
複合仮ヨリ加工糸およびその製造方法

【課題】高次加工して、衣服などに使用する際、スラブ調のナチュラルなムラ感およびストレッチ性に優れた布帛を供給することが可能な複合仮ヨリ加工糸およびその製造方法を提供する。
【解決手段】1.8〜3.5倍に伸長したポリウレタン系弾性繊維Aと、その他のフィラメント繊維Bとを、引き揃えて同時仮ヨリする際に、前記その他のフィラメント繊維を直接加撚部に仮ヨリ加工速度に対して+50%〜+125%の供給速度で過供給して仮ヨリ加工せしめ、ポリウレタン系弾性繊維Aの周りにその他のフィラメント繊維Bを有し、該その他のフィラメント繊維Bが1重に巻き付けてなる部分と3重に巻き付けてなる部分とを糸長手方向に交互に有している複合仮ヨリ加工糸Yとする。
【解決手段】1.8〜3.5倍に伸長したポリウレタン系弾性繊維Aと、その他のフィラメント繊維Bとを、引き揃えて同時仮ヨリする際に、前記その他のフィラメント繊維を直接加撚部に仮ヨリ加工速度に対して+50%〜+125%の供給速度で過供給して仮ヨリ加工せしめ、ポリウレタン系弾性繊維Aの周りにその他のフィラメント繊維Bを有し、該その他のフィラメント繊維Bが1重に巻き付けてなる部分と3重に巻き付けてなる部分とを糸長手方向に交互に有している複合仮ヨリ加工糸Yとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スラブ調のナチュラルなムラ感およびストレッチ性に優れた布帛を得るのに好適な複合仮ヨリ加工糸およびその製造方法に関する。
【背景技術】
【0002】
近年、優れた伸縮性と鞘糸の被覆性を狙い、ポリウレタン系弾性繊維とその他のフィラメント繊維を同時仮ヨリしてなる複合仮ヨリ加工糸に関する提案が多々されている(特許文献1、2、3参照)。これら発明によると優れたストレッチを有した織編物を得ることはできる。しかし、近年、タイツ、ストッキングなどを中心に柄物が好まれるようになってきており、消費者からその意匠性付与によるバリエーション展開が求められており課題となっていた。
【0003】
一方、ポリエチレンテレフタレートフィラメント糸の仮ヨリ加工法において、芯糸の加撚域に鞘糸を過供給して、1重巻付と3重巻付とを交互に有する意匠効果のある多重巻付加工糸を形成する方法が多数提案されている(特許文献4、5、6参照)。これらの方法によって製造される多重巻付加工糸は、意匠性に優れ、麻ライクな風合いを有するものの、消費者のニーズの多様化により、例えば、ストレッチ性、寸法安定性、ソフトな風合いへの要求が強くなっており、従来までの多重巻付加工糸では、十分に対応できなくなっている。
【0004】
そこで、ポリトリメチレンテレフタレートからなる芯糸の周りに、ポリエステルである鞘糸を1重に巻き付けた部分と3重に巻き付けた部分とを糸長手方向に交互に有する多重巻付加工糸およびその製造方法が提案されている(特許文献7参照)。この発明によると意匠性は満足するものの、ストレッチ性としては、満足たるものに至らず、ストレッチ性の改善が課題となっていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−295148号公報
【特許文献2】特開2001−288634号公報
【特許文献3】特開2001−288631号公報
【特許文献4】特開昭61−89344号公報
【特許文献5】特開昭61−97442号公報
【特許文献6】特開昭61−215731号公報
【特許文献7】特開2002−4137号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、スラブ調のナチュラルなムラ感およびストレッチ性に優れた布帛を供給することが可能な複合仮ヨリ加工糸およびその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、前記課題を解決するため、以下のいずれかの構成を有する。
(1)ポリウレタン系弾性繊維の周りにその他のフィラメント繊維を有し、該その他のフィラメント繊維が1重に巻き付けてなる部分と3重に巻き付けてなる部分とを糸長手方向に交互に有していることを特徴とする複合仮ヨリ加工糸。
(2)1.8〜3.5倍に伸長したポリウレタン系弾性繊維と、その他のフィラメント繊維とを、引き揃えて同時仮ヨリする際に、前記その他のフィラメント繊維を直接加撚部に仮ヨリ加工速度に対して+50%〜+125%の供給速度で過供給して仮ヨリ加工せしめることを特徴とする複合仮ヨリ加工糸の製造方法。
【発明の効果】
【0008】
本発明によれば、スラブ調のナチュラルなムラ感およびストレッチ性に優れた布帛を供給することが可能な複合仮ヨリ加工糸を得ることができる。
【図面の簡単な説明】
【0009】
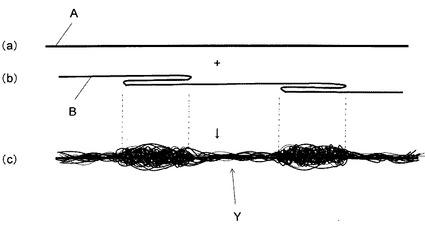
【図1】本発明の複合仮ヨリ加工糸の一実施形態を示す模式図である。
