
複合口金
【課題】繊維断面の多様化が可能な分配方式口金において、従来の複合口金と比較して、多様な断面形態を高精度に形成し、かつこの形態の安定性が高く維持できる複合紡糸口金を提供する。
【解決手段】少なくとも2成分以上のポリマーによって構成される複合ポリマー流を吐出するための複合口金において、各ポリマー成分を計量する複数の計量孔を有する計量板、複数の計量孔からの吐出ポリマー流を合流する合流溝1に複数の分配孔1が穿設されている分配板1、前記分配孔からの複数の吐出ポリマー流を合流する合流溝2に複数の分配孔2が穿設されている分配板2、および吐出板とで構成することにより、複数回の合流と分配を繰り返す複合口金。
【解決手段】少なくとも2成分以上のポリマーによって構成される複合ポリマー流を吐出するための複合口金において、各ポリマー成分を計量する複数の計量孔を有する計量板、複数の計量孔からの吐出ポリマー流を合流する合流溝1に複数の分配孔1が穿設されている分配板1、前記分配孔からの複数の吐出ポリマー流を合流する合流溝2に複数の分配孔2が穿設されている分配板2、および吐出板とで構成することにより、複数回の合流と分配を繰り返す複合口金。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、2種類以上のポリマーによって構成される複合ポリマー流を吐出するための複合口金に関するものである。
【背景技術】
【0002】
ポリエステルやポリアミドなどの熱可塑性ポリマーを用いた繊維は力学的特性や寸法安定性に優れるため、衣料用途のみならずインテリアや車両内装、産業用途等幅広く利用されており、産業上の価値は極めて高い。しかしながら、繊維の用途が多様化する現在において、その要求特性も多様なものとなり、しばしば、既存ポリマーでは、対応できない場合がある。
【0003】
これに対して、一からポリマーを分子設計するのでは、コスト的および時間的に課題があり、複数のポリマーの特性を兼ね備えた複合繊維の開発が選択される場合がある。複合繊維の製造方法には大きく2種類の手法があり、1つにポリマー同士を溶融混練するポリマーアロイ法、1つに複合口金を活用する複合紡糸法である。内、複合紡糸法は、2種類以上のポリマーを複合繊維とする原理的な面では、ポリマーアロイ法と差はないが、例えば、複合口金で複合ポリマー流を精密に制御できると言う点で、断面形態の制御には優れた手法であると言える。
【0004】
例えば、芯鞘複合口金を利用した繊維では、芯成分を鞘成分が被覆することで、単独繊維では達成されない風合い、嵩高性などといった感性的効果、また、強度、弾性率、耐摩耗性などといった力学特性の付与が可能となる。また、易溶出成分で鞘成分、難溶出成分で芯成分を異形断面となるように構成し、鞘成分を除去することで精度高く異形断面繊維を得ることができる。
【0005】
通常、ポリエステルやポリアミドなどのポリマーを溶融紡糸によって得た場合、真円形の断面を持つことが多いが、異形断面とすることで真円形の繊維では得られない特殊な風合いを付与したり、織り編みの際のこなれを良くしたり、繊維を被覆する他の樹脂との接触面積を増加させ、剥離などの問題を抑制することができる。複合紡糸法とは、複合口金によって所望とする繊維断面を有した繊維を製造する方法であり、具体的には、2種類以上のポリマーを口金内で複合ポリマー流とし、同一の吐出孔から吐出する方法が採用される。このため、複合ポリマー流の精密な制御が必要であり、当然のことながらこれを形成させる複合口金技術がこの手法にとって重要な要素技術であり、様々な複合口金に関する提案がある。
【0006】
複合口金には、芯鞘型、サイドバイサイド型、溶出型(例えば、海島複合)、分割型と多様なものが存在するが、これらの複合口金においては、吐出後のポリマー流を予想して、予め目的とする形状となった形態形成孔を用いて、1成分のポリマーを他の成分のポリマーで被覆するといった芯鞘複合流を単一あるいは/または複数組み合わせて複合ポリマー流を形成させるものである。しかしながら、この芯鞘複合流の利用を想定した技術では、制御可能な繊維断面形態数には限界があり、特に複雑な断面が多層になったような複雑な断面を制御することは困難であった。
【0007】
このような課題に対して、溝と孔を利用してポリマー流を予め多数に分配し、吐出直前または/あるいは直後で複合化させることで複雑な断面を形成させる分配方式口金が有効な手法の一つである。この分配方式口金では、最終分配板の孔の配置によって、2種類以上のポリマー流を繊維断面に点で任意に配置することができる。このため、従来の複合口金と比較して、繊維断面形状の多様性が大きく広がる可能性がある。このような分配方式口金については、例えば、特許文献1などに提案されている。
【0008】
この技術では、ポリマー流を複数に分岐し、その分岐されたポリマー流を更に複数に分岐する、このように、ポリマー流を口金上流から下流に向けてトーナメント式に分岐する手法(トーナメント分岐)が主として採用されている。分岐されたポリマー流は分岐孔の配置によって繊維断面に一様に分布させることも可能であり、逆に言うと、繊維断面の任意の位置にポリマーを配置することが可能となる。この技術を用いれば、従来複合口金の課題を克服し、理論的には多様な断面形態を構成できる可能性がある。しかしながら、特許文献1で提案される技術では、実質的に分岐されたポリマーは複合ポリマー流となるまで全く別々の流路を通り、吐出板直上あるいは吐出面まで分岐されていく。このため、仮に、この流路の途中で分岐孔が閉塞した場合には、それより下流の分岐孔には、ポリマーが一切流れないかポリマー量が大幅に減少して流入することになってしまう。
【0009】
また、このような閉塞が生じることで、この分岐孔に流れるべきポリマーは全て別の分岐孔に流れ込むこととなり、目的とした断面形態に対して、複合ポリマー流の断面形態は大きく崩れたものとなる。また、特許文献2では、口金最上流から導入されたポリマーを一旦、合成樹脂導入口ブロック下面に設置された流路に導入し、これを境界形成板に穿設された複数の孔によって分配(分割)する方法が提案されているが、これも一旦分配されたポリマー流は下流に向けて、流体貫流路と記載される孔を通じて、別々の流路を通るため、孔の閉塞といった課題があり、やはり断面形態の安定性に課題が残る。
【0010】
複合ポリマー流の吐出後の乱れを抑制するという観点で見ると、吐出孔を有した吐出板直前あるいは/または吐出面での分配孔径および孔配置を工夫する技術があり、特許文献3および特許文献4で提案されている。これらの技術では、外層の孔径を縮小することで、流量を1/2とし、ポリマーの吐出量の均一性の確保(特許文献3)、または、中実円形を呈する複合単繊維群を形成すること(特許文献4)で吐出された繊維断面の形態安定性を確保する技術の提案である。
【0011】
これらの技術においても、この最下流面にポリマー流を導くための分配方式については一切の考慮がなされていない。加えて、分配板から吐出された複合ポリマー流を繊維断面方向に縮小した際のポリマー流の安定性確保に関する技術思想も開示されておらず、繊維断面形態安定性が向上された分配方式口金技術が望まれていた。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】WO89/02938号公報(特許請求の範囲)
【特許文献2】特開平7−278939号公報(第1、2頁)
【特許文献3】特開平4−222205号公報(第1、2頁)
【特許文献4】特開2008−38275号公報(第2頁)
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明は、従来の複合口金と比較して、繊維断面の多様化が可能となる分配方式口金について、上記した課題を解決することを目的とするものであり、多様な断面形態を高精度に形成し、かつこの形態の安定性が高く維持できる複合口金を提供するものである。
【課題を解決するための手段】
【0014】
上記目的は、以下の手段により達成される。すなわち、
(1)少なくとも2成分以上のポリマーによって構成される複合ポリマー流を吐出するための複合口金であり、各ポリマー成分を計量する複数の計量孔を有する計量板、複数の計量孔からの吐出ポリマー流を合流する合流溝1に複数の分配孔1が穿設されている分配板1、前記分配孔からの複数の吐出ポリマー流を合流する合流溝2に複数の分配孔2が穿設されている分配板2、および吐出板とで構成されたことを特徴とする複合口金、
(2)分配板2を2から15枚積層したことを特徴とする請求項1記載の複合口金、
