
複合ハニカムサンドイッチ構造
【課題】ハニカムコアへの樹脂の流れ込みを防止するために、スキン層とハニカムコアとの間にバリア層を備えたハニカムサンドイッチパネルを提供する。
【解決手段】複合ハニカムサンドイッチ構造であって、(a)コアセルを有するハニカムコア106と(b)コアに接着される繊維で補強されたマトリクス樹脂のプライを有する、少なくとも1つの複合積層板102と(c)積層板102とコア106とを結合させ、かつ、積層板からコアへの樹脂の流れをなくすための積層板とコアとの間のフィルムバリア層110と(d)コアセル106への樹脂流れまたはコアセルへのバリアフィルム110の撓みをなくすための、バリア層とコアとの間の支持スクリムを備えるフィルム状接着剤112とを含む、複合ハニカムサンドイッチ構造。
【解決手段】複合ハニカムサンドイッチ構造であって、(a)コアセルを有するハニカムコア106と(b)コアに接着される繊維で補強されたマトリクス樹脂のプライを有する、少なくとも1つの複合積層板102と(c)積層板102とコア106とを結合させ、かつ、積層板からコアへの樹脂の流れをなくすための積層板とコアとの間のフィルムバリア層110と(d)コアセル106への樹脂流れまたはコアセルへのバリアフィルム110の撓みをなくすための、バリア層とコアとの間の支持スクリムを備えるフィルム状接着剤112とを含む、複合ハニカムサンドイッチ構造。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、複合ハニカムサンドイッチ構造に関し、より特定的には、スキンからコアへの樹脂流れをなくすための中間バリヤを備える、ハニカムコアの対向する両表面上に接着される外部スキンを形成する樹脂含浸織物シートに関する。
【背景技術】
【0002】
(オートクレーブ処理を通じてコアに対して接着剤とともに硬化される複合積層スキンを有する)航空宇宙用のハニカムコアサンドイッチパネルは、このパネルが提供する高い剛さ対重量比(すなわち「特定剛さ」)および強度対重量比(すなわち特定強度)のため、今日広く使用されている。典型的なハニカムコアサンドイッチパネルが、米国特許第5,284,702号、第4,622,091号および第4,353,947号に記載される。アルトネーダ(Alteneder)他の、「ハニカム複合構造の処理および特性研究(Processing and Characterization Studies of Honeycomb Composite Structures,」、第38回国際SAMPEシンポジウム、1993年5月10日−13日(PCL Internal No.200-01/93-AWA)は、コアの潰れ(すなわちコアクラッシュ)、スキン積層板の多孔性およびツールの表面の不十分な仕上げを含む、これらのパネルに共通の問題点を論じている。
【0003】
米国特許第5,445,861号は、吸音(音響絶縁)および他の応用分野用の複合サンドイッチ構造を記載する。このサンドイッチ構造は以下の7層を有する。
【0004】
(1) 外部スキン
(2) 小さなセルになったハニカムまたはフォームコア
(3) 前側内部セプタム
(4) 大きなセルになった中間ハニカムコア
(5) 後側内部セプタム
(6) 後側の小さなセルになったハニカムまたはフォームコア、および
(7) 内部スキン
中間ハニカムコア内の同調された空洞吸収装置が音を吸収する。この構造の性能は、既に説明した理由で作製中に起こるハニカムコアのセルへの樹脂流れによって、およびこのような流れがこの構造の共振を変化させるために悪影響を受ける。
【発明の開示】
【発明が解決しようとする課題】
【0005】
発明の概要
流れの多い樹脂系においては、オートクレーブ処理サイクルの間に大量の樹脂がコアへと流れ込み得る。このような流れによって積層板から樹脂が失われ、所望の性能を達成するためパネルの重量加算が必要となり、流れによる損失に対処するため積層板プライの過剰設計が必要となる。積層板プライから樹脂が失われるため、また、硬化されたプライの厚みが減じられ、機械的性能が劣化する。所望の性能およびそれに対応する積層板の厚みを達成するためには、付加的なプライが必要であり、結果としてコストおよび重量の加算が伴う。乗物の性能に対する影響および現代の航空機のコストという点では重量の加算は深刻なものであり、かつ、流れは比較的予測不可能であり制御できないプロセスであるため、航空宇宙用設計および製造においてはコアへの流れをなくすかまたは大幅に減じることが要求される。コアへの樹脂流れによる重量加算に加え、移動した樹脂内で発生するマイクロクラックがボンドラインに伝播することがあり得、機械性能が劣化することを我々は発見した。このようなマイクロクラックの可能性はパネルのインテグリティに対し深刻な脅威を与えるものであり、流れをなくすかまたは少なくとも制御することが要求される
。
【0006】
積層板からコアへの流れは、高い処理温度で樹脂の粘性が減じる(すなわち薄くなる)ために生じる。したがって、流れの問題を解決しようとする先行技術の試みは、一般に、樹脂の周囲温度粘性を硬化温度で保持することに注目した。たとえば、高温高圧完了前に樹脂鎖の成長を引起こすため、低速ヒートアップ低圧段階の間に樹脂の硬化を開始させるよう処理サイクルを変えることができるだろう。この段階的硬化サイクルにおいて、低温で分子量を蓄積することによって、樹脂の粘性を保持するよう試みるであろう。より分子量の大きい樹脂は固有のより高い粘性を有するため、より厚いままであり、有害なコアへの流れに対し耐性を持つ。残念ながら、段階的硬化サイクルでは、依然としてあまりにも多くの流れが生じマイクロクラックの潜在的な問題も依然として多い。また、フェースシートの多孔性が許容可能な限界を超えて増加するかもしれない。さらに、硬化サイクルの変更によりオートクレーブ処理時間が増加する。処理時間が増加すると、作製コストがかなり増加し、不適切に理解され制御されていない要因に左右され高価な部品が不合格となるリスクが伴う。
【課題を解決するための手段】
【0007】
我々は、流れの多い樹脂系を使用してサンドイッチ構造用のハニカムコアへの樹脂(マトリクス)流れをなくし、サンドイッチパネル作製における再現性および予測可能性ならびに結果として得られるパネルの構造的性能の信頼性を得る。我々は、繊維で補強される樹脂複合積層板とハニカムコアとの間にスクリムに支持されるバリヤフィルムを使用する。このサンドイッチ構造は、樹脂が、それが無意味なものとなるコアへ流れ込み過剰重量および潜在的パネル欠陥をもたらすのではなく、それが構造的強度を与える積層板(スキン)内に留まるため、同じ性能特性用の先行技術によるパネルよりも軽量である。我々はまた一般に、積層板をバリヤフィルムに結合(bond)させるためバリヤフィルムと積層板との間に無支持体フィルム状接着剤を使用する。(1つの製品に組合せてもよい)これらの層により、改良された性能を達成し、樹脂を積層板内に保持し、それによってさもなくばコアへの樹脂流れに対処するため設計者がパネル設計に組入れる必要がある超過分樹脂を減じ、構造的信頼性を有するパネルを信頼できるよう作製する。
【0008】
スクリムに支持されるバリヤフィルムを有するパネルを硬化しようとしたとき、特に軽量のコア材料を使用しようとしたときに、ハニカムコアのチャンファ部領域にしばしばコアクラッシュが発生した。バリヤフィルム(および接着剤)の下にコアと接触する固定用プライを含むことによって、固定用プライが硬化の間のコアに対するバリヤフィルムのずれを減じるため、これらのパネル内のコアクラッシュを減じることができる。
【0009】
この発明においてコアのずれを制御することにより、コアクラッシュによる高価なスクラップなしに構造を製造するため、より低密度のハニカムコアを使用できる。我々は、時間、材料および再生/スクラップを削減すること、および、最高の特定強度および特定剛さを有する航空宇宙用高品質パネルを製造するための製造プロセスの信頼性を向上させることの両方により製造コストを減じる。
【0010】
付加される固定用プライは、3つまたは4つ以上の固定用プライがパネルの最終プレフォーム内に含まれるであろうことを意味する。従来の実施では、パネルの外部表面上にも、そしておそらくは積層板と接着バリヤフィルムとの間に固定用プライがあるであろう。固定用プライは各々その部品から仕上がり製品の正味のトリムラインを超えて外側へ延びる。従来、固定用プライはレイアップマンドレルにテープで個別にかつ順次固定される。低密度コアを使用するときは特に、プライ相互間のおよびマンドレルに対する関係を確定することが重要である。テープの欠陥はフェースシートプライのしわまたはコアクラッシュを引起こす。コアに接触する固定用プライがそれをマンドレルに対して固定するテープ
