する。縦シール機構15は、筒状フィルムFmの重ね合わせ部分を縦方向にシールし、縦シール部LSPを作成する。横シール機構20は、筒状フィルムFmを横方向にシールすることで袋の上下端を封止し、上シール部SL1と下シール部SL2とを作成する。ガイド機構40は、筒状フィルムFmの下端を内側から外側に広げ、図9に示すような袋下部FAを成形する。押し曲げ機構70は、袋下部FAを図8(b)に示すような底部FBに成形する。支持フレーム12は、それらの機構を支える。また、支持フレーム12の周囲には、ケーシング9が取り付けられている。
【0028】
(2−3−1)成形機構13
成形機構13は、チューブ13bと、フォーマ13aとを有している。チューブ13bは、筒形状の部材であり、上下端が開口している。このチューブ13bの上端の開口部には、組合せ計量機2で計量された商品Cが投入される。フォーマ13aは、チューブ13bを取り囲むように配置されている。フィルムロールから繰り出されてきたシート状のフィルムFは、フォーマ13aとチューブ13bとの間を通るときに筒状に成形される。成形機構13のチューブ13bやフォーマ13aは、製造する袋の大きさに応じて取り替えることができる。
【0029】
(2−3−2)プルダウンベルト機構14
図2に示すように、プルダウンベルト機構14は、チューブ13bに巻き付いた筒状フィルムFmを吸着して下方に連続搬送する機構であって、チューブ13bを挟んで左右両側にそれぞれベルト14cが設けられている。プルダウンベルト機構14では、吸着機能を有するベルト14cを駆動ローラ14aおよび従動ローラ14bによって回して筒状フィルムFmを下方に運ぶ。なお、図2においては、駆動ローラ14a等を回転させるローラ駆動モータの図示を省略している。
【0030】
(2−3−3)縦シール機構15
縦シール機構15は、チューブ13bに巻き付いた筒状フィルムFmの重なり部分を、一定の圧力でチューブ13bに押しつけながら加熱して縦にシールする機構である。縦シール機構15は、チューブ13bの正面側に位置しており、図示しないが、ヒータや、そのヒータにより加熱され筒状フィルムFmの重なり部分に接触するヒータベルトを有している。また、縦シール機構15は、図示しないが、ヒータベルトをチューブ13bに近づけたり遠ざけたりするための駆動装置も備えている。
【0031】
(2−3−4)横シール機構20
横シール機構20は、図2に示されているとおり、シールジョー21とクラムプレート22とを含む。
【0032】
(シールジョー21)
横シール機構20は、2つのシールジョー21を有し、これらのシールジョー21を互いに向けて移動させ筒状フィルムFmを挟み込む。
【0033】
シールジョー21は、図示しないが、内部にヒータを有している。このヒータによってシールジョー21のシール面が加熱され、シールジョー21によって挟み込まれた筒状フィルムFmの一部がシールされる。
【0034】
シールジョー21の片方には、図示しないが、カッターとカッター駆動機構とが設けられている。カッターは、もう片方のシールジョー21へ向かって前進し、シールされた部分を切断する。その結果、シールされた部分は、上シール部SL1と下シール部SL2とに分割される。
【0035】
(クラムプレート22)
クラムプレート22は、前後2つのクラムプレートからなり、図2に示されているように、横シール機構の上方に設置されている。クラムプレート22は、アクチュエータ(図示せず)により駆動されて前後に往復移動し、シールジョー21が筒状フィルムFmを横シールする直前で、シール予定域の上方を挟み込む。これにより、上方から落下する被包装物(商品C)などがシール予定域に噛みこまれることが抑制される。
【0036】
(2−3−5)ガイド機構40
ガイド機構40は、主に四角成形用スプレッダ41及びL字型部材46を含んでいる。
【0037】
(四角成形用スプレッダ41)
四角成形用スプレッダ41は、チューブ13bの下端の前側と後ろ側に1つずつ前後方向に回動可能に取り付けられている。四角成形用スプレッダ41は、それぞれU字を逆さにしたような形状になっている。
【0038】
四角成形用スプレッダ41は、内部の伝達機構(図示せず)にエアシリンダ等のアクチュエータ(図示せず)による押圧が伝達されると、伝達機構が、前後の四角成形用スプレッダ41それぞれを前側または後側に回動させるように構成されている。即ち、四角成形用スプレッダ41が開く。これによって、筒状フィルムFmの下端は、四角成形用スプレッダ41により内側から外側に向かって、特に前後方向に押し広げられる。その結果、筒状フィルムFmの下端近傍の当該筒の横断面は、四角形に成形される。
【0039】
なお、伝達機構に押圧が伝達されていない時は、四角成形用スプレッダ41は、自重により閉じた状態となるようになっている。
【0040】
(L字型部材46)
L字型部材46は、チューブ13bの下端から筒状フィルムFmの搬送方向に伸び、その先端部は四角成形用スプレッダ41の幅方向両端に向いて伸びている。L字型部材46の両端それぞれの下面には、水平な下端面46bが設けられている(図7参照)。後述する第2押し曲げ機構58のサイドプレート72aが上方向に回動したとき、L字型部材46の先端部の下端面46bと、第2押し曲げ機構72とで、袋下部FAの側部EPを挟みこむ(図7参照)。
【0041】
(2−3−6)押し曲げ機構70
