
製袋機
【課題】製袋機の折り曲げ装置において、折り曲げのための熟練の調整を少なくすることである。
【解決手段】製袋機の折り曲げ装置は、包材60を幅方向に渡って表裏側で挟み込んでX方向に送り込む送込ローラ部30と、送込ローラ部30の下流側に配置される90度折り曲げ部36を含む。90度折り曲げ部36は、折り曲げ量Cと同じ寸法量の垂直方向オフセット量で包材60を−Y方向に平行にオフセットさせるオフセットローラ38,39と、そのオフセットされた位置において、包材60の一部である副部70の幅方向端71から折り曲げ量Cと同じ寸法量の幅方向オフセット量で−Z方向にオフセットした位置で、副部70を90度に折り曲げる折り曲げローラ40を含み、送込ローラ部30の挟み込み位置から三角形をなす平面72を形成して副部70の折曲幅部分80を折り曲げる。
【解決手段】製袋機の折り曲げ装置は、包材60を幅方向に渡って表裏側で挟み込んでX方向に送り込む送込ローラ部30と、送込ローラ部30の下流側に配置される90度折り曲げ部36を含む。90度折り曲げ部36は、折り曲げ量Cと同じ寸法量の垂直方向オフセット量で包材60を−Y方向に平行にオフセットさせるオフセットローラ38,39と、そのオフセットされた位置において、包材60の一部である副部70の幅方向端71から折り曲げ量Cと同じ寸法量の幅方向オフセット量で−Z方向にオフセットした位置で、副部70を90度に折り曲げる折り曲げローラ40を含み、送込ローラ部30の挟み込み位置から三角形をなす平面72を形成して副部70の折曲幅部分80を折り曲げる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製袋機に係り、特に、シート状の包材の幅方向の端部を予め定めた所定の折り曲げ量で折り曲げる折り曲げ装置を含む製袋機に関する。
【背景技術】
【0002】
袋状の容器等をシート状の包材から作り出すには、シート状の包材を適当な順序で折り曲げ、必要な箇所を接着等で接合し、場合によっては適当な容器口部等を取り付けることが行われる。これらの工程を順序よく行って袋状容器を製造する機械は、製袋機等と呼ばれる。
【0003】
例えば、特許文献1には、スパウト付きパウチ容器の製造方法として、包材送出部から包材が送出されると、折目線形成部において複数の折目線が形成され、折畳部において、折目線に沿って、パウチの胴部、トップガセット部に相当する部分、ボトムガセット部に相当する部分が形成されることが開示されている。
【0004】
特許文献2には、連続製袋方法として、1本の原反ロールから巻き出したフィルムが折り癖用ローラとガイドローラとの間で挟み付けられて、フィルムの流れ方向に平行に複数本の折り癖ラインが付けられた後、折り込み装置に送られることが述べられている。そして折り込み装置では、表折込板、裏折込板、同折込板と、表折込ローラ、裏折込ローラ、同折込ローラ等の折込部材を有し、フィルムがこれらの折込部材を通過することで、表折込、裏折込、フィルムを折り返す同折込が行われることが述べられている。こうしてフィルムは略袋状に折り込まれ、包装袋となったときに包装袋の膨らみを許容するためにΣ字
状の被折込部がフィルムの両側部に形成されると述べられている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開第2008/096392号パンフレット
【特許文献2】特開平11−268152号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献に述べられているように、従来技術の製袋機にはシート状の包材を折り曲げる折り曲げ装置が用いられている。シート状の包材の端部を所定の折り曲げ幅で折り曲げるには、包材が送出される方向に沿って、適当に長い折り曲げ用のスパンを用い、そのスパンの中で包材を徐々に捻るようにして90度あるいは180度に折り曲げている。
【0007】
このように、長いスパンの間で徐々に捻るように折り曲げるため、その折曲げ部における包材にかかる張力すなわちテンションを一様にすることが難しく、また、長いスパンのために蛇行しがちとなる。これらのことから、長いスパンの間の適当な箇所に折り曲げガイドを設けて、きれいに折り曲げられるように調整が行われる。この調整は、包材、折り曲げ量によって異なることが多く、熟練を要する作業である。また長いスパンのため、設備が大型化し、特に折り曲げが複数ある袋の場合には、熟練の調整が複雑化し、さらに大型の設備となる。
【0008】
本発明の目的は、熟練の調整を少なくできる折り曲げ装置を含む製袋機を提供することである。他の目的は、装置の小型化を可能とする折り曲げ装置を含む製袋機を提供することである。
【課題を解決するための手段】
【0009】
本発明に係る製袋機は、シート状の包材の幅方向の端部を予め定めた所定の折り曲げ量で折り曲げる折り曲げ装置を含む製袋機であって、包材の送込方向に垂直方向に配置され、包材を幅方向に渡って表裏側で挟み込んで送込方向に送り込む送込ローラ部と、包材の送込方向に沿って送込ローラ部の下流側に予め定めた送込側離間距離で配置され、折り曲げる前の包材の面に垂直方向に折り曲げ量と同じ寸法量の面垂直方向オフセット量で包材を平行にオフセットさせるオフセットローラと、そのオフセットされた位置において包材の幅方向端から折り曲げ量と同じ寸法量の幅方向オフセット量で包材の幅方向にオフセットした位置で包材を90度に折り曲げる折り曲げローラとを含み、送込ローラ部の挟み込み位置から三角形をなす平面を形成して包材を折り曲げる90度折り曲げ部と、を備えることを特徴とする。
【0010】
また、本発明に係る製袋機において、包材の送込方向に沿って90度折り曲げ部の下流側に予め定めた中間離間距離で配置され、包材を90度折り曲げた状態で支持する支持ローラ部と、包材の送込方向に沿って支持ローラ部の下流側に予め定めた送出側離間距離で配置され、オフセットローラから垂直方向オフセット量の寸法量を包材の面に垂直方向に戻して、包材の送出方向を送込方向の延長上とし、その位置で包材をさらに90度折り曲げて180度折り曲げ状態とすることで、支持ローラ部の支持位置から三角形をなす平面を形成して包材を折り曲げる180度折り曲げ部と、を備えることが好ましい。
【0011】
本発明に係る製袋機において、包材の送込方向に沿って90度折り曲げ部の下流側に予め定めた送出側離間距離で配置され、オフセットローラから垂直方向オフセット量の寸法量を包材の面に垂直方向に戻して、包材の送出方向を送込方向の延長上とし、その位置で包材をさらに90度折り曲げて180度折り曲げ状態とすることで、支持ローラ部の支持位置から三角形をなす平面を形成して包材を折り曲げる180度折り曲げ部を備えることが好ましい。
【0012】
なお、本発明に係る製袋機において、90度折り曲げ部の90度折り曲げローラは、包材の折り曲げ幅の部分の表側と裏側にそれぞれ配置されて包材を挟みこむことが好ましい。
【0013】
なお、本発明に係る製袋機において、送込側離間距離および送出側離間距離は、それぞれ、折り曲げ量の1倍以上10倍以下の寸法量であることが好ましい。
【発明の効果】
【0014】
上記構成により、折り曲げ装置を含む製袋機は、90度折り曲げを行う場合、包材の送込方向に沿って送込ローラ部の下流側において、折り曲げる前の包材の面に垂直方向に折り曲げ量と同じ寸法量の面垂直方向オフセット量で包材を平行にオフセットさせ、そのオフセットされた位置において包材の幅方向端から折り曲げ量と同じ寸法量の幅方向オフセット量で包材の幅方向にオフセットした位置で包材を90度に折り曲げ、これによって、送込ローラ部の挟み込み位置から三角形をなす平面を形成して包材を折り曲げる。
【0015】
このように、折り曲げが三角形の平面で行われるので、従来技術のように捻るようにして折り曲げる場合に比べ、折り曲げの際の張力が不均一となることが抑制される。したがって、張力の均一化や蛇行防止等のための複雑な調整を要せずに、折り曲げを行うことができる。また、長い折り曲げ用スパンや、折り曲げ途中のガイド等を要しないので、小型の装置とすることができる。