から逆方向に引っ張られ他の固定用プライに対しずれるとき、依然としてコアクラッシュが時々発生するかもしれない。オートクレーブ圧力を加えるときパネル内のコアに作用する力を克服するためには、テープの接着力だけでは不十分である。我々は、固定用プライ相互を信頼できるように、容易にかつ低価格で接着するやり方を発見した。プライ相互を接着させると、いずれの個別のプライに作用する力もすべての固定用プライに分配され、固定用プライをマンドレルに接着するテープにかかる最大力が減じられる。複合ハニカムサンドイッチ構造に関連して説明してきたが、この接着方法は一般に、複合構造内の固定用プライに関わるすべての応用例に応用可能である。
【0011】
したがって、一局面において、この発明は、複合構造の製造における改良に関し、特に、高温高圧下でのオートクレーブ硬化の間、部品を固定するために固定用プライが使用される複合ハニカムサンドイッチ構造に関する。1プライの他プライに対する運動がないよう固定用プライを互いにロックするため、圧力を加える前のオートクレーブ硬化の初期段階の間いくつかのプライを硬化させ互いに接続するために、我々は、より低温で硬化する接着剤を使用する。我々は、接着剤を部品の正味のトリムラインの外側に塗布し、そのため部品の仕上げの間に接着剤を除去できる。
【0012】
他局面において、この発明は、複合構造の構築の間に、特に、複合ハニカムサンドイッチ構造の高温高圧下でのオートクレーブ処理の間の固定用プライ相互の接着に関する。テープによる取付けはいずれのプライまたは1プライの互いに対するずれを防ぐのに十分なものでなければならないので、固定用プライをマンドレルのみにテープで取付ける従来の実施は不十分である。我々は、部品の正味のトリムラインのすぐ外側で固定用プライの間に低温で硬化するフィルム状接着剤を取付けることによって、テープにかかる最大力が減じられるようプライを相互に効果的に接着できることを発見した。オートクレーブ内でこのフィルム状接着剤は、積層板内の樹脂よりも低温で溶け、かつ硬化し、したがって、積層板の樹脂が流れ硬化する、より高い温度でオートクレーブの圧力が増加するよりも前に、固定用プライを互いに結合させる。フィルム状接着剤は固定用プライの互いに対する運動をなくす。ビスマレイミド(BMI)サンドイッチパネル用の我々の好ましい実施例において、我々は、華氏約375度(摂氏191度)で硬化し、華氏約440度で後硬化するBMIに対し華氏約250度(摂氏121度)で硬化する接着剤を使用することを好む。
【発明を実施するための最良の形態】
【0013】
好ましい実施例の詳細な説明
この説明の評価基準として、最初に我々は典型的な複合ハニカムサンドイッチ構造を説明する。その次に、固定用プライを互いに信頼可能に接着させる我々の発明の方法を説明する。
【0014】
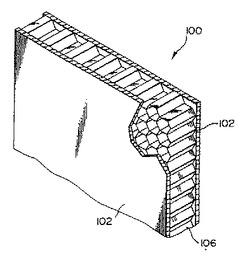
複合ハニカムサンドイッチパネルは、積層板からコアへの樹脂流れを最小限にし、なくし、または大幅に減じ、それによって、航空宇宙用構造の製造用のより強固なより簡単な処理サイクルを可能にする。このようなサンドイッチパネル100(図1)は通常中央ハニカムコア106に接着される外部フェースシートまたはスキン102を有する。仕上がりスキン102は、硬化され圧密化された複合形の、繊維で補強された有機マトリクス樹脂の層の積層板を含む。コア106は、この応用例用に適切である、紙、合成紙、金属、複合材などであり得る。この発明のパネルにおいては、これ以外の場合にはしばしば生じるコアとスキンとの間の有害なずれを減じるため、コア106とスキン102との間に少なくとも1つの固定用プライを組入れることによって、我々はオートクレーブ硬化の間のコアクラッシュを減じるので、我々はより高い特定の強度およびより高い特定の剛さを得る。
【0015】
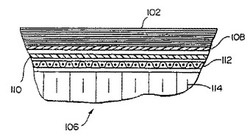
複合積層板スキンからコアへの樹脂の流れを防ぐため、コア106のセル114の外側に樹脂を維持するよう、スキン102とコア106との間に、無支持体フィルム状接着剤108(図2)、バリヤフィルム110およびスクリムに支持されるフィルム状接着剤112を我々は使用する。
【0016】
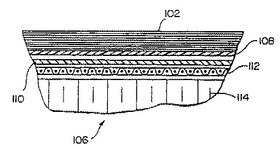
図3は、バリヤフィルム110およびフィルム状接着剤108なしにフィルム接着剤112を単独で使用したときに生じ得るコア充填問題を示す。ハニカムのセル114は、積層板から移動しそれによってスキン102内の樹脂を減少させる樹脂118で満たされる。樹脂の減少によってプライの厚みが減じられるためこれは構造性能に悪影響を与える。セル内の樹脂118は単なる無駄となるため、樹脂の減少によって総重量が増加する。いずれの場合にも、制御されない樹脂の流れおよび減少によって、特に熱サイクルの間にセル内の樹脂118内で始まり得、繊維により補強されたスキン102、特にスキン102とコア106との間のボンドラインに移動し得るマイクロクラックに対し、パネルが疑わしいものとなる。
【0017】
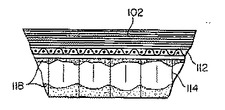
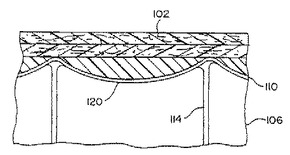
図4は、セル樹脂118をなくす試みのため、スクリムに支持されるフィルム状接着剤112なしにバリヤフィルム110を使用したならば生じ得る不所望の膨らみを示す。ここで、無駄な樹脂の膨らみ120がハニカムコア106のセル114へと下方に突出する。樹脂は膨らみ120内に含まれるものの、スキン102の樹脂は依然として減少する。膨らみ120への樹脂流れは、図3に示す制御されない状態に匹敵する、構造性能のペナルティおよび重量の加算を課す。
【0018】
フィルム状接着剤108、バリヤフィルム110およびスクリムに支持されるフィルム状接着剤12を備える図2に図示するように、セル樹脂118または樹脂の膨らみ120を伴わない樹脂流れが調べられる。しかし、バリヤフィルムが積層板スキンとコアとの間に滑り面を生成し、これがしばしばオートクレーブ処理サイクルの間にコアクラッシュを起こすことを我々は発見した。実際我々の初期試験において、31個の試験用パネルのうち22個でコアクラッシュを経験した。コストおよびスケジュールの観点からこの欠陥率は許容できない。チャンファ部領域内の我々の固定用プライは、有害なコアのずれおよびこのようなずれによるコアクラッシュの頻度を減じるかまたはなくす。
【0019】
サイテック・エンジニアード・マテリアルズ・インコーポレイテッド(サイテック)(Cytec Engineered Materials, Inc (Cytec))のRIGIDITE(登録商標)5250−4−W−IM7−GP−CSW、RIGIDITE(登録商標)5250−4−W−IM7−GP−CSXおよびRIGIDITE(登録商標)5250−4−W−IM7−GP−PWプリプレグで作られたビスマレイミド積層スキンについては、フィルム状接着剤108は、やはりサイテックから利用可能な0.015psfのMETLBOND(登録商標)2550U接着剤であることが好ましい。フィルム状接着剤は、積層板とバリヤフィルム110との間の高品質結合を促進するため付加的な樹脂を提供する。バリヤフィルム110は、スキン102とコア106との間の樹脂不浸透性の膜を提供するため、硬化サイクルに耐えることのできる、0.001インチの厚さ、すなわち結合できる程度に表面処理されたKAPTON(登録商標)ポリイミドバリヤフィルムであることが好ましい。スクリムは好ましくは、グラスファイバ、「スタイル104」ファイバクロスであり、フィルム状接着剤112は、サイテックから利用可能な、0.06psfのMETLBOND(登録商標)2550G接着剤である。スクリムに支持されるフィルム状接着剤はバリヤフィルムがコアセルへと膨らむことを防ぎ、それによって、硬化したプライの厚みが最大となるよう樹脂を積層板(すなわちスキン層)内に保持し、それによって我々はパネルに対し最小の重量で最大の性能を達成する。
【0020】
フィルム状接着剤108、バリヤフィルム110およびフィルム状接着剤112は、M
ETLBOND(登録商標)2550B−.082 36″としてサイテックから単一の商品として購入できる。
【0021】
