
複合化粧パネル、及び複合化粧パネルにおける化粧縁部材の貼着方法
【課題】ハニカム構造材に対し十分な接着強度を得ることができ、化粧縁部材の剥がれを防止することが可能な複合化粧パネルを提供する。
【解決手段】ペーパーハニカム2、表面材3、及び裏面材4からなるサンドイッチ構造のパネル体5と、パネル体5の木口面5aに貼着された化粧縁部材7とを備える。特に、ペーパーハニカム2の端面には、パネル体5の木口面5aから外方に突出するように形成され、且つその後、木口面5aに沿って折曲げられた複数の折曲突出片12が設けられ、化粧縁部材7は、複数の折曲突出片12を含むパネル体5の木口面5aに、接着剤を介して貼着されている。
【解決手段】ペーパーハニカム2、表面材3、及び裏面材4からなるサンドイッチ構造のパネル体5と、パネル体5の木口面5aに貼着された化粧縁部材7とを備える。特に、ペーパーハニカム2の端面には、パネル体5の木口面5aから外方に突出するように形成され、且つその後、木口面5aに沿って折曲げられた複数の折曲突出片12が設けられ、化粧縁部材7は、複数の折曲突出片12を含むパネル体5の木口面5aに、接着剤を介して貼着されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複合化粧パネル、特に芯材としてハニカム構造材を備えた複合化粧パネル、及び該複合化粧パネルにおける化粧縁部材の貼着方法に関するものである。
【背景技術】
【0002】
従来、住宅内のドアや収納扉等に用いられる複合化粧パネルとして、例えばハニカム構造材を芯材とし、その表面側に薄板状の化粧板を貼り合わせ、裏面側にMDF(中質繊維板)等の木質材を貼り合わせてなるサンドイッチ構造のパネル体が知られている(特許文献1参照)。これによれば、芯材としてハニカム構造材を用いることにより、軽量化を図るとともに反りを防止することが可能となる。
【0003】
なお、ハニカム構造材としては、紙から形成されたペーパーハニカムの他、アルミニウム等の軽金属またはプラスチック等の合成樹脂で形成されたものが一般に知られている。また、ハニカムの構造としては、例えば六角形のセルを多数配列させて構成したものや、長手方向に沿って波形に形成された波状部と平板状の平坦部とを交互に積層して構成したものが知られている。
【0004】
一方、パーティクルボード等の木質材の木口に、接着剤を介して化粧縁部材を貼着したものも知られている(特許文献2参照)。これによれば、木質材の表面側や裏面側だけではなく、木口面においても意匠性を高めることができ、例えばテーブルの天板や棚板等として用いることも可能である。
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記のようなハニカム構造材を芯材とするパネル体においては、木口面に化粧縁部材を接着しようとしても、十分な接着強度を得ることができず、例えば化粧縁部材に対して大きな引張り力を作用させた場合には、化粧縁部材が剥がれることが懸念されている。詳しく説明すると、ハニカム構造材は、内部に多くの空隙が形成されるように薄板状の部材を組合わせて蜂の巣状に構成されているため、パネル体を所望の大きさに切断した際の端面(木口面)は、多くの窪みが所定の間隔で形成された凹凸面となり、十分な接着面積を確保することができなかった。つまり、化粧縁部材とハニカム構造材とは、ハニカム構造材を構成する薄板状の部材の端面(すなわち線状の部分)のみで接触することとなり、接着面積の不足から十分な接着強度を得ることができなかった。
【0006】
そこで、本発明は、上記の実状に鑑み、ハニカム構造材に対し十分な接着強度を得ることができ、化粧縁部材の剥がれを防止することが可能な複合化粧パネル、及び複合化粧パネルにおける化粧縁部材の貼着方法の提供を課題とするものである。
【課題を解決するための手段】
【0007】
本発明にかかる複合化粧パネルは、「ハニカム構造材と、
該ハニカム構造材を芯材として、該ハニカム構造材の表面側に接着された表面材と、
前記ハニカム構造材の裏面側に接着された裏面材と、
前記表面材、前記ハニカム構造材、及び前記裏面材からなるサンドイッチ構造のパネル体の木口面に貼着された化粧縁部材と
を備え、
前記ハニカム構造材の端面には、前記パネル体の前記木口面から外方に突出するように形成され、且つその後、前記木口面に沿って折曲げられた複数の折曲突出片が設けられ、
前記化粧縁部材は、接着剤を介して、前記複数の折曲突出片を含む前記パネル体の前記木口面に貼着されている」ことを特徴とするものである。
【0008】
ここで、「ハニカム構造材」としては、紙から構成されたペーパーハニカムを用いてもよく、アルミニウム等の軽金属から構成された金属製ハニカムを用いるようにしてもよい。また、ハニカムの構成は特に限定されるものではないが、波状部及び平坦部を交互に積層して構成したものや、六角形のセルを多数配列して形成されたものを例示することができる。
【0009】
また、「表面材」及び「裏面材」の材質は特に限定されるものではないが、メラミン化粧板、またはMDF(中質繊維板)を例示することができる。また、「表面材」及び「裏面材」は、夫々一枚の部材から構成してもよいが、複数枚の薄板部材を貼り合わせて構成してもよい。例えば、表面材を、メラミン化粧板及び紙管原紙から構成し、メラミン化粧板が表面側(外側)となるように貼り合わせるようにしてもよい。また、「化粧縁部材」の材質も特に限定されるものではなく、ABS樹脂等の樹脂部材であってもよく、木材であってもよい。
【0010】
また、「折曲突出片」は、形状として折曲がっていればよく、例えば折曲げる方向を予め定め、その方向に力を加えることにより構成してもよく、内側に向って突出片を押圧し押潰すことにより構成してもよい。
【0011】