【図2】本発明の複合仮ヨリ加工糸の製造工程の一例を示す概略模式図である。
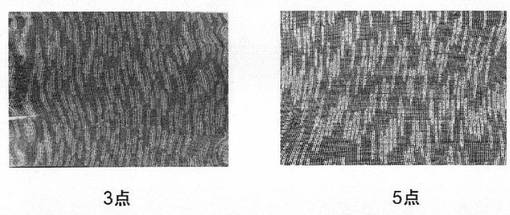
【図3】ストッキングのムラ感評価の基準を示す写真である。
【発明を実施するための形態】
【0010】
最初に、本発明の複合仮ヨリ加工糸について説明する。図1は、本発明の複合仮ヨリ加工糸の形態をモデル的に示したものである。本発明の複合仮ヨリ加工糸Yは、たとえば、ポリウレタン系弾性繊維Aとその他のフィラメント繊維Bとを引き揃えて同時仮ヨリする際に、その加撚部にその他のフィラメント繊維Bを直接仮ヨリ加工速度に対して過供給し、合わせて仮ヨリ加工せしめることで得られる複合仮ヨリ加工糸であり、ポリウレタン系弾性繊維Aの周りにその他のフィラメント繊維Bが配された構造をし、かつ、該その他のフィラメント繊維Bが1重に巻き付けてなるグランド部と3重に巻き付けてなる紡錘形のスラブ部とが糸長手方向に交互に存在している。
【0011】
複合仮ヨリ加工糸Yの1重巻き付け部はZ(あるいはS)方向の実ヨリを有し、比較的収束した状態であるのに対し、3重巻き付け部は3重の巻き付きを有しており、そのうち、1重目の巻き付きがZ(あるいはS)方向の実ヨリ、2重目の巻き付きがS(あるいはZ)方向の実ヨリ、3重目の巻き付きがZ(あるいはS)方向の実ヨリとなっている。3重巻き付け部は強固に巻締まっているものの、視覚的には凹凸のあるスラブムラを発現し、触覚的にはドライな風合いを再現する。
【0012】
本発明の複合仮ヨリ加工糸の芯糸はポリウレタン系弾性繊維である。ポリウレタン系弾性繊維としては、ポリマージオールと有機ジイソシアネートを主体とするイソシアネートと多官能活性水素化合物とを反応させて得られるポリウレタン重合体を紡糸して得られたものが好ましい。
【0013】
本発明で用いるポリマージオールとしては、ポリテトラメチレングリコール、ポリエチレングリコール、プロピレンエーテルグリコールのようなポリエーテルグリコール類、エチレングリコール、1,6−ヘキサンジオール、1,4−ブタンジオール、ネオペンチルグリコールなどのグリコール類の少なくとも一種とアジピン酸、スベリン酸、アゼライン酸、セバシン酸、β−メチルアジピン酸、イソフタル酸などのジカルボン酸の少なくとも一種を反応させて得られるポリエステルグリコール類、ポリカプロラクトングリコール、ポリヘキサメチレンジカーボネートグリコールのようなポリマージオールの一種または二種以上の混合物または共重合物が例示できる。
【0014】
また、本発明で用いる有機ジイソシアネートとしては、4,4´−ジフェニルメタンジイソシアネート、1,5−ナフタレンジイソシアネート、1,4−フェニレンジイソシアネート、2,4−トリレンジイソシアネート、ヘキサメチレンジイソシアネート、1,4−シクロヘキサンジイソシアネート、4,4´−ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネートのような有機ジイソシアネートの一種または二種以上の混合物が例示できる。さらにトリイソシアネートを少量併用してもよい。
【0015】
本発明で用いる多官能活性水素化合物としては、エチレンジアミン、1,2−プロピレンジアミン、ヘキサメチレンジアミン、キシリレンジアミン、4,4´−ジフェニルメタンジアミン、ヒドラジン、1,4−ジアミノピペラジン、エチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、水などの一種またはこれらの二種以上の混合物が例示できる。所望により、これらの化合物に、モノアミン、モノアルコールのような停止剤を少量併用してもよい。
【0016】
また、ポリウレタン重合体には、2,6−ジテトラブチルパラクレゾール、亜リン酸エステルなどの酸化防止剤、ヒドロキシベンゾフェノン系またはヒドオキシベンゾチアゾールなどの光または紫外線吸収剤、1,1−ジアルキル置換セミカルバジド、ジチオカルバミン酸塩などのガス黄変、劣化防止剤、および酸化チタン、酸化亜鉛などの白色顔料を適宜添加してもよい。
【0017】
本発明で使用されるポリウレタン系弾性繊維の総繊度は、11〜154デシテックスの範囲が好ましく、22〜44デシテックスの範囲がより好ましい。また、破断伸度は300%以上であることが好ましい。ポリウレタン系弾性繊維の断面形状は、円形であってもよく、扁平であってもよい。
【0018】
前記その他のフィラメント繊維Bについても、上記ポリウレタン形弾性繊維以外であれば特に限定はしないが、加工性の点から、ポリエステル系フィラメント繊維もしくはポリアミド系フィラメント繊維がより好ましい。
【0019】
次に、本発明の複合仮ヨリ加工糸の製造方法について説明する。本発明の複合仮ヨリ加工糸の製造方法では、ポリウレタン系弾性繊維を予め1.8〜3.5倍に伸長(ドラフト)し、該ポリウレタン系弾性繊維とその他のフィラメント繊維とを引き揃えて同時仮ヨリする際に、加撚部に前記その他のフィラメント繊維を直接仮ヨリ加工速度に対して+50%〜+125%の供給速度で過供給して仮ヨリ加工せしめる。