スキン102のプライは典型的には、ビスマレイミド熱硬化性樹脂で含浸された炭素繊維のプリプレグであるが、この発明は他の樹脂系に適用される。プリプレグの代わりにトウを使用してもよい。フィルム状接着剤108はスキン102とバリヤフィルム110との間の適切な結合を達成するよう調整されねばならない。ハニカムコアは通常、ヘクセル(Hexcel)から利用可能なHRPガラスファイバ補強フェノールハニカム(HRP Fiberglass Reinforced Phenolic honeycomb)である。
【0022】
サンドイッチ構造内の支持体付フィルム状接着剤およびバリヤフィルム層は、コアがアルミニウムなどの金属でありスキンが炭素繊維などのガルヴァーニ電気的に非類似の材料を含む場合、スキン102とコア106との間の腐食に対するバリヤとしても機能する。
【0023】
好ましいパネルに関する付加的な情報は、我々が引用により援用する技術論文、ハルツ(Hartz)他の「ビスマレイミド/炭素ハニカムサンドイッチ構造の開発(Development of a Bismaleimade / Carbon Honeycomb Sandwich Structure)」、SAMPE、1996年3月に示される。この論文は、ハルツ他のバリヤフィルムの改良、固定用プライ方法およびこの発明の接着方法の両方を記載する。
【0024】
ハルツ型パネルは、(0.59MPa(85psig)で硬化された)固形BMI/炭素積層板に等しい機械的かつ物理的エッジバンド特徴を提供する。我々の試験は、我々のパネルにおいてエッジバンドの硬化プライ厚さが固形積層板に等しく、エッジバンド160(図5および図6)が固形積層板非破壊検査仕様の要件を満たすことを確認する。エッジバンドおよびフェースシートの機械的性能は、我々がスクリムに支持される接着剤、バリヤフィルム、接着剤の組合せを欠くサンドイッチ構造で達成した結果よりも改良される。貫層方向引っ張り機械的性能も設計要件を満たす。
【0025】
特にフェノールコアについて、サンドイッチパネルをレイアップする前にコアを摂氏約235度(華氏455度)に加熱することによって硬化させる間に、揮発が進行しないようにコアを予備調整することで、さもなくばコアからのガス抜けにより生じる、コアと積層板との離脱をなくす。
【0026】
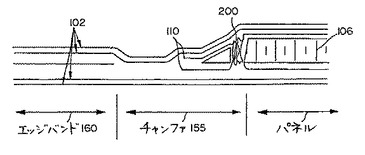
オートクレーブ圧力が加えられかつ樹脂が溶けるときに、フェースシート102に対してバリヤフィルム110とコア106とがずれるとき、チャンファ部領域155でコアクラッシュ200(図5)が生じる。図5に図示するように、バリヤフィルム100とコア106とはチャンファ部領域155内のコアを圧縮するように右に移動し、コアクラッシュ200を生み出す。スキン102はコアが移動したエッジバンド領域160内で撓む。
【0027】
図6を参照し、改良されたハニカムサンドイッチパネルは、チャンファ部155に沿ってコア106と接触する少なくとも1つの固定用プライ150を含む。このようなチャンファ部(すなわちしばしばエッジバンド160にある、コア内の角度が付いた移行部)は典型的にはパネルの周辺付近で生じるが、組立られた構造においては、ファスナまたは貫通部が必要となるであろうパネルの中間のジョイントラインまたは硬化した箇所で生じるであろう。
【0028】
ハルツ他が説明するように典型的には、我々は、5または8lb/ft3HRPコアを有するビスマレイミドパネルの作製において、従来の0/90繊維配向を備える炭素繊維またはガラスファイバ織物の単一のプライ150を使用する。固定用プライ150は、さもなければずれによって起こるコアクラッシュを減じるよう、コアに対してのスキンのず
れを禁ずるかまたは制限するよう機能する。オートクレーブ処理サイクルの間にプレフォームが加熱され、マトリクス樹脂が軟化し溶け、そして流れの大きい樹脂については本質的に融解するとき、固定用プライ150は、繊維の固有の粗さによってコアを留め付ける。これらのパネルにより、我々はコアクラッシュに悩まされることなくより低密度のハニカムコアを使用できるので、2.5から4lb/ft3のコアを節約できる。戦闘機については、この変化により1台あたり25lbも節約できる。
【0029】
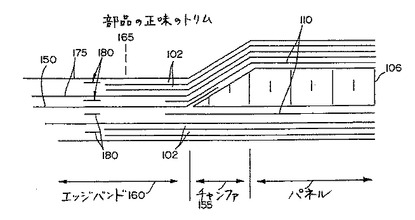
図6に図示するように、固定用プライ150は、コア106と約1インチ重なり合いチャンファ部155の少なくとも一部分に沿ってコア106と接触し、この部品のトリムライン165を超えてエッジバンド160へと外側に向けて延びる、幅の狭い周辺ストリップである。固定用プライ150は、チャンファ部の平らな側または(図6で図示しているように)角度の付いた表面のいずれかの上にあるであろう。重要な要因は、固定用プライ150が、積層板スキンをコアに結合させるために使用される接着剤およびバリヤフィルム110の下でコアと接触することである。固定用プライ150は、チャンファ部領域内の狭い周辺区域以外の部品の本体内のすべての所で切取られ、パネルの端縁のまわりに周辺フレームを形成する。このようにして、固定用プライ150は、パネル領域内のコア106とスキン102との間の接着界面を可能にする。
【0030】
従来、ハルツ型パネルの製造において、我々は、層およびコアを留め付けるために4つの完全なカバーシート固定用プライ175を使用し、これらプライすべてを図6に図示する。これら従来のプライ175は、ハルツ型バリヤフィルムを導入する前にサンドイッチパネル作製において通常使用され、我々は通常これらをすべて使用するが、今では外部プライおよび周辺のコアに接触する固定用プライ150以外のすべてのプライを除去できると信じる。すなわち、図6に図示するように5つではなく全部で3つのプライを使用するであろう。
【0031】
固定用プライ150および175は、エッジバンド160を通り正味のトリムライン165を超えて、我々がレイアップマンドレルにテープで取付ける留め付点まで延びる。さらに固定用プライのずれを防止するため、我々は部品の正味のトリムラインのすぐ外側で固定用プライの間に低温硬化(すなわちBMIパネルについては摂氏121度)フィルム状接着剤180を組入れた。フィルム状接着剤180は、オートクレーブ硬化サイクルの間に圧力を加えるとき、1プライの他プライに対しての運動をなくす。積層板樹脂の硬化温度より華氏約100度から150度下の温度で硬化させることで、我々がオートクレーブ圧力を上げねばならなくなる前に固定用接着剤が硬化し、硬化した接着剤が固定用プライを互いに結合させる。この接着方法を使用することにより、さもなければ生じ得る、プライの相対的運動、フェースシートのしわおよびコアクラッシュがなくなる。
【0032】
この固定用方法は、(従来の内部シートが省かれた)「ピクチャフレーム」周辺固定用プライ150を使用するので、材料を節約し、コストを減じ、重量を節約する。通常の固定用手順は、スキンの外側表面上およびスキンと基礎接着剤との間の内部にプライを必要とする(図5)。
【0033】
従来の固定用システムは、バリヤフィルム110がコアのずれを可能にするため「ピクチャフレーム」プライがないとうまく働かないであろう。コルベット(Corbett)およびスミス(Smith)の方法はこの発明の接着方法がないと時々うまく働かないであろう。
【0034】
先に説明したビスマレイミドプリプレグおよび接着システムを備える軽量コア(すなわち5−8lb/ft3)について、我々は20°±2°のチャンファ部角度を保持する。
【0035】
「チャンファ部」という用語で、我々は、完全な厚みから厚みがなくなるまで一定の傾
斜で先細りしていくハニカムコアの角度のついた切削領域(湾曲部)を意味する。チャンファ部は、組込まれたハニカムを有するパネルの構造本体と全くハニカムコアがかけた接続エッジバンドとの間の滑らかな移行部を提供するため、複合ハニカムサンドイッチパネルのエッジバンドで使用される。この発明の方法は、もし1つの固定用プライもなしにコアクラッシュを避けようとするならばしばしば従来の実施において必要とされる角度よりもはるかに急なチャンファ部角度を使用することを可能にする。我々は20°のチャンファ部を好むが、パネルの設計要件に適した任意の角度にこの角度を増加させることができると我々は信ずる。
【0036】
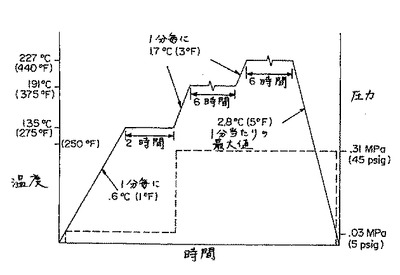
「オートクレーブ処理」という語で、我々は積層板内の樹脂を圧密しかつ硬化させ、同時に硬化した積層板をハニカムコアに結合またはさもなくば接着させるためパネルに高温および高圧を加えるサイクルを意味する。我々の好ましいサイクルを図7に図示する。固定用プライ用の我々の接着剤は華氏約250度(摂氏121度)で硬化するので、パネル内の層の間に相対的動きを導入し得るオートクレーブ圧力の増加よりも前に硬化する。
【0037】