【0016】
また、製袋機において、180度折り曲げを行う場合、包材を90度折り曲げた状態で支持する支持ローラ部を設け、支持ローラ部の下流側に、オフセットローラから垂直方向オフセット量の寸法量を包材の面に垂直方向に戻して、包材の送出方向を送込方向の延長上とし、その位置で包材をさらに90度折り曲げて180度折り曲げ状態とする。これによって、支持ローラ部の支持位置から三角形をなす平面を形成して包材を折り曲げる。
【0017】
このように、90度折り曲げからのさらなる折り曲げが三角形の平面で行われるので、従来技術のように捻るようにして折り曲げる場合に比べ、折り曲げの際の張力が不均一となることが抑制される。したがって、張力の均一化や蛇行防止等のための複雑な調整を要せずに、折り曲げを行うことができる。また、長い折り曲げ用スパンや、折り曲げ途中のガイド等を要しないので、小型の装置とすることができる。
【0018】
また、製袋機において、90度折り曲げ部の下流側に、オフセットローラから垂直方向オフセット量の寸法量を包材の面に垂直方向に戻して、包材の送出方向を送込方向の延長上とし、その位置で包材をさらに90度折り曲げて180度折り曲げ状態とする。これによって支持ローラ部を省略することができる。
【0019】
なお、この場合の製袋機において、90度折り曲げ部の90度折り曲げローラは、包材の折り曲げ幅の部分の表側と裏側にそれぞれ配置されて包材を挟みこむものとすれば、支持ローラ部を省略しても、三角形の平面が良好に形成できる。
【0020】
なお、製袋機において、送込側離間距離および送出側離間距離は、それぞれ、折り曲げ量の1倍以上10倍以下の寸法量とすることで、従来技術に比べ、より小型の装置とすることができる。
【図面の簡単な説明】
【0021】
【図1】本発明に係る実施の形態の折り曲げ装置を含む製袋機の構成の様子を説明する図である。
【図2】本発明に係る実施の形態において、折り曲げ装置の構成を説明する平面図と正面図である。
【図3】本発明に係る実施の形態において、折り曲げ装置の構成と作用を説明する斜視図である。
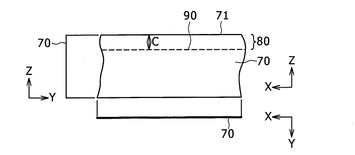
【図4】本発明に係る実施の形態において、折り曲げ装置に用いられる包材の折り曲げ前の状態を説明する図である。
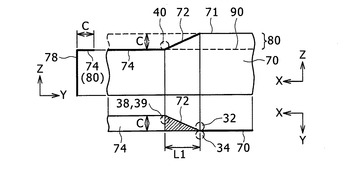
【図5】本発明に係る実施の形態において、折り曲げ装置を用いて、図4の包材が90度に折り曲げられる様子を説明する図である。
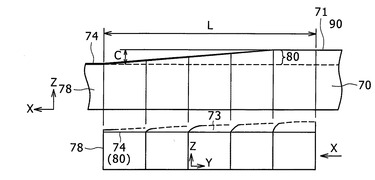
【図6】従来技術における包材の90度折り曲げの様子を説明する図である。
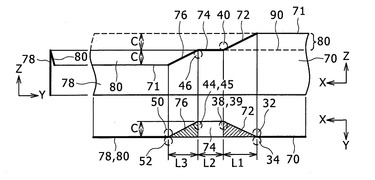
【図7】本発明に係る実施の形態において、折り曲げ装置を用いて、図5の包材がさらに折り曲げられて180折り曲げとなる様子を説明する図である。
【図8】図7に関連して、他の構成例を説明する図である。
【発明を実施するための形態】
【0022】
以下に図面を用いて本発明に係る実施の形態につき、詳細に説明する。以下では、折り曲げ装置を含む製袋機として、スパウト付容器を製造するものを説明するが、これは製袋機の適当な例として用いたものであって、これ以外の構成を有する製袋機であっても勿論構わない。
【0023】
また、以下では、折り曲げの対象となる包材として、既にいくつかの折り曲げが済まされている中間包材を用いて説明するが、これも説明の1例であって、全く折り曲げ等が行われていない包材を折り曲げる場合でも構わない。また、説明の中間包材の状態よりもさらに複雑な構造となっている半製品包材を折り曲げる場合であってもよい。
【0024】
以下で説明する形状、寸法、材質等は、説明のための例示であって、製袋機等の仕様に合わせ適当に変更が可能である。
【0025】
以下では、全ての図面において同様の要素には同一の符号を付し、重複する説明を省略する。また、本文中の説明においては、必要に応じそれ以前に述べた符号を用いるものとする。
【0026】
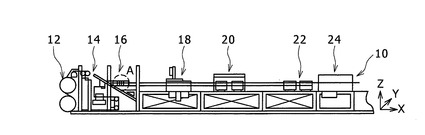
図1は、スパウト付容器を製造するための製袋機10の構成を説明する図である。この製袋機10は、原反のシートである包材が巻きつけられているリールユニット12と、包材を送り出すときのバッファ機構であるアキュムレータユニット14と、包材を折り曲げる折り曲げ装置16と、折り曲げられた包材にスパウトを供給し取り付けるスパウト取付ユニット18と、スパウト付包材のトップ部とボトム部を接合する接合ユニット20と、その他の必要な箇所を接合するポイント接合部22と、個々のスパウト付容器に分離する切断ユニット24を含んで構成される。
【0027】
なお、以下の図では、図示されている内容がいずれの方向から見たものであるかを示すため、互いに直交するX,Y,Zの各方向を示してある。ここで、+X方向は、包材の流れる方向で、Z方向は製袋機10の上下方向、つまり設置床面に垂直な方向である。なお、設置床面はXY平面に平行な面である。+Y方向は、図1の場合で、紙面の手前側から奥側に向かう方向である。
【0028】
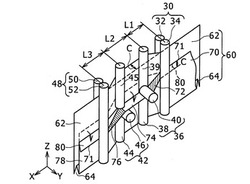
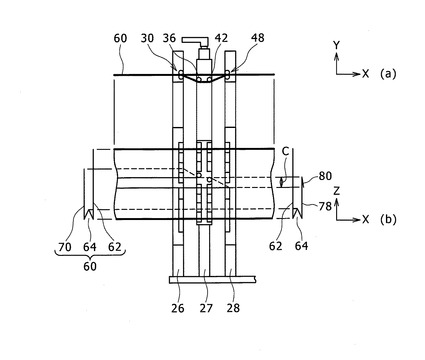
製袋機10の折り曲げ装置16は、いくつもの折り曲げ処理を行う機能を有しているが、以下では、折り曲げ機能の基本機能として、図1でAとして示した180度折り曲げ機能を有する部分を抜き出して説明する。図2は、折り曲げ装置16の180度折り曲げに用いられる3つのステーション26,27,28の構成を説明する図で、(a)が平面図、(b)が正面図である。ここでは、折り曲げ装置16の構成要素ではないが、折り曲げの対象となる包材60が示されている。
【0029】
ここで示されている包材60は、図2(b)に示されるように、既に、袋状となったときの膨らみ余裕部を形成する折り畳み部64を有している中間包材である。この包材60は、折り畳み部64の両側にそれぞれ延びる主部62と副部70とを有している。図2の3つのステーション26,27,28は、この副部70について、その端部を折り曲げ量Cで180度折り曲げる機能を有する。
【0030】
この折り曲げは、図2の場合、紙面の裏側で行われているため、破線でその様子が示されている。そこで、図3は、紙面の裏側から見た様子の斜視図が示されている。図2と図3を用いて、3つのステーション26,27,28の構成を説明する。
【0031】
ステーション26は、3つのステーション26,27,28の中で、包材60が流れるもっとも上流側に配置され、Z方向に延びる筐体部に、複数のローラが配置される構成を有する。複数のローラの軸方向は、いずれもZ方向に平行である。
【0032】
ステーション26の送込ローラ部30は、包材60の送込方向である+X方向に垂直な方向であるZ方向に平行に配置され、包材60を幅方向に渡って表裏側で挟み込んで送込方向に送り込む機能を有する。ここで、包材60の幅方向とは、Z方向に平行な方向である。送込ローラ部30は、図3に示されるように、包材60を幅方向に渡って表裏側で挟み込む一対の挟み込みローラ32,34で構成される。
【0033】
ステーション27は、ステーション26の下流側に配置され、やはりZ方向にZ方向に延びる筐体部に、複数のローラが配置される構成を有する。複数のローラの軸方向は、Z方向に平行なものと、Y方向に平行なものがある。図2に示されるように、ステーション27は、90度折り曲げ部36と、支持ローラ部42を含んで構成される複合ローラ機構である。
【0034】
