
製袋包装装置及び計量包装システム
【課題】適切な包装袋を形成する可能な製袋包装装置を提供する。
【解決手段】シールジョー対191及び192は、それぞれ、筒状のフィルムFLを挟み込んでシールしながら、筒状のフィルムFLに追随して運動する直線部分と、筒状のフィルムFLから離隔して運動する円弧部分とからなる軌跡GL及びGRを繰り返し描くように、回転駆動用サーボモータ197及び水平駆動用サーボモータ198によって駆動される。回転駆動用サーボモータ197及び水平駆動用サーボモータ198は、直線部分から円弧部分への移行直前において、シールジョー対191及び192の速度の、筒状のフィルムFLの搬送方向の成分が、筒状のフィルムFLの搬送速度VFより速くなるように、シールジョー対191及び192を駆動する。
【解決手段】シールジョー対191及び192は、それぞれ、筒状のフィルムFLを挟み込んでシールしながら、筒状のフィルムFLに追随して運動する直線部分と、筒状のフィルムFLから離隔して運動する円弧部分とからなる軌跡GL及びGRを繰り返し描くように、回転駆動用サーボモータ197及び水平駆動用サーボモータ198によって駆動される。回転駆動用サーボモータ197及び水平駆動用サーボモータ198は、直線部分から円弧部分への移行直前において、シールジョー対191及び192の速度の、筒状のフィルムFLの搬送方向の成分が、筒状のフィルムFLの搬送速度VFより速くなるように、シールジョー対191及び192を駆動する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装袋を形成し、形成した包装袋に包装対象を袋詰する製袋包装装置及び当該製袋包装装置を含む計量包装システムに関する。
【背景技術】
【0002】
従来より、縦型製袋包装装置(縦型ピロー包装装置)等の製袋包装装置において、所定方向に搬送される筒状フィルムを後続部分から区切るようにシールし、包装対象の袋詰先となる包装袋を繰り返し形成することが行われている。
【0003】
例えば、特許文献1の製袋包装装置では、直線部分と円弧を含む曲線部分とからなる軌跡を繰り返し描くように運動するシールジョー対が、直線部分において、下方に搬送される筒状フィルムを挟み込み、後続部分から区切るようにシールしている。これにより、特許文献1の製袋包装装置では、包装対象の袋詰先となる包装袋が筒状のフィルムから繰り返し形成される。
【0004】
【特許文献1】特開2004−155464号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1の製袋包装装置では、シールを開始するときに、シールジョー対が筒状のフィルムをたくし上げ、形成した包装袋の長さが一定にならないという問題があった。また、シールを開始するときに、筒状のフィルムにタックが発生することもあった。
【0006】
さらに、特許文献1の製袋包装装置では、シールを終了するときに、筒状のフィルムがシールジョー対に乗り上げて包装袋が変形してしまうという問題もあった。
【0007】
本発明は、これらの問題を解決するためになされたもので、適切な包装袋を形成可能な製袋包装装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため、請求項1の発明は、筒状包装材を長さ方向へ搬送する搬送手段と、包装対象が供給された前記筒状包装材の端部を後続部分から区切るようにシールするシールジョー対と、前記シールジョー対を、前記筒状包装材を挟み込んでシールしながら前記筒状包装材に追随して運動する第1部分と、前記筒状包装材から離隔して運動する第2部分とからなる軌跡を繰り返し描くように駆動する駆動手段とを備え、長さ方向に搬送されている前記筒状包装材を、1組以上の前記シールジョー対で周期的にシールすることにより、包装対象が袋詰された包装袋を周期的に形成する製袋包装装置において、前記駆動手段は、前記第2部分から前記第1部分への移行直前において、前記シールジョー対の速度の、前記筒状包装材の搬送方向の成分が、前記筒状包装材の搬送速度より速くなるように、前記シールジョー対を駆動する。
【0009】
請求項2の発明は、請求項1に記載の製袋包装装置において、前記駆動手段は、前記第1部分から前記第2部分への移行直後において、前記シールジョー対の速度の、前記筒状包装材の搬送方向の成分が、前記筒状包装材の搬送速度より速くなるように、前記シールジョー対を駆動する。
【0010】
請求項3の発明は、請求項1又は請求項2に記載の製袋包装装置において、前記駆動手段は、前記第2部分の途上で前記シールジョー対を一時停止させる。
【0011】
請求項4の発明は、請求項3に記載の製袋包装装置において、前記シールジョー対を一時停止させる位置が、前記シールジョー対及び前記シールジョー対とともに運動する部材と、前記筒状包装材とが干渉しない位置である。
【0012】
請求項5の発明は、請求項1ないし請求項4のいずれかに記載の製袋包装装置において、前記第1部分が直線となっており、前記第2部分が円弧を含む。
【0013】
請求項6の発明は、計量包装システムであって、請求項1ないし請求項5のいずれかに記載の製袋包装装置と、前記製袋包装装置に包装対象を排出する組合せ計量装置と、前記製袋包装装置及び前記組合せ計量装置と連動し、包装対象が袋詰された包装袋の各々に対して所定の検査を行う検査装置とを備える。
【発明の効果】
【0014】
請求項1ないし請求項6の発明によれば、シールを開始するときに、シールジョー対が筒状包装材をたくし上げることがないので、長さが一定の適切な包装袋を形成可能となる。また、シールを開始するときに、シールジョー対が筒状包装材を搬送方向に引っ張るストリッピング効果が得られるので、筒状包装材にタックが発生しにくくなり、適切な包装袋を形成可能となる。また、ストリッピング効果により商品をシール部に噛み込んでしまうのを防止することができる。
【0015】
請求項2の発明によれば、シールを終了するときに、筒状包装材がシールジョー対に乗り上げることがないので、包装袋の変形を防止可能である。
【0016】
請求項3の発明によれば、第2部分から第1部分への移行直前や第1部分から第2部分への移行直後のシールジョー対の速度をより速くすることができる。
【発明を実施するための最良の形態】
【0017】
<1.1 計量包装システムの全体構成>
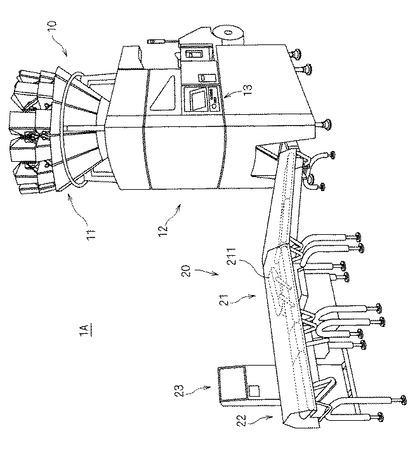
図1は、本発明の第1実施形態に係る計量包装システム1Aの全体構成を示す斜視図である。計量包装システム1Aは、菓子や生鮮食品等の個々の重量が一定しない商品の重量を測定し(以下では、重量の測定を「計量」とも称する)、総重量が所定の目標重量Mとなるように商品を組み合わせてから包装するとともに、包装された商品に対して所定の検査を行う。
【0018】
図1を参照して説明すると、計量包装システム1Aは、商品の重量を計量し、総重量が目標重量Mとなるように商品を組み合わせてから包装する計量包装装置10と、計量包装装置10により包装された商品に対して所定の検査を行う検査装置20とを備える。
【0019】
○計量包装装置;
計量包装装置10は、商品の重量を計量し、総重量が目標重量Mとなるように商品を組み合わせる組合せ計量部11と、商品を包装する包装袋を形成し、組合せ計量部11が組み合わせた商品を当該包装袋へ袋詰包装する製袋包装部12とを備える。
【0020】
組合せ計量部(組合せ計量装置)11は、継続的に供給される商品群(物品群)を小分けすることにより得られた計量対象の各々を計量し、その結果に応じて複数の計量対象を総重量が目標重量Mとなるように組み合わせて包装対象として排出する。
【0021】
製袋包装部(製袋包装装置)12は、長尺のフィルムから包装袋を形成し、組合せ計量部11が排出した包装対象を当該包装袋へ袋詰する。
【0022】