もしコアクラッシュが生じると、パネルへの損傷は通常極めて広範囲なものなので修理は不可能であり、その部品は廃棄される。今日の先進複合樹脂および補強繊維のコストでは、実質的にコアクラッシュがない処理が必要である。さもなくば、処理コストは法外なものとなる。パネルが可能な限り設計限界に近づけて設計されると、コアクラッシュは大きな問題である。この発明の方法は、コアクラッシュおよびプライの運動もしくは皺を減じる。
【0038】
好ましい実施例を説明してきたが、この発明の着想を逸脱することなく行ない得るであろう変形、変更および修正が当業者には容易に認識されるであろう。したがって、この明細書に基づき当業者には既知の均等物全範囲を支えとして請求の範囲を自由に解釈されたい。ここでの例はこの発明を例示するために挙げたものでありこの発明を限定することを意図するのではない。したがって、この発明を請求の範囲によって規定し、関連する先行技術に鑑みて必要であるようにのみ請求の範囲を限定されたい。
【図面の簡単な説明】
【0039】
【図1】典型的な複合ハニカムサンドイッチ構造を示す図である。
【図2】スキンからコアへの樹脂流れを防ぐためのスクリムに支持されるバリヤフィルムを有するサンドイッチ構造内のスキン−コア界面の概略的部分断面図である。
【図3】バリヤフィルムを伴わない支持体付フィルム状接着剤を使用する、コアへの樹脂流れによる悪影響を受ける、先行技術のハニカムサンドイッチ構造の概略的部分断面図である。
【図4】スキン内の樹脂が減少するが、湾曲した無支持体バリヤフィルムにより樹脂がコアに達することが防がれる、サンドイッチ構造を示す別の概略的部分断面図である。
【図5】コアとバリヤフィルムのずれにより生じるハニカムサンドイッチパネルのコアクラッシュを示す概略的断面立面図である。
【図6】コアクラッシュを減じるための固定用プライの使用を示す別の概略的断面立面図である。
【図7】サイクル内で高圧が加えられる前に我々の固定用接着剤が硬化することを示す、複合ハニカムサンドイッチパネルを作るための典型的なオートクレーブ硬化サイクルのグラフである。
【技術分野】
【0001】
この発明は、複合ハニカムサンドイッチ構造に関し、より特定的には、スキンからコアへの樹脂流れをなくすための中間バリヤを備える、ハニカムコアの対向する両表面上に接着される外部スキンを形成する樹脂含浸織物シートに関する。
【背景技術】
【0002】
(オートクレーブ処理を通じてコアに対して接着剤とともに硬化される複合積層スキンを有する)航空宇宙用のハニカムコアサンドイッチパネルは、このパネルが提供する高い剛さ対重量比(すなわち「特定剛さ」)および強度対重量比(すなわち特定強度)のため、今日広く使用されている。典型的なハニカムコアサンドイッチパネルが、米国特許第5,284,702号、第4,622,091号および第4,353,947号に記載される。アルトネーダ(Alteneder)他の、「ハニカム複合構造の処理および特性研究(Processing and Characterization Studies of Honeycomb Composite Structures,」、第38回国際SAMPEシンポジウム、1993年5月10日−13日(PCL Internal No.200-01/93-AWA)は、コアの潰れ(すなわちコアクラッシュ)、スキン積層板の多孔性およびツールの表面の不十分な仕上げを含む、これらのパネルに共通の問題点を論じている。
【0003】
米国特許第5,445,861号は、吸音(音響絶縁)および他の応用分野用の複合サンドイッチ構造を記載する。このサンドイッチ構造は以下の7層を有する。
【0004】
(1) 外部スキン
(2) 小さなセルになったハニカムまたはフォームコア
(3) 前側内部セプタム
(4) 大きなセルになった中間ハニカムコア
(5) 後側内部セプタム
(6) 後側の小さなセルになったハニカムまたはフォームコア、および
(7) 内部スキン
中間ハニカムコア内の同調された空洞吸収装置が音を吸収する。この構造の性能は、既に説明した理由で作製中に起こるハニカムコアのセルへの樹脂流れによって、およびこのような流れがこの構造の共振を変化させるために悪影響を受ける。
【発明の開示】
【発明が解決しようとする課題】
【0005】
発明の概要
流れの多い樹脂系においては、オートクレーブ処理サイクルの間に大量の樹脂がコアへと流れ込み得る。このような流れによって積層板から樹脂が失われ、所望の性能を達成するためパネルの重量加算が必要となり、流れによる損失に対処するため積層板プライの過剰設計が必要となる。積層板プライから樹脂が失われるため、また、硬化されたプライの厚みが減じられ、機械的性能が劣化する。所望の性能およびそれに対応する積層板の厚みを達成するためには、付加的なプライが必要であり、結果としてコストおよび重量の加算が伴う。乗物の性能に対する影響および現代の航空機のコストという点では重量の加算は深刻なものであり、かつ、流れは比較的予測不可能であり制御できないプロセスであるため、航空宇宙用設計および製造においてはコアへの流れをなくすかまたは大幅に減じることが要求される。コアへの樹脂流れによる重量加算に加え、移動した樹脂内で発生するマイクロクラックがボンドラインに伝播することがあり得、機械性能が劣化することを我々は発見した。このようなマイクロクラックの可能性はパネルのインテグリティに対し深刻な脅威を与えるものであり、流れをなくすかまたは少なくとも制御することが要求される
。
【0006】
積層板からコアへの流れは、高い処理温度で樹脂の粘性が減じる(すなわち薄くなる)ために生じる。したがって、流れの問題を解決しようとする先行技術の試みは、一般に、樹脂の周囲温度粘性を硬化温度で保持することに注目した。たとえば、高温高圧完了前に樹脂鎖の成長を引起こすため、低速ヒートアップ低圧段階の間に樹脂の硬化を開始させるよう処理サイクルを変えることができるだろう。この段階的硬化サイクルにおいて、低温で分子量を蓄積することによって、樹脂の粘性を保持するよう試みるであろう。より分子量の大きい樹脂は固有のより高い粘性を有するため、より厚いままであり、有害なコアへの流れに対し耐性を持つ。残念ながら、段階的硬化サイクルでは、依然としてあまりにも多くの流れが生じマイクロクラックの潜在的な問題も依然として多い。また、フェースシートの多孔性が許容可能な限界を超えて増加するかもしれない。さらに、硬化サイクルの変更によりオートクレーブ処理時間が増加する。処理時間が増加すると、作製コストがかなり増加し、不適切に理解され制御されていない要因に左右され高価な部品が不合格となるリスクが伴う。
【課題を解決するための手段】
【0007】
我々は、流れの多い樹脂系を使用してサンドイッチ構造用のハニカムコアへの樹脂(マトリクス)流れをなくし、サンドイッチパネル作製における再現性および予測可能性ならびに結果として得られるパネルの構造的性能の信頼性を得る。我々は、繊維で補強される樹脂複合積層板とハニカムコアとの間にスクリムに支持されるバリヤフィルムを使用する。このサンドイッチ構造は、樹脂が、それが無意味なものとなるコアへ流れ込み過剰重量および潜在的パネル欠陥をもたらすのではなく、それが構造的強度を与える積層板(スキン)内に留まるため、同じ性能特性用の先行技術によるパネルよりも軽量である。我々はまた一般に、積層板をバリヤフィルムに結合(bond)させるためバリヤフィルムと積層板との間に無支持体フィルム状接着剤を使用する。(1つの製品に組合せてもよい)これらの層により、改良された性能を達成し、樹脂を積層板内に保持し、それによってさもなくばコアへの樹脂流れに対処するため設計者がパネル設計に組入れる必要がある超過分樹脂を減じ、構造的信頼性を有するパネルを信頼できるよう作製する。
【0008】
スクリムに支持されるバリヤフィルムを有するパネルを硬化しようとしたとき、特に軽量のコア材料を使用しようとしたときに、ハニカムコアのチャンファ部領域にしばしばコアクラッシュが発生した。バリヤフィルム(および接着剤)の下にコアと接触する固定用プライを含むことによって、固定用プライが硬化の間のコアに対するバリヤフィルムのずれを減じるため、これらのパネル内のコアクラッシュを減じることができる。
【0009】
この発明においてコアのずれを制御することにより、コアクラッシュによる高価なスクラップなしに構造を製造するため、より低密度のハニカムコアを使用できる。我々は、時間、材料および再生/スクラップを削減すること、および、最高の特定強度および特定剛さを有する航空宇宙用高品質パネルを製造するための製造プロセスの信頼性を向上させることの両方により製造コストを減じる。
【0010】