本発明の複合化粧パネルによれば、パネル体は、サンドイッチ構造であり、ハニカム構造材を芯材として、その表面側に表面材が貼り合わせられ、裏面側に裏面材が貼り合わせられている。特に、ハニカム構造材の端面には、複数の折曲突出片が形成されており、これらの折曲突出片を含むパネル体の木口面に、接着剤を介して化粧縁部材が貼着されている。ここで折曲突出片は、パネル体の木口面から外方に突出する突出片を、木口面に沿って折曲げられることで形成されたものであり、これによれば、ハニカム構造材の端面における空隙が折曲突出片によって塞がれた状態となる。つまり、化粧縁部材に当接する面積が増え、ひいては接着面積を大幅に増やすことが可能になる。
【0012】
また、本発明の複合化粧パネルにおける化粧縁部材の貼着方法は、「ハニカム構造体と、
該ハニカム構造材を芯材として、該ハニカム構造材の表面側に接着された表面材と、
前記ハニカム構造材の裏面側に接着された裏面材と
からなるサンドイッチ構造のパネル体に対し、該パネル体の木口面に化粧縁部材を貼着する複合化粧パネルにおける化粧縁部材の貼着方法であって、
前記表面材及び前記裏面材の端面を切欠くことにより、前記パネル体の前記木口面から前記ハニカム構造材の端面を相対的に外方に突出させて複数の突出片を形成する突出片形成工程と、
外方に突出した前記突出片を前記パネル体の前記木口面に沿って折曲げることにより、該木口面と略同一平面上に位置する複数の折曲突出片を形成する突出片折曲工程と、
前記化粧縁部材を、前記複数の折曲突出片を含む前記パネル体の前記木口面に、接着剤を介して圧着させる貼着工程と
を有する」ことを特徴とするものである。
【0013】
本発明の複合化粧パネルにおける化粧縁部材の貼着方法によれば、化粧縁部材をパネル体の木口に貼着させる際、少なくとも突出片形成工程、突出片折曲工程、及び貼着工程が順に行われる。まず突出片形成工程では、表面材及び裏面材の端面を切欠くことにより、パネル体の木口面からハニカム構造材の端面を相対的に外方に突出させて複数の突出片を形成する。なお、表面材及び裏面材の端面を切欠く際、表面材及び裏面材に夫々隣接するハニカム構造材の一部も一緒に切欠くようにしてもよい。つまり、突出片はハニカム構造材の端面全体に形成するようにしてもよいが、両側を除く中央部分に対してのみ形成するようにしてもよい。また、切欠き方法は特に限定されるものではないが、例えば回転刃を木口面に沿って相対的に移動させる方法を例示することができる。
【0014】
次に、突出片折曲工程では、外方に突出した複数の突出片をパネル体の木口面(すなわち切欠かれた表面材及び裏面材の端面)に沿って折曲げる。これにより、木口面と略同一平面上に位置する複数の折曲突出片が形成される。
【0015】
その後の貼着工程では、化粧縁部材を、複数の折曲突出片を含むパネル体の木口面に接着させる。つまり、化粧縁部材の内面またはパネル体の木口面のいずれか一方、あるいは双方に接着剤を塗布し、化粧縁部材と、複数の折曲突出片を有するパネル体の木口面とを突き合わせ圧着させる。このような工程を経て化粧縁部材を貼着させることにより、化粧縁部材の接着強度を大幅に高めた複合化粧パネルを製造することが可能になる。
【発明の効果】
【0016】
このように、本発明によれば、ハニカム構造材の木口面に複数の折曲突出片が形成されることにより、化粧縁部材に対する接着面積が大幅に増え、パネル体と化粧縁部材との接着強度を高めることができ、ひいては化粧縁部材の剥がれを確実に防止することが可能となる。
【図面の簡単な説明】
【0017】
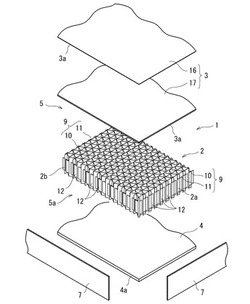
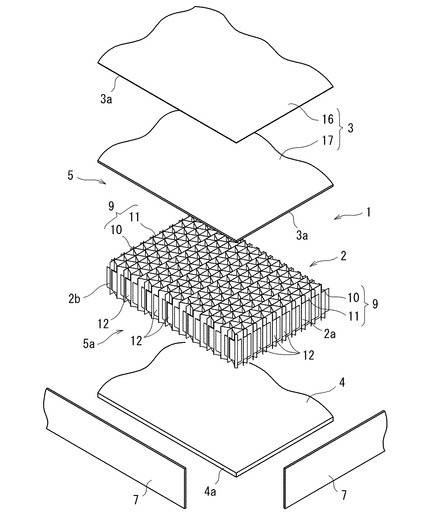
【図1】本実施形態の複合化粧パネルの構成を示す分解斜視図である。
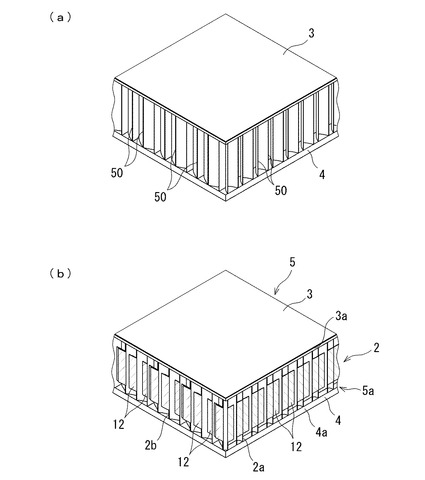
【図2】パネル体における要部の構成を示す拡大斜視図であり、(a)は従来の構成を示し、(b)は本実施形態の構成を示している。
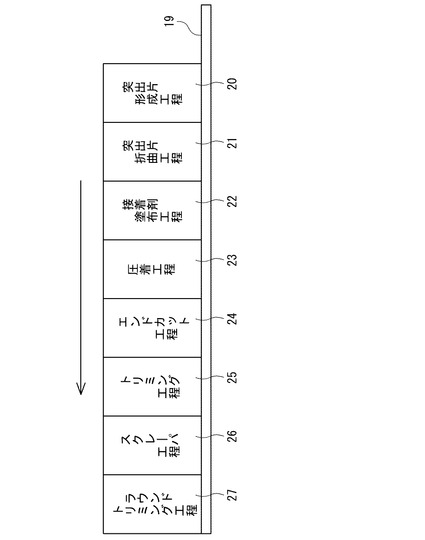
【図3】複合化粧パネルの製造工程に関する処理の流れを示す概念図である。
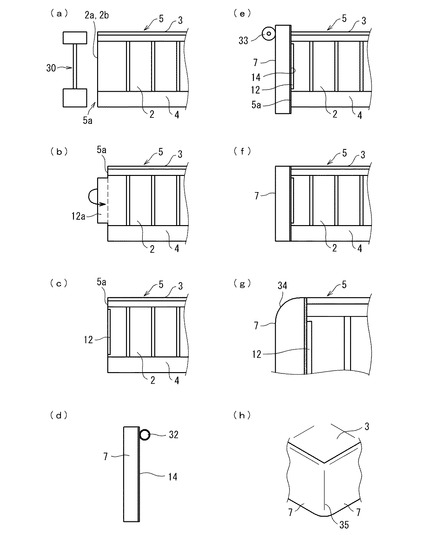
【図4】化粧縁部材の貼着方法等を模式的に示す説明図である。
【発明を実施するための形態】
【0018】
以下、本発明の一実施形態である複合化粧パネルについて、図1及び図2に基づき説明する。本実施形態の複合化粧パネル1は、テーブルの天板、棚板、テレビ台、収納扉、または住宅の仕切壁やドア等として用いることが可能なものであり、図1に示すようにペーパーハニカム2を芯材とし、その表面側に貼り付けられた表面材3と、裏面側に貼り付けられた裏面材4とからサンドイッチ構造のパネル体5を構成している。また、パネル体5の木口面5aには、化粧縁部材7が全周に亘って貼着されており、パネル体5の表面及び裏面だけでなく木口面5aにおいても意匠性が高められている。ここで、ペーパーハニカム2が本発明のハニカム構造材に相当する。
【0019】
各部材について詳しく説明する。ペーパーハニカム2は、長手方向に沿って波形に形成された波状部10と、その波状部10の頂部に接着され、幅及び長さが波状部10と等しい平板状の平坦部11と、から構成された片面段ボール9を一つの層として有している。そして、複数の片面段ボール9が平坦部11に直交する水平方向に並設し互いに接着されることで一体化された板状のハニカム構造を構成している。このようなペーパーハニカム2は、紙を原材料として使用し、しかも内部に多くの空隙を有するため、パーティクルボード等の木質材と比べると軽量化が可能となり、しかもハニカム構造を有するため、反りや捩れを防止することが可能となっている。また、ペーパーハニカム2は、複数の片面段ボール9を水平方向に並べて構成されていることから、片面段ボール9の平坦部11に並行な第一木口面2aと、平坦部11に直角な第二木口面2bとでは、端面形状が互いに異なっている。つまり、所定の大きさのパネル体5を形成するにあたって、平坦部11と並行に波状部10を切断した場合に現れる第一木口面2aでは、波状部10の切断面が空隙を介して一定の間隔で配置されるとともに、その空隙の奥側に平坦部11が配置された形態となる。一方、平坦部11に対して垂直に(すなわち片面段ボール9の積層方向に沿って)切断した場合に現れる第二木口面2bでは、平坦部11の切断面が空隙を介して一定の間隔で配置されるとともに、その空隙内に波状部10が配置された形態となる。なお、本例のペーパーハニカム2の第一木口面2a及び第二木口面2bには、特徴的な構成として、複数の折曲突出片12が形成されているが、これについては後述する。