計量包装装置10には、さらに、液晶操作パネルを備えた操作部13が設けられる。操作部13は、計量包装装置10の運転操作に用いられる他、計量包装装置10の運転状態等に関する情報の閲覧に用いられる。
【0023】
計量包装装置10の定常状態においては、組合せ計量部11は、包装対象を排出する排出処理を所定の周期Tで繰り返し実行し、製袋包装部は、包装袋を形成し、組合せ計量部11が排出した包装対象を当該包装袋へ袋詰する袋詰処理を周期Tで繰り返し実行する。
【0024】
○検査装置;
検査装置20は、計量包装装置10と連動し、包装対象が袋詰された包装袋の各々に対してシール検査及び重量検査を行う。検査装置20は、包装袋を、コンベアによる搬送の途上でシールチェッカ21及び重量チェッカ22を通過させる。
【0025】
シールチェッカ21は、押さえ具211で包装袋をコンベアへ押さえつけたときの包装袋からの空気の漏れの有無を検出することにより、包装袋におけるシール不良の有無を判定する。
【0026】
重量チェッカ22は、コンベアの上の包装袋の重量をロードセル等で計量することにより、包装袋の重量の過量又は軽量の有無を判定する。
【0027】
検査装置20には、さらに、液晶操作パネルを有する操作部23が設けられる。操作部23は、検査装置20の運転操作に用いられる他、検査装置20の運転状態等に関する情報の閲覧に用いられる。
【0028】
なお、検査装置20において、金属検出機を設けて金属の異物の有無を検査するようにしてもよいし、X線異物検出装置を設けて金属及び非金属の異物の有無を検査するようにしてもよい。
【0029】
<1.2 製袋包装部の構成>
○製袋包装部の概略構成;
図2は、製袋包装部12の概略構成を示す側面図である。図2には、説明の便宜上、左右方向をX軸方向、前後方向をY軸方向、上下方向をZ軸方向とするXYZ直交座標系が定義されている(図4及び図6も同様)。
【0030】
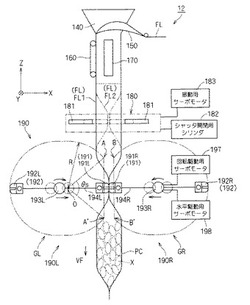
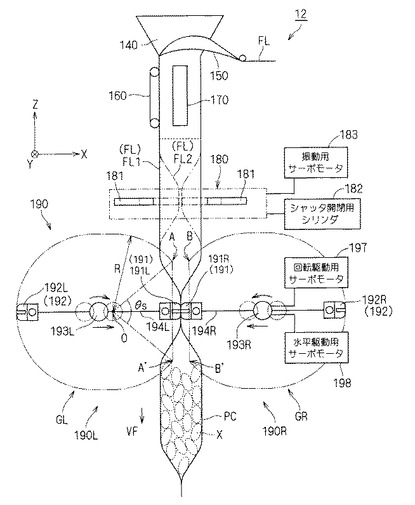
図2を参照して説明すると、いわゆる縦型製袋包装装置(縦型ピロー包装装置)である製袋包装部12は、組合せ計量部11が落下させた包装対象Xを受け止めて下方へ案内するチューブ140と、包装材である長尺のフィルムFLを筒状に曲成するセーラ150と、筒状のフィルムFLを下方に搬送するプルダウンベルト160と、筒状のフィルムFLの縦方向(長さ方向)に延びる重ね合わせ部分をシール(溶着)する縦シール機構170と、筒状のフィルムFLの内部に投入された包装対象Xの嵩密度を高めるシェーキング機構180と、筒状のフィルムFLを横方向(幅方向)にさらにシールする横シール機構190とを備える。
【0031】
チューブ140は、上部が漏斗形状となっており、下部が円筒形状となっている。チューブ140の上部の漏斗形状の部分は、組合せ計量部11が落下させた包装対象Xを受け止めてチューブ140の内部に導く集合シュートとして機能する。チューブ140は、内部の包装対象X及び外面に巻きつけられた筒状のフィルムFLを下方へ案内する。
【0032】
セーラ150は、チューブ140が貫通する湾曲面を有しており、当該湾曲面とチューブ140との間には、供給されたフィルムFLを通過させることができる間隙が設けられている。セーラ150は、供給されたフィルムFLを当該湾曲面に密接させた後に当該間隙を通過させることにより、フィルムFLを筒状に曲成された状態でチューブ140の外面に巻きつける。
【0033】
プルダウンベルト160は、上下方向に離間して設けられたプーリに架けられたベルトの平坦走行部分をチューブ140の外面に巻きつけられた筒状のフィルムFLに接触させることにより、筒状のフィルムFLを一定速度で長さ方向である下方へ搬送する。
【0034】
縦シール機構170は、筒状に曲成されたフィルムFLの縦方向に延びる重ね合わせ部分を押圧しながら加熱することにより、当該重ね合わせ部分をシールし、フィルムFLを筒状に形成する。
【0035】
シェーキング機構180は、横シール機構190によって下端部がシールされ、包装対象Xが内部に投入された筒状のフィルムFLを、シャッタ181で挟み込んで上下に振動させることにより、包装対象Xの嵩密度を高める。シェーキング機構180には、シャッタ181を開閉するためのシャッタ開閉用シリンダ182及びシャッタ181を上下に振動させるための振動用サーボモータ183が設けられている。なお、図2には、筒状のフィルムFLがシャッタ181で挟み込まれていない状態が実線で図示されており(フィルムFL1)、筒状のフィルムFLがシャッタ181で挟み込まれている状態が二点破線で図示されている(フィルムFL2)。
【0036】
横シール機構190は、縦シール機構170によって筒状に形成されたフィルムFLをさらに横方向にシールする。横シール機構190は、左右対称の機構190L及び190Rを備えており、機構190L及び190Rの協働により、筒状のフィルムFLを横方向にシールして切断する。
【0037】
より具体的には、左側の機構190Lは、シールジョー191L及び192Lと、時計回りに回転運動するとともに左右方向に往復直線運動する回転軸193Lと、シールジョー191L及び192Lと回転軸193Lとを連結する連結部材194Lとを備えている。また、右側の機構190Rは、シールジョー191R及び192Rと、反時計回りに回転運動するとともに左右方向に往復直線運動する回転軸193Rと、シールジョー191R及び192Rと回転軸193Rとを連結する連結部材194Rとを備えている。
【0038】
さらに、横シール機構190には、回転軸193Lを時計回りに回転させるとともに、回転軸190Rを反時計回りに回転させる回転駆動用サーボモータ197が設けられている。また、横シール機構190には、回転軸193L及び193Rを、フィルムFLの搬送方向に垂直な水平方向に往復直線運動させる水平駆動用サーボモータ198が設けられている。
【0039】
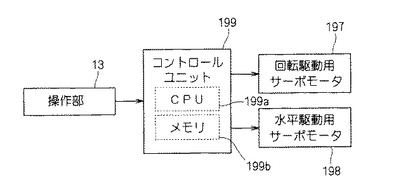
回転駆動用サーボモータ197及び水平駆動用サーボモータ198は、図3のブロック図に示すように、コントロールユニット199によって制御される。コントロールユニット199は、少なくともCPU199a及びメモリ199bを備えるコンピュータを含み、組み込まれた制御プログラムを当該コンピュータに実行させることにより、回転駆動用サーボモータ197及び水平駆動用サーボモータ198を制御している。このコントロールユニット199に対する指示は、操作部13から与えることができる。
【0040】
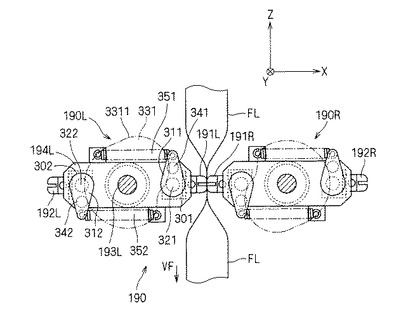
○横シール機構の詳細;
以下では、横シール機構190の詳細について、図4の側面図を参照しながら説明する。なお、横シール機構190の機構190L及び190Rは、左右対象の同等の構成を有しているので、以下では、機構190Lの詳細について説明を行い、機構190Rの詳細についての重複説明は行わない。
【0041】
図4を参照して説明すると、機構190Lは、連結部材194Lと、シールジョー191L及び192Lと、ベース部材301及び302と、回動部材311及び312と、回動軸321及び322とを備える。
【0042】
連結部材194Lは、回転軸193Lの往復直線運動に追随して運動するとともに、回転軸193Lの回転運動に追随して運動する。
【0043】
連結部材194Lの両端部のシールジョー191L及び192Lは、それぞれ、機構190Rのシールジョー191R及び192Rと対になって筒状のフィルムFLを挟み込み、挟み込んだ筒状のフィルムFLをシール(溶着)して切断(溶断)する。シールジョー191L及び192Lには、筒状のフィルムFLを溶着及び溶断するために、図示しないヒータが内蔵されている。