付加される固定用プライは、3つまたは4つ以上の固定用プライがパネルの最終プレフォーム内に含まれるであろうことを意味する。従来の実施では、パネルの外部表面上にも、そしておそらくは積層板と接着バリヤフィルムとの間に固定用プライがあるであろう。固定用プライは各々その部品から仕上がり製品の正味のトリムラインを超えて外側へ延びる。従来、固定用プライはレイアップマンドレルにテープで個別にかつ順次固定される。低密度コアを使用するときは特に、プライ相互間のおよびマンドレルに対する関係を確定することが重要である。テープの欠陥はフェースシートプライのしわまたはコアクラッシュを引起こす。コアに接触する固定用プライがそれをマンドレルに対して固定するテープ
から逆方向に引っ張られ他の固定用プライに対しずれるとき、依然としてコアクラッシュが時々発生するかもしれない。オートクレーブ圧力を加えるときパネル内のコアに作用する力を克服するためには、テープの接着力だけでは不十分である。我々は、固定用プライ相互を信頼できるように、容易にかつ低価格で接着するやり方を発見した。プライ相互を接着させると、いずれの個別のプライに作用する力もすべての固定用プライに分配され、固定用プライをマンドレルに接着するテープにかかる最大力が減じられる。複合ハニカムサンドイッチ構造に関連して説明してきたが、この接着方法は一般に、複合構造内の固定用プライに関わるすべての応用例に応用可能である。
【0011】
したがって、一局面において、この発明は、複合構造の製造における改良に関し、特に、高温高圧下でのオートクレーブ硬化の間、部品を固定するために固定用プライが使用される複合ハニカムサンドイッチ構造に関する。1プライの他プライに対する運動がないよう固定用プライを互いにロックするため、圧力を加える前のオートクレーブ硬化の初期段階の間いくつかのプライを硬化させ互いに接続するために、我々は、より低温で硬化する接着剤を使用する。我々は、接着剤を部品の正味のトリムラインの外側に塗布し、そのため部品の仕上げの間に接着剤を除去できる。
【0012】
他局面において、この発明は、複合構造の構築の間に、特に、複合ハニカムサンドイッチ構造の高温高圧下でのオートクレーブ処理の間の固定用プライ相互の接着に関する。テープによる取付けはいずれのプライまたは1プライの互いに対するずれを防ぐのに十分なものでなければならないので、固定用プライをマンドレルのみにテープで取付ける従来の実施は不十分である。我々は、部品の正味のトリムラインのすぐ外側で固定用プライの間に低温で硬化するフィルム状接着剤を取付けることによって、テープにかかる最大力が減じられるようプライを相互に効果的に接着できることを発見した。オートクレーブ内でこのフィルム状接着剤は、積層板内の樹脂よりも低温で溶け、かつ硬化し、したがって、積層板の樹脂が流れ硬化する、より高い温度でオートクレーブの圧力が増加するよりも前に、固定用プライを互いに結合させる。フィルム状接着剤は固定用プライの互いに対する運動をなくす。ビスマレイミド(BMI)サンドイッチパネル用の我々の好ましい実施例において、我々は、華氏約375度(摂氏191度)で硬化し、華氏約440度で後硬化するBMIに対し華氏約250度(摂氏121度)で硬化する接着剤を使用することを好む。
【発明を実施するための最良の形態】
【0013】
好ましい実施例の詳細な説明
この説明の評価基準として、最初に我々は典型的な複合ハニカムサンドイッチ構造を説明する。その次に、固定用プライを互いに信頼可能に接着させる我々の発明の方法を説明する。
【0014】
複合ハニカムサンドイッチパネルは、積層板からコアへの樹脂流れを最小限にし、なくし、または大幅に減じ、それによって、航空宇宙用構造の製造用のより強固なより簡単な処理サイクルを可能にする。このようなサンドイッチパネル100(図1)は通常中央ハニカムコア106に接着される外部フェースシートまたはスキン102を有する。仕上がりスキン102は、硬化され圧密化された複合形の、繊維で補強された有機マトリクス樹脂の層の積層板を含む。コア106は、この応用例用に適切である、紙、合成紙、金属、複合材などであり得る。この発明のパネルにおいては、これ以外の場合にはしばしば生じるコアとスキンとの間の有害なずれを減じるため、コア106とスキン102との間に少なくとも1つの固定用プライを組入れることによって、我々はオートクレーブ硬化の間のコアクラッシュを減じるので、我々はより高い特定の強度およびより高い特定の剛さを得る。
【0015】
複合積層板スキンからコアへの樹脂の流れを防ぐため、コア106のセル114の外側に樹脂を維持するよう、スキン102とコア106との間に、無支持体フィルム状接着剤108(図2)、バリヤフィルム110およびスクリムに支持されるフィルム状接着剤112を我々は使用する。
【0016】
図3は、バリヤフィルム110およびフィルム状接着剤108なしにフィルム接着剤112を単独で使用したときに生じ得るコア充填問題を示す。ハニカムのセル114は、積層板から移動しそれによってスキン102内の樹脂を減少させる樹脂118で満たされる。樹脂の減少によってプライの厚みが減じられるためこれは構造性能に悪影響を与える。セル内の樹脂118は単なる無駄となるため、樹脂の減少によって総重量が増加する。いずれの場合にも、制御されない樹脂の流れおよび減少によって、特に熱サイクルの間にセル内の樹脂118内で始まり得、繊維により補強されたスキン102、特にスキン102とコア106との間のボンドラインに移動し得るマイクロクラックに対し、パネルが疑わしいものとなる。
【0017】
図4は、セル樹脂118をなくす試みのため、スクリムに支持されるフィルム状接着剤112なしにバリヤフィルム110を使用したならば生じ得る不所望の膨らみを示す。ここで、無駄な樹脂の膨らみ120がハニカムコア106のセル114へと下方に突出する。樹脂は膨らみ120内に含まれるものの、スキン102の樹脂は依然として減少する。膨らみ120への樹脂流れは、図3に示す制御されない状態に匹敵する、構造性能のペナルティおよび重量の加算を課す。
【0018】
フィルム状接着剤108、バリヤフィルム110およびスクリムに支持されるフィルム状接着剤12を備える図2に図示するように、セル樹脂118または樹脂の膨らみ120を伴わない樹脂流れが調べられる。しかし、バリヤフィルムが積層板スキンとコアとの間に滑り面を生成し、これがしばしばオートクレーブ処理サイクルの間にコアクラッシュを起こすことを我々は発見した。実際我々の初期試験において、31個の試験用パネルのうち22個でコアクラッシュを経験した。コストおよびスケジュールの観点からこの欠陥率は許容できない。チャンファ部領域内の我々の固定用プライは、有害なコアのずれおよびこのようなずれによるコアクラッシュの頻度を減じるかまたはなくす。
【0019】
サイテック・エンジニアード・マテリアルズ・インコーポレイテッド(サイテック)(Cytec Engineered Materials, Inc (Cytec))のRIGIDITE(登録商標)5250−4−W−IM7−GP−CSW、RIGIDITE(登録商標)5250−4−W−IM7−GP−CSXおよびRIGIDITE(登録商標)5250−4−W−IM7−GP−PWプリプレグで作られたビスマレイミド積層スキンについては、フィルム状接着剤108は、やはりサイテックから利用可能な0.015psfのMETLBOND(登録商標)2550U接着剤であることが好ましい。フィルム状接着剤は、積層板とバリヤフィルム110との間の高品質結合を促進するため付加的な樹脂を提供する。バリヤフィルム110は、スキン102とコア106との間の樹脂不浸透性の膜を提供するため、硬化サイクルに耐えることのできる、0.001インチの厚さ、すなわち結合できる程度に表面処理されたKAPTON(登録商標)ポリイミドバリヤフィルムであることが好ましい。スクリムは好ましくは、グラスファイバ、「スタイル104」ファイバクロスであり、フィルム状接着剤112は、サイテックから利用可能な、0.06psfのMETLBOND(登録商標)2550G接着剤である。スクリムに支持されるフィルム状接着剤はバリヤフィルムがコアセルへと膨らむことを防ぎ、それによって、硬化したプライの厚みが最大となるよう樹脂を積層板(すなわちスキン層)内に保持し、それによって我々はパネルに対し最小の重量で最大の性能を達成する。
【0020】
フィルム状接着剤108、バリヤフィルム110およびフィルム状接着剤112は、M
ETLBOND(登録商標)2550B−.082 36″としてサイテックから単一の商品として購入できる。
【0021】