押し曲げ機構70は、袋B2の四角形の底部FBを成形するために、下シール部SL2及び袋下部FAの側部EPを押し曲げるための機構である。押し曲げ機構70は、横シール機構20の上方に配置されており、第1押し曲げ機構71と、第2押し曲げ機構72とを含む(図2参照)。
【0042】
(第1押し曲げ機構71)
第1押し曲げ機構71は、主に、底プレート71a及び当該底プレート71aを前後に移動させるアクチュエータ(図示せず)を有する。
【0043】
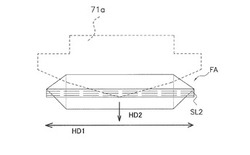
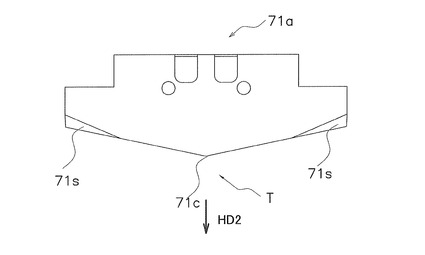
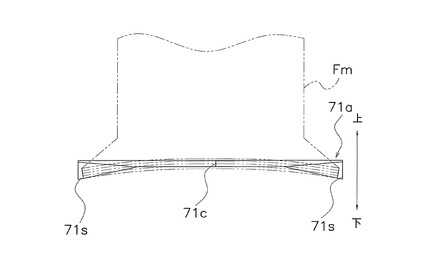
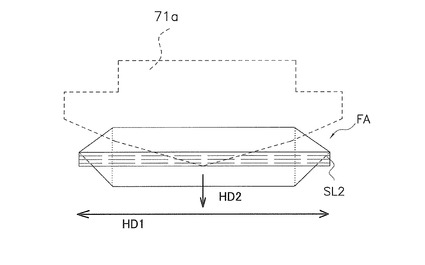
図3は、底プレート71aを上から見た平面図であり、図4は、底プレート71aの先端Tを正面から水平に見た図である。底プレート71aは、表面に樹脂が施された金属製の板状部材であり、矢の先端のような形状をしている。底プレート71aは、下シール部SL2が伸びる方向である第1水平方向HD1と交差する第2水平方向HD2に移動し、下シール部SL2を第2水平方向HD2方向に押し倒して曲げる、即ち下シール部SL2の袋B2の他の部分に対する姿勢を変える(図5参照)。図5は、底プレート71aが下シール部SL2を押し曲げる様子を下から見たイメージを示した図である。このように、底プレート71aは、その先端Tの形状が第2水平方向HD2へ凸形状となっている。したがって、底プレート71aの先端Tは、矢の先端のように尖った中央部71cから先に下シール部SL2に当たり、最後に両端の端部71sが下シール部SL2に当たるように構成されている。なお、底プレート71aの幅、即ち第1水平方向HD1に沿った幅は、下シール部SL2の長さ、即ち筒状フィルムFmの下端の第1水平方向HD1に沿った幅以上の長さになっている。
【0044】
底プレート71aがこのような形状をしていることにより、下シール部SL2をその中央から先ず押し倒すことができ、下シール部SL2が一様に鉛直面に沿った姿勢でなくても、下シール部を押し倒しながら筒状フィルムFmの下端直下に移動しやすくなっている。即ち、下シール部SL2が、その端の方がよれていたり、或いは、第2水平方向HD2と反対の向きに傾いていても、下シール部SL2を中央から押して、よれたり傾いたりしている部分を第2水平方向HD2に倒し、或いは、直立さ、姿勢を変えることができる。その後、両端の端部71sで下シール部SL2の中央から両端に伸びる部分を押し倒すことができる。また、底プレート71aは、少なくとも筒状フィルムFmの下端の第1水平方向に沿った幅よりも大きいので、下シール部SL2を全幅にわたって押し倒すことができる。したがって、下シール部SL2をその姿勢に関わらず安定して押し曲げることができる。
【0045】
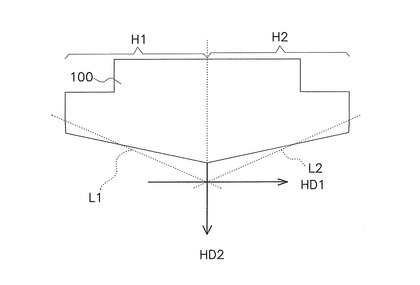
さらに、底プレート71aの先端Tは、第2水平方向HD2から見たときに、中央部71cが水平方向に延び、両端の端部71sは中央部71cから離れるにしたがって斜め下方に延びている。別の表現をすると、底プレート71aは、図6に示すような板部材100をその両側部H1及びH2それぞれを第1水平方向HD1及び第2水平方向HD2に交差する折り曲げ線L1及びL2それぞれで折り曲げて作られたような形状をしている。即ち、底プレート71aの先端Tの両端の端部71sは、斜め下前方に下がっている。換言すると、底プレート71aの先端Tにおいて、中央部71cの方が両端の端部71sの高さ位置よりも上に位置する。
【0046】
底プレート71aがこのような形状をしていることにより、中央部71cで先ず下シール部SL2を押し倒した後、下シール部SL2の両端が押し倒されていなくても、下シール部SL2をその中央から両端にかけて徐々に下から押し上げながら押し倒すことができる。したがって、下シール部SL2の端の方がよれていたり、或いは、第2水平方向HD2と反対の向きに傾いたり、下シール部の姿勢がその中央と両端とで異なっても、或いは、下シール部SL2の両端の高さ位置がその中央よりも下方であっても、下シール部SL2をその全幅にわたって安定して押し曲げることが出来る。即ち、下シール部SL2をその姿勢に関わらず安定して押し曲げることができる。
【0047】
なお、押し倒された下シール部SL2は、L字型部材46の下端面46bと底プレート71aとにより上下から挟まれ、熱により第1面S1に接着する(図9参照)。なお、袋下部FAは、図9に示されているとおり、下シール部SL2を挟んで第1面S1と第2面S2とを有し、下シール部SL2の両端近傍は、側面S3を有する側部EPとなっている。
【0048】
(第2押し曲げ機構72)
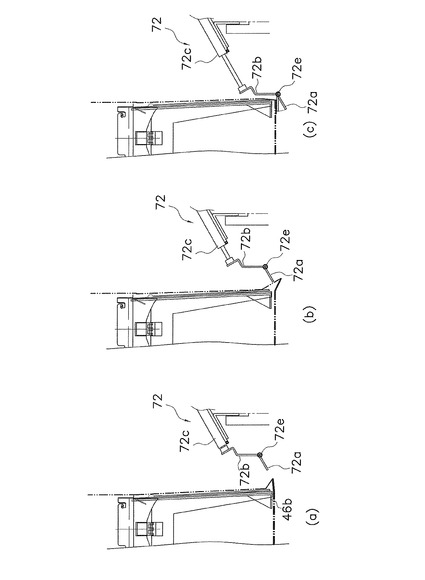