【0020】
ペーパーハニカム2の表面側に接着剤を介して貼り付けられた表面材3は、メラミン化粧板16及び紙管原紙17から構成されている。メラミン化粧板16は、家具やドア等の仕上面として一般に使用されているものであり、表面硬度が高いため傷がつき難く、また耐水性に優れ掃除がしやすいものとなっている。さらに、色や木目等様々な種類があるため、テーブルの天板としても装飾性の優れたものに仕上げることが可能である。一方、紙管原紙17は、古紙を再生した再生紙であり、紙、箔、織物等を巻く芯棒の製造に用いられているものである。厚さは特に限定されるものではないが、本例では1mmの紙管原紙17を用いている。
【0021】
ペーパーハニカム2の裏面側に接着剤を介して貼り付けられた裏面材4は、MDF(中質繊維板)から構成されている。MDFは、木材を繊維状にほぐし接着剤を配合してボード状に成形したものであり、安定した強度を得るとともに、反りや捩れが生じにくく加工しやすいものとなっている。
【0022】
化粧縁部材7は、ペーパーハニカム2、表面材3、及び裏面材4からなるパネル体5の木口面5a全体に貼着されており、ABS樹脂で形成された帯状の形状を呈している。なお、ABS樹脂以外の合成樹脂または木材で形成することも可能である。化粧縁部材7は、パネル体5の木口面5aに対し接着剤を介して貼着されている。なお、接着剤の具体例としては、エチレンビニルアルコール(EVA)と酢酸ビニルを共重合させた樹脂を主成分とするエチレン−酢酸ビニル樹脂ホットメルト接着剤や、非結晶性ポリプロピレン樹脂(APP)を主成分とするポリオレフィン樹脂ホットメルト接着剤を挙げることができる。
【0023】
ところで、一般のペーパーハニカムは、内部に多くの空隙が形成されるように薄板状の部材を組合わせて蜂の巣状に構成されているため、パネル体を所望の大きさに切断した際の端面(木口面)は、図2(a)に示すように、ハニカム構造材を構成する薄板状の部材の端面50(すなわち線状の部分)のみで接触することとなり、接着面積が極めて少なくなる。
【0024】
これに対し、本例のペーパーハニカム2では、図2(b)に示すように、第一木口面2a及び第二木口面2bにおいて、複数の折曲突出片12が一体的に形成されており、これらの折曲突出片12を含む木口面5aに接着剤を介して化粧縁部材7が貼着されている。この折曲突出片12は、パネル体5の木口面5aから外方に突出する突出片12a(図4(b)参照)を、表面材3及び裏面材4の木口面3a,4aに沿って折曲げられることで形成されたものである。これによれば、ペーパーハニカム2の端面における空隙が複数の折曲突出片12によって塞がれた状態となり、化粧縁部材7に当接する面積、すなわち化粧縁部材7に対する接着面積を大幅に増やすことが可能になる。なお、本例では、化粧縁部材7の内面側に塗布された接着剤14によって、化粧縁部材7の内面が、表面材3及び裏面材4の木口面3a,4aにも接着されている。つまり、パネル体5の木口面5aの略全体を接着対象面とすることにより、化粧縁部材7の接着強度が大幅に高められている。
【0025】
次に、複合化粧パネル1の製造方法、特に複合化粧パネル1における化粧縁部材7の貼着方法について、図3及び図4を基に説明する。図3に示すように、製造ライン19には、コンベア(図示しない)で搬送されるパネル体5に対して化粧縁部材7を貼着させる四つの工程、すなわち突出片形成工程20、突出片折曲工程21、接着剤塗布工程22、及び圧着工程23と、その後、化粧縁部材7を加工する四つの工程、すなわちエンドカット工程24、トリミング工程25、スクレーパ工程26、及びラウンドトリミング工程27とが設けられており、紙面右側から左側に向って順に行われるようになっている。
【0026】
なお、パネル体5は平面視長方形であるため、全周に亘って化粧縁部材7を貼着する場合には、四つの木口面5aに対して夫々化粧縁部材7を貼着させる必要があり、上記の製造ライン19における一連の処理が4回繰り返されることになる。また、最後のラウンドトリミング工程27は、全ての木口面5aに化粧縁部材7を貼着した後に、一回だけ行われるようになっている。
【0027】
各工程について説明する。突出片形成工程20では、図4(a),(b)に示すように、パネル体5における木口面5aのうち、表面材3及び裏面材4の端面と、その端面に隣接する第一木口面2a及び第二木口面2bの両端側に対して回転刃物30を当接させるとともに、その回転刃物30を水平方向(図3では紙面手前方向)に相対的に移動させることで、表面材3及び裏面材4の端面を切欠き、パネル体5の木口面5aから相対的に外方に突出する複数の突出片12aを形成する。なお、本例では、突出片12aの突出長さが、約5mmとなるように、表面材3及び裏面材4の端面が切削させるようになっている。
【0028】
突出片折曲工程21では、図4(b),(c)に示すように、外方に突出した複数の突出片12aをパネル体5の木口面5a(すなわち切欠かれた表面材3及び裏面材4の端面)に沿って折曲げる。これにより、木口面5aと略同一平面上に位置する複数の折曲突出片12が形成される(図2(b)参照)。また、突出片折曲工程21では、突出片12aを折曲げた後、プレス機等で圧力をかけ端面を押し潰すようにしており、これによればペーパーハニカム2の端面が平坦な面に仕上げられる。
【0029】
