
複合ヒンジシート、電子パスポート用レーザーマーキング多層シート及び電子パスポート
【課題】電子パスポート用レーザーマーキング多層シート、及び多層シートを用いた電子パスポートに、好適な、引き裂き強度、加工性、柔軟性、加熱融着性に優れ、しかも薄い複合ヒンジシートを提供する。
【解決手段】多数の開口部を備える織物状シートと、熱可塑性樹脂から構成され、織物状シートは、メッシュクロス、または不織布からなり、縦糸、横糸及び、斜糸の複数本の糸のうち、少なくとも1種類の糸が、フラットな断面を有するフラットヤーンであり、熱可塑性樹脂が、熱可塑性エラストマー、または熱可塑性エラストマー混合物からなる複合ヒンジシート。
【解決手段】多数の開口部を備える織物状シートと、熱可塑性樹脂から構成され、織物状シートは、メッシュクロス、または不織布からなり、縦糸、横糸及び、斜糸の複数本の糸のうち、少なくとも1種類の糸が、フラットな断面を有するフラットヤーンであり、熱可塑性樹脂が、熱可塑性エラストマー、または熱可塑性エラストマー混合物からなる複合ヒンジシート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高機能複合ヒンジシート、該複合ヒンジシートを使用した電子パスポート用レーザーマーキング多層シート、及び該電子パスポート用レーザーマーキング多層シートを用いた電子パスポートに関する。とりわけ、耐引き裂き性、耐破断性、柔軟性、耐折り曲げ性、耐久性、加熱融着性、加工性、寸法精度に優れた複合ヒンジシートに関するものである。また、レーザー光エネルギー照射によりレーザーマーキングシートに損傷なくマーキングされ、且つ、レーザーマーキングシートの生地色とレーザーマークされた印字部とのコントラストが高く、鮮明な文字、記号、図柄、画像等が得られ、耐熱性、及び生産性にも優れた電子パスポート用レーザーマーキング多層シートに関するものである。さらに、前述の電子パスポート用レーザーマーキング多層シートを用いた電子パスポートに関するものである。
【背景技術】
【0002】
国際交流が進展する中で、人材の移動も活発化している昨今、個人を特定し身元を証明する手段として、個人情報を記録したパスポートの重要性が高まっている。とくに、パスポートは、公的機関でもあり信頼性を有する国が発行するいわゆる身分証(身元証明証等)としての役割を果たすようになっている。
【0003】
とりわけ、2001年9月世界同時多発テロ事件以降、各国の入出国管理を厳しくするために、国連の専門機関ICAO(International Civil Aviation Organization)が標準規格を制定して、電子パスポート導入の取り組みが開始された。この取り組みの中で偽造防止が重要であり、そのために個人名、記号、文字、写真などをレーザーマーキングする技術が注目されてきている。
【0004】
ところで、この電子パスポートは、個人を特定し証明し得るものであるから、国(或いは国の代行機関)以外の第三者が、個人情報の改竄や偽造等を容易に行えるものであれば、身分証への信頼性は落ち、国際交流の進展や人材の世界規模での移動に支障を生じることになりかねない。
【0005】
そこで、前述の電子パスポートでは、如何に改竄や偽造を防止するかが重要な問題となっている。また、電子パスポートは、軽薄短小な規格からなるものであるため、個人名、記号、文字、写真等を、如何にコントラストが高く、鮮明に表示できるかが重要となる。さらに、コントラストが高く、鮮明な表示を実現できるかは、改竄や偽造等の未然防止にも繋がるため、市場の期待も大きい。
【0006】
また、改竄や偽造等に加えて、電子パスポートは世界の至る所に携帯するものであり、耐久性に優れることが求められる。特にヒンジシートを介して、個人を特定し得るデータを電子パスポートに取り付けることが多いことから、ヒンジシートが損傷し難い耐久性を備えることが求められる。すなわち、ヒンジシートが電子パスポート本体より引きちぎれるなどのダメージを未然に防ぐように、ヒンジシート等に耐久性を備えさせることが求められる。このような耐久性を備えさせることによって、発行者である公的機関等を除いた第三者が、ヒンジシート等を意図的に(故意に)別のものに交換するなどといった、改竄や偽造を確実に防ぐことできる。そのため、早急の対応が求められている。
【0007】
このような問題に対して、個人名、記号、文字、写真などをレーザーマーキングする技術、具体的にはレーザーマーキング用積層体が注目されている。たとえば、以下の特許文献1、2がある。
【0008】
特許文献1では、外観の損傷がなく、コントラストが良好で、表面平滑性の優れたレーザーマーキングできる多層シートを得ることを目的として、少なくとも表層、及び内層からなる多層シートであって、(A)透明の熱可塑性樹脂からなる表層と、(B)(b−1)熱可塑性樹脂100重量部に対し、(b−2)レーザー光線を吸収するエネルギー吸収剤0.01〜5重量部、及び(b−3)着色剤0.5〜7重量部を含有する熱可塑性樹脂組成物からなる内層とを、溶融共押出にて形成したレーザーマーキング用多層シートが開示されている。
【0009】
特許文献2では、外観の損傷がなく、コントラストが良好で、表面平滑性の優れたレーザーマーキングができ、耐熱性の優れた多層シートを得ることを目的として、第1の表層/内層/第2の表層からなる多層シートであって、(A)透明の熱可塑性樹脂100重量部に対し、雲母及びカーボンブラックから選ばれる少なくとも1種を0.001〜5重量部を含有する熱可塑性樹脂組成物からなる透明な第1、及び第2の表層と、(B)熱可塑性樹脂100重量部に対し、レーザー光線を吸収するエネルギー吸収剤0.001〜3重量部を含有する熱可塑性樹脂組成物からなる内層とから形成され、第1の表層/内層/第2の表層のシートの厚み構成比が1:4:1〜1:10:1であり、第1の表層/内層/第2の表層を、溶融共押出にて形成されたレーザーマーキング用多層シートが開示されている。
【0010】
さらに、ヒンジシートが、情報ページを他のページなどと表紙に綴じこむためのシートとして開示された、たとえば、以下の特許文献3〜10がある。
【0011】
特許文献3では、印刷物シートなどを糸綴じする際に、綴じ代を設けて綴じる技術が開示されている。また、特許文献4では、透明層/着色層/透明層の構成からなる情報ページを綴じる際に、透明層/着色層/透明層の両外層である透明層を張り出させて絞込み、この部分を綴じ代とする技術が開示されている。また、特許文献5では、フェイスフィルムとバックフィルムを絞り込み、その絞り込んだ部分を綴じ代とする技術が開示されている。
【0012】
また、特許文献6では、プラスチックシートからなるプラスチックインレイを包むカバーフォイルからなる情報ページを他のページとともに綴じこむ技術が開示されている。また、特許文献7では、数枚の紙のシートを表紙に綴じる技術が開示されている。
【0013】
また、特許文献8、9では、積層体の中央部に綴じるためのシート、すなわちヒンジシートを設ける技術が開示されている。さらに、特許文献10では、織物状シートの両面に、熱可塑性樹脂層を形成してなる複合ヒンジシートに係る技術が開示されている。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開2002−273832号公報
【特許文献2】特許第3889431号公報
【特許文献3】特開平09−123636号公報
【特許文献4】国際公開第98/19870号パンフレット
【特許文献5】特開2001−213072号公報
【特許文献6】米国特許第006135503A号明細書
【特許文献7】特開2000−203174号公報
【特許文献8】欧州特許第1592565B1号明細書
【特許文献9】欧州特許第1502765B1号明細書
【特許文献10】特許第4456175号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
確かに、特許文献1、2におけるレーザーマーキング用多層シートでは、これらの多層シート同士や、たとえば、PETGシートやABS樹脂シートなどの熱可塑性樹脂シートとの加熱融着性に優れる。さらに、レーザー光エネルギー照射によるレーザーマーキングにより文字、数字を印字するのに十分な印字性が得られ、評価に値するものである。しかし、特許文献1では、内層に着色剤0.5〜7重量部を含有している。また、前述のような個人情報を記録したパスポートのような、いわゆる身分証では、中間層であるインレイ層に印刷をする場合が一般的である。その場合に、最外層(オーバーレイ)に該多層シートを用いると、着色剤含有の影響で透明性が十分でない。そのため、印刷部分の画像鮮明性が阻害されるという問題があった。また、特許文献2の多層シートでは、表層にもレーザー光吸収剤である雲母及びカーボンブラックから選ばれる少なくとも1種が含有されている。そのため、前述のような個人情報を記録したパスポートのような、いわゆる身分証の最外層(オーバーレイ)に該多層シートを用いると、レーザー光エネルギー照射により、表層に含有されているレーザー光エネルギー吸収剤がレーザー光エネルギーを吸収して発泡等の現象が生じる。その結果、表面の平滑性が低下するなどの問題があった。
【0016】
さらに、特許文献3では、積層体を他のシートとともに綴じる技術は開示されていない。また、特許文献4では、透明層/着色層/透明層の構成からなる積層体の厚みと、綴じ代部の厚みが異なるため、このような積層体を大量に安定的に生産するのが困難である。また、特許文献5では、この技術についても、その製造方法に上記同様の問題があり、このような積層体を大量に安定的に生産することは、困難である。また、特許文献6では、情報ページ部からカバーフォイルを複数枚張り出させて絞込み綴じ部とするため、上記同様の問題点がある。また、特許文献7では、数枚の紙のシートを合成樹脂のバンドで表紙に取り付けるものであり、綴じ部が厚くなり、製本した際に開いてくる問題があり、パスポートのように大量に製本するには適さない。
【0017】
さらに、特許文献8では、他と接続するためのシートが、積層体の中央部ではあるが部分挿入しかされていない。このような部分挿入では、積層体を加熱積層時に接続するためのシートの、挿入された部分とそうでない部分とで厚み差が生じてしまう。言い換えると、接続するためのシートが挿入された部分は、そうでない部分より盛り上がることになる。そして、これが原因で製本されたパスポートが、意図せず自然と開いてしまったり、製本されたパスポートを複数冊立てた際に扇型となってしまったりして、パスポートを1冊ずつ次工程である印字工程に送る際に送れない問題が生じてくる。更に、一般的な層構造から構成されるとともに、接合部のシート材料として、その表層がPE、コア層がPETから形成されている。また、情報ページのシート材料がPCと記載されている。このことから、PCシートと接合部の表層PEとは、加熱接着しないため、その接着には何らかの接着剤を必要とする。しかし、それについては特に記載がなく、表紙などと高温活性接着剤を用いて接着する旨の記載のみである。従って、当該開示技術では、何らかの接着剤を接合部のシート材料の両面の表面に予め塗布しておく等の方法が必要であり、生産工程上煩雑となる。その上、この部分の接着強度についての記載がなく、開示技術としては不明確である。
【0018】
さらに、特許文献9では、開口部を有する可撓性層を、積層体の中央部全面または部分的に挿入する技術、或いは、可撓性層を積層体の最外層に設ける技術が開示されている。可撓性層の部分挿入、及び可撓性層の積層体の最外層に設ける技術については前記問題点を含んでいることは既に述べた。ここで、開口部を有する可撓性層を積層体の中央部全面に設ける技術については、開口部を有する可撓性層としては織物を使用する旨が当該文献に記載されている。しかし、その織物を、あるサイズに切断する場合に、切断部の糸が解れてくる問題があり、このままでは使用できない。この問題に対しては、切断時に糸が解れないように、接着剤を塗布する方法、高温で糸を溶かして接着して糸の解れ防止をする方法などによって対応する必要が生じ、生産上問題となる。また、一定の寸法に切断する際にも、織物である故に寸法精度が悪い等の問題があり、これが積層体の寸法精度を低下させる要因にもなり、同様に生産上問題となる。更に、当該特許には、綴じ部の技術である、開口部を有する可撓性層の技術は開示されているが、積層体の技術はほとんど開示されていない。
【0019】
上記1〜9の特許文献が有する問題点を解決することを目的としたものとして、特許文献10には、電子パスポート用レーザーマーキング多層積層体、及び電子パスポートに好適に用いることができる複合ヒンジシートが提案されている。この複合ヒンジシートは、円形断面を有するモノフィラメントからなり、多数の開口部を有する織物状シートの両面に、熱可塑性樹脂層を形成一体化してなるものである。確かに、この複合ヒンジシートは、繰り返し曲げ抵抗性、加熱融着性などの各種特性が向上され、この複合ヒンジシートを使用した電子パスポートのヒンジ部は、引き裂き性、柔軟性、曲げ抵抗性等に優れたものであり、一定の評価に値するものである。しかしながら、織物状シートが、円形断面を有するモノフィラメントからなるものであるため、耐引き裂き性等の点で改良の余地が残る。特に、電子パスポートでは、改竄や偽造対策が重要となるため、更なる耐引き裂き性等の改良が望まれる。
【0020】
このように、上記1〜10のいずれの特許文献においても、十分な問題解決には至っておらず、早期の改良が求められている。
【0021】
本発明に係る複合ヒンジシートは、上記問題点を解決するとともに、さらなる改良を目的になされたものであり、耐引き裂き性、耐破断性、柔軟性、耐折り曲げ性、耐久性、加熱融着性、加工性、及び寸法精度に優れた複合ヒンジシートを提供する。とりわけ、開口部に樹脂が一体化した複合ヒンジシートを提供でき、複層構造の電子パスポート用レーザーマーキング多層シートに好適に用いることができる。
【0022】
また、前記複合ヒンジシートを使用した電子パスポート用レーザーマーキング多層シートは、レーザー光エネルギー照射により透明レーザーマーキングシートに損傷なくマーキングされ、レーザーマーキング性に優れる多層シートである。さらに、レーザーマーキングシートの生地色とレーザーマークされた印字部とのコントラストが高く、鮮明な文字、記号、図柄、画像等が得られるとともに、多層シートの積層工程における加熱融着性に優れる多層シートを提供する。とりわけ、透明性が高い樹脂を使用していることにより、全光線透過率の点からの透明性の向上、シートの搬送性、熱プレス後の金型からの離型性、耐熱性、折り曲げ性、耐摩耗性を兼ね揃えた電子パスポート用レーザーマーキング多層シートを提供する。
【0023】
さらに、前記電子パスポート用レーザーマーキング多層シートを構成する複合ヒンジシートの張り出し部を設け、この張り出し部を用いて、電子パスポート表紙または裏表紙にミシン綴じ若しくは接着、或いはミシン綴じ及び接着してなる電子パスポートにおけるヒンジ部は、綴じ部の引き裂き強度、引張り強度に優れる。とくに、複合ヒンジシートがパスポート本体から引きちぎられることを未然に、且つ、確実に防止でき、加えて、柔軟性を失うことなく、繰り返しの曲げに対しても十分な強度を有し、実際の使用時における耐光劣化性等の経時安定性に優れる。とりわけ、電子パスポート用レーザーマーキング多層シート並びに電子パスポートとして好適な複合ヒンジシートを提供でき、改竄防止、偽造防止に優れた電子パスポート用レーザーマーキング多層シート並びに電子パスポートである。
【課題を解決するための手段】
【0024】
本発明により、以下の複合ヒンジシート、当該複合ヒンジシートを使用した電子パスポート用レーザーマーキング多層シート、及び電子パスポートが提供される。
【0025】
[1] 多数の開口部を備える織物状シートと、熱可塑性樹脂とから形成された複合ヒンジシートであって、前記織物状シートは、縦糸と横糸の複数本の糸から構成される2軸構造体を有する、メッシュクロスまたは不織布、或いは、前記織物状シートは、前記縦糸、前記横糸、及び斜糸の複数本の糸から構成される3軸構造体を有する、メッシュクロスまたは不織布からなり、前記縦糸、前記横糸及び、前記斜糸の複数本の糸のうち、少なくとも1種類の糸が、フラットな断面を有するフラットヤーンからなり、前記熱可塑性樹脂は、熱可塑性エラストマーまたはこれらの熱可塑性エラストマーの混合物から選ばれる少なくとも1種からなる熱可塑性樹脂であり、前記織物状シートの開口部を前記熱可塑性樹脂で閉塞させた複合ヒンジシート。
【0026】
[2] 前記熱可塑性エラストマーは、熱可塑性ポリウレタンエラストマー、熱可塑性ポリアミドエラストマー、熱可塑性ポリエステルエラストマー、熱可塑性オレフィンエラストマー、及び熱可塑性アクリルエラストマーの熱可塑性エラストマーから選ばれる1種または2種以上の混合物からなる[1]に記載の複合ヒンジシート。
【0027】
[3] 前記メッシュクロスまたは不織布が、ポリエステル、ポリアミド、ポリプロピレンから選ばれる少なくとも1種の糸からなる[1]または[2]に記載の複合ヒンジシート。
【0028】
[4] 前記織物状シートの開口部に前記熱可塑性樹脂を溶融軟化状態で侵入させて、前記織物状シートと前記熱可塑性樹脂が一体化した[1]〜[3]のいずれかに記載の複合ヒンジシート。
【0029】
[5] 前記2軸構造体を有するメッシュクロスまたは不織布の開口部の形状が、前記縦糸と前記横糸から形成される正方形または長方形であるとともに、開口部の大きさが、縦0.15〜5.0mm×横0.15〜5.0mmであり、或いは、前記3軸構造体を有するメッシュクロスまたは不織布の開口部の形状が、三角形を含む多角形であるとともに、前記3軸構造体の前記斜糸を除いた前記縦糸と前記横糸から形成される前記3軸構造体の開口部の形状が、正方形または長方形であり、且つ開口部の大きさが、縦0.5〜10.0mm×横0.5〜10.0mmであり、前記フラットヤーンの厚みが20〜90μmであり、フラットヤーンの幅が0.2〜2.0mmである[1]〜[4]のいずれかに記載の複合ヒンジシート。
【0030】
[6] [1]〜[5]のいずれかに記載の前記複合ヒンジシートを使用する電子パスポート用レーザーマーキング多層シートであって、透明レーザーマーキングシート/コアシート/前記複合ヒンジシート/コアシート/透明レーザーマーキングシートの5層を積層してなる構成を基本構成とする電子パスポート用レーザーマーキング多層シートであり、前記透明レーザーマーキングシートが、ポリカーボネート樹脂及び、レーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる単層シートとして構成され、または、前記透明レーザーマーキングシートが、スキン層とコア層を有し、両最外層である前記スキン層が、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む透明熱可塑性樹脂組成物からなり、且つ前記コア層が、ポリカーボネート樹脂、及びレーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる多層シート1として構成され、または、前記透明レーザーマーキングシートが、スキン層とコア層を有し、両最外層である前記スキン層が、ポリカーボネート樹脂からなり、且つ、前記コア層が、熱可塑性ポリカーボネート樹脂、及びレーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる多層シート2として構成され、前記コアシートが、ポリカーボネート樹脂、及び着色剤を含むポリカーボネート樹脂組成物からなる着色コア単層シートとして構成され、または、前記コアシートが、スキン層とコア層を有し、両最外層である前記スキン層が、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む熱可塑性樹脂組成物からなるとともに、前記コアシートのコア層が、ポリカーボネート樹脂を含む熱可塑性樹脂からなり、前記コアシートのスキン層、およびコア層の少なくとも一層には、着色剤を含んでなる着色コア多層シートとして構成される電子パスポート用レーザーマーキング多層シート。
【0031】
[7] [6]に記載の前記電子パスポート用レーザーマーキング多層シートを使用する電子パスポートであって、前記複合ヒンジシートの張り出し部を用いて、電子パスポート表紙、または裏表紙にミシン綴じ、若しくは接着してなる、或いはミシン綴じ、および接着してなる電子パスポート。
【発明の効果】
【0032】
本発明によれば、耐引き裂き性、耐破断性、柔軟性、耐折り曲げ性、耐久性、加熱融着性、加工性、及び寸法精度に優れた複合ヒンジシートを提供する。とりわけ、開口部に樹脂が一体化した複合ヒンジシートを提供でき、複層構造の電子パスポート用レーザーマーキング多層シートに好適に用いることができる。
【0033】
また、前記複合ヒンジシートを使用した電子パスポート用レーザーマーキング多層シートは、レーザー光エネルギー照射により透明レーザーマーキングシートに損傷なくマーキングされ、レーザーマーキング性に優れる多層シートである。さらに、レーザーマーキングシートの生地色とレーザーマークされた印字部とのコントラストが高く、鮮明な文字、記号、図柄、画像等が得られるとともに、多層シートの積層工程における加熱融着性に優れる多層シートを提供する。とりわけ、透明性が高い樹脂を使用していることにより、全光線透過率の点からの透明性の向上、シートの搬送性、熱プレス後の金型からの離型性、耐熱性、折り曲げ性、耐摩耗性を兼ね揃えた電子パスポート用レーザーマーキング多層シートを提供する。
【0034】
さらに、前記電子パスポート用レーザーマーキング多層シートを構成する複合ヒンジシートの張り出し部を設け、この張り出し部を用いて、電子パスポート表紙または裏表紙にミシン綴じ若しくは接着、或いはミシン綴じ、及び接着してなる電子パスポートにおけるヒンジ部は、綴じ部の引き裂き強度、引張り強度に優れる。とくに、複合ヒンジシートがパスポート本体から引きちぎられることを未然に、且つ、確実に防止できる。加えて、柔軟性を失うことなく、繰り返しの曲げに対しても十分な強度を有し、実際の使用時における耐光劣化性等の経時安定性に優れる。とりわけ、電子パスポート用レーザーマーキング多層シート並びに電子パスポートとして好適な複合ヒンジシートを提供でき、改竄防止、偽造防止に優れた電子パスポート用レーザーマーキング多層シート並びに電子パスポートである。
【図面の簡単な説明】
【0035】
【図1】本発明の複合ヒンジシートを形成する織物状シートであって、縦糸と横糸からなる2軸構造を有するメッシュクロスの一実施形態を示す部分平面図であって、メッシュクロスの状態を模式的に示した図である。
【図2】本発明の複合ヒンジシートを形成する織物状シートであって、縦糸、横糸および斜糸からなる3軸構造を有するメッシュクロスの一実施形態を示す部分平面図であって、メッシュクロスの状態を模式的に示した図である。
【図3】本発明の複合ヒンジシートを形成する織物状シートであって、縦糸と横糸からなる2軸構造を有する不織布の一実施形態を示す部分平面図であって、不織布の状態を模式的に示した図である。
【図4】本発明の複合ヒンジシートを形成する織物状シートであって、縦糸、横糸および斜糸からなる3軸構造を有する不織布の一実施形態を示す部分平面図であって、不織布の状態を模式的に示した図である。
【図5】本発明の複合ヒンジシートを形成する織物状シートであって、縦糸と横糸からなる2軸構造を有するメッシュクロスの一実施形態を示す部分拡大平面図であって、メッシュクロスの開口部の状態を模式的に示した図である。
【図6】本発明の複合ヒンジシートを形成する織物状シートであって、縦糸、横糸および斜糸からなる3軸構造を有するメッシュクロスの一実施形態を示す部分拡大平面図であって、メッシュクロスの開口部の状態を模式的に示した図である。
【図7】本発明の複合ヒンジシートの一実施態様を示す断面図であって、織物状シートの開口部を熱可塑性樹脂で閉塞させた状態を模式的に示した図である。
【図8】本発明の複合ヒンジシートの他の一実施態様を示す断面図であって、織物状シートの開口部を熱可塑性樹脂で閉塞させた状態を模式的に示した図である。
【図9】本発明の電子パスポート用レーザーマーキング多層シートの一実施形態を示す模式図であって、透明レーザーマーキングシート、及びコアシートのそれぞれが単層からなる電子パスポート用レーザーマーキング多層シートの断面を模式的に示した図である。
【図10】本発明の電子パスポート用レーザーマーキング多層シートの一実施形態を示す模式図であって、透明レーザーマーキングシートが単層からなり、コアシートが3層からなる電子パスポート用レーザーマーキング多層シートの断面を模式的に示した図である。
【図11】本発明の電子パスポート用レーザーマーキング多層シートの別の実施形態を示す模式図であって、透明レーザーマーキングシートが3層からなり、コアシートが3層からなる電子パスポート用レーザーマーキング多層シートの断面を模式的に示した図である。
【図12A】本発明の電子パスポート用レーザーマーキング多層シートを、e−Cardタイプのパスポートに使用する場合の一例の端面を示す模式図である。
【図12B】本発明の電子パスポート用レーザーマーキング多層シートを、e−Coverタイプのパスポートに使用する場合の一例の一部を断面で示した端面を示す模式図である。
【図13A】シートの柔軟性を測定評価する方法を模式的に示した断面図である。
【図13B】シートの柔軟性を測定評価する方法を模式的に示した断面図である。
【図14A】複合ヒンジシートの引き裂き強度を測定評価する方法を模式的に示した断面図である。
【図14B】複合ヒンジシートの引き裂き強度を測定評価する方法を模式的に示した断面図である。
【発明を実施するための形態】
【0036】
以下、本発明の複合ヒンジシート、電子パスポート用レーザーマーキング多層シート、及び電子パスポートを実施するための形態について具体的に説明する。但し、本発明はその発明特定事項を備える複合ヒンジシート、電子パスポート用レーザーマーキング多層シート、及び電子パスポートを広く包含するものであり、以下の実施形態に限定されるものではない。
【0037】
[1]本実施形態の複合ヒンジシートの構成:
本実施形態の複合ヒンジシートは、多数の開口部を備える織物状シートと、熱可塑性樹脂とから形成されてなるものである。前記織物状シートは、縦糸と横糸の複数本の糸から構成される2軸構造体を有する、メッシュクロスまたは不織布、或いは、前記織物状シートは、前記縦糸、前記横糸、及び斜糸の複数本の糸から構成される3軸構造体を有する、メッシュクロスまたは不織布からなり、前記縦糸、前記横糸及び、前記斜糸の複数本の糸のうち、少なくとも1種類の糸が、フラットな断面を有するフラットヤーンからなり、前記熱可塑性樹脂は、熱可塑性エラストマー、またはこれらの熱可塑性エラストマーの混合物から選ばれる少なくとも1種からなる熱可塑性樹脂からなる複合ヒンジシートとして構成されている。
【0038】
前記構成により、本実施形態の複合ヒンジシートは、ヒンジシートを介して、個人を特定し得るデータ等を備えさせる(後述の)電子パスポート用レーザーマーキング多層シートを、電子パスポートに綴じ易くするために用いられる。以下、織物状シート、熱可塑性樹脂を説明した後、夫々の関係について説明する。
【0039】
[1−1]織物状シート:
本実施形態の複合ヒンジシートにおける織物状シートは、縦糸と横糸の複数本の糸から構成される2軸構造体を有する、メッシュクロスまたは不織布として構成される。或いは、本実施形態の複合ヒンジシートにおける織物状シートは、縦糸、横糸、及び斜糸の複数本の糸から構成される3軸構造体を有する、メッシュクロスまたは不織布として構成される。このような織物状シートが構成されることにより、複合ヒンジシートに十分な強度を付与することができる。すなわち、複合ヒンジシートを薄くすることができ、薄くしても十分な耐引き裂き性を得ることができる。さらに、電子パスポート用として使用する際に、耐破断性、柔軟性、耐折り曲げ性、耐久性、加熱融着性、加工性、寸法精度が十分となる。
【0040】
また、2軸構造体の縦糸及び横糸のうち、少なくとも1種類の糸が、フラットな断面を有するフラットヤーンから構成され、或いは、3軸構造体の縦糸、横糸、及び斜糸の複数本の糸のうち、少なくとも1種類の糸が、フラットな断面を有するフラットヤーンから構成される。このような所望の糸を用いることにより、熱可塑性樹脂と複合一体化した複合ヒンジシートの引き裂き強度等の強度を飛躍的に向上させることができる。すなわち、複合ヒンジシートの引き裂き強度等の強度は、織物状シートの強度が支配的であり、複合ヒンジシートの厚みが薄くても十分な耐引き裂き強度等の強度を得るには、薄くとも強度に優れた織物状シートが必要である。織物状シートの強度は、糸の断面積に比例するために、厚みを小さくして幅を大きくすることにより厚みが薄くとも強度に優れた糸が得られる。ひいては、厚みが薄く強度に優れた織物状シートを得ることができる。このような基本的に長方形な断面積を有する糸がフラットヤーンである。たとえば、2軸構造体の縦糸及び横糸ともにフラットヤーンである場合は、厚みが薄く強度に優れた複合ヒンジシートを得ることができる。すなわち、少なくとも1種類の糸を、フラットヤーンからなるものを使用することにより上記目的を達成できる。
【0041】
複合ヒンジシートにおいて、シートに引き裂きや引張りの力を加えて破壊させる力(応力)は、熱可塑性樹脂の強度を一定とすると、織物状シートの強度に相関する。また、織物状シートの破壊強度は、破壊強度=破壊応力/断面積で表され、一定の方向に織物状シートを引き裂く力(応力)は、糸の断面積に比例する。たとえば、円形断面の糸(通常ヤーン)であれば、断面積は径により決まり、径が大きくなれば、断面積も大きくなる。また、径を大きくすると、縦糸と横糸との交点厚みが大きくなる。これに対して、長方形断面の糸(フラットヤーン)であれば、その断面積は、厚み×幅である。つまり、厚みを薄くしても幅を大きくすることにより、縦糸と横糸の交点厚みを厚くしなくても、前記した破壊応力を大きくすることができる。
【0042】
電子パスポートに使用されるヒンジシートの厚みは、薄いことが好ましい。なぜなら、電子パスポート積層体、すなわちデータページの総厚みは、カードと同様に760μm前後に規定されている。たとえば、透明オーバーシート(透明レーザーマーキングシート)/コアシート(多層シート)/インレット(IC‐CHIP+アンテナ配設シート)/複合ヒンジシート/コアシート(多層シート)/透明オーバーシート(透明レーザーマーキングシート)の積層構成において、インレットの厚みはIC−CHIPとアンテナを配設する必要があるために、ある程度の厚みは必要である。そのような制限の中で、複合ヒンジシートの厚みを厚くすると、透明オーバーシートとコアシートの厚みを薄くしなければならない。たとえば、透明オーバーシートのレーザー印字濃度は、シート厚みに大きく影響され、また、コアシートの厚みは、インレットのアンテナ配線を隠蔽する機能が求められる。コアシートの厚みが薄くなれば、隠蔽性に劣るようになる。従って、複合ヒンジシートの厚みを厚くするということは、他のシートの厚みを薄くすることになり、電子パスポート用データページの機能を損うことになる。
【0043】
ここで、「フラットな断面を有するフラットヤーン」とは、糸の断面形状が長方形や円形を扁平させたような扁平形状断面を有するヤーンを意味する。ただし、ヤーンの断面形状がフラットな形状であればよく、たとえば、ヤーンを断面した際に形成される角部(隅部)が、辺と辺との直交により形成される直角状に限定されるものではない。すなわち、糸の断面における角部の1以上が、弧状に形成されるものであってもよい。さらに、半円状、多角形状、尖頭状等であってもよい。なお、フラットヤーン以外のヤーンとして、一般的に、通常ヤーンとマルチヤーンがある。通常ヤーンとは、円形断面のヤーンである。また、マルチヤーンとは、微細な糸を寄り集めて、引き揃え、ヤーンとしたり、撚ってヤーンとしたものである。本発明においては、フラットヤーンと通常ヤーン、マルチヤーンを適宜、組み合せて、織物状シートを形成してもよい。
【0044】
(2軸構造体)
2軸構造体は、図1に示されるように縦糸3と横糸4からなるメッシュクロスまたは不織布であり、縦糸または横糸のいずれかが前記したフラットヤーン、または全てがフラットヤーンであり、更には、縦糸及びまたは横糸が前記したフラットヤーンと通常ヤーンまたはマルチヤーンの組み合わせからなるメッシュクロスまたは不織布である。
【0045】
(3軸構造体)
3軸構造体は、図2に示されるように縦糸3と横糸4及び斜糸5からなるメッシュクロスまたは不織布であり、縦糸または横糸または斜糸のいずれかが前記したフラットヤーン、または全てがフラットヤーンであり、更には、縦糸及びまたは横糸、斜糸が前記したフラットヤーンと通常ヤーンまたはマルチヤーンの組み合わせからなるメッシュクロスまたは不織布である。
【0046】
また、フラットな断面を有するフラットヤーンの材質については、合成樹脂、中でもポリエステル、ポリアミド、およびポリプロピレンから選ばれる1種が好ましい。このような材質から少なくとも1種類の糸が形成されることにより、柔軟性、耐折曲性、耐久性を有し、しかも引張り強度と引き裂き強度に優れた複合ヒンジシートを形成することができる。また、上記した材質から形成されるフラットヤーンは、工業製品として使用する場合の価格と供給性も有している。一方、このような材質以外の合成樹脂材料や天然材料からなる糸のみを使用した場合には、上記特性を得ることができない。上記フラットヤーンの材質の中でも、ポリエステル、ポリアミドが好ましい。
【0047】
また、複合ヒンジシートのメッシュクロスまたは不織布と熱可塑性樹脂との役割については、メッシュクロスまたは不織布は薄くて引張り強度や引き裂き強度と柔軟性や耐折曲性(ヒンジ特性という)を果たしている。また、熱可塑性樹脂は、柔軟性と耐久性を有し、耐屈曲性とクロスの開口部に侵入し充満することによりメッシュクロスまたは不織布の開口部にて熱可塑性樹脂の連結構造が形成されるために、メッシュクロスまたは不織布を複合ヒンジシート内部に固定しておく役目を担っている。更に、ポリカーボネート樹脂を含む組成物から形成されるシートや3層コアシートの非晶性ポリエステル樹脂を含む熱可塑性樹脂組成物から形成される層との加熱融着性を確保するものである。あくまでも、クロスをその開口部で熱可塑性樹脂の連結構造を形成することでメッシュクロスまたは不織布と熱可塑性樹脂との一体化が成し得るのである。
【0048】
以下の3軸構造体を有する、メッシュクロスまたは不織布において、斜糸を除いては、2軸構造体と基本構成が同じであることから、詳細は、2軸構造体を参照されたい。
【0049】
(フラットヤーンの厚さ、幅)
より好ましくは、少なくとも1種類の糸の厚みが、すなわち、フラットヤーンの厚みが20〜90μm、フラットな断面を有する糸の幅が0.2〜2.0mmの範囲である。さらに好ましくは、フラットヤーンの厚みが40〜75μm、フラットヤーンの幅が0.3〜1.0μmの範囲である。フラットヤーンの厚みと幅を上記範囲とすることで、織物状シートの開口部に熱可塑性樹脂を十分侵入させることができる。また、引張り強度や引き裂き強度に優れ、シートの平坦性に優れた熱可塑性樹脂と織物状シートが一体化した複合ヒンジシートを得ることができる。一方、フラットヤーンの厚みが20μm未満であると、そのフラットヤーンの断面が過度にフラット状になってしまうため、耐引き裂き性に劣るだけでなく、耐破断性、柔軟性、耐折り曲げ性、耐久性が得られない。そのため、改竄防止および偽造防止効果を十分に得ることができない。また、フラットヤーンの厚みが90μm超であると、このような厚い糸を使用した織物状シートは、糸の交差部が厚くなり、結果として複合ヒンジシートが厚くなりすぎる。そのため、電子パスポートに、そのような厚いフラットヤーンを使用したヒンジシートを使用した場合には、電子パスポート自体が厚くなりすぎてしまう。したがって、携帯に不便であったり、折り曲げが困難になったりして、取扱い等が劣るものとなるため好ましくない。また、フラットヤーンの幅が0.2mm未満であると、引張り強度や引き裂き強度を発揮させるのに必要な断面積を確保するためには厚みを厚くしなければならず、上記のとおり結果として複合ヒンジシートが厚くなりすぎる。また、フラットヤーンの幅が2.0mm超であると、織物状シートの開口部の比率(開口率)が小さくなりすぎ、熱可塑性樹脂と織物状シートの一体化が阻害されることにより熱可塑性樹脂と織物状シートの剥離が生じることとなる。
【0050】
なお、本明細書内でいう「糸の断面(糸の断面形状)」とは、糸の長さ方向に対して直角に切断した断面であり、糸の長さ方向に水平な断面(断面形状)でないことは言うまでもない。
【0051】
(開口部)
ここで、本実施形態では、織物状シートにおける多数の開口部は、2軸構造の場合には、縦糸と横糸の複数本の糸から形成される穴である。また、3軸構造の場合には、縦糸、横糸、及び斜糸の複数本の糸から形成される穴である。具体的には、縦糸、及び横糸から構成される2軸構造であれば、縦糸と横糸で囲まれ、これらの糸によって境界付けられる領域であり、その内部(領域)が間隙となっている部分を、開口部(第1開口部)という。また、縦糸、横糸、及び斜糸の複数本の糸から構成される3軸構造であれば、縦糸、横糸、及び斜糸で囲まれ、境界付けられる領域であり、その内部(領域)が間隙となっている部分を、開口部(第2開口部)という。
【0052】
このように、開口部(第1開口部、第2開口部)が、織物状シートに、多数形成されることによって、後述する熱可塑性樹脂の一部(一体化の際に溶融した熱可塑性樹脂の一部)が、開口部に十分に侵入でき、さらに、開口部の全てを閉塞しやすくなる。具体的には、溶融熱可塑性樹脂を、織物状シートの開口部に、溶融状態にして加圧して侵入させる。これによって、織物状シートの開口部に侵入した、熱可塑性樹脂を構成する熱可塑性エラストマーが、織物状シートの開口部および両面に熱可塑性樹脂の層を形成する。したがって、織物状シートと熱可塑性樹脂を一体化させやすくなる。このようにして、織物状シートと熱可塑性樹脂が一体化した、平坦な表面を有する新規な複合ヒンジシートが得られる。
【0053】
ここで、「開口部」の形状は、2軸構造を有する織物状シートに場合には、正方形、長方形等の矩形状のものを挙げることができる。このような正方形、長方形等の矩形状の開口部であれば、開口部(第1開口部)の周囲が、縦糸と横糸により境界付けられることになり、その内部が間隙となっている。また、3軸構造を有する織物状シートに場合には、「開口部」の形状は、三角形、六角形、その他多角形のものを挙げることができる。このような三角形、六角形、その他多角形の開口部であれば、開口部(第2開口部)の周囲が、縦糸、横糸、及び斜糸により境界付けられることになり、その内部が間隙となる。なお、これらの開口部の形状のうち、正方形、長方形からなる開口部が好ましい。とりわけ、正方形からなる開口部が好ましい。このような形状に開口部が形成されると、熱可塑性樹脂の開口部への侵入を確実に行えるため、ヒンジシートが、引き裂き性、耐破断性、柔軟性、耐折り曲げ性、耐久性、加工性、寸法精度などの点で優れたものになり、しかも工業的に製造がし易くなるからである。
【0054】
なお、開口部の形状が三角形の場合には、斜糸が加わる分、2軸構造を有する織物状シートに比べて、製造工程が煩雑となり、若干ではあるがコスト負担増となる。しかし、2軸構造と比べて、引き裂き性、耐破断性などの点で強度が増し、この意味において改竄や偽造対策として有効なヒンジシートとなる。すなわち、斜糸が加わる分、縦、横方向のみならず、斜め方向からの応力に対応できるからである。
【0055】
さらに、開口部の開口形状が、縦糸と横糸から構成される2軸構造により形成される正方形、長方形からなり、その開口部の大きさは、縦0.15〜5.0mm×横0.15〜5.0mmであることが好ましい。或いは、開口部の開口形状が、縦糸、横糸、及び斜糸から構成される3軸構造により形成される三角形を含む多角形からなり、縦糸と横糸によって形成される開口部の大きさは、縦0.5〜10.0mm×横0.5〜10.0mmであることが好ましい。開口部の形状を所望形状にし、且つ、開口部の面積を、所望の面積、及び所望の大きさにすることにより、織物状シートと、後述の熱可塑性樹脂との一体化を確実に行うことができる。その結果、複合ヒンジシートの引き裂き性、耐破断性、柔軟性、耐折り曲げ性、耐久性、加工性、寸法精度などを向上させることができるため好ましい。一方、開口部の開口形状が、所望形状でない場合には、熱可塑性樹脂との一体化を十分に行うことができず、引き裂き性、耐破断性、柔軟性、耐折り曲げ性、耐久性、加工性、寸法精度などの点で複合ヒンジシートに支障が生じやすい。
【0056】
さらに、2軸構造体の開口部の開口面積が、縦0.15mm未満(或いは、横0.15mm未満)である場合には、溶融軟化状態の熱可塑性樹脂が開口部に侵入することが困難となり、熱可塑性樹脂と織物状シートとの一体化の形成がなされない。また3軸構造体の開口部の開口面積が、縦0.5mm未満(或いは、横0.5mm未満)である場合にも同様である。更に、2軸構造体の開口部の開口面積が、縦5.0mm超(或いは、横5.0mm超)である場合には、前述のように、フラットヤーンの幅部分と開口部に侵入した熱可塑性樹脂の耐熱性と剛性が異なることから、先に記載した電子パスポート積層体を真空プレス機などにより加熱積層したときにデータページ最表面の平坦性が劣る問題が生じる。いわゆる、フラットヤーンの幅部分が熱可塑性樹脂より剛性が大で耐熱性が高いために、加熱積層時の温度と圧力により熱可塑性樹脂が一部押し出されることから複合ヒンジシートに凹凸が発生する。そして、その凹凸がデータページ最表面まで転写されることによりデータページ最表面の平坦性が劣ることとなる。また3軸構造体の開口部の開口面積が、縦10.0mm超(或いは、横10.0mm超)である場合にも同様である。
【0057】
ここで、本実施形態における「開口部の面積」とは、2軸構造を有する織物状シートの場合には、縦糸と横糸から形成される開口部、すなわち、縦糸3と横糸4で境界づけられる領域(間隙)を意味する。具体的には、図5に示されるように、縦糸と横糸で境界づけられた開口部2を例示できる。この開口部2は、縦糸の所定長さaと、横糸の所定長さbによって、周囲を境界付けられ、このような開口部の面積を求める場合には、縦a(開口部を境界つける縦糸の長さ)×横b(開口部を境界つける横糸の長さb)によって算出されることになる。したがって、2軸構造を有する織物状シートの場合には、「縦糸と横糸によって形成される開口部の開口面積が、縦0.15〜5.0mm×横0.15〜5.0mmである」とは、縦a(開口部を境界つける縦糸の長さ)が、0.15〜5.0mmであり、横b(開口部を境界つける横糸の長さb)が、0.15〜5.0mmであり、それらの縦の長さと横の長さを掛けて算出された値を意味し、その値が開口面積となる。
【0058】
また、3軸構造を有する織物状シートの場合には、ここでの「開口部の面積」は、縦糸と横糸から形成され、縦糸と横糸で境界づけられる領域(間隙)を意味する。すなわち、縦糸と横糸で境界づけられる領域(間隙)を意味し、それらの縦糸と横糸で境界づけられた領域内に配置される斜糸(斜糸部分)を除いた領域を意味する。具体的には、図2、図4、及び図6に示される、縦糸3、横糸4、及び斜糸5の3軸構造を有する、織物状シートのうち、斜糸を除いて形成される開口部の面積をいう。図5に示される2軸構造のような、斜糸がない開口部の(図5では開口部2の)面積を算出したものに相当する。より具体的には、図6に示されるように、3軸構造を有する織物状シートの場合の開口面積は、次のように算出される。まず、図6では、開口部は、縦糸3、横糸4、及び斜糸5から周囲を境界づけられる。すなわち、開口部は、縦糸4の所定長さcと、横糸の所定長さdと、斜糸から形成される。ただし、前述のように、開口部の面積は、斜糸を除いた領域であるため、図6に示されるように開口形状が三角形状であっても、斜糸を除いた領域で算出される。そのため、本実施形態において、開口部の面積を算出する場合には、図6に示される斜糸を有する3軸構造であっても、図5に示される斜糸を有しない開口部の面積を算出したものと同様に規律される。したがって、3軸構造を有する織物状シートの場合には、「縦糸と横糸によって形成される開口部の開口面積が、縦0.5〜10.0mm×横0.5〜10.0mmである」とは、縦c(縦糸の長さ)が、0.5〜10.0mmであり、横d(横糸の長さ)が、0.5〜10.0mmであり、それらの縦と横を掛けて算出した値であり、その値が開口面積となる。
【0059】
2軸構造体においては、より好ましくは、縦0.5〜2.0mm×横0.5〜2.0mmである。3軸構造体においては、より好ましくは、縦2.0〜8.0mm×横2.0〜8.0mmである。このような所望の大きさに開口部(開口面積)を形成することにより、複合ヒンジシートの一体化が確実になる。さらに、柔軟性に優れ、繰り返しの曲げ強度が向上した複合ヒンジシートを得ることができる。
【0060】
なお、開口形状が六角形の場合には、その開口面積は、上記三角形の場合と同様に斜糸を除いた縦糸と横糸から形成される正方形、または長方形の面積に相当する。斜糸を有する場合の織物状シートにおける、開口部の形状が、その他の多角形の場合にも同様にして、面積を算出するとよい。
【0061】
前記したように、フラットヤーンの厚みと幅を上記範囲とすることで、織物状シートの開口部に熱可塑性樹脂を十分侵入させることができる。このようにすることにより、引張り強度や引き裂き強度に優れ、シートの平坦性に優れた熱可塑性樹脂と織物状シートが一体化した複合ヒンジシートを得ることができる。言い換えると、織物状シートの開口部に、熱可塑性樹脂を十分侵入させるためには、織物状シートの開口率が大で(織物状シートの面積に対する開口部の面積の比率)、開口部の面積が大きく、フラットヤーンの幅の狭いことが条件である。但し、薄い織物状シートにおいて、フラットヤーンの幅を狭くすると、糸の強度が小さくなり、開口率を大きくすると、織物状シート自体の強度が小さくなる。
【0062】
また、開口部の面積を大きくすると、フラットヤーンの幅部分と開口部に侵入した熱可塑性樹脂の耐熱性と剛性が異なることから、電子パスポート積層体を真空プレス機などにより加熱積層したときに、データページ最表面の平坦性が劣る問題が生じる。いわゆる、フラットヤーンの幅部分が熱可塑性樹脂より剛性が大で耐熱性が高いために、加熱積層時の温度と圧力により熱可塑性樹脂が一部押し出されることから複合ヒンジシートに凹凸が発生する。この凹凸がデータページ最表面まで転写されることによりデータページ最表面の平坦性が劣ることとなる。一方、織物状シートの開口率や開口部の面積があまりにも小さい場合には、Tダイ付押出成形機のTダイより吐出された溶融軟化状態の熱可塑性樹脂が織物状シートの開口部に侵入が困難となる。要するに、織物状シートの開口部にて熱可塑性樹脂の連結構造が形成されず、織物状シートと熱可塑性樹脂の一体化がなされず、織物状シートと熱可塑性樹脂の剥離が生じることとなる。このように、複合ヒンジシートの平坦性と引張り強度や引き裂き強度を両立させるためには、織物状シートの厚みと幅、開口率と開口面積が重要な因子であり、それぞれ良好な範囲が存在することを見出した。
【0063】
さらに、これまで説明した織物状シートの厚さが、50〜200μmであることが好ましい。このように所望の厚さに形成されることにより、十分な耐引き裂き性を得た複合ヒンジシートを形成できる。織物状シートの厚さが50μm未満では、引張り強度や引き裂き強度が不十分であり、一方、織物状シートの厚さが200μmを超えると、得られる複合ヒンジシートの厚みが200μm超となり電子パスポート用データページの総厚みが規定されているなかで、複合ヒンジシートの厚み比率が大きくなる。これでは、後述のような透明オーバーシート(透明レーザーマーキングシート)及びコアシートを積層させて電子パスポート用レーザーマーキング多層シートとして構成する場合には、透明オーバーシート及びコアシートを薄くしなければならない。透明オーバーシートの厚みを薄くするとレーザー発色性の低下が生じたり、コアシートの厚みを薄くすると印刷工程でのシート送りに問題が生じたりするため、隠蔽性の不足が生じたりして好ましくない。
【0064】
ここで、織物状シートの厚さは、2軸構造からなる織物状シートの場合には、縦糸と横糸との交点部(図1、図3において、符号6を付した部分)の厚さである。また、3軸構造からなる織物状シートの場合には、縦糸、横糸、及び斜糸の交点部(図2、図4において、符号6を付した部分)の厚さである。
【0065】
上記したように、前記2軸構造体を有するメッシュクロスまたは不織布の開口部の形状が、前記縦糸と前記横糸から形成される正方形または長方形であるとともに、開口部の大きさが、縦0.15〜5.0mm×横0.15〜5.0mmであり、或いは、前記3軸構造体を有するメッシュクロスまたは不織布の開口部の形状が、三角形を含む多角形であるとともに、前記3軸構造体の前記斜糸を除いた前記縦糸と前記横糸から形成される前記3軸構造体の開口部の形状が、正方形または長方形であり、且つ開口部の大きさが、縦0.5〜10.0mm×横0.5〜10.0mmであり、フラットヤーンの厚みが20〜90μmであり、幅が0.2〜2.0mmである織物状シートから形成してなる複合ヒンジシートは、糸の交点厚みが薄くても、引き裂き強度、引張り強度にすぐれる。また複合ヒンジシートを薄くすることにより、電子パスポート積層体の構成において、他のシートを薄くしなければならないという不都合がない。さらに開口部を上記した範囲とすることにより、熱可塑性樹脂の閉塞による一体化が確実に行うことができ、引き裂き強度、耐破断性、耐折曲げ性に優れた複合ヒンジシートが得られる。すなわち、開口部の大きさ、フラットヤーンの厚み、及び幅を好ましい範囲とすることにより、複合ヒンジシートを薄くすることができ、しかも薄くしても、引き裂き強度、耐破断性、耐折曲げ性、柔軟性、引張り強度などに優れた複合ヒンジシートを得ることができる。
【0066】
[1−2]熱可塑性樹脂:
本発明の複合ヒンジシートにおける、熱可塑性樹脂は、熱可塑性エラストマー、またはこれらの熱可塑性エラストマーの混合物から選ばれる少なくとも1種からなる熱可塑性樹脂である。好ましい熱可塑性樹脂は、熱可塑性ポリウレタンエラストマー(TPU)、熱可塑性ポリアミドエラストマー、熱可塑性ポリエステルエラストマー、熱可塑性オレフィンエラストマー、熱可塑性アクリルエラストマーである。
【0067】
また、2種以上を混合して使用する際の混合割合は、特に限定されるものではないが、混合使用の場合には、少なくとも熱可塑性ポリウレタンエラストマー(TPU)が含まれていることが、良好な耐引き裂き性、柔軟性を得る点から好ましい。
【0068】