図7は、第2押し曲げ機構72が袋下部FAの左右の側部EPを押し曲げる様子を示している。第2押し曲げ機構72は、主に、筒状フィルムFmの左右に配置された2つのサイドプレート72aと、支持部材72bと、アクチュエータ72cとを有する。サイドプレート72aは、表面に樹脂が施された金属製の板状部材であり、回動軸72eにより上下に回動可能に支持部材72bに取り付けられている。アクチュエータ72cは、サイドプレート72aそれぞれを斜め上下方向へ移動及び上下方向へ回動させる。下シール部SL2が第1押し曲げ機構71の底プレート71aにより押し曲げられた後、左右2つのサイドプレート72aそれぞれが、袋下部FAの左右の側部EPを下方に押し曲げる(図7(b)参照)。さらにサイドプレート72aそれぞれは、上向きに回動し、当該側部EPを袋B2の底部FBとなる部分に押し当てる(図7(c)参照)。当該側部EPは、L字型部材46の下端面46bとサイドプレート72aとで上下から挟まれ、袋B2の底部FBとなる部分に熱により接着する。
【0049】
(2−3−7)製袋動作
フィルム供給ユニット6(図1参照)から送られてくるシート状のフィルムFは、フォーマ13aからチューブ13bに巻き付けられて筒状に成形され、そのままプルダウンベルト機構14によって下方に搬送される。フィルムFはチューブ13bに巻き付けられた状態において左右両端部が周面上で重ね合わせられた状態となり、その重ね合わせ部分が縦シール機構15によって縦にシールされる。縦にシールされた筒状フィルムFmは、チューブ13bを抜けて横シール機構20へと降りていく。このとき、筒状フィルムFmの内部には、組合せ計量機2からチューブ13bを通って商品Cが落下してくる。
【0050】
横シール機構20は、筒状フィルムFm内に商品Cが存在する状態で、一対のシールジョー21が筒状フィルムFmを横シールする。この直前にクランププレート22が、筒状フィルムFmを挟み、商品Cがシールジョー21に挟まれないようにする。横シール動作と同時に、シールジョー21に内蔵されているカッターによって、先行する袋B2と後続の袋(但し、袋B2に成形される前の筒状フィルムFm)とが切り離される。即ち、先行する袋B2の上シール部SL1と後続の袋B2となる筒状フィルムFmの下シール部SL2とが成形される。
【0051】
前後の四角成形用スプレッダ41それぞれが、前後に開くと、筒状フィルムFmの下端が、内側から前後方向に押し広げられる。その後、第1押し曲げ機構71の底プレート71aは、第2水平方向HD2に前進して、下シール部SL2を押し曲げ、熱により袋下部FAの第1面S1に接着する。次に、底プレート71aが後退し、第2押し曲げ機構72が袋下部FAの側部EPを押し曲げる。側部EPは、熱により袋B2の底部FBとなる部分に接着する。
【0052】
以上のように、四角形の底部FBを有する袋B2が製造されるとともに、商品Cが当該袋B2に充填されて包装される。
【0053】
(3)本実施形態に係る製袋包装機の特徴
(3−1)
上記実施形態では、底プレート71aは、下シール部SL2をその中央から先ず押し倒すことができ、下シール部SL2が鉛直面に沿った姿勢でなくても、下シール部を押し倒しながら筒状フィルムFmの下端直下に移動しやすくなっている。即ち、下シール部SL2が、その端の方がよれていたり、或いは、第2水平方向HD2と反対の向きに傾いていても、下シール部SL2を中央から押して、よれたり傾いたりしている部分を第2水平方向HD2に倒し、或いは、直立さたり、姿勢を変えることができる。その後、両端の端部71sで下シール部SL2の中央から両端に伸びる部分を押し倒すことができる。そして、底プレート71aは、少なくとも筒状フィルムFmの下端の第1水平方向に沿った幅よりも大きいので、下シール部SL2を全幅にわたって押し倒すことができる。したがって、下シール部SL2をその姿勢に関わらず安定して押し曲げることができる。
【0054】
(3−2)
上記実施形態では、底プレート71aは、中央部Cで先ず下シール部SL2を押し倒した後、下シール部SL2の両端が押し倒されていなくても、下シール部SL2をその中央から両端にかけて徐々に下から押し上げながら押し倒すことができる。したがって、下シール部SL2の端の方がよれていたり、或いは、第2水平方向HD2と反対の向きに傾いたり、下シール部SL2の姿勢がその中央と両端とで異なっても、或いは、下シール部SL2の両端の高さ位置がその中央よりも下方であっても、下シール部SL2をその全幅にわたって安定して押し曲げることが出来る。即ち、下シール部SL2をその姿勢に関わらず安定して押し曲げることができる。
【符号の説明】
【0055】
1 製袋包装機
20 横シール機構
71a 底プレート(押し倒し部材)
T 先端
71c 中央部
71s 端部
100 板部材
HD1 第1水平方向
HD2 第2水平方向
H1、H2 側部
L1、L2 折り曲げ線
C 商品(被包装物)
B2 フラットボトム型の袋
FA 袋下部
FB 底部
F フィルム(包材)
Fm 筒状フィルム
SL1 上シール部
SL2 下シール部
【先行技術文献】
【特許文献】
【0056】
【特許文献1】特開2006−96359号公報
【技術分野】
【0001】
本発明は、フラットボトム型の袋を製造する製袋包装機に関する。
【背景技術】
【0002】
従来、袋を製造しながら袋の内部に菓子類などの被包装物を充填して包装する装置として、製袋包装機が用いられている。近年では、商品の陳列の容易性やディスプレイ効果が優れていることから、自立型の袋を製造する製袋包装機が用いられることも多い。
【0003】
例えば、特許文献1(特開2006−96359号公報)に記載の製袋包装機では、筒状のフィルムに横シールして作成された充填チューブの下端を平坦にし、平坦になった下端の三角状の両側部を折り込んで角底を有する自立型の袋を成形する。充填チューブの下端を平坦にする際、当該下端直下に、長方形の板状部材であるボトムシール折込みプレートを侵入させ、下端にある下シール部であるボトムシールを折り込む、即ち押し曲げている。