スキン102のプライは典型的には、ビスマレイミド熱硬化性樹脂で含浸された炭素繊維のプリプレグであるが、この発明は他の樹脂系に適用される。プリプレグの代わりにトウを使用してもよい。フィルム状接着剤108はスキン102とバリヤフィルム110との間の適切な結合を達成するよう調整されねばならない。ハニカムコアは通常、ヘクセル(Hexcel)から利用可能なHRPガラスファイバ補強フェノールハニカム(HRP Fiberglass Reinforced Phenolic honeycomb)である。
【0022】
サンドイッチ構造内の支持体付フィルム状接着剤およびバリヤフィルム層は、コアがアルミニウムなどの金属でありスキンが炭素繊維などのガルヴァーニ電気的に非類似の材料を含む場合、スキン102とコア106との間の腐食に対するバリヤとしても機能する。
【0023】
好ましいパネルに関する付加的な情報は、我々が引用により援用する技術論文、ハルツ(Hartz)他の「ビスマレイミド/炭素ハニカムサンドイッチ構造の開発(Development of a Bismaleimade / Carbon Honeycomb Sandwich Structure)」、SAMPE、1996年3月に示される。この論文は、ハルツ他のバリヤフィルムの改良、固定用プライ方法およびこの発明の接着方法の両方を記載する。
【0024】
ハルツ型パネルは、(0.59MPa(85psig)で硬化された)固形BMI/炭素積層板に等しい機械的かつ物理的エッジバンド特徴を提供する。我々の試験は、我々のパネルにおいてエッジバンドの硬化プライ厚さが固形積層板に等しく、エッジバンド160(図5および図6)が固形積層板非破壊検査仕様の要件を満たすことを確認する。エッジバンドおよびフェースシートの機械的性能は、我々がスクリムに支持される接着剤、バリヤフィルム、接着剤の組合せを欠くサンドイッチ構造で達成した結果よりも改良される。貫層方向引っ張り機械的性能も設計要件を満たす。
【0025】
特にフェノールコアについて、サンドイッチパネルをレイアップする前にコアを摂氏約235度(華氏455度)に加熱することによって硬化させる間に、揮発が進行しないようにコアを予備調整することで、さもなくばコアからのガス抜けにより生じる、コアと積層板との離脱をなくす。
【0026】
オートクレーブ圧力が加えられかつ樹脂が溶けるときに、フェースシート102に対してバリヤフィルム110とコア106とがずれるとき、チャンファ部領域155でコアクラッシュ200(図5)が生じる。図5に図示するように、バリヤフィルム100とコア106とはチャンファ部領域155内のコアを圧縮するように右に移動し、コアクラッシュ200を生み出す。スキン102はコアが移動したエッジバンド領域160内で撓む。
【0027】
図6を参照し、改良されたハニカムサンドイッチパネルは、チャンファ部155に沿ってコア106と接触する少なくとも1つの固定用プライ150を含む。このようなチャンファ部(すなわちしばしばエッジバンド160にある、コア内の角度が付いた移行部)は典型的にはパネルの周辺付近で生じるが、組立られた構造においては、ファスナまたは貫通部が必要となるであろうパネルの中間のジョイントラインまたは硬化した箇所で生じるであろう。
【0028】
ハルツ他が説明するように典型的には、我々は、5または8lb/ft3HRPコアを有するビスマレイミドパネルの作製において、従来の0/90繊維配向を備える炭素繊維またはガラスファイバ織物の単一のプライ150を使用する。固定用プライ150は、さもなければずれによって起こるコアクラッシュを減じるよう、コアに対してのスキンのず
れを禁ずるかまたは制限するよう機能する。オートクレーブ処理サイクルの間にプレフォームが加熱され、マトリクス樹脂が軟化し溶け、そして流れの大きい樹脂については本質的に融解するとき、固定用プライ150は、繊維の固有の粗さによってコアを留め付ける。これらのパネルにより、我々はコアクラッシュに悩まされることなくより低密度のハニカムコアを使用できるので、2.5から4lb/ft3のコアを節約できる。戦闘機については、この変化により1台あたり25lbも節約できる。
【0029】
図6に図示するように、固定用プライ150は、コア106と約1インチ重なり合いチャンファ部155の少なくとも一部分に沿ってコア106と接触し、この部品のトリムライン165を超えてエッジバンド160へと外側に向けて延びる、幅の狭い周辺ストリップである。固定用プライ150は、チャンファ部の平らな側または(図6で図示しているように)角度の付いた表面のいずれかの上にあるであろう。重要な要因は、固定用プライ150が、積層板スキンをコアに結合させるために使用される接着剤およびバリヤフィルム110の下でコアと接触することである。固定用プライ150は、チャンファ部領域内の狭い周辺区域以外の部品の本体内のすべての所で切取られ、パネルの端縁のまわりに周辺フレームを形成する。このようにして、固定用プライ150は、パネル領域内のコア106とスキン102との間の接着界面を可能にする。
【0030】
従来、ハルツ型パネルの製造において、我々は、層およびコアを留め付けるために4つの完全なカバーシート固定用プライ175を使用し、これらプライすべてを図6に図示する。これら従来のプライ175は、ハルツ型バリヤフィルムを導入する前にサンドイッチパネル作製において通常使用され、我々は通常これらをすべて使用するが、今では外部プライおよび周辺のコアに接触する固定用プライ150以外のすべてのプライを除去できると信じる。すなわち、図6に図示するように5つではなく全部で3つのプライを使用するであろう。
【0031】
固定用プライ150および175は、エッジバンド160を通り正味のトリムライン165を超えて、我々がレイアップマンドレルにテープで取付ける留め付点まで延びる。さらに固定用プライのずれを防止するため、我々は部品の正味のトリムラインのすぐ外側で固定用プライの間に低温硬化(すなわちBMIパネルについては摂氏121度)フィルム状接着剤180を組入れた。フィルム状接着剤180は、オートクレーブ硬化サイクルの間に圧力を加えるとき、1プライの他プライに対しての運動をなくす。積層板樹脂の硬化温度より華氏約100度から150度下の温度で硬化させることで、我々がオートクレーブ圧力を上げねばならなくなる前に固定用接着剤が硬化し、硬化した接着剤が固定用プライを互いに結合させる。この接着方法を使用することにより、さもなければ生じ得る、プライの相対的運動、フェースシートのしわおよびコアクラッシュがなくなる。
【0032】
この固定用方法は、(従来の内部シートが省かれた)「ピクチャフレーム」周辺固定用プライ150を使用するので、材料を節約し、コストを減じ、重量を節約する。通常の固定用手順は、スキンの外側表面上およびスキンと基礎接着剤との間の内部にプライを必要とする(図5)。
【0033】
従来の固定用システムは、バリヤフィルム110がコアのずれを可能にするため「ピクチャフレーム」プライがないとうまく働かないであろう。コルベット(Corbett)およびスミス(Smith)の方法はこの発明の接着方法がないと時々うまく働かないであろう。
【0034】
先に説明したビスマレイミドプリプレグおよび接着システムを備える軽量コア(すなわち5−8lb/ft3)について、我々は20°±2°のチャンファ部角度を保持する。
【0035】
「チャンファ部」という用語で、我々は、完全な厚みから厚みがなくなるまで一定の傾
斜で先細りしていくハニカムコアの角度のついた切削領域(湾曲部)を意味する。チャンファ部は、組込まれたハニカムを有するパネルの構造本体と全くハニカムコアがかけた接続エッジバンドとの間の滑らかな移行部を提供するため、複合ハニカムサンドイッチパネルのエッジバンドで使用される。この発明の方法は、もし1つの固定用プライもなしにコアクラッシュを避けようとするならばしばしば従来の実施において必要とされる角度よりもはるかに急なチャンファ部角度を使用することを可能にする。我々は20°のチャンファ部を好むが、パネルの設計要件に適した任意の角度にこの角度を増加させることができると我々は信ずる。
【0036】
「オートクレーブ処理」という語で、我々は積層板内の樹脂を圧密しかつ硬化させ、同時に硬化した積層板をハニカムコアに結合またはさもなくば接着させるためパネルに高温および高圧を加えるサイクルを意味する。我々の好ましいサイクルを図7に図示する。固定用プライ用の我々の接着剤は華氏約250度(摂氏121度)で硬化するので、パネル内の層の間に相対的動きを導入し得るオートクレーブ圧力の増加よりも前に硬化する。
【0037】