【0020】
図2は、本発明の複合仮ヨリ加工糸の製造方法の一例をモデル的に示したものである。図2において、ポリウレタン系弾性繊維Aは給糸ローラ1とフィードローラ2の間で予め1.8〜3.5倍にプレドラフトされる。その後、ポリウレタン系弾性繊維Aは仮より工程に供されるが、仮ヨリ工程の加撚部においては、前記その他のフィラメント繊維Bが直接、フィードローラ3によって、振り支点ガイド4を介して過供給され、プレドラフトされたポリウレタン系弾性繊維と合流する。
【0021】
このとき、本発明においては、上記条件でポリウレタン系弾性繊維Aとその他のフィラメント繊維Bとを仮ヨリ工程に供給するため、別の糸をポリウレタン系弾性繊維に添えたりしなくてもよい。
【0022】
なお、本発明において、その他のフィラメント繊維Bを直接加撚部に供給するとは、後述する施撚体による撚りをヒートセットする熱版6よりも上流側で、かつ、該施撚体による撚りが遡及する限界点となるフィードローラ2よりも下流側の位置に、その他のフィラメント繊維Bを合流させることをいう。
【0023】
ポリウレタン系弾性繊維Aとその他のフィラメント繊維Bとが合流してなる糸条は、その後、熱板6、施撚体7、デリベリーローラ8を経ることで仮ヨリされる。この際、施撚体7により施されたヨリは逆流し、熱板6上でセットされるのであるが、その他のフィラメント繊維Bは過供給されているため、ポリウレタン系弾性繊維Aの周りを被覆するように巻き付けられる。そして、過供給されたその他のフィラメント繊維Bと前記ポリウレタン系弾性繊維Aとが引き揃えられた糸条への合流点は、振り支点ガイド4を中心に矢印5方向に自動的に揺動し、その他のフィラメント繊維Bの1重巻き付け部と3重巻き付け部とが糸長手方向に交互に形成される。
【0024】
その他のフィラメント繊維Bは仮ヨリ速度(デリベリーローラ8の表面速度)に対して+50%〜+125%の供給速度で過供給される。過供給が+50%以下であると振り支点ガイド出口でのその他のフィラメント繊維Bの張力が大きくなり、揺動が発生せずに3重巻き付けを形成することが出来ない。一方、過供給が+125%以上であるとその他のフィラメント繊維Bが弛緩し糸切れする。なお、その他のフィラメント繊維Bの供給速度は、図2に示す態様の場合はフィードローラ3の表面速度に相当する。
【0025】
仮ヨリ加工に用いる施撚体7としては、ピン、フリクション、ベルトニップなど何れのものでも良いが、スラブムラを明瞭に発現させる点から、低速仮ヨリに適したピンが好ましい。
【0026】
熱板6の温度はその他のフィラメント繊維Bの種類にも依存するが、ポリウレタン系弾性繊維Aの熱脆化も鑑み、170℃以下であることが好ましい。
【0027】
本発明の複合仮ヨリ加工糸において、前記その他のフィラメント繊維Bの3重巻き付け部の長さはその他のフィラメント繊維Bの供給速度および振り支点ガイド4から仮ヨリ加撚部までの距離Lにより可変であり、その他のフィラメント繊維Bの過供給が大きく、振り支点ガイド4から仮ヨリ加撚部までの距離Lが大きければ3重巻き付け部の長さは長くなる。
【0028】
仮ヨリを施された糸条はワインダ9により、パッケージ10に巻き取られる。
【実施例】
【0029】
以下、実施例により本発明をより具体的に説明する。ただし、本発明がこれら実施例により限定されるものではない。
【0030】
<グランド部およびスラブ部の長さ>
複合仮ヨリ加工糸を30×10-3cN/デシテックス張力下で、グランド部およびスラブ部の長さを求め、この測定を10回繰り返し、その平均値を求めた。
【0031】
<ストッキングのムラ感>
ストッキング製品を20代から50代の女性モニター10名に見てもらい、ムラ感について官能評価を実施した。ムラ感の強さについては、ムラが全くないものを0、図3の(a)に示すサンプル以上にムラが鮮明に表れているものを満点の5点、図3の(b)に示すサンプルと同等程度の鮮明さでムラが表れているものを3点とし、10名の評価点数結果の平均点で示した。
【0032】
[実施例1]
以下(A)および(B)の繊維を用いて、図2に示す仮ヨリ工程上で、複合仮ヨリ加工糸を得た。具体的には、(A)のポリウレタン繊維を予め2.4倍でドラフトした後、加撚部に(B)のその他のフィラメント繊維を振り支点ガイドを経て、仮ヨリ速度に対して+60%で直接合流させ、下記条件にてピン仮ヨリ加工を実施して、複合仮ヨリ加工糸を得た。
[使用繊維]
(A)ポリウレタン弾性繊維:“ライクラ(登録商標)”T−127C(東レ・オペロンテックス社製)繊度44デシテックス
(B)その他のフィラメント繊維:16デシテックス10フィラメントのポリアミド延伸糸
[仮ヨリ加工条件]
仮ヨリ機:TFT−6M(ピン仮ヨリ機)