(3)少なくとも一つの分配板2が、前置分配板における合流溝の分配孔によって分配されたポリマー流が合流溝で合流されることを特徴とする(1)又は(2)記載の複合口金、
(4)複合口金の計量板が2から10枚積層したことを特徴とする(1)から(3)のいずれか1項記載の複合口金、
(5)吐出板直上の分配板には複合ポリマー流を取り囲むための少なくとも1成分のポリマーのための複数の分配孔が穿設されていることを特徴とする(1)から(4)のいずれか1項記載の複合口金、
(6)吐出板直上の分配板には少なくとも1成分のポリマーのための複数の分配孔が穿設された環状溝が設置されていることを特徴とする(1)から(5)のいずれか1項に記載されることを特徴とする複合口金、
(7)吐出板には、分配板から吐出された複数のポリマー流が分配板と垂直方向に導入されるように吐出孔導入孔が穿設されていることを特徴とする(1)から(6)のいずれか1項に記載の複合口金、
(8)吐出板直上の分配板において、島成分用分配孔を中心とした円周上に海成分ポリマー用の分配孔が下記式を満たすように穿設されたことを特徴とする(1)から(7)のいずれか1項に記載の複合口金、
【0015】
【数1】

【0016】
ここで、pは島成分の頂点数(pは3以上の整数)、hsは海成分用分配孔数である。
(9)(1)から(8)のいずれか1項に記載の複合口金によって得られる複合繊維、
(10)(9)記載の複合繊維が少なくとも一部を構成する繊維製品、
である。
【発明の効果】
【0017】
本発明の複合口金では、複雑な断面形態を有した複合繊維を製造する場合であっても、各ポリマー成分が分配されるのに際し、複数の分配孔が穿設された合流溝によって複数回分配と合流および計量を繰り返す構成とすることで、従来の分配方式口金の課題であった経時的な分配孔からポリマー吐出変動を抑制し、長時間の紡糸であっても断面形態の精度を高いレベルで維持しつつ、安定性高く紡糸することが可能となる。さらには、本発明の複合口金では、複合ポリマー流を断面方向に縮小し、吐出の際に発生しやすい断面形態の崩れを抑制することで上記した効果をさらに高めることができる。本発明の複合口金によって得られる複合繊維は、多様な断面を高精度に形成され、かつ力学特性も問題ないため、衣料用途だけでなく、産業用途にも幅広く適用することができる。
【図面の簡単な説明】
【0018】
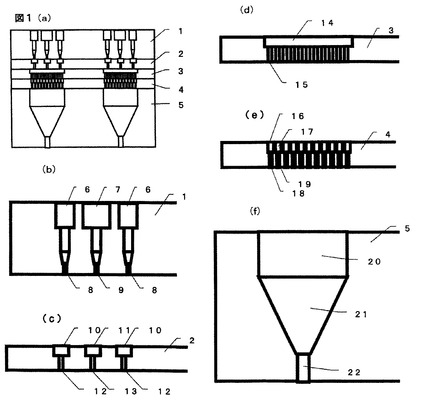
【図1】本発明に係る複合口金の第1実施形態例の説明図であって、図1(a)は本発明の複合口金を構成する主要部分の正断面図であり、図1(b)は計量板の正断面図、図1(c)は分配板1の正断面図、図1(d)は分配板2の正断面図、図1(e)は分配板3の正断面図、図1(f)は吐出板の正断面図であり、図1(b)〜図1(f)はそれぞれ一つの吐出孔に関わる溝および孔を記載したものである。
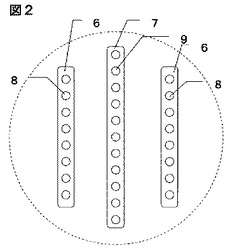
【図2】本発明に係る計量板の平面図である。
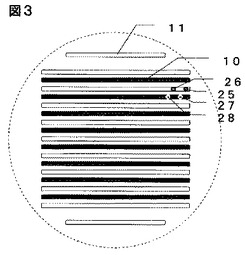
【図3】本発明に係る分配板1の平面図である。
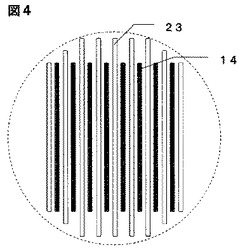
【図4】本発明に係る分配板2の平面図である。
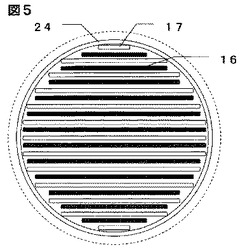
【図5】本発明に係る分配板3の平面図である。
【図6】本発明に係る吐出板の平面図である。
【図7】代表的な複合繊維の断面形態図である。
【図8】最終分配板における合流溝および分配孔配置の実施形態例である。
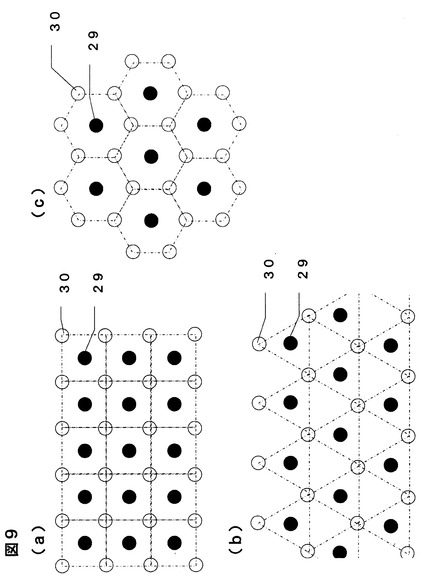
【図9】最終分配板における分配孔配置の実施形態例である。
【発明を実施するための形態】
【0019】
以下、本発明の実施の形態について、図面を用いて詳細に説明する。
【0020】
図1(a)〜(f)は、本発明に係る複合口金の一部を示した第1実施形態例を模式的に説明するための説明図である。図1は、本発明の概念図である。
【0021】
図1(a)は本発明の複合口金を構成する主要部分の正断面図であり、図1(b)は計量板の正断面図、図1(c)は分配板1の正断面図、図1(d)は分配板2の正断面図、図1(e)は分配板3の正断面図、図1(f)は吐出板の正断面図を拡大したものであり、図1(b)〜図1(f)は図1(a)を構成する計量板、分配板1、分配板2、分配板3および吐出板であって、それぞれが一つの吐出孔に関わる溝および孔として記載したものである。また、図2は本発明に係る計量板の平面図、図3は本発明に係る分配板1の平面図、図4は本発明に係る分配板2の平面、図5は本発明に係る分配板3の平面図、図6は本発明に係る吐出板の平面図である。
【0022】
本発明の複合口金は、計量板、分配板および吐出板の3種類の部材の積層によって構成されており、以下、本発明に係る第1実施形態の複合口金について詳細に説明する。この例は、2種類のポリマーAとポリマーBを用いた例であるが、3種類以上のポリマーを用いても良いことは言うまでもない。
【0023】
例示した複合口金では、図1のように、吐出板、分配板3、分配板2、分配板1、計量板で構成され、下からこのような順番に積層された状態で紡糸パック内に組み込まれ、紡糸に供される。計量板より上に積層する部材に関しては、従来の流路部材等を用いればよく、逆に言えば計量板を、従来の流路に合わせて設計することで、既存の紡糸パックおよびその部材がそのまま活用できるため、本発明の複合口金のために装置を専有化する必要はない。また、実際には計量板と分配板1との間に複数枚の流路板および計量板を積層することで、繊維断面方向に効率よく、2種類以上のポリマーが移送される流路を設け、分配板1に導入される構成となっている。
【0024】
以下、本発明の複合口金を計量板、分配板1、分配板2、分配板3を経て、複合ポリマー流となし、この複合ポリマー流が吐出板の吐出孔から吐出されるまでを複合口金の上流から下流へとポリマーの流れに沿って順次説明する。
【0025】
本発明に係る複合口金の第1実施形態において、図1に例示したように、ポリマーAとポリマーBとが、計量板へ流入する。このとき、まず、計量板上面の計量溝A(6)および計量溝B(7)にそれぞれのポリマーAおよびポリマーBが流入し、次いで計量孔A(8)および計量孔B(9)に流入し、下端に穿設された孔絞りによって、計量され、計量孔から吐出される。ここで、この計量孔の絞りについては、吐出量の計量性を考えると、圧力損失によって制御することが好ましく、ここでの圧力損失が0.1〜30MPaであれば、計量性が保たれる。
【0026】
一方、この圧力損失が過剰であると、実質的には部材の歪等が発生するため、30MPa以下とすることが好ましい。この圧力損失は計量孔毎の吐出量およびポリマーAおよびポリマーBの粘度によって決定される。例えば、温度280℃、歪速度1000s−1での粘度で、100〜200Pa・sのポリマーを用い、紡糸温度280〜290℃、計量孔毎の吐出量が0.1〜5g/minで溶融紡糸する場合には、計量孔の絞りは、孔径0.01〜1.0mm、L/D(孔長/孔径)0.1〜5.0であれば、計量性よく吐出することが可能である。ポリマーの溶融粘度が上記粘度範囲より小さくなる場合には、孔径を上記範囲の下限に近づくように縮小あるいは/または孔長を上記範囲の上限に近づくように延長すればよく、逆に粘度が高くなる場合には、孔径および孔長をそれぞれ逆の操作を行えばよい。本願発明の複合口金では、計量溝が下流にいくに従い段階的に拡張していくことが好ましく、それに伴い計量孔の数も増加していく。このため、1つの計量孔あたりの吐出量が減少していくこととなる。よって、計量孔での圧力損失も吐出量に伴い減少するため、超精密複合など、微細なポリマー量を制御する場合には、計量性が低下する場合がある。また、1段階で高圧力損失での計量よりも、中程度以下の圧力損失とし、これを複数回に分けて行う方が、ポリマー量の計量性を向上させるには好適である。このため、本願発明の複合口金では、計量板を複数枚積層して、複数回ポリマー量を計量することが好ましい。前述した絞り孔(計量孔)が穿設された計量板は、計量を複数回行うという意味で、2枚以上積層していることが好ましい。また、口金の総厚みを考慮すると、10枚以下の積層で構成されていることが好ましい。
【0027】
計量板より吐出されたポリマーAおよびポリマーBは、分配板1の合流溝A(10)および合流溝B(11)に流入される。ここで、計量板と分配板1との間で必要に応じて、ポリマーの流路を設け、分配板1に流入する以前にポリマーAおよびポリマーBを断面方向に拡張することが好ましい。この拡張するための流路とは、例えば、計量孔と同数の溝を配置して、この溝長を下流に沿って断面方向に徐々に延長していくような流路を設置すればよい。この拡張流路に関しては、従来公知の技術を参考にして、容易に設計可能な事項であるので、詳細な説明および図示を省略する。