上記した熱可塑性オレフィンエラストマーとしては、たとえばプロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセン、1−トリデセン、1−テトラデセン、1−ペンタデセン、1−ヘキサデセン、1−ヘプタデセン、1−オクタデセン、1−ノナデセン、1−エイコセン、3−メチル−1−ブテン、3−メチル−1−ペンテン、3−エチル−1−ペンテン、4−メチル−1−ペンテン、4−メチル−1−ヘキセン、4,4−ジメチル−1−ヘキセン、4,4−ジメチル−1−ペンテン、4−エチル−1−ヘキセン、3−エチル−1−ヘキセン、9−メチル−1−デセン、11−メチル−1−ドデセン、12−エチル−1−テトラデセンなどを挙げることができる。なお、これらの熱可塑性オレフィンエラストマーは、1種、或いは2種以上を混合して使用することができる。
【0069】
また、熱可塑性樹脂は、表面硬度ショアAが85以上、ショアDが70未満の柔軟性を有するものであることがよい。このようなショア硬度を有する熱可塑性樹脂を用いることにより、織物状シートと一体化させた複合ヒンジシートに、柔軟性及び低温時の柔軟性を持たせることができる。更に、電子パスポート用レーザーマーキング多層シートを成形する際の、加熱プレス工程で、多層シートとの加熱融着性を確保できる。この熱可塑性樹脂は、織物状シートの開口部に、熱可塑性エラストマー等の熱可塑性樹脂を溶融充填した後、非開口化された織物状シートの表面に層状となって形成されることが好ましい。
【0070】
このような表面硬度ショアAが85以上、ショアDが70未満の柔軟性を有する熱可塑性樹脂としては、たとえば、熱可塑性ポリウレタンエラストマー(TPU)等を例示できる。
【0071】
さらに、電子パスポート用レーザーマーキング多層シート用としての複合ヒンジシートにおける、織物状シートの開口部を閉塞させる熱可塑性樹脂が、QUV促進耐侯性試験において100時間経過後の色差△Eが6以下である前記熱可塑性エラストマーまたは非晶性ポリエステル樹脂から選ばれる少なくとも1種からなることが好ましい。経時劣化安定性を保つことができるからである。また、一般的に、色差△Eが0.5〜0.7程度でその違いを認識でき、色差△Eが6もあると、かなり黄変が始まっていることになる。したがって、色差△Eは6以下とした。なお、色差△Eが6を超えると見た目が悪く、製品としての違和感が生じるため使用に耐えられない。
【0072】
なお、このようなQUV促進耐侯性試験は、引張破断強度や引張破断伸びなどの力学特性と並行して評価してもよい。より具体的には、QUV促進耐侯性試験の前後に、引張破断強度や引張破断伸びなどの試験を行い、試験片(シート)の保持率や、耐久性を評価してもよい。なお、この力学特性においても、保持率は少なくとも60%程度が下限であろうと考えられる。60%未満では、初期の性能の半分程度に低下しているため、製品の使用上、好ましくないからである。
【0073】
また、上記した熱可塑性エラストマーからなる熱可塑性樹脂には、その機能を阻害しない範囲内で、無機フィラー、有機フィラー、他の熱可塑性樹脂等を混合してもよい。更に、滑剤、安定剤、光安定剤、酸化防止剤、紫外線吸収剤、顔料、染料などの着色剤等を添加、混合してもよい。具体的には、無機フィラーとしては、雲母、マイカ、ミクロマイカ、シリカ、炭酸カルシウム等が挙げられる。有機フィラーとしては、ポリエステル繊維、PPS繊維、ポリアミド繊維などの有機繊維等が挙げられる。他の熱可塑性樹脂としては、アクリロニトリル−スチレン共重合樹脂(AS樹脂)、ポリプロピレン樹脂、アクリロニトリル−ブタジェン−スチレン共重合樹脂(ABS樹脂)、アクリル樹脂、ポリカーボネート樹脂等が挙げられる。
【0074】
より具体的には、断裁加工性及び耐熱性を向上させる目的で、AS樹脂、ポリプロピレン樹脂、ABS樹脂、アクリル樹脂、ポリカーボネート樹脂等を少量配合することがある。または、無機フィラーとしては、雲母、マイカ、ミクロマイカ、シリカを同目的で配合することがある。更に、着色の目的で、顔料、染料などの着色剤を配合することがある。また、成形加工時や使用時の安定性を向上させる目的で、滑剤、安定剤、光安定剤、酸化防止剤、紫外線吸収剤等を配合することがある。
【0075】
[1−3]複合ヒンジシート:
本実施形態の複合ヒンジシートは、前述のように、織物状シートと熱可塑性樹脂とから構成される。すなわち、本実施形態の複合ヒンジシートでは、前述のような織物状シートの開口部を、熱可塑性樹脂で閉塞することで、両者の特性を併せ持った複合ヒンジシートが形成される。換言すれば、熱可塑性エラストマーが備える柔軟性と織物状シートが備える強度、剛性及び耐熱性が両立してなる新規な複合ヒンジシートとなっている。
【0076】
また、この複合ヒンジシートは、レーザーマーキングにより画像、文字等の情報を書き込んだ(後述の)透明レーザーマーキングシートと、印刷等により画像、文字等の情報を印刷した(後述の)コアシートと、更には、各種の情報等を、ICチップ等の記憶媒体に記憶させて配設した、いわゆるインレットとを、パスポートの表紙と他のビザシート等と一体に堅固に綴じるために、非常に重要な役割を担うシートである。そのため、複合ヒンジシートは、コアシートと堅固な綴じ込みを可能とする加熱融着性、適度な柔軟性、加熱融着工程での耐熱性等を備える必要がある。加えて、たとえば、この複合ヒンジシートを(電子パスポートの)表紙等にミシン綴じをする場合には、ミシン部の引き裂き強度、及び引張強度に優れること、且つ、この綴じ部の耐光性、及び耐熱性を有することが要求される。更には、繰り返し曲げに対する抵抗性、言い換えるとヒンジ特性に優れることが要求される。したがって、このような目的に合致する前記素材が、複合ヒンジシートに好適に用いられる。
【0077】
好ましい複合ヒンジシートの構成としては、織物状シートの開口部に、熱可塑性樹脂が溶融状態で侵入して、前記開口部を閉塞するのである。この開口部を熱可塑性樹脂が閉塞して織物状シートと熱可塑性樹脂が渾然一体化されていることである。
【0078】
また、織物状シートの開口部を熱可塑性樹脂で閉塞するにあたっては、閉塞は、図7に示すように、織物状シートの開口部2にのみ熱可塑性樹脂7を浸入、充満させて閉塞することができる。また、図8に示すように、織物状シートの開口部2に熱可塑性樹脂7を浸入、充満させて閉塞するとともに、織物状シートの上下面に、熱可塑性樹脂からなるスキン層8が形成されるようにすることができる。このようにスキン層を形成することにより、織物状シートの有する強度性、剛性、及び耐熱性と、熱可塑性樹脂の有する柔軟性、低温特性、及び熱可塑性と、を併せ持つ新規な熱可塑性複合シートを得ることができる。
【0079】
この複合ヒンジシートは、コアシートとの加熱融着性に優れることから、この複合ヒンジシートを、後述のような電子パスポート用レーザーマーキング多層シートのヒンジシートに使用すると、コアシート/複合ヒンジシート/コアシート間の層間の剥離強度を十分なものにできる。また、複合ヒンジシートを介して電子パスポートの表紙等をミシン綴じする場合、ミシン綴じする部分で、繰り返し曲げを行っても、その繰り返し曲げに絶え得るヒンジ特性を、電子パスポートに持たせることができる。また、パスポートが、ミシン部の耐破壊強度に優れたものになる。更には、国内外を問わず、世界の低温地域でのパスポート使用に耐え得るといった低温時のヒンジ特性をパスポートに持たせることができる。さらに、高温地域における、ヒンジ特性やミシン部の耐破壊強度に優れたパスポートとなる。加えて、パスポートの最長有効期限である10年使用等の長期間においても、経時劣化安定性に優れるため、あらゆる地域での長期間の使用に耐えうる特性を有するパスポートとなる。
【0080】
ここで、「織物状シートの開口部に、熱可塑性樹脂が溶融状態で侵入して、非開口される」とは、織物状シートに形成された多数の開口部に、溶融させた熱可塑性樹脂の一部が侵入して、全ての開口部を塞いでしまい非開口化された状態となることを意味する。
【0081】
ここで、本実施形態における、複合ヒンジシートの製造法としては、たとえば、Tダイ付押出成形機を使用してTダイより吐出された溶融軟化状態の前記熱可塑性樹脂を織物状シートとともに熱ロールにて織物状シートの開口部に熱可塑性樹脂を侵入させ開口部に熱可塑性樹脂を充満させることにより熱可塑性樹脂と織物状シートを一体化させる方法、及び、Tダイ付押出成形機を使用して熱可塑性樹脂シートを作製した後、織物状シートと熱ラミネートする方法などが挙げられるが、これらの方法に限定されるわけではない。前記織物状シートに前記熱可塑性樹脂が一体化されることが好ましい。具体例として、熱可塑性ポリウレタンエラストマーの場合は、170〜240℃にて、溶融押出させることが好ましい。
【0082】
また、熱ラミネートするに際しては、あらかじめ織物状シートを構成する縦糸、横糸、および斜糸を、化学的、或いは物理的前処理を行ってもよい。たとえば、プライマー塗布、コロナ処理、プラズマ処理などを挙げることができる。こうすることにより織物状シートと熱可塑性樹脂とを確実に一体化することができる。
【0083】
さらに、複合ヒンジシートは、織物状シートの開口部に、溶融軟化状態の熱可塑性樹脂を侵入させることにより、織物状シートの開口部の全てに熱可塑性樹脂を充満させる。これにより、織物状シートと熱可塑性樹脂が一体化される。また、溶融軟化状態の熱可塑性樹脂と織物状シートをラミネーションさせ、織物状シートの開口部に溶融軟化状態の熱可塑性樹脂を侵入させる。その後、この複合シートを反転して、最初に溶融軟化状態の熱可塑性樹脂を侵入させた反対側より溶融軟化状態の熱可塑性樹脂を侵入させ充満させることにより一体化した複合ヒンジシートを得る。なお、このような溶融軟化状態の熱可塑性樹脂と織物状シートをラミネーションする方法については特に限定する必要はなく、たとえば、Tダイ付の押出成形機を用いて、熱可塑性樹脂を溶融状態でTダイからシート状に出し、その直後に織物状シートを接触させて2本の引き取りロール間に導き織物状シートの開口部に溶融軟化状態の熱可塑性樹脂を侵入させる方法がある。
【0084】
また、織物状シートの開口部に熱可塑性樹脂を溶融軟化状態で侵入させ、織物状シートの開口部の全てを熱可塑性樹脂で充満させた複合ヒンジシートは、織物状シートの上下両側に、熱可塑性樹脂スキン層を形成してもよい。その場合は、両側の熱可塑性樹脂スキン層厚みが均一なことが好ましい。両側の熱可塑性樹脂スキン層厚みが異なると、複合シートにソリが発生してシートの搬送性が悪くなる。また、他のシート(たとえばコアシート)との加熱積層工程でのソリが大きくなり、表紙等とミシン綴じする際に不具合が生じたりする虞があるため好ましくない。
【0085】
なお、複合ヒンジシートの形状、大きさ等は、電子パスポート用レーザーマーキング多層シートを綴じ込みしやすい形状、大きさ等であれば、とくに形状や、長さ寸法等は限定されるものではない。必要に応じて適宜選択されることが好ましい。
【0086】
たとえば、織物状シートのみをヒンジシートとして使用して、加熱プレス処理する場合には、比較的大きな圧力で加熱積層する必要がある。これにより、織物状シートの開口部に、これと隣接している熱可塑性樹脂のシート、たとえば、コアシートの一部が軟化侵入し、両側の熱可塑性樹脂が織物状シートの開口部で連結構造を形成することにより層間接着性(加熱融着性ともいう)が確保できる。たとえば、ポリカーボネート樹脂からなる透明オーバーシート/コアシート/織物状シート/コアシート/ポリカーボネート樹脂からなる透明オーバーシートの構成を例にとる。この場合、ポリカーボネート樹脂シートの軟化する温度は170〜210℃程度であり、このような比較的高温にて真空プレス機にて加熱、加圧して積層する場合に、加圧圧力が不足する。また、加熱温度、または時間が不足したりすると、織物状シートの開口部にポリカーボネート樹脂の軟化侵入が不足する。そして、織物状シートの開口部での連結構造形成不足により、ポリカーボネート樹脂コアシート/織物状シート/ポリカーボネート樹脂コアシートにおいて層間剥離を生じる問題がある。
【0087】
一方、複合ヒンジシートに使用する熱可塑性樹脂から構成される熱可塑性樹脂シートだけをヒンジシートに使用した場合には、ポリカーボネート樹脂コアシート/熱可塑性樹脂シート/ポリカーボネート樹脂コアシート間の加熱融着性に優れるために、層間接着強度が十分である。しかし、熱可塑性樹脂シートが薄い場合には、特に、引張り強度、及び引き裂き強度が十分でないという問題がある。
【0088】
一方、本実施形態のような複合ヒンジシートを使用する場合には、加熱積層工程にて、熱可塑性樹脂が軟化して、隣接するコアシートと加熱融着する時点で、熱可塑性樹脂とコアシートのスキン層樹脂との相溶性が良好となる。そのため、比較的低圧にて加熱融着させることができる。更に、複合一体化している織物状シートが軟化しないため、前記のような“樹脂のはみ出し”がない。そのため電子パスポート用レーザーマーキング多層シートの総厚さの低減が全くみられない。
【0089】
更に、電子パスポート用レーザーマーキング多層シート用の複合ヒンジシートにおいて、織物状シートの両面の表面、好ましくは表面全面には、前記熱可塑性樹脂が均一に形成されてなることが好ましい。たとえば、複合ヒンジシートの表面がPET等の材質からなるメッシュクロス、または不織布であったなら、その表面は凹凸となる。この場合には、複合ヒンジシートとコアシートとの加熱融着工程において、複合ヒンジシート表面の凹凸がコアシートに転写され、ひいては加熱積層シートの最外層表面に凹凸が形成されてしまうことになる。その結果、電子パスポート用シートデータページに、レーザーマーキングにより個人画像や文字情報をマーキングした場合の、画像、文字の見易さを損なうことになり好ましくない。更に、PET、ポリアミド、ポリプロピレン等の糸の材質と、コアシートのスキン層との加熱融着性が十分でなく、その結果、コアシート/複合ヒンジシートとの剥離強度が不十分となり、好ましくない。
【0090】
たとえば、図7、図8に示されるように、複合ヒンジシート10(10A、または10B)が、織物状シートの開口部に、熱可塑性樹脂を溶融充填し閉塞した複合ヒンジシートであって、熱可塑性樹脂と織物状シートからなる複合体として構成されているものを例示できる。この複合ヒンジシートでは、前述の熱可塑性樹脂が複合ヒンジシート両面の、謂わば、ポリマー層として構成され、織物状シートの表面と、熱可塑性樹脂が一体化して形成されている。
【0091】
さらに、後述のように、電子パスポート用レーザーマーキング多層シート、電子パスポート等に使用される場合には、複合ヒンジシートの厚みが50〜300μmであることが好ましく、さらに、80〜200μmであることが好ましい。複合ヒンジシートが所望範囲内の厚みであると、柔軟性、繰り返しの曲げ強度を増すことができ、汎用性が向上する。そのため、不具合が生じ難い。一方、複合ヒンジシートの厚みが50μm未満であると、複合ヒンジシートの耐引き裂き性等が劣り、改竄や偽造対策としては不十分なものとなる。また、複合ヒンジシートの厚みが300μm超であると、柔軟性が劣り、繰り返しの曲げ強度も低下する。そのため、不具合が生じ、汎用性も劣るため好ましくない。
【0092】
電子パスポートのタイプには、IC−CHIPとアンテナを配し、個人情報等を記載したデータページを表紙等と製本した「e−Card」タイプと、表紙にIC−CHIPとアンテナを配したInlayと個人情報等を記載したデータページを表紙等と製本した「e−Cover」タイプがある。「e−Card」タイプのデータページは、IC−CHIPとアンテナを配していることから総厚みはICカードと同様に800μm前後である。「e−Cover」タイプのデータページは、IC−CHIPとアンテナがないことから400〜600μm程度が主流である。これらのデータページにおいて、複合ヒンジシートが厚いと、透明オーバーシート(透明レーザーマーキングシート)、コアシートを薄くしなければならない。しかし、透明オーバーシートが薄くなりすぎると、レーザーマーキングした印字濃度が薄くなり、或いは、コアシートが薄くなりすぎると、固定情報を印刷機にてコアシートに印刷する場合に、印刷機で良好な印刷ができない。
【0093】
また、「e−Cover」タイプのデータページを例にとる。この基本構成として、透明オーバーシート(透明レーザーマーキングシート)/コアシート/ヒンジシート/コアシート/透明オーバーシート(透明レーザーマーキングシート)とすると、総厚みを500μm前後とするには、たとえば、透明オーバーシートの厚みを約80μm、コアシートの厚みを約120μm、ヒンジシートの厚みを約120μm、程度にしなければならない。総厚みを600μm前後とした場合には、ヒンジシートの厚みを約200μmとしてもよいことになる。更に、「e−Card」タイプのデータページを例にとる。この基本構成として、透明オーバーシート(透明レーザーマーキングシート)/コアシート/インレット(または、「インレイ」と称する)/ヒンジシート/コアシート/透明オーバーシート(透明レーザーマーキングシート)とすると、総厚みを800μm前後とするには、たとえば、インレットの厚みを約400μmとすると、透明オーバーシートの厚みを約60μm、コアシートの厚みを約100μm、ヒンジシートの厚みを約120μm、程度にしなければならない。
【0094】
また、複合ヒンジシート10の一端は、透明オーバーシート13、23、及びコアシート15、25よりも5〜100mm長い張り出し部を有することが好ましい。このように、複合ヒンジシートに張り出し部を形成することにより、電子パスポートに組み付けやすくなるからである。すなわち、張り出し部は、複合ヒンジシートの長手方向の一端を、透明オーバーシート及びコアシートよりも長い張り出し部を用いて、ミシン綴じ若しくは接着により、或いは、ミシン綴じ及び接着により、電子パスポートに組み付けるためのものである。このような複合ヒンジシートとしては、たとえば、図9〜図11に示される、張り出し部29を有する複合ヒンジシートを一例として挙げることができる。ただし、これに限定されるものではない。なお、図9〜図11の符号27は、ミシン綴じ部を示す。
【0095】
複合ヒンジシートに張り出し部29を形成する場合に、張り出し部29の長さは、ミシン綴じの仕方若しくは接着作業性、或いは、ミシン綴じの仕方及び接着作業性により決められることが好ましい。さらに、ミシン綴じ部の強度及び接着強度により、張り出し部の長さが決められることが好ましい。ただし、後述のように、複合ヒンジシートが、電子パスポート用レーザーマーキング多層シート、電子パスポート等に使用される場合には、張り出し部の寸法は、5〜100mmであることが好ましく、より好ましくは5〜50mm、更に好ましくは5〜20mmである。
【0096】
このように、張り出し部29を形成することにより、より一層(この張り出し部を用いて)ミシン綴じ若しくは接着により、或いは、ミシン綴じ及び接着により電子パスポートに組み付けしやすくなる。
【0097】
なお、複合ヒンジシートに張り出し部を設けると、後述する、透明レーザーマーキング多層シートを、電子パスポート表紙又は裏表紙にミシン綴じ若しくは接着してなる、或いは、ミシン綴じ及び接着してなる電子パスポートに、成形し易くなるから好ましい。
【0098】
[2]本実施形態の電子パスポート用レーザーマーキング多層シートの構成:
本発明の電子パスポート用レーザーマーキング多層シートは、これまで説明した複合ヒンジシートを使用する電子パスポート用レーザーマーキング多層シートであって、透明オーバーシート/コアシート/前記複合ヒンジシート/コアシート/透明オーバーシートの5層を積層してなる構成を基本構成とする電子パスポート用レーザーマーキング多層シートである。
【0099】
透明オーバーシートは、電子パスポート用透明レーザーマーキング多層シートにおいて、最外側に配置されるシート(透明レーザーマーキングシート)であって、レーザーマーキングにより、文字、図形等の情報が印字されるシートである。本実施形態では、透明オーバーシート(透明レーザーマーキングシート)は、(1)単層シート、(2)多層シート1、または(3)多層シート2、として構成される。具体的には、以下のものを挙げることができる。具体的には、(1)ポリカーボネート樹脂及び、レーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる単層シート、(2)スキン層とコア層を有し、両最外層である前記スキン層が、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む透明熱可塑性樹脂組成物からなり、且つ前記コア層が、ポリカーボネート樹脂、およびレーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる多層シート1、(3)スキン層とコア層を有し、両最外層である前記スキン層が、ポリカーボネート樹脂からなり、且つ、前記コア層が、熱可塑性ポリカーボネート樹脂及びレーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる多層シート2、を挙げることができる。なお、前記オーバーシートは、データページを構成するものとして使用される。
【0100】
さらに、透明オーバーシート/コアシート/前記複合ヒンジシート/コアシート/透明オーバーシートにおける、「コアシート」は、ポリカーボネート樹脂、及び着色剤を含むポリカーボネート樹脂組成物からなる着色コア単層シート(適宜、「PCコアシート」ということがある。)として構成される。または、コアシートが、スキン層とコア層を有し、両最外層である前記スキン層が、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む熱可塑性樹脂組成物からなるとともに、前記コアシートのコア層が、ポリカーボネート樹脂を含む熱可塑性樹脂からなり、前記コアシートのスキン層、およびコア層の少なくとも一層には、着色剤を含んでなる着色コア多層シート(適宜、「PETG/PC/PETGから構成される3層コアシートということがある。)として構成される。
【0101】
このように、電子パスポート用レーザーマーキング多層シートが構成されることによって、以下のような効果を奏することができる。すなわち、この電子パスポート用レーザーマーキング多層シートを、電子パスポート表紙、または裏表紙に、ミシン綴じ若しくは接着、或いはミシン綴じ、及び接着することによって、形成される電子パスポートのヒンジ部は、綴じ部の引き裂き強度、引張強度に優れたものとなる。さらに、複合ヒンジシートがパスポート本体から引きちぎられることを未然に、且つ、確実に防止できる。加えて、柔軟性を失うことなく、繰り返しの曲げに対しても十分な強度を有し、実際の使用時における耐光劣化性等の経時安定性に優れたものとなる。しかも、透明オーバーシートにマーキングされた画像などは、コントラスト比が、より一層向上し、鮮明性に優れる。そのため、コアシートの片面(透明オーバーシート側)には5つのシートを積層する前に固定情報が印刷され、透明オーバーシートには、個人情報がレーザーマーキング可能となる。したがって、所謂「Data−Page」の両側に、異なるまたは同じ、固定情報と個人情報とを印刷することができレーザーマーキングで描画できる。
【0102】
本発明の電子パスポート用レーザーマーキング多層シートの基本構成は、上記したように5層からなるものであるが、その構成と材質は、本発明の範囲において種々選択することができる。具体的な構成と材質を下記に例示するが、あくまでも例示であって、これに限定されるものではない。
【0103】
まず、インレットを含まない構成としては、(1)PC単層、またはPC/PC/PCから構成される透明オーバーシート/PCコアシート/複合ヒンジシート/PCコアシート/PC単層、またはPC/PC/PCの3層から構成される透明オーバーシートを積層して電子パスポート用レーザーマーキング多層シートを構成してもよい。また、(2)PC単層、またはPC/PC/PCの3層から構成される透明オーバーシート/PETG/PC/PETGから構成される3層コアシート/複合ヒンジシート/PETG/PC/PETGの3層から構成されるコアシート/PC単層、またはPC/PC/PCの3層から構成される透明オーバーシートを積層して電子パスポート用レーザーマーキング多層シートを構成してもよい。なお、前記PETG/PC/PETGの3層から構成されるコアシートは、全ての層に、酸化チタン等の着色染・顔料を配合してもよい。さらに、(3)PETG/PC/PETGから構成される3層透明オーバーシート/PCコアシート/複合ヒンジシート/PCコアシート/PETG/PC/PETGから構成される透明オーバーシートを積層して電子パスポート用レーザーマーキング多層シートを構成してもよい。また、(4)PETG/PC/PETGの3層から構成される透明オーバーシート/PETG/PC/PETGの3層から構成されるコアシート/複合ヒンジシート/PETG/PC/PETGの3層から構成されるコアシート/PETG/PC/PETGの3層から構成される透明オーバーシートを積層して電子パスポート用レーザーマーキング多層シートを構成してもよい。さらに、(5)上記(1)〜(4)の構成からなる多層シートに、ホログラムシートを挿入するために、透明オーバーシート上に、オーバーシートと同材質(レーザーマーキング処方、または未処方)の保護層を形成してなる層構成からなるものを積層して電子パスポート用レーザーマーキング多層シートを構成してもよい。なお、コアシート、または保護層を形成する材質は、PETGやPETG/PCポリマーアロイ等も使用することができる。
【0104】
また、インレット(ICチップとアンテナを配したもの)を含む構成としては、上記(1)〜(5)の層構成における、ヒンジシートの上側、または下側にインレットを介在させた構成を挙げることができる。なお、インレットを形成する材質は、前記したように、PETG、PC等をはじめとする種々の樹脂が使用される。
【0105】
また、上記した構成からなる電子パスポート用レーザーマーキング多層シートの代表例を、図9〜図11に示す。図9は、上記(1)のPC単層からなる透明オーバーシート/PCコアシート/複合ヒンジシート/PCコアシート/PC単層からなる透明オーバーシート、からなる層構成の電子パスポート用レーザーマーキング多層シートである。図中、符号13は、透明オーバーシート、符号15は、コアシート、符号10は、複合ヒンジシートである。
【0106】
さらに、図10は、上記(1)のPC単層からなる透明オーバーシート/PETG/PC/PETGの3層から構成されるコアシート/複合ヒンジシート/PETG/PC/PETGの3層から構成される3層コアシート/上記(1)のPC単層からなる透明オーバーシート、からなる層構成の電子パスポート用レーザーマーキング多層シートである。図中、符号13は、透明オーバーシート、符号25は、両最外層であるスキン層25aに挟まれた形でコア層25bを有する3層コアシート、符号10は、複合ヒンジシートである。
【0107】
さらに、図11は、上記(2)、または(4)のPC/PC/PC、またはPETG/PC/PETGの3層から構成される透明オーバーシート/PETG/PC/PETGの3層から構成されるコアシート/複合ヒンジシート/PETG/PC/PETGの3層から構成されるコアシート/PC/PC/PC、またはPETG/PC/PETGの3層から構成される透明オーバーシート、からなる層構成の電子パスポート用レーザーマーキング多層シートである。図中、符号23は、両最外層であるスキン層23aに挟まれた形でコア層23bを有する3層透明オーバーシートである。符号10、符号25は、図10と同様である。
【0108】
さらに、本発明の電子パスポート用レーザーマーキング多層シート11(11A,11B,11C)の各構成について説明する。
【0109】
なお、本発明の電子パスポート用レーザーマーキング多層シートを構成する透明オーバーシートは、前述したように単層から構成されるレーザーマーキングシート、またはスキン層とコア層とから構成され、少なくとも3層の多層構造からなるレーザーマーキングシート、いわゆる透明レーザーマーキング多層シートである。
【0110】
[2−1]単層シート:
ここで、透明オーバーシートが、単層シートとして構成される場合には、この単層シートは、ポリカーボネート樹脂及び、レーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物から形成される。ただし、ここで使用されるポリカーボネート樹脂は、その製造方法、重合度などに特に制限はないが、メルトボリュームレイト(メルトフロー特性)が4〜20のものを好適に使用することができる。メルトボリュームレイトが4未満では、シートのタフネス性(強靭性)が向上するという点では意味はあるものの、成形性が劣ることから、実際の使用に難があるため好ましくない。一方、メルトボリュームレイトが20を超えると、シートのタフネス性に劣るようになることから好ましくない。このように透明オーバーシートをポリカーボネート樹脂からなる透明樹脂層で形成することによって、レーザー光エネルギー照射によるマーキング部の発泡による、いわゆる「フクレ」や「ボイド(微小な空洞)」の発生を抑制でき、さらにレーザー光エネルギー照射によるマーキング部分の耐磨耗性を向上することができる。
【0111】
ここで、透明オーバーシートが、単層シートとして構成される場合には、高い透明性を有していることが重要である。そのため、このような単層シートを構成する透明オーバーシートの原料としては、ポリカーボネート樹脂の透明性を阻害しない樹脂、フィラー等であれば特に制限なく使用するとよい。とりわけ、耐傷性を向上させ、または耐熱性を向上させる目的で、汎用ポリカーボネート樹脂と特殊ポリカーボネート樹脂とのポリマーブレンドが好ましく、又はポリカーボネート樹脂とポリアリレート樹脂とのポリマーブレンド等が好ましい。
【0112】
さらに、上記特殊ポリカーボネート樹脂としては、たとえば、主鎖がポリカーボネート樹脂からなり、側鎖にポリスチレン骨格または変性アクリロニトリル−スチレン共重合骨格を有するグラフト共重合体を挙げることができる。
【0113】
なお、透明オーバーシートが、単層シートとして構成される場合には、この単層シートに、レーザー光エネルギー吸収剤を含むことが好ましいが、この点については後述する。また、上記した単層構造の透明オーバーシートの厚さは、特に限定されるものではないが、好ましい範囲は、後述の所定範囲の厚さに形成されることである。
【0114】
[2−2]多層シート1及び多層シート2:
本実施形態において、透明オーバーシートが、前述のような、多層シート1、または多層シート2として構成される場合には、これらの透明オーバーシートは、スキン層とコア層とからなる「少なくとも3層」構造の透明オーバーシートとして構成されることが好ましい。ただし、この「3層シート」とは、「少なくとも3層」を意味するものであって、3層構造のシートに限られるものではない。換言すれば、透明オーバーシートにおいて、「3層シート」と言うのは、説明の便宜を図るものであり、ここで言う「3層シート」とは、「少なくとも3層以上の層からなる多層シート」を意味する。したがって、「3層」から成るシートに限定する趣旨ではない。つまり、3層以上の構成からなれば、5層から構成されても、7層から構成されても、或いは、それ以上の奇数層から形成されていても、多層シートとして本透明オーバーシートに含まれる。
【0115】
なお、上述した「少なくとも3層」といった多層構造の透明オーバーシートとして構成される場合には、後述する透明オーバーシートのスキン層は、多層構造から構成される透明オーバーシートの最も外側の位置に配されるとともに、そのシートの両面に配されることが必要である。さらに、両スキン層(の間)に、コア層が挟まれるように配されることが必要となる。なお、多層構造の透明オーバーシートのスキン層の厚さは、特に限定されるものではないが、より好ましいのは、後述の所定範囲の厚さに形成されることである。
【0116】
ただし、透明オーバーシートが上述の「それ以上の奇数層」から構成される場合であっても、あまりに多層構造からなる場合には、配されるスキン層とコア層との一層あたりの層厚が薄くなり過ぎてしまい、積層時の加熱プレス工程での、いわゆる金型スティックが発生してしまうおそれがある。したがって、好ましいのは5層から、より好ましいのは3層から構成される透明オーバーシートである。
【0117】
なお、この「3層シート」は、スキン層とコア層との3層が積層された後の状態を示すための表現であって、積層方法を制限するものではない。
【0118】
また、透明オーバーシートが、スキン層とコア層とからなる「少なくとも3層」構造のシートとして構成される場合には、たとえば溶融押出成形により一体的に積層成形されることが好ましい。ただし、これに限定されるものではない。
【0119】
すなわち、本実施形態における透明オーバーシートが前述のように奇数層から構成されるのは、偶数層からなる多層シートは、必ず奇数層からなる透明オーバーシートと同じ構成となるからである。たとえば、4層からなる透明レーザーマーキング多層シートでは、スキン層(PETG)/コア層(PC)/コア層(PC)/スキン層(PETG)、といった層の配置、或いは、スキン層(PC)/コア層(PC)/コア層(PC)/スキン層(PC)、といった層の配置等となる。結局のところ、奇数層から構成される透明オーバーシートと同様の構成となるからである。
【0120】
たとえば、3層(いわゆる「3層シート」)から構成される透明オーバーシートを例にすると、スキン層(PETG)/コア層(PC)/スキン層(PETG)、といった層の配列がなされるように、或いは、スキン層(PC)/コア層(PC)/スキン層(PC)、といった層の配列がなされる。すなわち、一方と他方の両最外側に2つのスキン層が配され、その2つのスキン層に挟まれるように、コア層が1層配されて透明オーバーシートが形成されることになる。また、5層から構成される透明オーバーシートを例にすると、スキン層(PETG)/コア層(PC)/スキン層(PETG)/コア層(PC)/スキン層(PETG)、といった層の配列がなされる。或いは、スキン層(PC)/コア層(PC)/スキン層(PC)/コア層(PC)/スキン層(PC)、といった層の配列がなされる。このように、一方と他方の両最外側に2つのスキン層が配され、且つ、交互にスキン層とコア層を配列して、透明オーバーシートを形成してもよい。
【0121】
ここで、前述のように、コア層のみの単層からなる透明オーバーシートとして構成しても、十分なレーザー発色性を有し、本発明の効果を奏することができる。より好ましいのは、前述のようなスキン層(PETG)/コア層(PC)/スキン層(PETG)の多層構造を有する透明オーバーシート(多層シート1)として構成されることである。または、スキン層(PC)/コア層(PC)/スキン層(PC)の多層構造を有する透明オーバーシート(多層シート2)として構成されることである。この多層シート1として、透明オーバーシートを構成することにより、十分な加熱融着性が確保でき、積層工程におけるシートの搬送性、熱プレス後の金型からの離型性、折り曲げ性、透明性等の点で、微調整が可能となる。また、多層構造を有する多層シート2として、透明オーバーシートを構成することにより、コア層のみの単層シートとして形成される透明オーバーシートよりも、更に、高パワーでレーザー光エネルギーを照射し、レーザーマーキング部の濃度を高めることができる。加えて、コア層のマーキング部の発泡による、いわゆる「フクレ」や「ボイド」の発生を抑制でき、表面平滑性を維持できるからである。その上、コア層マーキング部分の上層にスキン層が積層されているために、スキン層の無い場合と比較してマーキング部分の耐磨耗性がより向上するといった相乗効果も奏することができる。
【0122】
[2−2−1]多層シート1の具体的構成:
多層シート1は、スキン層とコア層を有し、両最外層である前記スキン層が、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む透明熱可塑性樹脂組成物からなり、且つ前記コア層が、ポリカーボネート樹脂、及びレーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる透明オーバーシートとして構成される。
【0123】
[2−2−1−1]多層シート1におけるスキン層:
多層シート1にスキン層を形成する場合、すなわち「3層構造」としての多層構造から多層シートが構成される場合には、そのスキン層は、多層シート(3層シート)の外側に配される両最外層として構成される。すなわち、このスキン層は、後述する多層シートにおけるコア層の両端面側(外側)から、挟み込むように配される、多層シート(3層シート)の表層(両最外層)としての役割を担っている。
【0124】
一方、非晶性ポリエステル樹脂のガラス転移温度が80℃未満であると、このような非晶性ポリエステル樹脂からなるスキン層は、べとつき感があったりして取り扱いに難があり、変形がしやすかったりして実用に供することが難しい。また、比較的高い温度でのクリープ特性にも劣るようになる。さらに、引裂き強度、曲げ強度、柔軟性、寸法精度などが劣るようになる。
【0125】
なお、このガラス転移温度は、たとえば、ASTM D3418−82に規定の示差走査熱量測定法(DSC法)に準じて測定することができる。
【0126】
多層シート1に用いられる非晶性ポリエステル樹脂として、非晶性の芳香族ポリエステル樹脂が好ましく、より好ましくは、共重合ポリエステル樹脂がよい。芳香族ポリエステル樹脂とは、芳香族ジカルボン酸とジオールの脱水縮合体をいい、本発明に用いられる実質的に非晶性の芳香族ポリエステル樹脂としては、芳香族ポリエステル樹脂の中でも特に結晶性の低いものが好ましい。これらは、加熱プレス等で頻繁に加熱成形加工を行っても、結晶化による白濁や融着性の低下をおこさないものである。このようなポリエステル樹脂の具体例として、スキン層には、テレフタル酸単位を主とするジカルボン酸単位とエチレングリコール単位(I)、及び、1,4−シクロヘキサンジメタノール単位(II)を主とするグリコール単位からなるポリエステルであって、且つ、エチレングリコール単位(I)と1,4−シクロヘキサンジメタノール単位(II)とが、(I)/(II)=90〜30/10〜70モル%である共重合ポリエステル樹脂が挙げられる。ここで、この共重合ポリエステル樹脂に含まれる、エチレングリコールと、1,4−シクロヘキサンジメタノールと、の成分量を調整する理由は、共重合ポリエステル樹脂において、エチレングリコール成分の置換量が10モル%未満で得られる樹脂では十分な非晶性にならず、熱融着後の冷却工程で再結晶化が進み、熱融着性が劣るからである。また、70モル%を超えて得られる樹脂では十分な非晶性にならず、熱融着後の冷却工程で再結晶化が進み、熱融着性が劣るからである。したがって、本実施形態のように、エチレングリコールと、1,4−シクロヘキサンジメタノールと、の成分量を調整して得られる樹脂は、十分な非晶性になり、熱融着性の点で優れているため、好ましい樹脂といえる。
【0127】
なお、この共重合ポリエステル樹脂としては、たとえば、ポリエチレンテレフタレートにおけるエチレングリコール成分の約30モル%を1,4−シクロヘキサンジメタノールで置換した実質的に非結晶性の芳香族ポリエステル系樹脂(略称「PETG」、(商品名「イースター コポリエステル」、イーストマンケミカル社製))が商業的に入手可能なものとして挙げられる。
【0128】
このスキン層は、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む透明熱可塑性樹脂組成物からなるものであるが、非晶性ポリエステル樹脂以外に、スキン層の特性である透明性、このスキン層とコア層からなる透明オーバーシートの諸強度などを阻害しない範囲で非晶性ポリエステル樹脂以外の合成樹脂、改質剤、その他の添加剤などを含んでいてもよい。
【0129】
[2−2−1−2]多層シート1におけるコア層:
多層シート1におけるコア層は、前述のように、透明オーバーシートを3層シートからなる構成として、最外層にスキン層を形成する場合には、その3層シートの中心に配される、いわゆる核層として構成される。すなわち、3層シートから構成する場合には、コア層は、最外側に配された2つのスキン層に挟み込まれるように、3層シートの中核層として形成されている。
【0130】
この多層シート1におけるコア層は、ポリカーボネート樹脂、およびレーザー光エネルギー吸収剤からなる透明ポリカーボネート樹脂組成物から形成される。ここで使用されるポリカーボネート樹脂は、その製造方法、重合度などに特に制限はないが、メルトボリュームレイト(メルトフロー特性)が4〜20のものを好適に使用することができる。メルトボリュームレイトが4未満では、シートのタフネス性(強靭性)が向上するという点では意味はあるものの、成形性が劣ることから、実際の使用に難があるため好ましくない。一方、メルトボリュームレイトが20を超えると、シートのタフネス性に劣るようになることから好ましくない。このように透明レーザーマーキングシートをポリカーボネート樹脂からなる透明樹脂層で形成することによって、レーザー光エネルギーの照射によるマーキング部の発泡による、いわゆる「フクレ」や「ボイド」を抑制でき、さらにレーザー光エネルギーの照射によるマーキング部分の耐磨耗性を向上することができる。
【0131】
なお、このコア層には、ポリカーボネート樹脂の透明性を阻害しない樹脂、フィラー等であれば特に制限なく配合、添加できる。とりわけ、耐傷性を向上させ、または耐熱性を向上させる目的で、汎用ポリカーボネート樹脂と特殊ポリカーボネート樹脂とのポリマーブレンドが好ましく、またはポリカーボネート樹脂とポリアリレート樹脂とのポリマーブレンド等が好ましい。
【0132】
上記特殊ポリカーボネート樹脂としては、たとえば主鎖がポリカーボネート樹脂からなり、側鎖にポリスチレン骨格または変性アクリロニトリル−スチレン共重合骨格を有するグラフト共重合体を挙げることができる。
【0133】
なお、多層シート1のコア層に、レーザー光エネルギー吸収剤を含むことが好ましいが、この点については後述する。
【0134】
[2−2−2]多層シート2の具体的構成:
多層シート2は、スキン層とコア層を有し、両最外層である前記スキン層が、ポリカーボネート樹脂からなり、且つ、前記コア層が、熱可塑性ポリカーボネート樹脂及びレーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる前記透明オーバーシートとして構成される。
【0135】
[2−2−2−1]多層シート2におけるスキン層:
多層シート2は、多層シート1と同様に、「3層構造」としての多層構造から構成される場合には、そのスキン層は、多層シート(3層シート)の外側に配される両最外層として構成される。すなわち、このスキン層は、後述する多層シートにおけるコア層の両端面側(外側)から、挟み込むように配される、多層シート(3層シート)の表層(両最外層)としての役割を担っている。
【0136】
また、多層シート2におけるスキン層は、ポリカーボネート樹脂(PC)、特に透明なポリカーボネート樹脂を主成分とする透明樹脂層から形成されることが好ましい。ただし、使用されるポリカーボネート樹脂は、製造方法、分子量などに特に制限はないが、メルトボリュームレイトが4〜20のものを好適に使用できる。メルトボリュームレイトが4未満では、シートのタフネス性が向上するという点では意味はあるものの、成形加工性が劣ることから、実際の使用に難があるため好ましくない。また、メルトボリュームレイトが20を超えると、シートのタフネス性に劣ることから、好ましくない。このようにスキン層を、ポリカーボネート樹脂(PC)を主成分とする透明樹脂層から形成することによって、レーザー光照射によるコア層マーキング部の発泡による、いわゆる「フクレ」や「ボイド」を抑制でき、レーザー光エネルギー照射によるマーキング部分の耐磨耗性を向上させることができる。
【0137】
また、多層シート2の場合には、スキン層は高い透明性を有していることが重要であり、ポリカーボネート樹脂の透明性を阻害しない樹脂、フィラー等であれば特に制限なく配合、添加できる。とりわけ、スキン層の耐傷性を向上させ、または耐熱性を向上させる目的から、汎用ポリカーボネート樹脂と特殊ポリカーボネート樹脂とのポリマーブレンドが好ましく、またはポリカーボネート樹脂とポリアリレート樹脂とのポリマーブレンド等が好ましい。
【0138】
上記特殊ポリカーボネート樹脂としては、たとえば主鎖がポリカーボネート樹脂からなり、側鎖にポリスチレン骨格または変性アクリロニトリル−スチレン共重合骨格を有するグラフト共重合体を挙げることができる。
【0139】
[2−2−2−2]多層シート2におけるコア層:
多層シート2におけるコア層は、最外層にスキン層を形成する場合には、その3層シートの中心に配される、いわゆる核層として構成される。すなわち、3層シートから構成する場合には、コア層は、最外側に配された2つのスキン層に挟み込まれるように、3層シートの中核層として形成されている。
【0140】
また、この多層シート2のコア層は、前記した多層シート1と同様に、ポリカーボネート樹脂、およびレーザー光エネルギー吸収剤からなる透明ポリカーボネート樹脂組成物から形成される。そのため、多層シート1におけるコア層の説明を参照されたい。
【0141】
さらに、ポリカーボネート樹脂の透明性を阻害しない樹脂、フィラー等であれば特に制限なく使用できる。とりわけ、耐傷性を向上させ、または耐熱性を向上させる目的で、汎用ポリカーボネート樹脂と特殊ポリカーボネート樹脂とのポリマーブレンドが好ましく、またはポリカーボネート樹脂とポリアリレート樹脂とのポリマーブレンド等が好ましい。
【0142】
上記特殊ポリカーボネート樹脂としては、たとえば主鎖がポリカーボネート樹脂からなり、側鎖にポリスチレン骨格、または変性アクリロニトリル−スチレン共重合骨格を有するグラフト共重合体を挙げることができる。
【0143】
このコア層は、レーザー光エネルギー吸収剤を含むことが必須とされるが、このレーザー光エネルギー吸収剤については、後述する。
【0144】
(透明オーバーシートの厚さ)
また、透明オーバーシートの全厚さ(総厚さ)は、単層シート或いは、3層シート(透明レーザーマーキング多層シート1、透明レーザーマーキング多層シート2)のいずれでも、50〜200μmであることが好ましい。透明オーバーシートの全厚さが、50μm未満であると、レーザーマーキング性が不十分となり好ましくない。また、多層シート1の場合には、多層シート積層工程における加熱融着時に金型に多層シートが貼りつくという、いわゆる金型スティックの問題が発生しやすくなる。このような支障を取り除くためには、加熱融着温度や、加熱融着時のプレス圧力、加熱融着時間等を制御する必要がある。しかし、この制御は煩雑となり、成形工程に支障をきたしやすいため、好ましくない。また、透明オーバーシートの全厚さが200μmを超えると、たとえば、その200μmを超えた透明オーバーシートと後述するコアシートを使用して、電子パスポート用レーザーマーキング積層体を積層成形した場合には、一般的な電子パスポートの全最大厚さを超えるため、実用性に乏しいとの問題が生じる。また、前記した織物状シートの厚みも複合シートの総厚みが規定されている中で、あまりに薄いと織物状シートの複合効果(別の表現ではインサートとも言える)は少なく、あまりに厚いと、複合シートの総厚みが厚くなり、電子パスポート用レーザーマーキング積層体の総厚み規定を外れる。前述したように、たとえば電子パスポートのタイプには、「e−Card」タイプと、「e−Cover」タイプがある。「e−Card」タイプのデータページは、IC−CHIPとアンテナを配していることから総厚みはICカードと同様に800μm前後である。また、「e−Cover」タイプのデータページは、IC−CHIPとアンテナがないことから400〜600μm程度が主流である。
【0145】
ここで、「e−Cover」タイプのデータページを例にとると、基本構成として、透明オーバーシート/コアシート/ヒンジシート/コアシート/透明オーバーシートとすると、総厚みを500μm前後とするには、たとえば、オーバーシートの厚みを約80μm、コアシートの厚みを約120μm、透明オーバーシートの厚みを約120μm、程度にしなければならない。総厚みを600μm前後とした場合には、透明オーバーシートの厚みを約120μmとしてもよいことになる。更に、「e−Card」タイプのデータページを例にとると、基本構成として、透明オーバーシート/コアシート/インレット(または、「インレイ」と称する)/ヒンジシート/コアシート/透明オーバーシートとすると、総厚みを800μm前後とするには、たとえば、インレットの厚みを約400μmとすると、オーバーシートの厚みを約60μm、コアシートの厚みを約100μm、ヒンジシートの厚みを約120μm、程度にしなければならない。
【0146】
また、透明オーバーシートがスキン層とコア層からなる多層シート(いわゆる3層シート)の場合であって、多層シート1の場合には、全厚さ(総厚さ)は、50〜200μmであるとともに、当該多層シート1の全シート厚さに対して占める前記コア層の厚さの割合が、30〜85%であることが好ましい。スキン層の厚さがあまりにも薄いと、金型スティックの発生及び熱融着性の低下が生じてしまい、他方、スキン層の厚さがあまりにも厚すぎると、後述するコア層の厚さが、必然的に薄くなってしまい、レーザーマーキング性が劣ったり、多層シート積層後にそりが発生したりするなどの問題が生じて望ましくないからである。
【0147】
さらに、透明オーバーシートが、スキン層とコア層からなる多層シート(いわゆる3層シート)の場合であって、多層シート2の場合には、多層シート2の全厚さ(総厚さ)は、50〜200μmであるともに、当該多層シートの全シート厚さに対して占める前記コア層の厚さの割合が30〜85%であることが好ましい。コア層の厚みが30%未満では、レーザーマーキング性が劣り好ましくない。また、85%を超えると、スキン層が薄くなりすぎ、高パワーでレーザー光エネルギーを照射した場合に、コア層に配合したレーザー光エネルギー吸収剤がレーザー光エネルギーを吸収して熱に変換することにより、高熱が発生し、レーザー光エネルギーの照射部における、いわゆる「フクレ発生」や「ボイド発生」を抑制する効果に乏しくなり好ましくない。また、仮に、レーザー光エネルギーを調整して、好ましいレーザー発色を得たとしても、スキン層の厚みが前述の所望範囲内であるものと比較して、レーザーマーキング部の耐磨耗性が十分でなく好ましくない。
【0148】