接着剤塗布工程22では、図4(d)に示すように、タンク(図示しない)に貯留された接着剤14を化粧縁部材7の内面に供給しながら、塗布ローラ32を転動させることにより、化粧縁部材7の内面全体に接着剤14を均一の厚さで塗布する。なお、化粧縁部材7は、図示しない繰出し装置によって連続して繰出されるようになっており、接着剤塗布工程22では、パネル体5の寸法に応じた必要長さの化粧縁部材7に対して接着剤14が塗布される。なお、図4(d)では便宜上、塗布ローラ32の回転軸を水平方向とし上下方向に転動させるように示したが、回転軸を垂直方向として水平方向に(ラインに沿って)転動させるようにしてもよい。また、接着剤14をパネル体5の木口面5a側に塗布するようにしてもよい。
【0030】
圧着工程23では、図4(e)に示すように、内面に接着剤14が塗布された化粧縁部材7と、折曲突出片12が形成されたパネル体5の木口面5aとを突き合わせ、その後、化粧縁部材7の外面上で押えローラ33を転動させることにより、化粧縁部材7とパネル体5を圧着させる。この際、化粧縁部材7の幅(上下方向の長さ)は、パネル体5の厚みよりも大きくなっており、パネル体5の木口面5aに対する化粧縁部材7の貼着位置が上下方向にずれても、パネル体5の木口面5aを確実に覆うことが可能になっている。なお、図4(e)では便宜上、押えローラ33の回転軸を水平方向とし上下方向に転動させるように示したが、回転軸を垂直方向として水平方向に(ラインに沿って)転動させるようにしてもよい。ここで、接着剤塗布工程22及び圧着工程23を組合わせたものが本発明の貼着工程に相当する。
【0031】
なお、圧着工程23の終了後に行われるエンドカット工程24〜ラウンドトリミング工程27は、従来から実施されている周知の工程であるため、ここでは詳細な説明を省略するが、エンドカット工程24では、繰出し装置によって連続して繰出される化粧縁部材7を貼着後に切断する。また、トリミング工程25は、図4(f)に示すように、パネル体5の上面または下面からはみ出した化粧縁部材7の余剰部分を刃物(図示しない)によって切除する。スクレーパ工程26は、図4(g)に示すように、化粧縁部材7における上下の縁部34に対し刃物(図示しない)を長手方向に摺接させることで、縁部34の面取りを行う。また、ラウンドトリミング工程27では、図4(h)に示すように、化粧縁部材7の端面同士の突き合わせ部分35に対して刃物(図示しない)を上下方向に摺接させることで、部分35の面取りを行う。
【0032】
このように、本実施形態の複合化粧パネル1によれば、ペーパーハニカム2の第一木口面2a及び第二木口面2bに、複数の折曲突出片12が形成されており、これらの折曲突出片12を含むパネル体5の木口面5aに、接着剤14を介して化粧縁部材7が貼着されているため、化粧縁部材7に対する接着面積が大幅に増え、パネル体5と化粧縁部材7との接着強度を高めることができ、ひいては化粧縁部材7の剥がれを確実に防止することができる。
【0033】
以上、本発明について好適な実施形態を挙げて説明したが、本発明はこれらの実施形態に限定されるものではなく、以下に示すように、本発明の要旨を逸脱しない範囲において、種々の改良及び設計の変更が可能である。
【0034】
すなわち、上記実施形態では、表面材3として、メラミン化粧板16及び紙管原紙17を用いるものを示したが、裏面材4と同様、MDF等の木質材を用いるようにしてもよい。
【0035】
また、上記実施形態では、ペーパーハニカム2に対して表面材3及び裏面材4を直接接着するものを示したが、ペーパーハニカム2の表面側及び裏面側に段ボール等の紙部材を予め貼着してなるペーパーハニカムボードに対して表面材3及び裏面材4を接着するようにしてもよい。
【0036】
また、上記実施形態では、ハニカム構造材として紙から構成されたペーパーハニカム10を用いるものを示したが、アルミニウム等の軽金属または紙に樹脂を含浸させたもので構成されたハニカム構造材を用いることも可能である。また、ハニカムの構造も特に限定されるものではなく、例えば六角形のセルを多数配列して形成されたものを用いるようにしてもよい。
【0037】
さらに、上記実施形態では、化粧縁部材7をパネル体5の全周(4つの木口面)にわたって装着するものを示したが、一部の木口面にのみ装着させるようにしてもよい。
【符号の説明】
【0038】
1 複合化粧パネル
2 ペーパーハニカム(ハニカム構造材)
3 表面材
4 裏面材
5 パネル体
5 木口面
7 化粧縁部材
12 折曲突出片
12a 突出片
14 接着剤
20 突出片形成工程
21 突出片折曲工程
22 接着剤塗布工程(貼着工程)
23 圧着工程(貼着工程)
【先行技術文献】
【特許文献】
【0039】
【特許文献1】特開平10−711号
【特許文献2】特開2006−168158号
【技術分野】
【0001】
本発明は、複合化粧パネル、特に芯材としてハニカム構造材を備えた複合化粧パネル、及び該複合化粧パネルにおける化粧縁部材の貼着方法に関するものである。
【背景技術】
【0002】
従来、住宅内のドアや収納扉等に用いられる複合化粧パネルとして、例えばハニカム構造材を芯材とし、その表面側に薄板状の化粧板を貼り合わせ、裏面側にMDF(中質繊維板)等の木質材を貼り合わせてなるサンドイッチ構造のパネル体が知られている(特許文献1参照)。これによれば、芯材としてハニカム構造材を用いることにより、軽量化を図るとともに反りを防止することが可能となる。
【0003】
なお、ハニカム構造材としては、紙から形成されたペーパーハニカムの他、アルミニウム等の軽金属またはプラスチック等の合成樹脂で形成されたものが一般に知られている。また、ハニカムの構造としては、例えば六角形のセルを多数配列させて構成したものや、長手方向に沿って波形に形成された波状部と平板状の平坦部とを交互に積層して構成したものが知られている。
【0004】