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1に記載の製袋包装機のボトムシール折込みプレートのような長方形をした板状部材を用いた場合、当該部材を下シール部の全幅に対して同時に押し当てる構成となっているから、一部よれている等、下シール部の姿勢が全幅において鉛直面に沿った姿勢でないと下シール部を完全に押し曲げることができない場合がある。
【0005】
そこで、本発明の課題は、フラットボトム型の袋の底部の下シール部を安定して押し曲げることが可能な製袋包装機を提供することにある。
【課題を解決するための手段】
【0006】
本発明に係る製袋包装機は、袋を筒状に成形された包材から製造する製袋包装機であって、横シール機構と、押し倒し部材とを備える。当該袋は、被包装物を囲う本体部と、本体部の上下に位置する上シール部および下シール部とを有し、本体部の一部および下シール部から成る底部が平面状に成形された袋である。横シール機構は、筒状に成形された包材を横方向にシールし、水平面に沿って延びる上シール部および下シール部を形成する。押し倒し部材は、底部を成形する際に、下シール部が延びる第1水平方向と交差する第2水平方向に移動して下シール部を押し倒し、本体部の一部に対する下シール部の姿勢を変える。押し倒し部材は、少なくとも底部の第1水平方向に沿った幅よりも大きい。押し倒し部材は、第2水平方向に移動することで下シール部に当たる先端の中央部が、先端の両端部よりも先に下シール部に当たるように構成されている。
【0007】
ここでは、押し倒し部材は、下シール部をその中央から押し倒すように構成されている。これにより、下シール部が鉛直面に沿った姿勢でなくても、下シール部を押し倒しながら底部直下に移動しやすくなっている。さらに、押し倒し部材は、少なくとも底部の第1水平方向に沿った幅よりも大きいので、下シール部を全幅にわたって押し倒すことができる。したがって、フラットボトム型の袋の底部の下シール部を安定して押し曲げることができる。
【0008】
また、押し倒し部材の先端は、第2水平方向へ凸形状であることが好ましい。
【0009】
ここでは、押し倒し部材は、下シール部をその中央から押し倒すような形状になっている。これにより、下シール部が鉛直面に沿った姿勢でなくても、下シール部を押し倒しながら底部直下に移動しやすくなっている。
【0010】
また、押し倒し部材の先端の中央部の位置は、押し倒し部材の先端の両端部の位置よりも上にあることが好ましい。
【0011】
ここでは、押し倒し部材は、その先端の中央部で先ず下シール部を押し倒した後、その先端の両端部は、中央部よりも下の位置で下シール部を押し倒す。したがって、下シール部の中央部を押し倒した後、その両端部が押し倒されていなくても、押し曲げることが出来る。
【0012】
また、押し倒し部材は、板部材の両側部を折り曲げ線で折り曲げて作られたものであることが好ましい。折り曲げ線は、第1水平方向および第2水平方向に交差する。
【0013】
ここでは、押し倒し部材の両側部が折り曲げられているから、下シール部の姿勢がその中央部と両端部とで異なっても、下シール部をその全幅にわたって安定して押し曲げることが出来る。
【0014】
また、押し倒し部材の先端は、第2水平方向から見たときに、中央部が水平方向に延び、両端部は中央部から離れるにしたがって斜め下方に延びることが好ましい。
【0015】
ここでは、押し倒し部材の先端の中央部で先ず下シール部を押し倒した後、下シール部をその中央から両端にかけて徐々に下から押し上げながら押し倒すことができる。したがって、下シール部の姿勢がその中央と両端とで異なっても、下シール部をその全幅にわたって安定して押し曲げることが出来る。
【発明の効果】
【0016】
本発明に係る製袋包装機では、フラットボトム型の袋の底部の下シール部を安定して押し曲げることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係る製袋包装機の外観斜視図。
【図2】ガイド機構、折り曲げ機構および横シール機構を示す図。
【図3】押し倒し部材の一例である底プレートの平面図。
【図4】底プレートの正面図。
【図5】底プレートが、下シール部を押し倒す様子を示す図。
【図6】底プレートの形状のイメージ図。
【図7】第2折り曲げ機構の動作の様子を示す図。
【図8】本発明の一実施形態に係る製袋包装機が製造する袋を示す図。
【図9】本発明の一実施形態に係る製袋包装機が製造する袋の底の完成前の図。
【発明を実施するための形態】
【0018】
以下図面を参照しながら、本発明の実施形態について説明する。なお、以下の実施形態は、本発明の具体例の一つであって、本発明の技術的範囲を限定するものではない。
【0019】
以下、製袋包装機1の説明における「上」「下」「左」「右」「前」「後」は、図2のとおり定義する。
【0020】
(1)全体構成
図1は、本発明の一実施形態に係る製袋包装機1の斜視図である。また、図2は、製袋包装機1の製袋包装ユニット5の概略構成を示す斜視図である。図1及び図2において、包装機1は、組合せ計量機2、製袋包装ユニット5及びフィルム供給ユニット6を備えている。
【0021】