【0028】
本発明の複合口金は、少なくとも2成分以上のポリマーによって構成される複合ポリマー流を吐出するための複合口金において、紡糸パック上部で複数に分割されたポリマー流を一旦合流する合流溝1に複数の分配孔1が穿設されている分配板1と分配孔1によって吐出する複数のポリマー流を合流する合流溝2に複数の分配孔2が穿設されている分配板2とが少なくとも一部を構成することを特徴としている。すなわち、合流溝には断面方向に均等に配置された複数の孔からポリマーが流入され、ポリマーAおよびポリマーBはそれぞれ個別に合流される。この合流されたポリマーは合流孔底面に穿設された複数の分配孔1A(12)および分配孔1B(13)によって複数に断面方向に均等に分配され、下流に導かれる。さらに、分配孔1Aおよび分配孔1Bから吐出されたポリマー流は、分配板2の合流溝2A(14)および合流溝2B(23)で再度合流され、再度複数の分配孔2A(15)および分配孔2Bで断面方向に再分配されることとなる。これが本発明の複合口金の重要な要件であり、以下で詳細に説明する。
【0029】
この上記した要件の採用は、本発明の分配方式口金において複雑な断面形状を採用する際に従来技術より高精度に実現させること以外にも、その形態安定性を長時間にわたる紡糸の間に維持させることができるのである。
【0030】
従来の分配方式口金技術で採用されるトーナメント分岐方式においても、ある程度の精度が確保され、複雑な断面を実現することができる。しかしながら、このトーナメント分岐方式では、一旦分岐されたポリマー流は、それ以降、分岐孔−分岐孔を繰り返すことで、ポリマーが全く別の流路を通り、断面方向に分配されていくため、この分岐孔−分岐孔の繰り返しにより、断面形態の安定性が経時的に困難になるのである。
【0031】
すなわち、従来技術のトーナメント分岐方式では、トーナメントの途中で、一部の分岐孔が閉塞した場合には、それより下流の分岐孔にはポリマーが流入しないという課題がある。この閉塞が起こった場合には、目的とした断面形態とは大きく異なった断面形態となってしまう。更に、分配板以降に吐出板を設け、複合ポリマー流を縮小などする場合には、吐出孔導入部分にポリマーが存在しない部分が発生するため、複合ポリマー流は大きく乱れ、吐出孔からは、大きく崩れた断面形態となった複合ポリマーが吐出されることとなる。また、閉塞した分岐孔に流入するべきポリマーは、行き場がなくなるために、他の分岐孔に流入せざるを得ないのである。このため、断面方向に吐出量の大きな分岐が発生し、所望の断面形態を得ることが困難になる。分配方式口金において、高精度な断面を形成させるためには、断面方向に無数の分岐孔を配置させる必要があり、おのずと分岐孔径は極めて縮小されたものとする必要がある。
【0032】
この分岐孔径の縮小により上記した閉塞現象は一層起こりやすい。特に、溶融紡糸においては紡糸パック以前の工程が複雑な溶融ポリマーの配管を有する装置であるために、ポリマーが異常滞留して経時的に劣化した炭化物などの異物が発生しやすく、かかる劣化異物がポリマー流に混入すると閉塞現象を避けることが困難なものとなる。これを予防するためには、断面形態制御の精度を犠牲にして、分岐孔を拡大したものにすることも考えられるが、これでは分配方式口金を採用する目的を損なう可能性がある。
【0033】
一方、本発明の複合口金においては、複数孔−合流溝−複数孔といった繰り返しを複数回行うために、一部の孔が閉塞しても、ポリマー流は他の孔に容易に流入することができるので、仮に閉塞部分が欠落したとしても下流の合流溝で充填される。更には、同一の合流溝に複数の分配孔が穿設されているために、閉塞した孔のポリマーが他の孔に流入しても、その影響は極めて小さいものであるし、更に下流の合流溝で再度合流されることになるので、その影響は実質的に皆無となる。また、この合流溝を設けた効果は、様々な流路を経たポリマーが合流するという点でも大きい。
【0034】
例えば、溶融紡糸の場合、従来のトーナメント分岐方式では、設計上断面中心部の流路が短く、外層部が長くなるため、熱履歴が繊維断面方向で異なることとなる。このため、中心部と外層部ではポリマーの分子量が異なることとなり、当然ポリマーの粘度に分布が生じる。分配方式口金においては、基本的に分配板から吐出された複合ポリマー流は機械的な制約を受けることなく、流動していくため、この粘度バランスが崩れることが、断面形態の維持を困難にするのである。これを抑制するためには、孔径や孔数によって吐出速度を制御し、流速を合わせることで断面形態を安定化させることも考えられるが、この粘度低下の挙動を予測し、それを設計に組み入れることは困難を極める。
一方、本願発明の複合口金においては、ポリマーが合流して複合ポリマー流を吐出する吐出プレートの上流を構成する部材の少なくとも2枚部材に各成分のポリマーを一時的に貯留するための溝が1枚の部材あたり複数本設けられ、当該溝の断面方向に沿って1本の溝あたり複数の孔が設けられ、当該孔の下流側に、複数の独立した溝に由来するポリマーを合流させて一時的に貯留するための溝がさらに1枚の部材あたり複数本設けられたことを特徴とする複合口金を用いることが好適である。すなわち、本発明の複合口金においては、様々な流路を経たポリマーが複数回合流される。また、合流後断面方向に再分配されるために、このような熱履歴などによる粘度の変化や断面方向での分布斑に対する考慮はほとんど必要がない。ここで考慮すべきは、吐出板直上のポリマーの流速比であり、場合によっては、吐出量、孔径および孔数によって、吐出速度を制御することが好ましい。すなわち、本発明の複合口金においては、断面形態の精度を高めるためにポリマーAおよびポリマーBを最終分配板では超多数に分配させることになるので、分配孔毎の吐出量を極めて少量にできるためである。
【0035】
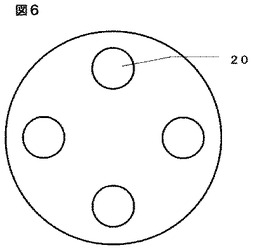
このため、ここでの圧力損失は10−2から10−5MPaレベルと極めて小さくなり、各分配孔から吐出されたポリマー流は他のポリマー流による干渉を容易に受けることとなる。ここで、例えば、ポリマーAとポリマーBの流速の差が大きい場合には、各部分でポリマー流が曲がるなどの乱れが生じ、断面形態が崩れてしまう可能性がある。このポリマー間等の干渉を抑制するためには、ポリマーAおよびポリマーBの吐出速度を制御するという観点で設計することが好ましく、これらの流速比の好ましい範囲としては、単孔当たりのポリマーAの吐出速度Va、ポリマーBの吐出速度をVbとした場合、その比(Va/VbあるいはVb/Va)が0.05〜20であることが好ましく、更に好ましくは、0.1〜10の範囲である。この範囲であれば、最終分配板から吐出されたポリマーはお互いに干渉することなく複合ポリマー流は層流として、導入孔(20)を経て、縮小孔(21)に導かれるため、断面形態が安定し、精度よく形態を維持することができる。
【0036】
以上のように本発明の複合口金における合流溝の効果を記述したが、この合流溝の効果をより高めるために、異なる合流溝1の分配孔1から吐出されたポリマー流が合流溝2で合流されることが好ましい。
【0037】
図3および図4に例示した本発明の複合口金の一部を用いて、この点について詳細に説明する。本発明における合流とは、分配板に配置される合流溝において、その上流にある異なった分配孔から吐出されたポリマー流を合流するということを意味する。
【0038】
同じ合流溝に穿設された分配孔a−1(25)および分配孔a−2(26)、また、分配孔b−1(27)、分配孔b−2(28)から吐出されたポリマー流は、下流の分配板で、異なる合流溝に流入する。具体的には、下流の合流溝では、分配孔a−1および分配孔b−1から流入したポリマー流が合流し、分配孔a−2および分配孔b−2から流入したポリマー流が合流する。これは、先に記載した孔の閉塞および流路履歴の均一化を考えた場合、その効果が更に向上することは言うまでもなく、均質なポリマーが断面方向に均等に分配されることとなる。本発明の複合口金においては、これを複数回繰り返すことによって、更に断面形態の精度と安定性を高めることができる。これを実現する手段としては、合流溝1に対して、合流溝2を円周方向に角度をもって配置させることで可能となり、その角度は1〜179°の範囲であれば理論的に可能となる。
【0039】