より好ましいのは、3層から構成される多層シート1、2において、全シート中に占めるコア層の厚さの割合が、40〜85%であることである。所謂3層から構成される透明オーバーシートの場合のコア層厚み比率は、レーザー発色性(コントラスト性)の主要因子となる。すなわち、PC/PC(レーザーマーク対応)/PCの3層構造でも、PETG/PC(レーザーマーク対応)/PETGの3層構造でも、コア層の厚みがレーザーマーキング性の主因子であり、レーザーマーキング適正を考慮した場合、コア層が厚い方が好ましい。また、スキン層の厚みは、インレイ層との加熱融着性に寄与するため、薄い方が好ましい。従って、3層から構成される透明オーバーシートのコア層の厚み比率の規定は、40〜85%がより好ましい。この点、85%以上となる3層から構成される透明オーバーシートでは、余りにもスキン層が薄くなるために、2種3層共押出成形において、スキン層の厚み制御が困難となり、安定的に成形するのは困難となる。
【0149】
(透明オーバーシートの全光線透過率)
また、前記オーバーシートは、全光線透過率が70%以上であることが好ましく、より好ましいのは85%以上である。たとえば、本実施形態の電子パスポート用レーザーマーキング積層体を、電子パスポートに使用する場合には、この用途では印刷を施すことが一般的である。そのため、透明オーバーシートの下部に、たとえば、文字、図形等の印刷を施した白色シート(以下、文字、図形等の印刷を施した白色シートの印刷を、適宜「印刷部」という)を積層するなどして、最外層である透明オーバーシートの非印刷部にレーザー光エネルギーを照射し、黒色発色させて、画像や文字をマーキングさせ、印刷部でのデザイン性とレーザーマーキングによる偽造防止を組み合わせて使用することが多い。このように組み合わせて製造し使用することで、その下地層が白い故に、印刷部の鮮明性及びレーザーマーキング部の黒/白コントラストにより鮮明な画像を得ることができる。すなわち、白色シート等を積層する場合には、この最外層の透明性を前述の所望範囲の全光線透過率にすることにより、これらの効果を最大限に発揮させられる(黒/白コントラストの鮮明性を際立たせることができる)。換言すれば、この最外層の透明性は印刷部の鮮明性及びレーザーマーキング部の黒/白コントラストの鮮明性を確保する上で重要であり、全光線透過率が70%未満では黒/白コントラストが不十分となり、十分なマーキング性が確保できない問題が生じることと、印刷は下地白色シート上に施すために、この印刷の視認性に問題を生じるため好ましくない。
【0150】
ここで、「全光線透過率」とは、膜等に入射した光のうち、透過する光の割合を示す指標であり、入射した光がすべて透過する場合の全光線透過率は100%である。なお、本明細書中の、「全光線透過率」は、JIS−K7105(光線透過率及び全光線反射率)に準拠して測定した値を示したものであり、この全光線透過率の測定は、たとえば、日本電色工業製のヘイズメーター(商品名:「NDH 2000」)、分光光度計(商品名「EYE7000」マクベス社製)等を用いて測定できる。
【0151】
[2−3]レーザー光エネルギー吸収剤:
また、透明レーザーマーキングシートが単層構造である単層シートとして構成される場合には、透明レーザーマーキングシートには、或いは透明レーザーマーキングシートが少なくとも3層シートである多層シート1,2として構成される場合には、そのコア層には、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収剤が0.0005〜1質量部含まれることが好ましい。このように構成することにより、レーザーマークした際のレーザー発色性に優れ、生地色と印字部とのコントラストが高くなり、鮮明な文字、記号、画像が得られるので好ましい。
【0152】
また、レーザー光エネルギー吸収剤としては、カーボンブラック、チタンブラック、金属酸化物、金属硫化物、金属窒化物、金属シュウ酸化物、及び金属炭酸化物からなる群から選ばれた少なくとも1種が挙げられる。より好ましいのは、レーザー光エネルギー吸収剤が、単層シートに、または多層シート1,2のコア層に、カーボンブラック、チタンブラック、及び金属酸化物からなる群から選ばれた少なくとも1種または2種以上を含有しているものである。
【0153】
ここで、多層シート2に添加するカーボンブラック、チタンブラック、金属酸化物、金属硫化物、金属窒化物、金属シュウ酸化物、及び金属炭酸化物の平均粒子径は、150nm未満であることが好ましい。より好ましいのは、多層シート2に添加するカーボンブラック、チタンブラック、金属酸化物、金属硫化物、金属窒化物、金属シュウ酸化物、及び金属炭酸化物の平均粒子径が100nm未満である。さらに、それらの平均粒径が10〜90nmで、ジブチルフタレート(DBT)吸油量60〜170ml/100grのカーボンブラックまたは該カーボンブラックと、平均粒子径が、150nm未満のチタンブラックまたは金属酸化物の併用が好ましい。カーボンブラック、チタンブラック、金属酸化物、金属硫化物、金属窒化物、金属シュウ酸化物、及び金属炭酸化物の平均粒径が150nmを超えると、シートの透明性が低下したり、シート表面に大きな凹凸が発生したりすることがあり好ましくない。さらに、カーボンブラックの平均粒径が10nm未満では、レーザー発色性が低下するとともに、微細すぎて取扱いに難があり、好ましくない。また、DBT吸油量が60ml/100gr未満では、分散性が悪く、170ml/100grを超えると隠蔽性に劣るため好ましくない。
【0154】
また、多層シート1に添加する、チタンブラック、金属酸化物、金属硫化物、金属窒化物、金属シュウ酸化物、及び金属炭酸化物の平均粒子径は、前述した多層シート2と同様であるが、多層シート1に添加する、カーボンブラックの平均粒径は、10〜90nmで、ジブチルフタレート(DBT)吸油量60〜170ml/100grのカーボンブラックが好ましい。カーボンブラックの平均粒径が10nm未満では、レーザー発色性が低下するとともに、微細すぎ取扱に難があり、90nmを超えるとシートの透明性が低下したり、シート表面に大きな凹凸が発生したりすることがあり好ましくない。また、DBT吸油量が60ml/100gr未満では分散性が悪く、170ml/100grを超えると隠蔽性に劣るため好ましくない。
【0155】
また、多層シート1,2に添加する金属酸化物としては、酸化物を形成する金属として、亜鉛、マグネシウム、アルミニウム、鉄、チタン、珪素、アンチモン、錫、銅、マンガン、コバルト、バナジウム、ビスマス、ニオブ、モリブデン、ルテニウム、タングステン、パラジウム、銀、白金などが挙げられる。更に、複合金属酸化物としてITO、ATO、AZO等が挙げられる。
【0156】
また、多層シート1,2に添加する金属硫化物としては、硫化亜鉛、硫化カドミニウムなどが挙げられる。さらに、金属窒化物としては窒化チタンなどが挙げられ、金属シュウ酸化物としては、シュウ酸マグネシウム、シュウ酸銅など、さらに金属炭酸化物としては、塩基性炭酸銅を挙げることができる。
【0157】
このように、多層シート1,2に添加するエネルギー吸収剤としては、カーボンブラック、金属酸化物、及び複合金属酸化物が好適に用いられ、各々単独または併用して用いられる。
【0158】
さらに、多層シート2へのエネルギー吸収剤には、カーボンブラックが0.0005〜1質量部添加(配合)されることが好ましく、より好ましくは0.0008〜0.1質量部である。また、カーボンブラックと平均粒子径150nm未満の金属酸化物、金属硫化物、金属窒化物、金属シュウ酸化物、及び金属炭酸化物から選ばれた少なくとも1種とを併用する場合には、その混合物の配合量が0.0005〜1質量部配合されることが更に好ましく、最も好ましいのは0.0008〜0.5質量部である。
【0159】
ここで、多層シート2へのレーザー光エネルギー吸収剤の添加量(配合量)を所望量に調整するのは、透明オーバーシートは透明であることが好ましいからである。すなわち、電子パスポート用レーザーマーキング多層シートや、電子パスポートに使用する場合、印刷を施したコアシート(適宜、白色シートということもある。)上に、透明オーバーシートを積層するなどして使用される。さらに、印刷部を施していない部分のオーバーシートに、レーザー光エネルギーを照射し、黒色発色させて、画像や文字をマーキングされる。このようにして、印刷部でのデザイン性とレーザーマーキングによる偽造防止効果を組み合わせて使用することが多い。そして、このように組み合わせて製造し使用することで、その下地層が白い故に、印刷部の鮮明性、及びレーザーマーキング部の黒/白コントラストにより鮮明な画像を得ることができる。換言すれば、前述のインレイシート上に積層される透明オーバーシートの透明性が劣ると、印刷された画像、文字等が不鮮明となる。また、レーザーマーキング部の黒/白コントラストが劣ること等から実用上問題となる。そのため、平均粒子径の小さいカーボンブラックが好ましく用いられ、また、カーボンブラックと他の金属酸化物、金属硫化物、金属炭酸塩及び金属ケイ酸塩から選ばれた少なくとも1種との混合物を、レーザー光エネルギー吸収剤として用いる場合も、これら金属酸化物、金属硫化物の平均粒子径が少なくとも150nm未満、好ましくは100nm未満とするのである。
【0160】
したがって、多層シート2に添加する、前述のレーザー光エネルギー吸収剤の平均粒子径が150nmを超えると、透明オーバーシートの透明性が低下して好ましくない。また、これらレーザー光エネルギー吸収剤の配合量も1質量部を超えると、透明オーバーシートの透明性が低下する。さらに、吸収エネルギー量が多過ぎてしまい、樹脂を劣化させてしまう。その結果、十分なコントラストが得られない。他方、レーザー光エネルギー吸収剤の添加量が0.0005質量部未満では、十分なコントラストが得られず好ましくない。更に、レーザー光エネルギー吸収剤の添加量が1質量部を超えると、透明オーバーシートの透明性が低下して好ましくないだけでなく、異常な発熱を生じることになる。その結果、樹脂の分解・発泡が発生し、所望のレーザーマーキングができない。
【0161】
さらに、透明オーバーシートとしての、多層シート1へのレーザー光エネルギー吸収剤には、カーボンブラックが0.0001〜3質量部添加(配合)されることが好ましく、より好ましくは0.0001〜1質量部である。また、カーボンブラックと平均粒子径150nm未満の金属酸化物、金属硫化物、金属炭酸塩及び金属ケイ酸塩から選ばれた少なくとも1種とを併用する場合には、その混合物の配合量が0.0001〜6質量部配合され、より好ましくは0.0001〜3質量部配合されることである。このように、エネルギー吸収剤の添加量(配合量)を調整するのは次の理由のためである。すなわち、透明オーバーシートは透明であることが好ましく、透明オーバーシートの下層である着色コアシートに印刷を施す場合が多い。その場合に透明オーバーシートの透明性が劣ると印刷された画像、文字などが不鮮明となり実用上問題となる。そのために平均粒子径の小さいカーボンブラックが好ましく用いられ、また、カーボンブラックと他の金属酸化物、金属硫化物、金属炭酸塩及び金属ケイ酸塩から選ばれた少なくとも1種との混合物をレーザー光エネルギー吸収剤として用いる場合も、これら金属酸化物、金属硫化物、金属炭酸塩及び金属ケイ酸塩の平均粒子径が少なくとも150nm未満、好ましくは100nm未満、更に好ましくは50nm未満とするのである。
【0162】
したがって、多層シート1に添加する、レーザー光エネルギー吸収剤の平均粒子径が150nmを超えると、透明オーバーシートの透明性が低下して好ましくない。また、レーザー光エネルギー吸収剤の配合量も6質量部を超えると透明オーバーシートの透明性が低下するとともに、吸収エネルギー量が多すぎ樹脂を劣化させてしまい十分なコントラストが得られない。他方、レーザー光エネルギー吸収剤の添加量が0.0001質量部未満では十分なコントラストが得られず好ましくない。
【0163】
[2−4]滑材、酸化防止剤、及び着色防止剤:
また、本実施形態では、単層シート、または多層シート1,2に滑剤を含有させることが好ましく、いわゆる3層シートからなる多層シート1,2として構成される場合には、スキン層に滑剤を含有させることが好ましい。滑剤を含有させることにより、加熱プレス時にプレス板に融着を防ぐことができるからである。
【0164】
さらに、本実施形態では、単層シート、または多層シート1,2として構成される透明オーバーシートに必要に応じて、酸化防止剤及び着色防止剤から選ばれる少なくとも1種、及び紫外線吸収剤及び光安定剤から選ばれる少なくとも1種を含有させることも好ましい。透明オーバーシートが、いわゆる3層シートからなる多層シート1,2として構成される場合には、スキン層及びコア層の少なくとも1層に、必要に応じて、酸化防止剤及び着色防止剤から選ばれる少なくとも1種、及び紫外線吸収剤及び光安定剤から選ばれる少なくとも1種を含有させることも好ましい。酸化防止剤及び着色防止剤から選ばれる少なくとも1種の添加(配合)は、成形加工時における、分子量低下による物性低下及び色相安定化に有効に作用する。この酸化防止剤及び着色防止剤から選ばれる少なくとも1種としては、フェノール系酸化防止剤や亜燐酸エステル系着色防止剤が使用される。また、紫外線吸収剤及び光安定剤から選ばれる少なくとも1種の添加(配合)は透明オーバーシートの保管時、及び最終製品である電子パスポートの実際の使用時における耐光劣化性の抑制に有効に作用する。
【0165】
フェノール系酸化防止剤の例としては、たとえば、α−トコフェロール、ブチルヒドロキシトルエン、シナピルアルコール、ビタミンE、n−オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、3−5−ジ−t−ブチル−4−ヒドロキシトルエン;ペンタエリスリチル−テトラキス〔3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート〕、トリエチレングリコール−ビス〔3−(3−t−ブチル−5−メチル−4−ヒドロキシフェニル)プロピオネート〕、1,6−ヘキサンジオール−ビス〔3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート〕、2−tert−ブチル−6−(3’−tert−ブチル−5’−メチル−2’−ヒドロキシベンジル)−4−メチルフェニルアクリレート、2,6−ジ−tert−ブチル−4−(N,N−ジメチルアミノメチル)フェノール、3,5−ジ−tert−ブチル−4−ヒドロキシベンジルホスホネートジエチルエステル、2,2’−メチレンビス(4−メチル−6−tert−ブチルフェノール)、2,2’−メチレンビス(4−エチル−6−tert−ブチルフェノール)、4,4’−メチレンビス(2,6−ジ−tert−ブチルフェノール)、2,2’−メチレンビス(4−メチル−6−シクロヘキシルフェノール)、2,2’−ジメチレン−ビス(6−α−メチル−ベンジル−p−クレゾール)、2,2’−エチリデン−ビス(4,6−ジ−tert−ブチルフェノール)、2,2’−ブチリデン−ビス(4−メチル−6−tert−ブチルフェノール)、4,4’−ブチリデンビス(3−メチル−6−tert−ブチルフェノール)、トリエチレングリコール−N−ビス−3−(3−tert−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオネート、1,6−へキサンジオールビス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、ビス[2−tert−ブチル−4−メチル6−(3−tert−ブチル−5−メチル−2−ヒドロキシベンジル)フェニル]テレフタレート、3,9−ビス{2−[3−(3−tert−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ]−1,1,−ジメチルエチル}−2,4,8,10−テトラオキサスピロ[5,5]ウンデカン、4,4’−チオビス(6−tert−ブチル−m−クレゾール)、4,4’−チオビス(3−メチル−6−tert−ブチルフェノール)、2,2’−チオビス(4−メチル−6−tert−ブチルフェノール)、ビス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)スルフィド、4,4’−ジ−チオビス(2,6−ジ−tert−ブチルフェノール)、4,4’−トリ−チオビス(2,6−ジ−tert−ブチルフェノール)、2,2−チオジエチレンビス−[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、2,4−ビス(n−オクチルチオ)−6−(4−ヒドロキシ−3’,5’−ジ−tert−ブチルアニリノ)−1,3,5−トリアジン、N,N’−ヘキサメチレンビス−(3,5−ジ−tert−ブチル−4−ヒドロキシヒドロシンナミド)、N,N’−ビス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオニル]ヒドラジン、1,1,3−トリス(2−メチル−4−ヒドロキシ−5−tert−ブチルフェニル)ブタン、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)ベンゼン、トリス(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)イソシアヌレート、トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)イソシアヌレート、1,3,5−トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)イソシアヌレート、1,3,5−トリス(4−tert−ブチル−3−ヒドロキシ−2,6−ジメチルベンジル)イソシアヌレート、1,3,5−トリス2[3(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオニルオキシ]エチルイソシアヌレート、およびテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオニルオキシメチル]メタンなどが挙げられる。
【0166】
なお、これらの例示の中でも、とりわけ、n−オクタデシル−3−(3,5−ジ−tert−ブチル−ヒドロキシフェニル)プロピオネート、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)ベンゼン、1,3,5−トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)イソシアヌレート、テトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオニルオキシメチル]メタンが好適であり、特にn−オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネートが好適である。上記ヒンダードフェノール系酸化防止剤は、単独でまたは2種以上を組合せて使用することができる。
【0167】
亜燐酸エステル系着色防止剤としては、たとえば、トリフェニルホスファイト、トリス(ノニルフェニル)ホスファイト、トリデシルホスファイト、トリオクチルホスファイト、トリオクタデシルホスファイト、ジデシルモノフェニルホスファイト、ジオクチルモノフェニルホスファイト、ジイソプロピルモノフェニルホスファイト、モノブチルジフェニルホスファイト、モノデシルジフェニルホスファイト、モノオクチルジフェニルホスファイト、2,2−メチレンビス(4,6−ジ−tert−ブチルフェニル)オクチルホスファイト、トリス(ジエチルフェニル)ホスファイト、トリス(ジ−iso−プロピルフェニル)ホスファイト、トリス(ジ−n−ブチルフェニル)ホスファイト、トリス(2,4−ジ−tert−ブチルフェニル)ホスファイト、トリス(2,6−ジ−tert−ブチルフェニル)ホスファイト、ジステアリルペンタエリスリトールジホスファイト、ビス(2,4−ジ−tert−ブチルフェニル)ペンタエリスリトールジホスファイト、ビス(2,6−ジ−tert−ブチル−4−メチルフェニル)ペンタエリスリトールジホスファイト、ビス(2,6−ジ−tert−ブチル−4−エチルフェニル)ペンタエリスリトールジホスファイト、フェニルビスフェノールAペンタエリスリトールジホスファイト、ビス(ノニルフェニル)ペンタエリスリトールジホスファイト、ジシクロヘキシルペンタエリスリトールジホスファイトなどが挙げられる。
【0168】
さらに、他のホスファイト化合物としては二価フェノール類と反応し環状構造を有するものも使用できる。たとえば、2,2’−メチレンビス(4,6−ジ−tert−ブチルフェニル)(2,4−ジ−tert−ブチルフェニル)ホスファイト、2,2’−メチレンビス(4,6−ジ−tert−ブチルフェニル)(2−tert−ブチル−4−メチルフェニル)ホスファイト、2,2’−メチレンビス(4−メチル−6−tert−ブチルフェニル)(2−tert−ブチル−4−メチルフェニル)ホスファイト、2,2’−エチリデンビス(4−メチル−6−tert−ブチルフェニル)(2−tert−ブチル−4−メチルフェニル)ホスファイトなどを挙げることができる。
【0169】
上記の中でもトリス(2,4−ジ−tert−ブチルフェニル)ホスファイトが特に好ましい。亜燐酸エステル系着色防止剤は、1種もしくは2種以上を混合して用いてもよい。また、フェノール系酸化防止剤と併用してもよい。
【0170】
紫外線吸収剤としては、たとえば、2−(2’−ヒドロキシ−5’−メチルフェニル)ベンゾトリアゾール、2−(2’−ヒドロキシ−3’,5’−ジ−tert−アミルフェニル)ベンゾトリアゾール、2−(2’−ヒドロキシ−3’,5’−ビス(α,α’−ジメチルベンジル)フェニルベンゾトリアゾール、2,2’メチレンビス[4−(1,1,3,3−テトラメチルブチル)−6−(2H−ベンゾトリアゾール−2−イル)フェノール]、メチル−3−[3−tert−ブチル−5−(2H−ベンゾトリアゾール−2−イル)−4−ヒドロキシフェニルプロピオネート−ポリエチレングリコールとの縮合物に代表されるベンゾトリアゾール系化合物を挙げることができる。
【0171】
更に、紫外線吸収剤としては、たとえば、2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−ヘキシルオキシフェノール、2−(4,6−ビス(2,4−ジメチルフェニル)−1,3,5−トリアジン−2−イル)−5−ヘキシルオキシフェノールなどのヒドロキシフェニルトリアジン系化合物を挙げることができる。
【0172】
さらに、紫外線吸収剤としては、たとえば、2,2’−p−フェニレンビス(3,1−ベンゾオキサジン−4−オン)、2,2’−m−フェニレンビス(3,1−ベンゾオキサジン−4−オン)、および2,2’−p,p’−ジフェニレンビス(3,1−ベンゾオキサジン−4−オン)などの環状イミノエステル系化合物を挙げることができる。
【0173】
また、光安定剤としては、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート、テトラキス(2,2,6,6−テトラメチル−4−ピペリジル)−1,2,3,4−ブタンテトラカルボキシレート、テトラキス(1,2,2,6,6−ペンタメチル−4−ピペリジル)−1,2,3,4−ブタンテトラカルボキシレート、ポリ{[6−(1,1,3,3−テトラメチルブチル)アミノ−1,3,5−トリアジン−2,4−ジイル][(2,2,6,6−テトラメチルピペリジル)イミノ]ヘキサメチレン[(2,2,6,6−テトラメチルピペリジル)イミノ]}、ポリメチルプロピル3−オキシ−[4−(2,2,6,6−テトラメチル)ピペリジニル]シロキサンなどに代表されるヒンダードアミン系のものも含むことができ、かかる光安定剤は前記紫外線吸収剤や場合によっては各種酸化防止剤との併用において、耐候性などの点においてより良好な性能を発揮する。
【0174】
滑材としては、脂肪酸エステル、脂肪酸アミド、脂肪酸金属塩が挙げられ、それらから選ばれる少なくとも1種の滑剤が添加されることが好ましい。
【0175】
脂肪酸エステル系滑剤としては、ブチルステアレート、セチルパルミレート、ステアリン酸モノグリセライド、ステアリン酸ジグリセライド、ステアリン酸トリグリセライド、モンタンワックス酸のエステル、ロウエステル、ジカルボン酸エステル、複合エステル等が挙げられ、脂肪酸アマイド系滑剤としては、ステアリン酸アマイド、エチレンビスステアリルアマイド等が挙げられる。また、脂肪酸金属塩系滑剤としては、ステアリン酸カルシウム、ステアリン酸マグネシウム、ステアリン酸亜鉛、ステアリン酸アルミウム、ステアリン酸バリウム等が挙げられる。
【0176】
さらに、透明オーバーシートとしての、単層シートが、透明熱可塑性樹脂100質量部に対して、滑剤0.01〜3質量部を含有するとともに、酸化防止剤及び着色防止剤から選ばれる少なくとも1種を0.1〜5質量部、及び紫外線吸収剤及び光安定剤から選ばれる少なくとも1種を0.1〜5質量部含有する透明オーバーシート、または、透明オーバーシートの、多層シート2における前記スキン層が、透明熱可塑性樹脂100質量部に対して、滑剤0.01〜3質量部を含有するとともに、レーザー光エネルギー吸収剤を0.0005〜1質量部、酸化防止剤及び着色防止剤から選ばれる少なくとも1種を0.1〜5質量部、及び紫外線吸収剤及び光安定剤から選ばれる少なくとも1種を0.1〜5質量部含有する透明オーバーシートとして構成されていることが好ましい。
【0177】
ここで、滑剤の添加量としては、単層シート、多層シート1,2とともに0.01〜3質量部添加されることが好ましく、より好ましくは0.05〜1.5質量部である。0.01質量部未満では加熱プレス時にプレス板に融着してしまい、3質量部を超えると電子パスポートやカードの多層積層加熱プレス時に層間熱融着性に問題が生じるため好ましくない。さらに、酸化防止剤及び着色防止剤から選ばれる少なくとも1種が0.1質量部未満では、溶融し押出させて成形する工程でのポリカーボネート樹脂の熱酸化反応及びそれに起因する熱変色といった不具合が生じやすく、5質量部を超えると、これら添加剤のブリードといった不具合が生じやすいため好ましくない。さらに、紫外線吸収剤及び光安定剤から選ばれる少なくとも1種が、0.1質量部未満では、その効果に乏しく耐光劣化、それに伴う変色といった不具合が生じやすく、5質量部を超えると、これら添加剤のブリードといった不具合が生じやすいため好ましくない。
【0178】
[3]コアシートの構成:
つぎに、電子パスポート用レーザーマーキング多層シートにおける透明オーバーシートと複合ヒンジシートの間に配置されるコアシートについて説明する。
【0179】
本発明のコアシートは、ポリカーボネート樹脂、及び着色剤を含むポリカーボネート樹脂組成物からなる着色コア単層シートとして構成され、または、コアシートが、スキン層とコア層を有し、両最外層にスキン層が形成され、このスキン層の間にコア層を有する3層構造のシートとして構成され、スキン層が、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む熱可塑性樹脂組成物からなるとともに、前記コアシートのコア層が、ポリカーボネート樹脂を含む透明熱可塑性樹脂からなり、前記コアシートのスキン層、およびコア層の少なくとも一層には、着色剤を含んでなる着色コアシートとして構成されるものである。このコアシートは、たとえば溶融押出成形により積層形成される。なお、本実施形態に係る3層シートは、「少なくとも3層」であって、3層構造のシートに限られたものではない。すなわち、本実施形態におけるコアシートにおいて、「3層シート」と言うのは、説明の便宜を図るものであり、「3層シート」とは「少なくとも3層以上の層からなるシート」を意味するものであって、「3層」から成るシートに限定する趣旨ではない。換言すれば、3層以上の構成からなれば、5層から構成されても、7層から構成されても、或いは、それ以上の奇数層から形成されていても、本実施形態のコアシートに含まれる。
【0180】
ただし、上述した多層構造から本実施形態のコアシートが構成される場合にも、後述するスキン層は、多層構造から構成されるシートの最も外側の位置に配されるとともに、そのシートの両面に配される。さらに、両スキン層(の間)に、コア層が挟まれるように配されることが必要となる。なお、スキン層の厚さは、特に限定されるものではないが、より好ましいのは、後述の所定範囲の厚さに形成されることである。
【0181】
他方、コアシートが上述の「それ以上の奇数層」から構成される場合であっても、あまりに多層構造からなる場合には、配されるスキン層とコア層との一層あたりの層厚が薄くなり過ぎてしまい、透明オーバーシートとの加熱融着性が劣る問題が発生する。したがって、好ましいのは5層から、より好ましいのは3層から構成されるものである。
【0182】
ここで、コアシートが前述のように奇数層から構成されるのは、偶数層からなる多層シートは、必ず奇数層からなるコアシートと同じ構成となるからである。たとえば、4層からなるコアシートでは、スキン層(PETG)/コア層(PC)/コア層(PC)/スキン層(PETG)、といった層の配置となり、結局のところ、奇数層から構成されるコアシートと同様の構成となるからである。
【0183】
また、たとえば、3層から構成されるコアシートを例にすると、スキン層(PETG)/コア層(PC)/スキン層(PETG)、といった層の配列がなされるように、一方と他方の両最外側に2つのスキン層が配され、その2つのスキン層に挟まれるように、コア層が1層配されて多層シートが形成されることになる。また、5層から構成されるコアシートを例にすると、スキン層(PETG)/コア層(PC)/スキン層(PETG)/コア層(PC)/スキン層(PETG)、といった層の配列がなされるように、一方と他方の両最外側に2つのスキン層が配され、且つ、交互にスキン層とコア層を配列して、多層シートが形成される。このように多層構造を有する多層シートを形成することにより、十分な加熱融着性が確保できる。
【0184】
また、3層シート(コアシート)の全厚さ(総厚さ)は、全厚さが60〜300μmからなるとともに、コア層の厚さの、コアシートの全厚さに対して占める厚み比率(厚さの割合)が30〜85%からなることが好ましい。3層シート(多層シート)の全厚さが、60μm未満であると、必然的に多層シートのスキン層であるPETG層が薄くなる。そのため、多層シート積層工程における加熱融着時に、最外層に積層される透明オーバーシート(「単層シート」及びいわゆる「3層シート」の両方を含む)とコアシート間の加熱融着性が確保できない。また、3層シート(コアシート)の全厚さが300μmを超えると、その300μmを超えた3層シートを用いて電子パスポート用レーザーマーキング多層シートを成形した場合、全体としての厚さが実用可能な範囲を超えてしまう。たとえば、前述のようにICチップとアンテナ無しのいわゆる「データページ」では全最大厚さが400〜500μmであり、また、ICチップとアンテナを挿入したインレット層を有する場合は、全最大厚さが700〜800μmである。このように、その全最大厚さを超えるために実用性に乏しい。さらに、コアシートは、全厚さに対して占めるコア層の厚さの割合が30〜85%からなることが好ましいのは、コアシート上に印刷する場合の隠蔽性の確保や、マーキング部の視認性、鮮明性を確保するためである。すなわち、スキン層の厚さがあまりにも薄いと、コアシート積層工程における加熱融着時に、最外層に積層される透明オーバーシート(「単層シート」及びいわゆる「3層シート」の両方を含む)とコアシート間の加熱融着性を確保できない。他方、スキン層の厚さがあまりにも大きすぎると、後述するコア層の厚さが、必然的に薄くなってしまう。そのため、多層シート上に印刷する場合の隠蔽性を確保できない。更には、スキン層に着色剤を入れない場合には、最外層である透明オーバーシートに、レーザー光エネルギーの照射により黒色マーキングを行った場合のコントラストを確保できず、また、マーキング部の視認性、鮮明性を確保することができない。
【0185】
このように3層シート全体の厚さを所望の厚さとすることにより、コアシートの特性といった局所的な特性を引き出しやすくなるのみならず、本実施形態の電子パスポート用レーザーマーキング多層シートの特性を引き出しやすくなる。さらに、この3層シート全体の総厚さだけに限らず、3層シートを構成するスキン層及びコア層の3層シートに占める厚さの割合も前述の所望の割合にすることにより、3層シート全体の厚さを所望範囲内にすることと相俟って、コントラスト性を向上させやすくなる等、本発明の効果をより発揮できる。
【0186】
なお、コアシートの融着性と隠蔽性、及び(透明オーバーシートの)レーザーマーキング部とのコントラストは、多層シートの実用化や生産性、市場のニーズに応え得るものであるか等極めて重要な要素となる。そのため、さらに後段にて、3層シート全体の総厚さと、スキン層、及びコア層との厚さとの関係について詳述する。
【0187】
なお、透明オーバーシートと同様に、「コアシート」、或いは、「3層を積層してなるシート」等と示す場合には、複数の層(或いは3層)が積層された後の状態を示すための表現であって、積層方法を制限するものではない。
【0188】
[3−1]単層シート:
ここで、コアシートが単層シートとして構成される場合には、ポリカーボネート樹脂、及び着色剤を含むポリカーボネート樹脂組成物からなる着色コア単層シートとして構成される。ただし、ここで使用されるポリカーボネート樹脂は、その製造方法、重合度などに特に制限はないが、メルトボリュームレイト(メルトフロー特性)が4〜20のものを好適に使用することができる。メルトボリュームレイトが4未満では、シートのタフネス性(強靭性)が向上するという点では意味はあるものの、成形性が劣ることから、実際の使用に難があるため好ましくない。一方、メルトボリュームレイトが20を超えると、シートのタフネス性に劣るようになることから好ましくない。このように透明オーバーシートをポリカーボネート樹脂からなる透明樹脂層で形成することによって、レーザー光エネルギーの照射によるマーキング部の発泡による、いわゆる「フクレ」や「ボイド(微小な空洞)」の発生を抑制でき、さらにレーザー光エネルギーの照射によるマーキング部分の耐磨耗性を向上することができる。
【0189】
ここで、コアシートが、単層シートとして構成される場合には、フィラー等を配合してもよい。とりわけ、耐傷性を向上させ、または耐熱性を向上させる目的で、汎用ポリカーボネート樹脂と特殊ポリカーボネート樹脂とのポリマーブレンドが好ましく、又はポリカーボネート樹脂とポリアリレート樹脂とのポリマーブレンド等が好ましい。
【0190】
さらに、上記特殊ポリカーボネート樹脂としては、たとえば、主鎖がポリカーボネート樹脂からなり、側鎖にポリスチレン骨格または変性アクリロニトリル−スチレン共重合骨格を有するグラフト共重合体を挙げることができる。
【0191】
[3−2]コアシートにおけるスキン層:
コアシートにおけるスキン層は、3層シートの外側に配される両最外層として構成される。すなわち、このスキン層は、後述するコアシートにおけるコア層の両端面側(外側)から、挟み込むように配される、3層シートの表層(両最外層)としての役割を担っている。
【0192】
このコアシートのスキン層は、ガラス転移温度が80℃以上の非晶性ポリエステル系樹脂を含む熱可塑性樹脂組成物により形成され、コア層がポリカーボネート樹脂を含む熱可塑性樹脂から構成され、このコアシートのスキン層、およびコア層の少なくとも一層には、染料、および顔料から選ばれる1種以上を含んでなる着色コアシートとして構成されるものである。なお、このコアシートのスキン層を形成する透明熱可塑性樹脂組成物は、非晶性ポリエステル樹脂を含むものである。
【0193】
ここで、コアシートにおけるスキン層は、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む透明熱可塑性樹脂組成物からなることが好ましい。すなわち、多層シート1におけるスキン層では、非晶性ポリエステル樹脂が、ガラス転移温度(Tg)が80℃以上であることが好ましい。このような所望のガラス転移温度を有する非晶性ポリエステル樹脂を使用することにより、取り扱いやすくなり、変形し難くなり、製造しやすくなる。さらに、このようなコアシートを使用して、電子パスポート用レーザーマーキング多層シート、或いは電子パスポートを形成することによって、それらの引裂き強度、曲げ強度、柔軟性、寸法精度などを向上させることができる。
【0194】
ここで、データページを構成する透明オーバーシート(透明レーザーマーキングシート)としては、前記したように、(1)単層シート、(2)多層シート1、または(3)多層シート2、がある。
【0195】
また、コアシートとしては、前記したように、(1)たとえば白色に着色された単層構造のコアシート、または(2)スキン層とコア層を有し、該スキン層とコア層の少なくとも一層に、着色剤を含み、たとえば白色に着色された多層構造のコアシートがある。
【0196】
電子パスポート用レーザーマーキング多層シートは、たとえば、上記で例示した中から選ばれる透明オーバーシート/上記で例示した中から選ばれるコアシート(情報が印刷された白色コアシート)/インレット(IC−CHIPとアンテナを配している)/複合ヒンジシート/上記で例示した中から選ばれるコアシート(情報が印刷された白色コアシート)/上記で例示した中から選ばれる透明オーバーシートの6層積層として構成される。さらに、このコアシートのスキン層の片面に固定情報がUVオフセット印刷等で印刷される。なお、コアシートには、最上層と最下層にオーバーシートが位置するが、その構成は同じであっても、異なっていてもよい。
【0197】
さらに、印刷後、上記構成にて加熱積層一体化される。この加熱積層時に、透明オーバーシートと、情報が印刷された白色コアシートとの接合界面での加熱融着性が悪くなりやすい。そのため、加熱積層前に、情報が印刷された白色コアシート上に、接着剤(Vernish)を、シルクスクリーン印刷機等を使用して、塗布することが行われている。
【0198】
しかしながら、処理工程が複雑になる。しかも、接着剤を塗布する際に、ゴミが付着する等の問題が生じやすい。そこで、透明オーバーシートに、予め熱活性接着剤(「Glue」ともいう)をコーティングしておく方法が考案されている。しかし、このような方法では、ガラス転移温度(Tg)の低い非晶性ポリエステル樹脂からなるスキン層では、熱活性接着剤をコーティング後、60℃ないし80℃未満の温度での乾燥時において、スキン層が軟化し、シワが入るという問題が発生する。
【0199】
更に、電子パスポート用レーザーマーキング多層シートの加熱積層時の、温度(プレス温度=150〜160℃)、及び加圧により、Tgの低い非晶性ポリエステル樹脂からなるスキン層では、スキン層が大きく変形を生じて寸法精度に問題が発生する。そこで、Tgが80℃以上の非晶性ポリエステル樹脂でスキン層を形成すると、スキン層が軟化しなくなる。しかも、良好な熱活性接着剤をコーティングした3層から構成される透明オーバーシートを製造することができる。
【0200】
このガラス転移温度は、前記と同様に、たとえば、ASTM D3418−82に規定の示差走査熱量測定法(DSC法)に準じて測定することができる。
【0201】
なお、コアシートに用いられる非晶性ポリエステル樹脂としては、非結晶性の芳香族ポリエステル樹脂が好ましく、より好ましくは、共重合ポリエステル樹脂がよい。なお、コアシートに用いられる非晶性ポリエステル樹脂、共重合ポリエステル樹脂は、多層シート1に用いられる非晶性ポリエステル樹脂、共重合ポリエステル樹脂と同様である。そのため、多層シート1における非晶性ポリエステル樹脂、共重合ポリエステル樹脂の説明を参照されたい。
【0202】
スキン層の厚さは、それぞれ同一であることが好ましい。それぞれ異なる厚さのスキン層からコアシートを構成すると、コアシート積層工程における加熱融着時に、最外層の透明オーバーシートとコアシート間の加熱融着性のバラツキの要因となり好ましくない。その上、加熱プレス後の積層体(電子パスポート用レーザーマーキング多層シート)に、ソリが発生することがあり好ましくない。また、たとえば、スキン層(PETG)/コア層(PC)/スキン層(PETG)といった3層から、コアシートが構成される場合であって、コア層の厚さが30〜85%である場合には、スキン層は両面で15%以上、70%未満となる。スキン層の厚さがあまりにも薄いと熱融着性の低下が生じてしまう。他方、スキン層の厚さがあまりにも厚すぎると、後述するコア層の厚さが、必然的に薄くなってしまう。この場合に、コア層のみに着色剤を配合すると、1台の押出機のみに着色剤入りの樹脂を投入するだけでよいので、スキン層とコア層に着色剤を配合した場合よりも、押出機の洗浄が極端にいえば半分の手間で済む。しかし、コアシート上に、部分または全面印刷した場合の隠蔽性が不足する。また、スキン層とコア層に着色剤を配合すると、前述した隠蔽性の問題は生じない。しかし、たとえば、2種の樹脂による3層シート溶融押出成形には2台の押出機を使用するが、この2台の押出機には着色剤入りの樹脂を投入することとなる。そして、2種3層溶融押出成形により成形されたシートの生産後、押出機のクリーンアップでは、着色剤の洗浄にかなりの手間がかかり、生産性とコスト的な問題が生じやすい。したがって、前述のような所望範囲内で、3層シート(コアシート)の全厚さ(総厚さ)及び、全厚さに対して占めるコア層の厚さの割合が形成されることが好ましい。
【0203】
[3−3]コアシートにおけるコア層:
コア層は、3層シートの中心に配される、いわゆる核層として構成される。すなわち、このコア層は、最外側に配された2つのスキン層に挟み込まれるように、3層シートの中核層として形成されている。このコア層の厚さとしては、全シート中に占める厚さの割合が、30〜85%になるよう形成されることが好ましい。より好ましいのは、40%以上80%未満である。コア層の厚み比率が85%以上となると、コアシートの総厚みが100〜300μmと薄いため、相対的にスキン層も薄くなってしまう。そのため、コアシート積層工程における加熱融着時に、最外層である透明オーバーシート(上記した「単層シート」及びいわゆる「3層シート」の両方を含む)とコアシート間の加熱融着性のバラツキの要因となり好ましくない。また、コア層の厚み比率が30%未満では、コアシート上に印刷する場合の隠蔽性が確保できない。更に、最外層である透明オーバーシート(「単層シート」及びいわゆる「3層シート」の両方を含む)に、レーザー光エネルギー照射により黒色マーキングを行った場合のコントラストを確保できない。また、マーキング部の視認性、鮮明性を確保することができない。
【0204】
コア層を構成する材料(素材)としては、ポリカーボネート樹脂を含む熱可塑性樹脂からなり、特に透明なポリカーボネート樹脂が使用される。ただし、使用されるポリカーボネート樹脂は、その製造方法、重合度などに特に制限はないが、メルトボリュームレイトが4〜20のものを好適に使用できる。メルトボリュームレイトが4未満では、シートのタフネス性が向上するという点では意味はあるものの、成形加工性が劣ることから、実際の使用に難があるため好ましくない。また、メルトボリュームレイトが20を超えると、シートのタフネス性に劣ることから、好ましくない。
【0205】
[3−3−1]染料、顔料等の樹脂の着色剤:
コアシートは、着色多層シートであり、コアシートのスキン層及びコア層の少なくとも1層には、染料、および顔料から選ばれる1種以上を含むことが必要である。透明オーバーシートと着色コアシートの積層シートを積層させた後、レーザー光エネルギーを照射してマーキングする場合に、コントラストを良好にし、着色コアシート上に印刷する場合の隠蔽性を確保するためである。より好ましいのは、コアシートのスキン層、及びコア層の少なくとも1層に、前記ポリエステル樹脂100質量部、または前記ポリカーボネート樹脂100質量部に対して、染料、顔料等の樹脂の着色剤の少なくとも1種以上を1質量部以上含有させていることである。このように、染料、顔料等の樹脂の着色剤の少なくとも1種以上を1質量部以上含有させることで、後述するように、透明オーバーシートと着色コアシートの積層シートを積層させた後、レーザー光エネルギーを照射してマーキングする場合に、更に、コントラストを良好にでき、着色コアシート上に印刷する場合の隠蔽性を十分に確保できる。
【0206】
この着色系染料、顔料等の樹脂の着色剤としては、白色顔料、黄色顔料、赤色顔料、青色顔料などが挙げられる。白色顔料として酸化チタン、酸化バリウム、酸化亜鉛などが挙げられる。黄色顔料として酸化鉄、チタンイエローなどが挙げられる。赤色顔料として、酸化鉄などが挙げられる。青色顔料としてコバルトブルー群青などが挙げられる。ただし、コントラスト性を高めるため、白色顔料を用いることが好ましい。
【0207】
より好ましいのは、コントラスト性の際立つ、白色系染料、顔料等の樹脂の着色剤が添加されることである。
【0208】
[3−3−2]滑材、酸化防止剤、及び着色防止剤:
また、コアシートのスキン層及びコア層の少なくとも1層が酸化防止剤、および着色防止剤から選ばれる1種を含むことが好ましく、酸化防止剤及び着色防止剤から選ばれる少なくとも1種を添加(配合)させる場合には、成形加工時における分子量低下による物性低下及び色相安定化に有効に作用する。より好ましくは、前述した単層コアシート及びコアシート(いわゆる3層シート)を含めたコアシートのコア層及びスキン層の少なくとも1層が熱可塑性樹脂100質量部に対して、酸化防止剤及び着色防止剤から選ばれる少なくとも1種を、0.1〜5質量部、及び紫外線吸収剤及び光安定剤から選ばれる少なくとも1種を、0.1〜5質量部含有することも好ましい形態の一つである。酸化防止剤及び着色防止剤から選ばれる少なくとも1種を添加(配合)させる場合には、成形加工時における分子量低下による物性低下及び色相安定化に有効に作用する。また、紫外線吸収剤及び光安定剤から選ばれる少なくとも1種を添加(配合)させる場合には、電子パスポート用レーザーマーキング多層積層体の保管時及び最終製品である電子パスポートの実際の使用時における耐光劣化性の抑制に有効に作用する。すなわち、このような構成にすることにより、適宜選択的に、酸化防止剤及び着色防止剤から選ばれる少なくとも1種、及び紫外線吸収剤及び光安定剤から選ばれる少なくとも1種を所望量含有させることができる。加えて、適宜、含有させる領域を選択できるため、シート全体として相乗的に本発明の効果をより奏することができる。
【0209】
なお、コアシートの滑材、酸化防止剤、及び着色防止剤は、透明オーバーシートに含有される滑材、酸化防止剤、及び着色防止剤と同じである。したがって、透明オーバーシートの説明(滑材、酸化防止剤、及び着色防止剤)を参照されたい。
【0210】
[4]透明オーバーシートとコアシートの関係:
前述のように、透明オーバーシート(透明レーザーマーキングシート)とコアシートを積層することにより、本発明の効果を奏することができる。すなわち、透明オーバーシートのレーザー光エネルギーを照射する面と反対の面に、着色コアシートを積層する。このようにすることにより、上層(透明オーバーシート)にレーザー光エネルギーを照射して、オーバーシートが黒発色した場合に、コントラストを確保しマーキング部の視認性、鮮明性を発揮させることができる。なお、最外層に印刷を施した場合は、なんらかの摩擦、摩耗が発生した場合に印刷部が磨り減り視認性が大きく低下する。しかし、透明オーバーシートの下層であるコアシートの表面に画像、文字等を印刷することにより、その印刷部分の鮮明性や印刷部の保護も可能となる。
【0211】
また、透明オーバーシートが、PETG/PC(レーザーマーク対応)/PETGからなる透明なレーザーマーク3層シート(多層シート1)として構成される場合には、その透明オーバーシートのレーザー光エネルギーを照射する面と反対の面に、さらに、PETG/PC(着色レーザーマーク対応)/PETG、からなる着色レーザーマーク多層シートを積層する。このようにすることにより、上層(透明オーバーシート)にレーザー光エネルギーを照射して、コア層PCが黒発色しても、レーザー光エネルギーは更に通過して下層(コアシート)のコア層PCも黒発色する。これにより、レーザー光エネルギー照射で発色した部分の黒化度が向上する。
【0212】
このように、レーザーマーキングによる画像(たとえば、人の顔等)の鮮明性を十分に引き出すには、反射率やコントラストを制御することが重要となる。たとえば、反射率が不十分であったり、コントラストが低かったりすると、画像の鮮明性が低下してしまう。また、たとえば、前述の透明オーバーシート(PETG/PC(レーザーマーク対応)/PETG(透明なレーザーマーク3層シート))に、レーザーマーク対応でないPETG(透明)/PC(白)/PETG(透明)の3層から構成されるコアシートを加熱融着させて、電子パスポート用レーザーマーキング多層シートを形成する場合には、3層シートの下層にPETG透明層があるため、反射率が不十分となってしまい好ましくない。さらに、反射率やコントラストを考慮し、PC(白)シートを、前述のPETG/PC(白)/PETGの3層から構成されるコアシートに代えて、透明オーバーシートの下層に用いると、反射率がPETG(透明)/PC(白)/PETG(透明)の3層から構成されるコアシートより向上する。さらに、上層(透明オーバーシート)のレーザーマーキングによる黒発色と、下層(PCシート)の白と、のコントラストが向上することで画像の鮮明性がよくなる。しかし、下層がPC(白)コアシートでは、上層との加熱融着性の問題が発生する。特に、120〜150℃程度の低温での加熱融着性が悪い。一方、210〜240℃に温度を上げれば加熱融着するが、これでは上層のPETG層が軟化、溶融してしまい、電子パスポート用レーザーマーキング多層シートを得ることができない。
【0213】
したがって、下層もレーザーマーキング対応とすることで、上層にレーザー光エネルギーを照射してコア層PCが黒発色しても、レーザー光エネルギーは更に通過して下層のコア層PCも黒発色を生成する。これにより、レーザー光エネルギーの照射により発色した部分の黒化度が向上する。また、下層にPC(白)コアシートを使用した場合と同等のコントラストが得られる。これらにより、画像を鮮明にでき、しかも、加熱融着性における問題も生じさせないようにできる。このように、本発明は所望の透明オーバーシート(透明レーザーマーキングシート)とコアシートとの組み合わせにより、相乗的に本発明の効果を発揮するものである。
【0214】