【0044】
ベース部材301及び302は、それぞれ、シールジョー191L及び192Lを保持する。ベース部材301及び302は、それぞれ、回動軸321及び322に結合され、回動軸321及び回動軸322のまわりに連結部材194Lに対して回動可能である。
【0045】
回動部材311及び312は、それぞれ、一方の端部の近傍において回動軸321及び322に結合され、回動軸321及び回動軸322のまわりに連結部材194Lに対して回動可能である。
【0046】
回動軸321及び322は、連結部材194Lの両端部の近傍において連結部材194Lを前後(±Y方向)に貫通するように設けられている。回動軸321及び322は、連結部材194Lに対して回動可能である。
【0047】
これにより、機構190Lでは、回動部材311及び312が連結部材194Lに対して回動すれば、ベース部材301及び302も連結部材194Lに対して回動し、シールジョー191L及び192Lの連結部材194Lに対する角度が変化することになる。
【0048】
機構190Lは、さらに、カム331と、カムフォロア341及び342と、スプリング351及び352とを備える。
【0049】
カム331は、回転軸193Lの往復直線運動に追随して運動するが、回転軸193Lの回転運動に対しては追随しないように設置されている。
【0050】
カムフォロア341及び342は、それぞれ、回動部材311及び312に回転自在に取り付けられ、カム331のカム面3311に摺接する。カムフォロア341及び342は、それぞれ、回動部材311及び312において、回動軸321及び322への結合位置よりも他方の端部よりの位置に取り付けられている。
【0051】
スプリング351及び352は、結合部材194Lの側部に設けられている。スプリング351及び352は、それぞれ、回動部材311及び312の他方の端部と、連結部材194Lの回動部材311及び312が設けられた端部とは回転軸193Lを挟んで反対側の端部とにわたって配される。このスプリング351及び352により、カムフロア341及び342は、カム面3311に付勢される。これにより、カム面3311の形状は、連結部材194Lに対するシールジョー191L及び192Lの向きを規定することになる。
【0052】
<1.3 製袋包装部の動作>
○シールジョーの運動の軌跡;
以下では、図2を参照しながら、シールジョー191L、192L、191R及び192Rの運動の軌跡について説明する。
【0053】
図2に示すように、シールジョー191L及び192Lは、位置Aから位置A’へ至る直線部分と位置A’から位置Aへ至る円弧を含む曲線部分とからなる略D字形状の閉じた軌跡GLを繰り返し描くように、回転駆動用サーボモータ197及び水平駆動用サーボモータ198によって駆動される。また、シールジョー191R及び192Rは、位置Bから位置B’へ至る直線部分と位置B’から位置Bへ至る円弧を含む曲線部分とからなる略D字形状の閉じた軌跡GRを繰り返し描くように、回転駆動用サーボモータ197及び水平駆動用サーボモータ198によって駆動される。
【0054】
回転駆動用サーボモータ197及び水平駆動用サーボモータ198による駆動により、筒状のフィルムFLについて左右対象の位置にあるシールジョー対191(シールジョー191L及び191R)は、シールジョー191Lが軌跡GLの直線部分にあり、シールジョー191Rが軌跡GRの直線部分にあるときは、筒状のフィルムFLに追随して運動し、筒状のフィルムFLを左右両側から挟み込んでシールするとともに、筒状のフィルムFLの切断を行う。一方、シールジョー対191は、シールジョー191Lが軌跡GLの曲線部分にあり、シールジョー191Rが軌跡GRの曲線部分にあるときは、筒状のフィルムFLから離隔して運動する。もちろん、シールジョー対192(シールジョー192L及び192R)も、シールジョー対191と同様に運動して、筒状のフィルムFLを左右両側から挟み込んで幅方向にシールするとともに、筒状のフィルムFLの切断を行う。
【0055】
なお、シールジョー対191(192)が直線運動をしているときに、シールジョー対191(192)が対向して筒状のフィルムFLを適切に挟みことができるように、カム331のカム面3311の形状は決められている。
【0056】
○包装袋の形成と袋詰;
続いて、横シール機構190における包装袋PCの形成と、包装袋PCへの包装対象Xの袋詰について説明する。
【0057】
図2に示すように、横シール機構190では、シールジョー191L及び192Lが軌跡GLにそって時計回りに周期的に運動し、シールジョー191R及び192Rが軌跡GRにそって反時計回りに周期的に運動するようにすることで、下方に搬送されている筒状のフィルムFLが、2組のシールジョー対191及び192で周期的にシールされ、包装対象Xの袋詰先となる包装袋PCが周期的に形成される。
【0058】
なお、包装袋PCへの包装対象Xの袋詰は、組合せ計量部11が排出した包装対象Xを連続した筒状のフィルムFLの下端部に供給し、しかる後に、シールジョー対191又は192により筒状のフィルムFLを当該下端部から離れた位置でシールして切断することにより、筒状のフィルムFLの下端部を後続部分から区切ることによって実現される。
【0059】
○シールジョーの駆動;
ここで、回転駆動用サーボモータ197及び水平駆動用サーボモータ198によるシールジョー191L、192L、191R及び192Rの駆動について、図5及び図6を参照しながら説明する。
【0060】
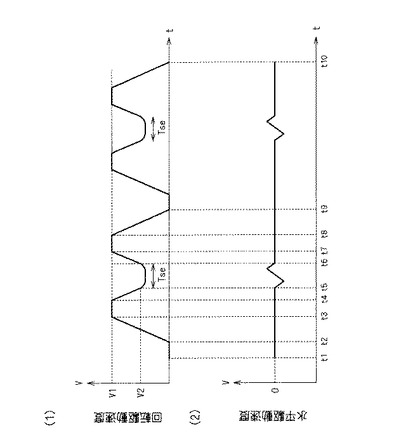
図5は、時間tに対する回転駆動速度Vの変化を一周期にわたって示すグラフ(図5(1))と、時間tに対する水平駆動速度vの変化を一周期にわたって示すグラフ(図5(1))とを含んでいる。
【0061】
ここで、「回転駆動速度」とは、回転軸193Lを中心とするシールジョー191L(192L)の円運動の角速度ωと、回転軸193Lとシールジョー191L(192L)との距離Rとの積Rωであり、時計回り方向が正の方向とされている。
【0062】
また、「水平駆動速度」とは、回転軸192と回転軸192に連結されたシールジョー191L(192L)の往復直線運動の速度であり、筒状のフィルムFLに接近する+X方向が正の方向とされている。
【0063】
なお、横シール機構190では、対になるシールジョー191Lと191Rとは(又は、シールジョー192Lと192Rとは)、筒状のフィルムFLについて左右対称の位置にあるので、図5(1)は、反時計回り方向を正の方向とした場合の、シールジョー191R及び192Rに関する回転駆動速度の時間tに対する変化を一周期にわたって示すグラフともなっており、図5(2)は、シールジョー191R及び192Rに関する水平駆動速度vの時間tに対する変化を一周期にわたって示すグラフともなっている。
【0064】
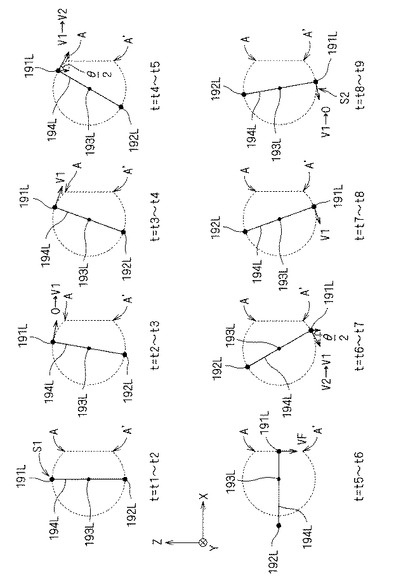
また、図6は、図5に示す時刻t1〜t9における、シールジョー191L及び192Lの位置の変化を示す図である。
【0065】
図5及び図6に示すように、時刻t1から時刻t2までは、回転駆動速度V及び水平駆動速度vのいずれも「0」となっており、シールジョー191Lは、軌跡GLの円弧部分の途上の所定の停止位置S1に、筒状のフィルムFLから離隔した状態で一時停止している。
【0066】
時刻t2から時刻t5までは、水平駆動速度vは「0」に保たれ、回転駆動用サーボモータ197による駆動により、シールジョー191Lは、軌跡GLの円弧部分にそって停止位置S1から位置Aへ向かって円運動を行う。この円運動においては、まず、回転駆動速度Vが「0」から「V1」まで加速され(時刻t2から時刻t3まで)、回転駆動速度Vが「V1」のまま維持され(時刻t3から時刻t4まで)、しかる後に、回転駆動速度Vが「V1」から「V2」まで減速される(時刻t4から時刻t5まで)。そして、シールジョー191Lは位置Aに到達する。