スピンドル回転数:297,700rpm
加工速度:50m/min
仮ヨリドラフト:1.048
施撚体 :ピン
仮ヨリ数 :5954T/m
ヒーター温度:160℃
振り支点ガイドから仮ヨリ加撚部までの距離L:20cm
得られた複合仮ヨリ加工糸は、糸長手方向に1重巻き付け部と3重巻き付け部を交互に有するスラブ調の複合仮ヨリ加工糸となった。得られた複合仮ヨリ加工糸のグランド部およびスラブ部の長さを表1に示す。
【0033】
得られた複合仮ヨリ加工糸(S仮ヨリ糸2本、Z仮ヨリ糸2本)を用いて永田精機(株)製のスーパー4編機(針数400本)で、S仮ヨリ糸とZ仮ヨリ糸を交互に編機の給糸口に供給し、レッグ部編地を複合仮ヨリ加工糸のみで編成した。なお、つま先部は、パンティストッキングとして通常行われるように、補強のため従来の仮撚加工糸(56デシテックス26フィラメント)により編成した。その後、該レッグ部編地を精練・染色(98℃×20min)、仕上げ及び型板セット(スチームセット、105℃×60sec)してパンティストッキング製品とした。
【0034】
得られたストッキングは、紡錘状のナチュラルな凹凸の表面変化があり、ムラ感を強調したものであった。表1にストッキングのムラ感を示す。
【0035】
[実施例2]
(B)のその他のフィラメント繊維を、仮ヨリ速度に対して+75%で直接合流させることと、振り支点ガイドから仮ヨリ加撚部までの距離Lを30cmに変更する以外は、実施例1と全く同一の繊維、同一条件で同時仮ヨリを行い、複合仮ヨリ加工糸を得た。
【0036】
得られた複合仮ヨリ加工糸は、糸長手方向に1重巻き付け部と3重巻き付け部を交互に有するスラブ調の複合仮ヨリ加工糸となった。得られたカバリング糸のグランド部およびスラブ部の長さを表1に示す。
【0037】
得られた複合仮ヨリ加工糸を用いて実施例1同様にしてパンティストッキング製品とした。得られたストッキングは、実施例1のものに比べると凹凸の表面変化が大きく、ムラ感がシャープなものであった。表1にストッキングのムラ感を示す。
【0038】
[実施例3]
(B)のその他のフィラメント繊維を、仮ヨリ速度に対して+115%で直接合流させることと、振り支点ガイドから仮ヨリ加撚部までの距離Lを35cmに変更する以外は、実施例1と全く同一の繊維、同一条件で同時仮ヨリを行い、複合仮ヨリ加工糸を得た。
【0039】
得られた複合仮ヨリ加工糸は、糸長手方向に1重巻き付け部と3重巻き付け部を交互に有するスラブ調の複合仮ヨリ加工糸となった。得られたカバリング糸のグランド部およびスラブ部の長さを表1に示す。
【0040】
得られた複合仮ヨリ加工糸を用いて実施例1同様にしてパンティストッキング製品とした。得られたストッキングは、実施例1のものに比べると凹凸の表面変化が大きく、ムラ感がシャープなものであった。表1にストッキングのムラ感を示す。
【0041】
[比較例1]
(B)のその他のフィラメント繊維を、仮ヨリ速度に対して+35%で直接合流させること以外は、実施例1と全く同一の繊維、同一条件で同時仮ヨリを行い、複合仮ヨリ加工糸を得た。
【0042】
得られた複合仮ヨリ加工糸は、3重巻き付け部を有さず、1重巻き付け部のみの複合仮ヨリ加工糸となった。得られたカバリング糸のグランド部およびスラブ部の長さを表1に示す。
【0043】
得られた複合仮ヨリ加工糸を用いて実施例1同様にしてパンティストッキング製品とした。得られたストッキングは、凹凸の表面変化やムラ感が全くないものであった。表1にストッキングのムラ感を示す。
[比較例2]
(B)のその他のフィラメント繊維を、仮ヨリ速度に対して+130%で直接合流させること以外は、実施例1と全く同一の繊維、同一条件で同時仮ヨリを行ったが、糸切れが発生し複合仮ヨリ加工糸を得ることが出来なかった。
【0044】
【表1】

【産業上の利用可能性】
【0045】
本発明の複合仮ヨリ加工糸は、衣服などに使用する際、スラブ調のナチュラルなムラ感およびストレッチ性に優れた布帛を得られることができる。衣料用として、特に、インナー、スポーツウェア、ストッキング、アウターウェアなど幅広い用途のストレッチ素材を提供することができるが、その応用範囲はこれらに限られるものではない。
【符号の説明】
【0046】
Y 本発明の複合仮ヨリ加工糸
A ポリウレタン系弾性繊維
B その他のフィラメント繊維
L 振り支点ガイドから仮ヨリ加撚部までの距離
1 給糸ローラ
2 フィードローラ
3 フィードローラ
4 振り支点ガイド
5 ポリウレタン系弾性繊維Aとその他のフィラメント繊維Bとの合流点の揺動方向
6 熱板
7 施撚体
8 デリベリーローラ
9 ワインダ
10 パッケージ
【技術分野】
【0001】
本発明は、スラブ調のナチュラルなムラ感およびストレッチ性に優れた布帛を得るのに好適な複合仮ヨリ加工糸およびその製造方法に関する。
【背景技術】
【0002】