組合せ計量機2は、商品Cを計量し所定の合計重量になるよう排出する。製袋包装ユニット5は、被包装物の袋詰めを行う本体部分である。フィルム供給ユニット6は、製袋包装ユニット5に袋となるフィルムFを供給する。
【0022】
また、製袋包装ユニット5の前面には操作スイッチ類7が配置されている。操作スイッチ類7を操作する操作者が視認できる位置には、操作状態を示すタッチパネル式ディスプレイ8が配置されている。
【0023】
組合せ計量機2、フィルム供給ユニット6及び製袋包装ユニット5は、操作スイッチ類7やタッチパネル式ディスプレイ8から入力された操作および設定に従って制御される。する。なお、操作スイッチ類7やタッチパネル式ディスプレイ8は、CPU、ROM、RAMなどから構成される制御部(図示せず)に接続されており、その制御部が組合せ計量機2および製袋包装ユニット5に設置されている各種センサから必要な情報を取り込み、その情報を各種制御において利用する。
【0024】
(2)詳細構成
(2−1)組合せ計量機2
組合せ計量機2は、製袋包装ユニット5の上部に配置されており、商品Cを計量ホッパで計量した後、これらの計量値を所定の合計重量になるように組み合わせて順次排出する。
【0025】
(2−2)フィルム供給ユニット6
フィルム供給ユニット6は、製袋包装ユニット5の成形機構13に対してシート状のフィルムFを供給するユニットであって、製袋包装ユニット5に隣接して設けられている。また、フィルム供給ユニット6にはフィルムFが巻かれたロールがセットされ、このロールからフィルムFが繰り出される。
【0026】
(2−3)製袋包装ユニット5
製袋包装ユニット5は、図8に示す袋B2を製造する。図8(a)は、袋B2を立てた状態の正面斜視図である。図8(b)は、袋B2を下から観た平面図である。袋B2は、商品Cを囲う本体部FL2を有し、その上端に上シール部SL1、その下端に平面状に成形された底部FBを有する。また、袋B2の幅方向の中央には、縦シール部LSPが上シール部SL1から底部FBまで延びている。底部FBは、四角形の形状であり、その幅方向に延びる下シール部SL2を有する。下シール部SL2の長手方向の両端には、側面S3が折り重なっている。
【0027】
図1および図2に示すように、製袋包装ユニット5は、成形機構13と、プルダウンベルト機構14と、縦シール機構15と、横シール機構20と、ガイド機構40と、押し曲げ機構70と、支持フレーム12とから構成されている。成形機構13は、シート状で送られてくるフィルムFを筒状に成形する。プルダウンベルト機構14は、筒状となったフィルムF(以下、筒状フィルムFmとよぶ)を下方に搬送する。縦シール機構15は、筒状フィルムFmの重ね合わせ部分を縦方向にシールし、縦シール部LSPを作成する。横シール機構20は、筒状フィルムFmを横方向にシールすることで袋の上下端を封止し、上シール部SL1と下シール部SL2とを作成する。ガイド機構40は、筒状フィルムFmの下端を内側から外側に広げ、図9に示すような袋下部FAを成形する。押し曲げ機構70は、袋下部FAを図8(b)に示すような底部FBに成形する。支持フレーム12は、それらの機構を支える。また、支持フレーム12の周囲には、ケーシング9が取り付けられている。
【0028】
(2−3−1)成形機構13
成形機構13は、チューブ13bと、フォーマ13aとを有している。チューブ13bは、筒形状の部材であり、上下端が開口している。このチューブ13bの上端の開口部には、組合せ計量機2で計量された商品Cが投入される。フォーマ13aは、チューブ13bを取り囲むように配置されている。フィルムロールから繰り出されてきたシート状のフィルムFは、フォーマ13aとチューブ13bとの間を通るときに筒状に成形される。成形機構13のチューブ13bやフォーマ13aは、製造する袋の大きさに応じて取り替えることができる。
【0029】
(2−3−2)プルダウンベルト機構14
図2に示すように、プルダウンベルト機構14は、チューブ13bに巻き付いた筒状フィルムFmを吸着して下方に連続搬送する機構であって、チューブ13bを挟んで左右両側にそれぞれベルト14cが設けられている。プルダウンベルト機構14では、吸着機能を有するベルト14cを駆動ローラ14aおよび従動ローラ14bによって回して筒状フィルムFmを下方に運ぶ。なお、図2においては、駆動ローラ14a等を回転させるローラ駆動モータの図示を省略している。
【0030】
(2−3−3)縦シール機構15
縦シール機構15は、チューブ13bに巻き付いた筒状フィルムFmの重なり部分を、一定の圧力でチューブ13bに押しつけながら加熱して縦にシールする機構である。縦シール機構15は、チューブ13bの正面側に位置しており、図示しないが、ヒータや、そのヒータにより加熱され筒状フィルムFmの重なり部分に接触するヒータベルトを有している。また、縦シール機構15は、図示しないが、ヒータベルトをチューブ13bに近づけたり遠ざけたりするための駆動装置も備えている。
【0031】
(2−3−4)横シール機構20
横シール機構20は、図2に示されているとおり、シールジョー21とクラムプレート22とを含む。
【0032】
(シールジョー21)
横シール機構20は、2つのシールジョー21を有し、これらのシールジョー21を互いに向けて移動させ筒状フィルムFmを挟み込む。
【0033】