もしコアクラッシュが生じると、パネルへの損傷は通常極めて広範囲なものなので修理は不可能であり、その部品は廃棄される。今日の先進複合樹脂および補強繊維のコストでは、実質的にコアクラッシュがない処理が必要である。さもなくば、処理コストは法外なものとなる。パネルが可能な限り設計限界に近づけて設計されると、コアクラッシュは大きな問題である。この発明の方法は、コアクラッシュおよびプライの運動もしくは皺を減じる。
【0038】
好ましい実施例を説明してきたが、この発明の着想を逸脱することなく行ない得るであろう変形、変更および修正が当業者には容易に認識されるであろう。したがって、この明細書に基づき当業者には既知の均等物全範囲を支えとして請求の範囲を自由に解釈されたい。ここでの例はこの発明を例示するために挙げたものでありこの発明を限定することを意図するのではない。したがって、この発明を請求の範囲によって規定し、関連する先行技術に鑑みて必要であるようにのみ請求の範囲を限定されたい。
【図面の簡単な説明】
【0039】
【図1】典型的な複合ハニカムサンドイッチ構造を示す図である。
【図2】スキンからコアへの樹脂流れを防ぐためのスクリムに支持されるバリヤフィルムを有するサンドイッチ構造内のスキン−コア界面の概略的部分断面図である。
【図3】バリヤフィルムを伴わない支持体付フィルム状接着剤を使用する、コアへの樹脂流れによる悪影響を受ける、先行技術のハニカムサンドイッチ構造の概略的部分断面図である。
【図4】スキン内の樹脂が減少するが、湾曲した無支持体バリヤフィルムにより樹脂がコアに達することが防がれる、サンドイッチ構造を示す別の概略的部分断面図である。
【図5】コアとバリヤフィルムのずれにより生じるハニカムサンドイッチパネルのコアクラッシュを示す概略的断面立面図である。
【図6】コアクラッシュを減じるための固定用プライの使用を示す別の概略的断面立面図である。
【図7】サイクル内で高圧が加えられる前に我々の固定用接着剤が硬化することを示す、複合ハニカムサンドイッチパネルを作るための典型的なオートクレーブ硬化サイクルのグラフである。
【特許請求の範囲】
【請求項1】
複合ハニカムサンドイッチ構造であって、
(a) コアセルを有するハニカムコアと、
(b) コアに接着される繊維で補強されたマトリクス樹脂のプライを有する少なくとも1つの複合積層板と、
(c) 積層板とコアとを結合させ、かつ、積層板からコアセルへの樹脂流れをなくすための、積層板とコアとの間のフィルムバリヤ層と、
(d) コアセルへの樹脂流れまたはコアセルへのバリヤフィルムの撓みをなくすための、バリヤ層とコアとの間の、支持スクリムを備えるフィルム状接着剤とを含む、複合ハニカムサンドイッチ構造。
【請求項2】
積層板は、ビスマレイミドマトリクス樹脂を含む、請求項1に記載の複合ハニカムサンドイッチ構造。
【請求項3】
バリヤ層は結合可能な程度のポリイミドである、請求項1に記載の複合ハニカムサンドイッチ構造。
【請求項4】
フィルム状接着剤は、ビスマレイミドを含む、請求項2に記載の複合ハニカムサンドイッチ構造。
【請求項5】
バリヤ層と積層板との間に無支持体フィルム状接着剤層をさらに含む、請求項4に記載の複合ハニカムサンドイッチ構造。
【請求項6】
複合ハニカムサンドイッチパネルの積層スキンからハニカムのセルへの樹脂流れをなくすための方法であって、
樹脂に対して不浸透性であり、スキンとハニカムとの間に接着される、スクリムに支持されるバリヤフィルムを備えるスキン内に樹脂を含ませるステップを含む、樹脂流れをなくすための方法。
【請求項7】
複合構造の製造において固定用プライを合せて接着するための方法であって、
(a) レイアップマンドレルの上に複合構造の形の複合プレフォームを組立てるステップを含み、前記プレフォームは少なくとも1つの樹脂含浸積層板と少なくとも2つの固定用プライとを有し、前記方法はさらに、
(b) 複合構造の正味のトリムラインの外側でプライに与えられるフィルム状接着剤により固定用プライを互いに接着するステップを含み、
フィルム状接着剤は、積層板内の樹脂よりも低い温度で硬化する、複合構造の製造において固定用プライを合せて接着するための方法。
【請求項8】
積層板はビスマレイミドマトリクス樹脂を含む、請求項7に記載の複合構造の製造において固定用プライを合せて接着するための方法。
【請求項9】
プレフォームは、結合可能な程度のポリイミドから作られるバリヤフィルムを積層板に隣接して含む、請求項7に記載の複合構造の製造において固定用プライを合せて接着するための方法。
【請求項10】
プレフォームは、ハニカムコアおよび、バリヤフィルムとコアとの間の接着剤を含む、請求項8に記載の複合構造の製造において固定用プライを合せて接着するための方法。
【請求項11】
プレフォームは、バリヤフィルムと積層板との間にフィルム状接着剤層を含む、請求項
10に記載の複合構造の製造において固定用プライを合せて接着するための方法。
【請求項12】
プレフォームは、バリヤフィルムのコアセルへの撓みを防止するため、バリヤフィルム接着剤とコアとの間に支持スクリムを含む、請求項10に記載の複合構造の製造において固定用プライを合せて接着するための方法。
【請求項13】
プレフォームは、接着剤とコアとの間にコアと接触する固定用プライを含む、請求項12に記載の複合構造の製造において固定用プライを合せて接着するための方法。
【請求項14】
ハニカムコアに接着される樹脂含浸積層板を有するチャンファ部付複合ハニカムサンドイッチパネルにおけるコアクラッシュを減じるための方法であって、コアはチャンファ部を有し、前記方法は、
(a) コアと積層板との間のずれを防止するため、チャンファ部領域内でパネルのハニカムコアと固定用プライとを接触させるステップと、
(b) 積層板の外部表面上に固定用プライを組立てるステップと、
(c) パネルの正味のトリムラインの外側で固定用プライに与えられるより低温で硬化する接着剤により、固定用プライを互いにおよびレイアップマンドレルに接着するステップとを含み、
接着剤は、オートクレーブ圧力を加えるよりも前、かつ、積層板内の樹脂が溶け流れる前に、溶けかつ硬化する、チャンファ部付複合ハニカムサンドイッチパネルにおけるコアクラッシュを減じるための方法。
【請求項15】
積層板は、積層板のフェースシートからコアセルへの樹脂流れを防止するためのバリヤフィルムを含み、1固定用プライはバリヤフィルムとコアとの間にある、請求項14に記載のチャンファ部付複合ハニカムサンドイッチパネルにおけるコアクラッシュを減じるための方法。
【請求項16】
コアクラッシュに対する改良された耐性を有する複合ハニカムサンドイッチ構造であって、
(a) コアセルと周辺チャンファ部とを有するハニカムコアと、
(b) コアに接着される繊維で補強されたマトリクス樹脂のプライを有する少なくとも1つの複合積層板と、
(c) 積層板とコアとを結合させ、かつ、積層板からコアセルへの樹脂流れをなくすための、積層板とコアとの間のバリヤフィルム状接着剤と、
(d) コアに対するバリヤフィルムのずれをなくし、そうすることによってコアクラッシュを減じるための、接着剤の下でコアのチャンファ部と接触する周辺固定用プライとを含む、複合ハニカムサンドイッチ構造。
【請求項17】
積層板は、ビスマレイミドマトリクス樹脂を含む、請求項16に記載の複合ハニカムサンドイッチ構造。
【請求項18】
バリヤフィルムは結合可能な程度のポリイミドである、請求項16に記載の複合ハニカムサンドイッチ構造。
【請求項19】
接着剤はビスマレイミドを含む、請求項17に記載の複合ハニカムサンドイッチ構造。
【請求項20】
バリヤフィルムと積層板との間にフィルム状接着剤層をさらに含む、請求項19に記載の複合ハニカムサンドイッチ構造。
【請求項21】
バリヤフィルムのコアセルへの撓みを防止するため、バリヤフィルム状接着剤とコアと
の間に支持スクリムをさらに含む、請求項16に記載の複合ハニカムサンドイッチ構造。
【請求項22】
ハニカムコアのチャンファ部に沿って複合積層板のずれにより引き起こされるコアクラッシュに対し耐性のある複合ハニカムサンドイッチ構造であって、
(a) チャンファ部を有するハニカムコアと、
(b) チャンファ部に接触する固定用プライと、
(c) チャンファ部で固定用プライを通じてコアに接着される少なくとも1つの積層板とを含み、
固定用プライは、コアを積層板に接着するためのこの構造のオートクレーブ硬化の間にコアクラッシュを生み出すであろう、コアに対しての積層板の有害なずれを防止する、複合ハニカムサンドイッチ構造。
【請求項23】
ハニカムコアに接着される積層板を有するチャンファ部付複合ハニカムサンドイッチパネルにおけるコアクラッシュを減じるための方法であって、コアはチャンファ部を有し、前記方法は、