近年、優れた伸縮性と鞘糸の被覆性を狙い、ポリウレタン系弾性繊維とその他のフィラメント繊維を同時仮ヨリしてなる複合仮ヨリ加工糸に関する提案が多々されている(特許文献1、2、3参照)。これら発明によると優れたストレッチを有した織編物を得ることはできる。しかし、近年、タイツ、ストッキングなどを中心に柄物が好まれるようになってきており、消費者からその意匠性付与によるバリエーション展開が求められており課題となっていた。
【0003】
一方、ポリエチレンテレフタレートフィラメント糸の仮ヨリ加工法において、芯糸の加撚域に鞘糸を過供給して、1重巻付と3重巻付とを交互に有する意匠効果のある多重巻付加工糸を形成する方法が多数提案されている(特許文献4、5、6参照)。これらの方法によって製造される多重巻付加工糸は、意匠性に優れ、麻ライクな風合いを有するものの、消費者のニーズの多様化により、例えば、ストレッチ性、寸法安定性、ソフトな風合いへの要求が強くなっており、従来までの多重巻付加工糸では、十分に対応できなくなっている。
【0004】
そこで、ポリトリメチレンテレフタレートからなる芯糸の周りに、ポリエステルである鞘糸を1重に巻き付けた部分と3重に巻き付けた部分とを糸長手方向に交互に有する多重巻付加工糸およびその製造方法が提案されている(特許文献7参照)。この発明によると意匠性は満足するものの、ストレッチ性としては、満足たるものに至らず、ストレッチ性の改善が課題となっていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−295148号公報
【特許文献2】特開2001−288634号公報
【特許文献3】特開2001−288631号公報
【特許文献4】特開昭61−89344号公報
【特許文献5】特開昭61−97442号公報
【特許文献6】特開昭61−215731号公報
【特許文献7】特開2002−4137号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、スラブ調のナチュラルなムラ感およびストレッチ性に優れた布帛を供給することが可能な複合仮ヨリ加工糸およびその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、前記課題を解決するため、以下のいずれかの構成を有する。
(1)ポリウレタン系弾性繊維の周りにその他のフィラメント繊維を有し、該その他のフィラメント繊維が1重に巻き付けてなる部分と3重に巻き付けてなる部分とを糸長手方向に交互に有していることを特徴とする複合仮ヨリ加工糸。
(2)1.8〜3.5倍に伸長したポリウレタン系弾性繊維と、その他のフィラメント繊維とを、引き揃えて同時仮ヨリする際に、前記その他のフィラメント繊維を直接加撚部に仮ヨリ加工速度に対して+50%〜+125%の供給速度で過供給して仮ヨリ加工せしめることを特徴とする複合仮ヨリ加工糸の製造方法。
【発明の効果】
【0008】
本発明によれば、スラブ調のナチュラルなムラ感およびストレッチ性に優れた布帛を供給することが可能な複合仮ヨリ加工糸を得ることができる。
【図面の簡単な説明】
【0009】
【図1】本発明の複合仮ヨリ加工糸の一実施形態を示す模式図である。
【図2】本発明の複合仮ヨリ加工糸の製造工程の一例を示す概略模式図である。
【図3】ストッキングのムラ感評価の基準を示す写真である。
【発明を実施するための形態】
【0010】
最初に、本発明の複合仮ヨリ加工糸について説明する。図1は、本発明の複合仮ヨリ加工糸の形態をモデル的に示したものである。本発明の複合仮ヨリ加工糸Yは、たとえば、ポリウレタン系弾性繊維Aとその他のフィラメント繊維Bとを引き揃えて同時仮ヨリする際に、その加撚部にその他のフィラメント繊維Bを直接仮ヨリ加工速度に対して過供給し、合わせて仮ヨリ加工せしめることで得られる複合仮ヨリ加工糸であり、ポリウレタン系弾性繊維Aの周りにその他のフィラメント繊維Bが配された構造をし、かつ、該その他のフィラメント繊維Bが1重に巻き付けてなるグランド部と3重に巻き付けてなる紡錘形のスラブ部とが糸長手方向に交互に存在している。
【0011】
複合仮ヨリ加工糸Yの1重巻き付け部はZ(あるいはS)方向の実ヨリを有し、比較的収束した状態であるのに対し、3重巻き付け部は3重の巻き付きを有しており、そのうち、1重目の巻き付きがZ(あるいはS)方向の実ヨリ、2重目の巻き付きがS(あるいはZ)方向の実ヨリ、3重目の巻き付きがZ(あるいはS)方向の実ヨリとなっている。3重巻き付け部は強固に巻締まっているものの、視覚的には凹凸のあるスラブムラを発現し、触覚的にはドライな風合いを再現する。
【0012】
本発明の複合仮ヨリ加工糸の芯糸はポリウレタン系弾性繊維である。ポリウレタン系弾性繊維としては、ポリマージオールと有機ジイソシアネートを主体とするイソシアネートと多官能活性水素化合物とを反応させて得られるポリウレタン重合体を紡糸して得られたものが好ましい。