90度折り曲げ部36は、Z方向に平行なオフセットローラ38,39と、Y方向に平行な折り曲げローラ40とを有して構成される。折り曲げローラ40は、図3に示されるように、包材60の副部70がある側において、オフセットローラ38とオフセットローラ39の間に配置される。オフセットローラ38,39は、折り曲げローラ40があるために分断された形態となっているが、これらは同軸に配置される。なお、オフセットローラ39は、主部62のZ方向の高さが副部70の高さと同じである場合には、これを省略することができる。
【0035】
オフセットローラ38,39は、包材60の送込方向である+X方向に沿って送込ローラ部30の下流側に予め定めた送込側離間距離L1で配置される。そして、折り曲げる前の包材60の送込方向である+X方向に垂直な方向である−Y方向に、折り曲げ量Cと同じ寸法量の垂直方向オフセット量Cで配置が行われる。これによって、包材60を、送込ローラ部30によって挟みこまれた位置から、−Y方向にCだけ平行にオフセットさせることができる。
【0036】
折り曲げローラ40は、包材60のY方向の位置が上記のように送込ローラ部30に対してオフセットされた位置において、包材60のうちの副部70の幅方向端71から測って、−Z方向に、折り曲げ量Cと同じ寸法量の幅方向オフセット量Cの位置に配置される。つまり、副部70の幅方向端71が、この折り曲げローラ40によって、−Z方向にCだけ移動する。
【0037】
つまり、折り曲げローラ40の幅方向オフセット量Cが設定されることで、XZ平面に平行であった副部70の折り曲げ幅の部分は、その頂部である幅方向端71が−Z方向にCだけ移動しながら、折り曲げローラ40の軸方向を含むXY平面に平行な面となる。これによって、副部70の折り曲げ量Cの部分である折曲幅部分80は、送込ローラ部30の挟み込み位置から、三角形をなす平面72を形成して、折り曲げられることになる。
【0038】
この三角形をなす平面72は、{(幅方向オフセット量C)2+(送込側離間距離L1)2}1/2={(垂直方向オフセット量C)2+(送込側離間距離L1)2}1/2の関係があることから、折曲幅部分80の幅方向のどの部分をとっても全て同じ長さとなる。このことから、折曲幅部分80の幅方向のどの部分をとっても全て同じ張力となる。このように、この平面72は、捩れ等がない平面であるので、この折り曲げ部分において張力の大きな変化や蛇行が生じることが抑制される。
【0039】
折り曲げローラ40の下流側では、副部70は、元々の状態のようにXZ平面に平行な部分である長手副部78と、これに対し90度折り曲げられてXY平面に平行な折り曲げ量Cの幅の平面74とで構成されて送り出される。このようにして、副部70の折曲幅部分80の90度折り曲げが行われる。
【0040】
次に、支持ローラ部42は、Z方向に平行なZローラ44,45と、Y方向に平行なYローラ46とを有して構成される。この構成は、90度折り曲げ部36と同様に、Yローラ46がZローラ44とZローラ45の間に配置され、Zローラ44,45は、Yローラ46があるために分断された形態となっているが、これらは同軸に配置される。異なるのは、折り曲げローラ40が平面74の+Z側の面に当接して配置されるのに対し、Yローラ46は、平面74の−Z側の面に当接して配置されることである。
【0041】
支持ローラ部42は、包材60の送込方向に沿って90度折り曲げ部36の下流側に予め定めた中間離間距離L2で配置される。そして、90度折り曲げ部36と同様な構成であることから、副部70の折り曲げ量Cの幅の平面74をXY平面に平行な状態で支持して下流側に送り出す機能を有する。
【0042】
ステーション28は、ステーション27の下流側に配置され、やはりZ方向にZ方向に延びる筐体部に、複数のローラが配置される構成を有する。複数のローラの軸方向は、いずれもZ方向に平行である。ステーション28は、180度折り曲げ部48を含んで構成される。
【0043】
180度折り曲げ部48は、包材60の送込方向である+X方向に沿って支持ローラ部42の下流側に予め定めた送出側離間距離L3で配置される。そして、オフセットローラ38,39、Zローラ44,45によってオフセットしている垂直方向オフセット量Cの寸法量を、包材の送込方向に垂直な方向である+Y方向に戻して、包材60の送出方向を送込方向の延長上とするような位置に配置される。すなわち、送込ローラ部30と180度折り曲げ部48とは、包材60の流れる方向を基準面として、同じY方向位置に配置される。
【0044】
180度折り曲げ部48は、送込ローラ部30と同様に、包材60の送込方向および送出方向である+X方向に垂直な方向のZ方向に平行に配置され、包材60を幅方向に渡って表裏側で挟み込んで送出方向に送り出す機能を有する。180度折り曲げ部48は、図3に示されるように、包材60を幅方向に渡って表裏側で挟み込む一対の挟み込みローラ50,52で構成される。
【0045】
したがって、支持ローラ部42までXY平面に平行であった副部70の平面74は、一対の挟み込みローラ50,52によってXZ平面に平行な方向に折り曲げられる。この折り曲げによって、副部70の折曲幅部分80は、副部70の長手副部78に折り畳まれたように、180度折り曲げられた状態となる。
【0046】
このとき、支持ローラ部42のYローラ46のZ方向の位置は、この180度折り曲げられた折曲幅部分80の幅方向端71の位置よりも折り曲げ量Cだけ+Z方向にある。換言すれば、支持ローラ部42によって支持されてきたXY平面に平行な平面74は、その幅方向端71が折り曲げ量Cだけ−Z方向に移動する。
【0047】
これによって、副部70の折曲幅部分80は、支持ローラ部42によって支持されている位置から、三角形をなす平面76を形成して、折り曲げられることになる。この平面76は、三角形をなす平面72と同様に、捩れ等がない平面であるので、この折り曲げ部分において張力の大きな変化や蛇行が生じることが抑制される。なお、送込側離間距離L1=送出側離間距離L3として、三角形をなす平面76を三角形をなす平面72と同じ大きさとすることが好ましい。
【0048】
180度曲げ部48の下流側では、副部70は、長手副部78と、これに折り畳まれるように180度折り曲げられてXY平面に平行な折り曲げ量Cの幅の折曲幅部分80とで構成されて送り出される。このようにして、副部70の折曲幅部分80の180度折り曲げが行われる。
【0049】
上記構成の折り曲げについて、副部70に絞って、さらに図4から図8を用いて説明する。図4は、折り曲げが行われる前の副部70の状態を示す正面図と平面図である。ここでは、折り曲げ線90が示されている。折り曲げ線90の位置は、副部70の幅方向端71に平行で、そこから折り曲げ量Cだけ幅方向に内側に入った位置に相当する。幅方向端71と折り曲げ線90の間の部分が、副部70における折曲幅部分80であるが、ここでは折り曲げがまだ行われていないので、平面図では直線的な形状として副部70が示されている。
【0050】
図5は、90度折り曲げ部36によって副部70が90度折り曲げられる様子を示す正面図と平面図である。ここでは、オフセットローラ38,39と折り曲げローラ40の機能によって副部70の幅方向端71から折り曲げ量Cだけ−Z方向に下がった位置に向かって、三角形の平面72が形成される。図5に示されるように、折り曲げローラ40の副部70の折曲幅部分80に当接する位置は、副部70の幅方向端71から折り曲げ量Cだけ−Z方向にオフセットした位置である。また、オフセットローラ38,39の副部70に当接する位置は、送込ローラ部30の一対の挟み込みローラ32,34の挟み込み位置から折り曲げ量Cだけ−Y方向にずれた位置である。
【0051】
このように、折り曲げローラ40の当接位置の−Z方向の幅方向オフセット量、オフセットローラ38,39の−Y方向の垂直方向オフセット量を、いずれも折り曲げ量Cとすることで、捩れのない三角形の平面72を安定して形成できる。この設定は折り曲げ量Cが決まれば熟練者でなくても容易に行えるであるので、これによって、熟練者でなくても折り曲げ部分において張力の大きな変化や蛇行が生じることを抑制する設定を行うことができる。