【0067】
ここで、回転駆動用サーボモータ197は、軌跡GLの円弧部分から直線部分へ移行する直前すなわち時刻t5の直前において、シールジョー対191の速度の、筒状のフィルムFLの搬送方向(−Z方向)の成分Vcos(θ/2)が、筒状のフィルムFLの搬送速度VFよりも速くなるように、シールジョー対191を駆動している。これにより、シールを開始するときに、シールジョー対191が筒状のフィルムFLをたくし上げることがないので、長さが一定の適切な包装袋PCを形成可能となる。また、シールを開始するときに、シールジョー対191が筒状のフィルムFLを搬送方向に引っ張るストリッピング効果が得られるので、筒状のフィルムFLにタックが発生しにくくなり、適切な包装袋PCを形成可能となる。
【0068】
続く時刻t5から時刻t6までは、シール期間Tseとなっており、回転駆動用サーボモータ197及び水平駆動用サーボモータ198の協働により、シールジョー191Lは、位置Aから位置A’へ向かって直線運動を行う。具体的には、時刻t5から時刻t6までは、水平駆動速度vは、「0」からいったん負となった後に正となり、しかる後に「0」へ戻り、回転駆動速度Vは、「V2」からいったん減速され、しかる後に「V2」へ戻される。このシール期間Tseの間に、シールジョー対191は、筒状のフィルムFLを挟み込み、シール及び切断を済ませることになる。
【0069】
時刻t6から時刻t9までは、再び水平駆動速度vは「0」に保たれ、回転駆動サーボモータ197による駆動により、シールジョー191Lは、軌跡GLの円弧部分にそって位置Aから停止位置S2へ向かって円運動を行う。この円運動においては、まず、回転駆動速度Vが「V2」から「V1」まで加速され(時刻t6から時刻t7まで)、回転駆動速度Vが「V1」のまま維持され(時刻t7から時刻t8まで)、しかる後に回転駆動速度Vが「V1」から「0」まで減速される(時刻t8から時刻t9まで)。そして、シールジョー191Lは停止位置S2に到達する。
【0070】
ここで、回転駆動用サーボモータ197は、軌跡GLの直線部分から円弧部分へ移行した直後すなわち時刻t6の直後において、シールジョー対191の速度の、筒状のフィルムFLの搬送方向(−Z方向)の成分Vcos(θ/2)が、筒状のフィルムFLの搬送速度VFよりも速くなるように、シールジョー対191を駆動している。これにより、シールを終了するときに、筒状のフィルムFLがシールジョー対191に乗り上げることがないので、包装袋PCの変形を防止可能である。
【0071】
そして、時刻t9から時刻t10までは、回転駆動用サーボモータ197及び水平駆動用サーボモータ198により、時刻t1から時刻t9までと同様の駆動が行われ、今度は、シールジョー対192により筒状の包装袋FLのシール及び切断が行われる。
【0072】
このような横シール機構190では、筒状のフィルムFLの搬送速度VFや包装袋PCの長さが決まれば、シールジョー対191及び192が筒状のフィルムFLから離隔している時間すなわちシールジョー対191及び192が軌跡GL及びGRの曲線部分にそって円運動している時間TRも一意に決まってしまう。このため、回転駆動用サーボモータ197は、当該曲線部分の長さをLとすれば、回転駆動速度Vの平均がL/TRとなるようにシールジョー対191及び192の駆動を行わなければならない。したがって、横シール機構190では、円弧部分から直線部分へ移行する直前や直線部分から円弧部分へ移行した直後の回転駆動速度Vを速くするためには、それ以外の時の回転駆動速度Vをできる限り遅くして、速度V2をできる限り速くすることが望ましく、シールジョー対191及び192を一時停止させてしまうことが最も望ましい。
【0073】
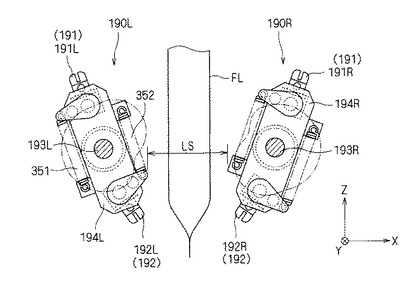
ここで、シールジョー対191及び192を一時停止させる停止位置は、図7に示すように、シールジョー対191及び192及びこれとともに運動する機構190L及び190Rの残余の部材(連結部材194L及び194R等)に筒状のフィルムFLが干渉しない位置となるように決定する。特に望ましくは、シールジョー対191及び192と当該残余の部材とによって形成される最も狭い部分の間隙LSが最大となるような停止位置S1及びS2を採用するとともに、回転駆動用サーボモータ197の加速及び減速の能力が許す限り、シールジョー対191及び192が停止している時間を長くする。これにより、横シール機構190では、シールジョー対191及び192と当該残余の部材とが筒状のフィルムFLと干渉しない時間が長くなり、サイズの大きな包装袋PCを形成することができるようになる。
【0074】
<1.4 変形例>
上述の実施形態では、筒状のフィルムを挟み込んでシールするシールジョー対が2組設けられているツインジョータイプの製袋包装装置について説明したが、シールジョー対の数は3組以上又は1組であってもよい。
【図面の簡単な説明】
【0075】
【図1】本発明の第1実施形態に係る計量包装システム1Aの全体構成を示す斜視図である。
【図2】製袋包装部12の概略構成を示す側面図である。
【図3】回転駆動用サーボモータ197及び水平駆動用サーボモータ198の制御に関する構成を示すブロック図である。
【図4】横シール機構190の詳細を示す側面図である。
【図5】時間tに対する回転駆動速度Vの変化を一周期にわたって示すグラフと、時間tに対する水平駆動速度vの変化を一周期にわたって示すグラフとを含む図である。
【図6】シールジョー191L及び192Lの位置を示す図である。
【図7】シールジョー対191及び192を一時停止させる位置を示す図である。
【符号の説明】
【0076】
1A 製袋包装システム
10 製袋包装装置
11 組合せ計量部(組合せ計量装置)
12 製袋包装部(製袋包装装置)
20 検査装置
160 プルダウンベルト
170 縦シール機構
190 横シール機構
190L、190R 機構
191、192 シールジョー対
197 回転駆動用サーボモータ
198 水平駆動用サーボモータ
FL フィルム
GL、GR 軌跡
LS 間隙
PC 包装袋
S1、S2 停止位置
X 包装対象
【技術分野】
【0001】
本発明は、包装袋を形成し、形成した包装袋に包装対象を袋詰する製袋包装装置及び当該製袋包装装置を含む計量包装システムに関する。
【背景技術】
【0002】
従来より、縦型製袋包装装置(縦型ピロー包装装置)等の製袋包装装置において、所定方向に搬送される筒状フィルムを後続部分から区切るようにシールし、包装対象の袋詰先となる包装袋を繰り返し形成することが行われている。
【0003】
例えば、特許文献1の製袋包装装置では、直線部分と円弧を含む曲線部分とからなる軌跡を繰り返し描くように運動するシールジョー対が、直線部分において、下方に搬送される筒状フィルムを挟み込み、後続部分から区切るようにシールしている。これにより、特許文献1の製袋包装装置では、包装対象の袋詰先となる包装袋が筒状のフィルムから繰り返し形成される。
【0004】
【特許文献1】特開2004−155464号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1の製袋包装装置では、シールを開始するときに、シールジョー対が筒状のフィルムをたくし上げ、形成した包装袋の長さが一定にならないという問題があった。また、シールを開始するときに、筒状のフィルムにタックが発生することもあった。
【0006】
さらに、特許文献1の製袋包装装置では、シールを終了するときに、筒状のフィルムがシールジョー対に乗り上げて包装袋が変形してしまうという問題もあった。