但し、この合流溝1と合流溝2の設計を簡易化するためには、10〜170°の範囲が好ましい。ちなみに、図3、図4および図5に示されるように、合流溝Aおよび合流溝Bを交互に配置することで、1枚の分配板で2成分のポリマーを断面方向に分配することができる。これにより、従来のトーナメント分岐方式に比べ分配板の枚数を削減することができる。従来のトーナメント分岐方式では、基本的に分配板1枚あたり、1成分のポリマーが分岐(分配)される設計となっているため、例えば、ポリマーAおよびポリマーBを分岐させる毎に最低でも2枚の分配板が必要となるが、本発明の複合口金では、1枚で両成分の分配が完了する。
【0040】
更に、図3、図4および図5の如く、合流溝を断面方向に拡張して設計しておけば、1枚で多数の分配孔を配置することができるので、従来のトーナメント分岐方式と比較して、その分配数を格段に増加させることが可能となる。この効果は、分配板の製造コスト削減に繋がることはもとより、余分な流路を削減するという観点では、溶融紡糸に適用した場合にはポリマーの異常滞留の抑制などの効果を発揮して分子量低下の抑制に繋がり、結果として複合繊維の力学特性、耐熱性および耐薬品性の向上に寄与することができる。
【0041】
本発明において、吐出板直上の分配板には、複合ポリマーの最外層に位置するように少なくとも1成分用の分配孔を穿設することが好ましい。これは、分配板3(図5)に示すように分配孔を底面に穿設した環状溝(24)を設置することにより可能になる。この効果によって本発明の複合口金においては、分配板から吐出された複合ポリマー流は機械的な制御を受けることなく、吐出導入孔を経て、縮小孔によって断面方向に大きく縮小される。その際、複合ポリマー流の外層部では大きく流れが屈曲されることに加えて、孔壁とのせん断を受けることとなる。この孔壁−ポリマー流外層の詳細を見ると、孔壁との接触面においては、せん断応力によって流速が遅く、内層に行くにつれ流速が増加するというような流速分布に傾斜が生じる。このため、特に粘度比が大きい2種類以上のポリマーが混在する場合には、複合ポリマー流外層の一部分では流速が異なることになる場合がある。
【0042】
また、粘度が全く同程度のポリマーが混在する場合には、上記した現象が発生する可能性は低いものの、断面形態の精度および安定性を向上するという観点から、これを配慮した設計にすることが好ましい。本発明の複合口金においては、この配慮として、少なくとも1成分のポリマーが流入するための環状溝および分配孔を吐出板直上の分配板に設けることが好ましい。この環状溝および分配孔を設置することで、複合ポリマー流の最外層に1成分のポリマーによって構成される層が形成されることとなる。上記した孔壁とのせん断応力は、この層に担わせることができるため、最外層部分の流速分布は円周方向で均一になり、本発明の複合ポリマー流の安定性が格段に向上する。
【0043】
この環状溝の底面に穿設した分配孔は、同分配板の合流溝数および吐出量を考慮することが望ましいが、円周方向に3°当たり1孔設ければ良く、好ましくは1°当たり1孔設けることである。この環状溝にポリマーを流入させる方法は、図4に示したように、内1成分のポリマーの合流溝を断面方向に延長しておき、この両端に分配孔を穿設するなどすれば、無理なく環状溝にポリマーを流入させることができる。
【0044】
図5では環状溝を1環配置した分配板を例示しているが、この環状溝は2環以上であっても良く、この環状溝間で異なるポリマーを流入させても良い。この環状溝に穿設する分配孔から吐出されるポリマー流の吐出速度は、各分配孔の径とその分配孔から吐出される吐出量の関係によって制御することが好ましい。この流速の好ましい範囲としては、複合流のポリマー流速がVco、環状溝の分配孔から吐出されるポリマー流速をVrとした場合、その比(Vco/VrあるいはVr/Vco)が0.05〜20であることが好ましく、更に好ましくは、0.1〜10の範囲である。この範囲であれば、複合ポリマー流の最外層に環状溝から吐出されたポリマーが層状に配置されため、断面形態が安定するので、長時間の紡糸であっても精度よく形態を維持することができる。
【0045】
本発明の分配板の作製方法は、従来の口金作製で採用されるドリル加工や金属精密加工方法であって、Numerical Control旋盤加工、マニシング加工、プレス加工、レーザー加工等の加工方法を採用することで作製が可能となる。これらの加工方法は被加工物の歪抑制という観点から、加工板の厚みの下限に制約があるため、複数の分配板を積層させる本発明の複合口金に適用する紡糸パックの寸法を考慮する必要がある。このため、本発明の複合口金を既存の設備に適用するという点においては、分配板は薄板加工で作製することが好ましく、この場合、通常電気・電子部品の加工に用いられるエッチング加工方法が好適である。
【0046】
エッチング加工方法とは、作成したパターンを薄板に転写し、この転写された部分あるいは/または転写されなかった部分を化学的に処理することで、金属板に微細加工を施す技術である。この加工方法であれば、被加工物の歪への配慮が必要ないため、上記した他の加工方法と比較して、被加工物の厚みの下限に制約がなく、極めて薄い金属板に本発明で言う合流溝や分配孔を穿設することができる。エッチング加工で作製した分配板は1枚当たりの厚みを薄くすることが可能になるため、この分配板を複数枚積層させても、複合口金の総厚みに与える影響はほとんどない。このため、各断面形態用の分配板に合わせて、他のパック部材を新設する必要がない。すなわち、分配板のみを交換すれば、断面形態を変更することが可能となるため、繊維製品の高性能多品種化が進む昨今では、好ましい特徴と言える。
【0047】
以上で本発明の複合口金における重要な特徴である分配板について詳細に説明したが、ここでポリマー流に視点を戻し、分配板より下流の吐出板について以下に説明する。
【0048】
分配板から吐出されたポリマーAおよびポリマーBによって構成された複合ポリマー流は、吐出導入孔から吐出板に流入される。本発明の複合口金においては、この吐出導入孔を設けることが好ましい。吐出導入孔とは、分配板から吐出された複合ポリマー流を一定距離の間、吐出面に対して垂直に流すためのものであり、ポリマーAおよびポリマーBの流速差を緩和させるととともに、複合ポリマー流の断面方向での流速分布を低減させることを目的としている。
【0049】
この複合ポリマー流は吐出導入孔を経て、所望の径を有した吐出孔に導入する間に存在する縮小孔によって、ポリマー流に沿って断面方向に縮小される。縮小孔において、複合ポリマー流の中層の流線はほぼ直線状であるが、外層に近づくにつれ、大きく屈曲されることとなる。ここで、複合ポリマー流に流速分布がある場合には、ポリマーA−ポリマーB間および中層−外層間で流速分布が助長される場合がある。このため、断面形態の安定性が向上という観点から縮小孔に導入する以前に吐出導入孔を穿設し、複合ポリマーの流速分布を抑制することが好ましいのである。
【0050】
この流速分布の抑制という点においては、上記したように吐出量、孔径および孔数によって、ポリマーAおよびポリマーBの流速自体を制御することで更に優れた効果を奏でるのである。ポリマーAおよびポリマーBの吐出線速度およびポリマー分子量を考慮する必要はあるものの、ポリマー流速の緩和時間は、10−1〜10−4秒程度であるため、流速比の緩和がほぼ完了するためには、複合ポリマー流が縮小孔(21)に導入されるまでに10−1〜102秒程度の時間を確保すればよく、本研究者らの検討においては、この時間が10−1〜10秒あれば、流速の分布は十分に緩和され、断面の安定性向上に効果を発揮する。このため、分配板から吐出されたポリマーAおよびポリマーBのポリマー流あるいは/または複合ポリマー流が縮小孔(21)に導入されるまでに10−1〜10秒(=吐出導入孔長/ポリマー流速)となるように吐出導入孔長を決定することが好ましい。
【0051】
次にポリマーAおよびポリマーBによって構成された複合ポリマー流は、吐出導入孔を経て縮小孔(21)に導かれる。縮小孔では、上記したように所望の径を有した吐出孔に複合ポリマー流を流入させるために、断面方向に縮小することを目的としており、これは従来公知の口金においても、用いられている技術である。但し、本発明の複合口金においては、ポリマーAおよびポリマーBを合わせると無数のポリマー流によって構成された複合ポリマー流の断面形態を崩さないまま、縮小させる必要がある。このため、この縮小孔の孔壁の角度は、吐出面に対して、30〜90°の範囲に設定することが好ましく、係る範囲であれば、断面形態を崩すことなく複合ポリマー流を縮小して、吐出孔に導入させることができる。