【0052】
なお、三角形の平面72を形成するX方向の長さである送込側離間距離L1は、送込ローラ部30と90度折り曲げ部36の各ローラが配置できる程度の範囲で任意に設定できる。例えば、折り曲げ量Cの1倍以上10倍以下の範囲で任意に設定してよい。勿論、10倍以下に限定するものではなく、例えば10倍以上に設定することも構わない。さらに好ましくは折り曲げ量Cの2倍以上5倍以下がよい。
【0053】
図6は、従来技術によって折り曲げが行われる様子を示す正面図と、副部70が流れる方向に沿った各位置における副部70の断面形状の変化を示す図である。上記のように、従来技術の製袋機において、シート状の包材である副部70の折曲幅部分80を所定の折り曲げ量Cで折り曲げるには、副部70が送出される方向に沿って、適当に長い折り曲げ用のスパンLを用い、そのスパンLの中で副部70の折曲幅部分80を徐々に捻るようにして90度あるいは180度に折り曲げている。図6では、折曲幅部分80が捩れながら90度折り曲げられている様子が示されている。
【0054】
このように、長いスパンLの間で、垂直オフセット量をとらずに、徐々に捻るように折り曲げるため、その折曲幅部分80にかかる張力すなわちテンションを一様にすることが難しい。これに対し、図5の構造では、この折り曲げのところは、折り曲げローラ40とオフセットローラ38,39と、挟み込みローラ32,34とによって形状が規定されるので、捩れが生じない三角形の平面72となっている。
【0055】
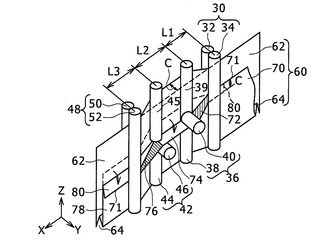
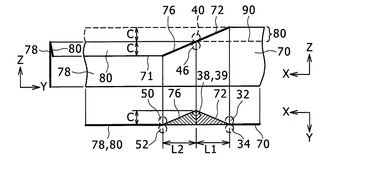
図7は、90度折り曲げられた副部70の折曲幅部分80が、180度折り曲げ部48によって、さらに90度折り曲げられて合計180度折り曲げられる様子を示す正面図と平面図である。ここでは、上記のように三角形の平面72が形成されて折り曲げが行われて、XY平面に平行な折り曲げ量Cの幅の平面74が折曲幅部分80として送り出され、これを支持ローラ部42と、180度折り曲げ部48によってさらに90度折り曲げ、合計180度折り曲げることが行われる。
【0056】
この折り曲げは、90度折り曲げをあたかも逆方向に行うようにして行うことができる。すなわち、支持ローラ部42のZローラ44,45は、90度折り曲げ部36のオフセットローラ38,39に対応し、Yローラ46は折り曲げローラ40に対応する。そして、180度折り曲げローラの一対の挟み込みローラ50,52は、送込ローラ部30の一対の挟み込みローラ32,34に対応する。
【0057】
そして、図7に示されるように、折り曲げ量Cの幅の平面74が、その平面74のZ方向の高さの位置から、折り曲げ量Cだけ−Z方向に下がった位置に向かって、三角形の平面76が形成される。
【0058】
図7に示されるように、Yローラ46の平面74の裏側に当接する位置は、折り曲げローラ40が平面74の表側に当接する位置と副部70の厚みだけ異なるがほぼ同じ位置である。そして、副部70の180度折り曲げられた折曲幅部分80の幅方向端71の位置は、このYローラ46の当接位置から折り曲げ量Cだけ−Z方向にオフセットした位置となる。換言すれば、Yローラ46のZ方向の位置は、副部70の180度折り曲げられた折曲幅部分80の幅方向端71の位置から折り曲げ量Cだけ+Z方向に逆オフセットされた位置にある。
【0059】
また、180度折り曲げ部48の一対の挟み込みローラ50,52が副部70の折曲幅部分80を180度折り曲げて挟みこむ位置は、支持ローラ部42のZローラ44,45が副部70の長手副部78に当接する位置から折り曲げ量Cだけ+Y方向に逆オフセットされた位置にある。すなわち、180度折り曲げ部48の一対の挟み込みローラ50,52が副部70の折曲幅部分80を180度折り曲げて挟みこむY方向の位置は、送込ローラ部30の一対の挟み込みローラ32,34の挟み込み位置のY方向の位置と同じ位置に戻されている。
【0060】
このように、支持ローラ部42のYローラ46の当接位置の+Z方向の幅方向オフセット量、180度折り曲げ部48の一対の挟み込みローラ50,52の+Y方向の垂直方向オフセット量を、いずれも折り曲げ量Cとすることで、捩れのない三角形の平面76を安定して形成できる。この設定は折り曲げ量Cが決まれば熟練者でなくても容易に行えるので、これによって、熟練者でなくても折り曲げ部分において張力の大きな変化や蛇行が生じることを抑制する設定を行うことができる。
【0061】
ここでも、三角形の平面76を形成するX方向の長さである送出側離間距離L3は、送込側離間距離L1の場合と同様に、支持ローラ部42と180度折り曲げ部48の各ローラが配置できる程度の範囲で任意に設定できる。例えば、折り曲げ量Cの1倍以上10倍以下の範囲で任意に設定してよい。10倍以下に限定するものでないことも、好ましくは折り曲げ量Cの2倍以上5倍以下がよいことも、送込側離間距離L1の場合と同様である。そして、上記のように、好ましくは、送出側離間距離L3=送込側離間距離L1とすることがよい。
【0062】
上記では、90度折り曲げ部36と支持ローラ部42との間は、平面76を支持するために距離を離してある。この90度折り曲げ部36と支持ローラ部42との間のX方向の長さを中間離間距離L2とすると、このL2は適当に設定してよい。例えば中間離間距離L2=0としてもよい。図8はそのような構成例を示す図である。この構成では、折り曲げローラ40とYローラ46がそれぞれ、副部70の折曲幅部分80を表側と裏側に配置され、ちょうど一対の挟み込みローラとして用いられることになる。このように、中間離間距離L2=0とすることで折り曲げ装置16を一層小型にでき、ひいては、製袋機10を一層小型にすることができる。
【産業上の利用可能性】
【0063】
本発明の製袋機の折り曲げ装置は、シート状の包材から袋状の容器を作り出すことに利用できる。
【符号の説明】
【0064】
10 製袋機、12 リールユニット、14 アキュムレータユニット、16 折り曲げ装置、18 スパウト取付ユニット、20 接合ユニット、22 ポイント接合部、24 切断ユニット、26,27,28 ステーション、30 送込ローラ部、32,34,50,52 挟み込みローラ、36 90度折り曲げ部、38,39 オフセットローラ、40 折り曲げローラ、42 支持ローラ部、44,45 Zローラ、46 Yローラ、48 180度折り曲げ部、60 包材、62 主部、64 折り畳み部、70 副部、71 幅方向端、72,76 (三角形の)平面、74 平面、78 長手副部、80 折曲幅部分、90 折り曲げ線、L1 送込側離間距離、L2 中間離間距離、L3 送出側離間距離、C 面垂直方向オフセット量(幅方向オフセット量)。
【技術分野】
【0001】
本発明は、製袋機に係り、特に、シート状の包材の幅方向の端部を予め定めた所定の折り曲げ量で折り曲げる折り曲げ装置を含む製袋機に関する。
【背景技術】
【0002】
袋状の容器等をシート状の包材から作り出すには、シート状の包材を適当な順序で折り曲げ、必要な箇所を接着等で接合し、場合によっては適当な容器口部等を取り付けることが行われる。これらの工程を順序よく行って袋状容器を製造する機械は、製袋機等と呼ばれる。
【0003】
例えば、特許文献1には、スパウト付きパウチ容器の製造方法として、包材送出部から包材が送出されると、折目線形成部において複数の折目線が形成され、折畳部において、折目線に沿って、パウチの胴部、トップガセット部に相当する部分、ボトムガセット部に相当する部分が形成されることが開示されている。
【0004】