シールジョー21は、図示しないが、内部にヒータを有している。このヒータによってシールジョー21のシール面が加熱され、シールジョー21によって挟み込まれた筒状フィルムFmの一部がシールされる。
【0034】
シールジョー21の片方には、図示しないが、カッターとカッター駆動機構とが設けられている。カッターは、もう片方のシールジョー21へ向かって前進し、シールされた部分を切断する。その結果、シールされた部分は、上シール部SL1と下シール部SL2とに分割される。
【0035】
(クラムプレート22)
クラムプレート22は、前後2つのクラムプレートからなり、図2に示されているように、横シール機構の上方に設置されている。クラムプレート22は、アクチュエータ(図示せず)により駆動されて前後に往復移動し、シールジョー21が筒状フィルムFmを横シールする直前で、シール予定域の上方を挟み込む。これにより、上方から落下する被包装物(商品C)などがシール予定域に噛みこまれることが抑制される。
【0036】
(2−3−5)ガイド機構40
ガイド機構40は、主に四角成形用スプレッダ41及びL字型部材46を含んでいる。
【0037】
(四角成形用スプレッダ41)
四角成形用スプレッダ41は、チューブ13bの下端の前側と後ろ側に1つずつ前後方向に回動可能に取り付けられている。四角成形用スプレッダ41は、それぞれU字を逆さにしたような形状になっている。
【0038】
四角成形用スプレッダ41は、内部の伝達機構(図示せず)にエアシリンダ等のアクチュエータ(図示せず)による押圧が伝達されると、伝達機構が、前後の四角成形用スプレッダ41それぞれを前側または後側に回動させるように構成されている。即ち、四角成形用スプレッダ41が開く。これによって、筒状フィルムFmの下端は、四角成形用スプレッダ41により内側から外側に向かって、特に前後方向に押し広げられる。その結果、筒状フィルムFmの下端近傍の当該筒の横断面は、四角形に成形される。
【0039】
なお、伝達機構に押圧が伝達されていない時は、四角成形用スプレッダ41は、自重により閉じた状態となるようになっている。
【0040】
(L字型部材46)
L字型部材46は、チューブ13bの下端から筒状フィルムFmの搬送方向に伸び、その先端部は四角成形用スプレッダ41の幅方向両端に向いて伸びている。L字型部材46の両端それぞれの下面には、水平な下端面46bが設けられている(図7参照)。後述する第2押し曲げ機構58のサイドプレート72aが上方向に回動したとき、L字型部材46の先端部の下端面46bと、第2押し曲げ機構72とで、袋下部FAの側部EPを挟みこむ(図7参照)。
【0041】
(2−3−6)押し曲げ機構70
押し曲げ機構70は、袋B2の四角形の底部FBを成形するために、下シール部SL2及び袋下部FAの側部EPを押し曲げるための機構である。押し曲げ機構70は、横シール機構20の上方に配置されており、第1押し曲げ機構71と、第2押し曲げ機構72とを含む(図2参照)。
【0042】
(第1押し曲げ機構71)
第1押し曲げ機構71は、主に、底プレート71a及び当該底プレート71aを前後に移動させるアクチュエータ(図示せず)を有する。
【0043】
図3は、底プレート71aを上から見た平面図であり、図4は、底プレート71aの先端Tを正面から水平に見た図である。底プレート71aは、表面に樹脂が施された金属製の板状部材であり、矢の先端のような形状をしている。底プレート71aは、下シール部SL2が伸びる方向である第1水平方向HD1と交差する第2水平方向HD2に移動し、下シール部SL2を第2水平方向HD2方向に押し倒して曲げる、即ち下シール部SL2の袋B2の他の部分に対する姿勢を変える(図5参照)。図5は、底プレート71aが下シール部SL2を押し曲げる様子を下から見たイメージを示した図である。このように、底プレート71aは、その先端Tの形状が第2水平方向HD2へ凸形状となっている。したがって、底プレート71aの先端Tは、矢の先端のように尖った中央部71cから先に下シール部SL2に当たり、最後に両端の端部71sが下シール部SL2に当たるように構成されている。なお、底プレート71aの幅、即ち第1水平方向HD1に沿った幅は、下シール部SL2の長さ、即ち筒状フィルムFmの下端の第1水平方向HD1に沿った幅以上の長さになっている。
【0044】
底プレート71aがこのような形状をしていることにより、下シール部SL2をその中央から先ず押し倒すことができ、下シール部SL2が一様に鉛直面に沿った姿勢でなくても、下シール部を押し倒しながら筒状フィルムFmの下端直下に移動しやすくなっている。即ち、下シール部SL2が、その端の方がよれていたり、或いは、第2水平方向HD2と反対の向きに傾いていても、下シール部SL2を中央から押して、よれたり傾いたりしている部分を第2水平方向HD2に倒し、或いは、直立さ、姿勢を変えることができる。その後、両端の端部71sで下シール部SL2の中央から両端に伸びる部分を押し倒すことができる。また、底プレート71aは、少なくとも筒状フィルムFmの下端の第1水平方向に沿った幅よりも大きいので、下シール部SL2を全幅にわたって押し倒すことができる。したがって、下シール部SL2をその姿勢に関わらず安定して押し曲げることができる。
【0045】