なお、前述では、本実施形態の電子パスポート用レーザーマーキング多層シートにおいて、透明オーバーシートの下層に、コアシートを積層する配置パターンついて説明したが、このような配置に限られるものではない。すなわち、必ずしも上層に透明オーバーシートを配置し、下層にコアシートを配置するものに限定されるものではない。たとえば、透明オーバーシートを下層に配置し、コアシートを上層に配置してもよい。このように、透明オーバーシート(或いはコアシート)を、上層又は下層に配置してもよいのは、レーザーマークした画像等を目視する位置(方向)が、上下方向に限られないからである。たとえば、パスポートのように冊子形式で、本実施形態における電子パスポート用レーザーマーキング多層シートを使用する場合に、見開き状にして平面視した際に、上層に透明オーバーシートを配置し下層にコアシートを配置する。さらに、次ページを開いて平面視すると、その透明オーバーシートとコアシートの配置位置は、丁度、上層にコアシートを配置し、下層に透明オーバーシートを配置したことになってしまう。したがって、ここでの上層、下層は、説明の便宜を図るために用いたものであって、レーザー光エネルギーを照射する側に透明オーバーシートが配置されることを意味する。このように配置されることにより、レーザーマークされた後の透明オーバーシートとコアシートとの、画像等の鮮明さや高コントラストを得ることができる。
【0215】
さらに、本実施形態における電子パスポート用レーザーマーキング多層シートには、透明オーバーシート/コアシートと積層させる場合に限らない。たとえば、コアシートの表面に各種印刷等を施した後、透明オーバーシート/(印刷した)コアシート/複合ヒンジシート/(印刷した)コアシート/透明オーバーシートとなるように積層する場合も含まれる。また、透明オーバーシート/コアシート/複合ヒンジシート/コアシート/透明オーバーシートと積層する場合も含まれる。また、コアシート/ヒンジシート/コアシートの積層シートを加熱融着させて、この積層シート表面に印刷等をした後、更に透明オーバーシート/該積層シート/透明オーバーシートを積層させる場合なども広く含まれる。使用目的や使用方法に応じて柔軟に対応可能となる。
【0216】
[5]透明オーバーシート及びコアシートの成形方法:
本発明において、透明オーバーシート及び着色コアシートを得るには、たとえば、各層を形成する樹脂組成物を、所望の厚さとなるように溶融押出成形して積層する方法、各層を所望の厚さを有するフィルム状に形成し、これをラミネートする方法、2層を溶融押出して形成し、これに別途形成したフィルムをラミネートする方法等がある。これらの中でも、生産性、コストの面から溶融押出成形により積層することが好ましい。
【0217】
具体的には、各層を構成する樹脂組成物をそれぞれ調製し、あるいは必要に応じてペレット状にして、Tダイを共有連結した3層Tダイ押出機の各ホッパーにそれぞれ投入する。さらに、温度200〜300℃の範囲で溶融して3層Tダイ溶融押出成形する。次に、冷却ロール等で冷却固化する。こうして、3層積層シートを形成することができる。なお、本発明における、透明オーバーシート及び着色コアシートは、上記方法に限定されることなく、公知の方法により形成することができる。たとえば、特開平10−71763号公報第(6)〜(7)頁の記載に従って得ることができる。
【0218】
上述のようにして得られた透明オーバーシート、コアシートを所定の寸法に切断する。その後、それらのシートを積層し、所望時間、所望圧力、所望温度で加熱融着等によって接合して、電子パスポート用レーザーマーキング多層シートを得ることができる。また、別の方法によって製造してもよい。まず、透明オーバーシートおよびコアシートを各々溶融共押出成形にて2種3層シートを押出成形する。その後、ロール状に巻き取りしたロール状シートを、所定温度に加熱した加熱ローラー間に通す。たとえば、透明オーバーシート/コアシート/透明オーバーシート、またはコアシート/ポリエステルエラストマー等のシート/コアシートの構成となるように、ロール状シートを通して、加熱ローラーにて加熱、加圧する。これにより長尺の積層シートを製造した後、所定の寸法にカットするなどして製造するとよい。更に、別の方法によって製造してもよい。前記透明オーバーシート、及びコアシートを所定の寸法にカットする。そして、透明オーバーシート/コアシート/透明オーバーシート、の構成となるように、或いは、透明オーバーシート/コアシート/ポリエステルエラストマー等のシート、またはポリエステルの織物または不織布/コアシート/透明オーバーシート、の構成となるように、或いはコアシート/他のシート/コアシートの枚葉積層シート、の構成となるようにして、加熱プレス機により、前述同様に製造してもよい。
【0219】
ここで、所望時間、所望圧力、所望温度は、特に限定されるものではない。所望時間、所望圧力、所望温度は、必要に応じて適宜選択されることが好ましい。なお、一般的なものとして、所望時間は10秒〜6分程度、所望圧力1〜20MPa、所望温度120〜170℃を一例として挙げることができる。
【0220】
また、本発明においては、前記した複合ヒンジシートの一端が、透明オーバーシート、及びコアシートよりも5〜100mm長い張り出し部を備えさせるとともに、その張り出し部を用いて(介して)、インレットが電子パスポートに、ミシン綴じ若しくは接着されて、或いは、ミシン綴じ及び接着されて電子パスポートに組み付けられるように構成されることも好ましい形態の一つである。なお、複合ヒンジシートが、インレット兼用複合ヒンジシートとして構成される場合にも、透明オーバーシート、及びコアシートよりも5〜100mm長い張り出し部を備えさせることがよい。ここで張り出し部の長さが5mm未満であると、電子パスポートに使用した場合、この複合ヒンジシートを電子パスポートの表紙と裏表紙の間に強固に取り付けることが難しく、取れ易くなる。逆に張り出し部の長さが100mmを超えるようになると、この張り出し部の幅が広くなり、表紙と裏表紙の間に取り付けることについては問題がないが、このヒンジシートに積層されている積層体を構成するレーザーマーキング多層シート、後述するインレットなどの面積が小さくなるので好ましくない。
【0221】
[6]電子パスポート用レーザーマーキング多層シート:
本発明の電子パスポート用レーザーマーキング多層シートは、透明オーバーシート/コアシート/複合ヒンジシート/コアシート/透明オーバーシートからなる5層積層シートとして構成されるとともに、前記複合ヒンジシートにICチップと、アンテナを配設したインレット兼用複合ヒンジシートとして構成されることが好ましい。すなわち、透明オーバーシート/コアシートの積層シートとして構成することで、画像などの鮮明性を向上できる。また、電子パスポートでは、コアシートの片面に(透明オーバーシートと接する側に)、国などの固有の固定情報を印刷する。その場合、白色系のコアシート上に印刷した方が、画像などの鮮明性が際立つ。たとえば、茶色や黒色などの濃色系のコアシート上に印刷するより、前者の方が下地色の影響を受けずに鮮明な印刷ができるため好ましい。更に、この固定情報をコアシート上に印刷した後に、透明レーザーマーキング層に、個人情報や個人画像等の可変情報をレーザーマーキングにて黒発色させる場合にも、固定情報印刷を白い部分の多い淡彩色とする。このようにすることで、下地淡彩色とのコントラストが大きくなり、鮮明な画像と文字が得られる。従って、着色されたコアシート(着色シート)の色は白等の淡彩色がより好ましい。また複合ヒンジシートに、直接IC−Chipとアンテナを配置した、インレット兼用複合ヒンジシートとして構成することにより、ICチップ及びアンテナを配設させやすく、また、いわゆるICチップ内蔵型の電子パスポート用レーザーマーキング多層シートとして対応でき、厚さを薄くできるため好ましい。
【0222】
また、透明オーバーシート/コアシート/インレット兼用複合ヒンジシート/コアシート/透明オーバーシートの5層積層シートとして構成することで、表面または裏面のどちらからでもレーザーマーキングすることができる。また、これら5層積層シートを加熱プレス成形により加熱融着した場合に、得られた5層積層シートには、反りがほとんど発生しないことも特長といえる。なお、各層の厚みは、透明レーザーマーキングシートが50〜200μm、多層シートが100〜300μm、複合ヒンジシートが80〜250μmであることが好ましい。
【0223】
好ましいのは、透明オーバーシート/コアシート/インレット兼用複合ヒンジシート/コアシート/透明オーバーシートの5層からなる積層シート構成であって、透明オーバーシートが、前述した、いわゆる3層構造からなるものである。なお、透明オーバーシートの、いわゆる3層構造からなるものついては、透明オーバーシートの説明を参照されたい。
【0224】
ここで、本実施形態のような5層積層シートは種々の方法で製造できる。たとえば、透明オーバーシート/コアシート/インレット兼用複合ヒンジシート/コアシート/透明オーバーシートを積層した後、加熱プレスにて熱融着(熱ラミネーション)させることで5層積層シートを製造できる。
【0225】
また、前述のような積層シートに印刷を施したい場合には、コアシートの片面に、光または熱硬化型インクで印刷・硬化させる。その後、さらに、透明オーバーシート/印刷コアシート/インレット兼用複合ヒンジシート/印刷コアシート/透明オーバーシートを積層した後、加熱プレスにて熱融着(熱ラミネーション)させて製造できる。また、別の方法として、コアシート/インレット兼用複合ヒンジシート/コアシートを加熱プレスにて熱融着により積層させる。その後、この積層シートの表面に印刷する。さらに、透明オーバーシート/(コアシート/複合ヒンジシート/コアシート)積層シート/透明オーバーシートと積層して加熱プレスすることによっても製造できる。
【0226】
更に、コアシートの片面に、光または熱硬化型インクで印刷・硬化した後、その印刷面に接着剤の1種であるバーニッシュを薄く塗布する。さらに、必要に応じて乾燥させる。そして、透明オーバーシート/バーニッシュ塗布印刷多層シート/複合ヒンジシート/バーニッシュ塗布印刷コアシート/透明オーバーシートを積層して、加熱プレスすることによって、強固に加熱融着させることができる。
【0227】
また、透明オーバーシートの片面(コアシートの印刷面と加熱融着させる面)に、熱活性型接着剤を乾燥後の膜厚が3〜20μm、好ましくは3〜10μm、更に好ましくは5〜10μm、となるよう予め塗布しておく。そして、前記同様、透明オーバーシート(片面熱活性型接着剤層)/コアシート/インレット兼用複合ヒンジシート/コアシート/透明オーバーシート(片面熱活性型接着剤層)を積層した後、加熱プレスにて熱融着(熱ラミネーション)する。これにより強固に加熱融着させることができる。
【0228】
また、このようなシートに印刷を施す場合に、より好ましいのは、コアシートの片面に、光又は熱硬化型インクで印刷・硬化した後、透明オーバーシート/印刷コアシート/インレット兼用複合ヒンジシート/印刷コアシート/透明オーバーシートを積層させ、その後加熱プレスにて熱融着(熱ラミネーション)させて、電子パスポート用レーザーマーキング多層シートを形成することである。また、以下の別の方法もある。コアシートの片面に、光又は熱硬化型インクで印刷・硬化させる。その後、その印刷面に接着剤の1種であるバーニッシュを薄く塗布する。さらに、必要に応じて乾燥させる。そして、透明オーバーシート/バーニッシュ塗布印刷コアシート/インレット兼用複合ヒンジシート/バーニッシュ塗布印刷コアシート/透明オーバーシートとなるように積層して加熱プレスする。以上のようにして、電子パスポート用レーザーマーキング多層シートを形成することで、成形しやすい等の利便性を向上させることができる。
【0229】
ただし、このようなものに限定されるものではなく、本発明の構成、効果を逸脱しない範囲内で、前述の5層シートを形成してもよい。
【0230】
また、熱融着(熱ラミネーション)の場合の加熱温度は、複合ヒンジシートの種類によっても異なるが、120〜200℃、好ましくは140〜180℃である。加熱温度が120℃未満では層間接着不良(層間加熱融着性ともいう)が生じることがあり、200℃を超えると5層シートのソリ、チヂミまたはシートのはみ出しなどの異常が生じて好ましくない。
【0231】
また、本発明の電子パスポート用レーザーマーキング多層シートは、透明オーバーシート/コアシート/複合ヒンジシート/コアシート/透明オーバーシートの、コアシート/複合ヒンジシートの間に、インレットを挿入した、透明オーバーシート/コアシート/インレット/複合ヒンジシート/コアシート/透明オーバーシートの6層積層として構成されるとともに、前記インレットは、熱可塑性樹脂シートにICチップと、アンテナを配設させて構成されてなるインレットとして構成することも好ましい。
【0232】
上記のようにインレットを用いてICチップ(「IC−Chip」ともいう)とアンテナを配置させることも好ましい。たとえば、通常はPETG等の原料から成形されるシートに、IC−Chipとアンテナ(「Antenna」ともいう)を配置し、これをインレットとして使用し、複合ヒンジシートの片側に配置して使用することができる。
【0233】
上記インレットは、たとえば200〜300μm程度のPETG等の熱可塑性樹脂シートを切削して、これにIC−ChipとAntennaを挿入してインレットを作成する。そして、透明オーバーシート(たとえば透明レーザーマーキングシート)/インレイシート(たとえばコアシート)/複合ヒンジシート/インレイシート(たとえばコアシート)/透明オーバーシート(たとえば透明レーザーマーキングシート)の構成として使用してもよい。さらに、オーバーシート/インレイシート/複合ヒンジシート/インレット/インレイシート/オーバーシートの構成としてe−Card対応にしてもよい。
【0234】
また、上記したインレットを使用して、透明オーバーシート/コアシート/複合ヒンジシート/インレット/コアシート/透明オーバーシートの6つのシートを積層してなる電子パスポート用レーザーマーキング多層シートとして構成されることも好ましい。インレットとヒンジシートを別々に作ると、6つのシートを積層した6層積層体となり、5つのシートを積層した5層積層体より1層多いために、生産性に劣るものの、汎用性もあるため、好ましい形態の一つといえる。
【0235】
なお、インレットを、前述のインレット兼用複合ヒンジシートのように兼用として構成せずに、別体として構成する場合には、たとえば、実質的に非晶性の芳香族ポリエステル系樹脂、或いは前記樹脂組成物からなる熱可塑性樹脂シートを、インレットの基材としてもよい。具体的には、テレフタル酸単位を主とするジカルボン酸単位とエチレングリコール単位(I)、及び、1,4−シクロヘキサンジメタノール単位(II)を主とするグリコール単位からなるポリエステルであって、且つ、エチレングリコール単位(I)と1,4−シクロヘキサンジメタノール単位(II)とが、(I)/(II)=90〜30/10〜70モル%である共重合ポリエステル樹脂からなる熱可塑性樹脂シートとして構成してもよい。そして、この重合ポリエステル樹脂からなる熱可塑性樹脂シートに、ICチップとアンテナを配置したシートを配設してインレットを形成する。さらに、そのインレットシートを、ICチップ及びアンテナを被覆するように、複合ヒンジシートの片面に積層して、インレットを形成した後、透明オーバーシート、コアシートの夫々を積層させて、加熱プレスすると、積層体が形成できる。更には、透明オーバーシート/コアシート/複合ヒンジシート/インレット/コアシート/透明オーバーシートのように構成した後、加熱プレスによる積層体を形成してもよい。なお、これらのように構成をとることにより加熱プレス時の応力や熱等からICチップ及びアンテナが損傷することを防ぐことができるため好ましい。
【0236】
ただし、この例に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、適宜、変更、修正が行われるものも、本発明に含まれる。
【0237】
また、インレットの材料として、前述の実質的に非晶性の芳香族ポリエステル系樹脂、或いは前記樹脂組成物からなる熱可塑性樹脂シート、具体的には、テレフタル酸単位を主とするジカルボン酸単位とエチレングリコール単位(I)、及び、1,4−シクロヘキサンジメタノール単位(II)を主とするグリコール単位からなるポリエステルであって、且つ、エチレングリコール単位(I)と1,4−シクロヘキサンジメタノール単位(II)とが、(I)/(II)=90〜30/10〜70モル%である共重合ポリエステル樹脂」の代わりに、たとえば、接着性シートを使用することも好ましい。その後の、インレットシートを成形する加熱プレス工程を省略できるだけでなく、過度の加熱プレス時に負荷されやすい応力や熱等から、ICチップ及びアンテナが損傷することを低減できるからである。このような接着性シートとしては、たとえば、厚さが約30μm程度のポリエステル系接着性シート(たとえば、東亜合成株式会社製 アロンメルトPES−111EEシート)などを挙げることができるが、このようなものに限定されるものではない。なお、前述の共重合ポリエステル樹脂、或いは、接着性シートを使用する場合にも、インレットの厚みは、全体として前述の所望範囲内であることが好ましい。
【0238】
また、これまで前述した電子パスポート用レーザーマーキング多層シートであって、コアシートの表面に印刷した後、前記透明オーバーシート/コアシート/複合ヒンジシート/コアシート/透明オーバーシートの5層積層体、または、前記透明オーバーシート/コアシート/インレット/複合ヒンジシート/コアシート/透明オーバーシートの6層積層体として形成されることも好ましい。このように電子パスポート用レーザーマーキング多層シートを成形することにより、レーザーマーキング性に優れ、且つ、生地色と印字部とのコントラストが高く、鮮明な文字、記号、画像が得られる。
【0239】
たとえば、IC−Chipとアンテナを配置したe−カード(e−Card)においては、IC−Chipとアンテナを配置したインレットを使用する場合には、インレットは、以下のように配置される。すなわち、前述のデータページでの基本構成である透明オーバーシート/コアシート/ヒンジシート/コアシート/透明オーバーシートの5層積層体のヒンジシートの片側に、インレットは配置されることになる。より具体的には、透明オーバーシート/コアシート/インレット/ヒンジシート/コアシート/透明オーバーシートの6層積層体の構成となる。更に、ヒンジシートにIC−Chipとアンテナを配置してインレットとヒンジシートを兼ね備えたヒンジシートを用いる場合には、透明オーバーシート/コアシート/インレット兼用複合ヒンジシート/コアシート/透明オーバーシートの5層積層体としてもよい。
【0240】
[7]マット加工:
また、透明オーバーシート、コアシート、及び電子パスポート用レーザーマーキング多層シート用の複合ヒンジシートのうちの少なくとも1つのシートの、少なくとも片側表面に、平均粗さ(Ra)0.1〜5μmのマット加工が施されていることが好ましい。このように、前述の夫々のシート表面に、適宜選択的に、マット加工をする理由は、透明オーバーシートとコアシートを加熱プレス成形する場合、前述のようにマット加工が施されていると、透明オーバーシートとコアシートの間の空気が抜けやすくなるからである。他方、積層工程に搬送する場合に、これらのシートがマット加工されていないと、吸引・吸着して搬送して、これらのシートを位置合わせして積層した後、空気を注入して多層シートを脱着する際、脱着困難となる。仮に、脱着できても積層位置がずれたりするなどの問題が生じやすい傾向がある。また、マット加工の平均粗さ(Ra)が5μmを超えると、透明オーバーシートと、コアシートとの間の熱融着性が低下しやすくなる傾向がある。
【0241】
さらに、表面の平均粗さ(Ra)が0.1μm未満では前述したようにシート搬送時・積層時に、シートが搬送機に貼りつくという問題等が発生しやすい傾向がある。
【0242】
[8]電子パスポート:
本発明の電子パスポートは、前記した透明オーバーシート/コアシート/複合ヒンジシート/コアシート/透明オーバーシートの5層積層体、または前記した透明オーバーシート/コアシート/インレット兼用複合ヒンジシート/コアシート/透明オーバーシートの5層積層体、または前記した透明オーバーシート/コアシート/インレット/複合ヒンジシート/コアシート/透明オーバーシートの6層積層体、として構成されてなる電子パスポート用レーザーマーキング多層シートの、ヒンジシートの張り出し部を用いて、電子パスポート表紙、または裏表紙にミシン綴じ、若しくは接着してなる、或いはミシン綴じ、および接着してなる、或いは、ミシン綴じ及び接着してなる電子パスポートとして成形することできる。
【0243】
[9]偽造防止形成部:
さらに、本発明においては、透明オーバーシート、コアシート、複合ヒンジシート、インレットの少なくとも一つに、偽造防止形成部が形成されていることが好ましい。偽造防止形成部が形成される(設けられる)ことにより、前述までの特徴と相俟って、確実に偽造等を防止できるからである。ここで、偽造防止形成部としては、レーザー光エネルギー照射による文字、画像(人物画像)の他、たとえば、ホログラム、マイクロ文字、マイクロウェーブ文字、エンボス文字、斜め印刷(斜め文字等)、レンチキュラ、ブラックライト印刷、パール印刷等を例示できる。
【0244】
[10]レーザーマーキング方法:
本実施形態における電子パスポート用レーザーマーキング多層シートは、レーザー光エネルギーを照射して発色させるものであるが、レーザー光としては、He−Neレーザー、Arレーザー、CO2レーザー、エキシマレーザー等の気体レーザー、YAGレーザー、Nd・YVO4レーザー等の固体レーザー、半導体レーザー、色素レーザー等が挙げられる。これらのうち、YAGレーザー、Nd・YVO4レーザーが好ましい。
【0245】
なお、前述したように、上記インレットを構成する樹脂組成物には、必要に応じて、その特性を損なわない範囲で、他の添加剤、たとえば離型剤、安定剤、酸化防止剤、紫外線吸収剤、強化剤などを添加することができる。
【0246】
本実施形態のレーザーマーキング方法において、レーザー光エネルギーとしては、レーザービームは、シングルモードでもマルチモードでもよい。また、ビーム径が20〜40μmのように絞ったもののほか、ビーム径が80〜100μmのごとく広いものについても用いることができる。ただし、シングルモードで、ビーム径が20〜40μmの方が、印字発色部と下地のコントラストを3以上とでき、コントラストが良好な印字品質を得る点で好ましい。
【0247】
このように本実施形態の電子パスポート用レーザーマーキングシートに、レーザー光エネルギーを照射すると、単層シートから構成される透明オーバーシート、多層シート2として構成される透明オーバーシートの場合には、オーバーシートを構成するレーザー光エネルギー吸収剤がレーザーエネルギーにより発色する。この透明オーバーシートは耐熱性の高い透明ポリカーボネート樹脂が主成分であるから、高出力のレーザー光エネルギーを照射することが可能であり、それによって容易、且つ、より鮮明に画像等を描くことができる。とりわけ、PC/PC(レーザー発色層)/PCの3層とする透明オーバーシートの場合には、PCレーザー発色層上にPC透明スキン層を設けることにより、更に鮮明に画像等を描くことができる。たとえば、PCレーザー発色層が単層では更なる高パワーのレーザー光エネルギーを照射することによって、発泡が生じ、この発泡によって、シート表面の「フクレ」現象が発生する条件においても、PCレーザー発色層上にPC透明スキン層を設ける場合には、そのPC透明スキン層効果により「フクレ」現象が抑制されるためである。このPC透明スキン層効果はこれだけにとどまらず、PCレーザー発色層単層の場合は、該シートが外部との摩擦によりマーキング部が直接削られていくことになる。これに対して、PC透明スキン層を付与することにより、PC透明スキン層が削られてもレーザーマーキング部は削られないため、レーザーマーキング部の耐擦傷性や耐磨耗性はより優れるといえる。
【0248】
更に、ポリカーボネート樹脂からなるシートは耐熱性が高い故に、該樹脂シートの多層積層体では加熱融着温度を200〜230℃という高温にする必要がある。そのため、加熱プレス工程の生産性にも問題が生じる。さらに、それにもまして、通常電子パスポートのプラスチックデータシートでは、コアシート層といわれる中間層上に種々の印刷を施すことが一般的である。この場合に、コアシート層に印刷を施してから多層積層加熱プレスを行う工程において、加熱融着温度を200〜230℃という高温にした場合、印刷が「ヤケル」ことが多々あり、印刷した文字、画像が変退色を生じることがあり好ましくない。
【0249】
この問題に対して、透明オーバーシートであるPCレーザー発色層透明単層シート、またはPC/PC(レーザー発色層)/PCの透明3層シート(多層シート2)の下地層であるコアシートに、本発明のPETG/PC(着色)/PETG着色3層シートを積層する。このようにすることにより、PETGが非結晶性共重合ポリエステル樹脂であり、ポリカーボネート樹脂のガラス転移温度より約60〜70℃低いために、加熱融着温度を150〜170℃と、加熱融着温度を約50〜60℃程度下げることができる。そのため、前記印刷層の印刷した文字、画像の変退色を抑制することができる。したがって、本実施形態の電子パスポート用レーザーマーキング多層シートは、レーザーマーク性に優れ、その表層、または表層のコア層にレーザー光エネルギー照射により黒色発色をさせて画像や文字をマーキングさせるが、その下地層が白い故に黒/白コントラストにより、更に鮮明な文字、画像を描くことができる。
【0250】
また、透明オーバーシートに、PETG/PC(レーザー発色層)/PETG3層共押出シート(多層シート1)を用いることにより、PETGスキン層によるコア層PC(レーザー発色層)のマーキングの耐擦傷性や耐磨耗性に優れる。さらに、PETGスキン層による印刷コアシート層との加熱融着性に優れる。特に、150〜170℃での比較的低い加熱温度下での加熱融着性に優れるという効果がある。このように本実施形態の透明単層及び多層構造からなるシートを用いることで、レーザーマーク性に優れ、透明レーザーマーキング層自体に深くマーキングでき、印字濃度及びマーキング部の耐擦傷性や耐磨耗性に優れるマーキングが可能となる。
【0251】
より好ましいのは、前述の電子パスポート用レーザーマーキング多層シートに、レーザーマーキングする方法であって、図9、図10、図11に示されるように電子パスポート用レーザーマーキング多層シートに積層した(電子パスポート用レーザーマーキング多層積層体を構成する)透明オーバーシート(透明レーザーマーキングシート)側から(単層シート、または多層シート側から)、レーザー光エネルギー17を照射して印字することである。このように本実施形態の透明オーバーシート側から、所望のレーザー光エネルギーを照射することにより、容易、且つ鮮明に画像等を描くことができる。したがって、単層構造の透明オーバーシート、または多層構造の透明オーバーシートを使用することによって、コアシート、複合ヒンジシート、インレットと相俟って、レーザーマーキング性、加熱融着性に優れ、更にマーキング部の耐磨耗性にも優れたものとすることができる。また、多層構造の透明オーバーシートを使用することによって、コアシート、複合ヒンジシート、及びインレットと相俟って、レーザーマーク性に優れ、その表面、または支持体と被覆体の界面部に、レーザー光エネルギーの照射により黒下地に白文字、白色記号及び白色図柄などを、より一層容易、且つ鮮明に描くことができる。特に、バーコード等の情報コードを解像度よくマーキングすることが可能となる。
【0252】
[11]用途:
また、本実施形態における電子パスポート用レーザーマーキング多層シートは、電子パスポートに好適に用いることができる。
【0253】
具体的には、図12A、図12Bに示されるようなパスポートを例示できる。たとえば、図12Aに示されるように、e−Cardタイプのパスポートの場合は、ICチップ(IC−CHIPとアンテナ(ANTENNA)が積層シート51の中にインレット(Inlet)として挿入されており、その積層シートがヒンジ部の張り出し部29を介して、表紙49と裏表紙50との間に、綴じられているパスポートを例示できる。積層シート51であるe−Cardには、個人情報(顔画像と個人情報)が、レーザーマーキングで、オンデマンド(on−demand)で書き込まれる。すわなち、e−Cardに配設されたICチップ及びプラスチックシート(Plastic−sheet)に、オンデマンドで個人情報が書き込まれることになる。なお、図中、符号53は、ビザシートである。また、たとえば、図12Bに示されるように、e−Coverタイプのパスポートの場合には、ICチップとアンテナが、表紙49、裏表紙50に貼り付けられているプラスチックインレイ52(Plastic−Inlay)中に配設され、それ以外にプラスチックシート(Plastic−sheet)からなるデータページ(Data−Page)と呼ばれる積層シート54が、ヒンジ部の張り出し部29を介して、綴じられている。e−Coverタイプの場合には、個人情報は、ICチップ及びデータページのプラスチックシートに、オンデマンドで書き込まれることになる。ただし、これは1例であって、必ずしもこのような構成に限定されるものではない。
【実施例】
【0254】
以下、本発明を実施例によってさらに具体的に説明するが、本発明はこれによって限定されるものではない。また、実施例における各種の評価、測定は、下記方法により実施した。
【0255】
[1]複合ヒンジシート:
以下の実施例1〜3で製造した複合ヒンジシート、比較例1で製造したポリエステルメッシュクロス、比較例2で製造したTPU単独シート、参考例1で製造した複合ヒンジシートについて、[1−1]シートの平坦性、[1−2]カットシート作業性、[1−3]シートの柔軟性、[1−4]引き裂き強度を下記のような方法で調べ、評価した。また、加熱融着性を下記[1−5]加熱融着性の方法で調べ、評価した。
【0256】
[1−1]シートの平坦性:
実施例1〜3で製造した複合ヒンジシート、比較例1で製造したポリエステルメッシュクロス、比較例2で製造したTPU単独シート、参考例1で製造した複合ヒンジシートのそれぞれの両面につき、平坦性を目視による観察、及び触指により、以下の判定基準で評価して、平坦性を評価した。
《判定基準》
◎:凹凸が全くなく、全面にわたって平坦である。
○:クロスの糸部と開口部において、わずかに凹みがあるが、実用上問題なし。
×:クロスの糸部と開口部において、凹みがあり、平坦でなく、実用上問題あり。
【0257】
[1−2]カットシート作業性:
実施例1〜3で製造した複合ヒンジシート、比較例1で製造したポリエステルメッシュクロス、比較例2で製造したTPU単独シート、参考例1で製造した複合ヒンジシートのそれぞれを、縦110×横300mmの大きさに打ち抜き刃で打ち抜き、その打ち抜き時のカット性とその後の加熱積層工程に搬入する際の作業性を以下の判定基準で評価して、カットシート作業性を評価した。
《判定基準》
○:カット性と作業性良好である。
△:カット性良好であるが、作業性に問題有り。
△△:カット性は普通であり、作業性に問題有り。
×:カット性に問題あり。作業性は問題なし。
××:カット性と作業性に問題あり。
【0258】
[1−3]シートの柔軟性:
実施例1〜3で製造した複合ヒンジシート、比較例1で製造したポリエステルメッシュクロス、比較例2で製造したTPU単独シート、参考例1で製造した複合ヒンジシートのそれぞれを、幅1cm×長さ10cmのカットシートの寸法となるように作製し試験片とし、そのカットシートを図13Aのように、台より5cmの長さで貼り出しさせた後、試験片であるカットシート61の貼りだし部の垂れる程度を測定して、以下の判定基準で、シートの柔軟性を評価した。より具体的には、図13Aに示されるように、水平台63に、カットシート61の長さ方向の先端部の5cmが水平台63の端部から出るように載置し、そのカットシート61の上部を支持板65で押さえて、図13Bに示されるように、大気圧下でカットシート61の貼り出し部61aの垂れる程度を測定した。
《判定基準》
◎:シートの“垂れ”が、2cm以上となり優れている。
○:シートの“垂れ”が、1cm〜2cm未満となり良好である。
△:シートの“垂れ”が、0.4cm〜1cm未満となり不具合が生じやすい。
×:シートの“垂れ”が、0.4cm未満となり悪い。
【0259】
[1−4]引き裂き強度:
図14Aに示すように、長さ50mm、幅3mm、厚み120μmのヒンジシート71Aの長さ方向のほぼ中央であって、端部から5mmの位置まで切り込み72を形成し、このヒンジシート71Aを長さ50mm、横20mm、厚み100μmの2枚のポリカーボネート樹脂シート73で挟み、加熱プレス真空プレス機を用いて加熱真空プレスし、試験片を作製した。次に図14Bに示すように、この試験片のヒンジシート71Bが挟持されていないポリカーボネート樹脂シート73の端部を、試験速度1000mm/分の条件でそれぞれ反対方向に、人力で力Fを加え、引き裂き試験を行い、引き裂き強度(N/mm)を求め、以下の判定基準にて評価した。なお、実施例3の複合ヒンジシートについては、縦糸のフラットヤーンに対して直角方向の引き裂き強度を調べ、引き裂き強度とした。
《判定基準》
◎:引き裂き強度が100(N/mm)以上
○:引き裂き強度が70(N/mm)以上100(N/mm)未満
△:引き裂き強度が40(N/mm)以上70(N/mm)未満
×:引き裂き強度が40(N/mm)未満
【0260】
[1−5]加熱融着性:
製造例1で得た透明レーザーマーキングシートA、製造例2で得た多層シートB(コアシートB)、実施例1〜3で製造した複合ヒンジシート、比較例1で製造したポリエステルメッシュクロス、比較例2で製造したTPU単独シート、参考例1で製造した複合ヒンジシート、をそれぞれ100×300mmにカットした。次に、コアシートBの一端に離型剤を塗布した。コアシートBの離型剤塗布面と複合ヒンジシート、ポリエステルメッシュクロス、またはTPU単独シート(適宜「ヒンジシート」ということがある。)が接するようにして、透明レーザーマーキングシートA/コアシートB/ヒンジシート/コアシートB/透明レーザーマーキングシートAの構成となるように5枚のシートを2枚のクロムメッキ鋼板で挟み、ロータリー真空プレス機(日精樹脂工業製)を用いて、100℃にて90秒間予熱後、160℃、実面圧力20kgf/cm2にて90秒間加圧した。さらに、90秒間冷却した後、積層体シートを取り出し、離型剤塗布部分を含め、幅20mmの試験片を切り出し、試験速度300mm/minにて剥離試験を行い、ヒンジシートとコアシートBとの加熱融着性を以下の判定基準にて評価した。
《判定基準》
◎:剥離強度が50N/cm以上またはシートの材料破壊が見られ極めて良好である。
○:剥離強度が20N/cm以上50N/cm未満であり良好である。
△:剥離強度が10N/cm以上20N/cm未満で不具合が生じやすい。
×:剥離強度が10N/cm未満であり、悪い。
××:加熱融着せず(手で簡単にはくり可能なため)、製造できない。
【0261】
(F−PETクロス(1)の製造)
厚みが40μm、幅が0.5mmの長方形断面を有するポリエステルからなるフラットヤーンを用い、このヤーンを縦糸、横糸として、開口部が0.4mm×0.4mmの正方形となるように、平織り組織で織成し、2軸フラットヤーンポリエステルメッシュクロス(F−PETクロス(1))を製造した。このクロスの交点厚み(総厚み)は80μmであった。
【0262】
(F−PETクロス(2)の製造)
厚みが30μm、幅が0.5mmの長方形断面を有するポリエステルからなるフラットヤーンを用い、このヤーンを縦糸、横糸、斜糸として、縦糸、横糸で形成される開口部が2.0×2.0mmで、この開口部を斜糸が二分し三角形となるように平織り組織で織成し、3軸フラットヤーンポリエステルメッシュクロス(F−PETクロス(2))を製造した。このクロスの交点厚み(総厚み)は90μmであった。
【0263】
(F−PETクロス(3)の製造)
厚みが30μm、幅が0.5mmの長方形断面を有するポリエステルからなるフラットヤーンを縦糸とし、線径(直径)が60μmのポリエステルからなる丸ヤーンを横糸とし、開口部が0.4×0.4mmの正方形となるように、平織り組織で織成し、2軸フラットヤーン−丸ヤーンポリエステルメッシュクロス(F−PETクロス(3))を製造した。このクロスの交点厚み(総厚み)は90μmであった。
【0264】
(実施例1)複合ヒンジシート〔TPU/F−PETクロス(1)〕:
熱可塑性ポリウレタンエラストマー(TPU)として、日本ミラクトラン株式会社製 無黄変タイプ 「ミラクトラン XN−2004」、硬度(JIS―A)95を使用、織物状シートとして、上記で製造例したF−PETクロス(1)(フラットヤーンが厚み40μm、幅0.5mm、開口部0.4×0.4mm、交点厚み80μmの2軸構造体)を使用、TPUを190℃にてTダイ押出機から溶融押出するとともに、Tダイ出口にてF−PETクロス(1)とをロール圧着させた後、反転させ、この複合ヒンジシートのF−PETクロス(1)複合側片面に、TPUを溶融押出してTダイ出口にてロール圧着してなるTPUがF−PETクロス(1)の開口部に溶融侵入してTPUとF−PETクロス(1)が完全一体化した総厚みが120μmのTPU/F−PETクロス(1)/TPU複合ヒンジシートを製造した。
【0265】
(実施例2)複合ヒンジシート〔TPU/F−PETクロス(2)〕:
実施例1に記載のF−PETクロス(1)に代えて、織物状シートとして、上記で製造したF−PETクロス(2)(フラットヤーンが厚み40μm、幅0.5mm、開口部2.0×2.0mm、交点厚み90μmの3軸構造体)を使用した他は、実施例1と同様にして、TPUとF−PETクロス(2)が完全一体化した総厚みが120μmのTPU/F−PETクロス(2)/TPU複合ヒンジシートを製造した。
【0266】
(実施例3)複合ヒンジシート〔TPU/F−PETクロス(3)〕:
実施例1に記載のF−PETクロス(1)に代えて、織物状シートとして、上記で製造したF−PETクロス(3)(フラットヤーンと丸ヤーンとからなるPETクロスであり、フラットヤーンが厚み30μm、幅0.5mm、丸ヤーンが線径(直径)60μm、開口部0.4×0.4mm、交点厚み90μmの2軸構造体)を使用した他は、実施例1と同様にして、TPUとF−PETクロス(3)が完全一体化した総厚みが120μmのTPU/F−PETクロス(3)/TPU複合ヒンジシートを製造した。
【0267】
(比較例1)〔PETクロス〕:
線径(直径)が48μmの円形断面を有する丸ヤーンを用いて、開口部が270mm×270mmの正方形を有するポリエステルメッシュクロス(PETクロス)を製造した。
【0268】
(比較例2)〔TPU〕:
熱可塑性ポリウレタンエラストマー(TPU)として、日本ミラクトラン株式会社製 無黄変タイプ 「ミラクトラン XN−2004」、硬度(JIS―A)95、を使用して、190℃にてTダイ押出機にて厚み120μmのTPU単独シートを製造した。
【0269】
(参考例1)〔TPU/PETクロス〕:
実施例1に記載のF−PETクロス(1)に代えて、線径(直径)が48μmの円形断面を有する丸ヤーンを用いて、開口部が270mm×270mmの正方形を有するポリエステルメッシュクロス(PETクロス)を使用した他は、実施例1同様にして、TPUとPETクロスが完全一体化した総厚みが120μmのTPU/PETクロス/TPU複合ヒンジシートを製造した。
【0270】
(製造例1)透明レーザーマーキングシートA:
ポリカーボネート(商品名「タフロンFN2500A」出光興産製、メルトボリュームレイト=8cm3/10min)を用い、レーザー光線を吸収するエネルギー吸収剤としてカーボンブラック(三菱化学製#10、平均粒子径75nm、DBP吸油量86ml/100gr)を0.0015質量部を配合するとともに、フェノール系酸化防止剤として、(n−オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート(「イルガノックス1076」チバ・スペシャルティ・ケミカルズ社製)を0.1部、及び、紫外線吸収剤として、2−(2′−ヒドロキシ−3′,5′−ジ−tert−ブチルフェニル)−5−クロロベンゾトリアゾール(商品名「チヌビン327」、チバ・スペシャルティ・ケミカルズ社製)0.2部、Tダイ溶融押出成形によりシートの総厚さは100μmの透明レーザーマーキングシートAを得た。さらに、両面の平均表面粗さ(Ra)については、0.5〜1.8μm、になるようマット加工が施された透明レーザーマーキングシートAを得た。
【0271】
(製造例2)コアシートB:
スキン層として非結晶性ポリエステル(商品名「イースターGN071」イーストマンケミカル社製、EG/CHDM=70/30モル%)を、コア層としてポリカーボネート(商品名「タフロンFN2500A」出光興産製、メルトボリュームレイト=8cm3/10min)を用い、且つ、非結晶性ポリエステル100質量部に、滑剤としてステアリン酸カルシウム0.3質量部と酸化チタン15質量部を配合した。さらに、上記ポリカーボネートに、フェノール系酸化防止剤として、(n−オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート(「イルガノックス1076」チバ・スペシャルティ・ケミカルズ社製)を0.1部、及び、紫外線吸収剤として、2−(2′−ヒドロキシ−3′,5′−ジ−tert−ブチルフェニル)−5−クロロベンゾトリアゾール(商品名「チヌビン327」、チバ・スペシャルティ・ケミカルズ社製)0.2部、及び酸化チタン15部を配合して、Tダイ溶融押出成形によりスキン層/コア層/スキン層の3層の多層シートAを得た。シートの総厚さ150μmにするとともに、表裏のスキン層の厚さを同じ厚さとし、層の構成をスキン層(20μm)/コア層(110μm)/スキン層(20μm)の構成にするとともに、コア層の厚さを比率73%にした。さらに、両面の平均表面粗さ(Ra)については、0.5〜1.8μmになるようマット加工が施されたコアシートBを得た。
【0272】
上述の実施例1〜3、比較例1〜2、参考例1につき、前述の[1−1]〜[1−4]の各種評価を行った。その結果を表1および表2に示す。
【0273】
【表1】

【0274】
【表2】
【0275】
(考察1)
表1に示すように、実施例1〜3のヒンジシートは、カットシートの作業性であるカット性と作業性が良好で、シートの柔軟性に優れ、また耐引き裂き強度も良好であった。さらに材料破壊を起こす加熱融着性を有していた。
【0276】
これに対して、表2に示すように、比較例1のヒンジシートでは、カット作業性に劣り、シートの柔軟性、引き裂き強度も十分満足できるものではなかった。比較例2のヒンジシートでは、カット作業性、引き裂き強度が著しく劣るものであった。さらに、参考例1のヒンジシートは、比較例1〜2のヒンジシートに比べてカットシートの作業性、シートの柔軟性、引き裂き強度、および材料破壊を起こす加熱融着性に優れたものであった。そして実施例1〜3の複合ヒンジシートは、参考例1のヒンジシートに比べ、さらに耐引き裂き強度に優れたものであった。
【産業上の利用可能性】
【0277】
本発明に係る複合ヒンジシートは、耐引き裂き性、耐破断性、柔軟性、耐折り曲げ性、耐久性、加熱融着性、加工性、寸法精度に優れる。この複合ヒンジシートを使用した電子パスポート用レーザーマーキング多層シートは、レーザー光エネルギー照射により透明レーザーマーキングシートに損傷なくマーキングされ、且つ、透明レーザーマーキングシートの生地色とレーザーマークされた印字部とのコントラストが高く、鮮明な文字、記号、図柄、画像が得られ、耐熱性及び生産性にも優れ、加えて、前記電子パスポート用レーザーマーキング多層シートを構成する複合ヒンジシートの張り出し部を用いて、電子パスポート表紙または裏表紙にミシン綴じ若しくは接着、或いはミシン綴じ及び接着してなる電子パスポートにおけるヒンジ部は、綴じ部の引き裂き強度、引張強度に優れ、加えて、柔軟性を失うことなく、繰り返しの曲げに対しても十分な強度を有し、実際の使用時における耐光劣化性等の経時安定性に優れ、改竄防止、偽造防止に有効であることから、電子パスポートに好適に使用することができる。
【符号の説明】
【0278】
1(1A),1(1B),1(1C),1(1D):織物状シート、2:開口部、3:(織物状シートを構成する)縦糸、4:(織物状シートを構成する)横糸、5:(織物状シートを構成する)斜糸、6:縦糸、及び横糸、縦糸、横糸、及び斜糸の交叉部、7:開口部を閉塞する熱可塑性樹脂、8:熱可塑性樹脂のスキン層、10(10A),10(10B):複合ヒンジシート、11(11A),11(11B),11(11C):電子パスポート用レーザーマーキング多層シート、13:透明レーザーマーキングシート(単層シート)、15:単層コアシート、23:透明レーザーマーキングシート(多層シート)、23a:(透明レーザーマーキングシートの(多層シート1の))スキン層、23b:(透明レーザーマーキングシートの(多層シート1の))コア層、25:多層コアシート、25a:(多層コアシートの)スキン層、25b:(多層コアシートの)コア層、17:レーザー光線、27:ミシン綴じ部、29:張り出し部、49:表紙、50:裏表紙、51、54:積層シート、52:プラスチックインレイ、53:ビザシート、61:カットシート、61a:貼り出し部、63:水平台、65:支持板、71A,71B: ヒンジシート、72:切り込み、73:ポリカーボネート樹脂シート、F:力。
【技術分野】
【0001】
本発明は、高機能複合ヒンジシート、該複合ヒンジシートを使用した電子パスポート用レーザーマーキング多層シート、及び該電子パスポート用レーザーマーキング多層シートを用いた電子パスポートに関する。とりわけ、耐引き裂き性、耐破断性、柔軟性、耐折り曲げ性、耐久性、加熱融着性、加工性、寸法精度に優れた複合ヒンジシートに関するものである。また、レーザー光エネルギー照射によりレーザーマーキングシートに損傷なくマーキングされ、且つ、レーザーマーキングシートの生地色とレーザーマークされた印字部とのコントラストが高く、鮮明な文字、記号、図柄、画像等が得られ、耐熱性、及び生産性にも優れた電子パスポート用レーザーマーキング多層シートに関するものである。さらに、前述の電子パスポート用レーザーマーキング多層シートを用いた電子パスポートに関するものである。
【背景技術】
【0002】
国際交流が進展する中で、人材の移動も活発化している昨今、個人を特定し身元を証明する手段として、個人情報を記録したパスポートの重要性が高まっている。とくに、パスポートは、公的機関でもあり信頼性を有する国が発行するいわゆる身分証(身元証明証等)としての役割を果たすようになっている。
【0003】
とりわけ、2001年9月世界同時多発テロ事件以降、各国の入出国管理を厳しくするために、国連の専門機関ICAO(International Civil Aviation Organization)が標準規格を制定して、電子パスポート導入の取り組みが開始された。この取り組みの中で偽造防止が重要であり、そのために個人名、記号、文字、写真などをレーザーマーキングする技術が注目されてきている。
【0004】
ところで、この電子パスポートは、個人を特定し証明し得るものであるから、国(或いは国の代行機関)以外の第三者が、個人情報の改竄や偽造等を容易に行えるものであれば、身分証への信頼性は落ち、国際交流の進展や人材の世界規模での移動に支障を生じることになりかねない。
【0005】
そこで、前述の電子パスポートでは、如何に改竄や偽造を防止するかが重要な問題となっている。また、電子パスポートは、軽薄短小な規格からなるものであるため、個人名、記号、文字、写真等を、如何にコントラストが高く、鮮明に表示できるかが重要となる。さらに、コントラストが高く、鮮明な表示を実現できるかは、改竄や偽造等の未然防止にも繋がるため、市場の期待も大きい。
【0006】
また、改竄や偽造等に加えて、電子パスポートは世界の至る所に携帯するものであり、耐久性に優れることが求められる。特にヒンジシートを介して、個人を特定し得るデータを電子パスポートに取り付けることが多いことから、ヒンジシートが損傷し難い耐久性を備えることが求められる。すなわち、ヒンジシートが電子パスポート本体より引きちぎれるなどのダメージを未然に防ぐように、ヒンジシート等に耐久性を備えさせることが求められる。このような耐久性を備えさせることによって、発行者である公的機関等を除いた第三者が、ヒンジシート等を意図的に(故意に)別のものに交換するなどといった、改竄や偽造を確実に防ぐことできる。そのため、早急の対応が求められている。
【0007】
このような問題に対して、個人名、記号、文字、写真などをレーザーマーキングする技術、具体的にはレーザーマーキング用積層体が注目されている。たとえば、以下の特許文献1、2がある。
【0008】
特許文献1では、外観の損傷がなく、コントラストが良好で、表面平滑性の優れたレーザーマーキングできる多層シートを得ることを目的として、少なくとも表層、及び内層からなる多層シートであって、(A)透明の熱可塑性樹脂からなる表層と、(B)(b−1)熱可塑性樹脂100重量部に対し、(b−2)レーザー光線を吸収するエネルギー吸収剤0.01〜5重量部、及び(b−3)着色剤0.5〜7重量部を含有する熱可塑性樹脂組成物からなる内層とを、溶融共押出にて形成したレーザーマーキング用多層シートが開示されている。
【0009】
特許文献2では、外観の損傷がなく、コントラストが良好で、表面平滑性の優れたレーザーマーキングができ、耐熱性の優れた多層シートを得ることを目的として、第1の表層/内層/第2の表層からなる多層シートであって、(A)透明の熱可塑性樹脂100重量部に対し、雲母及びカーボンブラックから選ばれる少なくとも1種を0.001〜5重量部を含有する熱可塑性樹脂組成物からなる透明な第1、及び第2の表層と、(B)熱可塑性樹脂100重量部に対し、レーザー光線を吸収するエネルギー吸収剤0.001〜3重量部を含有する熱可塑性樹脂組成物からなる内層とから形成され、第1の表層/内層/第2の表層のシートの厚み構成比が1:4:1〜1:10:1であり、第1の表層/内層/第2の表層を、溶融共押出にて形成されたレーザーマーキング用多層シートが開示されている。
【0010】
さらに、ヒンジシートが、情報ページを他のページなどと表紙に綴じこむためのシートとして開示された、たとえば、以下の特許文献3〜10がある。
【0011】
特許文献3では、印刷物シートなどを糸綴じする際に、綴じ代を設けて綴じる技術が開示されている。また、特許文献4では、透明層/着色層/透明層の構成からなる情報ページを綴じる際に、透明層/着色層/透明層の両外層である透明層を張り出させて絞込み、この部分を綴じ代とする技術が開示されている。また、特許文献5では、フェイスフィルムとバックフィルムを絞り込み、その絞り込んだ部分を綴じ代とする技術が開示されている。
【0012】