【0013】
本発明で用いるポリマージオールとしては、ポリテトラメチレングリコール、ポリエチレングリコール、プロピレンエーテルグリコールのようなポリエーテルグリコール類、エチレングリコール、1,6−ヘキサンジオール、1,4−ブタンジオール、ネオペンチルグリコールなどのグリコール類の少なくとも一種とアジピン酸、スベリン酸、アゼライン酸、セバシン酸、β−メチルアジピン酸、イソフタル酸などのジカルボン酸の少なくとも一種を反応させて得られるポリエステルグリコール類、ポリカプロラクトングリコール、ポリヘキサメチレンジカーボネートグリコールのようなポリマージオールの一種または二種以上の混合物または共重合物が例示できる。
【0014】
また、本発明で用いる有機ジイソシアネートとしては、4,4´−ジフェニルメタンジイソシアネート、1,5−ナフタレンジイソシアネート、1,4−フェニレンジイソシアネート、2,4−トリレンジイソシアネート、ヘキサメチレンジイソシアネート、1,4−シクロヘキサンジイソシアネート、4,4´−ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネートのような有機ジイソシアネートの一種または二種以上の混合物が例示できる。さらにトリイソシアネートを少量併用してもよい。
【0015】
本発明で用いる多官能活性水素化合物としては、エチレンジアミン、1,2−プロピレンジアミン、ヘキサメチレンジアミン、キシリレンジアミン、4,4´−ジフェニルメタンジアミン、ヒドラジン、1,4−ジアミノピペラジン、エチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、水などの一種またはこれらの二種以上の混合物が例示できる。所望により、これらの化合物に、モノアミン、モノアルコールのような停止剤を少量併用してもよい。
【0016】
また、ポリウレタン重合体には、2,6−ジテトラブチルパラクレゾール、亜リン酸エステルなどの酸化防止剤、ヒドロキシベンゾフェノン系またはヒドオキシベンゾチアゾールなどの光または紫外線吸収剤、1,1−ジアルキル置換セミカルバジド、ジチオカルバミン酸塩などのガス黄変、劣化防止剤、および酸化チタン、酸化亜鉛などの白色顔料を適宜添加してもよい。
【0017】
本発明で使用されるポリウレタン系弾性繊維の総繊度は、11〜154デシテックスの範囲が好ましく、22〜44デシテックスの範囲がより好ましい。また、破断伸度は300%以上であることが好ましい。ポリウレタン系弾性繊維の断面形状は、円形であってもよく、扁平であってもよい。
【0018】
前記その他のフィラメント繊維Bについても、上記ポリウレタン形弾性繊維以外であれば特に限定はしないが、加工性の点から、ポリエステル系フィラメント繊維もしくはポリアミド系フィラメント繊維がより好ましい。
【0019】
次に、本発明の複合仮ヨリ加工糸の製造方法について説明する。本発明の複合仮ヨリ加工糸の製造方法では、ポリウレタン系弾性繊維を予め1.8〜3.5倍に伸長(ドラフト)し、該ポリウレタン系弾性繊維とその他のフィラメント繊維とを引き揃えて同時仮ヨリする際に、加撚部に前記その他のフィラメント繊維を直接仮ヨリ加工速度に対して+50%〜+125%の供給速度で過供給して仮ヨリ加工せしめる。
【0020】
図2は、本発明の複合仮ヨリ加工糸の製造方法の一例をモデル的に示したものである。図2において、ポリウレタン系弾性繊維Aは給糸ローラ1とフィードローラ2の間で予め1.8〜3.5倍にプレドラフトされる。その後、ポリウレタン系弾性繊維Aは仮より工程に供されるが、仮ヨリ工程の加撚部においては、前記その他のフィラメント繊維Bが直接、フィードローラ3によって、振り支点ガイド4を介して過供給され、プレドラフトされたポリウレタン系弾性繊維と合流する。
【0021】
このとき、本発明においては、上記条件でポリウレタン系弾性繊維Aとその他のフィラメント繊維Bとを仮ヨリ工程に供給するため、別の糸をポリウレタン系弾性繊維に添えたりしなくてもよい。
【0022】
なお、本発明において、その他のフィラメント繊維Bを直接加撚部に供給するとは、後述する施撚体による撚りをヒートセットする熱版6よりも上流側で、かつ、該施撚体による撚りが遡及する限界点となるフィードローラ2よりも下流側の位置に、その他のフィラメント繊維Bを合流させることをいう。
【0023】
ポリウレタン系弾性繊維Aとその他のフィラメント繊維Bとが合流してなる糸条は、その後、熱板6、施撚体7、デリベリーローラ8を経ることで仮ヨリされる。この際、施撚体7により施されたヨリは逆流し、熱板6上でセットされるのであるが、その他のフィラメント繊維Bは過供給されているため、ポリウレタン系弾性繊維Aの周りを被覆するように巻き付けられる。そして、過供給されたその他のフィラメント繊維Bと前記ポリウレタン系弾性繊維Aとが引き揃えられた糸条への合流点は、振り支点ガイド4を中心に矢印5方向に自動的に揺動し、その他のフィラメント繊維Bの1重巻き付け部と3重巻き付け部とが糸長手方向に交互に形成される。