さらに、底プレート71aの先端Tは、第2水平方向HD2から見たときに、中央部71cが水平方向に延び、両端の端部71sは中央部71cから離れるにしたがって斜め下方に延びている。別の表現をすると、底プレート71aは、図6に示すような板部材100をその両側部H1及びH2それぞれを第1水平方向HD1及び第2水平方向HD2に交差する折り曲げ線L1及びL2それぞれで折り曲げて作られたような形状をしている。即ち、底プレート71aの先端Tの両端の端部71sは、斜め下前方に下がっている。換言すると、底プレート71aの先端Tにおいて、中央部71cの方が両端の端部71sの高さ位置よりも上に位置する。
【0046】
底プレート71aがこのような形状をしていることにより、中央部71cで先ず下シール部SL2を押し倒した後、下シール部SL2の両端が押し倒されていなくても、下シール部SL2をその中央から両端にかけて徐々に下から押し上げながら押し倒すことができる。したがって、下シール部SL2の端の方がよれていたり、或いは、第2水平方向HD2と反対の向きに傾いたり、下シール部の姿勢がその中央と両端とで異なっても、或いは、下シール部SL2の両端の高さ位置がその中央よりも下方であっても、下シール部SL2をその全幅にわたって安定して押し曲げることが出来る。即ち、下シール部SL2をその姿勢に関わらず安定して押し曲げることができる。
【0047】
なお、押し倒された下シール部SL2は、L字型部材46の下端面46bと底プレート71aとにより上下から挟まれ、熱により第1面S1に接着する(図9参照)。なお、袋下部FAは、図9に示されているとおり、下シール部SL2を挟んで第1面S1と第2面S2とを有し、下シール部SL2の両端近傍は、側面S3を有する側部EPとなっている。
【0048】
(第2押し曲げ機構72)
図7は、第2押し曲げ機構72が袋下部FAの左右の側部EPを押し曲げる様子を示している。第2押し曲げ機構72は、主に、筒状フィルムFmの左右に配置された2つのサイドプレート72aと、支持部材72bと、アクチュエータ72cとを有する。サイドプレート72aは、表面に樹脂が施された金属製の板状部材であり、回動軸72eにより上下に回動可能に支持部材72bに取り付けられている。アクチュエータ72cは、サイドプレート72aそれぞれを斜め上下方向へ移動及び上下方向へ回動させる。下シール部SL2が第1押し曲げ機構71の底プレート71aにより押し曲げられた後、左右2つのサイドプレート72aそれぞれが、袋下部FAの左右の側部EPを下方に押し曲げる(図7(b)参照)。さらにサイドプレート72aそれぞれは、上向きに回動し、当該側部EPを袋B2の底部FBとなる部分に押し当てる(図7(c)参照)。当該側部EPは、L字型部材46の下端面46bとサイドプレート72aとで上下から挟まれ、袋B2の底部FBとなる部分に熱により接着する。
【0049】
(2−3−7)製袋動作
フィルム供給ユニット6(図1参照)から送られてくるシート状のフィルムFは、フォーマ13aからチューブ13bに巻き付けられて筒状に成形され、そのままプルダウンベルト機構14によって下方に搬送される。フィルムFはチューブ13bに巻き付けられた状態において左右両端部が周面上で重ね合わせられた状態となり、その重ね合わせ部分が縦シール機構15によって縦にシールされる。縦にシールされた筒状フィルムFmは、チューブ13bを抜けて横シール機構20へと降りていく。このとき、筒状フィルムFmの内部には、組合せ計量機2からチューブ13bを通って商品Cが落下してくる。
【0050】
横シール機構20は、筒状フィルムFm内に商品Cが存在する状態で、一対のシールジョー21が筒状フィルムFmを横シールする。この直前にクランププレート22が、筒状フィルムFmを挟み、商品Cがシールジョー21に挟まれないようにする。横シール動作と同時に、シールジョー21に内蔵されているカッターによって、先行する袋B2と後続の袋(但し、袋B2に成形される前の筒状フィルムFm)とが切り離される。即ち、先行する袋B2の上シール部SL1と後続の袋B2となる筒状フィルムFmの下シール部SL2とが成形される。
【0051】
前後の四角成形用スプレッダ41それぞれが、前後に開くと、筒状フィルムFmの下端が、内側から前後方向に押し広げられる。その後、第1押し曲げ機構71の底プレート71aは、第2水平方向HD2に前進して、下シール部SL2を押し曲げ、熱により袋下部FAの第1面S1に接着する。次に、底プレート71aが後退し、第2押し曲げ機構72が袋下部FAの側部EPを押し曲げる。側部EPは、熱により袋B2の底部FBとなる部分に接着する。
【0052】
以上のように、四角形の底部FBを有する袋B2が製造されるとともに、商品Cが当該袋B2に充填されて包装される。
【0053】
(3)本実施形態に係る製袋包装機の特徴
(3−1)
上記実施形態では、底プレート71aは、下シール部SL2をその中央から先ず押し倒すことができ、下シール部SL2が鉛直面に沿った姿勢でなくても、下シール部を押し倒しながら筒状フィルムFmの下端直下に移動しやすくなっている。即ち、下シール部SL2が、その端の方がよれていたり、或いは、第2水平方向HD2と反対の向きに傾いていても、下シール部SL2を中央から押して、よれたり傾いたりしている部分を第2水平方向HD2に倒し、或いは、直立さたり、姿勢を変えることができる。その後、両端の端部71sで下シール部SL2の中央から両端に伸びる部分を押し倒すことができる。そして、底プレート71aは、少なくとも筒状フィルムFmの下端の第1水平方向に沿った幅よりも大きいので、下シール部SL2を全幅にわたって押し倒すことができる。したがって、下シール部SL2をその姿勢に関わらず安定して押し曲げることができる。