【0007】
本発明は、これらの問題を解決するためになされたもので、適切な包装袋を形成可能な製袋包装装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため、請求項1の発明は、筒状包装材を長さ方向へ搬送する搬送手段と、包装対象が供給された前記筒状包装材の端部を後続部分から区切るようにシールするシールジョー対と、前記シールジョー対を、前記筒状包装材を挟み込んでシールしながら前記筒状包装材に追随して運動する第1部分と、前記筒状包装材から離隔して運動する第2部分とからなる軌跡を繰り返し描くように駆動する駆動手段とを備え、長さ方向に搬送されている前記筒状包装材を、1組以上の前記シールジョー対で周期的にシールすることにより、包装対象が袋詰された包装袋を周期的に形成する製袋包装装置において、前記駆動手段は、前記第2部分から前記第1部分への移行直前において、前記シールジョー対の速度の、前記筒状包装材の搬送方向の成分が、前記筒状包装材の搬送速度より速くなるように、前記シールジョー対を駆動する。
【0009】
請求項2の発明は、請求項1に記載の製袋包装装置において、前記駆動手段は、前記第1部分から前記第2部分への移行直後において、前記シールジョー対の速度の、前記筒状包装材の搬送方向の成分が、前記筒状包装材の搬送速度より速くなるように、前記シールジョー対を駆動する。
【0010】
請求項3の発明は、請求項1又は請求項2に記載の製袋包装装置において、前記駆動手段は、前記第2部分の途上で前記シールジョー対を一時停止させる。
【0011】
請求項4の発明は、請求項3に記載の製袋包装装置において、前記シールジョー対を一時停止させる位置が、前記シールジョー対及び前記シールジョー対とともに運動する部材と、前記筒状包装材とが干渉しない位置である。
【0012】
請求項5の発明は、請求項1ないし請求項4のいずれかに記載の製袋包装装置において、前記第1部分が直線となっており、前記第2部分が円弧を含む。
【0013】
請求項6の発明は、計量包装システムであって、請求項1ないし請求項5のいずれかに記載の製袋包装装置と、前記製袋包装装置に包装対象を排出する組合せ計量装置と、前記製袋包装装置及び前記組合せ計量装置と連動し、包装対象が袋詰された包装袋の各々に対して所定の検査を行う検査装置とを備える。
【発明の効果】
【0014】
請求項1ないし請求項6の発明によれば、シールを開始するときに、シールジョー対が筒状包装材をたくし上げることがないので、長さが一定の適切な包装袋を形成可能となる。また、シールを開始するときに、シールジョー対が筒状包装材を搬送方向に引っ張るストリッピング効果が得られるので、筒状包装材にタックが発生しにくくなり、適切な包装袋を形成可能となる。また、ストリッピング効果により商品をシール部に噛み込んでしまうのを防止することができる。
【0015】
請求項2の発明によれば、シールを終了するときに、筒状包装材がシールジョー対に乗り上げることがないので、包装袋の変形を防止可能である。
【0016】
請求項3の発明によれば、第2部分から第1部分への移行直前や第1部分から第2部分への移行直後のシールジョー対の速度をより速くすることができる。
【発明を実施するための最良の形態】
【0017】
<1.1 計量包装システムの全体構成>
図1は、本発明の第1実施形態に係る計量包装システム1Aの全体構成を示す斜視図である。計量包装システム1Aは、菓子や生鮮食品等の個々の重量が一定しない商品の重量を測定し(以下では、重量の測定を「計量」とも称する)、総重量が所定の目標重量Mとなるように商品を組み合わせてから包装するとともに、包装された商品に対して所定の検査を行う。
【0018】
図1を参照して説明すると、計量包装システム1Aは、商品の重量を計量し、総重量が目標重量Mとなるように商品を組み合わせてから包装する計量包装装置10と、計量包装装置10により包装された商品に対して所定の検査を行う検査装置20とを備える。
【0019】
○計量包装装置;
計量包装装置10は、商品の重量を計量し、総重量が目標重量Mとなるように商品を組み合わせる組合せ計量部11と、商品を包装する包装袋を形成し、組合せ計量部11が組み合わせた商品を当該包装袋へ袋詰包装する製袋包装部12とを備える。
【0020】
組合せ計量部(組合せ計量装置)11は、継続的に供給される商品群(物品群)を小分けすることにより得られた計量対象の各々を計量し、その結果に応じて複数の計量対象を総重量が目標重量Mとなるように組み合わせて包装対象として排出する。
【0021】
製袋包装部(製袋包装装置)12は、長尺のフィルムから包装袋を形成し、組合せ計量部11が排出した包装対象を当該包装袋へ袋詰する。
【0022】
計量包装装置10には、さらに、液晶操作パネルを備えた操作部13が設けられる。操作部13は、計量包装装置10の運転操作に用いられる他、計量包装装置10の運転状態等に関する情報の閲覧に用いられる。
【0023】
計量包装装置10の定常状態においては、組合せ計量部11は、包装対象を排出する排出処理を所定の周期Tで繰り返し実行し、製袋包装部は、包装袋を形成し、組合せ計量部11が排出した包装対象を当該包装袋へ袋詰する袋詰処理を周期Tで繰り返し実行する。
【0024】
○検査装置;
検査装置20は、計量包装装置10と連動し、包装対象が袋詰された包装袋の各々に対してシール検査及び重量検査を行う。検査装置20は、包装袋を、コンベアによる搬送の途上でシールチェッカ21及び重量チェッカ22を通過させる。
【0025】
シールチェッカ21は、押さえ具211で包装袋をコンベアへ押さえつけたときの包装袋からの空気の漏れの有無を検出することにより、包装袋におけるシール不良の有無を判定する。
【0026】
重量チェッカ22は、コンベアの上の包装袋の重量をロードセル等で計量することにより、包装袋の重量の過量又は軽量の有無を判定する。
【0027】
検査装置20には、さらに、液晶操作パネルを有する操作部23が設けられる。操作部23は、検査装置20の運転操作に用いられる他、検査装置20の運転状態等に関する情報の閲覧に用いられる。
【0028】
なお、検査装置20において、金属検出機を設けて金属の異物の有無を検査するようにしてもよいし、X線異物検出装置を設けて金属及び非金属の異物の有無を検査するようにしてもよい。
【0029】
<1.2 製袋包装部の構成>
○製袋包装部の概略構成;
図2は、製袋包装部12の概略構成を示す側面図である。図2には、説明の便宜上、左右方向をX軸方向、前後方向をY軸方向、上下方向をZ軸方向とするXYZ直交座標系が定義されている(図4及び図6も同様)。
【0030】
図2を参照して説明すると、いわゆる縦型製袋包装装置(縦型ピロー包装装置)である製袋包装部12は、組合せ計量部11が落下させた包装対象Xを受け止めて下方へ案内するチューブ140と、包装材である長尺のフィルムFLを筒状に曲成するセーラ150と、筒状のフィルムFLを下方に搬送するプルダウンベルト160と、筒状のフィルムFLの縦方向(長さ方向)に延びる重ね合わせ部分をシール(溶着)する縦シール機構170と、筒状のフィルムFLの内部に投入された包装対象Xの嵩密度を高めるシェーキング機構180と、筒状のフィルムFLを横方向(幅方向)にさらにシールする横シール機構190とを備える。
【0031】
チューブ140は、上部が漏斗形状となっており、下部が円筒形状となっている。チューブ140の上部の漏斗形状の部分は、組合せ計量部11が落下させた包装対象Xを受け止めてチューブ140の内部に導く集合シュートとして機能する。チューブ140は、内部の包装対象X及び外面に巻きつけられた筒状のフィルムFLを下方へ案内する。
【0032】