一方、パーティクルボード等の木質材の木口に、接着剤を介して化粧縁部材を貼着したものも知られている(特許文献2参照)。これによれば、木質材の表面側や裏面側だけではなく、木口面においても意匠性を高めることができ、例えばテーブルの天板や棚板等として用いることも可能である。
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記のようなハニカム構造材を芯材とするパネル体においては、木口面に化粧縁部材を接着しようとしても、十分な接着強度を得ることができず、例えば化粧縁部材に対して大きな引張り力を作用させた場合には、化粧縁部材が剥がれることが懸念されている。詳しく説明すると、ハニカム構造材は、内部に多くの空隙が形成されるように薄板状の部材を組合わせて蜂の巣状に構成されているため、パネル体を所望の大きさに切断した際の端面(木口面)は、多くの窪みが所定の間隔で形成された凹凸面となり、十分な接着面積を確保することができなかった。つまり、化粧縁部材とハニカム構造材とは、ハニカム構造材を構成する薄板状の部材の端面(すなわち線状の部分)のみで接触することとなり、接着面積の不足から十分な接着強度を得ることができなかった。
【0006】
そこで、本発明は、上記の実状に鑑み、ハニカム構造材に対し十分な接着強度を得ることができ、化粧縁部材の剥がれを防止することが可能な複合化粧パネル、及び複合化粧パネルにおける化粧縁部材の貼着方法の提供を課題とするものである。
【課題を解決するための手段】
【0007】
本発明にかかる複合化粧パネルは、「ハニカム構造材と、
該ハニカム構造材を芯材として、該ハニカム構造材の表面側に接着された表面材と、
前記ハニカム構造材の裏面側に接着された裏面材と、
前記表面材、前記ハニカム構造材、及び前記裏面材からなるサンドイッチ構造のパネル体の木口面に貼着された化粧縁部材と
を備え、
前記ハニカム構造材の端面には、前記パネル体の前記木口面から外方に突出するように形成され、且つその後、前記木口面に沿って折曲げられた複数の折曲突出片が設けられ、
前記化粧縁部材は、接着剤を介して、前記複数の折曲突出片を含む前記パネル体の前記木口面に貼着されている」ことを特徴とするものである。
【0008】
ここで、「ハニカム構造材」としては、紙から構成されたペーパーハニカムを用いてもよく、アルミニウム等の軽金属から構成された金属製ハニカムを用いるようにしてもよい。また、ハニカムの構成は特に限定されるものではないが、波状部及び平坦部を交互に積層して構成したものや、六角形のセルを多数配列して形成されたものを例示することができる。
【0009】
また、「表面材」及び「裏面材」の材質は特に限定されるものではないが、メラミン化粧板、またはMDF(中質繊維板)を例示することができる。また、「表面材」及び「裏面材」は、夫々一枚の部材から構成してもよいが、複数枚の薄板部材を貼り合わせて構成してもよい。例えば、表面材を、メラミン化粧板及び紙管原紙から構成し、メラミン化粧板が表面側(外側)となるように貼り合わせるようにしてもよい。また、「化粧縁部材」の材質も特に限定されるものではなく、ABS樹脂等の樹脂部材であってもよく、木材であってもよい。
【0010】
また、「折曲突出片」は、形状として折曲がっていればよく、例えば折曲げる方向を予め定め、その方向に力を加えることにより構成してもよく、内側に向って突出片を押圧し押潰すことにより構成してもよい。
【0011】
本発明の複合化粧パネルによれば、パネル体は、サンドイッチ構造であり、ハニカム構造材を芯材として、その表面側に表面材が貼り合わせられ、裏面側に裏面材が貼り合わせられている。特に、ハニカム構造材の端面には、複数の折曲突出片が形成されており、これらの折曲突出片を含むパネル体の木口面に、接着剤を介して化粧縁部材が貼着されている。ここで折曲突出片は、パネル体の木口面から外方に突出する突出片を、木口面に沿って折曲げられることで形成されたものであり、これによれば、ハニカム構造材の端面における空隙が折曲突出片によって塞がれた状態となる。つまり、化粧縁部材に当接する面積が増え、ひいては接着面積を大幅に増やすことが可能になる。
【0012】
また、本発明の複合化粧パネルにおける化粧縁部材の貼着方法は、「ハニカム構造体と、
該ハニカム構造材を芯材として、該ハニカム構造材の表面側に接着された表面材と、
前記ハニカム構造材の裏面側に接着された裏面材と
からなるサンドイッチ構造のパネル体に対し、該パネル体の木口面に化粧縁部材を貼着する複合化粧パネルにおける化粧縁部材の貼着方法であって、
前記表面材及び前記裏面材の端面を切欠くことにより、前記パネル体の前記木口面から前記ハニカム構造材の端面を相対的に外方に突出させて複数の突出片を形成する突出片形成工程と、
外方に突出した前記突出片を前記パネル体の前記木口面に沿って折曲げることにより、該木口面と略同一平面上に位置する複数の折曲突出片を形成する突出片折曲工程と、
前記化粧縁部材を、前記複数の折曲突出片を含む前記パネル体の前記木口面に、接着剤を介して圧着させる貼着工程と
を有する」ことを特徴とするものである。
【0013】
本発明の複合化粧パネルにおける化粧縁部材の貼着方法によれば、化粧縁部材をパネル体の木口に貼着させる際、少なくとも突出片形成工程、突出片折曲工程、及び貼着工程が順に行われる。まず突出片形成工程では、表面材及び裏面材の端面を切欠くことにより、パネル体の木口面からハニカム構造材の端面を相対的に外方に突出させて複数の突出片を形成する。なお、表面材及び裏面材の端面を切欠く際、表面材及び裏面材に夫々隣接するハニカム構造材の一部も一緒に切欠くようにしてもよい。つまり、突出片はハニカム構造材の端面全体に形成するようにしてもよいが、両側を除く中央部分に対してのみ形成するようにしてもよい。また、切欠き方法は特に限定されるものではないが、例えば回転刃を木口面に沿って相対的に移動させる方法を例示することができる。
【0014】