特許文献2には、連続製袋方法として、1本の原反ロールから巻き出したフィルムが折り癖用ローラとガイドローラとの間で挟み付けられて、フィルムの流れ方向に平行に複数本の折り癖ラインが付けられた後、折り込み装置に送られることが述べられている。そして折り込み装置では、表折込板、裏折込板、同折込板と、表折込ローラ、裏折込ローラ、同折込ローラ等の折込部材を有し、フィルムがこれらの折込部材を通過することで、表折込、裏折込、フィルムを折り返す同折込が行われることが述べられている。こうしてフィルムは略袋状に折り込まれ、包装袋となったときに包装袋の膨らみを許容するためにΣ字
状の被折込部がフィルムの両側部に形成されると述べられている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開第2008/096392号パンフレット
【特許文献2】特開平11−268152号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献に述べられているように、従来技術の製袋機にはシート状の包材を折り曲げる折り曲げ装置が用いられている。シート状の包材の端部を所定の折り曲げ幅で折り曲げるには、包材が送出される方向に沿って、適当に長い折り曲げ用のスパンを用い、そのスパンの中で包材を徐々に捻るようにして90度あるいは180度に折り曲げている。
【0007】
このように、長いスパンの間で徐々に捻るように折り曲げるため、その折曲げ部における包材にかかる張力すなわちテンションを一様にすることが難しく、また、長いスパンのために蛇行しがちとなる。これらのことから、長いスパンの間の適当な箇所に折り曲げガイドを設けて、きれいに折り曲げられるように調整が行われる。この調整は、包材、折り曲げ量によって異なることが多く、熟練を要する作業である。また長いスパンのため、設備が大型化し、特に折り曲げが複数ある袋の場合には、熟練の調整が複雑化し、さらに大型の設備となる。
【0008】
本発明の目的は、熟練の調整を少なくできる折り曲げ装置を含む製袋機を提供することである。他の目的は、装置の小型化を可能とする折り曲げ装置を含む製袋機を提供することである。
【課題を解決するための手段】
【0009】
本発明に係る製袋機は、シート状の包材の幅方向の端部を予め定めた所定の折り曲げ量で折り曲げる折り曲げ装置を含む製袋機であって、包材の送込方向に垂直方向に配置され、包材を幅方向に渡って表裏側で挟み込んで送込方向に送り込む送込ローラ部と、包材の送込方向に沿って送込ローラ部の下流側に予め定めた送込側離間距離で配置され、折り曲げる前の包材の面に垂直方向に折り曲げ量と同じ寸法量の面垂直方向オフセット量で包材を平行にオフセットさせるオフセットローラと、そのオフセットされた位置において包材の幅方向端から折り曲げ量と同じ寸法量の幅方向オフセット量で包材の幅方向にオフセットした位置で包材を90度に折り曲げる折り曲げローラとを含み、送込ローラ部の挟み込み位置から三角形をなす平面を形成して包材を折り曲げる90度折り曲げ部と、を備えることを特徴とする。
【0010】
また、本発明に係る製袋機において、包材の送込方向に沿って90度折り曲げ部の下流側に予め定めた中間離間距離で配置され、包材を90度折り曲げた状態で支持する支持ローラ部と、包材の送込方向に沿って支持ローラ部の下流側に予め定めた送出側離間距離で配置され、オフセットローラから垂直方向オフセット量の寸法量を包材の面に垂直方向に戻して、包材の送出方向を送込方向の延長上とし、その位置で包材をさらに90度折り曲げて180度折り曲げ状態とすることで、支持ローラ部の支持位置から三角形をなす平面を形成して包材を折り曲げる180度折り曲げ部と、を備えることが好ましい。
【0011】
本発明に係る製袋機において、包材の送込方向に沿って90度折り曲げ部の下流側に予め定めた送出側離間距離で配置され、オフセットローラから垂直方向オフセット量の寸法量を包材の面に垂直方向に戻して、包材の送出方向を送込方向の延長上とし、その位置で包材をさらに90度折り曲げて180度折り曲げ状態とすることで、支持ローラ部の支持位置から三角形をなす平面を形成して包材を折り曲げる180度折り曲げ部を備えることが好ましい。
【0012】
なお、本発明に係る製袋機において、90度折り曲げ部の90度折り曲げローラは、包材の折り曲げ幅の部分の表側と裏側にそれぞれ配置されて包材を挟みこむことが好ましい。
【0013】
なお、本発明に係る製袋機において、送込側離間距離および送出側離間距離は、それぞれ、折り曲げ量の1倍以上10倍以下の寸法量であることが好ましい。
【発明の効果】
【0014】
上記構成により、折り曲げ装置を含む製袋機は、90度折り曲げを行う場合、包材の送込方向に沿って送込ローラ部の下流側において、折り曲げる前の包材の面に垂直方向に折り曲げ量と同じ寸法量の面垂直方向オフセット量で包材を平行にオフセットさせ、そのオフセットされた位置において包材の幅方向端から折り曲げ量と同じ寸法量の幅方向オフセット量で包材の幅方向にオフセットした位置で包材を90度に折り曲げ、これによって、送込ローラ部の挟み込み位置から三角形をなす平面を形成して包材を折り曲げる。
【0015】
このように、折り曲げが三角形の平面で行われるので、従来技術のように捻るようにして折り曲げる場合に比べ、折り曲げの際の張力が不均一となることが抑制される。したがって、張力の均一化や蛇行防止等のための複雑な調整を要せずに、折り曲げを行うことができる。また、長い折り曲げ用スパンや、折り曲げ途中のガイド等を要しないので、小型の装置とすることができる。
【0016】
また、製袋機において、180度折り曲げを行う場合、包材を90度折り曲げた状態で支持する支持ローラ部を設け、支持ローラ部の下流側に、オフセットローラから垂直方向オフセット量の寸法量を包材の面に垂直方向に戻して、包材の送出方向を送込方向の延長上とし、その位置で包材をさらに90度折り曲げて180度折り曲げ状態とする。これによって、支持ローラ部の支持位置から三角形をなす平面を形成して包材を折り曲げる。
【0017】
このように、90度折り曲げからのさらなる折り曲げが三角形の平面で行われるので、従来技術のように捻るようにして折り曲げる場合に比べ、折り曲げの際の張力が不均一となることが抑制される。したがって、張力の均一化や蛇行防止等のための複雑な調整を要せずに、折り曲げを行うことができる。また、長い折り曲げ用スパンや、折り曲げ途中のガイド等を要しないので、小型の装置とすることができる。
【0018】
また、製袋機において、90度折り曲げ部の下流側に、オフセットローラから垂直方向オフセット量の寸法量を包材の面に垂直方向に戻して、包材の送出方向を送込方向の延長上とし、その位置で包材をさらに90度折り曲げて180度折り曲げ状態とする。これによって支持ローラ部を省略することができる。
【0019】
なお、この場合の製袋機において、90度折り曲げ部の90度折り曲げローラは、包材の折り曲げ幅の部分の表側と裏側にそれぞれ配置されて包材を挟みこむものとすれば、支持ローラ部を省略しても、三角形の平面が良好に形成できる。
【0020】
なお、製袋機において、送込側離間距離および送出側離間距離は、それぞれ、折り曲げ量の1倍以上10倍以下の寸法量とすることで、従来技術に比べ、より小型の装置とすることができる。
【図面の簡単な説明】
【0021】
【図1】本発明に係る実施の形態の折り曲げ装置を含む製袋機の構成の様子を説明する図である。
【図2】本発明に係る実施の形態において、折り曲げ装置の構成を説明する平面図と正面図である。
【図3】本発明に係る実施の形態において、折り曲げ装置の構成と作用を説明する斜視図である。
【図4】本発明に係る実施の形態において、折り曲げ装置に用いられる包材の折り曲げ前の状態を説明する図である。
【図5】本発明に係る実施の形態において、折り曲げ装置を用いて、図4の包材が90度に折り曲げられる様子を説明する図である。
【図6】従来技術における包材の90度折り曲げの様子を説明する図である。
【図7】本発明に係る実施の形態において、折り曲げ装置を用いて、図5の包材がさらに折り曲げられて180折り曲げとなる様子を説明する図である。
【図8】図7に関連して、他の構成例を説明する図である。
【発明を実施するための形態】