セーラ150は、チューブ140が貫通する湾曲面を有しており、当該湾曲面とチューブ140との間には、供給されたフィルムFLを通過させることができる間隙が設けられている。セーラ150は、供給されたフィルムFLを当該湾曲面に密接させた後に当該間隙を通過させることにより、フィルムFLを筒状に曲成された状態でチューブ140の外面に巻きつける。
【0033】
プルダウンベルト160は、上下方向に離間して設けられたプーリに架けられたベルトの平坦走行部分をチューブ140の外面に巻きつけられた筒状のフィルムFLに接触させることにより、筒状のフィルムFLを一定速度で長さ方向である下方へ搬送する。
【0034】
縦シール機構170は、筒状に曲成されたフィルムFLの縦方向に延びる重ね合わせ部分を押圧しながら加熱することにより、当該重ね合わせ部分をシールし、フィルムFLを筒状に形成する。
【0035】
シェーキング機構180は、横シール機構190によって下端部がシールされ、包装対象Xが内部に投入された筒状のフィルムFLを、シャッタ181で挟み込んで上下に振動させることにより、包装対象Xの嵩密度を高める。シェーキング機構180には、シャッタ181を開閉するためのシャッタ開閉用シリンダ182及びシャッタ181を上下に振動させるための振動用サーボモータ183が設けられている。なお、図2には、筒状のフィルムFLがシャッタ181で挟み込まれていない状態が実線で図示されており(フィルムFL1)、筒状のフィルムFLがシャッタ181で挟み込まれている状態が二点破線で図示されている(フィルムFL2)。
【0036】
横シール機構190は、縦シール機構170によって筒状に形成されたフィルムFLをさらに横方向にシールする。横シール機構190は、左右対称の機構190L及び190Rを備えており、機構190L及び190Rの協働により、筒状のフィルムFLを横方向にシールして切断する。
【0037】
より具体的には、左側の機構190Lは、シールジョー191L及び192Lと、時計回りに回転運動するとともに左右方向に往復直線運動する回転軸193Lと、シールジョー191L及び192Lと回転軸193Lとを連結する連結部材194Lとを備えている。また、右側の機構190Rは、シールジョー191R及び192Rと、反時計回りに回転運動するとともに左右方向に往復直線運動する回転軸193Rと、シールジョー191R及び192Rと回転軸193Rとを連結する連結部材194Rとを備えている。
【0038】
さらに、横シール機構190には、回転軸193Lを時計回りに回転させるとともに、回転軸190Rを反時計回りに回転させる回転駆動用サーボモータ197が設けられている。また、横シール機構190には、回転軸193L及び193Rを、フィルムFLの搬送方向に垂直な水平方向に往復直線運動させる水平駆動用サーボモータ198が設けられている。
【0039】
回転駆動用サーボモータ197及び水平駆動用サーボモータ198は、図3のブロック図に示すように、コントロールユニット199によって制御される。コントロールユニット199は、少なくともCPU199a及びメモリ199bを備えるコンピュータを含み、組み込まれた制御プログラムを当該コンピュータに実行させることにより、回転駆動用サーボモータ197及び水平駆動用サーボモータ198を制御している。このコントロールユニット199に対する指示は、操作部13から与えることができる。
【0040】
○横シール機構の詳細;
以下では、横シール機構190の詳細について、図4の側面図を参照しながら説明する。なお、横シール機構190の機構190L及び190Rは、左右対象の同等の構成を有しているので、以下では、機構190Lの詳細について説明を行い、機構190Rの詳細についての重複説明は行わない。
【0041】
図4を参照して説明すると、機構190Lは、連結部材194Lと、シールジョー191L及び192Lと、ベース部材301及び302と、回動部材311及び312と、回動軸321及び322とを備える。
【0042】
連結部材194Lは、回転軸193Lの往復直線運動に追随して運動するとともに、回転軸193Lの回転運動に追随して運動する。
【0043】
連結部材194Lの両端部のシールジョー191L及び192Lは、それぞれ、機構190Rのシールジョー191R及び192Rと対になって筒状のフィルムFLを挟み込み、挟み込んだ筒状のフィルムFLをシール(溶着)して切断(溶断)する。シールジョー191L及び192Lには、筒状のフィルムFLを溶着及び溶断するために、図示しないヒータが内蔵されている。
【0044】
ベース部材301及び302は、それぞれ、シールジョー191L及び192Lを保持する。ベース部材301及び302は、それぞれ、回動軸321及び322に結合され、回動軸321及び回動軸322のまわりに連結部材194Lに対して回動可能である。
【0045】
回動部材311及び312は、それぞれ、一方の端部の近傍において回動軸321及び322に結合され、回動軸321及び回動軸322のまわりに連結部材194Lに対して回動可能である。
【0046】
回動軸321及び322は、連結部材194Lの両端部の近傍において連結部材194Lを前後(±Y方向)に貫通するように設けられている。回動軸321及び322は、連結部材194Lに対して回動可能である。
【0047】
これにより、機構190Lでは、回動部材311及び312が連結部材194Lに対して回動すれば、ベース部材301及び302も連結部材194Lに対して回動し、シールジョー191L及び192Lの連結部材194Lに対する角度が変化することになる。
【0048】
機構190Lは、さらに、カム331と、カムフォロア341及び342と、スプリング351及び352とを備える。
【0049】
カム331は、回転軸193Lの往復直線運動に追随して運動するが、回転軸193Lの回転運動に対しては追随しないように設置されている。
【0050】
カムフォロア341及び342は、それぞれ、回動部材311及び312に回転自在に取り付けられ、カム331のカム面3311に摺接する。カムフォロア341及び342は、それぞれ、回動部材311及び312において、回動軸321及び322への結合位置よりも他方の端部よりの位置に取り付けられている。
【0051】
スプリング351及び352は、結合部材194Lの側部に設けられている。スプリング351及び352は、それぞれ、回動部材311及び312の他方の端部と、連結部材194Lの回動部材311及び312が設けられた端部とは回転軸193Lを挟んで反対側の端部とにわたって配される。このスプリング351及び352により、カムフロア341及び342は、カム面3311に付勢される。これにより、カム面3311の形状は、連結部材194Lに対するシールジョー191L及び192Lの向きを規定することになる。
【0052】
<1.3 製袋包装部の動作>
○シールジョーの運動の軌跡;
以下では、図2を参照しながら、シールジョー191L、192L、191R及び192Rの運動の軌跡について説明する。
【0053】
図2に示すように、シールジョー191L及び192Lは、位置Aから位置A’へ至る直線部分と位置A’から位置Aへ至る円弧を含む曲線部分とからなる略D字形状の閉じた軌跡GLを繰り返し描くように、回転駆動用サーボモータ197及び水平駆動用サーボモータ198によって駆動される。また、シールジョー191R及び192Rは、位置Bから位置B’へ至る直線部分と位置B’から位置Bへ至る円弧を含む曲線部分とからなる略D字形状の閉じた軌跡GRを繰り返し描くように、回転駆動用サーボモータ197及び水平駆動用サーボモータ198によって駆動される。
【0054】