コアと積層板との間のずれを防止するためチャンファ部の領域内でパネルのハニカムコアに固定用プライを接触させるステップを含む、チャンファ部付複合ハニカムサンドイッチパネルにおけるコアクラッシュを減じるための方法。
【請求項24】
積層板は積層板からコアセルへの樹脂流れを防止するためのバリヤフィルムを含む、請求項23に記載のチャンファ部付複合ハニカムサンドイッチのパネルにおけるコアクラッシュを減じるための方法。
【請求項1】
複合ハニカムサンドイッチ構造であって、
(a) コアセルを有するハニカムコアと、
(b) コアに接着される繊維で補強されたマトリクス樹脂のプライを有する少なくとも1つの複合積層板と、
(c) 積層板とコアとを結合させ、かつ、積層板からコアセルへの樹脂流れをなくすための、積層板とコアとの間のフィルムバリヤ層と、
(d) コアセルへの樹脂流れまたはコアセルへのバリヤフィルムの撓みをなくすための、バリヤ層とコアとの間の、支持スクリムを備えるフィルム状接着剤とを含む、複合ハニカムサンドイッチ構造。
【請求項2】
積層板は、ビスマレイミドマトリクス樹脂を含む、請求項1に記載の複合ハニカムサンドイッチ構造。
【請求項3】
バリヤ層は結合可能な程度のポリイミドである、請求項1に記載の複合ハニカムサンドイッチ構造。
【請求項4】
フィルム状接着剤は、ビスマレイミドを含む、請求項2に記載の複合ハニカムサンドイッチ構造。
【請求項5】
バリヤ層と積層板との間に無支持体フィルム状接着剤層をさらに含む、請求項4に記載の複合ハニカムサンドイッチ構造。
【請求項6】
複合ハニカムサンドイッチパネルの積層スキンからハニカムのセルへの樹脂流れをなくすための方法であって、
樹脂に対して不浸透性であり、スキンとハニカムとの間に接着される、スクリムに支持されるバリヤフィルムを備えるスキン内に樹脂を含ませるステップを含む、樹脂流れをなくすための方法。
【請求項7】
複合構造の製造において固定用プライを合せて接着するための方法であって、
(a) レイアップマンドレルの上に複合構造の形の複合プレフォームを組立てるステップを含み、前記プレフォームは少なくとも1つの樹脂含浸積層板と少なくとも2つの固定用プライとを有し、前記方法はさらに、
(b) 複合構造の正味のトリムラインの外側でプライに与えられるフィルム状接着剤により固定用プライを互いに接着するステップを含み、
フィルム状接着剤は、積層板内の樹脂よりも低い温度で硬化する、複合構造の製造において固定用プライを合せて接着するための方法。
【請求項8】
積層板はビスマレイミドマトリクス樹脂を含む、請求項7に記載の複合構造の製造において固定用プライを合せて接着するための方法。
【請求項9】
プレフォームは、結合可能な程度のポリイミドから作られるバリヤフィルムを積層板に隣接して含む、請求項7に記載の複合構造の製造において固定用プライを合せて接着するための方法。
【請求項10】
プレフォームは、ハニカムコアおよび、バリヤフィルムとコアとの間の接着剤を含む、請求項8に記載の複合構造の製造において固定用プライを合せて接着するための方法。
【請求項11】
プレフォームは、バリヤフィルムと積層板との間にフィルム状接着剤層を含む、請求項
10に記載の複合構造の製造において固定用プライを合せて接着するための方法。
【請求項12】
プレフォームは、バリヤフィルムのコアセルへの撓みを防止するため、バリヤフィルム接着剤とコアとの間に支持スクリムを含む、請求項10に記載の複合構造の製造において固定用プライを合せて接着するための方法。
【請求項13】
プレフォームは、接着剤とコアとの間にコアと接触する固定用プライを含む、請求項12に記載の複合構造の製造において固定用プライを合せて接着するための方法。
【請求項14】
ハニカムコアに接着される樹脂含浸積層板を有するチャンファ部付複合ハニカムサンドイッチパネルにおけるコアクラッシュを減じるための方法であって、コアはチャンファ部を有し、前記方法は、
(a) コアと積層板との間のずれを防止するため、チャンファ部領域内でパネルのハニカムコアと固定用プライとを接触させるステップと、
(b) 積層板の外部表面上に固定用プライを組立てるステップと、
(c) パネルの正味のトリムラインの外側で固定用プライに与えられるより低温で硬化する接着剤により、固定用プライを互いにおよびレイアップマンドレルに接着するステップとを含み、
接着剤は、オートクレーブ圧力を加えるよりも前、かつ、積層板内の樹脂が溶け流れる前に、溶けかつ硬化する、チャンファ部付複合ハニカムサンドイッチパネルにおけるコアクラッシュを減じるための方法。
【請求項15】
積層板は、積層板のフェースシートからコアセルへの樹脂流れを防止するためのバリヤフィルムを含み、1固定用プライはバリヤフィルムとコアとの間にある、請求項14に記載のチャンファ部付複合ハニカムサンドイッチパネルにおけるコアクラッシュを減じるための方法。
【請求項16】
コアクラッシュに対する改良された耐性を有する複合ハニカムサンドイッチ構造であって、
(a) コアセルと周辺チャンファ部とを有するハニカムコアと、
(b) コアに接着される繊維で補強されたマトリクス樹脂のプライを有する少なくとも1つの複合積層板と、
(c) 積層板とコアとを結合させ、かつ、積層板からコアセルへの樹脂流れをなくすための、積層板とコアとの間のバリヤフィルム状接着剤と、
(d) コアに対するバリヤフィルムのずれをなくし、そうすることによってコアクラッシュを減じるための、接着剤の下でコアのチャンファ部と接触する周辺固定用プライとを含む、複合ハニカムサンドイッチ構造。
【請求項17】
積層板は、ビスマレイミドマトリクス樹脂を含む、請求項16に記載の複合ハニカムサンドイッチ構造。
【請求項18】
バリヤフィルムは結合可能な程度のポリイミドである、請求項16に記載の複合ハニカムサンドイッチ構造。
【請求項19】
接着剤はビスマレイミドを含む、請求項17に記載の複合ハニカムサンドイッチ構造。
【請求項20】
バリヤフィルムと積層板との間にフィルム状接着剤層をさらに含む、請求項19に記載の複合ハニカムサンドイッチ構造。
【請求項21】
バリヤフィルムのコアセルへの撓みを防止するため、バリヤフィルム状接着剤とコアと
の間に支持スクリムをさらに含む、請求項16に記載の複合ハニカムサンドイッチ構造。
【請求項22】
ハニカムコアのチャンファ部に沿って複合積層板のずれにより引き起こされるコアクラッシュに対し耐性のある複合ハニカムサンドイッチ構造であって、
(a) チャンファ部を有するハニカムコアと、
(b) チャンファ部に接触する固定用プライと、
(c) チャンファ部で固定用プライを通じてコアに接着される少なくとも1つの積層板とを含み、
固定用プライは、コアを積層板に接着するためのこの構造のオートクレーブ硬化の間にコアクラッシュを生み出すであろう、コアに対しての積層板の有害なずれを防止する、複合ハニカムサンドイッチ構造。
【請求項23】
ハニカムコアに接着される積層板を有するチャンファ部付複合ハニカムサンドイッチパネルにおけるコアクラッシュを減じるための方法であって、コアはチャンファ部を有し、前記方法は、
コアと積層板との間のずれを防止するためチャンファ部の領域内でパネルのハニカムコアに固定用プライを接触させるステップを含む、チャンファ部付複合ハニカムサンドイッチパネルにおけるコアクラッシュを減じるための方法。
【請求項24】
積層板は積層板からコアセルへの樹脂流れを防止するためのバリヤフィルムを含む、請求項23に記載のチャンファ部付複合ハニカムサンドイッチのパネルにおけるコアクラッシュを減じるための方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2007−15385(P2007−15385A)
【公開日】平成19年1月25日(2007.1.25)
【国際特許分類】
【出願番号】特願2006−200715(P2006−200715)
【出願日】平成18年7月24日(2006.7.24)
【分割の表示】特願平9−525294の分割
【原出願日】平成9年1月6日(1997.1.6)
【出願人】(591009037)ザ・ボーイング・カンパニー (15)
【氏名又は名称原語表記】THE BOEING COMPANY
【Fターム(参考)】
【公開日】平成19年1月25日(2007.1.25)
【国際特許分類】
【出願日】平成18年7月24日(2006.7.24)
【分割の表示】特願平9−525294の分割
【原出願日】平成9年1月6日(1997.1.6)
【出願人】(591009037)ザ・ボーイング・カンパニー (15)
【氏名又は名称原語表記】THE BOEING COMPANY
【Fターム(参考)】
[ Back to top ]