【0022】
以下に図面を用いて本発明に係る実施の形態につき、詳細に説明する。以下では、折り曲げ装置を含む製袋機として、スパウト付容器を製造するものを説明するが、これは製袋機の適当な例として用いたものであって、これ以外の構成を有する製袋機であっても勿論構わない。
【0023】
また、以下では、折り曲げの対象となる包材として、既にいくつかの折り曲げが済まされている中間包材を用いて説明するが、これも説明の1例であって、全く折り曲げ等が行われていない包材を折り曲げる場合でも構わない。また、説明の中間包材の状態よりもさらに複雑な構造となっている半製品包材を折り曲げる場合であってもよい。
【0024】
以下で説明する形状、寸法、材質等は、説明のための例示であって、製袋機等の仕様に合わせ適当に変更が可能である。
【0025】
以下では、全ての図面において同様の要素には同一の符号を付し、重複する説明を省略する。また、本文中の説明においては、必要に応じそれ以前に述べた符号を用いるものとする。
【0026】
図1は、スパウト付容器を製造するための製袋機10の構成を説明する図である。この製袋機10は、原反のシートである包材が巻きつけられているリールユニット12と、包材を送り出すときのバッファ機構であるアキュムレータユニット14と、包材を折り曲げる折り曲げ装置16と、折り曲げられた包材にスパウトを供給し取り付けるスパウト取付ユニット18と、スパウト付包材のトップ部とボトム部を接合する接合ユニット20と、その他の必要な箇所を接合するポイント接合部22と、個々のスパウト付容器に分離する切断ユニット24を含んで構成される。
【0027】
なお、以下の図では、図示されている内容がいずれの方向から見たものであるかを示すため、互いに直交するX,Y,Zの各方向を示してある。ここで、+X方向は、包材の流れる方向で、Z方向は製袋機10の上下方向、つまり設置床面に垂直な方向である。なお、設置床面はXY平面に平行な面である。+Y方向は、図1の場合で、紙面の手前側から奥側に向かう方向である。
【0028】
製袋機10の折り曲げ装置16は、いくつもの折り曲げ処理を行う機能を有しているが、以下では、折り曲げ機能の基本機能として、図1でAとして示した180度折り曲げ機能を有する部分を抜き出して説明する。図2は、折り曲げ装置16の180度折り曲げに用いられる3つのステーション26,27,28の構成を説明する図で、(a)が平面図、(b)が正面図である。ここでは、折り曲げ装置16の構成要素ではないが、折り曲げの対象となる包材60が示されている。
【0029】
ここで示されている包材60は、図2(b)に示されるように、既に、袋状となったときの膨らみ余裕部を形成する折り畳み部64を有している中間包材である。この包材60は、折り畳み部64の両側にそれぞれ延びる主部62と副部70とを有している。図2の3つのステーション26,27,28は、この副部70について、その端部を折り曲げ量Cで180度折り曲げる機能を有する。
【0030】
この折り曲げは、図2の場合、紙面の裏側で行われているため、破線でその様子が示されている。そこで、図3は、紙面の裏側から見た様子の斜視図が示されている。図2と図3を用いて、3つのステーション26,27,28の構成を説明する。
【0031】
ステーション26は、3つのステーション26,27,28の中で、包材60が流れるもっとも上流側に配置され、Z方向に延びる筐体部に、複数のローラが配置される構成を有する。複数のローラの軸方向は、いずれもZ方向に平行である。
【0032】
ステーション26の送込ローラ部30は、包材60の送込方向である+X方向に垂直な方向であるZ方向に平行に配置され、包材60を幅方向に渡って表裏側で挟み込んで送込方向に送り込む機能を有する。ここで、包材60の幅方向とは、Z方向に平行な方向である。送込ローラ部30は、図3に示されるように、包材60を幅方向に渡って表裏側で挟み込む一対の挟み込みローラ32,34で構成される。
【0033】
ステーション27は、ステーション26の下流側に配置され、やはりZ方向にZ方向に延びる筐体部に、複数のローラが配置される構成を有する。複数のローラの軸方向は、Z方向に平行なものと、Y方向に平行なものがある。図2に示されるように、ステーション27は、90度折り曲げ部36と、支持ローラ部42を含んで構成される複合ローラ機構である。
【0034】
90度折り曲げ部36は、Z方向に平行なオフセットローラ38,39と、Y方向に平行な折り曲げローラ40とを有して構成される。折り曲げローラ40は、図3に示されるように、包材60の副部70がある側において、オフセットローラ38とオフセットローラ39の間に配置される。オフセットローラ38,39は、折り曲げローラ40があるために分断された形態となっているが、これらは同軸に配置される。なお、オフセットローラ39は、主部62のZ方向の高さが副部70の高さと同じである場合には、これを省略することができる。
【0035】
オフセットローラ38,39は、包材60の送込方向である+X方向に沿って送込ローラ部30の下流側に予め定めた送込側離間距離L1で配置される。そして、折り曲げる前の包材60の送込方向である+X方向に垂直な方向である−Y方向に、折り曲げ量Cと同じ寸法量の垂直方向オフセット量Cで配置が行われる。これによって、包材60を、送込ローラ部30によって挟みこまれた位置から、−Y方向にCだけ平行にオフセットさせることができる。
【0036】
折り曲げローラ40は、包材60のY方向の位置が上記のように送込ローラ部30に対してオフセットされた位置において、包材60のうちの副部70の幅方向端71から測って、−Z方向に、折り曲げ量Cと同じ寸法量の幅方向オフセット量Cの位置に配置される。つまり、副部70の幅方向端71が、この折り曲げローラ40によって、−Z方向にCだけ移動する。
【0037】
つまり、折り曲げローラ40の幅方向オフセット量Cが設定されることで、XZ平面に平行であった副部70の折り曲げ幅の部分は、その頂部である幅方向端71が−Z方向にCだけ移動しながら、折り曲げローラ40の軸方向を含むXY平面に平行な面となる。これによって、副部70の折り曲げ量Cの部分である折曲幅部分80は、送込ローラ部30の挟み込み位置から、三角形をなす平面72を形成して、折り曲げられることになる。
【0038】
この三角形をなす平面72は、{(幅方向オフセット量C)2+(送込側離間距離L1)2}1/2={(垂直方向オフセット量C)2+(送込側離間距離L1)2}1/2の関係があることから、折曲幅部分80の幅方向のどの部分をとっても全て同じ長さとなる。このことから、折曲幅部分80の幅方向のどの部分をとっても全て同じ張力となる。このように、この平面72は、捩れ等がない平面であるので、この折り曲げ部分において張力の大きな変化や蛇行が生じることが抑制される。
【0039】
折り曲げローラ40の下流側では、副部70は、元々の状態のようにXZ平面に平行な部分である長手副部78と、これに対し90度折り曲げられてXY平面に平行な折り曲げ量Cの幅の平面74とで構成されて送り出される。このようにして、副部70の折曲幅部分80の90度折り曲げが行われる。
【0040】
次に、支持ローラ部42は、Z方向に平行なZローラ44,45と、Y方向に平行なYローラ46とを有して構成される。この構成は、90度折り曲げ部36と同様に、Yローラ46がZローラ44とZローラ45の間に配置され、Zローラ44,45は、Yローラ46があるために分断された形態となっているが、これらは同軸に配置される。異なるのは、折り曲げローラ40が平面74の+Z側の面に当接して配置されるのに対し、Yローラ46は、平面74の−Z側の面に当接して配置されることである。
【0041】
支持ローラ部42は、包材60の送込方向に沿って90度折り曲げ部36の下流側に予め定めた中間離間距離L2で配置される。そして、90度折り曲げ部36と同様な構成であることから、副部70の折り曲げ量Cの幅の平面74をXY平面に平行な状態で支持して下流側に送り出す機能を有する。