回転駆動用サーボモータ197及び水平駆動用サーボモータ198による駆動により、筒状のフィルムFLについて左右対象の位置にあるシールジョー対191(シールジョー191L及び191R)は、シールジョー191Lが軌跡GLの直線部分にあり、シールジョー191Rが軌跡GRの直線部分にあるときは、筒状のフィルムFLに追随して運動し、筒状のフィルムFLを左右両側から挟み込んでシールするとともに、筒状のフィルムFLの切断を行う。一方、シールジョー対191は、シールジョー191Lが軌跡GLの曲線部分にあり、シールジョー191Rが軌跡GRの曲線部分にあるときは、筒状のフィルムFLから離隔して運動する。もちろん、シールジョー対192(シールジョー192L及び192R)も、シールジョー対191と同様に運動して、筒状のフィルムFLを左右両側から挟み込んで幅方向にシールするとともに、筒状のフィルムFLの切断を行う。
【0055】
なお、シールジョー対191(192)が直線運動をしているときに、シールジョー対191(192)が対向して筒状のフィルムFLを適切に挟みことができるように、カム331のカム面3311の形状は決められている。
【0056】
○包装袋の形成と袋詰;
続いて、横シール機構190における包装袋PCの形成と、包装袋PCへの包装対象Xの袋詰について説明する。
【0057】
図2に示すように、横シール機構190では、シールジョー191L及び192Lが軌跡GLにそって時計回りに周期的に運動し、シールジョー191R及び192Rが軌跡GRにそって反時計回りに周期的に運動するようにすることで、下方に搬送されている筒状のフィルムFLが、2組のシールジョー対191及び192で周期的にシールされ、包装対象Xの袋詰先となる包装袋PCが周期的に形成される。
【0058】
なお、包装袋PCへの包装対象Xの袋詰は、組合せ計量部11が排出した包装対象Xを連続した筒状のフィルムFLの下端部に供給し、しかる後に、シールジョー対191又は192により筒状のフィルムFLを当該下端部から離れた位置でシールして切断することにより、筒状のフィルムFLの下端部を後続部分から区切ることによって実現される。
【0059】
○シールジョーの駆動;
ここで、回転駆動用サーボモータ197及び水平駆動用サーボモータ198によるシールジョー191L、192L、191R及び192Rの駆動について、図5及び図6を参照しながら説明する。
【0060】
図5は、時間tに対する回転駆動速度Vの変化を一周期にわたって示すグラフ(図5(1))と、時間tに対する水平駆動速度vの変化を一周期にわたって示すグラフ(図5(1))とを含んでいる。
【0061】
ここで、「回転駆動速度」とは、回転軸193Lを中心とするシールジョー191L(192L)の円運動の角速度ωと、回転軸193Lとシールジョー191L(192L)との距離Rとの積Rωであり、時計回り方向が正の方向とされている。
【0062】
また、「水平駆動速度」とは、回転軸192と回転軸192に連結されたシールジョー191L(192L)の往復直線運動の速度であり、筒状のフィルムFLに接近する+X方向が正の方向とされている。
【0063】
なお、横シール機構190では、対になるシールジョー191Lと191Rとは(又は、シールジョー192Lと192Rとは)、筒状のフィルムFLについて左右対称の位置にあるので、図5(1)は、反時計回り方向を正の方向とした場合の、シールジョー191R及び192Rに関する回転駆動速度の時間tに対する変化を一周期にわたって示すグラフともなっており、図5(2)は、シールジョー191R及び192Rに関する水平駆動速度vの時間tに対する変化を一周期にわたって示すグラフともなっている。
【0064】
また、図6は、図5に示す時刻t1〜t9における、シールジョー191L及び192Lの位置の変化を示す図である。
【0065】
図5及び図6に示すように、時刻t1から時刻t2までは、回転駆動速度V及び水平駆動速度vのいずれも「0」となっており、シールジョー191Lは、軌跡GLの円弧部分の途上の所定の停止位置S1に、筒状のフィルムFLから離隔した状態で一時停止している。
【0066】
時刻t2から時刻t5までは、水平駆動速度vは「0」に保たれ、回転駆動用サーボモータ197による駆動により、シールジョー191Lは、軌跡GLの円弧部分にそって停止位置S1から位置Aへ向かって円運動を行う。この円運動においては、まず、回転駆動速度Vが「0」から「V1」まで加速され(時刻t2から時刻t3まで)、回転駆動速度Vが「V1」のまま維持され(時刻t3から時刻t4まで)、しかる後に、回転駆動速度Vが「V1」から「V2」まで減速される(時刻t4から時刻t5まで)。そして、シールジョー191Lは位置Aに到達する。
【0067】
ここで、回転駆動用サーボモータ197は、軌跡GLの円弧部分から直線部分へ移行する直前すなわち時刻t5の直前において、シールジョー対191の速度の、筒状のフィルムFLの搬送方向(−Z方向)の成分Vcos(θ/2)が、筒状のフィルムFLの搬送速度VFよりも速くなるように、シールジョー対191を駆動している。これにより、シールを開始するときに、シールジョー対191が筒状のフィルムFLをたくし上げることがないので、長さが一定の適切な包装袋PCを形成可能となる。また、シールを開始するときに、シールジョー対191が筒状のフィルムFLを搬送方向に引っ張るストリッピング効果が得られるので、筒状のフィルムFLにタックが発生しにくくなり、適切な包装袋PCを形成可能となる。
【0068】
続く時刻t5から時刻t6までは、シール期間Tseとなっており、回転駆動用サーボモータ197及び水平駆動用サーボモータ198の協働により、シールジョー191Lは、位置Aから位置A’へ向かって直線運動を行う。具体的には、時刻t5から時刻t6までは、水平駆動速度vは、「0」からいったん負となった後に正となり、しかる後に「0」へ戻り、回転駆動速度Vは、「V2」からいったん減速され、しかる後に「V2」へ戻される。このシール期間Tseの間に、シールジョー対191は、筒状のフィルムFLを挟み込み、シール及び切断を済ませることになる。
【0069】
時刻t6から時刻t9までは、再び水平駆動速度vは「0」に保たれ、回転駆動サーボモータ197による駆動により、シールジョー191Lは、軌跡GLの円弧部分にそって位置Aから停止位置S2へ向かって円運動を行う。この円運動においては、まず、回転駆動速度Vが「V2」から「V1」まで加速され(時刻t6から時刻t7まで)、回転駆動速度Vが「V1」のまま維持され(時刻t7から時刻t8まで)、しかる後に回転駆動速度Vが「V1」から「0」まで減速される(時刻t8から時刻t9まで)。そして、シールジョー191Lは停止位置S2に到達する。
【0070】
ここで、回転駆動用サーボモータ197は、軌跡GLの直線部分から円弧部分へ移行した直後すなわち時刻t6の直後において、シールジョー対191の速度の、筒状のフィルムFLの搬送方向(−Z方向)の成分Vcos(θ/2)が、筒状のフィルムFLの搬送速度VFよりも速くなるように、シールジョー対191を駆動している。これにより、シールを終了するときに、筒状のフィルムFLがシールジョー対191に乗り上げることがないので、包装袋PCの変形を防止可能である。
【0071】
そして、時刻t9から時刻t10までは、回転駆動用サーボモータ197及び水平駆動用サーボモータ198により、時刻t1から時刻t9までと同様の駆動が行われ、今度は、シールジョー対192により筒状の包装袋FLのシール及び切断が行われる。
【0072】
このような横シール機構190では、筒状のフィルムFLの搬送速度VFや包装袋PCの長さが決まれば、シールジョー対191及び192が筒状のフィルムFLから離隔している時間すなわちシールジョー対191及び192が軌跡GL及びGRの曲線部分にそって円運動している時間TRも一意に決まってしまう。このため、回転駆動用サーボモータ197は、当該曲線部分の長さをLとすれば、回転駆動速度Vの平均がL/TRとなるようにシールジョー対191及び192の駆動を行わなければならない。したがって、横シール機構190では、円弧部分から直線部分へ移行する直前や直線部分から円弧部分へ移行した直後の回転駆動速度Vを速くするためには、それ以外の時の回転駆動速度Vをできる限り遅くして、速度V2をできる限り速くすることが望ましく、シールジョー対191及び192を一時停止させてしまうことが最も望ましい。