【0052】
このようにして縮小された複合ポリマー流は、吐出孔(22)から紡糸線に吐出される。この吐出孔は、複合ポリマー流の流量、すなわち吐出量を再度計量する目的があり、ポリマーの粘度および吐出量を考慮して決定するのが好適であるが、本発明の複合口金を溶融紡糸にて採用する場合には、吐出孔径は0.1〜2.0mm、吐出孔長/吐出孔径は0.1〜5.0とすることが好ましい。
【0053】
本発明の複合口金によって得られる繊維とは、2種類以上のポリマーが組み合わされた繊維のことを意味し、繊維横断面において2種類以上のポリマーが層状あるいは海島状等の形態をとって存在している繊維のことを言う。また、その繊維の用途および要求される特性に応じて、本発明の複合口金によって、単独繊維を紡糸することも可能である。ここで、本発明で言う2種類以上のポリマーとは、分子構造が異なるポリマーを2種類以上使用するということが含まれるのは言うまでもないが、何らかの成分が共重合されたり、種々の添加剤や粒子の添加量が異なること、色調が異なること、また、分子量が異なることなどが含まれる。
【0054】
本発明の複合繊維は、大きく芯鞘複合繊維、サイドバイサイド繊維および海島複合繊維が含まれ、これらが断面に多層に組み合わされた複雑な断面を有した複合繊維を意味する。
【0055】
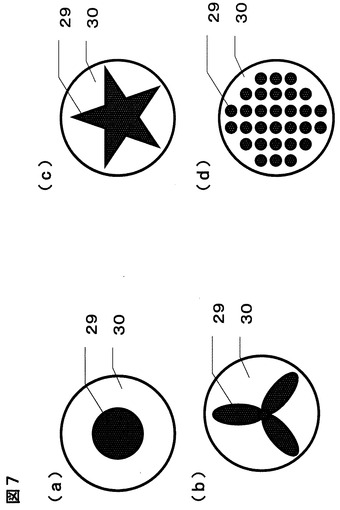
ここで言う芯鞘の芯成分は真円に加え、星形、三葉などの多葉断面、不定形などが製造可能である。芯鞘複合繊維とは、図7(a)〜(c)に示すように、異なる2種類以上のポリマーが繊維軸に垂直の断面において、芯成分を鞘成分が被覆するように構成されている繊維を意味する。
【0056】
また、更なる特性の向上のために芯成分と鞘成分を多層としたり、芯成分または/あるいは鞘成分が2種類以上のポリマーにより構成(例えば、ポリマーアロイ)することも好適である。芯鞘複合繊維の製造方法としては、本発明の複合口金の最終分配板において、例えばポリマーAの分配孔の配置を繊維断面の中層に集め、ポリマーBの配置を繊維断面の外層に集めることで芯鞘型の複合ポリマー流を形成させることができる。ここで、図5のようにポリマーAおよびポリマーBの合流溝が交互に配置されている場合には、ポリマーAの合流溝には中層にだけ分配孔を穿設し、ポリマーBの分配孔が外層にのみ穿設されるように設計すれば、吐出された複合ポリマー流は、縮小孔にて断面方向に縮小されることになるので、芯鞘複合流となる。この時、分配孔は円形でも問題ないが、接触を良好にするため、楕円形状や長方形形状とすることができる。
【0057】
芯鞘複合繊維において、ポリマーAを難溶出成分とし、かつあらかじめ星形、三葉などの多葉断面、不定形などのポリマーAを配置して、それを被覆するようにポリマーBを配置すれば、複合繊維として紡糸した後、ポリマーBを溶出することで、例えば三葉などといった多葉断面(図7−(b))あるいは星形(図7−(c))などの異形断面繊維が得られる。また、ポリマーAとポリマーBを断面中層から外層にかけて断面方向に交互に配置すれば、多重芯鞘繊維となる。
【0058】
例えば、芯鞘複合繊維においては、屈曲疲労や摩耗特性も従来品よりも向上し、タイヤコードやタイヤのキャップレイヤー材などのゴム補強用途のみならず漁網や農業資材の他、スクリーン紗などにも好適に用いることができる。
【0059】
サイドバイサイドとは、横断面方向で見て、2種類以上のポリマーが貼り合わされた形態をとり構成されているものであり、このサイドバイサイド複合繊維の製造方法としては、本発明の複合口金の最終分配板で、ポリマーAとポリマーBを断面方向に左右対称、左右非対称あるいは交互に配置するようにすればサイドバイサイド繊維となる。このようにサイドバイサイドについては、2種類以上のポリマーが多層に貼り合わされていても良いし、3種類以上のポリマーを貼り合わせることにより、3種類以上の特性を付与することも好適である。最終分配板から吐出されたポリマーAおよびポリマーBのポリマー流は、上記したように芯鞘複合の場合と同様に縮小孔で断面方向に縮小され、サイドバイサイド型の複合流となる。
【0060】
例えば、サイドバイサイド繊維では、繊維断面方向で、収縮特性および染色特性が断面方向に変化した繊維を得ることができる。また、吸湿によって収縮性を発現するポリマーを片方に配置すれが、吸湿によって、布帛の網目等が変化するため、衣料用の通気性自己調節機能及び透湿防水機能を有する布帛となる。
【0061】
海島型複合繊維とは、図7−(d)に示すように異なる2種類以上のポリマーが繊維方向に対し垂直な断面に海島構造を形成しているものである。前記海島構造とは、島成分が海成分により複数に区別されている状態あるいは構造を形成しているものであり、その区別された状態または島成分の断面形状に制約はなく、易溶出成分を溶出することにより、いわゆる極細繊維だけでなく、分割繊維等も得ることができる。
【0062】
この海島複合繊維は本発明の複合口金において、その効果を有効に発揮できる断面形態の一つと言える。すなわち、本発明の複合口金では、ポリマーAおよびポリマーBを繊維断面に点で配置することが可能であるため、例えば、ポリマーAを難溶出成分、ポリマーBを易溶出成分とすれば、このポリマーAの1点がそのまま島となる。一般的な海島複合口金においては、無数のパイプ群を配置し、これを易溶出成分で満たされるプールに導入することで、いわゆる無数の芯鞘複合流を形成させることで、海島複合断面を形成させる。この場合、1島を作製するパイプにはパイプの厚みが加算されるため、1吐出孔に関わる作製面積がおのずと大きいものになる。
【0063】
このため、限られたスペースで海島複合流を形成する場合には、島本数に制限ができ、海島複合繊維の目的とする、極細繊維の繊維径はこれに伴って、拡大されたものとなる。また、密集したパイプの間に易溶解成分(海成分)を回り込ませるには、限界があり、限界を超えた島数にすると、中層に海成分が回り込まず、島合流といった問題が発生する。一方、本発明の複合口金に関しては、パイプを用いることなく、かつ上記したように、ポリマーAおよびポリマーBを制御し、点で断面に配置することができる。このため、作製するパイプの厚みが加算されることがないため、限られたスペースに配置できる島本数を格段に増加させることができる。また、一般的な複合口金で、従来多島化を困難にしていた海成分の回りについても、易溶出成分を直接的に制御し、繊維断面に配置することで、内層・外層問わず、均等に易溶出成分を配置させることができるのである。
【0064】
また、本発明の複合口金においては、上記したようにトーナメント分岐ではないため、ポリマーの流れが常に安定化したものであり、従来技術では困難である高精度な超多島の海島複合繊維の製造が可能になるのである。ここで島数に関しては、理論的には2本からスペースの許す範囲で無限に作製することは可能であるが、実質的に実施可能な範囲として、2〜10000島が好ましい範囲である。本発明の複合口金の優位性を得る範囲としては、100〜10000島が更に好ましい範囲であり、本発明者等が検討した範囲では、この島充填密度は、0.1〜20島/mm2の範囲であれば実施可能であった。この島充填密度という観点では、本発明の複合口金の優位性が得られる範囲としては、1〜20島/mm2が好ましい範囲である。ここで言う島充填密度とは、1島を形成するのに必要なスペースを表すものであり、この値が大きい程多島の海島複合繊維が可能ということになる。本発明で言う島充填密度は、1吐出量から吐出される島数を吐出導入孔径で除することによって求めた値である。
【0065】
本発明の複合口金を用いた海島型複合繊維の製造方法としては、ポリマーAを難溶出成分とし、ポリマーBを易溶出成分とした場合、最終分配板において、このポリマーAの分配孔とポリマーBの分配孔を断面方向に交互に配置する、いわゆる千鳥格子型配置に設計すれば、採取する複合繊維の断面は海島断面となる。さらに、島成分同士の接着を抑制するという観点では、島成分用の分配孔を中心とした円周上に海成分用の分配孔が穿設されていることがより好ましい。具体的には、海成分用の分配孔は島成分用の分配孔1孔に対して、1/3孔以上穿設されることが好ましい。かかる範囲であれば、島成分の囲い込みを満足に行うことができ、島成分同士の接着を抑制することができる。また、本願発明の複合口金においては、このような囲い込みを利用することで、従来技術で達成することが非常に困難であった島成分の多角形化が可能となる。この島成分の多角形化のためには、海成分(ポリマーB)用の分配孔の数が島成分(ポリマーA)用の分配孔1孔に対して、下記式を満たすことが好ましい。