【0024】
その他のフィラメント繊維Bは仮ヨリ速度(デリベリーローラ8の表面速度)に対して+50%〜+125%の供給速度で過供給される。過供給が+50%以下であると振り支点ガイド出口でのその他のフィラメント繊維Bの張力が大きくなり、揺動が発生せずに3重巻き付けを形成することが出来ない。一方、過供給が+125%以上であるとその他のフィラメント繊維Bが弛緩し糸切れする。なお、その他のフィラメント繊維Bの供給速度は、図2に示す態様の場合はフィードローラ3の表面速度に相当する。
【0025】
仮ヨリ加工に用いる施撚体7としては、ピン、フリクション、ベルトニップなど何れのものでも良いが、スラブムラを明瞭に発現させる点から、低速仮ヨリに適したピンが好ましい。
【0026】
熱板6の温度はその他のフィラメント繊維Bの種類にも依存するが、ポリウレタン系弾性繊維Aの熱脆化も鑑み、170℃以下であることが好ましい。
【0027】
本発明の複合仮ヨリ加工糸において、前記その他のフィラメント繊維Bの3重巻き付け部の長さはその他のフィラメント繊維Bの供給速度および振り支点ガイド4から仮ヨリ加撚部までの距離Lにより可変であり、その他のフィラメント繊維Bの過供給が大きく、振り支点ガイド4から仮ヨリ加撚部までの距離Lが大きければ3重巻き付け部の長さは長くなる。
【0028】
仮ヨリを施された糸条はワインダ9により、パッケージ10に巻き取られる。
【実施例】
【0029】
以下、実施例により本発明をより具体的に説明する。ただし、本発明がこれら実施例により限定されるものではない。
【0030】
<グランド部およびスラブ部の長さ>
複合仮ヨリ加工糸を30×10-3cN/デシテックス張力下で、グランド部およびスラブ部の長さを求め、この測定を10回繰り返し、その平均値を求めた。
【0031】
<ストッキングのムラ感>
ストッキング製品を20代から50代の女性モニター10名に見てもらい、ムラ感について官能評価を実施した。ムラ感の強さについては、ムラが全くないものを0、図3の(a)に示すサンプル以上にムラが鮮明に表れているものを満点の5点、図3の(b)に示すサンプルと同等程度の鮮明さでムラが表れているものを3点とし、10名の評価点数結果の平均点で示した。
【0032】
[実施例1]
以下(A)および(B)の繊維を用いて、図2に示す仮ヨリ工程上で、複合仮ヨリ加工糸を得た。具体的には、(A)のポリウレタン繊維を予め2.4倍でドラフトした後、加撚部に(B)のその他のフィラメント繊維を振り支点ガイドを経て、仮ヨリ速度に対して+60%で直接合流させ、下記条件にてピン仮ヨリ加工を実施して、複合仮ヨリ加工糸を得た。
[使用繊維]
(A)ポリウレタン弾性繊維:“ライクラ(登録商標)”T−127C(東レ・オペロンテックス社製)繊度44デシテックス
(B)その他のフィラメント繊維:16デシテックス10フィラメントのポリアミド延伸糸
[仮ヨリ加工条件]
仮ヨリ機:TFT−6M(ピン仮ヨリ機)
スピンドル回転数:297,700rpm
加工速度:50m/min
仮ヨリドラフト:1.048
施撚体 :ピン
仮ヨリ数 :5954T/m
ヒーター温度:160℃
振り支点ガイドから仮ヨリ加撚部までの距離L:20cm
得られた複合仮ヨリ加工糸は、糸長手方向に1重巻き付け部と3重巻き付け部を交互に有するスラブ調の複合仮ヨリ加工糸となった。得られた複合仮ヨリ加工糸のグランド部およびスラブ部の長さを表1に示す。
【0033】
得られた複合仮ヨリ加工糸(S仮ヨリ糸2本、Z仮ヨリ糸2本)を用いて永田精機(株)製のスーパー4編機(針数400本)で、S仮ヨリ糸とZ仮ヨリ糸を交互に編機の給糸口に供給し、レッグ部編地を複合仮ヨリ加工糸のみで編成した。なお、つま先部は、パンティストッキングとして通常行われるように、補強のため従来の仮撚加工糸(56デシテックス26フィラメント)により編成した。その後、該レッグ部編地を精練・染色(98℃×20min)、仕上げ及び型板セット(スチームセット、105℃×60sec)してパンティストッキング製品とした。
【0034】
得られたストッキングは、紡錘状のナチュラルな凹凸の表面変化があり、ムラ感を強調したものであった。表1にストッキングのムラ感を示す。
【0035】
[実施例2]
(B)のその他のフィラメント繊維を、仮ヨリ速度に対して+75%で直接合流させることと、振り支点ガイドから仮ヨリ加撚部までの距離Lを30cmに変更する以外は、実施例1と全く同一の繊維、同一条件で同時仮ヨリを行い、複合仮ヨリ加工糸を得た。
【0036】
得られた複合仮ヨリ加工糸は、糸長手方向に1重巻き付け部と3重巻き付け部を交互に有するスラブ調の複合仮ヨリ加工糸となった。得られたカバリング糸のグランド部およびスラブ部の長さを表1に示す。
【0037】