【0073】
ここで、シールジョー対191及び192を一時停止させる停止位置は、図7に示すように、シールジョー対191及び192及びこれとともに運動する機構190L及び190Rの残余の部材(連結部材194L及び194R等)に筒状のフィルムFLが干渉しない位置となるように決定する。特に望ましくは、シールジョー対191及び192と当該残余の部材とによって形成される最も狭い部分の間隙LSが最大となるような停止位置S1及びS2を採用するとともに、回転駆動用サーボモータ197の加速及び減速の能力が許す限り、シールジョー対191及び192が停止している時間を長くする。これにより、横シール機構190では、シールジョー対191及び192と当該残余の部材とが筒状のフィルムFLと干渉しない時間が長くなり、サイズの大きな包装袋PCを形成することができるようになる。
【0074】
<1.4 変形例>
上述の実施形態では、筒状のフィルムを挟み込んでシールするシールジョー対が2組設けられているツインジョータイプの製袋包装装置について説明したが、シールジョー対の数は3組以上又は1組であってもよい。
【図面の簡単な説明】
【0075】
【図1】本発明の第1実施形態に係る計量包装システム1Aの全体構成を示す斜視図である。
【図2】製袋包装部12の概略構成を示す側面図である。
【図3】回転駆動用サーボモータ197及び水平駆動用サーボモータ198の制御に関する構成を示すブロック図である。
【図4】横シール機構190の詳細を示す側面図である。
【図5】時間tに対する回転駆動速度Vの変化を一周期にわたって示すグラフと、時間tに対する水平駆動速度vの変化を一周期にわたって示すグラフとを含む図である。
【図6】シールジョー191L及び192Lの位置を示す図である。
【図7】シールジョー対191及び192を一時停止させる位置を示す図である。
【符号の説明】
【0076】
1A 製袋包装システム
10 製袋包装装置
11 組合せ計量部(組合せ計量装置)
12 製袋包装部(製袋包装装置)
20 検査装置
160 プルダウンベルト
170 縦シール機構
190 横シール機構
190L、190R 機構
191、192 シールジョー対
197 回転駆動用サーボモータ
198 水平駆動用サーボモータ
FL フィルム
GL、GR 軌跡
LS 間隙
PC 包装袋
S1、S2 停止位置
X 包装対象
【特許請求の範囲】
【請求項1】
筒状包装材を長さ方向へ搬送する搬送手段と、
包装対象が供給された前記筒状包装材の端部を後続部分から区切るようにシールするシールジョー対と、
前記シールジョー対を、前記筒状包装材を挟み込んでシールしながら前記筒状包装材に追随して運動する第1部分と、前記筒状包装材から離隔して運動する第2部分とからなる軌跡を繰り返し描くように駆動する駆動手段と、
を備え、
長さ方向に搬送されている前記筒状包装材を、1組以上の前記シールジョー対で周期的にシールすることにより、包装対象が袋詰された包装袋を周期的に形成する製袋包装装置において、
前記駆動手段は、
前記第2部分から前記第1部分への移行直前において、前記シールジョー対の速度の、前記筒状包装材の搬送方向の成分が、前記筒状包装材の搬送速度より速くなるように、前記シールジョー対を駆動することを特徴とする製袋包装装置。
【請求項2】
請求項1に記載の製袋包装装置において、
前記駆動手段は、
前記第1部分から前記第2部分への移行直後において、前記シールジョー対の速度の、前記筒状包装材の搬送方向の成分が、前記筒状包装材の搬送速度より速くなるように、前記シールジョー対を駆動することを特徴とする製袋包装装置。
【請求項3】
請求項1又は請求項2に記載の製袋包装装置において、
前記駆動手段は、
前記第2部分の途上で前記シールジョー対を一時停止させることを特徴とする製袋包装装置。
【請求項4】
請求項3に記載の製袋包装装置において、
前記シールジョー対を一時停止させる位置が、前記シールジョー対及び前記シールジョー対とともに運動する部材と、前記筒状包装材とが干渉しない位置であることを特徴とする製袋包装装置。
【請求項5】
請求項1ないし請求項4のいずれかに記載の製袋包装装置において、
前記第1部分が直線となっており、前記第2部分が円弧を含むことを特徴とする製袋包装装置。
【請求項6】
計量包装システムであって、
請求項1ないし請求項5のいずれかに記載の製袋包装装置と、
前記製袋包装装置に包装対象を排出する組合せ計量装置と、
前記製袋包装装置及び前記組合せ計量装置と連動し、包装対象が袋詰された包装袋の各々に対して所定の検査を行う検査装置と、
を備えることを特徴とする計量包装システム。
【請求項1】
筒状包装材を長さ方向へ搬送する搬送手段と、
包装対象が供給された前記筒状包装材の端部を後続部分から区切るようにシールするシールジョー対と、
前記シールジョー対を、前記筒状包装材を挟み込んでシールしながら前記筒状包装材に追随して運動する第1部分と、前記筒状包装材から離隔して運動する第2部分とからなる軌跡を繰り返し描くように駆動する駆動手段と、
を備え、
長さ方向に搬送されている前記筒状包装材を、1組以上の前記シールジョー対で周期的にシールすることにより、包装対象が袋詰された包装袋を周期的に形成する製袋包装装置において、
前記駆動手段は、
前記第2部分から前記第1部分への移行直前において、前記シールジョー対の速度の、前記筒状包装材の搬送方向の成分が、前記筒状包装材の搬送速度より速くなるように、前記シールジョー対を駆動することを特徴とする製袋包装装置。
【請求項2】
請求項1に記載の製袋包装装置において、
前記駆動手段は、
前記第1部分から前記第2部分への移行直後において、前記シールジョー対の速度の、前記筒状包装材の搬送方向の成分が、前記筒状包装材の搬送速度より速くなるように、前記シールジョー対を駆動することを特徴とする製袋包装装置。
【請求項3】
請求項1又は請求項2に記載の製袋包装装置において、
前記駆動手段は、
前記第2部分の途上で前記シールジョー対を一時停止させることを特徴とする製袋包装装置。
【請求項4】
請求項3に記載の製袋包装装置において、
前記シールジョー対を一時停止させる位置が、前記シールジョー対及び前記シールジョー対とともに運動する部材と、前記筒状包装材とが干渉しない位置であることを特徴とする製袋包装装置。
【請求項5】
請求項1ないし請求項4のいずれかに記載の製袋包装装置において、
前記第1部分が直線となっており、前記第2部分が円弧を含むことを特徴とする製袋包装装置。
【請求項6】
計量包装システムであって、
請求項1ないし請求項5のいずれかに記載の製袋包装装置と、
前記製袋包装装置に包装対象を排出する組合せ計量装置と、
前記製袋包装装置及び前記組合せ計量装置と連動し、包装対象が袋詰された包装袋の各々に対して所定の検査を行う検査装置と、
を備えることを特徴とする計量包装システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2007−84082(P2007−84082A)
【公開日】平成19年4月5日(2007.4.5)
【国際特許分類】
【出願番号】特願2005−271843(P2005−271843)
【出願日】平成17年9月20日(2005.9.20)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成19年4月5日(2007.4.5)
【国際特許分類】
【出願日】平成17年9月20日(2005.9.20)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]