次に、突出片折曲工程では、外方に突出した複数の突出片をパネル体の木口面(すなわち切欠かれた表面材及び裏面材の端面)に沿って折曲げる。これにより、木口面と略同一平面上に位置する複数の折曲突出片が形成される。
【0015】
その後の貼着工程では、化粧縁部材を、複数の折曲突出片を含むパネル体の木口面に接着させる。つまり、化粧縁部材の内面またはパネル体の木口面のいずれか一方、あるいは双方に接着剤を塗布し、化粧縁部材と、複数の折曲突出片を有するパネル体の木口面とを突き合わせ圧着させる。このような工程を経て化粧縁部材を貼着させることにより、化粧縁部材の接着強度を大幅に高めた複合化粧パネルを製造することが可能になる。
【発明の効果】
【0016】
このように、本発明によれば、ハニカム構造材の木口面に複数の折曲突出片が形成されることにより、化粧縁部材に対する接着面積が大幅に増え、パネル体と化粧縁部材との接着強度を高めることができ、ひいては化粧縁部材の剥がれを確実に防止することが可能となる。
【図面の簡単な説明】
【0017】
【図1】本実施形態の複合化粧パネルの構成を示す分解斜視図である。
【図2】パネル体における要部の構成を示す拡大斜視図であり、(a)は従来の構成を示し、(b)は本実施形態の構成を示している。
【図3】複合化粧パネルの製造工程に関する処理の流れを示す概念図である。
【図4】化粧縁部材の貼着方法等を模式的に示す説明図である。
【発明を実施するための形態】
【0018】
以下、本発明の一実施形態である複合化粧パネルについて、図1及び図2に基づき説明する。本実施形態の複合化粧パネル1は、テーブルの天板、棚板、テレビ台、収納扉、または住宅の仕切壁やドア等として用いることが可能なものであり、図1に示すようにペーパーハニカム2を芯材とし、その表面側に貼り付けられた表面材3と、裏面側に貼り付けられた裏面材4とからサンドイッチ構造のパネル体5を構成している。また、パネル体5の木口面5aには、化粧縁部材7が全周に亘って貼着されており、パネル体5の表面及び裏面だけでなく木口面5aにおいても意匠性が高められている。ここで、ペーパーハニカム2が本発明のハニカム構造材に相当する。
【0019】
各部材について詳しく説明する。ペーパーハニカム2は、長手方向に沿って波形に形成された波状部10と、その波状部10の頂部に接着され、幅及び長さが波状部10と等しい平板状の平坦部11と、から構成された片面段ボール9を一つの層として有している。そして、複数の片面段ボール9が平坦部11に直交する水平方向に並設し互いに接着されることで一体化された板状のハニカム構造を構成している。このようなペーパーハニカム2は、紙を原材料として使用し、しかも内部に多くの空隙を有するため、パーティクルボード等の木質材と比べると軽量化が可能となり、しかもハニカム構造を有するため、反りや捩れを防止することが可能となっている。また、ペーパーハニカム2は、複数の片面段ボール9を水平方向に並べて構成されていることから、片面段ボール9の平坦部11に並行な第一木口面2aと、平坦部11に直角な第二木口面2bとでは、端面形状が互いに異なっている。つまり、所定の大きさのパネル体5を形成するにあたって、平坦部11と並行に波状部10を切断した場合に現れる第一木口面2aでは、波状部10の切断面が空隙を介して一定の間隔で配置されるとともに、その空隙の奥側に平坦部11が配置された形態となる。一方、平坦部11に対して垂直に(すなわち片面段ボール9の積層方向に沿って)切断した場合に現れる第二木口面2bでは、平坦部11の切断面が空隙を介して一定の間隔で配置されるとともに、その空隙内に波状部10が配置された形態となる。なお、本例のペーパーハニカム2の第一木口面2a及び第二木口面2bには、特徴的な構成として、複数の折曲突出片12が形成されているが、これについては後述する。
【0020】
ペーパーハニカム2の表面側に接着剤を介して貼り付けられた表面材3は、メラミン化粧板16及び紙管原紙17から構成されている。メラミン化粧板16は、家具やドア等の仕上面として一般に使用されているものであり、表面硬度が高いため傷がつき難く、また耐水性に優れ掃除がしやすいものとなっている。さらに、色や木目等様々な種類があるため、テーブルの天板としても装飾性の優れたものに仕上げることが可能である。一方、紙管原紙17は、古紙を再生した再生紙であり、紙、箔、織物等を巻く芯棒の製造に用いられているものである。厚さは特に限定されるものではないが、本例では1mmの紙管原紙17を用いている。
【0021】
ペーパーハニカム2の裏面側に接着剤を介して貼り付けられた裏面材4は、MDF(中質繊維板)から構成されている。MDFは、木材を繊維状にほぐし接着剤を配合してボード状に成形したものであり、安定した強度を得るとともに、反りや捩れが生じにくく加工しやすいものとなっている。
【0022】
化粧縁部材7は、ペーパーハニカム2、表面材3、及び裏面材4からなるパネル体5の木口面5a全体に貼着されており、ABS樹脂で形成された帯状の形状を呈している。なお、ABS樹脂以外の合成樹脂または木材で形成することも可能である。化粧縁部材7は、パネル体5の木口面5aに対し接着剤を介して貼着されている。なお、接着剤の具体例としては、エチレンビニルアルコール(EVA)と酢酸ビニルを共重合させた樹脂を主成分とするエチレン−酢酸ビニル樹脂ホットメルト接着剤や、非結晶性ポリプロピレン樹脂(APP)を主成分とするポリオレフィン樹脂ホットメルト接着剤を挙げることができる。
【0023】
ところで、一般のペーパーハニカムは、内部に多くの空隙が形成されるように薄板状の部材を組合わせて蜂の巣状に構成されているため、パネル体を所望の大きさに切断した際の端面(木口面)は、図2(a)に示すように、ハニカム構造材を構成する薄板状の部材の端面50(すなわち線状の部分)のみで接触することとなり、接着面積が極めて少なくなる。
【0024】