【0066】
【数1】
【0067】
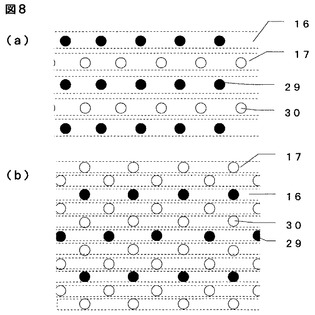
ここで、hsは海成分用分配孔数、pは多角形の頂点数(pは3以上の整数)である。hsがp/2−1以上の場合には、島成分用分配孔から吐出されるポリマーの囲い込みが満足に行えるようになる。このため、シャープなエッジを有した多角形の島成分を形成させることが可能になる。一方、海成分用分配孔の数を増やすとポリマーの囲い込みという観点では、好適であるものの、穿設できる島成分孔数に制限ができる場合がある。このため、海成分孔の3p以下とすることが好ましい。hsのより好ましい範囲としては、p/2−1≦hs≦2pとすることが島成分用の分配孔数を多く穿設できるという観点でより好ましい範囲である。具体的には、図8−(a)に示すように、ポリマーAおよびポリマーBの合流溝を断面方向に交互に配置し、等間隔に配置されたポリマーAの分配孔の間にポリマーBの分配孔を穿設するように設計すればよい。図9−(a)に示した方形格子状(hsは1孔=(1/4)×4)は四角形断面、図9−(b)に示した三角格子(hsは1/2孔=(1/6)×3)の場合は三角形断面というように高エッジの多角形断面の島成分となる。また、図8−(b)のようにポリマーAの合流溝の間にポリマーBの合流溝を2溝配置するようにし、断面方向(図中縦方向)に見てポリマーがBBABBとなるように分配孔を穿設すれば、図9−(c)に示した六角格子状になる。この場合、hsは2孔(=(1/3)×6)であって、島成分は六角断面を有するようになる。
【0068】
上記例示した規則的な配置に加えて、ポリマーBの分配孔の間に小径のポリマーB用分配孔を追加することやポリマーBの分配孔を円形だけでなく、場所によって楕円形や長方形とすることも、島合流抑制という観点では好適な手段である。
【0069】
海島複合繊維の場合には、海成分を溶出することで、単独紡糸では得ることができない非常に縮小された極細繊維を得ることができる。本発明の複合口金を活用すれば、繊維径が10〜1000nm、かつ繊維径バラツキを表す繊維径CV%が0〜30%の均一性の優れた長繊維型ナノファイバーを作製することができる。このナノファイバーは、シート状物とすることで、磁気記録ディスクなどに用いるアルミニウム合金基板やガラス基板を超高精度の仕上げ加工を施すのに好適に用いることができる。また、前述した多角形を有した島成分からなる多角形のナノファイバーはこの超高精度仕上げ加工に非常に適した特性を有する。というのは、極細繊維の断面形状によって、シート状物の表面特性や力学特性を自由に制御することができ、さらにエッジ部を無数に有するため、砥粒等を効果的に捕捉することができるためである。但し、本発明の複合口金であれば、あえて一部の島を合流させ、繊維径分布を自由に制御したシート状物も作製可能である。
【0070】
以上のように、本発明の複合口金で製造可能な複合形態を従来公知の断面形態を例示して説明したが、本発明の複合口金においては、断面形態を任意に制御することができるため、以上の形態にとらわれることなく、自由な形態を作製することができる。また、本発明の複合口金は、一般的な溶融紡糸法、メルトブロー法およびスパンボンド法に適用可能であるし、湿式および乾湿式などの溶液紡糸法などにも適用可能である。
【0071】
本発明の複合口金により得た繊維は、高精度の断面形態を有するため、衣料用途に用いた場合には品位ならびに感性に優れたものとなることが言うまでもなく、力学的特性、耐薬品性、耐熱性という観点から見ても、単独ポリマーでは出せない特性を有する繊維となるために、産業資材用途でも有効に活用することができる。
【0072】
ここで、複合繊維では、強度は2cN/dtex以上が好ましく、産業資材用途で必要とされる力学的特性を考えれば、5cN/dtex以上であることが好ましい。現実的な上限としては20cN/dtexである。また、伸度は延伸糸で2〜60%、特に高強度が必要とされる産業資材分野では2〜25%、衣料用では25〜60%とすることが好ましい。
【0073】
本発明の複合繊維を得る方法、紡糸方法は、公知の複合紡糸機で、本発明の複合口金を使用すればよい。例えば、溶融紡糸の場合には、紡糸温度は、2種類以上のポリマーのうち、主に高融点や高粘度ポリマーが流動性を示す温度とする。この流動性を示す温度としては、分子量によっても異なるが、そのポリマーの融点が目安となり、融点+60℃以下で設定すればよい。これ以下であれば、紡糸ヘッドあるいは紡糸パック内でポリマーが熱分解等することなく、分子量低下が抑制されるため、好ましい。紡糸速度はポリマーの物性や複合繊維の目的によって異なるが、500〜6000m/分程度とすることができる。特に、産業資材用途で高い力学的特性が必要な場合には、高分子量ポリマーを用い、500〜2000m/分とし、その後高倍率延伸することが好ましい。延伸に際しては、ポリマーのガラス転移温度など、軟化できる温度を目安として、予熱温度を適切に設定することが好ましい。予熱温度の上限としては、予熱過程で繊維の自発伸長により糸道乱れが発生しない温度とすることが好ましい。例えば、ガラス転移温度が70℃付近に存在するポリエチレンテレフタレート(PET)の場合には、通常この予熱温度は80〜95℃程度で設定することが好ましい。
【0074】
前記した複合繊維は、繊維巻き取りパッケージやトウ、カットファイバー、わた、ファイバーボール、コード、パイル、織編、不織布、紙、液体分散体など多用な繊維製品とすることができる。
【0075】
本発明の複合繊維から異形断面繊維を得る場合には、易溶出成分が溶出可能な溶液などに複合繊維を浸漬して易溶出成分を除去することで、難溶出成分からなる異形断面繊維を得ることができる。易溶出成分が、5−ナトリウムスルホイソフタル酸などが共重合された共重合PETやポリ乳酸(PLA)等の場合には、水酸化ナトリウム水溶液などのアルカリ水溶液を用いることができる。本発明の複合繊維をアルカリ水溶液にて処理する方法としては、例えば、複合繊維あるいはそれからなる繊維構造体とした後で、アルカリ水溶液に浸漬させればよい。この時、アルカリ水溶液は50℃以上に加熱すると、加水分解の進行を早めることができるため、好ましい。また、流体染色機などを利用し、処理すれば、一度に大量に処理をすることができるため、生産性もよく、工業的な観点から好ましいことである。
【実施例】
【0076】
以下実施例を挙げて、本発明の複合口金の効果を具体的に説明する。本発明において、断面形態の精度および安定性に関して、断面方向全体における制御が必要となる海島型複合繊維を評価サンプルとし、この島平均径、島径CV%、島間隔および島間隔CV%を用いて数値化した。この評価方法は下記の通りとする。
【0077】
A.海島型複合繊維の島平均径および島径CV%
海島型複合繊維を繊維軸方向の任意の位置で切断した。その繊維断面を(株)キーエンス製 VE−7800型走査型電子顕微鏡(SEM)にて倍率5000倍で撮影した。また、必要に応じて金属染色を施した。この処理を同様に得られた海島型複合繊維の複数本に施し、これらの断面写真から無作為に面積100μm2の範囲を10ヶ所抽出し、各場所の写真を画像処理ソフト(WINROOF)にて、全ての島径(外接円径)を測定し、島平均径、最小島径、最大島径および島径標準偏差を求めた。ここで言う島平均径とは、島径測定数にて島径の総和を除する値を意味する。
【0078】
これらの結果から下記式を基づき島径CV%を算出した。以上の値は全て10ヶ所の各写真について測定を行い、10ヶ所の平均値とした。
島径CV%=(標準偏差/平均値)×100
また、断面形態の経時的な変化を評価するために、72時間連続して紡糸を行い、この72時間後の値を同様の方法で測定し、その変動率を求めた。ここで、紡糸開始時の島平均径をD0、72時間後の島平均径をD72とした時に、変動率(D72/D0)が1±0.1までを○(変動なし)、これ以上を×(変動あり)とした。
【0079】
B.海島複合繊維の島間隔および島間隔CV%
上記した方法と同様に、無作為に面積100μm2の範囲を10ヶ所抽出し、各場所の写真で、島間隔の平均値、最大値、最小値および標準偏差を求めた。ここで言う島間隔とは、隣り合った一対の島において、この島同士が最も接近した場所で接線を引き、この接線間の距離を意味する。島間隔CV%は、下記式によって求められる。また、以上の値は全て10ヶ所の各写真について測定を行い、10ヶ所の平均値とした。
【0080】
島間隔CV%=(標準偏差/平均値)×100