また、特許文献6では、プラスチックシートからなるプラスチックインレイを包むカバーフォイルからなる情報ページを他のページとともに綴じこむ技術が開示されている。また、特許文献7では、数枚の紙のシートを表紙に綴じる技術が開示されている。
【0013】
また、特許文献8、9では、積層体の中央部に綴じるためのシート、すなわちヒンジシートを設ける技術が開示されている。さらに、特許文献10では、織物状シートの両面に、熱可塑性樹脂層を形成してなる複合ヒンジシートに係る技術が開示されている。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開2002−273832号公報
【特許文献2】特許第3889431号公報
【特許文献3】特開平09−123636号公報
【特許文献4】国際公開第98/19870号パンフレット
【特許文献5】特開2001−213072号公報
【特許文献6】米国特許第006135503A号明細書
【特許文献7】特開2000−203174号公報
【特許文献8】欧州特許第1592565B1号明細書
【特許文献9】欧州特許第1502765B1号明細書
【特許文献10】特許第4456175号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
確かに、特許文献1、2におけるレーザーマーキング用多層シートでは、これらの多層シート同士や、たとえば、PETGシートやABS樹脂シートなどの熱可塑性樹脂シートとの加熱融着性に優れる。さらに、レーザー光エネルギー照射によるレーザーマーキングにより文字、数字を印字するのに十分な印字性が得られ、評価に値するものである。しかし、特許文献1では、内層に着色剤0.5〜7重量部を含有している。また、前述のような個人情報を記録したパスポートのような、いわゆる身分証では、中間層であるインレイ層に印刷をする場合が一般的である。その場合に、最外層(オーバーレイ)に該多層シートを用いると、着色剤含有の影響で透明性が十分でない。そのため、印刷部分の画像鮮明性が阻害されるという問題があった。また、特許文献2の多層シートでは、表層にもレーザー光吸収剤である雲母及びカーボンブラックから選ばれる少なくとも1種が含有されている。そのため、前述のような個人情報を記録したパスポートのような、いわゆる身分証の最外層(オーバーレイ)に該多層シートを用いると、レーザー光エネルギー照射により、表層に含有されているレーザー光エネルギー吸収剤がレーザー光エネルギーを吸収して発泡等の現象が生じる。その結果、表面の平滑性が低下するなどの問題があった。
【0016】
さらに、特許文献3では、積層体を他のシートとともに綴じる技術は開示されていない。また、特許文献4では、透明層/着色層/透明層の構成からなる積層体の厚みと、綴じ代部の厚みが異なるため、このような積層体を大量に安定的に生産するのが困難である。また、特許文献5では、この技術についても、その製造方法に上記同様の問題があり、このような積層体を大量に安定的に生産することは、困難である。また、特許文献6では、情報ページ部からカバーフォイルを複数枚張り出させて絞込み綴じ部とするため、上記同様の問題点がある。また、特許文献7では、数枚の紙のシートを合成樹脂のバンドで表紙に取り付けるものであり、綴じ部が厚くなり、製本した際に開いてくる問題があり、パスポートのように大量に製本するには適さない。
【0017】
さらに、特許文献8では、他と接続するためのシートが、積層体の中央部ではあるが部分挿入しかされていない。このような部分挿入では、積層体を加熱積層時に接続するためのシートの、挿入された部分とそうでない部分とで厚み差が生じてしまう。言い換えると、接続するためのシートが挿入された部分は、そうでない部分より盛り上がることになる。そして、これが原因で製本されたパスポートが、意図せず自然と開いてしまったり、製本されたパスポートを複数冊立てた際に扇型となってしまったりして、パスポートを1冊ずつ次工程である印字工程に送る際に送れない問題が生じてくる。更に、一般的な層構造から構成されるとともに、接合部のシート材料として、その表層がPE、コア層がPETから形成されている。また、情報ページのシート材料がPCと記載されている。このことから、PCシートと接合部の表層PEとは、加熱接着しないため、その接着には何らかの接着剤を必要とする。しかし、それについては特に記載がなく、表紙などと高温活性接着剤を用いて接着する旨の記載のみである。従って、当該開示技術では、何らかの接着剤を接合部のシート材料の両面の表面に予め塗布しておく等の方法が必要であり、生産工程上煩雑となる。その上、この部分の接着強度についての記載がなく、開示技術としては不明確である。
【0018】
さらに、特許文献9では、開口部を有する可撓性層を、積層体の中央部全面または部分的に挿入する技術、或いは、可撓性層を積層体の最外層に設ける技術が開示されている。可撓性層の部分挿入、及び可撓性層の積層体の最外層に設ける技術については前記問題点を含んでいることは既に述べた。ここで、開口部を有する可撓性層を積層体の中央部全面に設ける技術については、開口部を有する可撓性層としては織物を使用する旨が当該文献に記載されている。しかし、その織物を、あるサイズに切断する場合に、切断部の糸が解れてくる問題があり、このままでは使用できない。この問題に対しては、切断時に糸が解れないように、接着剤を塗布する方法、高温で糸を溶かして接着して糸の解れ防止をする方法などによって対応する必要が生じ、生産上問題となる。また、一定の寸法に切断する際にも、織物である故に寸法精度が悪い等の問題があり、これが積層体の寸法精度を低下させる要因にもなり、同様に生産上問題となる。更に、当該特許には、綴じ部の技術である、開口部を有する可撓性層の技術は開示されているが、積層体の技術はほとんど開示されていない。
【0019】
上記1〜9の特許文献が有する問題点を解決することを目的としたものとして、特許文献10には、電子パスポート用レーザーマーキング多層積層体、及び電子パスポートに好適に用いることができる複合ヒンジシートが提案されている。この複合ヒンジシートは、円形断面を有するモノフィラメントからなり、多数の開口部を有する織物状シートの両面に、熱可塑性樹脂層を形成一体化してなるものである。確かに、この複合ヒンジシートは、繰り返し曲げ抵抗性、加熱融着性などの各種特性が向上され、この複合ヒンジシートを使用した電子パスポートのヒンジ部は、引き裂き性、柔軟性、曲げ抵抗性等に優れたものであり、一定の評価に値するものである。しかしながら、織物状シートが、円形断面を有するモノフィラメントからなるものであるため、耐引き裂き性等の点で改良の余地が残る。特に、電子パスポートでは、改竄や偽造対策が重要となるため、更なる耐引き裂き性等の改良が望まれる。
【0020】
このように、上記1〜10のいずれの特許文献においても、十分な問題解決には至っておらず、早期の改良が求められている。
【0021】
本発明に係る複合ヒンジシートは、上記問題点を解決するとともに、さらなる改良を目的になされたものであり、耐引き裂き性、耐破断性、柔軟性、耐折り曲げ性、耐久性、加熱融着性、加工性、及び寸法精度に優れた複合ヒンジシートを提供する。とりわけ、開口部に樹脂が一体化した複合ヒンジシートを提供でき、複層構造の電子パスポート用レーザーマーキング多層シートに好適に用いることができる。
【0022】
また、前記複合ヒンジシートを使用した電子パスポート用レーザーマーキング多層シートは、レーザー光エネルギー照射により透明レーザーマーキングシートに損傷なくマーキングされ、レーザーマーキング性に優れる多層シートである。さらに、レーザーマーキングシートの生地色とレーザーマークされた印字部とのコントラストが高く、鮮明な文字、記号、図柄、画像等が得られるとともに、多層シートの積層工程における加熱融着性に優れる多層シートを提供する。とりわけ、透明性が高い樹脂を使用していることにより、全光線透過率の点からの透明性の向上、シートの搬送性、熱プレス後の金型からの離型性、耐熱性、折り曲げ性、耐摩耗性を兼ね揃えた電子パスポート用レーザーマーキング多層シートを提供する。
【0023】
さらに、前記電子パスポート用レーザーマーキング多層シートを構成する複合ヒンジシートの張り出し部を設け、この張り出し部を用いて、電子パスポート表紙または裏表紙にミシン綴じ若しくは接着、或いはミシン綴じ及び接着してなる電子パスポートにおけるヒンジ部は、綴じ部の引き裂き強度、引張り強度に優れる。とくに、複合ヒンジシートがパスポート本体から引きちぎられることを未然に、且つ、確実に防止でき、加えて、柔軟性を失うことなく、繰り返しの曲げに対しても十分な強度を有し、実際の使用時における耐光劣化性等の経時安定性に優れる。とりわけ、電子パスポート用レーザーマーキング多層シート並びに電子パスポートとして好適な複合ヒンジシートを提供でき、改竄防止、偽造防止に優れた電子パスポート用レーザーマーキング多層シート並びに電子パスポートである。
【課題を解決するための手段】
【0024】
本発明により、以下の複合ヒンジシート、当該複合ヒンジシートを使用した電子パスポート用レーザーマーキング多層シート、及び電子パスポートが提供される。
【0025】
[1] 多数の開口部を備える織物状シートと、熱可塑性樹脂とから形成された複合ヒンジシートであって、前記織物状シートは、縦糸と横糸の複数本の糸から構成される2軸構造体を有する、メッシュクロスまたは不織布、或いは、前記織物状シートは、前記縦糸、前記横糸、及び斜糸の複数本の糸から構成される3軸構造体を有する、メッシュクロスまたは不織布からなり、前記縦糸、前記横糸及び、前記斜糸の複数本の糸のうち、少なくとも1種類の糸が、フラットな断面を有するフラットヤーンからなり、前記熱可塑性樹脂は、熱可塑性エラストマーまたはこれらの熱可塑性エラストマーの混合物から選ばれる少なくとも1種からなる熱可塑性樹脂であり、前記織物状シートの開口部を前記熱可塑性樹脂で閉塞させた複合ヒンジシート。
【0026】
[2] 前記熱可塑性エラストマーは、熱可塑性ポリウレタンエラストマー、熱可塑性ポリアミドエラストマー、熱可塑性ポリエステルエラストマー、熱可塑性オレフィンエラストマー、及び熱可塑性アクリルエラストマーの熱可塑性エラストマーから選ばれる1種または2種以上の混合物からなる[1]に記載の複合ヒンジシート。
【0027】
[3] 前記メッシュクロスまたは不織布が、ポリエステル、ポリアミド、ポリプロピレンから選ばれる少なくとも1種の糸からなる[1]または[2]に記載の複合ヒンジシート。
【0028】
[4] 前記織物状シートの開口部に前記熱可塑性樹脂を溶融軟化状態で侵入させて、前記織物状シートと前記熱可塑性樹脂が一体化した[1]〜[3]のいずれかに記載の複合ヒンジシート。
【0029】
[5] 前記2軸構造体を有するメッシュクロスまたは不織布の開口部の形状が、前記縦糸と前記横糸から形成される正方形または長方形であるとともに、開口部の大きさが、縦0.15〜5.0mm×横0.15〜5.0mmであり、或いは、前記3軸構造体を有するメッシュクロスまたは不織布の開口部の形状が、三角形を含む多角形であるとともに、前記3軸構造体の前記斜糸を除いた前記縦糸と前記横糸から形成される前記3軸構造体の開口部の形状が、正方形または長方形であり、且つ開口部の大きさが、縦0.5〜10.0mm×横0.5〜10.0mmであり、前記フラットヤーンの厚みが20〜90μmであり、フラットヤーンの幅が0.2〜2.0mmである[1]〜[4]のいずれかに記載の複合ヒンジシート。
【0030】
[6] [1]〜[5]のいずれかに記載の前記複合ヒンジシートを使用する電子パスポート用レーザーマーキング多層シートであって、透明レーザーマーキングシート/コアシート/前記複合ヒンジシート/コアシート/透明レーザーマーキングシートの5層を積層してなる構成を基本構成とする電子パスポート用レーザーマーキング多層シートであり、前記透明レーザーマーキングシートが、ポリカーボネート樹脂及び、レーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる単層シートとして構成され、または、前記透明レーザーマーキングシートが、スキン層とコア層を有し、両最外層である前記スキン層が、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む透明熱可塑性樹脂組成物からなり、且つ前記コア層が、ポリカーボネート樹脂、及びレーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる多層シート1として構成され、または、前記透明レーザーマーキングシートが、スキン層とコア層を有し、両最外層である前記スキン層が、ポリカーボネート樹脂からなり、且つ、前記コア層が、熱可塑性ポリカーボネート樹脂、及びレーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる多層シート2として構成され、前記コアシートが、ポリカーボネート樹脂、及び着色剤を含むポリカーボネート樹脂組成物からなる着色コア単層シートとして構成され、または、前記コアシートが、スキン層とコア層を有し、両最外層である前記スキン層が、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む熱可塑性樹脂組成物からなるとともに、前記コアシートのコア層が、ポリカーボネート樹脂を含む熱可塑性樹脂からなり、前記コアシートのスキン層、およびコア層の少なくとも一層には、着色剤を含んでなる着色コア多層シートとして構成される電子パスポート用レーザーマーキング多層シート。
【0031】
[7] [6]に記載の前記電子パスポート用レーザーマーキング多層シートを使用する電子パスポートであって、前記複合ヒンジシートの張り出し部を用いて、電子パスポート表紙、または裏表紙にミシン綴じ、若しくは接着してなる、或いはミシン綴じ、および接着してなる電子パスポート。
【発明の効果】
【0032】
本発明によれば、耐引き裂き性、耐破断性、柔軟性、耐折り曲げ性、耐久性、加熱融着性、加工性、及び寸法精度に優れた複合ヒンジシートを提供する。とりわけ、開口部に樹脂が一体化した複合ヒンジシートを提供でき、複層構造の電子パスポート用レーザーマーキング多層シートに好適に用いることができる。
【0033】
また、前記複合ヒンジシートを使用した電子パスポート用レーザーマーキング多層シートは、レーザー光エネルギー照射により透明レーザーマーキングシートに損傷なくマーキングされ、レーザーマーキング性に優れる多層シートである。さらに、レーザーマーキングシートの生地色とレーザーマークされた印字部とのコントラストが高く、鮮明な文字、記号、図柄、画像等が得られるとともに、多層シートの積層工程における加熱融着性に優れる多層シートを提供する。とりわけ、透明性が高い樹脂を使用していることにより、全光線透過率の点からの透明性の向上、シートの搬送性、熱プレス後の金型からの離型性、耐熱性、折り曲げ性、耐摩耗性を兼ね揃えた電子パスポート用レーザーマーキング多層シートを提供する。
【0034】
さらに、前記電子パスポート用レーザーマーキング多層シートを構成する複合ヒンジシートの張り出し部を設け、この張り出し部を用いて、電子パスポート表紙または裏表紙にミシン綴じ若しくは接着、或いはミシン綴じ、及び接着してなる電子パスポートにおけるヒンジ部は、綴じ部の引き裂き強度、引張り強度に優れる。とくに、複合ヒンジシートがパスポート本体から引きちぎられることを未然に、且つ、確実に防止できる。加えて、柔軟性を失うことなく、繰り返しの曲げに対しても十分な強度を有し、実際の使用時における耐光劣化性等の経時安定性に優れる。とりわけ、電子パスポート用レーザーマーキング多層シート並びに電子パスポートとして好適な複合ヒンジシートを提供でき、改竄防止、偽造防止に優れた電子パスポート用レーザーマーキング多層シート並びに電子パスポートである。
【図面の簡単な説明】
【0035】
【図1】本発明の複合ヒンジシートを形成する織物状シートであって、縦糸と横糸からなる2軸構造を有するメッシュクロスの一実施形態を示す部分平面図であって、メッシュクロスの状態を模式的に示した図である。
【図2】本発明の複合ヒンジシートを形成する織物状シートであって、縦糸、横糸および斜糸からなる3軸構造を有するメッシュクロスの一実施形態を示す部分平面図であって、メッシュクロスの状態を模式的に示した図である。
【図3】本発明の複合ヒンジシートを形成する織物状シートであって、縦糸と横糸からなる2軸構造を有する不織布の一実施形態を示す部分平面図であって、不織布の状態を模式的に示した図である。
【図4】本発明の複合ヒンジシートを形成する織物状シートであって、縦糸、横糸および斜糸からなる3軸構造を有する不織布の一実施形態を示す部分平面図であって、不織布の状態を模式的に示した図である。
【図5】本発明の複合ヒンジシートを形成する織物状シートであって、縦糸と横糸からなる2軸構造を有するメッシュクロスの一実施形態を示す部分拡大平面図であって、メッシュクロスの開口部の状態を模式的に示した図である。
【図6】本発明の複合ヒンジシートを形成する織物状シートであって、縦糸、横糸および斜糸からなる3軸構造を有するメッシュクロスの一実施形態を示す部分拡大平面図であって、メッシュクロスの開口部の状態を模式的に示した図である。
【図7】本発明の複合ヒンジシートの一実施態様を示す断面図であって、織物状シートの開口部を熱可塑性樹脂で閉塞させた状態を模式的に示した図である。
【図8】本発明の複合ヒンジシートの他の一実施態様を示す断面図であって、織物状シートの開口部を熱可塑性樹脂で閉塞させた状態を模式的に示した図である。
【図9】本発明の電子パスポート用レーザーマーキング多層シートの一実施形態を示す模式図であって、透明レーザーマーキングシート、及びコアシートのそれぞれが単層からなる電子パスポート用レーザーマーキング多層シートの断面を模式的に示した図である。
【図10】本発明の電子パスポート用レーザーマーキング多層シートの一実施形態を示す模式図であって、透明レーザーマーキングシートが単層からなり、コアシートが3層からなる電子パスポート用レーザーマーキング多層シートの断面を模式的に示した図である。
【図11】本発明の電子パスポート用レーザーマーキング多層シートの別の実施形態を示す模式図であって、透明レーザーマーキングシートが3層からなり、コアシートが3層からなる電子パスポート用レーザーマーキング多層シートの断面を模式的に示した図である。
【図12A】本発明の電子パスポート用レーザーマーキング多層シートを、e−Cardタイプのパスポートに使用する場合の一例の端面を示す模式図である。
【図12B】本発明の電子パスポート用レーザーマーキング多層シートを、e−Coverタイプのパスポートに使用する場合の一例の一部を断面で示した端面を示す模式図である。
【図13A】シートの柔軟性を測定評価する方法を模式的に示した断面図である。
【図13B】シートの柔軟性を測定評価する方法を模式的に示した断面図である。
【図14A】複合ヒンジシートの引き裂き強度を測定評価する方法を模式的に示した断面図である。
【図14B】複合ヒンジシートの引き裂き強度を測定評価する方法を模式的に示した断面図である。
【発明を実施するための形態】
【0036】
以下、本発明の複合ヒンジシート、電子パスポート用レーザーマーキング多層シート、及び電子パスポートを実施するための形態について具体的に説明する。但し、本発明はその発明特定事項を備える複合ヒンジシート、電子パスポート用レーザーマーキング多層シート、及び電子パスポートを広く包含するものであり、以下の実施形態に限定されるものではない。
【0037】
[1]本実施形態の複合ヒンジシートの構成:
本実施形態の複合ヒンジシートは、多数の開口部を備える織物状シートと、熱可塑性樹脂とから形成されてなるものである。前記織物状シートは、縦糸と横糸の複数本の糸から構成される2軸構造体を有する、メッシュクロスまたは不織布、或いは、前記織物状シートは、前記縦糸、前記横糸、及び斜糸の複数本の糸から構成される3軸構造体を有する、メッシュクロスまたは不織布からなり、前記縦糸、前記横糸及び、前記斜糸の複数本の糸のうち、少なくとも1種類の糸が、フラットな断面を有するフラットヤーンからなり、前記熱可塑性樹脂は、熱可塑性エラストマー、またはこれらの熱可塑性エラストマーの混合物から選ばれる少なくとも1種からなる熱可塑性樹脂からなる複合ヒンジシートとして構成されている。
【0038】
前記構成により、本実施形態の複合ヒンジシートは、ヒンジシートを介して、個人を特定し得るデータ等を備えさせる(後述の)電子パスポート用レーザーマーキング多層シートを、電子パスポートに綴じ易くするために用いられる。以下、織物状シート、熱可塑性樹脂を説明した後、夫々の関係について説明する。
【0039】
[1−1]織物状シート:
本実施形態の複合ヒンジシートにおける織物状シートは、縦糸と横糸の複数本の糸から構成される2軸構造体を有する、メッシュクロスまたは不織布として構成される。或いは、本実施形態の複合ヒンジシートにおける織物状シートは、縦糸、横糸、及び斜糸の複数本の糸から構成される3軸構造体を有する、メッシュクロスまたは不織布として構成される。このような織物状シートが構成されることにより、複合ヒンジシートに十分な強度を付与することができる。すなわち、複合ヒンジシートを薄くすることができ、薄くしても十分な耐引き裂き性を得ることができる。さらに、電子パスポート用として使用する際に、耐破断性、柔軟性、耐折り曲げ性、耐久性、加熱融着性、加工性、寸法精度が十分となる。
【0040】
また、2軸構造体の縦糸及び横糸のうち、少なくとも1種類の糸が、フラットな断面を有するフラットヤーンから構成され、或いは、3軸構造体の縦糸、横糸、及び斜糸の複数本の糸のうち、少なくとも1種類の糸が、フラットな断面を有するフラットヤーンから構成される。このような所望の糸を用いることにより、熱可塑性樹脂と複合一体化した複合ヒンジシートの引き裂き強度等の強度を飛躍的に向上させることができる。すなわち、複合ヒンジシートの引き裂き強度等の強度は、織物状シートの強度が支配的であり、複合ヒンジシートの厚みが薄くても十分な耐引き裂き強度等の強度を得るには、薄くとも強度に優れた織物状シートが必要である。織物状シートの強度は、糸の断面積に比例するために、厚みを小さくして幅を大きくすることにより厚みが薄くとも強度に優れた糸が得られる。ひいては、厚みが薄く強度に優れた織物状シートを得ることができる。このような基本的に長方形な断面積を有する糸がフラットヤーンである。たとえば、2軸構造体の縦糸及び横糸ともにフラットヤーンである場合は、厚みが薄く強度に優れた複合ヒンジシートを得ることができる。すなわち、少なくとも1種類の糸を、フラットヤーンからなるものを使用することにより上記目的を達成できる。
【0041】
複合ヒンジシートにおいて、シートに引き裂きや引張りの力を加えて破壊させる力(応力)は、熱可塑性樹脂の強度を一定とすると、織物状シートの強度に相関する。また、織物状シートの破壊強度は、破壊強度=破壊応力/断面積で表され、一定の方向に織物状シートを引き裂く力(応力)は、糸の断面積に比例する。たとえば、円形断面の糸(通常ヤーン)であれば、断面積は径により決まり、径が大きくなれば、断面積も大きくなる。また、径を大きくすると、縦糸と横糸との交点厚みが大きくなる。これに対して、長方形断面の糸(フラットヤーン)であれば、その断面積は、厚み×幅である。つまり、厚みを薄くしても幅を大きくすることにより、縦糸と横糸の交点厚みを厚くしなくても、前記した破壊応力を大きくすることができる。
【0042】
電子パスポートに使用されるヒンジシートの厚みは、薄いことが好ましい。なぜなら、電子パスポート積層体、すなわちデータページの総厚みは、カードと同様に760μm前後に規定されている。たとえば、透明オーバーシート(透明レーザーマーキングシート)/コアシート(多層シート)/インレット(IC‐CHIP+アンテナ配設シート)/複合ヒンジシート/コアシート(多層シート)/透明オーバーシート(透明レーザーマーキングシート)の積層構成において、インレットの厚みはIC−CHIPとアンテナを配設する必要があるために、ある程度の厚みは必要である。そのような制限の中で、複合ヒンジシートの厚みを厚くすると、透明オーバーシートとコアシートの厚みを薄くしなければならない。たとえば、透明オーバーシートのレーザー印字濃度は、シート厚みに大きく影響され、また、コアシートの厚みは、インレットのアンテナ配線を隠蔽する機能が求められる。コアシートの厚みが薄くなれば、隠蔽性に劣るようになる。従って、複合ヒンジシートの厚みを厚くするということは、他のシートの厚みを薄くすることになり、電子パスポート用データページの機能を損うことになる。
【0043】
ここで、「フラットな断面を有するフラットヤーン」とは、糸の断面形状が長方形や円形を扁平させたような扁平形状断面を有するヤーンを意味する。ただし、ヤーンの断面形状がフラットな形状であればよく、たとえば、ヤーンを断面した際に形成される角部(隅部)が、辺と辺との直交により形成される直角状に限定されるものではない。すなわち、糸の断面における角部の1以上が、弧状に形成されるものであってもよい。さらに、半円状、多角形状、尖頭状等であってもよい。なお、フラットヤーン以外のヤーンとして、一般的に、通常ヤーンとマルチヤーンがある。通常ヤーンとは、円形断面のヤーンである。また、マルチヤーンとは、微細な糸を寄り集めて、引き揃え、ヤーンとしたり、撚ってヤーンとしたものである。本発明においては、フラットヤーンと通常ヤーン、マルチヤーンを適宜、組み合せて、織物状シートを形成してもよい。
【0044】
(2軸構造体)
2軸構造体は、図1に示されるように縦糸3と横糸4からなるメッシュクロスまたは不織布であり、縦糸または横糸のいずれかが前記したフラットヤーン、または全てがフラットヤーンであり、更には、縦糸及びまたは横糸が前記したフラットヤーンと通常ヤーンまたはマルチヤーンの組み合わせからなるメッシュクロスまたは不織布である。
【0045】
(3軸構造体)
3軸構造体は、図2に示されるように縦糸3と横糸4及び斜糸5からなるメッシュクロスまたは不織布であり、縦糸または横糸または斜糸のいずれかが前記したフラットヤーン、または全てがフラットヤーンであり、更には、縦糸及びまたは横糸、斜糸が前記したフラットヤーンと通常ヤーンまたはマルチヤーンの組み合わせからなるメッシュクロスまたは不織布である。
【0046】
また、フラットな断面を有するフラットヤーンの材質については、合成樹脂、中でもポリエステル、ポリアミド、およびポリプロピレンから選ばれる1種が好ましい。このような材質から少なくとも1種類の糸が形成されることにより、柔軟性、耐折曲性、耐久性を有し、しかも引張り強度と引き裂き強度に優れた複合ヒンジシートを形成することができる。また、上記した材質から形成されるフラットヤーンは、工業製品として使用する場合の価格と供給性も有している。一方、このような材質以外の合成樹脂材料や天然材料からなる糸のみを使用した場合には、上記特性を得ることができない。上記フラットヤーンの材質の中でも、ポリエステル、ポリアミドが好ましい。
【0047】
また、複合ヒンジシートのメッシュクロスまたは不織布と熱可塑性樹脂との役割については、メッシュクロスまたは不織布は薄くて引張り強度や引き裂き強度と柔軟性や耐折曲性(ヒンジ特性という)を果たしている。また、熱可塑性樹脂は、柔軟性と耐久性を有し、耐屈曲性とクロスの開口部に侵入し充満することによりメッシュクロスまたは不織布の開口部にて熱可塑性樹脂の連結構造が形成されるために、メッシュクロスまたは不織布を複合ヒンジシート内部に固定しておく役目を担っている。更に、ポリカーボネート樹脂を含む組成物から形成されるシートや3層コアシートの非晶性ポリエステル樹脂を含む熱可塑性樹脂組成物から形成される層との加熱融着性を確保するものである。あくまでも、クロスをその開口部で熱可塑性樹脂の連結構造を形成することでメッシュクロスまたは不織布と熱可塑性樹脂との一体化が成し得るのである。
【0048】
以下の3軸構造体を有する、メッシュクロスまたは不織布において、斜糸を除いては、2軸構造体と基本構成が同じであることから、詳細は、2軸構造体を参照されたい。
【0049】
(フラットヤーンの厚さ、幅)
より好ましくは、少なくとも1種類の糸の厚みが、すなわち、フラットヤーンの厚みが20〜90μm、フラットな断面を有する糸の幅が0.2〜2.0mmの範囲である。さらに好ましくは、フラットヤーンの厚みが40〜75μm、フラットヤーンの幅が0.3〜1.0μmの範囲である。フラットヤーンの厚みと幅を上記範囲とすることで、織物状シートの開口部に熱可塑性樹脂を十分侵入させることができる。また、引張り強度や引き裂き強度に優れ、シートの平坦性に優れた熱可塑性樹脂と織物状シートが一体化した複合ヒンジシートを得ることができる。一方、フラットヤーンの厚みが20μm未満であると、そのフラットヤーンの断面が過度にフラット状になってしまうため、耐引き裂き性に劣るだけでなく、耐破断性、柔軟性、耐折り曲げ性、耐久性が得られない。そのため、改竄防止および偽造防止効果を十分に得ることができない。また、フラットヤーンの厚みが90μm超であると、このような厚い糸を使用した織物状シートは、糸の交差部が厚くなり、結果として複合ヒンジシートが厚くなりすぎる。そのため、電子パスポートに、そのような厚いフラットヤーンを使用したヒンジシートを使用した場合には、電子パスポート自体が厚くなりすぎてしまう。したがって、携帯に不便であったり、折り曲げが困難になったりして、取扱い等が劣るものとなるため好ましくない。また、フラットヤーンの幅が0.2mm未満であると、引張り強度や引き裂き強度を発揮させるのに必要な断面積を確保するためには厚みを厚くしなければならず、上記のとおり結果として複合ヒンジシートが厚くなりすぎる。また、フラットヤーンの幅が2.0mm超であると、織物状シートの開口部の比率(開口率)が小さくなりすぎ、熱可塑性樹脂と織物状シートの一体化が阻害されることにより熱可塑性樹脂と織物状シートの剥離が生じることとなる。
【0050】
なお、本明細書内でいう「糸の断面(糸の断面形状)」とは、糸の長さ方向に対して直角に切断した断面であり、糸の長さ方向に水平な断面(断面形状)でないことは言うまでもない。
【0051】
(開口部)
ここで、本実施形態では、織物状シートにおける多数の開口部は、2軸構造の場合には、縦糸と横糸の複数本の糸から形成される穴である。また、3軸構造の場合には、縦糸、横糸、及び斜糸の複数本の糸から形成される穴である。具体的には、縦糸、及び横糸から構成される2軸構造であれば、縦糸と横糸で囲まれ、これらの糸によって境界付けられる領域であり、その内部(領域)が間隙となっている部分を、開口部(第1開口部)という。また、縦糸、横糸、及び斜糸の複数本の糸から構成される3軸構造であれば、縦糸、横糸、及び斜糸で囲まれ、境界付けられる領域であり、その内部(領域)が間隙となっている部分を、開口部(第2開口部)という。
【0052】
このように、開口部(第1開口部、第2開口部)が、織物状シートに、多数形成されることによって、後述する熱可塑性樹脂の一部(一体化の際に溶融した熱可塑性樹脂の一部)が、開口部に十分に侵入でき、さらに、開口部の全てを閉塞しやすくなる。具体的には、溶融熱可塑性樹脂を、織物状シートの開口部に、溶融状態にして加圧して侵入させる。これによって、織物状シートの開口部に侵入した、熱可塑性樹脂を構成する熱可塑性エラストマーが、織物状シートの開口部および両面に熱可塑性樹脂の層を形成する。したがって、織物状シートと熱可塑性樹脂を一体化させやすくなる。このようにして、織物状シートと熱可塑性樹脂が一体化した、平坦な表面を有する新規な複合ヒンジシートが得られる。
【0053】
ここで、「開口部」の形状は、2軸構造を有する織物状シートに場合には、正方形、長方形等の矩形状のものを挙げることができる。このような正方形、長方形等の矩形状の開口部であれば、開口部(第1開口部)の周囲が、縦糸と横糸により境界付けられることになり、その内部が間隙となっている。また、3軸構造を有する織物状シートに場合には、「開口部」の形状は、三角形、六角形、その他多角形のものを挙げることができる。このような三角形、六角形、その他多角形の開口部であれば、開口部(第2開口部)の周囲が、縦糸、横糸、及び斜糸により境界付けられることになり、その内部が間隙となる。なお、これらの開口部の形状のうち、正方形、長方形からなる開口部が好ましい。とりわけ、正方形からなる開口部が好ましい。このような形状に開口部が形成されると、熱可塑性樹脂の開口部への侵入を確実に行えるため、ヒンジシートが、引き裂き性、耐破断性、柔軟性、耐折り曲げ性、耐久性、加工性、寸法精度などの点で優れたものになり、しかも工業的に製造がし易くなるからである。
【0054】
なお、開口部の形状が三角形の場合には、斜糸が加わる分、2軸構造を有する織物状シートに比べて、製造工程が煩雑となり、若干ではあるがコスト負担増となる。しかし、2軸構造と比べて、引き裂き性、耐破断性などの点で強度が増し、この意味において改竄や偽造対策として有効なヒンジシートとなる。すなわち、斜糸が加わる分、縦、横方向のみならず、斜め方向からの応力に対応できるからである。
【0055】
さらに、開口部の開口形状が、縦糸と横糸から構成される2軸構造により形成される正方形、長方形からなり、その開口部の大きさは、縦0.15〜5.0mm×横0.15〜5.0mmであることが好ましい。或いは、開口部の開口形状が、縦糸、横糸、及び斜糸から構成される3軸構造により形成される三角形を含む多角形からなり、縦糸と横糸によって形成される開口部の大きさは、縦0.5〜10.0mm×横0.5〜10.0mmであることが好ましい。開口部の形状を所望形状にし、且つ、開口部の面積を、所望の面積、及び所望の大きさにすることにより、織物状シートと、後述の熱可塑性樹脂との一体化を確実に行うことができる。その結果、複合ヒンジシートの引き裂き性、耐破断性、柔軟性、耐折り曲げ性、耐久性、加工性、寸法精度などを向上させることができるため好ましい。一方、開口部の開口形状が、所望形状でない場合には、熱可塑性樹脂との一体化を十分に行うことができず、引き裂き性、耐破断性、柔軟性、耐折り曲げ性、耐久性、加工性、寸法精度などの点で複合ヒンジシートに支障が生じやすい。
【0056】
さらに、2軸構造体の開口部の開口面積が、縦0.15mm未満(或いは、横0.15mm未満)である場合には、溶融軟化状態の熱可塑性樹脂が開口部に侵入することが困難となり、熱可塑性樹脂と織物状シートとの一体化の形成がなされない。また3軸構造体の開口部の開口面積が、縦0.5mm未満(或いは、横0.5mm未満)である場合にも同様である。更に、2軸構造体の開口部の開口面積が、縦5.0mm超(或いは、横5.0mm超)である場合には、前述のように、フラットヤーンの幅部分と開口部に侵入した熱可塑性樹脂の耐熱性と剛性が異なることから、先に記載した電子パスポート積層体を真空プレス機などにより加熱積層したときにデータページ最表面の平坦性が劣る問題が生じる。いわゆる、フラットヤーンの幅部分が熱可塑性樹脂より剛性が大で耐熱性が高いために、加熱積層時の温度と圧力により熱可塑性樹脂が一部押し出されることから複合ヒンジシートに凹凸が発生する。そして、その凹凸がデータページ最表面まで転写されることによりデータページ最表面の平坦性が劣ることとなる。また3軸構造体の開口部の開口面積が、縦10.0mm超(或いは、横10.0mm超)である場合にも同様である。
【0057】
ここで、本実施形態における「開口部の面積」とは、2軸構造を有する織物状シートの場合には、縦糸と横糸から形成される開口部、すなわち、縦糸3と横糸4で境界づけられる領域(間隙)を意味する。具体的には、図5に示されるように、縦糸と横糸で境界づけられた開口部2を例示できる。この開口部2は、縦糸の所定長さaと、横糸の所定長さbによって、周囲を境界付けられ、このような開口部の面積を求める場合には、縦a(開口部を境界つける縦糸の長さ)×横b(開口部を境界つける横糸の長さb)によって算出されることになる。したがって、2軸構造を有する織物状シートの場合には、「縦糸と横糸によって形成される開口部の開口面積が、縦0.15〜5.0mm×横0.15〜5.0mmである」とは、縦a(開口部を境界つける縦糸の長さ)が、0.15〜5.0mmであり、横b(開口部を境界つける横糸の長さb)が、0.15〜5.0mmであり、それらの縦の長さと横の長さを掛けて算出された値を意味し、その値が開口面積となる。
【0058】
また、3軸構造を有する織物状シートの場合には、ここでの「開口部の面積」は、縦糸と横糸から形成され、縦糸と横糸で境界づけられる領域(間隙)を意味する。すなわち、縦糸と横糸で境界づけられる領域(間隙)を意味し、それらの縦糸と横糸で境界づけられた領域内に配置される斜糸(斜糸部分)を除いた領域を意味する。具体的には、図2、図4、及び図6に示される、縦糸3、横糸4、及び斜糸5の3軸構造を有する、織物状シートのうち、斜糸を除いて形成される開口部の面積をいう。図5に示される2軸構造のような、斜糸がない開口部の(図5では開口部2の)面積を算出したものに相当する。より具体的には、図6に示されるように、3軸構造を有する織物状シートの場合の開口面積は、次のように算出される。まず、図6では、開口部は、縦糸3、横糸4、及び斜糸5から周囲を境界づけられる。すなわち、開口部は、縦糸4の所定長さcと、横糸の所定長さdと、斜糸から形成される。ただし、前述のように、開口部の面積は、斜糸を除いた領域であるため、図6に示されるように開口形状が三角形状であっても、斜糸を除いた領域で算出される。そのため、本実施形態において、開口部の面積を算出する場合には、図6に示される斜糸を有する3軸構造であっても、図5に示される斜糸を有しない開口部の面積を算出したものと同様に規律される。したがって、3軸構造を有する織物状シートの場合には、「縦糸と横糸によって形成される開口部の開口面積が、縦0.5〜10.0mm×横0.5〜10.0mmである」とは、縦c(縦糸の長さ)が、0.5〜10.0mmであり、横d(横糸の長さ)が、0.5〜10.0mmであり、それらの縦と横を掛けて算出した値であり、その値が開口面積となる。
【0059】
2軸構造体においては、より好ましくは、縦0.5〜2.0mm×横0.5〜2.0mmである。3軸構造体においては、より好ましくは、縦2.0〜8.0mm×横2.0〜8.0mmである。このような所望の大きさに開口部(開口面積)を形成することにより、複合ヒンジシートの一体化が確実になる。さらに、柔軟性に優れ、繰り返しの曲げ強度が向上した複合ヒンジシートを得ることができる。
【0060】
なお、開口形状が六角形の場合には、その開口面積は、上記三角形の場合と同様に斜糸を除いた縦糸と横糸から形成される正方形、または長方形の面積に相当する。斜糸を有する場合の織物状シートにおける、開口部の形状が、その他の多角形の場合にも同様にして、面積を算出するとよい。
【0061】
前記したように、フラットヤーンの厚みと幅を上記範囲とすることで、織物状シートの開口部に熱可塑性樹脂を十分侵入させることができる。このようにすることにより、引張り強度や引き裂き強度に優れ、シートの平坦性に優れた熱可塑性樹脂と織物状シートが一体化した複合ヒンジシートを得ることができる。言い換えると、織物状シートの開口部に、熱可塑性樹脂を十分侵入させるためには、織物状シートの開口率が大で(織物状シートの面積に対する開口部の面積の比率)、開口部の面積が大きく、フラットヤーンの幅の狭いことが条件である。但し、薄い織物状シートにおいて、フラットヤーンの幅を狭くすると、糸の強度が小さくなり、開口率を大きくすると、織物状シート自体の強度が小さくなる。
【0062】
また、開口部の面積を大きくすると、フラットヤーンの幅部分と開口部に侵入した熱可塑性樹脂の耐熱性と剛性が異なることから、電子パスポート積層体を真空プレス機などにより加熱積層したときに、データページ最表面の平坦性が劣る問題が生じる。いわゆる、フラットヤーンの幅部分が熱可塑性樹脂より剛性が大で耐熱性が高いために、加熱積層時の温度と圧力により熱可塑性樹脂が一部押し出されることから複合ヒンジシートに凹凸が発生する。この凹凸がデータページ最表面まで転写されることによりデータページ最表面の平坦性が劣ることとなる。一方、織物状シートの開口率や開口部の面積があまりにも小さい場合には、Tダイ付押出成形機のTダイより吐出された溶融軟化状態の熱可塑性樹脂が織物状シートの開口部に侵入が困難となる。要するに、織物状シートの開口部にて熱可塑性樹脂の連結構造が形成されず、織物状シートと熱可塑性樹脂の一体化がなされず、織物状シートと熱可塑性樹脂の剥離が生じることとなる。このように、複合ヒンジシートの平坦性と引張り強度や引き裂き強度を両立させるためには、織物状シートの厚みと幅、開口率と開口面積が重要な因子であり、それぞれ良好な範囲が存在することを見出した。
【0063】
さらに、これまで説明した織物状シートの厚さが、50〜200μmであることが好ましい。このように所望の厚さに形成されることにより、十分な耐引き裂き性を得た複合ヒンジシートを形成できる。織物状シートの厚さが50μm未満では、引張り強度や引き裂き強度が不十分であり、一方、織物状シートの厚さが200μmを超えると、得られる複合ヒンジシートの厚みが200μm超となり電子パスポート用データページの総厚みが規定されているなかで、複合ヒンジシートの厚み比率が大きくなる。これでは、後述のような透明オーバーシート(透明レーザーマーキングシート)及びコアシートを積層させて電子パスポート用レーザーマーキング多層シートとして構成する場合には、透明オーバーシート及びコアシートを薄くしなければならない。透明オーバーシートの厚みを薄くするとレーザー発色性の低下が生じたり、コアシートの厚みを薄くすると印刷工程でのシート送りに問題が生じたりするため、隠蔽性の不足が生じたりして好ましくない。
【0064】
ここで、織物状シートの厚さは、2軸構造からなる織物状シートの場合には、縦糸と横糸との交点部(図1、図3において、符号6を付した部分)の厚さである。また、3軸構造からなる織物状シートの場合には、縦糸、横糸、及び斜糸の交点部(図2、図4において、符号6を付した部分)の厚さである。
【0065】
上記したように、前記2軸構造体を有するメッシュクロスまたは不織布の開口部の形状が、前記縦糸と前記横糸から形成される正方形または長方形であるとともに、開口部の大きさが、縦0.15〜5.0mm×横0.15〜5.0mmであり、或いは、前記3軸構造体を有するメッシュクロスまたは不織布の開口部の形状が、三角形を含む多角形であるとともに、前記3軸構造体の前記斜糸を除いた前記縦糸と前記横糸から形成される前記3軸構造体の開口部の形状が、正方形または長方形であり、且つ開口部の大きさが、縦0.5〜10.0mm×横0.5〜10.0mmであり、フラットヤーンの厚みが20〜90μmであり、幅が0.2〜2.0mmである織物状シートから形成してなる複合ヒンジシートは、糸の交点厚みが薄くても、引き裂き強度、引張り強度にすぐれる。また複合ヒンジシートを薄くすることにより、電子パスポート積層体の構成において、他のシートを薄くしなければならないという不都合がない。さらに開口部を上記した範囲とすることにより、熱可塑性樹脂の閉塞による一体化が確実に行うことができ、引き裂き強度、耐破断性、耐折曲げ性に優れた複合ヒンジシートが得られる。すなわち、開口部の大きさ、フラットヤーンの厚み、及び幅を好ましい範囲とすることにより、複合ヒンジシートを薄くすることができ、しかも薄くしても、引き裂き強度、耐破断性、耐折曲げ性、柔軟性、引張り強度などに優れた複合ヒンジシートを得ることができる。
【0066】
[1−2]熱可塑性樹脂:
本発明の複合ヒンジシートにおける、熱可塑性樹脂は、熱可塑性エラストマー、またはこれらの熱可塑性エラストマーの混合物から選ばれる少なくとも1種からなる熱可塑性樹脂である。好ましい熱可塑性樹脂は、熱可塑性ポリウレタンエラストマー(TPU)、熱可塑性ポリアミドエラストマー、熱可塑性ポリエステルエラストマー、熱可塑性オレフィンエラストマー、熱可塑性アクリルエラストマーである。
【0067】
また、2種以上を混合して使用する際の混合割合は、特に限定されるものではないが、混合使用の場合には、少なくとも熱可塑性ポリウレタンエラストマー(TPU)が含まれていることが、良好な耐引き裂き性、柔軟性を得る点から好ましい。
【0068】
上記した熱可塑性オレフィンエラストマーとしては、たとえばプロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセン、1−トリデセン、1−テトラデセン、1−ペンタデセン、1−ヘキサデセン、1−ヘプタデセン、1−オクタデセン、1−ノナデセン、1−エイコセン、3−メチル−1−ブテン、3−メチル−1−ペンテン、3−エチル−1−ペンテン、4−メチル−1−ペンテン、4−メチル−1−ヘキセン、4,4−ジメチル−1−ヘキセン、4,4−ジメチル−1−ペンテン、4−エチル−1−ヘキセン、3−エチル−1−ヘキセン、9−メチル−1−デセン、11−メチル−1−ドデセン、12−エチル−1−テトラデセンなどを挙げることができる。なお、これらの熱可塑性オレフィンエラストマーは、1種、或いは2種以上を混合して使用することができる。
【0069】
また、熱可塑性樹脂は、表面硬度ショアAが85以上、ショアDが70未満の柔軟性を有するものであることがよい。このようなショア硬度を有する熱可塑性樹脂を用いることにより、織物状シートと一体化させた複合ヒンジシートに、柔軟性及び低温時の柔軟性を持たせることができる。更に、電子パスポート用レーザーマーキング多層シートを成形する際の、加熱プレス工程で、多層シートとの加熱融着性を確保できる。この熱可塑性樹脂は、織物状シートの開口部に、熱可塑性エラストマー等の熱可塑性樹脂を溶融充填した後、非開口化された織物状シートの表面に層状となって形成されることが好ましい。
【0070】
このような表面硬度ショアAが85以上、ショアDが70未満の柔軟性を有する熱可塑性樹脂としては、たとえば、熱可塑性ポリウレタンエラストマー(TPU)等を例示できる。
【0071】
さらに、電子パスポート用レーザーマーキング多層シート用としての複合ヒンジシートにおける、織物状シートの開口部を閉塞させる熱可塑性樹脂が、QUV促進耐侯性試験において100時間経過後の色差△Eが6以下である前記熱可塑性エラストマーまたは非晶性ポリエステル樹脂から選ばれる少なくとも1種からなることが好ましい。経時劣化安定性を保つことができるからである。また、一般的に、色差△Eが0.5〜0.7程度でその違いを認識でき、色差△Eが6もあると、かなり黄変が始まっていることになる。したがって、色差△Eは6以下とした。なお、色差△Eが6を超えると見た目が悪く、製品としての違和感が生じるため使用に耐えられない。
【0072】
なお、このようなQUV促進耐侯性試験は、引張破断強度や引張破断伸びなどの力学特性と並行して評価してもよい。より具体的には、QUV促進耐侯性試験の前後に、引張破断強度や引張破断伸びなどの試験を行い、試験片(シート)の保持率や、耐久性を評価してもよい。なお、この力学特性においても、保持率は少なくとも60%程度が下限であろうと考えられる。60%未満では、初期の性能の半分程度に低下しているため、製品の使用上、好ましくないからである。
【0073】
また、上記した熱可塑性エラストマーからなる熱可塑性樹脂には、その機能を阻害しない範囲内で、無機フィラー、有機フィラー、他の熱可塑性樹脂等を混合してもよい。更に、滑剤、安定剤、光安定剤、酸化防止剤、紫外線吸収剤、顔料、染料などの着色剤等を添加、混合してもよい。具体的には、無機フィラーとしては、雲母、マイカ、ミクロマイカ、シリカ、炭酸カルシウム等が挙げられる。有機フィラーとしては、ポリエステル繊維、PPS繊維、ポリアミド繊維などの有機繊維等が挙げられる。他の熱可塑性樹脂としては、アクリロニトリル−スチレン共重合樹脂(AS樹脂)、ポリプロピレン樹脂、アクリロニトリル−ブタジェン−スチレン共重合樹脂(ABS樹脂)、アクリル樹脂、ポリカーボネート樹脂等が挙げられる。
【0074】
より具体的には、断裁加工性及び耐熱性を向上させる目的で、AS樹脂、ポリプロピレン樹脂、ABS樹脂、アクリル樹脂、ポリカーボネート樹脂等を少量配合することがある。または、無機フィラーとしては、雲母、マイカ、ミクロマイカ、シリカを同目的で配合することがある。更に、着色の目的で、顔料、染料などの着色剤を配合することがある。また、成形加工時や使用時の安定性を向上させる目的で、滑剤、安定剤、光安定剤、酸化防止剤、紫外線吸収剤等を配合することがある。
【0075】
[1−3]複合ヒンジシート:
本実施形態の複合ヒンジシートは、前述のように、織物状シートと熱可塑性樹脂とから構成される。すなわち、本実施形態の複合ヒンジシートでは、前述のような織物状シートの開口部を、熱可塑性樹脂で閉塞することで、両者の特性を併せ持った複合ヒンジシートが形成される。換言すれば、熱可塑性エラストマーが備える柔軟性と織物状シートが備える強度、剛性及び耐熱性が両立してなる新規な複合ヒンジシートとなっている。
【0076】
また、この複合ヒンジシートは、レーザーマーキングにより画像、文字等の情報を書き込んだ(後述の)透明レーザーマーキングシートと、印刷等により画像、文字等の情報を印刷した(後述の)コアシートと、更には、各種の情報等を、ICチップ等の記憶媒体に記憶させて配設した、いわゆるインレットとを、パスポートの表紙と他のビザシート等と一体に堅固に綴じるために、非常に重要な役割を担うシートである。そのため、複合ヒンジシートは、コアシートと堅固な綴じ込みを可能とする加熱融着性、適度な柔軟性、加熱融着工程での耐熱性等を備える必要がある。加えて、たとえば、この複合ヒンジシートを(電子パスポートの)表紙等にミシン綴じをする場合には、ミシン部の引き裂き強度、及び引張強度に優れること、且つ、この綴じ部の耐光性、及び耐熱性を有することが要求される。更には、繰り返し曲げに対する抵抗性、言い換えるとヒンジ特性に優れることが要求される。したがって、このような目的に合致する前記素材が、複合ヒンジシートに好適に用いられる。
【0077】
好ましい複合ヒンジシートの構成としては、織物状シートの開口部に、熱可塑性樹脂が溶融状態で侵入して、前記開口部を閉塞するのである。この開口部を熱可塑性樹脂が閉塞して織物状シートと熱可塑性樹脂が渾然一体化されていることである。
【0078】
また、織物状シートの開口部を熱可塑性樹脂で閉塞するにあたっては、閉塞は、図7に示すように、織物状シートの開口部2にのみ熱可塑性樹脂7を浸入、充満させて閉塞することができる。また、図8に示すように、織物状シートの開口部2に熱可塑性樹脂7を浸入、充満させて閉塞するとともに、織物状シートの上下面に、熱可塑性樹脂からなるスキン層8が形成されるようにすることができる。このようにスキン層を形成することにより、織物状シートの有する強度性、剛性、及び耐熱性と、熱可塑性樹脂の有する柔軟性、低温特性、及び熱可塑性と、を併せ持つ新規な熱可塑性複合シートを得ることができる。