これに対し、本例のペーパーハニカム2では、図2(b)に示すように、第一木口面2a及び第二木口面2bにおいて、複数の折曲突出片12が一体的に形成されており、これらの折曲突出片12を含む木口面5aに接着剤を介して化粧縁部材7が貼着されている。この折曲突出片12は、パネル体5の木口面5aから外方に突出する突出片12a(図4(b)参照)を、表面材3及び裏面材4の木口面3a,4aに沿って折曲げられることで形成されたものである。これによれば、ペーパーハニカム2の端面における空隙が複数の折曲突出片12によって塞がれた状態となり、化粧縁部材7に当接する面積、すなわち化粧縁部材7に対する接着面積を大幅に増やすことが可能になる。なお、本例では、化粧縁部材7の内面側に塗布された接着剤14によって、化粧縁部材7の内面が、表面材3及び裏面材4の木口面3a,4aにも接着されている。つまり、パネル体5の木口面5aの略全体を接着対象面とすることにより、化粧縁部材7の接着強度が大幅に高められている。
【0025】
次に、複合化粧パネル1の製造方法、特に複合化粧パネル1における化粧縁部材7の貼着方法について、図3及び図4を基に説明する。図3に示すように、製造ライン19には、コンベア(図示しない)で搬送されるパネル体5に対して化粧縁部材7を貼着させる四つの工程、すなわち突出片形成工程20、突出片折曲工程21、接着剤塗布工程22、及び圧着工程23と、その後、化粧縁部材7を加工する四つの工程、すなわちエンドカット工程24、トリミング工程25、スクレーパ工程26、及びラウンドトリミング工程27とが設けられており、紙面右側から左側に向って順に行われるようになっている。
【0026】
なお、パネル体5は平面視長方形であるため、全周に亘って化粧縁部材7を貼着する場合には、四つの木口面5aに対して夫々化粧縁部材7を貼着させる必要があり、上記の製造ライン19における一連の処理が4回繰り返されることになる。また、最後のラウンドトリミング工程27は、全ての木口面5aに化粧縁部材7を貼着した後に、一回だけ行われるようになっている。
【0027】
各工程について説明する。突出片形成工程20では、図4(a),(b)に示すように、パネル体5における木口面5aのうち、表面材3及び裏面材4の端面と、その端面に隣接する第一木口面2a及び第二木口面2bの両端側に対して回転刃物30を当接させるとともに、その回転刃物30を水平方向(図3では紙面手前方向)に相対的に移動させることで、表面材3及び裏面材4の端面を切欠き、パネル体5の木口面5aから相対的に外方に突出する複数の突出片12aを形成する。なお、本例では、突出片12aの突出長さが、約5mmとなるように、表面材3及び裏面材4の端面が切削させるようになっている。
【0028】
突出片折曲工程21では、図4(b),(c)に示すように、外方に突出した複数の突出片12aをパネル体5の木口面5a(すなわち切欠かれた表面材3及び裏面材4の端面)に沿って折曲げる。これにより、木口面5aと略同一平面上に位置する複数の折曲突出片12が形成される(図2(b)参照)。また、突出片折曲工程21では、突出片12aを折曲げた後、プレス機等で圧力をかけ端面を押し潰すようにしており、これによればペーパーハニカム2の端面が平坦な面に仕上げられる。
【0029】
接着剤塗布工程22では、図4(d)に示すように、タンク(図示しない)に貯留された接着剤14を化粧縁部材7の内面に供給しながら、塗布ローラ32を転動させることにより、化粧縁部材7の内面全体に接着剤14を均一の厚さで塗布する。なお、化粧縁部材7は、図示しない繰出し装置によって連続して繰出されるようになっており、接着剤塗布工程22では、パネル体5の寸法に応じた必要長さの化粧縁部材7に対して接着剤14が塗布される。なお、図4(d)では便宜上、塗布ローラ32の回転軸を水平方向とし上下方向に転動させるように示したが、回転軸を垂直方向として水平方向に(ラインに沿って)転動させるようにしてもよい。また、接着剤14をパネル体5の木口面5a側に塗布するようにしてもよい。
【0030】
圧着工程23では、図4(e)に示すように、内面に接着剤14が塗布された化粧縁部材7と、折曲突出片12が形成されたパネル体5の木口面5aとを突き合わせ、その後、化粧縁部材7の外面上で押えローラ33を転動させることにより、化粧縁部材7とパネル体5を圧着させる。この際、化粧縁部材7の幅(上下方向の長さ)は、パネル体5の厚みよりも大きくなっており、パネル体5の木口面5aに対する化粧縁部材7の貼着位置が上下方向にずれても、パネル体5の木口面5aを確実に覆うことが可能になっている。なお、図4(e)では便宜上、押えローラ33の回転軸を水平方向とし上下方向に転動させるように示したが、回転軸を垂直方向として水平方向に(ラインに沿って)転動させるようにしてもよい。ここで、接着剤塗布工程22及び圧着工程23を組合わせたものが本発明の貼着工程に相当する。
【0031】
なお、圧着工程23の終了後に行われるエンドカット工程24〜ラウンドトリミング工程27は、従来から実施されている周知の工程であるため、ここでは詳細な説明を省略するが、エンドカット工程24では、繰出し装置によって連続して繰出される化粧縁部材7を貼着後に切断する。また、トリミング工程25は、図4(f)に示すように、パネル体5の上面または下面からはみ出した化粧縁部材7の余剰部分を刃物(図示しない)によって切除する。スクレーパ工程26は、図4(g)に示すように、化粧縁部材7における上下の縁部34に対し刃物(図示しない)を長手方向に摺接させることで、縁部34の面取りを行う。また、ラウンドトリミング工程27では、図4(h)に示すように、化粧縁部材7の端面同士の突き合わせ部分35に対して刃物(図示しない)を上下方向に摺接させることで、部分35の面取りを行う。
【0032】
このように、本実施形態の複合化粧パネル1によれば、ペーパーハニカム2の第一木口面2a及び第二木口面2bに、複数の折曲突出片12が形成されており、これらの折曲突出片12を含むパネル体5の木口面5aに、接着剤14を介して化粧縁部材7が貼着されているため、化粧縁部材7に対する接着面積が大幅に増え、パネル体5と化粧縁部材7との接着強度を高めることができ、ひいては化粧縁部材7の剥がれを確実に防止することができる。