得られた複合仮ヨリ加工糸を用いて実施例1同様にしてパンティストッキング製品とした。得られたストッキングは、実施例1のものに比べると凹凸の表面変化が大きく、ムラ感がシャープなものであった。表1にストッキングのムラ感を示す。
【0038】
[実施例3]
(B)のその他のフィラメント繊維を、仮ヨリ速度に対して+115%で直接合流させることと、振り支点ガイドから仮ヨリ加撚部までの距離Lを35cmに変更する以外は、実施例1と全く同一の繊維、同一条件で同時仮ヨリを行い、複合仮ヨリ加工糸を得た。
【0039】
得られた複合仮ヨリ加工糸は、糸長手方向に1重巻き付け部と3重巻き付け部を交互に有するスラブ調の複合仮ヨリ加工糸となった。得られたカバリング糸のグランド部およびスラブ部の長さを表1に示す。
【0040】
得られた複合仮ヨリ加工糸を用いて実施例1同様にしてパンティストッキング製品とした。得られたストッキングは、実施例1のものに比べると凹凸の表面変化が大きく、ムラ感がシャープなものであった。表1にストッキングのムラ感を示す。
【0041】
[比較例1]
(B)のその他のフィラメント繊維を、仮ヨリ速度に対して+35%で直接合流させること以外は、実施例1と全く同一の繊維、同一条件で同時仮ヨリを行い、複合仮ヨリ加工糸を得た。
【0042】
得られた複合仮ヨリ加工糸は、3重巻き付け部を有さず、1重巻き付け部のみの複合仮ヨリ加工糸となった。得られたカバリング糸のグランド部およびスラブ部の長さを表1に示す。
【0043】
得られた複合仮ヨリ加工糸を用いて実施例1同様にしてパンティストッキング製品とした。得られたストッキングは、凹凸の表面変化やムラ感が全くないものであった。表1にストッキングのムラ感を示す。
[比較例2]
(B)のその他のフィラメント繊維を、仮ヨリ速度に対して+130%で直接合流させること以外は、実施例1と全く同一の繊維、同一条件で同時仮ヨリを行ったが、糸切れが発生し複合仮ヨリ加工糸を得ることが出来なかった。
【0044】
【表1】
【産業上の利用可能性】
【0045】
本発明の複合仮ヨリ加工糸は、衣服などに使用する際、スラブ調のナチュラルなムラ感およびストレッチ性に優れた布帛を得られることができる。衣料用として、特に、インナー、スポーツウェア、ストッキング、アウターウェアなど幅広い用途のストレッチ素材を提供することができるが、その応用範囲はこれらに限られるものではない。
【符号の説明】
【0046】
Y 本発明の複合仮ヨリ加工糸
A ポリウレタン系弾性繊維
B その他のフィラメント繊維
L 振り支点ガイドから仮ヨリ加撚部までの距離
1 給糸ローラ
2 フィードローラ
3 フィードローラ
4 振り支点ガイド
5 ポリウレタン系弾性繊維Aとその他のフィラメント繊維Bとの合流点の揺動方向
6 熱板
7 施撚体
8 デリベリーローラ
9 ワインダ
10 パッケージ
【特許請求の範囲】
【請求項1】
ポリウレタン系弾性繊維の周りにその他のフィラメント繊維を有し、該その他のフィラメント繊維が1重に巻き付けてなる部分と3重に巻き付けてなる部分とを糸長手方向に交互に有していることを特徴とする複合仮ヨリ加工糸。
【請求項2】
1.8〜3.5倍に伸長したポリウレタン系弾性繊維と、その他のフィラメント繊維とを、引き揃えて同時仮ヨリする際に、前記その他のフィラメント繊維を直接加撚部に仮ヨリ加工速度に対して+50%〜+125%の供給速度で過供給して仮ヨリ加工せしめることを特徴とする複合仮ヨリ加工糸の製造方法。
【請求項1】
ポリウレタン系弾性繊維の周りにその他のフィラメント繊維を有し、該その他のフィラメント繊維が1重に巻き付けてなる部分と3重に巻き付けてなる部分とを糸長手方向に交互に有していることを特徴とする複合仮ヨリ加工糸。
【請求項2】
1.8〜3.5倍に伸長したポリウレタン系弾性繊維と、その他のフィラメント繊維とを、引き揃えて同時仮ヨリする際に、前記その他のフィラメント繊維を直接加撚部に仮ヨリ加工速度に対して+50%〜+125%の供給速度で過供給して仮ヨリ加工せしめることを特徴とする複合仮ヨリ加工糸の製造方法。
【図1】

【図2】

【図3】
【図2】
【図3】
【公開番号】特開2012−1863(P2012−1863A)
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願番号】特願2010−140261(P2010−140261)
【出願日】平成22年6月21日(2010.6.21)
【出願人】(502179282)東レ・オペロンテックス株式会社 (100)
【Fターム(参考)】
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願日】平成22年6月21日(2010.6.21)
【出願人】(502179282)東レ・オペロンテックス株式会社 (100)
【Fターム(参考)】
[ Back to top ]