【0079】
この複合ヒンジシートは、コアシートとの加熱融着性に優れることから、この複合ヒンジシートを、後述のような電子パスポート用レーザーマーキング多層シートのヒンジシートに使用すると、コアシート/複合ヒンジシート/コアシート間の層間の剥離強度を十分なものにできる。また、複合ヒンジシートを介して電子パスポートの表紙等をミシン綴じする場合、ミシン綴じする部分で、繰り返し曲げを行っても、その繰り返し曲げに絶え得るヒンジ特性を、電子パスポートに持たせることができる。また、パスポートが、ミシン部の耐破壊強度に優れたものになる。更には、国内外を問わず、世界の低温地域でのパスポート使用に耐え得るといった低温時のヒンジ特性をパスポートに持たせることができる。さらに、高温地域における、ヒンジ特性やミシン部の耐破壊強度に優れたパスポートとなる。加えて、パスポートの最長有効期限である10年使用等の長期間においても、経時劣化安定性に優れるため、あらゆる地域での長期間の使用に耐えうる特性を有するパスポートとなる。
【0080】
ここで、「織物状シートの開口部に、熱可塑性樹脂が溶融状態で侵入して、非開口される」とは、織物状シートに形成された多数の開口部に、溶融させた熱可塑性樹脂の一部が侵入して、全ての開口部を塞いでしまい非開口化された状態となることを意味する。
【0081】
ここで、本実施形態における、複合ヒンジシートの製造法としては、たとえば、Tダイ付押出成形機を使用してTダイより吐出された溶融軟化状態の前記熱可塑性樹脂を織物状シートとともに熱ロールにて織物状シートの開口部に熱可塑性樹脂を侵入させ開口部に熱可塑性樹脂を充満させることにより熱可塑性樹脂と織物状シートを一体化させる方法、及び、Tダイ付押出成形機を使用して熱可塑性樹脂シートを作製した後、織物状シートと熱ラミネートする方法などが挙げられるが、これらの方法に限定されるわけではない。前記織物状シートに前記熱可塑性樹脂が一体化されることが好ましい。具体例として、熱可塑性ポリウレタンエラストマーの場合は、170〜240℃にて、溶融押出させることが好ましい。
【0082】
また、熱ラミネートするに際しては、あらかじめ織物状シートを構成する縦糸、横糸、および斜糸を、化学的、或いは物理的前処理を行ってもよい。たとえば、プライマー塗布、コロナ処理、プラズマ処理などを挙げることができる。こうすることにより織物状シートと熱可塑性樹脂とを確実に一体化することができる。
【0083】
さらに、複合ヒンジシートは、織物状シートの開口部に、溶融軟化状態の熱可塑性樹脂を侵入させることにより、織物状シートの開口部の全てに熱可塑性樹脂を充満させる。これにより、織物状シートと熱可塑性樹脂が一体化される。また、溶融軟化状態の熱可塑性樹脂と織物状シートをラミネーションさせ、織物状シートの開口部に溶融軟化状態の熱可塑性樹脂を侵入させる。その後、この複合シートを反転して、最初に溶融軟化状態の熱可塑性樹脂を侵入させた反対側より溶融軟化状態の熱可塑性樹脂を侵入させ充満させることにより一体化した複合ヒンジシートを得る。なお、このような溶融軟化状態の熱可塑性樹脂と織物状シートをラミネーションする方法については特に限定する必要はなく、たとえば、Tダイ付の押出成形機を用いて、熱可塑性樹脂を溶融状態でTダイからシート状に出し、その直後に織物状シートを接触させて2本の引き取りロール間に導き織物状シートの開口部に溶融軟化状態の熱可塑性樹脂を侵入させる方法がある。
【0084】
また、織物状シートの開口部に熱可塑性樹脂を溶融軟化状態で侵入させ、織物状シートの開口部の全てを熱可塑性樹脂で充満させた複合ヒンジシートは、織物状シートの上下両側に、熱可塑性樹脂スキン層を形成してもよい。その場合は、両側の熱可塑性樹脂スキン層厚みが均一なことが好ましい。両側の熱可塑性樹脂スキン層厚みが異なると、複合シートにソリが発生してシートの搬送性が悪くなる。また、他のシート(たとえばコアシート)との加熱積層工程でのソリが大きくなり、表紙等とミシン綴じする際に不具合が生じたりする虞があるため好ましくない。
【0085】
なお、複合ヒンジシートの形状、大きさ等は、電子パスポート用レーザーマーキング多層シートを綴じ込みしやすい形状、大きさ等であれば、とくに形状や、長さ寸法等は限定されるものではない。必要に応じて適宜選択されることが好ましい。
【0086】
たとえば、織物状シートのみをヒンジシートとして使用して、加熱プレス処理する場合には、比較的大きな圧力で加熱積層する必要がある。これにより、織物状シートの開口部に、これと隣接している熱可塑性樹脂のシート、たとえば、コアシートの一部が軟化侵入し、両側の熱可塑性樹脂が織物状シートの開口部で連結構造を形成することにより層間接着性(加熱融着性ともいう)が確保できる。たとえば、ポリカーボネート樹脂からなる透明オーバーシート/コアシート/織物状シート/コアシート/ポリカーボネート樹脂からなる透明オーバーシートの構成を例にとる。この場合、ポリカーボネート樹脂シートの軟化する温度は170〜210℃程度であり、このような比較的高温にて真空プレス機にて加熱、加圧して積層する場合に、加圧圧力が不足する。また、加熱温度、または時間が不足したりすると、織物状シートの開口部にポリカーボネート樹脂の軟化侵入が不足する。そして、織物状シートの開口部での連結構造形成不足により、ポリカーボネート樹脂コアシート/織物状シート/ポリカーボネート樹脂コアシートにおいて層間剥離を生じる問題がある。
【0087】
一方、複合ヒンジシートに使用する熱可塑性樹脂から構成される熱可塑性樹脂シートだけをヒンジシートに使用した場合には、ポリカーボネート樹脂コアシート/熱可塑性樹脂シート/ポリカーボネート樹脂コアシート間の加熱融着性に優れるために、層間接着強度が十分である。しかし、熱可塑性樹脂シートが薄い場合には、特に、引張り強度、及び引き裂き強度が十分でないという問題がある。
【0088】
一方、本実施形態のような複合ヒンジシートを使用する場合には、加熱積層工程にて、熱可塑性樹脂が軟化して、隣接するコアシートと加熱融着する時点で、熱可塑性樹脂とコアシートのスキン層樹脂との相溶性が良好となる。そのため、比較的低圧にて加熱融着させることができる。更に、複合一体化している織物状シートが軟化しないため、前記のような“樹脂のはみ出し”がない。そのため電子パスポート用レーザーマーキング多層シートの総厚さの低減が全くみられない。
【0089】
更に、電子パスポート用レーザーマーキング多層シート用の複合ヒンジシートにおいて、織物状シートの両面の表面、好ましくは表面全面には、前記熱可塑性樹脂が均一に形成されてなることが好ましい。たとえば、複合ヒンジシートの表面がPET等の材質からなるメッシュクロス、または不織布であったなら、その表面は凹凸となる。この場合には、複合ヒンジシートとコアシートとの加熱融着工程において、複合ヒンジシート表面の凹凸がコアシートに転写され、ひいては加熱積層シートの最外層表面に凹凸が形成されてしまうことになる。その結果、電子パスポート用シートデータページに、レーザーマーキングにより個人画像や文字情報をマーキングした場合の、画像、文字の見易さを損なうことになり好ましくない。更に、PET、ポリアミド、ポリプロピレン等の糸の材質と、コアシートのスキン層との加熱融着性が十分でなく、その結果、コアシート/複合ヒンジシートとの剥離強度が不十分となり、好ましくない。
【0090】
たとえば、図7、図8に示されるように、複合ヒンジシート10(10A、または10B)が、織物状シートの開口部に、熱可塑性樹脂を溶融充填し閉塞した複合ヒンジシートであって、熱可塑性樹脂と織物状シートからなる複合体として構成されているものを例示できる。この複合ヒンジシートでは、前述の熱可塑性樹脂が複合ヒンジシート両面の、謂わば、ポリマー層として構成され、織物状シートの表面と、熱可塑性樹脂が一体化して形成されている。
【0091】
さらに、後述のように、電子パスポート用レーザーマーキング多層シート、電子パスポート等に使用される場合には、複合ヒンジシートの厚みが50〜300μmであることが好ましく、さらに、80〜200μmであることが好ましい。複合ヒンジシートが所望範囲内の厚みであると、柔軟性、繰り返しの曲げ強度を増すことができ、汎用性が向上する。そのため、不具合が生じ難い。一方、複合ヒンジシートの厚みが50μm未満であると、複合ヒンジシートの耐引き裂き性等が劣り、改竄や偽造対策としては不十分なものとなる。また、複合ヒンジシートの厚みが300μm超であると、柔軟性が劣り、繰り返しの曲げ強度も低下する。そのため、不具合が生じ、汎用性も劣るため好ましくない。
【0092】
電子パスポートのタイプには、IC−CHIPとアンテナを配し、個人情報等を記載したデータページを表紙等と製本した「e−Card」タイプと、表紙にIC−CHIPとアンテナを配したInlayと個人情報等を記載したデータページを表紙等と製本した「e−Cover」タイプがある。「e−Card」タイプのデータページは、IC−CHIPとアンテナを配していることから総厚みはICカードと同様に800μm前後である。「e−Cover」タイプのデータページは、IC−CHIPとアンテナがないことから400〜600μm程度が主流である。これらのデータページにおいて、複合ヒンジシートが厚いと、透明オーバーシート(透明レーザーマーキングシート)、コアシートを薄くしなければならない。しかし、透明オーバーシートが薄くなりすぎると、レーザーマーキングした印字濃度が薄くなり、或いは、コアシートが薄くなりすぎると、固定情報を印刷機にてコアシートに印刷する場合に、印刷機で良好な印刷ができない。
【0093】
また、「e−Cover」タイプのデータページを例にとる。この基本構成として、透明オーバーシート(透明レーザーマーキングシート)/コアシート/ヒンジシート/コアシート/透明オーバーシート(透明レーザーマーキングシート)とすると、総厚みを500μm前後とするには、たとえば、透明オーバーシートの厚みを約80μm、コアシートの厚みを約120μm、ヒンジシートの厚みを約120μm、程度にしなければならない。総厚みを600μm前後とした場合には、ヒンジシートの厚みを約200μmとしてもよいことになる。更に、「e−Card」タイプのデータページを例にとる。この基本構成として、透明オーバーシート(透明レーザーマーキングシート)/コアシート/インレット(または、「インレイ」と称する)/ヒンジシート/コアシート/透明オーバーシート(透明レーザーマーキングシート)とすると、総厚みを800μm前後とするには、たとえば、インレットの厚みを約400μmとすると、透明オーバーシートの厚みを約60μm、コアシートの厚みを約100μm、ヒンジシートの厚みを約120μm、程度にしなければならない。
【0094】
また、複合ヒンジシート10の一端は、透明オーバーシート13、23、及びコアシート15、25よりも5〜100mm長い張り出し部を有することが好ましい。このように、複合ヒンジシートに張り出し部を形成することにより、電子パスポートに組み付けやすくなるからである。すなわち、張り出し部は、複合ヒンジシートの長手方向の一端を、透明オーバーシート及びコアシートよりも長い張り出し部を用いて、ミシン綴じ若しくは接着により、或いは、ミシン綴じ及び接着により、電子パスポートに組み付けるためのものである。このような複合ヒンジシートとしては、たとえば、図9〜図11に示される、張り出し部29を有する複合ヒンジシートを一例として挙げることができる。ただし、これに限定されるものではない。なお、図9〜図11の符号27は、ミシン綴じ部を示す。
【0095】
複合ヒンジシートに張り出し部29を形成する場合に、張り出し部29の長さは、ミシン綴じの仕方若しくは接着作業性、或いは、ミシン綴じの仕方及び接着作業性により決められることが好ましい。さらに、ミシン綴じ部の強度及び接着強度により、張り出し部の長さが決められることが好ましい。ただし、後述のように、複合ヒンジシートが、電子パスポート用レーザーマーキング多層シート、電子パスポート等に使用される場合には、張り出し部の寸法は、5〜100mmであることが好ましく、より好ましくは5〜50mm、更に好ましくは5〜20mmである。
【0096】
このように、張り出し部29を形成することにより、より一層(この張り出し部を用いて)ミシン綴じ若しくは接着により、或いは、ミシン綴じ及び接着により電子パスポートに組み付けしやすくなる。
【0097】
なお、複合ヒンジシートに張り出し部を設けると、後述する、透明レーザーマーキング多層シートを、電子パスポート表紙又は裏表紙にミシン綴じ若しくは接着してなる、或いは、ミシン綴じ及び接着してなる電子パスポートに、成形し易くなるから好ましい。
【0098】
[2]本実施形態の電子パスポート用レーザーマーキング多層シートの構成:
本発明の電子パスポート用レーザーマーキング多層シートは、これまで説明した複合ヒンジシートを使用する電子パスポート用レーザーマーキング多層シートであって、透明オーバーシート/コアシート/前記複合ヒンジシート/コアシート/透明オーバーシートの5層を積層してなる構成を基本構成とする電子パスポート用レーザーマーキング多層シートである。
【0099】
透明オーバーシートは、電子パスポート用透明レーザーマーキング多層シートにおいて、最外側に配置されるシート(透明レーザーマーキングシート)であって、レーザーマーキングにより、文字、図形等の情報が印字されるシートである。本実施形態では、透明オーバーシート(透明レーザーマーキングシート)は、(1)単層シート、(2)多層シート1、または(3)多層シート2、として構成される。具体的には、以下のものを挙げることができる。具体的には、(1)ポリカーボネート樹脂及び、レーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる単層シート、(2)スキン層とコア層を有し、両最外層である前記スキン層が、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む透明熱可塑性樹脂組成物からなり、且つ前記コア層が、ポリカーボネート樹脂、およびレーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる多層シート1、(3)スキン層とコア層を有し、両最外層である前記スキン層が、ポリカーボネート樹脂からなり、且つ、前記コア層が、熱可塑性ポリカーボネート樹脂及びレーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる多層シート2、を挙げることができる。なお、前記オーバーシートは、データページを構成するものとして使用される。
【0100】
さらに、透明オーバーシート/コアシート/前記複合ヒンジシート/コアシート/透明オーバーシートにおける、「コアシート」は、ポリカーボネート樹脂、及び着色剤を含むポリカーボネート樹脂組成物からなる着色コア単層シート(適宜、「PCコアシート」ということがある。)として構成される。または、コアシートが、スキン層とコア層を有し、両最外層である前記スキン層が、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む熱可塑性樹脂組成物からなるとともに、前記コアシートのコア層が、ポリカーボネート樹脂を含む熱可塑性樹脂からなり、前記コアシートのスキン層、およびコア層の少なくとも一層には、着色剤を含んでなる着色コア多層シート(適宜、「PETG/PC/PETGから構成される3層コアシートということがある。)として構成される。
【0101】
このように、電子パスポート用レーザーマーキング多層シートが構成されることによって、以下のような効果を奏することができる。すなわち、この電子パスポート用レーザーマーキング多層シートを、電子パスポート表紙、または裏表紙に、ミシン綴じ若しくは接着、或いはミシン綴じ、及び接着することによって、形成される電子パスポートのヒンジ部は、綴じ部の引き裂き強度、引張強度に優れたものとなる。さらに、複合ヒンジシートがパスポート本体から引きちぎられることを未然に、且つ、確実に防止できる。加えて、柔軟性を失うことなく、繰り返しの曲げに対しても十分な強度を有し、実際の使用時における耐光劣化性等の経時安定性に優れたものとなる。しかも、透明オーバーシートにマーキングされた画像などは、コントラスト比が、より一層向上し、鮮明性に優れる。そのため、コアシートの片面(透明オーバーシート側)には5つのシートを積層する前に固定情報が印刷され、透明オーバーシートには、個人情報がレーザーマーキング可能となる。したがって、所謂「Data−Page」の両側に、異なるまたは同じ、固定情報と個人情報とを印刷することができレーザーマーキングで描画できる。
【0102】
本発明の電子パスポート用レーザーマーキング多層シートの基本構成は、上記したように5層からなるものであるが、その構成と材質は、本発明の範囲において種々選択することができる。具体的な構成と材質を下記に例示するが、あくまでも例示であって、これに限定されるものではない。
【0103】
まず、インレットを含まない構成としては、(1)PC単層、またはPC/PC/PCから構成される透明オーバーシート/PCコアシート/複合ヒンジシート/PCコアシート/PC単層、またはPC/PC/PCの3層から構成される透明オーバーシートを積層して電子パスポート用レーザーマーキング多層シートを構成してもよい。また、(2)PC単層、またはPC/PC/PCの3層から構成される透明オーバーシート/PETG/PC/PETGから構成される3層コアシート/複合ヒンジシート/PETG/PC/PETGの3層から構成されるコアシート/PC単層、またはPC/PC/PCの3層から構成される透明オーバーシートを積層して電子パスポート用レーザーマーキング多層シートを構成してもよい。なお、前記PETG/PC/PETGの3層から構成されるコアシートは、全ての層に、酸化チタン等の着色染・顔料を配合してもよい。さらに、(3)PETG/PC/PETGから構成される3層透明オーバーシート/PCコアシート/複合ヒンジシート/PCコアシート/PETG/PC/PETGから構成される透明オーバーシートを積層して電子パスポート用レーザーマーキング多層シートを構成してもよい。また、(4)PETG/PC/PETGの3層から構成される透明オーバーシート/PETG/PC/PETGの3層から構成されるコアシート/複合ヒンジシート/PETG/PC/PETGの3層から構成されるコアシート/PETG/PC/PETGの3層から構成される透明オーバーシートを積層して電子パスポート用レーザーマーキング多層シートを構成してもよい。さらに、(5)上記(1)〜(4)の構成からなる多層シートに、ホログラムシートを挿入するために、透明オーバーシート上に、オーバーシートと同材質(レーザーマーキング処方、または未処方)の保護層を形成してなる層構成からなるものを積層して電子パスポート用レーザーマーキング多層シートを構成してもよい。なお、コアシート、または保護層を形成する材質は、PETGやPETG/PCポリマーアロイ等も使用することができる。
【0104】
また、インレット(ICチップとアンテナを配したもの)を含む構成としては、上記(1)〜(5)の層構成における、ヒンジシートの上側、または下側にインレットを介在させた構成を挙げることができる。なお、インレットを形成する材質は、前記したように、PETG、PC等をはじめとする種々の樹脂が使用される。
【0105】
また、上記した構成からなる電子パスポート用レーザーマーキング多層シートの代表例を、図9〜図11に示す。図9は、上記(1)のPC単層からなる透明オーバーシート/PCコアシート/複合ヒンジシート/PCコアシート/PC単層からなる透明オーバーシート、からなる層構成の電子パスポート用レーザーマーキング多層シートである。図中、符号13は、透明オーバーシート、符号15は、コアシート、符号10は、複合ヒンジシートである。
【0106】
さらに、図10は、上記(1)のPC単層からなる透明オーバーシート/PETG/PC/PETGの3層から構成されるコアシート/複合ヒンジシート/PETG/PC/PETGの3層から構成される3層コアシート/上記(1)のPC単層からなる透明オーバーシート、からなる層構成の電子パスポート用レーザーマーキング多層シートである。図中、符号13は、透明オーバーシート、符号25は、両最外層であるスキン層25aに挟まれた形でコア層25bを有する3層コアシート、符号10は、複合ヒンジシートである。
【0107】
さらに、図11は、上記(2)、または(4)のPC/PC/PC、またはPETG/PC/PETGの3層から構成される透明オーバーシート/PETG/PC/PETGの3層から構成されるコアシート/複合ヒンジシート/PETG/PC/PETGの3層から構成されるコアシート/PC/PC/PC、またはPETG/PC/PETGの3層から構成される透明オーバーシート、からなる層構成の電子パスポート用レーザーマーキング多層シートである。図中、符号23は、両最外層であるスキン層23aに挟まれた形でコア層23bを有する3層透明オーバーシートである。符号10、符号25は、図10と同様である。
【0108】
さらに、本発明の電子パスポート用レーザーマーキング多層シート11(11A,11B,11C)の各構成について説明する。
【0109】
なお、本発明の電子パスポート用レーザーマーキング多層シートを構成する透明オーバーシートは、前述したように単層から構成されるレーザーマーキングシート、またはスキン層とコア層とから構成され、少なくとも3層の多層構造からなるレーザーマーキングシート、いわゆる透明レーザーマーキング多層シートである。
【0110】
[2−1]単層シート:
ここで、透明オーバーシートが、単層シートとして構成される場合には、この単層シートは、ポリカーボネート樹脂及び、レーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物から形成される。ただし、ここで使用されるポリカーボネート樹脂は、その製造方法、重合度などに特に制限はないが、メルトボリュームレイト(メルトフロー特性)が4〜20のものを好適に使用することができる。メルトボリュームレイトが4未満では、シートのタフネス性(強靭性)が向上するという点では意味はあるものの、成形性が劣ることから、実際の使用に難があるため好ましくない。一方、メルトボリュームレイトが20を超えると、シートのタフネス性に劣るようになることから好ましくない。このように透明オーバーシートをポリカーボネート樹脂からなる透明樹脂層で形成することによって、レーザー光エネルギー照射によるマーキング部の発泡による、いわゆる「フクレ」や「ボイド(微小な空洞)」の発生を抑制でき、さらにレーザー光エネルギー照射によるマーキング部分の耐磨耗性を向上することができる。
【0111】
ここで、透明オーバーシートが、単層シートとして構成される場合には、高い透明性を有していることが重要である。そのため、このような単層シートを構成する透明オーバーシートの原料としては、ポリカーボネート樹脂の透明性を阻害しない樹脂、フィラー等であれば特に制限なく使用するとよい。とりわけ、耐傷性を向上させ、または耐熱性を向上させる目的で、汎用ポリカーボネート樹脂と特殊ポリカーボネート樹脂とのポリマーブレンドが好ましく、又はポリカーボネート樹脂とポリアリレート樹脂とのポリマーブレンド等が好ましい。
【0112】
さらに、上記特殊ポリカーボネート樹脂としては、たとえば、主鎖がポリカーボネート樹脂からなり、側鎖にポリスチレン骨格または変性アクリロニトリル−スチレン共重合骨格を有するグラフト共重合体を挙げることができる。
【0113】
なお、透明オーバーシートが、単層シートとして構成される場合には、この単層シートに、レーザー光エネルギー吸収剤を含むことが好ましいが、この点については後述する。また、上記した単層構造の透明オーバーシートの厚さは、特に限定されるものではないが、好ましい範囲は、後述の所定範囲の厚さに形成されることである。
【0114】
[2−2]多層シート1及び多層シート2:
本実施形態において、透明オーバーシートが、前述のような、多層シート1、または多層シート2として構成される場合には、これらの透明オーバーシートは、スキン層とコア層とからなる「少なくとも3層」構造の透明オーバーシートとして構成されることが好ましい。ただし、この「3層シート」とは、「少なくとも3層」を意味するものであって、3層構造のシートに限られるものではない。換言すれば、透明オーバーシートにおいて、「3層シート」と言うのは、説明の便宜を図るものであり、ここで言う「3層シート」とは、「少なくとも3層以上の層からなる多層シート」を意味する。したがって、「3層」から成るシートに限定する趣旨ではない。つまり、3層以上の構成からなれば、5層から構成されても、7層から構成されても、或いは、それ以上の奇数層から形成されていても、多層シートとして本透明オーバーシートに含まれる。
【0115】
なお、上述した「少なくとも3層」といった多層構造の透明オーバーシートとして構成される場合には、後述する透明オーバーシートのスキン層は、多層構造から構成される透明オーバーシートの最も外側の位置に配されるとともに、そのシートの両面に配されることが必要である。さらに、両スキン層(の間)に、コア層が挟まれるように配されることが必要となる。なお、多層構造の透明オーバーシートのスキン層の厚さは、特に限定されるものではないが、より好ましいのは、後述の所定範囲の厚さに形成されることである。
【0116】
ただし、透明オーバーシートが上述の「それ以上の奇数層」から構成される場合であっても、あまりに多層構造からなる場合には、配されるスキン層とコア層との一層あたりの層厚が薄くなり過ぎてしまい、積層時の加熱プレス工程での、いわゆる金型スティックが発生してしまうおそれがある。したがって、好ましいのは5層から、より好ましいのは3層から構成される透明オーバーシートである。
【0117】
なお、この「3層シート」は、スキン層とコア層との3層が積層された後の状態を示すための表現であって、積層方法を制限するものではない。
【0118】
また、透明オーバーシートが、スキン層とコア層とからなる「少なくとも3層」構造のシートとして構成される場合には、たとえば溶融押出成形により一体的に積層成形されることが好ましい。ただし、これに限定されるものではない。
【0119】
すなわち、本実施形態における透明オーバーシートが前述のように奇数層から構成されるのは、偶数層からなる多層シートは、必ず奇数層からなる透明オーバーシートと同じ構成となるからである。たとえば、4層からなる透明レーザーマーキング多層シートでは、スキン層(PETG)/コア層(PC)/コア層(PC)/スキン層(PETG)、といった層の配置、或いは、スキン層(PC)/コア層(PC)/コア層(PC)/スキン層(PC)、といった層の配置等となる。結局のところ、奇数層から構成される透明オーバーシートと同様の構成となるからである。
【0120】
たとえば、3層(いわゆる「3層シート」)から構成される透明オーバーシートを例にすると、スキン層(PETG)/コア層(PC)/スキン層(PETG)、といった層の配列がなされるように、或いは、スキン層(PC)/コア層(PC)/スキン層(PC)、といった層の配列がなされる。すなわち、一方と他方の両最外側に2つのスキン層が配され、その2つのスキン層に挟まれるように、コア層が1層配されて透明オーバーシートが形成されることになる。また、5層から構成される透明オーバーシートを例にすると、スキン層(PETG)/コア層(PC)/スキン層(PETG)/コア層(PC)/スキン層(PETG)、といった層の配列がなされる。或いは、スキン層(PC)/コア層(PC)/スキン層(PC)/コア層(PC)/スキン層(PC)、といった層の配列がなされる。このように、一方と他方の両最外側に2つのスキン層が配され、且つ、交互にスキン層とコア層を配列して、透明オーバーシートを形成してもよい。
【0121】
ここで、前述のように、コア層のみの単層からなる透明オーバーシートとして構成しても、十分なレーザー発色性を有し、本発明の効果を奏することができる。より好ましいのは、前述のようなスキン層(PETG)/コア層(PC)/スキン層(PETG)の多層構造を有する透明オーバーシート(多層シート1)として構成されることである。または、スキン層(PC)/コア層(PC)/スキン層(PC)の多層構造を有する透明オーバーシート(多層シート2)として構成されることである。この多層シート1として、透明オーバーシートを構成することにより、十分な加熱融着性が確保でき、積層工程におけるシートの搬送性、熱プレス後の金型からの離型性、折り曲げ性、透明性等の点で、微調整が可能となる。また、多層構造を有する多層シート2として、透明オーバーシートを構成することにより、コア層のみの単層シートとして形成される透明オーバーシートよりも、更に、高パワーでレーザー光エネルギーを照射し、レーザーマーキング部の濃度を高めることができる。加えて、コア層のマーキング部の発泡による、いわゆる「フクレ」や「ボイド」の発生を抑制でき、表面平滑性を維持できるからである。その上、コア層マーキング部分の上層にスキン層が積層されているために、スキン層の無い場合と比較してマーキング部分の耐磨耗性がより向上するといった相乗効果も奏することができる。
【0122】
[2−2−1]多層シート1の具体的構成:
多層シート1は、スキン層とコア層を有し、両最外層である前記スキン層が、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む透明熱可塑性樹脂組成物からなり、且つ前記コア層が、ポリカーボネート樹脂、及びレーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる透明オーバーシートとして構成される。
【0123】
[2−2−1−1]多層シート1におけるスキン層:
多層シート1にスキン層を形成する場合、すなわち「3層構造」としての多層構造から多層シートが構成される場合には、そのスキン層は、多層シート(3層シート)の外側に配される両最外層として構成される。すなわち、このスキン層は、後述する多層シートにおけるコア層の両端面側(外側)から、挟み込むように配される、多層シート(3層シート)の表層(両最外層)としての役割を担っている。
【0124】
一方、非晶性ポリエステル樹脂のガラス転移温度が80℃未満であると、このような非晶性ポリエステル樹脂からなるスキン層は、べとつき感があったりして取り扱いに難があり、変形がしやすかったりして実用に供することが難しい。また、比較的高い温度でのクリープ特性にも劣るようになる。さらに、引裂き強度、曲げ強度、柔軟性、寸法精度などが劣るようになる。
【0125】
なお、このガラス転移温度は、たとえば、ASTM D3418−82に規定の示差走査熱量測定法(DSC法)に準じて測定することができる。
【0126】
多層シート1に用いられる非晶性ポリエステル樹脂として、非晶性の芳香族ポリエステル樹脂が好ましく、より好ましくは、共重合ポリエステル樹脂がよい。芳香族ポリエステル樹脂とは、芳香族ジカルボン酸とジオールの脱水縮合体をいい、本発明に用いられる実質的に非晶性の芳香族ポリエステル樹脂としては、芳香族ポリエステル樹脂の中でも特に結晶性の低いものが好ましい。これらは、加熱プレス等で頻繁に加熱成形加工を行っても、結晶化による白濁や融着性の低下をおこさないものである。このようなポリエステル樹脂の具体例として、スキン層には、テレフタル酸単位を主とするジカルボン酸単位とエチレングリコール単位(I)、及び、1,4−シクロヘキサンジメタノール単位(II)を主とするグリコール単位からなるポリエステルであって、且つ、エチレングリコール単位(I)と1,4−シクロヘキサンジメタノール単位(II)とが、(I)/(II)=90〜30/10〜70モル%である共重合ポリエステル樹脂が挙げられる。ここで、この共重合ポリエステル樹脂に含まれる、エチレングリコールと、1,4−シクロヘキサンジメタノールと、の成分量を調整する理由は、共重合ポリエステル樹脂において、エチレングリコール成分の置換量が10モル%未満で得られる樹脂では十分な非晶性にならず、熱融着後の冷却工程で再結晶化が進み、熱融着性が劣るからである。また、70モル%を超えて得られる樹脂では十分な非晶性にならず、熱融着後の冷却工程で再結晶化が進み、熱融着性が劣るからである。したがって、本実施形態のように、エチレングリコールと、1,4−シクロヘキサンジメタノールと、の成分量を調整して得られる樹脂は、十分な非晶性になり、熱融着性の点で優れているため、好ましい樹脂といえる。
【0127】
なお、この共重合ポリエステル樹脂としては、たとえば、ポリエチレンテレフタレートにおけるエチレングリコール成分の約30モル%を1,4−シクロヘキサンジメタノールで置換した実質的に非結晶性の芳香族ポリエステル系樹脂(略称「PETG」、(商品名「イースター コポリエステル」、イーストマンケミカル社製))が商業的に入手可能なものとして挙げられる。
【0128】
このスキン層は、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む透明熱可塑性樹脂組成物からなるものであるが、非晶性ポリエステル樹脂以外に、スキン層の特性である透明性、このスキン層とコア層からなる透明オーバーシートの諸強度などを阻害しない範囲で非晶性ポリエステル樹脂以外の合成樹脂、改質剤、その他の添加剤などを含んでいてもよい。
【0129】
[2−2−1−2]多層シート1におけるコア層:
多層シート1におけるコア層は、前述のように、透明オーバーシートを3層シートからなる構成として、最外層にスキン層を形成する場合には、その3層シートの中心に配される、いわゆる核層として構成される。すなわち、3層シートから構成する場合には、コア層は、最外側に配された2つのスキン層に挟み込まれるように、3層シートの中核層として形成されている。
【0130】
この多層シート1におけるコア層は、ポリカーボネート樹脂、およびレーザー光エネルギー吸収剤からなる透明ポリカーボネート樹脂組成物から形成される。ここで使用されるポリカーボネート樹脂は、その製造方法、重合度などに特に制限はないが、メルトボリュームレイト(メルトフロー特性)が4〜20のものを好適に使用することができる。メルトボリュームレイトが4未満では、シートのタフネス性(強靭性)が向上するという点では意味はあるものの、成形性が劣ることから、実際の使用に難があるため好ましくない。一方、メルトボリュームレイトが20を超えると、シートのタフネス性に劣るようになることから好ましくない。このように透明レーザーマーキングシートをポリカーボネート樹脂からなる透明樹脂層で形成することによって、レーザー光エネルギーの照射によるマーキング部の発泡による、いわゆる「フクレ」や「ボイド」を抑制でき、さらにレーザー光エネルギーの照射によるマーキング部分の耐磨耗性を向上することができる。
【0131】
なお、このコア層には、ポリカーボネート樹脂の透明性を阻害しない樹脂、フィラー等であれば特に制限なく配合、添加できる。とりわけ、耐傷性を向上させ、または耐熱性を向上させる目的で、汎用ポリカーボネート樹脂と特殊ポリカーボネート樹脂とのポリマーブレンドが好ましく、またはポリカーボネート樹脂とポリアリレート樹脂とのポリマーブレンド等が好ましい。
【0132】
上記特殊ポリカーボネート樹脂としては、たとえば主鎖がポリカーボネート樹脂からなり、側鎖にポリスチレン骨格または変性アクリロニトリル−スチレン共重合骨格を有するグラフト共重合体を挙げることができる。
【0133】
なお、多層シート1のコア層に、レーザー光エネルギー吸収剤を含むことが好ましいが、この点については後述する。
【0134】
[2−2−2]多層シート2の具体的構成:
多層シート2は、スキン層とコア層を有し、両最外層である前記スキン層が、ポリカーボネート樹脂からなり、且つ、前記コア層が、熱可塑性ポリカーボネート樹脂及びレーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる前記透明オーバーシートとして構成される。
【0135】
[2−2−2−1]多層シート2におけるスキン層:
多層シート2は、多層シート1と同様に、「3層構造」としての多層構造から構成される場合には、そのスキン層は、多層シート(3層シート)の外側に配される両最外層として構成される。すなわち、このスキン層は、後述する多層シートにおけるコア層の両端面側(外側)から、挟み込むように配される、多層シート(3層シート)の表層(両最外層)としての役割を担っている。
【0136】
また、多層シート2におけるスキン層は、ポリカーボネート樹脂(PC)、特に透明なポリカーボネート樹脂を主成分とする透明樹脂層から形成されることが好ましい。ただし、使用されるポリカーボネート樹脂は、製造方法、分子量などに特に制限はないが、メルトボリュームレイトが4〜20のものを好適に使用できる。メルトボリュームレイトが4未満では、シートのタフネス性が向上するという点では意味はあるものの、成形加工性が劣ることから、実際の使用に難があるため好ましくない。また、メルトボリュームレイトが20を超えると、シートのタフネス性に劣ることから、好ましくない。このようにスキン層を、ポリカーボネート樹脂(PC)を主成分とする透明樹脂層から形成することによって、レーザー光照射によるコア層マーキング部の発泡による、いわゆる「フクレ」や「ボイド」を抑制でき、レーザー光エネルギー照射によるマーキング部分の耐磨耗性を向上させることができる。
【0137】
また、多層シート2の場合には、スキン層は高い透明性を有していることが重要であり、ポリカーボネート樹脂の透明性を阻害しない樹脂、フィラー等であれば特に制限なく配合、添加できる。とりわけ、スキン層の耐傷性を向上させ、または耐熱性を向上させる目的から、汎用ポリカーボネート樹脂と特殊ポリカーボネート樹脂とのポリマーブレンドが好ましく、またはポリカーボネート樹脂とポリアリレート樹脂とのポリマーブレンド等が好ましい。
【0138】
上記特殊ポリカーボネート樹脂としては、たとえば主鎖がポリカーボネート樹脂からなり、側鎖にポリスチレン骨格または変性アクリロニトリル−スチレン共重合骨格を有するグラフト共重合体を挙げることができる。
【0139】
[2−2−2−2]多層シート2におけるコア層:
多層シート2におけるコア層は、最外層にスキン層を形成する場合には、その3層シートの中心に配される、いわゆる核層として構成される。すなわち、3層シートから構成する場合には、コア層は、最外側に配された2つのスキン層に挟み込まれるように、3層シートの中核層として形成されている。
【0140】
また、この多層シート2のコア層は、前記した多層シート1と同様に、ポリカーボネート樹脂、およびレーザー光エネルギー吸収剤からなる透明ポリカーボネート樹脂組成物から形成される。そのため、多層シート1におけるコア層の説明を参照されたい。
【0141】
さらに、ポリカーボネート樹脂の透明性を阻害しない樹脂、フィラー等であれば特に制限なく使用できる。とりわけ、耐傷性を向上させ、または耐熱性を向上させる目的で、汎用ポリカーボネート樹脂と特殊ポリカーボネート樹脂とのポリマーブレンドが好ましく、またはポリカーボネート樹脂とポリアリレート樹脂とのポリマーブレンド等が好ましい。
【0142】
上記特殊ポリカーボネート樹脂としては、たとえば主鎖がポリカーボネート樹脂からなり、側鎖にポリスチレン骨格、または変性アクリロニトリル−スチレン共重合骨格を有するグラフト共重合体を挙げることができる。
【0143】
このコア層は、レーザー光エネルギー吸収剤を含むことが必須とされるが、このレーザー光エネルギー吸収剤については、後述する。
【0144】
(透明オーバーシートの厚さ)
また、透明オーバーシートの全厚さ(総厚さ)は、単層シート或いは、3層シート(透明レーザーマーキング多層シート1、透明レーザーマーキング多層シート2)のいずれでも、50〜200μmであることが好ましい。透明オーバーシートの全厚さが、50μm未満であると、レーザーマーキング性が不十分となり好ましくない。また、多層シート1の場合には、多層シート積層工程における加熱融着時に金型に多層シートが貼りつくという、いわゆる金型スティックの問題が発生しやすくなる。このような支障を取り除くためには、加熱融着温度や、加熱融着時のプレス圧力、加熱融着時間等を制御する必要がある。しかし、この制御は煩雑となり、成形工程に支障をきたしやすいため、好ましくない。また、透明オーバーシートの全厚さが200μmを超えると、たとえば、その200μmを超えた透明オーバーシートと後述するコアシートを使用して、電子パスポート用レーザーマーキング積層体を積層成形した場合には、一般的な電子パスポートの全最大厚さを超えるため、実用性に乏しいとの問題が生じる。また、前記した織物状シートの厚みも複合シートの総厚みが規定されている中で、あまりに薄いと織物状シートの複合効果(別の表現ではインサートとも言える)は少なく、あまりに厚いと、複合シートの総厚みが厚くなり、電子パスポート用レーザーマーキング積層体の総厚み規定を外れる。前述したように、たとえば電子パスポートのタイプには、「e−Card」タイプと、「e−Cover」タイプがある。「e−Card」タイプのデータページは、IC−CHIPとアンテナを配していることから総厚みはICカードと同様に800μm前後である。また、「e−Cover」タイプのデータページは、IC−CHIPとアンテナがないことから400〜600μm程度が主流である。
【0145】
ここで、「e−Cover」タイプのデータページを例にとると、基本構成として、透明オーバーシート/コアシート/ヒンジシート/コアシート/透明オーバーシートとすると、総厚みを500μm前後とするには、たとえば、オーバーシートの厚みを約80μm、コアシートの厚みを約120μm、透明オーバーシートの厚みを約120μm、程度にしなければならない。総厚みを600μm前後とした場合には、透明オーバーシートの厚みを約120μmとしてもよいことになる。更に、「e−Card」タイプのデータページを例にとると、基本構成として、透明オーバーシート/コアシート/インレット(または、「インレイ」と称する)/ヒンジシート/コアシート/透明オーバーシートとすると、総厚みを800μm前後とするには、たとえば、インレットの厚みを約400μmとすると、オーバーシートの厚みを約60μm、コアシートの厚みを約100μm、ヒンジシートの厚みを約120μm、程度にしなければならない。
【0146】
また、透明オーバーシートがスキン層とコア層からなる多層シート(いわゆる3層シート)の場合であって、多層シート1の場合には、全厚さ(総厚さ)は、50〜200μmであるとともに、当該多層シート1の全シート厚さに対して占める前記コア層の厚さの割合が、30〜85%であることが好ましい。スキン層の厚さがあまりにも薄いと、金型スティックの発生及び熱融着性の低下が生じてしまい、他方、スキン層の厚さがあまりにも厚すぎると、後述するコア層の厚さが、必然的に薄くなってしまい、レーザーマーキング性が劣ったり、多層シート積層後にそりが発生したりするなどの問題が生じて望ましくないからである。
【0147】
さらに、透明オーバーシートが、スキン層とコア層からなる多層シート(いわゆる3層シート)の場合であって、多層シート2の場合には、多層シート2の全厚さ(総厚さ)は、50〜200μmであるともに、当該多層シートの全シート厚さに対して占める前記コア層の厚さの割合が30〜85%であることが好ましい。コア層の厚みが30%未満では、レーザーマーキング性が劣り好ましくない。また、85%を超えると、スキン層が薄くなりすぎ、高パワーでレーザー光エネルギーを照射した場合に、コア層に配合したレーザー光エネルギー吸収剤がレーザー光エネルギーを吸収して熱に変換することにより、高熱が発生し、レーザー光エネルギーの照射部における、いわゆる「フクレ発生」や「ボイド発生」を抑制する効果に乏しくなり好ましくない。また、仮に、レーザー光エネルギーを調整して、好ましいレーザー発色を得たとしても、スキン層の厚みが前述の所望範囲内であるものと比較して、レーザーマーキング部の耐磨耗性が十分でなく好ましくない。
【0148】
より好ましいのは、3層から構成される多層シート1、2において、全シート中に占めるコア層の厚さの割合が、40〜85%であることである。所謂3層から構成される透明オーバーシートの場合のコア層厚み比率は、レーザー発色性(コントラスト性)の主要因子となる。すなわち、PC/PC(レーザーマーク対応)/PCの3層構造でも、PETG/PC(レーザーマーク対応)/PETGの3層構造でも、コア層の厚みがレーザーマーキング性の主因子であり、レーザーマーキング適正を考慮した場合、コア層が厚い方が好ましい。また、スキン層の厚みは、インレイ層との加熱融着性に寄与するため、薄い方が好ましい。従って、3層から構成される透明オーバーシートのコア層の厚み比率の規定は、40〜85%がより好ましい。この点、85%以上となる3層から構成される透明オーバーシートでは、余りにもスキン層が薄くなるために、2種3層共押出成形において、スキン層の厚み制御が困難となり、安定的に成形するのは困難となる。
【0149】
(透明オーバーシートの全光線透過率)
また、前記オーバーシートは、全光線透過率が70%以上であることが好ましく、より好ましいのは85%以上である。たとえば、本実施形態の電子パスポート用レーザーマーキング積層体を、電子パスポートに使用する場合には、この用途では印刷を施すことが一般的である。そのため、透明オーバーシートの下部に、たとえば、文字、図形等の印刷を施した白色シート(以下、文字、図形等の印刷を施した白色シートの印刷を、適宜「印刷部」という)を積層するなどして、最外層である透明オーバーシートの非印刷部にレーザー光エネルギーを照射し、黒色発色させて、画像や文字をマーキングさせ、印刷部でのデザイン性とレーザーマーキングによる偽造防止を組み合わせて使用することが多い。このように組み合わせて製造し使用することで、その下地層が白い故に、印刷部の鮮明性及びレーザーマーキング部の黒/白コントラストにより鮮明な画像を得ることができる。すなわち、白色シート等を積層する場合には、この最外層の透明性を前述の所望範囲の全光線透過率にすることにより、これらの効果を最大限に発揮させられる(黒/白コントラストの鮮明性を際立たせることができる)。換言すれば、この最外層の透明性は印刷部の鮮明性及びレーザーマーキング部の黒/白コントラストの鮮明性を確保する上で重要であり、全光線透過率が70%未満では黒/白コントラストが不十分となり、十分なマーキング性が確保できない問題が生じることと、印刷は下地白色シート上に施すために、この印刷の視認性に問題を生じるため好ましくない。
【0150】
ここで、「全光線透過率」とは、膜等に入射した光のうち、透過する光の割合を示す指標であり、入射した光がすべて透過する場合の全光線透過率は100%である。なお、本明細書中の、「全光線透過率」は、JIS−K7105(光線透過率及び全光線反射率)に準拠して測定した値を示したものであり、この全光線透過率の測定は、たとえば、日本電色工業製のヘイズメーター(商品名:「NDH 2000」)、分光光度計(商品名「EYE7000」マクベス社製)等を用いて測定できる。
【0151】
[2−3]レーザー光エネルギー吸収剤:
また、透明レーザーマーキングシートが単層構造である単層シートとして構成される場合には、透明レーザーマーキングシートには、或いは透明レーザーマーキングシートが少なくとも3層シートである多層シート1,2として構成される場合には、そのコア層には、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収剤が0.0005〜1質量部含まれることが好ましい。このように構成することにより、レーザーマークした際のレーザー発色性に優れ、生地色と印字部とのコントラストが高くなり、鮮明な文字、記号、画像が得られるので好ましい。
【0152】
また、レーザー光エネルギー吸収剤としては、カーボンブラック、チタンブラック、金属酸化物、金属硫化物、金属窒化物、金属シュウ酸化物、及び金属炭酸化物からなる群から選ばれた少なくとも1種が挙げられる。より好ましいのは、レーザー光エネルギー吸収剤が、単層シートに、または多層シート1,2のコア層に、カーボンブラック、チタンブラック、及び金属酸化物からなる群から選ばれた少なくとも1種または2種以上を含有しているものである。
【0153】
ここで、多層シート2に添加するカーボンブラック、チタンブラック、金属酸化物、金属硫化物、金属窒化物、金属シュウ酸化物、及び金属炭酸化物の平均粒子径は、150nm未満であることが好ましい。より好ましいのは、多層シート2に添加するカーボンブラック、チタンブラック、金属酸化物、金属硫化物、金属窒化物、金属シュウ酸化物、及び金属炭酸化物の平均粒子径が100nm未満である。さらに、それらの平均粒径が10〜90nmで、ジブチルフタレート(DBT)吸油量60〜170ml/100grのカーボンブラックまたは該カーボンブラックと、平均粒子径が、150nm未満のチタンブラックまたは金属酸化物の併用が好ましい。カーボンブラック、チタンブラック、金属酸化物、金属硫化物、金属窒化物、金属シュウ酸化物、及び金属炭酸化物の平均粒径が150nmを超えると、シートの透明性が低下したり、シート表面に大きな凹凸が発生したりすることがあり好ましくない。さらに、カーボンブラックの平均粒径が10nm未満では、レーザー発色性が低下するとともに、微細すぎて取扱いに難があり、好ましくない。また、DBT吸油量が60ml/100gr未満では、分散性が悪く、170ml/100grを超えると隠蔽性に劣るため好ましくない。
【0154】
また、多層シート1に添加する、チタンブラック、金属酸化物、金属硫化物、金属窒化物、金属シュウ酸化物、及び金属炭酸化物の平均粒子径は、前述した多層シート2と同様であるが、多層シート1に添加する、カーボンブラックの平均粒径は、10〜90nmで、ジブチルフタレート(DBT)吸油量60〜170ml/100grのカーボンブラックが好ましい。カーボンブラックの平均粒径が10nm未満では、レーザー発色性が低下するとともに、微細すぎ取扱に難があり、90nmを超えるとシートの透明性が低下したり、シート表面に大きな凹凸が発生したりすることがあり好ましくない。また、DBT吸油量が60ml/100gr未満では分散性が悪く、170ml/100grを超えると隠蔽性に劣るため好ましくない。
【0155】
また、多層シート1,2に添加する金属酸化物としては、酸化物を形成する金属として、亜鉛、マグネシウム、アルミニウム、鉄、チタン、珪素、アンチモン、錫、銅、マンガン、コバルト、バナジウム、ビスマス、ニオブ、モリブデン、ルテニウム、タングステン、パラジウム、銀、白金などが挙げられる。更に、複合金属酸化物としてITO、ATO、AZO等が挙げられる。
【0156】