また、上記の場合と同様に、72時間紡糸後の変動率を求めた。ここで、紡糸開始時の島間隔をL0、72時間後の島間隔をL72、とした時に、変動率(L72/L0)が1±0.1までを○(変動なし)、これ以上を×(変動あり)とした。
【0081】
実施例1
島成分として、固有粘度(IV)が0.65dl/gのポリエチレンテレフタレート(PET)と、海成分として、IV0.58dl/gの5−ナトリウムスルホイソフタル酸5.0モル%共重合したPET(共重合PET)を285℃で別々に溶融後、計量し、図1から図6に示した本発明の複合口金が組み込まれた紡糸パックに流入させ、吐出孔から複合ポリマー流を吐出した。なお、φ0.3mmの計量孔を有した計量板を4枚積層させ、分配板3には、島成分用として、1200の分配孔が穿設されており、環状溝には円周方向1°毎に分配孔が穿設されたものを使用した。下記の吐出量とした場合、最終分配孔のポリマーAの吐出速度VaとポリマーBの吐出速度Vbの比は1.0、複合ポリマー流速Vcoと環状溝のポリマー流速Vrとの比は1.2であった。
【0082】
また、吐出導入孔径は20mm、吐出孔径0.5mm、吐出孔長/吐出孔径は1.5のものである。海/島成分の複合比は、30/70とし、吐出された複合ポリマー流を冷却固化後油剤付与し、紡糸速度1500m/minで巻き取り、150dtex−10フィラメント(単孔吐出量2.25g/min)の未延伸繊維を採取した。巻き取った未延伸繊維を90℃と130℃に加熱したローラ間で2.5倍延伸を行い、60dtex−10フィラメントの延伸繊維を得た。この延伸繊維の断面を観察したところ、断面に六角断面の島成分が均一配置された海島断面を形成していることを確認することができた。
【0083】
この複合繊維の島平均値(D0)は568nm、島径CV%(C0)は11.9%、島間隔(L0)は920nm、島間隔CV%(LC0)は13.8%であり、構造規則性があり、かつ島径が揃った高精度な海島断面が形成されていることが確認できた。この後、連続して紡糸を行い、この72時間後に採取した未延伸繊維を利用して、上記条件で再度延伸を行い採取した海島複合繊維について同様評価を行った。72時間後の島平均値(D72)は573nm、島径CV%は12.5%、島間隔(L72)は920nm、島間隔CV%(LC72)は14.4%であり、本発明の複合口金においては、長時間紡糸後であっても高精度な海島断面が維持されていることがわかった。島平均径の変動率(D72/D0)は1.01であり、島間隔の変動率(L72/L0)は1.00であり、いずれも変動なし(○)であった。
【0084】
実施例2
環状溝に穿設される分配孔が3°毎に穿設されている分配板3を用いたこと以外は全て実施例1に従い実施した。
【0085】
採取した複合繊維のD0は583nm、C0は18.1%、L0は900nm、LC0は19.9%であった。また、72時間連続紡糸後のD72は591nm、C72は19.1%、L72は882nm、LC72は15.0%であり、また、D72/D0は1.01、L72/L0は0.98であり、いずれも変動なし(○)であり、高精度な海島断面が長時間紡糸を行っても維持されていることがわかった。また、島成分は六角断面であった。
【0086】
比較例1
実施例1で用いた計量板を積層せず、各分配孔に対して、8孔に分配する分配板および2孔に分配する分配板を組み合わせたトーナメント分岐方式の分配複合口金を用いて、実施例1に記載の紡糸条件で紡糸を行った。なお、この分配複合口金は、島数が1024であり、最終分配板最外周には、環状に分配孔を設けていない。最終分配孔のポリマーAの吐出速度VaとポリマーBの吐出速度Vbの比は0.4であった。
【0087】
採取した複合繊維のD0は783nm、C0は20.1%、L0は1010nm、LC0は20.7%であり、比較的精度が高い海島断面を形成していた。しかしながら、72時間連続紡糸後では、外層部にところどころ複数の島成分が合流している箇所が見られ、D72は940nm、C72は30.3%、L72は886nm、LC72は31.4%であった。結果、D72/D0は1.20、L72/L0は0.85であり、いずれも変動あり(×)であった。以上のようにトーナメント分岐方式の分配複合口金では、紡糸開始時には比較的精度の高い海島断面が形成されているものの、紡糸時間の増加に伴って、断面形成の精度が低下しまうことがわかった。
【0088】
実施例3
実施例2に記載する本発明の分配複合口金を用いて、海/島成分の複合比を70/30としたこと以外は全て実施例2に従い実施した。なお、最終分配孔のポリマーAの吐出速度VaとポリマーBの吐出速度Vbの比は1.0、複合ポリマー流速Vcoと環状溝のポリマー流速Vrとの比は2.0であった。
【0089】
採取した複合繊維のD0は373nm、C0は16.2%、L0は1400nm、LC0は21.0%であった。また、72時間連続紡糸後のD72は388nm、C72は15.4%、L72は1372nm、LC72は16.0%であった。D72/D0は1.04、L72/L0は0.98であり、いずれも変動なし(○)であった。
【0090】
実施例4
実施例1で使用した計量板を6枚積層させ、実施例2に記載する本発明の分配複合口金を用いて、単孔吐出量が1.0g/minとしたこと以外は、全て実施例2に従って実施した。
【0091】
採取した複合繊維のD0は252nm、C0は17.2%、L0は591nm、LC0は19.6%であった。また、72時間連続紡糸後のD72は262nm、C72は14.4%、L72は568nm、LC72は19.0%であった。D72/D0は1.04、L72/L0は0.96であり、いずれも変動なし(○)であった。この結果から、本発明は低吐出量とした場合でも非常に精度高く複合断面が形成および維持されることがわかった。
【0092】
実施例5
実施例2に記載する本発明の分配複合口金を用いて、紡糸速度を3000m/分とし、延伸倍率を2.0倍としたこと以外は、全て実施例4に従って実施した。
【0093】
紡糸速度を3000m/分と高速にしても未延伸糸の巻取りは問題なく、安定して未延伸糸を採取することができた。また、この未延伸糸に延伸を施した海島複合繊維のD0は301nm、C0は17.8%、L0は460nm、LC0は19.6%であった。また、72時間連続紡糸後のD72は317nm、C72は14.1%、L72は437nm、LC72は18.0%であった。結果、D72/D0は1.05、L72/L0は0.95であり、いずれも変動なし(○)であった。
【0094】
実施例6
分配孔が穿設された環状溝を設置しなかったこと以外は全て実施例1に従って実施した。
【0095】
海島複合繊維のD0は571nm、C0は12.1%、L0は914nm、LC0は14.1%であった。また、72時間連続紡糸後のD72は622nm、C72は15.5%、L72は841nm、LC72は24.4%であった。結果、D72/D0は1.09、L72/L0は0.92であり、いずれも変動なし(○)であった。
【符号の説明】
【0096】
1 計量板
2 分配板1
3 分配板2
4 分配板3
5 吐出板
6 計量溝A
7 計量溝B
8 計量孔A
9 計量孔B
10 合流溝1A
11 合流溝1B
12 分配孔1A
13 分配孔1B
14 合流溝2A
15 分配孔2A
16 合流溝3A
17 合流溝3B
18 分配孔3A
19 分配孔3B
20 吐出導入孔
21 縮小孔
22 吐出孔
23 合流溝2B
24 環状溝
25 分配孔a−1
26 分配孔a−2
27 分配孔b−1
28 分配孔b−2
29 ポリマーA
30 ポリマーB
【技術分野】
【0001】
本発明は、2種類以上のポリマーによって構成される複合ポリマー流を吐出するための複合口金に関するものである。
【背景技術】
【0002】
ポリエステルやポリアミドなどの熱可塑性ポリマーを用いた繊維は力学的特性や寸法安定性に優れるため、衣料用途のみならずインテリアや車両内装、産業用途等幅広く利用されており、産業上の価値は極めて高い。しかしながら、繊維の用途が多様化する現在において、その要求特性も多様なものとなり、しばしば、既存ポリマーでは、対応できない場合がある。
【0003】
これに対して、一からポリマーを分子設計するのでは、コスト的および時間的に課題があり、複数のポリマーの特性を兼ね備えた複合繊維の開発が選択される場合がある。複合繊維の製造方法には大きく2種類の手法があり、1つにポリマー同士を溶融混練するポリマーアロイ法、1つに複合口金を活用する複合紡糸法である。内、複合紡糸法は、2種類以上のポリマーを複合繊維とする原理的な面では、ポリマーアロイ法と差はないが、例えば、複合口金で複合ポリマー流を精密に制御できると言う点で、断面形態の制御には優れた手法であると言える。