【0042】
ステーション28は、ステーション27の下流側に配置され、やはりZ方向にZ方向に延びる筐体部に、複数のローラが配置される構成を有する。複数のローラの軸方向は、いずれもZ方向に平行である。ステーション28は、180度折り曲げ部48を含んで構成される。
【0043】
180度折り曲げ部48は、包材60の送込方向である+X方向に沿って支持ローラ部42の下流側に予め定めた送出側離間距離L3で配置される。そして、オフセットローラ38,39、Zローラ44,45によってオフセットしている垂直方向オフセット量Cの寸法量を、包材の送込方向に垂直な方向である+Y方向に戻して、包材60の送出方向を送込方向の延長上とするような位置に配置される。すなわち、送込ローラ部30と180度折り曲げ部48とは、包材60の流れる方向を基準面として、同じY方向位置に配置される。
【0044】
180度折り曲げ部48は、送込ローラ部30と同様に、包材60の送込方向および送出方向である+X方向に垂直な方向のZ方向に平行に配置され、包材60を幅方向に渡って表裏側で挟み込んで送出方向に送り出す機能を有する。180度折り曲げ部48は、図3に示されるように、包材60を幅方向に渡って表裏側で挟み込む一対の挟み込みローラ50,52で構成される。
【0045】
したがって、支持ローラ部42までXY平面に平行であった副部70の平面74は、一対の挟み込みローラ50,52によってXZ平面に平行な方向に折り曲げられる。この折り曲げによって、副部70の折曲幅部分80は、副部70の長手副部78に折り畳まれたように、180度折り曲げられた状態となる。
【0046】
このとき、支持ローラ部42のYローラ46のZ方向の位置は、この180度折り曲げられた折曲幅部分80の幅方向端71の位置よりも折り曲げ量Cだけ+Z方向にある。換言すれば、支持ローラ部42によって支持されてきたXY平面に平行な平面74は、その幅方向端71が折り曲げ量Cだけ−Z方向に移動する。
【0047】
これによって、副部70の折曲幅部分80は、支持ローラ部42によって支持されている位置から、三角形をなす平面76を形成して、折り曲げられることになる。この平面76は、三角形をなす平面72と同様に、捩れ等がない平面であるので、この折り曲げ部分において張力の大きな変化や蛇行が生じることが抑制される。なお、送込側離間距離L1=送出側離間距離L3として、三角形をなす平面76を三角形をなす平面72と同じ大きさとすることが好ましい。
【0048】
180度曲げ部48の下流側では、副部70は、長手副部78と、これに折り畳まれるように180度折り曲げられてXY平面に平行な折り曲げ量Cの幅の折曲幅部分80とで構成されて送り出される。このようにして、副部70の折曲幅部分80の180度折り曲げが行われる。
【0049】
上記構成の折り曲げについて、副部70に絞って、さらに図4から図8を用いて説明する。図4は、折り曲げが行われる前の副部70の状態を示す正面図と平面図である。ここでは、折り曲げ線90が示されている。折り曲げ線90の位置は、副部70の幅方向端71に平行で、そこから折り曲げ量Cだけ幅方向に内側に入った位置に相当する。幅方向端71と折り曲げ線90の間の部分が、副部70における折曲幅部分80であるが、ここでは折り曲げがまだ行われていないので、平面図では直線的な形状として副部70が示されている。
【0050】
図5は、90度折り曲げ部36によって副部70が90度折り曲げられる様子を示す正面図と平面図である。ここでは、オフセットローラ38,39と折り曲げローラ40の機能によって副部70の幅方向端71から折り曲げ量Cだけ−Z方向に下がった位置に向かって、三角形の平面72が形成される。図5に示されるように、折り曲げローラ40の副部70の折曲幅部分80に当接する位置は、副部70の幅方向端71から折り曲げ量Cだけ−Z方向にオフセットした位置である。また、オフセットローラ38,39の副部70に当接する位置は、送込ローラ部30の一対の挟み込みローラ32,34の挟み込み位置から折り曲げ量Cだけ−Y方向にずれた位置である。
【0051】
このように、折り曲げローラ40の当接位置の−Z方向の幅方向オフセット量、オフセットローラ38,39の−Y方向の垂直方向オフセット量を、いずれも折り曲げ量Cとすることで、捩れのない三角形の平面72を安定して形成できる。この設定は折り曲げ量Cが決まれば熟練者でなくても容易に行えるであるので、これによって、熟練者でなくても折り曲げ部分において張力の大きな変化や蛇行が生じることを抑制する設定を行うことができる。
【0052】
なお、三角形の平面72を形成するX方向の長さである送込側離間距離L1は、送込ローラ部30と90度折り曲げ部36の各ローラが配置できる程度の範囲で任意に設定できる。例えば、折り曲げ量Cの1倍以上10倍以下の範囲で任意に設定してよい。勿論、10倍以下に限定するものではなく、例えば10倍以上に設定することも構わない。さらに好ましくは折り曲げ量Cの2倍以上5倍以下がよい。
【0053】
図6は、従来技術によって折り曲げが行われる様子を示す正面図と、副部70が流れる方向に沿った各位置における副部70の断面形状の変化を示す図である。上記のように、従来技術の製袋機において、シート状の包材である副部70の折曲幅部分80を所定の折り曲げ量Cで折り曲げるには、副部70が送出される方向に沿って、適当に長い折り曲げ用のスパンLを用い、そのスパンLの中で副部70の折曲幅部分80を徐々に捻るようにして90度あるいは180度に折り曲げている。図6では、折曲幅部分80が捩れながら90度折り曲げられている様子が示されている。
【0054】
このように、長いスパンLの間で、垂直オフセット量をとらずに、徐々に捻るように折り曲げるため、その折曲幅部分80にかかる張力すなわちテンションを一様にすることが難しい。これに対し、図5の構造では、この折り曲げのところは、折り曲げローラ40とオフセットローラ38,39と、挟み込みローラ32,34とによって形状が規定されるので、捩れが生じない三角形の平面72となっている。
【0055】
図7は、90度折り曲げられた副部70の折曲幅部分80が、180度折り曲げ部48によって、さらに90度折り曲げられて合計180度折り曲げられる様子を示す正面図と平面図である。ここでは、上記のように三角形の平面72が形成されて折り曲げが行われて、XY平面に平行な折り曲げ量Cの幅の平面74が折曲幅部分80として送り出され、これを支持ローラ部42と、180度折り曲げ部48によってさらに90度折り曲げ、合計180度折り曲げることが行われる。
【0056】
この折り曲げは、90度折り曲げをあたかも逆方向に行うようにして行うことができる。すなわち、支持ローラ部42のZローラ44,45は、90度折り曲げ部36のオフセットローラ38,39に対応し、Yローラ46は折り曲げローラ40に対応する。そして、180度折り曲げローラの一対の挟み込みローラ50,52は、送込ローラ部30の一対の挟み込みローラ32,34に対応する。
【0057】
そして、図7に示されるように、折り曲げ量Cの幅の平面74が、その平面74のZ方向の高さの位置から、折り曲げ量Cだけ−Z方向に下がった位置に向かって、三角形の平面76が形成される。
【0058】
図7に示されるように、Yローラ46の平面74の裏側に当接する位置は、折り曲げローラ40が平面74の表側に当接する位置と副部70の厚みだけ異なるがほぼ同じ位置である。そして、副部70の180度折り曲げられた折曲幅部分80の幅方向端71の位置は、このYローラ46の当接位置から折り曲げ量Cだけ−Z方向にオフセットした位置となる。換言すれば、Yローラ46のZ方向の位置は、副部70の180度折り曲げられた折曲幅部分80の幅方向端71の位置から折り曲げ量Cだけ+Z方向に逆オフセットされた位置にある。
【0059】