また、多層シート1,2に添加する金属硫化物としては、硫化亜鉛、硫化カドミニウムなどが挙げられる。さらに、金属窒化物としては窒化チタンなどが挙げられ、金属シュウ酸化物としては、シュウ酸マグネシウム、シュウ酸銅など、さらに金属炭酸化物としては、塩基性炭酸銅を挙げることができる。
【0157】
このように、多層シート1,2に添加するエネルギー吸収剤としては、カーボンブラック、金属酸化物、及び複合金属酸化物が好適に用いられ、各々単独または併用して用いられる。
【0158】
さらに、多層シート2へのエネルギー吸収剤には、カーボンブラックが0.0005〜1質量部添加(配合)されることが好ましく、より好ましくは0.0008〜0.1質量部である。また、カーボンブラックと平均粒子径150nm未満の金属酸化物、金属硫化物、金属窒化物、金属シュウ酸化物、及び金属炭酸化物から選ばれた少なくとも1種とを併用する場合には、その混合物の配合量が0.0005〜1質量部配合されることが更に好ましく、最も好ましいのは0.0008〜0.5質量部である。
【0159】
ここで、多層シート2へのレーザー光エネルギー吸収剤の添加量(配合量)を所望量に調整するのは、透明オーバーシートは透明であることが好ましいからである。すなわち、電子パスポート用レーザーマーキング多層シートや、電子パスポートに使用する場合、印刷を施したコアシート(適宜、白色シートということもある。)上に、透明オーバーシートを積層するなどして使用される。さらに、印刷部を施していない部分のオーバーシートに、レーザー光エネルギーを照射し、黒色発色させて、画像や文字をマーキングされる。このようにして、印刷部でのデザイン性とレーザーマーキングによる偽造防止効果を組み合わせて使用することが多い。そして、このように組み合わせて製造し使用することで、その下地層が白い故に、印刷部の鮮明性、及びレーザーマーキング部の黒/白コントラストにより鮮明な画像を得ることができる。換言すれば、前述のインレイシート上に積層される透明オーバーシートの透明性が劣ると、印刷された画像、文字等が不鮮明となる。また、レーザーマーキング部の黒/白コントラストが劣ること等から実用上問題となる。そのため、平均粒子径の小さいカーボンブラックが好ましく用いられ、また、カーボンブラックと他の金属酸化物、金属硫化物、金属炭酸塩及び金属ケイ酸塩から選ばれた少なくとも1種との混合物を、レーザー光エネルギー吸収剤として用いる場合も、これら金属酸化物、金属硫化物の平均粒子径が少なくとも150nm未満、好ましくは100nm未満とするのである。
【0160】
したがって、多層シート2に添加する、前述のレーザー光エネルギー吸収剤の平均粒子径が150nmを超えると、透明オーバーシートの透明性が低下して好ましくない。また、これらレーザー光エネルギー吸収剤の配合量も1質量部を超えると、透明オーバーシートの透明性が低下する。さらに、吸収エネルギー量が多過ぎてしまい、樹脂を劣化させてしまう。その結果、十分なコントラストが得られない。他方、レーザー光エネルギー吸収剤の添加量が0.0005質量部未満では、十分なコントラストが得られず好ましくない。更に、レーザー光エネルギー吸収剤の添加量が1質量部を超えると、透明オーバーシートの透明性が低下して好ましくないだけでなく、異常な発熱を生じることになる。その結果、樹脂の分解・発泡が発生し、所望のレーザーマーキングができない。
【0161】
さらに、透明オーバーシートとしての、多層シート1へのレーザー光エネルギー吸収剤には、カーボンブラックが0.0001〜3質量部添加(配合)されることが好ましく、より好ましくは0.0001〜1質量部である。また、カーボンブラックと平均粒子径150nm未満の金属酸化物、金属硫化物、金属炭酸塩及び金属ケイ酸塩から選ばれた少なくとも1種とを併用する場合には、その混合物の配合量が0.0001〜6質量部配合され、より好ましくは0.0001〜3質量部配合されることである。このように、エネルギー吸収剤の添加量(配合量)を調整するのは次の理由のためである。すなわち、透明オーバーシートは透明であることが好ましく、透明オーバーシートの下層である着色コアシートに印刷を施す場合が多い。その場合に透明オーバーシートの透明性が劣ると印刷された画像、文字などが不鮮明となり実用上問題となる。そのために平均粒子径の小さいカーボンブラックが好ましく用いられ、また、カーボンブラックと他の金属酸化物、金属硫化物、金属炭酸塩及び金属ケイ酸塩から選ばれた少なくとも1種との混合物をレーザー光エネルギー吸収剤として用いる場合も、これら金属酸化物、金属硫化物、金属炭酸塩及び金属ケイ酸塩の平均粒子径が少なくとも150nm未満、好ましくは100nm未満、更に好ましくは50nm未満とするのである。
【0162】
したがって、多層シート1に添加する、レーザー光エネルギー吸収剤の平均粒子径が150nmを超えると、透明オーバーシートの透明性が低下して好ましくない。また、レーザー光エネルギー吸収剤の配合量も6質量部を超えると透明オーバーシートの透明性が低下するとともに、吸収エネルギー量が多すぎ樹脂を劣化させてしまい十分なコントラストが得られない。他方、レーザー光エネルギー吸収剤の添加量が0.0001質量部未満では十分なコントラストが得られず好ましくない。
【0163】
[2−4]滑材、酸化防止剤、及び着色防止剤:
また、本実施形態では、単層シート、または多層シート1,2に滑剤を含有させることが好ましく、いわゆる3層シートからなる多層シート1,2として構成される場合には、スキン層に滑剤を含有させることが好ましい。滑剤を含有させることにより、加熱プレス時にプレス板に融着を防ぐことができるからである。
【0164】
さらに、本実施形態では、単層シート、または多層シート1,2として構成される透明オーバーシートに必要に応じて、酸化防止剤及び着色防止剤から選ばれる少なくとも1種、及び紫外線吸収剤及び光安定剤から選ばれる少なくとも1種を含有させることも好ましい。透明オーバーシートが、いわゆる3層シートからなる多層シート1,2として構成される場合には、スキン層及びコア層の少なくとも1層に、必要に応じて、酸化防止剤及び着色防止剤から選ばれる少なくとも1種、及び紫外線吸収剤及び光安定剤から選ばれる少なくとも1種を含有させることも好ましい。酸化防止剤及び着色防止剤から選ばれる少なくとも1種の添加(配合)は、成形加工時における、分子量低下による物性低下及び色相安定化に有効に作用する。この酸化防止剤及び着色防止剤から選ばれる少なくとも1種としては、フェノール系酸化防止剤や亜燐酸エステル系着色防止剤が使用される。また、紫外線吸収剤及び光安定剤から選ばれる少なくとも1種の添加(配合)は透明オーバーシートの保管時、及び最終製品である電子パスポートの実際の使用時における耐光劣化性の抑制に有効に作用する。
【0165】
フェノール系酸化防止剤の例としては、たとえば、α−トコフェロール、ブチルヒドロキシトルエン、シナピルアルコール、ビタミンE、n−オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、3−5−ジ−t−ブチル−4−ヒドロキシトルエン;ペンタエリスリチル−テトラキス〔3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート〕、トリエチレングリコール−ビス〔3−(3−t−ブチル−5−メチル−4−ヒドロキシフェニル)プロピオネート〕、1,6−ヘキサンジオール−ビス〔3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート〕、2−tert−ブチル−6−(3’−tert−ブチル−5’−メチル−2’−ヒドロキシベンジル)−4−メチルフェニルアクリレート、2,6−ジ−tert−ブチル−4−(N,N−ジメチルアミノメチル)フェノール、3,5−ジ−tert−ブチル−4−ヒドロキシベンジルホスホネートジエチルエステル、2,2’−メチレンビス(4−メチル−6−tert−ブチルフェノール)、2,2’−メチレンビス(4−エチル−6−tert−ブチルフェノール)、4,4’−メチレンビス(2,6−ジ−tert−ブチルフェノール)、2,2’−メチレンビス(4−メチル−6−シクロヘキシルフェノール)、2,2’−ジメチレン−ビス(6−α−メチル−ベンジル−p−クレゾール)、2,2’−エチリデン−ビス(4,6−ジ−tert−ブチルフェノール)、2,2’−ブチリデン−ビス(4−メチル−6−tert−ブチルフェノール)、4,4’−ブチリデンビス(3−メチル−6−tert−ブチルフェノール)、トリエチレングリコール−N−ビス−3−(3−tert−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオネート、1,6−へキサンジオールビス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、ビス[2−tert−ブチル−4−メチル6−(3−tert−ブチル−5−メチル−2−ヒドロキシベンジル)フェニル]テレフタレート、3,9−ビス{2−[3−(3−tert−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ]−1,1,−ジメチルエチル}−2,4,8,10−テトラオキサスピロ[5,5]ウンデカン、4,4’−チオビス(6−tert−ブチル−m−クレゾール)、4,4’−チオビス(3−メチル−6−tert−ブチルフェノール)、2,2’−チオビス(4−メチル−6−tert−ブチルフェノール)、ビス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)スルフィド、4,4’−ジ−チオビス(2,6−ジ−tert−ブチルフェノール)、4,4’−トリ−チオビス(2,6−ジ−tert−ブチルフェノール)、2,2−チオジエチレンビス−[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、2,4−ビス(n−オクチルチオ)−6−(4−ヒドロキシ−3’,5’−ジ−tert−ブチルアニリノ)−1,3,5−トリアジン、N,N’−ヘキサメチレンビス−(3,5−ジ−tert−ブチル−4−ヒドロキシヒドロシンナミド)、N,N’−ビス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオニル]ヒドラジン、1,1,3−トリス(2−メチル−4−ヒドロキシ−5−tert−ブチルフェニル)ブタン、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)ベンゼン、トリス(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)イソシアヌレート、トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)イソシアヌレート、1,3,5−トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)イソシアヌレート、1,3,5−トリス(4−tert−ブチル−3−ヒドロキシ−2,6−ジメチルベンジル)イソシアヌレート、1,3,5−トリス2[3(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオニルオキシ]エチルイソシアヌレート、およびテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオニルオキシメチル]メタンなどが挙げられる。
【0166】
なお、これらの例示の中でも、とりわけ、n−オクタデシル−3−(3,5−ジ−tert−ブチル−ヒドロキシフェニル)プロピオネート、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)ベンゼン、1,3,5−トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)イソシアヌレート、テトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオニルオキシメチル]メタンが好適であり、特にn−オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネートが好適である。上記ヒンダードフェノール系酸化防止剤は、単独でまたは2種以上を組合せて使用することができる。
【0167】
亜燐酸エステル系着色防止剤としては、たとえば、トリフェニルホスファイト、トリス(ノニルフェニル)ホスファイト、トリデシルホスファイト、トリオクチルホスファイト、トリオクタデシルホスファイト、ジデシルモノフェニルホスファイト、ジオクチルモノフェニルホスファイト、ジイソプロピルモノフェニルホスファイト、モノブチルジフェニルホスファイト、モノデシルジフェニルホスファイト、モノオクチルジフェニルホスファイト、2,2−メチレンビス(4,6−ジ−tert−ブチルフェニル)オクチルホスファイト、トリス(ジエチルフェニル)ホスファイト、トリス(ジ−iso−プロピルフェニル)ホスファイト、トリス(ジ−n−ブチルフェニル)ホスファイト、トリス(2,4−ジ−tert−ブチルフェニル)ホスファイト、トリス(2,6−ジ−tert−ブチルフェニル)ホスファイト、ジステアリルペンタエリスリトールジホスファイト、ビス(2,4−ジ−tert−ブチルフェニル)ペンタエリスリトールジホスファイト、ビス(2,6−ジ−tert−ブチル−4−メチルフェニル)ペンタエリスリトールジホスファイト、ビス(2,6−ジ−tert−ブチル−4−エチルフェニル)ペンタエリスリトールジホスファイト、フェニルビスフェノールAペンタエリスリトールジホスファイト、ビス(ノニルフェニル)ペンタエリスリトールジホスファイト、ジシクロヘキシルペンタエリスリトールジホスファイトなどが挙げられる。
【0168】
さらに、他のホスファイト化合物としては二価フェノール類と反応し環状構造を有するものも使用できる。たとえば、2,2’−メチレンビス(4,6−ジ−tert−ブチルフェニル)(2,4−ジ−tert−ブチルフェニル)ホスファイト、2,2’−メチレンビス(4,6−ジ−tert−ブチルフェニル)(2−tert−ブチル−4−メチルフェニル)ホスファイト、2,2’−メチレンビス(4−メチル−6−tert−ブチルフェニル)(2−tert−ブチル−4−メチルフェニル)ホスファイト、2,2’−エチリデンビス(4−メチル−6−tert−ブチルフェニル)(2−tert−ブチル−4−メチルフェニル)ホスファイトなどを挙げることができる。
【0169】
上記の中でもトリス(2,4−ジ−tert−ブチルフェニル)ホスファイトが特に好ましい。亜燐酸エステル系着色防止剤は、1種もしくは2種以上を混合して用いてもよい。また、フェノール系酸化防止剤と併用してもよい。
【0170】
紫外線吸収剤としては、たとえば、2−(2’−ヒドロキシ−5’−メチルフェニル)ベンゾトリアゾール、2−(2’−ヒドロキシ−3’,5’−ジ−tert−アミルフェニル)ベンゾトリアゾール、2−(2’−ヒドロキシ−3’,5’−ビス(α,α’−ジメチルベンジル)フェニルベンゾトリアゾール、2,2’メチレンビス[4−(1,1,3,3−テトラメチルブチル)−6−(2H−ベンゾトリアゾール−2−イル)フェノール]、メチル−3−[3−tert−ブチル−5−(2H−ベンゾトリアゾール−2−イル)−4−ヒドロキシフェニルプロピオネート−ポリエチレングリコールとの縮合物に代表されるベンゾトリアゾール系化合物を挙げることができる。
【0171】
更に、紫外線吸収剤としては、たとえば、2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−ヘキシルオキシフェノール、2−(4,6−ビス(2,4−ジメチルフェニル)−1,3,5−トリアジン−2−イル)−5−ヘキシルオキシフェノールなどのヒドロキシフェニルトリアジン系化合物を挙げることができる。
【0172】
さらに、紫外線吸収剤としては、たとえば、2,2’−p−フェニレンビス(3,1−ベンゾオキサジン−4−オン)、2,2’−m−フェニレンビス(3,1−ベンゾオキサジン−4−オン)、および2,2’−p,p’−ジフェニレンビス(3,1−ベンゾオキサジン−4−オン)などの環状イミノエステル系化合物を挙げることができる。
【0173】
また、光安定剤としては、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート、テトラキス(2,2,6,6−テトラメチル−4−ピペリジル)−1,2,3,4−ブタンテトラカルボキシレート、テトラキス(1,2,2,6,6−ペンタメチル−4−ピペリジル)−1,2,3,4−ブタンテトラカルボキシレート、ポリ{[6−(1,1,3,3−テトラメチルブチル)アミノ−1,3,5−トリアジン−2,4−ジイル][(2,2,6,6−テトラメチルピペリジル)イミノ]ヘキサメチレン[(2,2,6,6−テトラメチルピペリジル)イミノ]}、ポリメチルプロピル3−オキシ−[4−(2,2,6,6−テトラメチル)ピペリジニル]シロキサンなどに代表されるヒンダードアミン系のものも含むことができ、かかる光安定剤は前記紫外線吸収剤や場合によっては各種酸化防止剤との併用において、耐候性などの点においてより良好な性能を発揮する。
【0174】
滑材としては、脂肪酸エステル、脂肪酸アミド、脂肪酸金属塩が挙げられ、それらから選ばれる少なくとも1種の滑剤が添加されることが好ましい。
【0175】
脂肪酸エステル系滑剤としては、ブチルステアレート、セチルパルミレート、ステアリン酸モノグリセライド、ステアリン酸ジグリセライド、ステアリン酸トリグリセライド、モンタンワックス酸のエステル、ロウエステル、ジカルボン酸エステル、複合エステル等が挙げられ、脂肪酸アマイド系滑剤としては、ステアリン酸アマイド、エチレンビスステアリルアマイド等が挙げられる。また、脂肪酸金属塩系滑剤としては、ステアリン酸カルシウム、ステアリン酸マグネシウム、ステアリン酸亜鉛、ステアリン酸アルミウム、ステアリン酸バリウム等が挙げられる。
【0176】
さらに、透明オーバーシートとしての、単層シートが、透明熱可塑性樹脂100質量部に対して、滑剤0.01〜3質量部を含有するとともに、酸化防止剤及び着色防止剤から選ばれる少なくとも1種を0.1〜5質量部、及び紫外線吸収剤及び光安定剤から選ばれる少なくとも1種を0.1〜5質量部含有する透明オーバーシート、または、透明オーバーシートの、多層シート2における前記スキン層が、透明熱可塑性樹脂100質量部に対して、滑剤0.01〜3質量部を含有するとともに、レーザー光エネルギー吸収剤を0.0005〜1質量部、酸化防止剤及び着色防止剤から選ばれる少なくとも1種を0.1〜5質量部、及び紫外線吸収剤及び光安定剤から選ばれる少なくとも1種を0.1〜5質量部含有する透明オーバーシートとして構成されていることが好ましい。
【0177】
ここで、滑剤の添加量としては、単層シート、多層シート1,2とともに0.01〜3質量部添加されることが好ましく、より好ましくは0.05〜1.5質量部である。0.01質量部未満では加熱プレス時にプレス板に融着してしまい、3質量部を超えると電子パスポートやカードの多層積層加熱プレス時に層間熱融着性に問題が生じるため好ましくない。さらに、酸化防止剤及び着色防止剤から選ばれる少なくとも1種が0.1質量部未満では、溶融し押出させて成形する工程でのポリカーボネート樹脂の熱酸化反応及びそれに起因する熱変色といった不具合が生じやすく、5質量部を超えると、これら添加剤のブリードといった不具合が生じやすいため好ましくない。さらに、紫外線吸収剤及び光安定剤から選ばれる少なくとも1種が、0.1質量部未満では、その効果に乏しく耐光劣化、それに伴う変色といった不具合が生じやすく、5質量部を超えると、これら添加剤のブリードといった不具合が生じやすいため好ましくない。
【0178】
[3]コアシートの構成:
つぎに、電子パスポート用レーザーマーキング多層シートにおける透明オーバーシートと複合ヒンジシートの間に配置されるコアシートについて説明する。
【0179】
本発明のコアシートは、ポリカーボネート樹脂、及び着色剤を含むポリカーボネート樹脂組成物からなる着色コア単層シートとして構成され、または、コアシートが、スキン層とコア層を有し、両最外層にスキン層が形成され、このスキン層の間にコア層を有する3層構造のシートとして構成され、スキン層が、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む熱可塑性樹脂組成物からなるとともに、前記コアシートのコア層が、ポリカーボネート樹脂を含む透明熱可塑性樹脂からなり、前記コアシートのスキン層、およびコア層の少なくとも一層には、着色剤を含んでなる着色コアシートとして構成されるものである。このコアシートは、たとえば溶融押出成形により積層形成される。なお、本実施形態に係る3層シートは、「少なくとも3層」であって、3層構造のシートに限られたものではない。すなわち、本実施形態におけるコアシートにおいて、「3層シート」と言うのは、説明の便宜を図るものであり、「3層シート」とは「少なくとも3層以上の層からなるシート」を意味するものであって、「3層」から成るシートに限定する趣旨ではない。換言すれば、3層以上の構成からなれば、5層から構成されても、7層から構成されても、或いは、それ以上の奇数層から形成されていても、本実施形態のコアシートに含まれる。
【0180】
ただし、上述した多層構造から本実施形態のコアシートが構成される場合にも、後述するスキン層は、多層構造から構成されるシートの最も外側の位置に配されるとともに、そのシートの両面に配される。さらに、両スキン層(の間)に、コア層が挟まれるように配されることが必要となる。なお、スキン層の厚さは、特に限定されるものではないが、より好ましいのは、後述の所定範囲の厚さに形成されることである。
【0181】
他方、コアシートが上述の「それ以上の奇数層」から構成される場合であっても、あまりに多層構造からなる場合には、配されるスキン層とコア層との一層あたりの層厚が薄くなり過ぎてしまい、透明オーバーシートとの加熱融着性が劣る問題が発生する。したがって、好ましいのは5層から、より好ましいのは3層から構成されるものである。
【0182】
ここで、コアシートが前述のように奇数層から構成されるのは、偶数層からなる多層シートは、必ず奇数層からなるコアシートと同じ構成となるからである。たとえば、4層からなるコアシートでは、スキン層(PETG)/コア層(PC)/コア層(PC)/スキン層(PETG)、といった層の配置となり、結局のところ、奇数層から構成されるコアシートと同様の構成となるからである。
【0183】
また、たとえば、3層から構成されるコアシートを例にすると、スキン層(PETG)/コア層(PC)/スキン層(PETG)、といった層の配列がなされるように、一方と他方の両最外側に2つのスキン層が配され、その2つのスキン層に挟まれるように、コア層が1層配されて多層シートが形成されることになる。また、5層から構成されるコアシートを例にすると、スキン層(PETG)/コア層(PC)/スキン層(PETG)/コア層(PC)/スキン層(PETG)、といった層の配列がなされるように、一方と他方の両最外側に2つのスキン層が配され、且つ、交互にスキン層とコア層を配列して、多層シートが形成される。このように多層構造を有する多層シートを形成することにより、十分な加熱融着性が確保できる。
【0184】
また、3層シート(コアシート)の全厚さ(総厚さ)は、全厚さが60〜300μmからなるとともに、コア層の厚さの、コアシートの全厚さに対して占める厚み比率(厚さの割合)が30〜85%からなることが好ましい。3層シート(多層シート)の全厚さが、60μm未満であると、必然的に多層シートのスキン層であるPETG層が薄くなる。そのため、多層シート積層工程における加熱融着時に、最外層に積層される透明オーバーシート(「単層シート」及びいわゆる「3層シート」の両方を含む)とコアシート間の加熱融着性が確保できない。また、3層シート(コアシート)の全厚さが300μmを超えると、その300μmを超えた3層シートを用いて電子パスポート用レーザーマーキング多層シートを成形した場合、全体としての厚さが実用可能な範囲を超えてしまう。たとえば、前述のようにICチップとアンテナ無しのいわゆる「データページ」では全最大厚さが400〜500μmであり、また、ICチップとアンテナを挿入したインレット層を有する場合は、全最大厚さが700〜800μmである。このように、その全最大厚さを超えるために実用性に乏しい。さらに、コアシートは、全厚さに対して占めるコア層の厚さの割合が30〜85%からなることが好ましいのは、コアシート上に印刷する場合の隠蔽性の確保や、マーキング部の視認性、鮮明性を確保するためである。すなわち、スキン層の厚さがあまりにも薄いと、コアシート積層工程における加熱融着時に、最外層に積層される透明オーバーシート(「単層シート」及びいわゆる「3層シート」の両方を含む)とコアシート間の加熱融着性を確保できない。他方、スキン層の厚さがあまりにも大きすぎると、後述するコア層の厚さが、必然的に薄くなってしまう。そのため、多層シート上に印刷する場合の隠蔽性を確保できない。更には、スキン層に着色剤を入れない場合には、最外層である透明オーバーシートに、レーザー光エネルギーの照射により黒色マーキングを行った場合のコントラストを確保できず、また、マーキング部の視認性、鮮明性を確保することができない。
【0185】
このように3層シート全体の厚さを所望の厚さとすることにより、コアシートの特性といった局所的な特性を引き出しやすくなるのみならず、本実施形態の電子パスポート用レーザーマーキング多層シートの特性を引き出しやすくなる。さらに、この3層シート全体の総厚さだけに限らず、3層シートを構成するスキン層及びコア層の3層シートに占める厚さの割合も前述の所望の割合にすることにより、3層シート全体の厚さを所望範囲内にすることと相俟って、コントラスト性を向上させやすくなる等、本発明の効果をより発揮できる。
【0186】
なお、コアシートの融着性と隠蔽性、及び(透明オーバーシートの)レーザーマーキング部とのコントラストは、多層シートの実用化や生産性、市場のニーズに応え得るものであるか等極めて重要な要素となる。そのため、さらに後段にて、3層シート全体の総厚さと、スキン層、及びコア層との厚さとの関係について詳述する。
【0187】
なお、透明オーバーシートと同様に、「コアシート」、或いは、「3層を積層してなるシート」等と示す場合には、複数の層(或いは3層)が積層された後の状態を示すための表現であって、積層方法を制限するものではない。
【0188】
[3−1]単層シート:
ここで、コアシートが単層シートとして構成される場合には、ポリカーボネート樹脂、及び着色剤を含むポリカーボネート樹脂組成物からなる着色コア単層シートとして構成される。ただし、ここで使用されるポリカーボネート樹脂は、その製造方法、重合度などに特に制限はないが、メルトボリュームレイト(メルトフロー特性)が4〜20のものを好適に使用することができる。メルトボリュームレイトが4未満では、シートのタフネス性(強靭性)が向上するという点では意味はあるものの、成形性が劣ることから、実際の使用に難があるため好ましくない。一方、メルトボリュームレイトが20を超えると、シートのタフネス性に劣るようになることから好ましくない。このように透明オーバーシートをポリカーボネート樹脂からなる透明樹脂層で形成することによって、レーザー光エネルギーの照射によるマーキング部の発泡による、いわゆる「フクレ」や「ボイド(微小な空洞)」の発生を抑制でき、さらにレーザー光エネルギーの照射によるマーキング部分の耐磨耗性を向上することができる。
【0189】
ここで、コアシートが、単層シートとして構成される場合には、フィラー等を配合してもよい。とりわけ、耐傷性を向上させ、または耐熱性を向上させる目的で、汎用ポリカーボネート樹脂と特殊ポリカーボネート樹脂とのポリマーブレンドが好ましく、又はポリカーボネート樹脂とポリアリレート樹脂とのポリマーブレンド等が好ましい。
【0190】
さらに、上記特殊ポリカーボネート樹脂としては、たとえば、主鎖がポリカーボネート樹脂からなり、側鎖にポリスチレン骨格または変性アクリロニトリル−スチレン共重合骨格を有するグラフト共重合体を挙げることができる。
【0191】
[3−2]コアシートにおけるスキン層:
コアシートにおけるスキン層は、3層シートの外側に配される両最外層として構成される。すなわち、このスキン層は、後述するコアシートにおけるコア層の両端面側(外側)から、挟み込むように配される、3層シートの表層(両最外層)としての役割を担っている。
【0192】
このコアシートのスキン層は、ガラス転移温度が80℃以上の非晶性ポリエステル系樹脂を含む熱可塑性樹脂組成物により形成され、コア層がポリカーボネート樹脂を含む熱可塑性樹脂から構成され、このコアシートのスキン層、およびコア層の少なくとも一層には、染料、および顔料から選ばれる1種以上を含んでなる着色コアシートとして構成されるものである。なお、このコアシートのスキン層を形成する透明熱可塑性樹脂組成物は、非晶性ポリエステル樹脂を含むものである。
【0193】
ここで、コアシートにおけるスキン層は、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む透明熱可塑性樹脂組成物からなることが好ましい。すなわち、多層シート1におけるスキン層では、非晶性ポリエステル樹脂が、ガラス転移温度(Tg)が80℃以上であることが好ましい。このような所望のガラス転移温度を有する非晶性ポリエステル樹脂を使用することにより、取り扱いやすくなり、変形し難くなり、製造しやすくなる。さらに、このようなコアシートを使用して、電子パスポート用レーザーマーキング多層シート、或いは電子パスポートを形成することによって、それらの引裂き強度、曲げ強度、柔軟性、寸法精度などを向上させることができる。
【0194】
ここで、データページを構成する透明オーバーシート(透明レーザーマーキングシート)としては、前記したように、(1)単層シート、(2)多層シート1、または(3)多層シート2、がある。
【0195】
また、コアシートとしては、前記したように、(1)たとえば白色に着色された単層構造のコアシート、または(2)スキン層とコア層を有し、該スキン層とコア層の少なくとも一層に、着色剤を含み、たとえば白色に着色された多層構造のコアシートがある。
【0196】
電子パスポート用レーザーマーキング多層シートは、たとえば、上記で例示した中から選ばれる透明オーバーシート/上記で例示した中から選ばれるコアシート(情報が印刷された白色コアシート)/インレット(IC−CHIPとアンテナを配している)/複合ヒンジシート/上記で例示した中から選ばれるコアシート(情報が印刷された白色コアシート)/上記で例示した中から選ばれる透明オーバーシートの6層積層として構成される。さらに、このコアシートのスキン層の片面に固定情報がUVオフセット印刷等で印刷される。なお、コアシートには、最上層と最下層にオーバーシートが位置するが、その構成は同じであっても、異なっていてもよい。
【0197】
さらに、印刷後、上記構成にて加熱積層一体化される。この加熱積層時に、透明オーバーシートと、情報が印刷された白色コアシートとの接合界面での加熱融着性が悪くなりやすい。そのため、加熱積層前に、情報が印刷された白色コアシート上に、接着剤(Vernish)を、シルクスクリーン印刷機等を使用して、塗布することが行われている。
【0198】
しかしながら、処理工程が複雑になる。しかも、接着剤を塗布する際に、ゴミが付着する等の問題が生じやすい。そこで、透明オーバーシートに、予め熱活性接着剤(「Glue」ともいう)をコーティングしておく方法が考案されている。しかし、このような方法では、ガラス転移温度(Tg)の低い非晶性ポリエステル樹脂からなるスキン層では、熱活性接着剤をコーティング後、60℃ないし80℃未満の温度での乾燥時において、スキン層が軟化し、シワが入るという問題が発生する。
【0199】
更に、電子パスポート用レーザーマーキング多層シートの加熱積層時の、温度(プレス温度=150〜160℃)、及び加圧により、Tgの低い非晶性ポリエステル樹脂からなるスキン層では、スキン層が大きく変形を生じて寸法精度に問題が発生する。そこで、Tgが80℃以上の非晶性ポリエステル樹脂でスキン層を形成すると、スキン層が軟化しなくなる。しかも、良好な熱活性接着剤をコーティングした3層から構成される透明オーバーシートを製造することができる。
【0200】
このガラス転移温度は、前記と同様に、たとえば、ASTM D3418−82に規定の示差走査熱量測定法(DSC法)に準じて測定することができる。
【0201】
なお、コアシートに用いられる非晶性ポリエステル樹脂としては、非結晶性の芳香族ポリエステル樹脂が好ましく、より好ましくは、共重合ポリエステル樹脂がよい。なお、コアシートに用いられる非晶性ポリエステル樹脂、共重合ポリエステル樹脂は、多層シート1に用いられる非晶性ポリエステル樹脂、共重合ポリエステル樹脂と同様である。そのため、多層シート1における非晶性ポリエステル樹脂、共重合ポリエステル樹脂の説明を参照されたい。
【0202】
スキン層の厚さは、それぞれ同一であることが好ましい。それぞれ異なる厚さのスキン層からコアシートを構成すると、コアシート積層工程における加熱融着時に、最外層の透明オーバーシートとコアシート間の加熱融着性のバラツキの要因となり好ましくない。その上、加熱プレス後の積層体(電子パスポート用レーザーマーキング多層シート)に、ソリが発生することがあり好ましくない。また、たとえば、スキン層(PETG)/コア層(PC)/スキン層(PETG)といった3層から、コアシートが構成される場合であって、コア層の厚さが30〜85%である場合には、スキン層は両面で15%以上、70%未満となる。スキン層の厚さがあまりにも薄いと熱融着性の低下が生じてしまう。他方、スキン層の厚さがあまりにも厚すぎると、後述するコア層の厚さが、必然的に薄くなってしまう。この場合に、コア層のみに着色剤を配合すると、1台の押出機のみに着色剤入りの樹脂を投入するだけでよいので、スキン層とコア層に着色剤を配合した場合よりも、押出機の洗浄が極端にいえば半分の手間で済む。しかし、コアシート上に、部分または全面印刷した場合の隠蔽性が不足する。また、スキン層とコア層に着色剤を配合すると、前述した隠蔽性の問題は生じない。しかし、たとえば、2種の樹脂による3層シート溶融押出成形には2台の押出機を使用するが、この2台の押出機には着色剤入りの樹脂を投入することとなる。そして、2種3層溶融押出成形により成形されたシートの生産後、押出機のクリーンアップでは、着色剤の洗浄にかなりの手間がかかり、生産性とコスト的な問題が生じやすい。したがって、前述のような所望範囲内で、3層シート(コアシート)の全厚さ(総厚さ)及び、全厚さに対して占めるコア層の厚さの割合が形成されることが好ましい。
【0203】
[3−3]コアシートにおけるコア層:
コア層は、3層シートの中心に配される、いわゆる核層として構成される。すなわち、このコア層は、最外側に配された2つのスキン層に挟み込まれるように、3層シートの中核層として形成されている。このコア層の厚さとしては、全シート中に占める厚さの割合が、30〜85%になるよう形成されることが好ましい。より好ましいのは、40%以上80%未満である。コア層の厚み比率が85%以上となると、コアシートの総厚みが100〜300μmと薄いため、相対的にスキン層も薄くなってしまう。そのため、コアシート積層工程における加熱融着時に、最外層である透明オーバーシート(上記した「単層シート」及びいわゆる「3層シート」の両方を含む)とコアシート間の加熱融着性のバラツキの要因となり好ましくない。また、コア層の厚み比率が30%未満では、コアシート上に印刷する場合の隠蔽性が確保できない。更に、最外層である透明オーバーシート(「単層シート」及びいわゆる「3層シート」の両方を含む)に、レーザー光エネルギー照射により黒色マーキングを行った場合のコントラストを確保できない。また、マーキング部の視認性、鮮明性を確保することができない。
【0204】
コア層を構成する材料(素材)としては、ポリカーボネート樹脂を含む熱可塑性樹脂からなり、特に透明なポリカーボネート樹脂が使用される。ただし、使用されるポリカーボネート樹脂は、その製造方法、重合度などに特に制限はないが、メルトボリュームレイトが4〜20のものを好適に使用できる。メルトボリュームレイトが4未満では、シートのタフネス性が向上するという点では意味はあるものの、成形加工性が劣ることから、実際の使用に難があるため好ましくない。また、メルトボリュームレイトが20を超えると、シートのタフネス性に劣ることから、好ましくない。
【0205】
[3−3−1]染料、顔料等の樹脂の着色剤:
コアシートは、着色多層シートであり、コアシートのスキン層及びコア層の少なくとも1層には、染料、および顔料から選ばれる1種以上を含むことが必要である。透明オーバーシートと着色コアシートの積層シートを積層させた後、レーザー光エネルギーを照射してマーキングする場合に、コントラストを良好にし、着色コアシート上に印刷する場合の隠蔽性を確保するためである。より好ましいのは、コアシートのスキン層、及びコア層の少なくとも1層に、前記ポリエステル樹脂100質量部、または前記ポリカーボネート樹脂100質量部に対して、染料、顔料等の樹脂の着色剤の少なくとも1種以上を1質量部以上含有させていることである。このように、染料、顔料等の樹脂の着色剤の少なくとも1種以上を1質量部以上含有させることで、後述するように、透明オーバーシートと着色コアシートの積層シートを積層させた後、レーザー光エネルギーを照射してマーキングする場合に、更に、コントラストを良好にでき、着色コアシート上に印刷する場合の隠蔽性を十分に確保できる。
【0206】
この着色系染料、顔料等の樹脂の着色剤としては、白色顔料、黄色顔料、赤色顔料、青色顔料などが挙げられる。白色顔料として酸化チタン、酸化バリウム、酸化亜鉛などが挙げられる。黄色顔料として酸化鉄、チタンイエローなどが挙げられる。赤色顔料として、酸化鉄などが挙げられる。青色顔料としてコバルトブルー群青などが挙げられる。ただし、コントラスト性を高めるため、白色顔料を用いることが好ましい。
【0207】
より好ましいのは、コントラスト性の際立つ、白色系染料、顔料等の樹脂の着色剤が添加されることである。
【0208】
[3−3−2]滑材、酸化防止剤、及び着色防止剤:
また、コアシートのスキン層及びコア層の少なくとも1層が酸化防止剤、および着色防止剤から選ばれる1種を含むことが好ましく、酸化防止剤及び着色防止剤から選ばれる少なくとも1種を添加(配合)させる場合には、成形加工時における分子量低下による物性低下及び色相安定化に有効に作用する。より好ましくは、前述した単層コアシート及びコアシート(いわゆる3層シート)を含めたコアシートのコア層及びスキン層の少なくとも1層が熱可塑性樹脂100質量部に対して、酸化防止剤及び着色防止剤から選ばれる少なくとも1種を、0.1〜5質量部、及び紫外線吸収剤及び光安定剤から選ばれる少なくとも1種を、0.1〜5質量部含有することも好ましい形態の一つである。酸化防止剤及び着色防止剤から選ばれる少なくとも1種を添加(配合)させる場合には、成形加工時における分子量低下による物性低下及び色相安定化に有効に作用する。また、紫外線吸収剤及び光安定剤から選ばれる少なくとも1種を添加(配合)させる場合には、電子パスポート用レーザーマーキング多層積層体の保管時及び最終製品である電子パスポートの実際の使用時における耐光劣化性の抑制に有効に作用する。すなわち、このような構成にすることにより、適宜選択的に、酸化防止剤及び着色防止剤から選ばれる少なくとも1種、及び紫外線吸収剤及び光安定剤から選ばれる少なくとも1種を所望量含有させることができる。加えて、適宜、含有させる領域を選択できるため、シート全体として相乗的に本発明の効果をより奏することができる。
【0209】
なお、コアシートの滑材、酸化防止剤、及び着色防止剤は、透明オーバーシートに含有される滑材、酸化防止剤、及び着色防止剤と同じである。したがって、透明オーバーシートの説明(滑材、酸化防止剤、及び着色防止剤)を参照されたい。
【0210】
[4]透明オーバーシートとコアシートの関係:
前述のように、透明オーバーシート(透明レーザーマーキングシート)とコアシートを積層することにより、本発明の効果を奏することができる。すなわち、透明オーバーシートのレーザー光エネルギーを照射する面と反対の面に、着色コアシートを積層する。このようにすることにより、上層(透明オーバーシート)にレーザー光エネルギーを照射して、オーバーシートが黒発色した場合に、コントラストを確保しマーキング部の視認性、鮮明性を発揮させることができる。なお、最外層に印刷を施した場合は、なんらかの摩擦、摩耗が発生した場合に印刷部が磨り減り視認性が大きく低下する。しかし、透明オーバーシートの下層であるコアシートの表面に画像、文字等を印刷することにより、その印刷部分の鮮明性や印刷部の保護も可能となる。
【0211】
また、透明オーバーシートが、PETG/PC(レーザーマーク対応)/PETGからなる透明なレーザーマーク3層シート(多層シート1)として構成される場合には、その透明オーバーシートのレーザー光エネルギーを照射する面と反対の面に、さらに、PETG/PC(着色レーザーマーク対応)/PETG、からなる着色レーザーマーク多層シートを積層する。このようにすることにより、上層(透明オーバーシート)にレーザー光エネルギーを照射して、コア層PCが黒発色しても、レーザー光エネルギーは更に通過して下層(コアシート)のコア層PCも黒発色する。これにより、レーザー光エネルギー照射で発色した部分の黒化度が向上する。
【0212】
このように、レーザーマーキングによる画像(たとえば、人の顔等)の鮮明性を十分に引き出すには、反射率やコントラストを制御することが重要となる。たとえば、反射率が不十分であったり、コントラストが低かったりすると、画像の鮮明性が低下してしまう。また、たとえば、前述の透明オーバーシート(PETG/PC(レーザーマーク対応)/PETG(透明なレーザーマーク3層シート))に、レーザーマーク対応でないPETG(透明)/PC(白)/PETG(透明)の3層から構成されるコアシートを加熱融着させて、電子パスポート用レーザーマーキング多層シートを形成する場合には、3層シートの下層にPETG透明層があるため、反射率が不十分となってしまい好ましくない。さらに、反射率やコントラストを考慮し、PC(白)シートを、前述のPETG/PC(白)/PETGの3層から構成されるコアシートに代えて、透明オーバーシートの下層に用いると、反射率がPETG(透明)/PC(白)/PETG(透明)の3層から構成されるコアシートより向上する。さらに、上層(透明オーバーシート)のレーザーマーキングによる黒発色と、下層(PCシート)の白と、のコントラストが向上することで画像の鮮明性がよくなる。しかし、下層がPC(白)コアシートでは、上層との加熱融着性の問題が発生する。特に、120〜150℃程度の低温での加熱融着性が悪い。一方、210〜240℃に温度を上げれば加熱融着するが、これでは上層のPETG層が軟化、溶融してしまい、電子パスポート用レーザーマーキング多層シートを得ることができない。
【0213】
したがって、下層もレーザーマーキング対応とすることで、上層にレーザー光エネルギーを照射してコア層PCが黒発色しても、レーザー光エネルギーは更に通過して下層のコア層PCも黒発色を生成する。これにより、レーザー光エネルギーの照射により発色した部分の黒化度が向上する。また、下層にPC(白)コアシートを使用した場合と同等のコントラストが得られる。これらにより、画像を鮮明にでき、しかも、加熱融着性における問題も生じさせないようにできる。このように、本発明は所望の透明オーバーシート(透明レーザーマーキングシート)とコアシートとの組み合わせにより、相乗的に本発明の効果を発揮するものである。
【0214】
なお、前述では、本実施形態の電子パスポート用レーザーマーキング多層シートにおいて、透明オーバーシートの下層に、コアシートを積層する配置パターンついて説明したが、このような配置に限られるものではない。すなわち、必ずしも上層に透明オーバーシートを配置し、下層にコアシートを配置するものに限定されるものではない。たとえば、透明オーバーシートを下層に配置し、コアシートを上層に配置してもよい。このように、透明オーバーシート(或いはコアシート)を、上層又は下層に配置してもよいのは、レーザーマークした画像等を目視する位置(方向)が、上下方向に限られないからである。たとえば、パスポートのように冊子形式で、本実施形態における電子パスポート用レーザーマーキング多層シートを使用する場合に、見開き状にして平面視した際に、上層に透明オーバーシートを配置し下層にコアシートを配置する。さらに、次ページを開いて平面視すると、その透明オーバーシートとコアシートの配置位置は、丁度、上層にコアシートを配置し、下層に透明オーバーシートを配置したことになってしまう。したがって、ここでの上層、下層は、説明の便宜を図るために用いたものであって、レーザー光エネルギーを照射する側に透明オーバーシートが配置されることを意味する。このように配置されることにより、レーザーマークされた後の透明オーバーシートとコアシートとの、画像等の鮮明さや高コントラストを得ることができる。
【0215】
さらに、本実施形態における電子パスポート用レーザーマーキング多層シートには、透明オーバーシート/コアシートと積層させる場合に限らない。たとえば、コアシートの表面に各種印刷等を施した後、透明オーバーシート/(印刷した)コアシート/複合ヒンジシート/(印刷した)コアシート/透明オーバーシートとなるように積層する場合も含まれる。また、透明オーバーシート/コアシート/複合ヒンジシート/コアシート/透明オーバーシートと積層する場合も含まれる。また、コアシート/ヒンジシート/コアシートの積層シートを加熱融着させて、この積層シート表面に印刷等をした後、更に透明オーバーシート/該積層シート/透明オーバーシートを積層させる場合なども広く含まれる。使用目的や使用方法に応じて柔軟に対応可能となる。
【0216】
[5]透明オーバーシート及びコアシートの成形方法:
本発明において、透明オーバーシート及び着色コアシートを得るには、たとえば、各層を形成する樹脂組成物を、所望の厚さとなるように溶融押出成形して積層する方法、各層を所望の厚さを有するフィルム状に形成し、これをラミネートする方法、2層を溶融押出して形成し、これに別途形成したフィルムをラミネートする方法等がある。これらの中でも、生産性、コストの面から溶融押出成形により積層することが好ましい。
【0217】
具体的には、各層を構成する樹脂組成物をそれぞれ調製し、あるいは必要に応じてペレット状にして、Tダイを共有連結した3層Tダイ押出機の各ホッパーにそれぞれ投入する。さらに、温度200〜300℃の範囲で溶融して3層Tダイ溶融押出成形する。次に、冷却ロール等で冷却固化する。こうして、3層積層シートを形成することができる。なお、本発明における、透明オーバーシート及び着色コアシートは、上記方法に限定されることなく、公知の方法により形成することができる。たとえば、特開平10−71763号公報第(6)〜(7)頁の記載に従って得ることができる。
【0218】
上述のようにして得られた透明オーバーシート、コアシートを所定の寸法に切断する。その後、それらのシートを積層し、所望時間、所望圧力、所望温度で加熱融着等によって接合して、電子パスポート用レーザーマーキング多層シートを得ることができる。また、別の方法によって製造してもよい。まず、透明オーバーシートおよびコアシートを各々溶融共押出成形にて2種3層シートを押出成形する。その後、ロール状に巻き取りしたロール状シートを、所定温度に加熱した加熱ローラー間に通す。たとえば、透明オーバーシート/コアシート/透明オーバーシート、またはコアシート/ポリエステルエラストマー等のシート/コアシートの構成となるように、ロール状シートを通して、加熱ローラーにて加熱、加圧する。これにより長尺の積層シートを製造した後、所定の寸法にカットするなどして製造するとよい。更に、別の方法によって製造してもよい。前記透明オーバーシート、及びコアシートを所定の寸法にカットする。そして、透明オーバーシート/コアシート/透明オーバーシート、の構成となるように、或いは、透明オーバーシート/コアシート/ポリエステルエラストマー等のシート、またはポリエステルの織物または不織布/コアシート/透明オーバーシート、の構成となるように、或いはコアシート/他のシート/コアシートの枚葉積層シート、の構成となるようにして、加熱プレス機により、前述同様に製造してもよい。
【0219】
ここで、所望時間、所望圧力、所望温度は、特に限定されるものではない。所望時間、所望圧力、所望温度は、必要に応じて適宜選択されることが好ましい。なお、一般的なものとして、所望時間は10秒〜6分程度、所望圧力1〜20MPa、所望温度120〜170℃を一例として挙げることができる。
【0220】
また、本発明においては、前記した複合ヒンジシートの一端が、透明オーバーシート、及びコアシートよりも5〜100mm長い張り出し部を備えさせるとともに、その張り出し部を用いて(介して)、インレットが電子パスポートに、ミシン綴じ若しくは接着されて、或いは、ミシン綴じ及び接着されて電子パスポートに組み付けられるように構成されることも好ましい形態の一つである。なお、複合ヒンジシートが、インレット兼用複合ヒンジシートとして構成される場合にも、透明オーバーシート、及びコアシートよりも5〜100mm長い張り出し部を備えさせることがよい。ここで張り出し部の長さが5mm未満であると、電子パスポートに使用した場合、この複合ヒンジシートを電子パスポートの表紙と裏表紙の間に強固に取り付けることが難しく、取れ易くなる。逆に張り出し部の長さが100mmを超えるようになると、この張り出し部の幅が広くなり、表紙と裏表紙の間に取り付けることについては問題がないが、このヒンジシートに積層されている積層体を構成するレーザーマーキング多層シート、後述するインレットなどの面積が小さくなるので好ましくない。
【0221】
[6]電子パスポート用レーザーマーキング多層シート:
本発明の電子パスポート用レーザーマーキング多層シートは、透明オーバーシート/コアシート/複合ヒンジシート/コアシート/透明オーバーシートからなる5層積層シートとして構成されるとともに、前記複合ヒンジシートにICチップと、アンテナを配設したインレット兼用複合ヒンジシートとして構成されることが好ましい。すなわち、透明オーバーシート/コアシートの積層シートとして構成することで、画像などの鮮明性を向上できる。また、電子パスポートでは、コアシートの片面に(透明オーバーシートと接する側に)、国などの固有の固定情報を印刷する。その場合、白色系のコアシート上に印刷した方が、画像などの鮮明性が際立つ。たとえば、茶色や黒色などの濃色系のコアシート上に印刷するより、前者の方が下地色の影響を受けずに鮮明な印刷ができるため好ましい。更に、この固定情報をコアシート上に印刷した後に、透明レーザーマーキング層に、個人情報や個人画像等の可変情報をレーザーマーキングにて黒発色させる場合にも、固定情報印刷を白い部分の多い淡彩色とする。このようにすることで、下地淡彩色とのコントラストが大きくなり、鮮明な画像と文字が得られる。従って、着色されたコアシート(着色シート)の色は白等の淡彩色がより好ましい。また複合ヒンジシートに、直接IC−Chipとアンテナを配置した、インレット兼用複合ヒンジシートとして構成することにより、ICチップ及びアンテナを配設させやすく、また、いわゆるICチップ内蔵型の電子パスポート用レーザーマーキング多層シートとして対応でき、厚さを薄くできるため好ましい。
【0222】
また、透明オーバーシート/コアシート/インレット兼用複合ヒンジシート/コアシート/透明オーバーシートの5層積層シートとして構成することで、表面または裏面のどちらからでもレーザーマーキングすることができる。また、これら5層積層シートを加熱プレス成形により加熱融着した場合に、得られた5層積層シートには、反りがほとんど発生しないことも特長といえる。なお、各層の厚みは、透明レーザーマーキングシートが50〜200μm、多層シートが100〜300μm、複合ヒンジシートが80〜250μmであることが好ましい。
【0223】
好ましいのは、透明オーバーシート/コアシート/インレット兼用複合ヒンジシート/コアシート/透明オーバーシートの5層からなる積層シート構成であって、透明オーバーシートが、前述した、いわゆる3層構造からなるものである。なお、透明オーバーシートの、いわゆる3層構造からなるものついては、透明オーバーシートの説明を参照されたい。
【0224】
ここで、本実施形態のような5層積層シートは種々の方法で製造できる。たとえば、透明オーバーシート/コアシート/インレット兼用複合ヒンジシート/コアシート/透明オーバーシートを積層した後、加熱プレスにて熱融着(熱ラミネーション)させることで5層積層シートを製造できる。
【0225】
また、前述のような積層シートに印刷を施したい場合には、コアシートの片面に、光または熱硬化型インクで印刷・硬化させる。その後、さらに、透明オーバーシート/印刷コアシート/インレット兼用複合ヒンジシート/印刷コアシート/透明オーバーシートを積層した後、加熱プレスにて熱融着(熱ラミネーション)させて製造できる。また、別の方法として、コアシート/インレット兼用複合ヒンジシート/コアシートを加熱プレスにて熱融着により積層させる。その後、この積層シートの表面に印刷する。さらに、透明オーバーシート/(コアシート/複合ヒンジシート/コアシート)積層シート/透明オーバーシートと積層して加熱プレスすることによっても製造できる。
【0226】
更に、コアシートの片面に、光または熱硬化型インクで印刷・硬化した後、その印刷面に接着剤の1種であるバーニッシュを薄く塗布する。さらに、必要に応じて乾燥させる。そして、透明オーバーシート/バーニッシュ塗布印刷多層シート/複合ヒンジシート/バーニッシュ塗布印刷コアシート/透明オーバーシートを積層して、加熱プレスすることによって、強固に加熱融着させることができる。
【0227】
また、透明オーバーシートの片面(コアシートの印刷面と加熱融着させる面)に、熱活性型接着剤を乾燥後の膜厚が3〜20μm、好ましくは3〜10μm、更に好ましくは5〜10μm、となるよう予め塗布しておく。そして、前記同様、透明オーバーシート(片面熱活性型接着剤層)/コアシート/インレット兼用複合ヒンジシート/コアシート/透明オーバーシート(片面熱活性型接着剤層)を積層した後、加熱プレスにて熱融着(熱ラミネーション)する。これにより強固に加熱融着させることができる。
【0228】
また、このようなシートに印刷を施す場合に、より好ましいのは、コアシートの片面に、光又は熱硬化型インクで印刷・硬化した後、透明オーバーシート/印刷コアシート/インレット兼用複合ヒンジシート/印刷コアシート/透明オーバーシートを積層させ、その後加熱プレスにて熱融着(熱ラミネーション)させて、電子パスポート用レーザーマーキング多層シートを形成することである。また、以下の別の方法もある。コアシートの片面に、光又は熱硬化型インクで印刷・硬化させる。その後、その印刷面に接着剤の1種であるバーニッシュを薄く塗布する。さらに、必要に応じて乾燥させる。そして、透明オーバーシート/バーニッシュ塗布印刷コアシート/インレット兼用複合ヒンジシート/バーニッシュ塗布印刷コアシート/透明オーバーシートとなるように積層して加熱プレスする。以上のようにして、電子パスポート用レーザーマーキング多層シートを形成することで、成形しやすい等の利便性を向上させることができる。
【0229】
ただし、このようなものに限定されるものではなく、本発明の構成、効果を逸脱しない範囲内で、前述の5層シートを形成してもよい。
【0230】
また、熱融着(熱ラミネーション)の場合の加熱温度は、複合ヒンジシートの種類によっても異なるが、120〜200℃、好ましくは140〜180℃である。加熱温度が120℃未満では層間接着不良(層間加熱融着性ともいう)が生じることがあり、200℃を超えると5層シートのソリ、チヂミまたはシートのはみ出しなどの異常が生じて好ましくない。
【0231】
また、本発明の電子パスポート用レーザーマーキング多層シートは、透明オーバーシート/コアシート/複合ヒンジシート/コアシート/透明オーバーシートの、コアシート/複合ヒンジシートの間に、インレットを挿入した、透明オーバーシート/コアシート/インレット/複合ヒンジシート/コアシート/透明オーバーシートの6層積層として構成されるとともに、前記インレットは、熱可塑性樹脂シートにICチップと、アンテナを配設させて構成されてなるインレットとして構成することも好ましい。
【0232】
上記のようにインレットを用いてICチップ(「IC−Chip」ともいう)とアンテナを配置させることも好ましい。たとえば、通常はPETG等の原料から成形されるシートに、IC−Chipとアンテナ(「Antenna」ともいう)を配置し、これをインレットとして使用し、複合ヒンジシートの片側に配置して使用することができる。
【0233】
上記インレットは、たとえば200〜300μm程度のPETG等の熱可塑性樹脂シートを切削して、これにIC−ChipとAntennaを挿入してインレットを作成する。そして、透明オーバーシート(たとえば透明レーザーマーキングシート)/インレイシート(たとえばコアシート)/複合ヒンジシート/インレイシート(たとえばコアシート)/透明オーバーシート(たとえば透明レーザーマーキングシート)の構成として使用してもよい。さらに、オーバーシート/インレイシート/複合ヒンジシート/インレット/インレイシート/オーバーシートの構成としてe−Card対応にしてもよい。
【0234】
また、上記したインレットを使用して、透明オーバーシート/コアシート/複合ヒンジシート/インレット/コアシート/透明オーバーシートの6つのシートを積層してなる電子パスポート用レーザーマーキング多層シートとして構成されることも好ましい。インレットとヒンジシートを別々に作ると、6つのシートを積層した6層積層体となり、5つのシートを積層した5層積層体より1層多いために、生産性に劣るものの、汎用性もあるため、好ましい形態の一つといえる。
【0235】
なお、インレットを、前述のインレット兼用複合ヒンジシートのように兼用として構成せずに、別体として構成する場合には、たとえば、実質的に非晶性の芳香族ポリエステル系樹脂、或いは前記樹脂組成物からなる熱可塑性樹脂シートを、インレットの基材としてもよい。具体的には、テレフタル酸単位を主とするジカルボン酸単位とエチレングリコール単位(I)、及び、1,4−シクロヘキサンジメタノール単位(II)を主とするグリコール単位からなるポリエステルであって、且つ、エチレングリコール単位(I)と1,4−シクロヘキサンジメタノール単位(II)とが、(I)/(II)=90〜30/10〜70モル%である共重合ポリエステル樹脂からなる熱可塑性樹脂シートとして構成してもよい。そして、この重合ポリエステル樹脂からなる熱可塑性樹脂シートに、ICチップとアンテナを配置したシートを配設してインレットを形成する。さらに、そのインレットシートを、ICチップ及びアンテナを被覆するように、複合ヒンジシートの片面に積層して、インレットを形成した後、透明オーバーシート、コアシートの夫々を積層させて、加熱プレスすると、積層体が形成できる。更には、透明オーバーシート/コアシート/複合ヒンジシート/インレット/コアシート/透明オーバーシートのように構成した後、加熱プレスによる積層体を形成してもよい。なお、これらのように構成をとることにより加熱プレス時の応力や熱等からICチップ及びアンテナが損傷することを防ぐことができるため好ましい。
【0236】
ただし、この例に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、適宜、変更、修正が行われるものも、本発明に含まれる。
【0237】
また、インレットの材料として、前述の実質的に非晶性の芳香族ポリエステル系樹脂、或いは前記樹脂組成物からなる熱可塑性樹脂シート、具体的には、テレフタル酸単位を主とするジカルボン酸単位とエチレングリコール単位(I)、及び、1,4−シクロヘキサンジメタノール単位(II)を主とするグリコール単位からなるポリエステルであって、且つ、エチレングリコール単位(I)と1,4−シクロヘキサンジメタノール単位(II)とが、(I)/(II)=90〜30/10〜70モル%である共重合ポリエステル樹脂」の代わりに、たとえば、接着性シートを使用することも好ましい。その後の、インレットシートを成形する加熱プレス工程を省略できるだけでなく、過度の加熱プレス時に負荷されやすい応力や熱等から、ICチップ及びアンテナが損傷することを低減できるからである。このような接着性シートとしては、たとえば、厚さが約30μm程度のポリエステル系接着性シート(たとえば、東亜合成株式会社製 アロンメルトPES−111EEシート)などを挙げることができるが、このようなものに限定されるものではない。なお、前述の共重合ポリエステル樹脂、或いは、接着性シートを使用する場合にも、インレットの厚みは、全体として前述の所望範囲内であることが好ましい。
【0238】
また、これまで前述した電子パスポート用レーザーマーキング多層シートであって、コアシートの表面に印刷した後、前記透明オーバーシート/コアシート/複合ヒンジシート/コアシート/透明オーバーシートの5層積層体、または、前記透明オーバーシート/コアシート/インレット/複合ヒンジシート/コアシート/透明オーバーシートの6層積層体として形成されることも好ましい。このように電子パスポート用レーザーマーキング多層シートを成形することにより、レーザーマーキング性に優れ、且つ、生地色と印字部とのコントラストが高く、鮮明な文字、記号、画像が得られる。
【0239】
たとえば、IC−Chipとアンテナを配置したe−カード(e−Card)においては、IC−Chipとアンテナを配置したインレットを使用する場合には、インレットは、以下のように配置される。すなわち、前述のデータページでの基本構成である透明オーバーシート/コアシート/ヒンジシート/コアシート/透明オーバーシートの5層積層体のヒンジシートの片側に、インレットは配置されることになる。より具体的には、透明オーバーシート/コアシート/インレット/ヒンジシート/コアシート/透明オーバーシートの6層積層体の構成となる。更に、ヒンジシートにIC−Chipとアンテナを配置してインレットとヒンジシートを兼ね備えたヒンジシートを用いる場合には、透明オーバーシート/コアシート/インレット兼用複合ヒンジシート/コアシート/透明オーバーシートの5層積層体としてもよい。
【0240】
[7]マット加工:
また、透明オーバーシート、コアシート、及び電子パスポート用レーザーマーキング多層シート用の複合ヒンジシートのうちの少なくとも1つのシートの、少なくとも片側表面に、平均粗さ(Ra)0.1〜5μmのマット加工が施されていることが好ましい。このように、前述の夫々のシート表面に、適宜選択的に、マット加工をする理由は、透明オーバーシートとコアシートを加熱プレス成形する場合、前述のようにマット加工が施されていると、透明オーバーシートとコアシートの間の空気が抜けやすくなるからである。他方、積層工程に搬送する場合に、これらのシートがマット加工されていないと、吸引・吸着して搬送して、これらのシートを位置合わせして積層した後、空気を注入して多層シートを脱着する際、脱着困難となる。仮に、脱着できても積層位置がずれたりするなどの問題が生じやすい傾向がある。また、マット加工の平均粗さ(Ra)が5μmを超えると、透明オーバーシートと、コアシートとの間の熱融着性が低下しやすくなる傾向がある。
【0241】
さらに、表面の平均粗さ(Ra)が0.1μm未満では前述したようにシート搬送時・積層時に、シートが搬送機に貼りつくという問題等が発生しやすい傾向がある。
【0242】
[8]電子パスポート:
本発明の電子パスポートは、前記した透明オーバーシート/コアシート/複合ヒンジシート/コアシート/透明オーバーシートの5層積層体、または前記した透明オーバーシート/コアシート/インレット兼用複合ヒンジシート/コアシート/透明オーバーシートの5層積層体、または前記した透明オーバーシート/コアシート/インレット/複合ヒンジシート/コアシート/透明オーバーシートの6層積層体、として構成されてなる電子パスポート用レーザーマーキング多層シートの、ヒンジシートの張り出し部を用いて、電子パスポート表紙、または裏表紙にミシン綴じ、若しくは接着してなる、或いはミシン綴じ、および接着してなる、或いは、ミシン綴じ及び接着してなる電子パスポートとして成形することできる。
【0243】
[9]偽造防止形成部:
さらに、本発明においては、透明オーバーシート、コアシート、複合ヒンジシート、インレットの少なくとも一つに、偽造防止形成部が形成されていることが好ましい。偽造防止形成部が形成される(設けられる)ことにより、前述までの特徴と相俟って、確実に偽造等を防止できるからである。ここで、偽造防止形成部としては、レーザー光エネルギー照射による文字、画像(人物画像)の他、たとえば、ホログラム、マイクロ文字、マイクロウェーブ文字、エンボス文字、斜め印刷(斜め文字等)、レンチキュラ、ブラックライト印刷、パール印刷等を例示できる。
【0244】
[10]レーザーマーキング方法:
本実施形態における電子パスポート用レーザーマーキング多層シートは、レーザー光エネルギーを照射して発色させるものであるが、レーザー光としては、He−Neレーザー、Arレーザー、CO2レーザー、エキシマレーザー等の気体レーザー、YAGレーザー、Nd・YVO4レーザー等の固体レーザー、半導体レーザー、色素レーザー等が挙げられる。これらのうち、YAGレーザー、Nd・YVO4レーザーが好ましい。
【0245】
なお、前述したように、上記インレットを構成する樹脂組成物には、必要に応じて、その特性を損なわない範囲で、他の添加剤、たとえば離型剤、安定剤、酸化防止剤、紫外線吸収剤、強化剤などを添加することができる。
【0246】
本実施形態のレーザーマーキング方法において、レーザー光エネルギーとしては、レーザービームは、シングルモードでもマルチモードでもよい。また、ビーム径が20〜40μmのように絞ったもののほか、ビーム径が80〜100μmのごとく広いものについても用いることができる。ただし、シングルモードで、ビーム径が20〜40μmの方が、印字発色部と下地のコントラストを3以上とでき、コントラストが良好な印字品質を得る点で好ましい。
【0247】
このように本実施形態の電子パスポート用レーザーマーキングシートに、レーザー光エネルギーを照射すると、単層シートから構成される透明オーバーシート、多層シート2として構成される透明オーバーシートの場合には、オーバーシートを構成するレーザー光エネルギー吸収剤がレーザーエネルギーにより発色する。この透明オーバーシートは耐熱性の高い透明ポリカーボネート樹脂が主成分であるから、高出力のレーザー光エネルギーを照射することが可能であり、それによって容易、且つ、より鮮明に画像等を描くことができる。とりわけ、PC/PC(レーザー発色層)/PCの3層とする透明オーバーシートの場合には、PCレーザー発色層上にPC透明スキン層を設けることにより、更に鮮明に画像等を描くことができる。たとえば、PCレーザー発色層が単層では更なる高パワーのレーザー光エネルギーを照射することによって、発泡が生じ、この発泡によって、シート表面の「フクレ」現象が発生する条件においても、PCレーザー発色層上にPC透明スキン層を設ける場合には、そのPC透明スキン層効果により「フクレ」現象が抑制されるためである。このPC透明スキン層効果はこれだけにとどまらず、PCレーザー発色層単層の場合は、該シートが外部との摩擦によりマーキング部が直接削られていくことになる。これに対して、PC透明スキン層を付与することにより、PC透明スキン層が削られてもレーザーマーキング部は削られないため、レーザーマーキング部の耐擦傷性や耐磨耗性はより優れるといえる。
【0248】
更に、ポリカーボネート樹脂からなるシートは耐熱性が高い故に、該樹脂シートの多層積層体では加熱融着温度を200〜230℃という高温にする必要がある。そのため、加熱プレス工程の生産性にも問題が生じる。さらに、それにもまして、通常電子パスポートのプラスチックデータシートでは、コアシート層といわれる中間層上に種々の印刷を施すことが一般的である。この場合に、コアシート層に印刷を施してから多層積層加熱プレスを行う工程において、加熱融着温度を200〜230℃という高温にした場合、印刷が「ヤケル」ことが多々あり、印刷した文字、画像が変退色を生じることがあり好ましくない。
【0249】
この問題に対して、透明オーバーシートであるPCレーザー発色層透明単層シート、またはPC/PC(レーザー発色層)/PCの透明3層シート(多層シート2)の下地層であるコアシートに、本発明のPETG/PC(着色)/PETG着色3層シートを積層する。このようにすることにより、PETGが非結晶性共重合ポリエステル樹脂であり、ポリカーボネート樹脂のガラス転移温度より約60〜70℃低いために、加熱融着温度を150〜170℃と、加熱融着温度を約50〜60℃程度下げることができる。そのため、前記印刷層の印刷した文字、画像の変退色を抑制することができる。したがって、本実施形態の電子パスポート用レーザーマーキング多層シートは、レーザーマーク性に優れ、その表層、または表層のコア層にレーザー光エネルギー照射により黒色発色をさせて画像や文字をマーキングさせるが、その下地層が白い故に黒/白コントラストにより、更に鮮明な文字、画像を描くことができる。
【0250】
また、透明オーバーシートに、PETG/PC(レーザー発色層)/PETG3層共押出シート(多層シート1)を用いることにより、PETGスキン層によるコア層PC(レーザー発色層)のマーキングの耐擦傷性や耐磨耗性に優れる。さらに、PETGスキン層による印刷コアシート層との加熱融着性に優れる。特に、150〜170℃での比較的低い加熱温度下での加熱融着性に優れるという効果がある。このように本実施形態の透明単層及び多層構造からなるシートを用いることで、レーザーマーク性に優れ、透明レーザーマーキング層自体に深くマーキングでき、印字濃度及びマーキング部の耐擦傷性や耐磨耗性に優れるマーキングが可能となる。
【0251】
より好ましいのは、前述の電子パスポート用レーザーマーキング多層シートに、レーザーマーキングする方法であって、図9、図10、図11に示されるように電子パスポート用レーザーマーキング多層シートに積層した(電子パスポート用レーザーマーキング多層積層体を構成する)透明オーバーシート(透明レーザーマーキングシート)側から(単層シート、または多層シート側から)、レーザー光エネルギー17を照射して印字することである。このように本実施形態の透明オーバーシート側から、所望のレーザー光エネルギーを照射することにより、容易、且つ鮮明に画像等を描くことができる。したがって、単層構造の透明オーバーシート、または多層構造の透明オーバーシートを使用することによって、コアシート、複合ヒンジシート、インレットと相俟って、レーザーマーキング性、加熱融着性に優れ、更にマーキング部の耐磨耗性にも優れたものとすることができる。また、多層構造の透明オーバーシートを使用することによって、コアシート、複合ヒンジシート、及びインレットと相俟って、レーザーマーク性に優れ、その表面、または支持体と被覆体の界面部に、レーザー光エネルギーの照射により黒下地に白文字、白色記号及び白色図柄などを、より一層容易、且つ鮮明に描くことができる。特に、バーコード等の情報コードを解像度よくマーキングすることが可能となる。
【0252】
[11]用途:
また、本実施形態における電子パスポート用レーザーマーキング多層シートは、電子パスポートに好適に用いることができる。
【0253】
具体的には、図12A、図12Bに示されるようなパスポートを例示できる。たとえば、図12Aに示されるように、e−Cardタイプのパスポートの場合は、ICチップ(IC−CHIPとアンテナ(ANTENNA)が積層シート51の中にインレット(Inlet)として挿入されており、その積層シートがヒンジ部の張り出し部29を介して、表紙49と裏表紙50との間に、綴じられているパスポートを例示できる。積層シート51であるe−Cardには、個人情報(顔画像と個人情報)が、レーザーマーキングで、オンデマンド(on−demand)で書き込まれる。すわなち、e−Cardに配設されたICチップ及びプラスチックシート(Plastic−sheet)に、オンデマンドで個人情報が書き込まれることになる。なお、図中、符号53は、ビザシートである。また、たとえば、図12Bに示されるように、e−Coverタイプのパスポートの場合には、ICチップとアンテナが、表紙49、裏表紙50に貼り付けられているプラスチックインレイ52(Plastic−Inlay)中に配設され、それ以外にプラスチックシート(Plastic−sheet)からなるデータページ(Data−Page)と呼ばれる積層シート54が、ヒンジ部の張り出し部29を介して、綴じられている。e−Coverタイプの場合には、個人情報は、ICチップ及びデータページのプラスチックシートに、オンデマンドで書き込まれることになる。ただし、これは1例であって、必ずしもこのような構成に限定されるものではない。
【実施例】
【0254】
以下、本発明を実施例によってさらに具体的に説明するが、本発明はこれによって限定されるものではない。また、実施例における各種の評価、測定は、下記方法により実施した。
【0255】
[1]複合ヒンジシート:
以下の実施例1〜3で製造した複合ヒンジシート、比較例1で製造したポリエステルメッシュクロス、比較例2で製造したTPU単独シート、参考例1で製造した複合ヒンジシートについて、[1−1]シートの平坦性、[1−2]カットシート作業性、[1−3]シートの柔軟性、[1−4]引き裂き強度を下記のような方法で調べ、評価した。また、加熱融着性を下記[1−5]加熱融着性の方法で調べ、評価した。
【0256】
[1−1]シートの平坦性:
実施例1〜3で製造した複合ヒンジシート、比較例1で製造したポリエステルメッシュクロス、比較例2で製造したTPU単独シート、参考例1で製造した複合ヒンジシートのそれぞれの両面につき、平坦性を目視による観察、及び触指により、以下の判定基準で評価して、平坦性を評価した。
《判定基準》
◎:凹凸が全くなく、全面にわたって平坦である。
○:クロスの糸部と開口部において、わずかに凹みがあるが、実用上問題なし。
×:クロスの糸部と開口部において、凹みがあり、平坦でなく、実用上問題あり。
【0257】
[1−2]カットシート作業性:
実施例1〜3で製造した複合ヒンジシート、比較例1で製造したポリエステルメッシュクロス、比較例2で製造したTPU単独シート、参考例1で製造した複合ヒンジシートのそれぞれを、縦110×横300mmの大きさに打ち抜き刃で打ち抜き、その打ち抜き時のカット性とその後の加熱積層工程に搬入する際の作業性を以下の判定基準で評価して、カットシート作業性を評価した。
《判定基準》
○:カット性と作業性良好である。
△:カット性良好であるが、作業性に問題有り。
△△:カット性は普通であり、作業性に問題有り。
×:カット性に問題あり。作業性は問題なし。
××:カット性と作業性に問題あり。
【0258】
[1−3]シートの柔軟性:
実施例1〜3で製造した複合ヒンジシート、比較例1で製造したポリエステルメッシュクロス、比較例2で製造したTPU単独シート、参考例1で製造した複合ヒンジシートのそれぞれを、幅1cm×長さ10cmのカットシートの寸法となるように作製し試験片とし、そのカットシートを図13Aのように、台より5cmの長さで貼り出しさせた後、試験片であるカットシート61の貼りだし部の垂れる程度を測定して、以下の判定基準で、シートの柔軟性を評価した。より具体的には、図13Aに示されるように、水平台63に、カットシート61の長さ方向の先端部の5cmが水平台63の端部から出るように載置し、そのカットシート61の上部を支持板65で押さえて、図13Bに示されるように、大気圧下でカットシート61の貼り出し部61aの垂れる程度を測定した。
《判定基準》
◎:シートの“垂れ”が、2cm以上となり優れている。
○:シートの“垂れ”が、1cm〜2cm未満となり良好である。
△:シートの“垂れ”が、0.4cm〜1cm未満となり不具合が生じやすい。
×:シートの“垂れ”が、0.4cm未満となり悪い。
【0259】
[1−4]引き裂き強度:
図14Aに示すように、長さ50mm、幅3mm、厚み120μmのヒンジシート71Aの長さ方向のほぼ中央であって、端部から5mmの位置まで切り込み72を形成し、このヒンジシート71Aを長さ50mm、横20mm、厚み100μmの2枚のポリカーボネート樹脂シート73で挟み、加熱プレス真空プレス機を用いて加熱真空プレスし、試験片を作製した。次に図14Bに示すように、この試験片のヒンジシート71Bが挟持されていないポリカーボネート樹脂シート73の端部を、試験速度1000mm/分の条件でそれぞれ反対方向に、人力で力Fを加え、引き裂き試験を行い、引き裂き強度(N/mm)を求め、以下の判定基準にて評価した。なお、実施例3の複合ヒンジシートについては、縦糸のフラットヤーンに対して直角方向の引き裂き強度を調べ、引き裂き強度とした。
《判定基準》
◎:引き裂き強度が100(N/mm)以上
○:引き裂き強度が70(N/mm)以上100(N/mm)未満
△:引き裂き強度が40(N/mm)以上70(N/mm)未満
×:引き裂き強度が40(N/mm)未満
【0260】
[1−5]加熱融着性:
製造例1で得た透明レーザーマーキングシートA、製造例2で得た多層シートB(コアシートB)、実施例1〜3で製造した複合ヒンジシート、比較例1で製造したポリエステルメッシュクロス、比較例2で製造したTPU単独シート、参考例1で製造した複合ヒンジシート、をそれぞれ100×300mmにカットした。次に、コアシートBの一端に離型剤を塗布した。コアシートBの離型剤塗布面と複合ヒンジシート、ポリエステルメッシュクロス、またはTPU単独シート(適宜「ヒンジシート」ということがある。)が接するようにして、透明レーザーマーキングシートA/コアシートB/ヒンジシート/コアシートB/透明レーザーマーキングシートAの構成となるように5枚のシートを2枚のクロムメッキ鋼板で挟み、ロータリー真空プレス機(日精樹脂工業製)を用いて、100℃にて90秒間予熱後、160℃、実面圧力20kgf/cm2にて90秒間加圧した。さらに、90秒間冷却した後、積層体シートを取り出し、離型剤塗布部分を含め、幅20mmの試験片を切り出し、試験速度300mm/minにて剥離試験を行い、ヒンジシートとコアシートBとの加熱融着性を以下の判定基準にて評価した。
《判定基準》
◎:剥離強度が50N/cm以上またはシートの材料破壊が見られ極めて良好である。
○:剥離強度が20N/cm以上50N/cm未満であり良好である。
△:剥離強度が10N/cm以上20N/cm未満で不具合が生じやすい。
×:剥離強度が10N/cm未満であり、悪い。
××:加熱融着せず(手で簡単にはくり可能なため)、製造できない。
【0261】
(F−PETクロス(1)の製造)
厚みが40μm、幅が0.5mmの長方形断面を有するポリエステルからなるフラットヤーンを用い、このヤーンを縦糸、横糸として、開口部が0.4mm×0.4mmの正方形となるように、平織り組織で織成し、2軸フラットヤーンポリエステルメッシュクロス(F−PETクロス(1))を製造した。このクロスの交点厚み(総厚み)は80μmであった。
【0262】
(F−PETクロス(2)の製造)
厚みが30μm、幅が0.5mmの長方形断面を有するポリエステルからなるフラットヤーンを用い、このヤーンを縦糸、横糸、斜糸として、縦糸、横糸で形成される開口部が2.0×2.0mmで、この開口部を斜糸が二分し三角形となるように平織り組織で織成し、3軸フラットヤーンポリエステルメッシュクロス(F−PETクロス(2))を製造した。このクロスの交点厚み(総厚み)は90μmであった。
【0263】
(F−PETクロス(3)の製造)
厚みが30μm、幅が0.5mmの長方形断面を有するポリエステルからなるフラットヤーンを縦糸とし、線径(直径)が60μmのポリエステルからなる丸ヤーンを横糸とし、開口部が0.4×0.4mmの正方形となるように、平織り組織で織成し、2軸フラットヤーン−丸ヤーンポリエステルメッシュクロス(F−PETクロス(3))を製造した。このクロスの交点厚み(総厚み)は90μmであった。
【0264】
(実施例1)複合ヒンジシート〔TPU/F−PETクロス(1)〕:
熱可塑性ポリウレタンエラストマー(TPU)として、日本ミラクトラン株式会社製 無黄変タイプ 「ミラクトラン XN−2004」、硬度(JIS―A)95を使用、織物状シートとして、上記で製造例したF−PETクロス(1)(フラットヤーンが厚み40μm、幅0.5mm、開口部0.4×0.4mm、交点厚み80μmの2軸構造体)を使用、TPUを190℃にてTダイ押出機から溶融押出するとともに、Tダイ出口にてF−PETクロス(1)とをロール圧着させた後、反転させ、この複合ヒンジシートのF−PETクロス(1)複合側片面に、TPUを溶融押出してTダイ出口にてロール圧着してなるTPUがF−PETクロス(1)の開口部に溶融侵入してTPUとF−PETクロス(1)が完全一体化した総厚みが120μmのTPU/F−PETクロス(1)/TPU複合ヒンジシートを製造した。
【0265】
(実施例2)複合ヒンジシート〔TPU/F−PETクロス(2)〕:
実施例1に記載のF−PETクロス(1)に代えて、織物状シートとして、上記で製造したF−PETクロス(2)(フラットヤーンが厚み40μm、幅0.5mm、開口部2.0×2.0mm、交点厚み90μmの3軸構造体)を使用した他は、実施例1と同様にして、TPUとF−PETクロス(2)が完全一体化した総厚みが120μmのTPU/F−PETクロス(2)/TPU複合ヒンジシートを製造した。
【0266】
(実施例3)複合ヒンジシート〔TPU/F−PETクロス(3)〕:
実施例1に記載のF−PETクロス(1)に代えて、織物状シートとして、上記で製造したF−PETクロス(3)(フラットヤーンと丸ヤーンとからなるPETクロスであり、フラットヤーンが厚み30μm、幅0.5mm、丸ヤーンが線径(直径)60μm、開口部0.4×0.4mm、交点厚み90μmの2軸構造体)を使用した他は、実施例1と同様にして、TPUとF−PETクロス(3)が完全一体化した総厚みが120μmのTPU/F−PETクロス(3)/TPU複合ヒンジシートを製造した。
【0267】
(比較例1)〔PETクロス〕:
線径(直径)が48μmの円形断面を有する丸ヤーンを用いて、開口部が270mm×270mmの正方形を有するポリエステルメッシュクロス(PETクロス)を製造した。
【0268】
(比較例2)〔TPU〕:
熱可塑性ポリウレタンエラストマー(TPU)として、日本ミラクトラン株式会社製 無黄変タイプ 「ミラクトラン XN−2004」、硬度(JIS―A)95、を使用して、190℃にてTダイ押出機にて厚み120μmのTPU単独シートを製造した。
【0269】
(参考例1)〔TPU/PETクロス〕:
実施例1に記載のF−PETクロス(1)に代えて、線径(直径)が48μmの円形断面を有する丸ヤーンを用いて、開口部が270mm×270mmの正方形を有するポリエステルメッシュクロス(PETクロス)を使用した他は、実施例1同様にして、TPUとPETクロスが完全一体化した総厚みが120μmのTPU/PETクロス/TPU複合ヒンジシートを製造した。
【0270】
(製造例1)透明レーザーマーキングシートA:
ポリカーボネート(商品名「タフロンFN2500A」出光興産製、メルトボリュームレイト=8cm3/10min)を用い、レーザー光線を吸収するエネルギー吸収剤としてカーボンブラック(三菱化学製#10、平均粒子径75nm、DBP吸油量86ml/100gr)を0.0015質量部を配合するとともに、フェノール系酸化防止剤として、(n−オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート(「イルガノックス1076」チバ・スペシャルティ・ケミカルズ社製)を0.1部、及び、紫外線吸収剤として、2−(2′−ヒドロキシ−3′,5′−ジ−tert−ブチルフェニル)−5−クロロベンゾトリアゾール(商品名「チヌビン327」、チバ・スペシャルティ・ケミカルズ社製)0.2部、Tダイ溶融押出成形によりシートの総厚さは100μmの透明レーザーマーキングシートAを得た。さらに、両面の平均表面粗さ(Ra)については、0.5〜1.8μm、になるようマット加工が施された透明レーザーマーキングシートAを得た。
【0271】
(製造例2)コアシートB:
スキン層として非結晶性ポリエステル(商品名「イースターGN071」イーストマンケミカル社製、EG/CHDM=70/30モル%)を、コア層としてポリカーボネート(商品名「タフロンFN2500A」出光興産製、メルトボリュームレイト=8cm3/10min)を用い、且つ、非結晶性ポリエステル100質量部に、滑剤としてステアリン酸カルシウム0.3質量部と酸化チタン15質量部を配合した。さらに、上記ポリカーボネートに、フェノール系酸化防止剤として、(n−オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート(「イルガノックス1076」チバ・スペシャルティ・ケミカルズ社製)を0.1部、及び、紫外線吸収剤として、2−(2′−ヒドロキシ−3′,5′−ジ−tert−ブチルフェニル)−5−クロロベンゾトリアゾール(商品名「チヌビン327」、チバ・スペシャルティ・ケミカルズ社製)0.2部、及び酸化チタン15部を配合して、Tダイ溶融押出成形によりスキン層/コア層/スキン層の3層の多層シートAを得た。シートの総厚さ150μmにするとともに、表裏のスキン層の厚さを同じ厚さとし、層の構成をスキン層(20μm)/コア層(110μm)/スキン層(20μm)の構成にするとともに、コア層の厚さを比率73%にした。さらに、両面の平均表面粗さ(Ra)については、0.5〜1.8μmになるようマット加工が施されたコアシートBを得た。
【0272】
上述の実施例1〜3、比較例1〜2、参考例1につき、前述の[1−1]〜[1−4]の各種評価を行った。その結果を表1および表2に示す。
【0273】
【表1】
【0274】
【表2】
【0275】
(考察1)
表1に示すように、実施例1〜3のヒンジシートは、カットシートの作業性であるカット性と作業性が良好で、シートの柔軟性に優れ、また耐引き裂き強度も良好であった。さらに材料破壊を起こす加熱融着性を有していた。
【0276】
これに対して、表2に示すように、比較例1のヒンジシートでは、カット作業性に劣り、シートの柔軟性、引き裂き強度も十分満足できるものではなかった。比較例2のヒンジシートでは、カット作業性、引き裂き強度が著しく劣るものであった。さらに、参考例1のヒンジシートは、比較例1〜2のヒンジシートに比べてカットシートの作業性、シートの柔軟性、引き裂き強度、および材料破壊を起こす加熱融着性に優れたものであった。そして実施例1〜3の複合ヒンジシートは、参考例1のヒンジシートに比べ、さらに耐引き裂き強度に優れたものであった。
【産業上の利用可能性】
【0277】
本発明に係る複合ヒンジシートは、耐引き裂き性、耐破断性、柔軟性、耐折り曲げ性、耐久性、加熱融着性、加工性、寸法精度に優れる。この複合ヒンジシートを使用した電子パスポート用レーザーマーキング多層シートは、レーザー光エネルギー照射により透明レーザーマーキングシートに損傷なくマーキングされ、且つ、透明レーザーマーキングシートの生地色とレーザーマークされた印字部とのコントラストが高く、鮮明な文字、記号、図柄、画像が得られ、耐熱性及び生産性にも優れ、加えて、前記電子パスポート用レーザーマーキング多層シートを構成する複合ヒンジシートの張り出し部を用いて、電子パスポート表紙または裏表紙にミシン綴じ若しくは接着、或いはミシン綴じ及び接着してなる電子パスポートにおけるヒンジ部は、綴じ部の引き裂き強度、引張強度に優れ、加えて、柔軟性を失うことなく、繰り返しの曲げに対しても十分な強度を有し、実際の使用時における耐光劣化性等の経時安定性に優れ、改竄防止、偽造防止に有効であることから、電子パスポートに好適に使用することができる。
【符号の説明】
【0278】
1(1A),1(1B),1(1C),1(1D):織物状シート、2:開口部、3:(織物状シートを構成する)縦糸、4:(織物状シートを構成する)横糸、5:(織物状シートを構成する)斜糸、6:縦糸、及び横糸、縦糸、横糸、及び斜糸の交叉部、7:開口部を閉塞する熱可塑性樹脂、8:熱可塑性樹脂のスキン層、10(10A),10(10B):複合ヒンジシート、11(11A),11(11B),11(11C):電子パスポート用レーザーマーキング多層シート、13:透明レーザーマーキングシート(単層シート)、15:単層コアシート、23:透明レーザーマーキングシート(多層シート)、23a:(透明レーザーマーキングシートの(多層シート1の))スキン層、23b:(透明レーザーマーキングシートの(多層シート1の))コア層、25:多層コアシート、25a:(多層コアシートの)スキン層、25b:(多層コアシートの)コア層、17:レーザー光線、27:ミシン綴じ部、29:張り出し部、49:表紙、50:裏表紙、51、54:積層シート、52:プラスチックインレイ、53:ビザシート、61:カットシート、61a:貼り出し部、63:水平台、65:支持板、71A,71B: ヒンジシート、72:切り込み、73:ポリカーボネート樹脂シート、F:力。
【特許請求の範囲】
【請求項1】
多数の開口部を備える織物状シートと、熱可塑性樹脂とから形成された複合ヒンジシートであって、
前記織物状シートは、縦糸と横糸の複数本の糸から構成される2軸構造体を有する、メッシュクロスまたは不織布、或いは、前記織物状シートは、前記縦糸、前記横糸、及び斜糸の複数本の糸から構成される3軸構造体を有する、メッシュクロスまたは不織布からなり、
前記縦糸、前記横糸及び、前記斜糸の複数本の糸のうち、少なくとも1種類の糸が、フラットな断面を有するフラットヤーンからなり、
前記熱可塑性樹脂は、熱可塑性エラストマーまたはこれらの熱可塑性エラストマーの混合物から選ばれる少なくとも1種からなる熱可塑性樹脂であり、
前記織物状シートの開口部を前記熱可塑性樹脂で閉塞させた複合ヒンジシート。
【請求項2】
前記熱可塑性エラストマーは、熱可塑性ポリウレタンエラストマー、熱可塑性ポリアミドエラストマー、熱可塑性ポリエステルエラストマー、熱可塑性オレフィンエラストマー、及び熱可塑性アクリルエラストマーの熱可塑性エラストマーから選ばれる1種または2種以上の混合物からなる請求項1に記載の複合ヒンジシート。
【請求項3】
前記メッシュクロスまたは不織布が、ポリエステル、ポリアミド、ポリプロピレンから選ばれる少なくとも1種の糸からなる請求項1または2に記載の複合ヒンジシート。
【請求項4】
前記織物状シートの開口部に前記熱可塑性樹脂を溶融軟化状態で侵入させて、前記織物状シートと前記熱可塑性樹脂が一体化した請求項1〜3のいずれか1項に記載の複合ヒンジシート。
【請求項5】
前記2軸構造体を有するメッシュクロスまたは不織布の開口部の形状が、前記縦糸と前記横糸から形成される正方形または長方形であるとともに、開口部の大きさが、縦0.15〜5.0mm×横0.15〜5.0mmであり、
或いは、前記3軸構造体を有するメッシュクロスまたは不織布の開口部の形状が、三角形を含む多角形であるとともに、前記3軸構造体の前記斜糸を除いた前記縦糸と前記横糸から形成される前記3軸構造体の開口部の形状が、正方形または長方形であり、且つ開口部の大きさが、縦0.5〜10.0mm×横0.5〜10.0mmであり、
前記フラットヤーンの厚みが20〜90μmであり、フラットヤーンの幅が0.2〜2.0mmである請求項1〜4のいずれか1項に記載の複合ヒンジシート。
【請求項6】
請求項1〜5のいずれか1項に記載の前記複合ヒンジシートを使用する電子パスポート用レーザーマーキング多層シートであって、
透明レーザーマーキングシート/コアシート/前記複合ヒンジシート/コアシート/透明レーザーマーキングシートの5層を積層してなる構成を基本構成とする電子パスポート用レーザーマーキング多層シートであり、
前記透明レーザーマーキングシートが、ポリカーボネート樹脂及び、レーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる単層シートとして構成され、
または、前記透明レーザーマーキングシートが、スキン層とコア層を有し、両最外層である前記スキン層が、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む透明熱可塑性樹脂組成物からなり、且つ前記コア層が、ポリカーボネート樹脂、及びレーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる多層シート1として構成され、
または、前記透明レーザーマーキングシートが、スキン層とコア層を有し、両最外層である前記スキン層が、ポリカーボネート樹脂からなり、且つ、前記コア層が、熱可塑性ポリカーボネート樹脂、及びレーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる多層シート2として構成され、
前記コアシートが、ポリカーボネート樹脂、及び着色剤を含むポリカーボネート樹脂組成物からなる着色コア単層シートとして構成され、
または、前記コアシートが、スキン層とコア層を有し、両最外層である前記スキン層が、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む熱可塑性樹脂組成物からなるとともに、前記コアシートのコア層が、ポリカーボネート樹脂を含む熱可塑性樹脂からなり、前記コアシートのスキン層、およびコア層の少なくとも一層には、着色剤を含んでなる着色コア多層シートとして構成される電子パスポート用レーザーマーキング多層シート。
【請求項7】
請求項6に記載の前記電子パスポート用レーザーマーキング多層シートを使用する電子パスポートであって、
前記複合ヒンジシートの張り出し部を用いて、電子パスポート表紙、または裏表紙にミシン綴じ、若しくは接着してなる、或いはミシン綴じ、および接着してなる電子パスポート。
【請求項1】
多数の開口部を備える織物状シートと、熱可塑性樹脂とから形成された複合ヒンジシートであって、
前記織物状シートは、縦糸と横糸の複数本の糸から構成される2軸構造体を有する、メッシュクロスまたは不織布、或いは、前記織物状シートは、前記縦糸、前記横糸、及び斜糸の複数本の糸から構成される3軸構造体を有する、メッシュクロスまたは不織布からなり、
前記縦糸、前記横糸及び、前記斜糸の複数本の糸のうち、少なくとも1種類の糸が、フラットな断面を有するフラットヤーンからなり、
前記熱可塑性樹脂は、熱可塑性エラストマーまたはこれらの熱可塑性エラストマーの混合物から選ばれる少なくとも1種からなる熱可塑性樹脂であり、
前記織物状シートの開口部を前記熱可塑性樹脂で閉塞させた複合ヒンジシート。
【請求項2】
前記熱可塑性エラストマーは、熱可塑性ポリウレタンエラストマー、熱可塑性ポリアミドエラストマー、熱可塑性ポリエステルエラストマー、熱可塑性オレフィンエラストマー、及び熱可塑性アクリルエラストマーの熱可塑性エラストマーから選ばれる1種または2種以上の混合物からなる請求項1に記載の複合ヒンジシート。
【請求項3】
前記メッシュクロスまたは不織布が、ポリエステル、ポリアミド、ポリプロピレンから選ばれる少なくとも1種の糸からなる請求項1または2に記載の複合ヒンジシート。
【請求項4】
前記織物状シートの開口部に前記熱可塑性樹脂を溶融軟化状態で侵入させて、前記織物状シートと前記熱可塑性樹脂が一体化した請求項1〜3のいずれか1項に記載の複合ヒンジシート。
【請求項5】
前記2軸構造体を有するメッシュクロスまたは不織布の開口部の形状が、前記縦糸と前記横糸から形成される正方形または長方形であるとともに、開口部の大きさが、縦0.15〜5.0mm×横0.15〜5.0mmであり、
或いは、前記3軸構造体を有するメッシュクロスまたは不織布の開口部の形状が、三角形を含む多角形であるとともに、前記3軸構造体の前記斜糸を除いた前記縦糸と前記横糸から形成される前記3軸構造体の開口部の形状が、正方形または長方形であり、且つ開口部の大きさが、縦0.5〜10.0mm×横0.5〜10.0mmであり、
前記フラットヤーンの厚みが20〜90μmであり、フラットヤーンの幅が0.2〜2.0mmである請求項1〜4のいずれか1項に記載の複合ヒンジシート。
【請求項6】
請求項1〜5のいずれか1項に記載の前記複合ヒンジシートを使用する電子パスポート用レーザーマーキング多層シートであって、
透明レーザーマーキングシート/コアシート/前記複合ヒンジシート/コアシート/透明レーザーマーキングシートの5層を積層してなる構成を基本構成とする電子パスポート用レーザーマーキング多層シートであり、
前記透明レーザーマーキングシートが、ポリカーボネート樹脂及び、レーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる単層シートとして構成され、
または、前記透明レーザーマーキングシートが、スキン層とコア層を有し、両最外層である前記スキン層が、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む透明熱可塑性樹脂組成物からなり、且つ前記コア層が、ポリカーボネート樹脂、及びレーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる多層シート1として構成され、
または、前記透明レーザーマーキングシートが、スキン層とコア層を有し、両最外層である前記スキン層が、ポリカーボネート樹脂からなり、且つ、前記コア層が、熱可塑性ポリカーボネート樹脂、及びレーザー光エネルギー吸収剤を含む透明ポリカーボネート樹脂組成物からなる多層シート2として構成され、
前記コアシートが、ポリカーボネート樹脂、及び着色剤を含むポリカーボネート樹脂組成物からなる着色コア単層シートとして構成され、
または、前記コアシートが、スキン層とコア層を有し、両最外層である前記スキン層が、ガラス転移温度が80℃以上の非晶性ポリエステル樹脂を含む熱可塑性樹脂組成物からなるとともに、前記コアシートのコア層が、ポリカーボネート樹脂を含む熱可塑性樹脂からなり、前記コアシートのスキン層、およびコア層の少なくとも一層には、着色剤を含んでなる着色コア多層シートとして構成される電子パスポート用レーザーマーキング多層シート。
【請求項7】
請求項6に記載の前記電子パスポート用レーザーマーキング多層シートを使用する電子パスポートであって、
前記複合ヒンジシートの張り出し部を用いて、電子パスポート表紙、または裏表紙にミシン綴じ、若しくは接着してなる、或いはミシン綴じ、および接着してなる電子パスポート。
【図1】

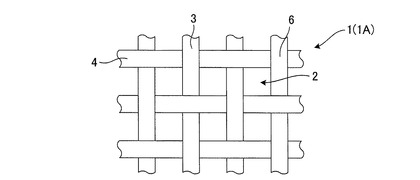
【図2】
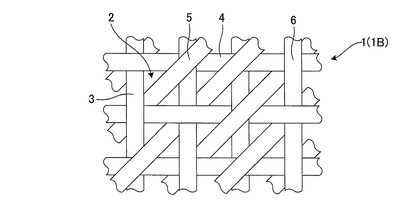
【図3】
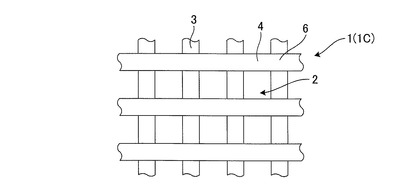
【図4】
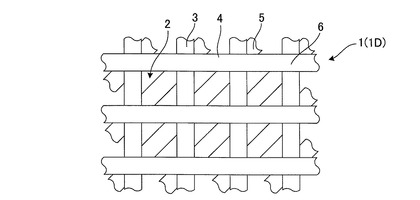
【図5】
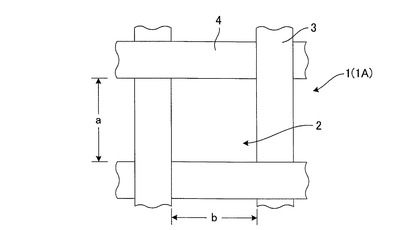
【図6】
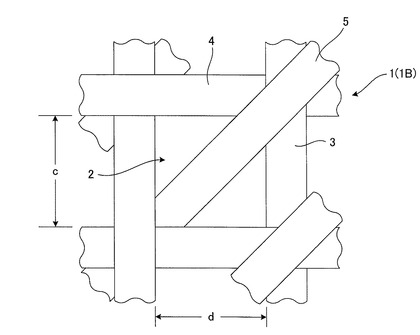
【図7】
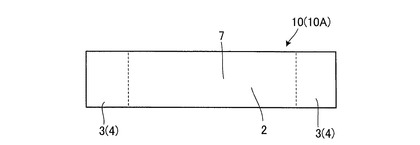
【図8】
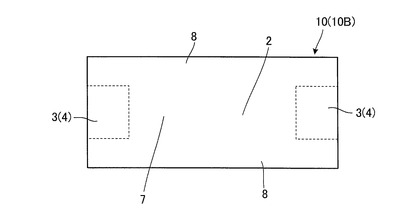
【図9】
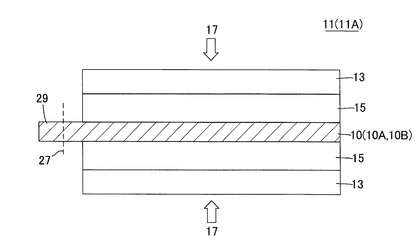
【図10】
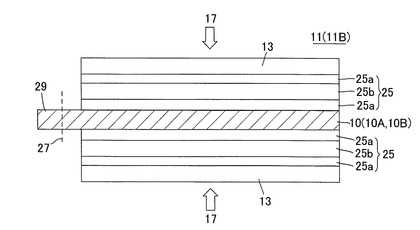
【図11】
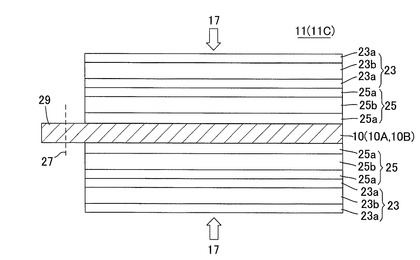
【図12A】
【図12B】
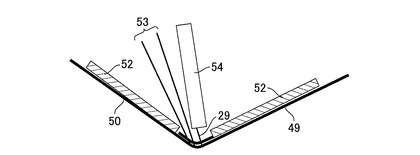
【図13A】
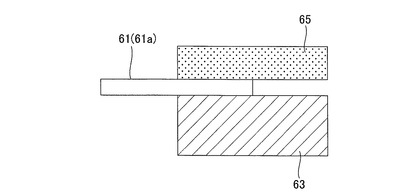
【図13B】
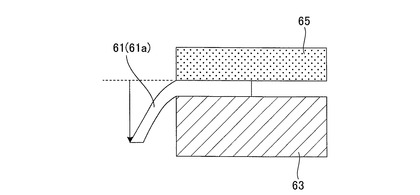
【図14A】
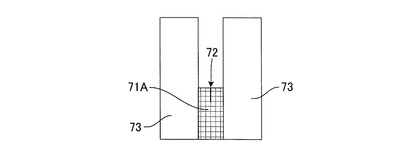
【図14B】
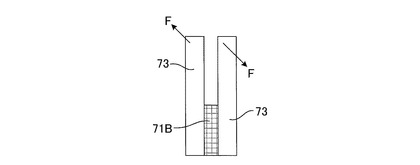
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12A】
【図12B】
【図13A】
【図13B】
【図14A】
【図14B】
【公開番号】特開2012−121313(P2012−121313A)
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願番号】特願2010−276314(P2010−276314)
【出願日】平成22年12月10日(2010.12.10)
【出願人】(591258587)日本カラリング株式会社 (36)
【Fターム(参考)】
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願日】平成22年12月10日(2010.12.10)
【出願人】(591258587)日本カラリング株式会社 (36)
【Fターム(参考)】
[ Back to top ]