【0033】
以上、本発明について好適な実施形態を挙げて説明したが、本発明はこれらの実施形態に限定されるものではなく、以下に示すように、本発明の要旨を逸脱しない範囲において、種々の改良及び設計の変更が可能である。
【0034】
すなわち、上記実施形態では、表面材3として、メラミン化粧板16及び紙管原紙17を用いるものを示したが、裏面材4と同様、MDF等の木質材を用いるようにしてもよい。
【0035】
また、上記実施形態では、ペーパーハニカム2に対して表面材3及び裏面材4を直接接着するものを示したが、ペーパーハニカム2の表面側及び裏面側に段ボール等の紙部材を予め貼着してなるペーパーハニカムボードに対して表面材3及び裏面材4を接着するようにしてもよい。
【0036】
また、上記実施形態では、ハニカム構造材として紙から構成されたペーパーハニカム10を用いるものを示したが、アルミニウム等の軽金属または紙に樹脂を含浸させたもので構成されたハニカム構造材を用いることも可能である。また、ハニカムの構造も特に限定されるものではなく、例えば六角形のセルを多数配列して形成されたものを用いるようにしてもよい。
【0037】
さらに、上記実施形態では、化粧縁部材7をパネル体5の全周(4つの木口面)にわたって装着するものを示したが、一部の木口面にのみ装着させるようにしてもよい。
【符号の説明】
【0038】
1 複合化粧パネル
2 ペーパーハニカム(ハニカム構造材)
3 表面材
4 裏面材
5 パネル体
5 木口面
7 化粧縁部材
12 折曲突出片
12a 突出片
14 接着剤
20 突出片形成工程
21 突出片折曲工程
22 接着剤塗布工程(貼着工程)
23 圧着工程(貼着工程)
【先行技術文献】
【特許文献】
【0039】
【特許文献1】特開平10−711号
【特許文献2】特開2006−168158号
【特許請求の範囲】
【請求項1】
ハニカム構造材と、
該ハニカム構造材を芯材として、該ハニカム構造材の表面側に接着された表面材と、
前記ハニカム構造材の裏面側に接着された裏面材と、
前記表面材、前記ハニカム構造材、及び前記裏面材からなるサンドイッチ構造のパネル体の木口面に貼着された化粧縁部材と
を備え、
前記ハニカム構造材の端面には、前記パネル体の前記木口面から外方に突出するように形成され、且つその後、前記木口面に沿って折曲げられた複数の折曲突出片が設けられ、
前記化粧縁部材は、接着剤を介して、前記複数の折曲突出片を含む前記パネル体の前記木口面に貼着されている
ことを特徴とする複合化粧パネル。
【請求項2】
ハニカム構造体と、
該ハニカム構造材を芯材として、該ハニカム構造材の表面側に接着された表面材と、
前記ハニカム構造材の裏面側に接着された裏面材と
からなるサンドイッチ構造のパネル体に対し、該パネル体の木口面に化粧縁部材を貼着する複合化粧パネルにおける化粧縁部材の貼着方法であって、
前記表面材及び前記裏面材の端面を切欠くことにより、前記パネル体の前記木口面から前記ハニカム構造材の端面を相対的に外方に突出させて複数の突出片を形成する突出片形成工程と、
外方に突出した前記突出片を前記パネル体の前記木口面に沿って折曲げることにより、該木口面と略同一平面上に位置する複数の折曲突出片を形成する突出片折曲工程と、
前記化粧縁部材を、前記複数の折曲突出片を含む前記パネル体の前記木口面に、接着剤を介して圧着させる貼着工程と
を有することを特徴とする複合化粧パネルにおける化粧縁部材の貼着方法。
【請求項1】
ハニカム構造材と、
該ハニカム構造材を芯材として、該ハニカム構造材の表面側に接着された表面材と、
前記ハニカム構造材の裏面側に接着された裏面材と、
前記表面材、前記ハニカム構造材、及び前記裏面材からなるサンドイッチ構造のパネル体の木口面に貼着された化粧縁部材と
を備え、
前記ハニカム構造材の端面には、前記パネル体の前記木口面から外方に突出するように形成され、且つその後、前記木口面に沿って折曲げられた複数の折曲突出片が設けられ、
前記化粧縁部材は、接着剤を介して、前記複数の折曲突出片を含む前記パネル体の前記木口面に貼着されている
ことを特徴とする複合化粧パネル。
【請求項2】
ハニカム構造体と、
該ハニカム構造材を芯材として、該ハニカム構造材の表面側に接着された表面材と、
前記ハニカム構造材の裏面側に接着された裏面材と
からなるサンドイッチ構造のパネル体に対し、該パネル体の木口面に化粧縁部材を貼着する複合化粧パネルにおける化粧縁部材の貼着方法であって、
前記表面材及び前記裏面材の端面を切欠くことにより、前記パネル体の前記木口面から前記ハニカム構造材の端面を相対的に外方に突出させて複数の突出片を形成する突出片形成工程と、
外方に突出した前記突出片を前記パネル体の前記木口面に沿って折曲げることにより、該木口面と略同一平面上に位置する複数の折曲突出片を形成する突出片折曲工程と、
前記化粧縁部材を、前記複数の折曲突出片を含む前記パネル体の前記木口面に、接着剤を介して圧着させる貼着工程と
を有することを特徴とする複合化粧パネルにおける化粧縁部材の貼着方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−260252(P2010−260252A)
【公開日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願番号】特願2009−112520(P2009−112520)
【出願日】平成21年5月7日(2009.5.7)
【出願人】(391034488)イビケン株式会社 (29)
【Fターム(参考)】
【公開日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願日】平成21年5月7日(2009.5.7)
【出願人】(391034488)イビケン株式会社 (29)
【Fターム(参考)】
[ Back to top ]