【0054】
(3−2)
上記実施形態では、底プレート71aは、中央部Cで先ず下シール部SL2を押し倒した後、下シール部SL2の両端が押し倒されていなくても、下シール部SL2をその中央から両端にかけて徐々に下から押し上げながら押し倒すことができる。したがって、下シール部SL2の端の方がよれていたり、或いは、第2水平方向HD2と反対の向きに傾いたり、下シール部SL2の姿勢がその中央と両端とで異なっても、或いは、下シール部SL2の両端の高さ位置がその中央よりも下方であっても、下シール部SL2をその全幅にわたって安定して押し曲げることが出来る。即ち、下シール部SL2をその姿勢に関わらず安定して押し曲げることができる。
【符号の説明】
【0055】
1 製袋包装機
20 横シール機構
71a 底プレート(押し倒し部材)
T 先端
71c 中央部
71s 端部
100 板部材
HD1 第1水平方向
HD2 第2水平方向
H1、H2 側部
L1、L2 折り曲げ線
C 商品(被包装物)
B2 フラットボトム型の袋
FA 袋下部
FB 底部
F フィルム(包材)
Fm 筒状フィルム
SL1 上シール部
SL2 下シール部
【先行技術文献】
【特許文献】
【0056】
【特許文献1】特開2006−96359号公報
【特許請求の範囲】
【請求項1】
被包装物を囲う本体部と、前記本体部の上下に位置する上シール部および下シール部とを有し、本体部の一部および下シール部から成る底部が平面状に成形された袋を、筒状に成形された包材から製造する、製袋包装機であって、
前記筒状に成形された包材を横方向にシールし、水平面に沿って延びる前記上シール部および前記下シール部を形成する横シール機構と、
前記底部を成形する際に、前記下シール部が延びる第1水平方向と交差する第2水平方向に移動して前記下シール部を押し倒し、前記本体部の一部に対する前記下シール部の姿勢を変える、押し倒し部材と、
を備え、
前記押し倒し部材は、
少なくとも前記底部の前記第1水平方向に沿った幅よりも大きく、
前記第2水平方向に移動することで前記下シール部に当たる先端の中央部が、前記先端の両端部よりも先に前記下シール部に当たるように構成されている、
製袋包装機。
【請求項2】
前記押し倒し部材の前記先端は、前記第2水平方向へ凸形状である、
請求項1に記載の製袋包装機。
【請求項3】
前記押し倒し部材の前記先端の前記中央部の位置は、前記押し倒し部材の前記先端の前記両端部の位置よりも上にある、
請求項1又は2に記載の製袋包装機。
【請求項4】
前記押し倒し部材は、板部材の両側部を前記第1水平方向および前記第2水平方向に交差する折り曲げ線で折り曲げて作られたものである、
請求項1〜3のいずれかに記載の製袋包装機。
【請求項5】
前記押し倒し部材の前記先端は、前記第2水平方向から見たときに、前記中央部が水平方向に延び、前記両端部は前記中央部から離れるにしたがって斜め下方に延びる、
請求項1〜3のいずれかに記載の製袋包装機。
【請求項1】
被包装物を囲う本体部と、前記本体部の上下に位置する上シール部および下シール部とを有し、本体部の一部および下シール部から成る底部が平面状に成形された袋を、筒状に成形された包材から製造する、製袋包装機であって、
前記筒状に成形された包材を横方向にシールし、水平面に沿って延びる前記上シール部および前記下シール部を形成する横シール機構と、
前記底部を成形する際に、前記下シール部が延びる第1水平方向と交差する第2水平方向に移動して前記下シール部を押し倒し、前記本体部の一部に対する前記下シール部の姿勢を変える、押し倒し部材と、
を備え、
前記押し倒し部材は、
少なくとも前記底部の前記第1水平方向に沿った幅よりも大きく、
前記第2水平方向に移動することで前記下シール部に当たる先端の中央部が、前記先端の両端部よりも先に前記下シール部に当たるように構成されている、
製袋包装機。
【請求項2】
前記押し倒し部材の前記先端は、前記第2水平方向へ凸形状である、
請求項1に記載の製袋包装機。
【請求項3】
前記押し倒し部材の前記先端の前記中央部の位置は、前記押し倒し部材の前記先端の前記両端部の位置よりも上にある、
請求項1又は2に記載の製袋包装機。
【請求項4】
前記押し倒し部材は、板部材の両側部を前記第1水平方向および前記第2水平方向に交差する折り曲げ線で折り曲げて作られたものである、
請求項1〜3のいずれかに記載の製袋包装機。
【請求項5】
前記押し倒し部材の前記先端は、前記第2水平方向から見たときに、前記中央部が水平方向に延び、前記両端部は前記中央部から離れるにしたがって斜め下方に延びる、
請求項1〜3のいずれかに記載の製袋包装機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−35602(P2013−35602A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2012−147933(P2012−147933)
【出願日】平成24年6月29日(2012.6.29)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成24年6月29日(2012.6.29)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]