また、180度折り曲げ部48の一対の挟み込みローラ50,52が副部70の折曲幅部分80を180度折り曲げて挟みこむ位置は、支持ローラ部42のZローラ44,45が副部70の長手副部78に当接する位置から折り曲げ量Cだけ+Y方向に逆オフセットされた位置にある。すなわち、180度折り曲げ部48の一対の挟み込みローラ50,52が副部70の折曲幅部分80を180度折り曲げて挟みこむY方向の位置は、送込ローラ部30の一対の挟み込みローラ32,34の挟み込み位置のY方向の位置と同じ位置に戻されている。
【0060】
このように、支持ローラ部42のYローラ46の当接位置の+Z方向の幅方向オフセット量、180度折り曲げ部48の一対の挟み込みローラ50,52の+Y方向の垂直方向オフセット量を、いずれも折り曲げ量Cとすることで、捩れのない三角形の平面76を安定して形成できる。この設定は折り曲げ量Cが決まれば熟練者でなくても容易に行えるので、これによって、熟練者でなくても折り曲げ部分において張力の大きな変化や蛇行が生じることを抑制する設定を行うことができる。
【0061】
ここでも、三角形の平面76を形成するX方向の長さである送出側離間距離L3は、送込側離間距離L1の場合と同様に、支持ローラ部42と180度折り曲げ部48の各ローラが配置できる程度の範囲で任意に設定できる。例えば、折り曲げ量Cの1倍以上10倍以下の範囲で任意に設定してよい。10倍以下に限定するものでないことも、好ましくは折り曲げ量Cの2倍以上5倍以下がよいことも、送込側離間距離L1の場合と同様である。そして、上記のように、好ましくは、送出側離間距離L3=送込側離間距離L1とすることがよい。
【0062】
上記では、90度折り曲げ部36と支持ローラ部42との間は、平面76を支持するために距離を離してある。この90度折り曲げ部36と支持ローラ部42との間のX方向の長さを中間離間距離L2とすると、このL2は適当に設定してよい。例えば中間離間距離L2=0としてもよい。図8はそのような構成例を示す図である。この構成では、折り曲げローラ40とYローラ46がそれぞれ、副部70の折曲幅部分80を表側と裏側に配置され、ちょうど一対の挟み込みローラとして用いられることになる。このように、中間離間距離L2=0とすることで折り曲げ装置16を一層小型にでき、ひいては、製袋機10を一層小型にすることができる。
【産業上の利用可能性】
【0063】
本発明の製袋機の折り曲げ装置は、シート状の包材から袋状の容器を作り出すことに利用できる。
【符号の説明】
【0064】
10 製袋機、12 リールユニット、14 アキュムレータユニット、16 折り曲げ装置、18 スパウト取付ユニット、20 接合ユニット、22 ポイント接合部、24 切断ユニット、26,27,28 ステーション、30 送込ローラ部、32,34,50,52 挟み込みローラ、36 90度折り曲げ部、38,39 オフセットローラ、40 折り曲げローラ、42 支持ローラ部、44,45 Zローラ、46 Yローラ、48 180度折り曲げ部、60 包材、62 主部、64 折り畳み部、70 副部、71 幅方向端、72,76 (三角形の)平面、74 平面、78 長手副部、80 折曲幅部分、90 折り曲げ線、L1 送込側離間距離、L2 中間離間距離、L3 送出側離間距離、C 面垂直方向オフセット量(幅方向オフセット量)。
【特許請求の範囲】
【請求項1】
シート状の包材の幅方向の端部を予め定めた所定の折り曲げ量で折り曲げる折り曲げ装置を含む製袋機であって、
包材の送込方向に垂直方向に配置され、包材を幅方向に渡って表裏側で挟み込んで送込方向に送り込む送込ローラ部と、
包材の送込方向に沿って送込ローラ部の下流側に予め定めた送込側離間距離で配置され、折り曲げる前の包材の面に垂直方向に折り曲げ量と同じ寸法量の面垂直方向オフセット量で包材を平行にオフセットさせるオフセットローラと、そのオフセットされた位置において包材の幅方向端から折り曲げ量と同じ寸法量の幅方向オフセット量で包材の幅方向にオフセットした位置で包材を90度に折り曲げる折り曲げローラとを含み、送込ローラ部の挟み込み位置から三角形をなす平面を形成して包材を折り曲げる90度折り曲げ部と、
を備えることを特徴とする製袋機。
【請求項2】
請求項1に記載の製袋機において、
包材の送込方向に沿って90度折り曲げ部の下流側に予め定めた中間離間距離で配置され、包材を90度折り曲げた状態で支持する支持ローラ部と、
包材の送込方向に沿って支持ローラ部の下流側に予め定めた送出側離間距離で配置され、オフセットローラから垂直方向オフセット量の寸法量を包材の面に垂直方向に戻して、包材の送出方向を送込方向の延長上とし、その位置で包材をさらに90度折り曲げて180度折り曲げ状態とすることで、支持ローラ部の支持位置から三角形をなす平面を形成して包材を折り曲げる180度折り曲げ部と、
を備えることを特徴とする製袋機。
【請求項3】
請求項1に記載の製袋機において、
包材の送込方向に沿って90度折り曲げ部の下流側に予め定めた送出側離間距離で配置され、オフセットローラから垂直方向オフセット量の寸法量を包材の面に垂直方向に戻して、包材の送出方向を送込方向の延長上とし、その位置で包材をさらに90度折り曲げて180度折り曲げ状態とすることで、支持ローラ部の支持位置から三角形をなす平面を形成して包材を折り曲げる180度折り曲げ部を備えることを特徴とする製袋機。
【請求項1】
シート状の包材の幅方向の端部を予め定めた所定の折り曲げ量で折り曲げる折り曲げ装置を含む製袋機であって、
包材の送込方向に垂直方向に配置され、包材を幅方向に渡って表裏側で挟み込んで送込方向に送り込む送込ローラ部と、
包材の送込方向に沿って送込ローラ部の下流側に予め定めた送込側離間距離で配置され、折り曲げる前の包材の面に垂直方向に折り曲げ量と同じ寸法量の面垂直方向オフセット量で包材を平行にオフセットさせるオフセットローラと、そのオフセットされた位置において包材の幅方向端から折り曲げ量と同じ寸法量の幅方向オフセット量で包材の幅方向にオフセットした位置で包材を90度に折り曲げる折り曲げローラとを含み、送込ローラ部の挟み込み位置から三角形をなす平面を形成して包材を折り曲げる90度折り曲げ部と、
を備えることを特徴とする製袋機。
【請求項2】
請求項1に記載の製袋機において、
包材の送込方向に沿って90度折り曲げ部の下流側に予め定めた中間離間距離で配置され、包材を90度折り曲げた状態で支持する支持ローラ部と、
包材の送込方向に沿って支持ローラ部の下流側に予め定めた送出側離間距離で配置され、オフセットローラから垂直方向オフセット量の寸法量を包材の面に垂直方向に戻して、包材の送出方向を送込方向の延長上とし、その位置で包材をさらに90度折り曲げて180度折り曲げ状態とすることで、支持ローラ部の支持位置から三角形をなす平面を形成して包材を折り曲げる180度折り曲げ部と、
を備えることを特徴とする製袋機。
【請求項3】
請求項1に記載の製袋機において、
包材の送込方向に沿って90度折り曲げ部の下流側に予め定めた送出側離間距離で配置され、オフセットローラから垂直方向オフセット量の寸法量を包材の面に垂直方向に戻して、包材の送出方向を送込方向の延長上とし、その位置で包材をさらに90度折り曲げて180度折り曲げ状態とすることで、支持ローラ部の支持位置から三角形をなす平面を形成して包材を折り曲げる180度折り曲げ部を備えることを特徴とする製袋機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−207043(P2011−207043A)
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願番号】特願2010−76967(P2010−76967)
【出願日】平成22年3月30日(2010.3.30)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願日】平成22年3月30日(2010.3.30)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
[ Back to top ]