【0004】
例えば、芯鞘複合口金を利用した繊維では、芯成分を鞘成分が被覆することで、単独繊維では達成されない風合い、嵩高性などといった感性的効果、また、強度、弾性率、耐摩耗性などといった力学特性の付与が可能となる。また、易溶出成分で鞘成分、難溶出成分で芯成分を異形断面となるように構成し、鞘成分を除去することで精度高く異形断面繊維を得ることができる。
【0005】
通常、ポリエステルやポリアミドなどのポリマーを溶融紡糸によって得た場合、真円形の断面を持つことが多いが、異形断面とすることで真円形の繊維では得られない特殊な風合いを付与したり、織り編みの際のこなれを良くしたり、繊維を被覆する他の樹脂との接触面積を増加させ、剥離などの問題を抑制することができる。複合紡糸法とは、複合口金によって所望とする繊維断面を有した繊維を製造する方法であり、具体的には、2種類以上のポリマーを口金内で複合ポリマー流とし、同一の吐出孔から吐出する方法が採用される。このため、複合ポリマー流の精密な制御が必要であり、当然のことながらこれを形成させる複合口金技術がこの手法にとって重要な要素技術であり、様々な複合口金に関する提案がある。
【0006】
複合口金には、芯鞘型、サイドバイサイド型、溶出型(例えば、海島複合)、分割型と多様なものが存在するが、これらの複合口金においては、吐出後のポリマー流を予想して、予め目的とする形状となった形態形成孔を用いて、1成分のポリマーを他の成分のポリマーで被覆するといった芯鞘複合流を単一あるいは/または複数組み合わせて複合ポリマー流を形成させるものである。しかしながら、この芯鞘複合流の利用を想定した技術では、制御可能な繊維断面形態数には限界があり、特に複雑な断面が多層になったような複雑な断面を制御することは困難であった。
【0007】
このような課題に対して、溝と孔を利用してポリマー流を予め多数に分配し、吐出直前または/あるいは直後で複合化させることで複雑な断面を形成させる分配方式口金が有効な手法の一つである。この分配方式口金では、最終分配板の孔の配置によって、2種類以上のポリマー流を繊維断面に点で任意に配置することができる。このため、従来の複合口金と比較して、繊維断面形状の多様性が大きく広がる可能性がある。このような分配方式口金については、例えば、特許文献1などに提案されている。
【0008】
この技術では、ポリマー流を複数に分岐し、その分岐されたポリマー流を更に複数に分岐する、このように、ポリマー流を口金上流から下流に向けてトーナメント式に分岐する手法(トーナメント分岐)が主として採用されている。分岐されたポリマー流は分岐孔の配置によって繊維断面に一様に分布させることも可能であり、逆に言うと、繊維断面の任意の位置にポリマーを配置することが可能となる。この技術を用いれば、従来複合口金の課題を克服し、理論的には多様な断面形態を構成できる可能性がある。しかしながら、特許文献1で提案される技術では、実質的に分岐されたポリマーは複合ポリマー流となるまで全く別々の流路を通り、吐出板直上あるいは吐出面まで分岐されていく。このため、仮に、この流路の途中で分岐孔が閉塞した場合には、それより下流の分岐孔には、ポリマーが一切流れないかポリマー量が大幅に減少して流入することになってしまう。
【0009】
また、このような閉塞が生じることで、この分岐孔に流れるべきポリマーは全て別の分岐孔に流れ込むこととなり、目的とした断面形態に対して、複合ポリマー流の断面形態は大きく崩れたものとなる。また、特許文献2では、口金最上流から導入されたポリマーを一旦、合成樹脂導入口ブロック下面に設置された流路に導入し、これを境界形成板に穿設された複数の孔によって分配(分割)する方法が提案されているが、これも一旦分配されたポリマー流は下流に向けて、流体貫流路と記載される孔を通じて、別々の流路を通るため、孔の閉塞といった課題があり、やはり断面形態の安定性に課題が残る。
【0010】
複合ポリマー流の吐出後の乱れを抑制するという観点で見ると、吐出孔を有した吐出板直前あるいは/または吐出面での分配孔径および孔配置を工夫する技術があり、特許文献3および特許文献4で提案されている。これらの技術では、外層の孔径を縮小することで、流量を1/2とし、ポリマーの吐出量の均一性の確保(特許文献3)、または、中実円形を呈する複合単繊維群を形成すること(特許文献4)で吐出された繊維断面の形態安定性を確保する技術の提案である。
【0011】
これらの技術においても、この最下流面にポリマー流を導くための分配方式については一切の考慮がなされていない。加えて、分配板から吐出された複合ポリマー流を繊維断面方向に縮小した際のポリマー流の安定性確保に関する技術思想も開示されておらず、繊維断面形態安定性が向上された分配方式口金技術が望まれていた。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】WO89/02938号公報(特許請求の範囲)
【特許文献2】特開平7−278939号公報(第1、2頁)
【特許文献3】特開平4−222205号公報(第1、2頁)
【特許文献4】特開2008−38275号公報(第2頁)
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明は、従来の複合口金と比較して、繊維断面の多様化が可能となる分配方式口金について、上記した課題を解決することを目的とするものであり、多様な断面形態を高精度に形成し、かつこの形態の安定性が高く維持できる複合口金を提供するものである。
【課題を解決するための手段】
【0014】
上記目的は、以下の手段により達成される。すなわち、
(1)少なくとも2成分以上のポリマーによって構成される複合ポリマー流を吐出するための複合口金であり、各ポリマー成分を計量する複数の計量孔を有する計量板、複数の計量孔からの吐出ポリマー流を合流する合流溝1に複数の分配孔1が穿設されている分配板1、前記分配孔からの複数の吐出ポリマー流を合流する合流溝2に複数の分配孔2が穿設されている分配板2、および吐出板とで構成されたことを特徴とする複合口金、
(2)分配板2を2から15枚積層したことを特徴とする請求項1記載の複合口金、
(3)少なくとも一つの分配板2が、前置分配板における合流溝の分配孔によって分配されたポリマー流が合流溝で合流されることを特徴とする(1)又は(2)記載の複合口金、
(4)複合口金の計量板が2から10枚積層したことを特徴とする(1)から(3)のいずれか1項記載の複合口金、
(5)吐出板直上の分配板には複合ポリマー流を取り囲むための少なくとも1成分のポリマーのための複数の分配孔が穿設されていることを特徴とする(1)から(4)のいずれか1項記載の複合口金、
(6)吐出板直上の分配板には少なくとも1成分のポリマーのための複数の分配孔が穿設された環状溝が設置されていることを特徴とする(1)から(5)のいずれか1項に記載されることを特徴とする複合口金、
(7)吐出板には、分配板から吐出された複数のポリマー流が分配板と垂直方向に導入されるように吐出孔導入孔が穿設されていることを特徴とする(1)から(6)のいずれか1項に記載の複合口金、
(8)吐出板直上の分配板において、島成分用分配孔を中心とした円周上に海成分ポリマー用の分配孔が下記式を満たすように穿設されたことを特徴とする(1)から(7)のいずれか1項に記載の複合口金、
【0015】
【数1】
【0016】
ここで、pは島成分の頂点数(pは3以上の整数)、hsは海成分用分配孔数である。
(9)(1)から(8)のいずれか1項に記載の複合口金によって得られる複合繊維、
(10)(9)記載の複合繊維が少なくとも一部を構成する繊維製品、
である。
【発明の効果】
【0017】
本発明の複合口金では、複雑な断面形態を有した複合繊維を製造する場合であっても、各ポリマー成分が分配されるのに際し、複数の分配孔が穿設された合流溝によって複数回分配と合流および計量を繰り返す構成とすることで、従来の分配方式口金の課題であった経時的な分配孔からポリマー吐出変動を抑制し、長時間の紡糸であっても断面形態の精度を高いレベルで維持しつつ、安定性高く紡糸することが可能となる。さらには、本発明の複合口金では、複合ポリマー流を断面方向に縮小し、吐出の際に発生しやすい断面形態の崩れを抑制することで上記した効果をさらに高めることができる。本発明の複合口金によって得られる複合繊維は、多様な断面を高精度に形成され、かつ力学特性も問題ないため、衣料用途だけでなく、産業用途にも幅広く適用することができる。
【図面の簡単な説明】
【0018】
【図1】本発明に係る複合口金の第1実施形態例の説明図であって、図1(a)は本発明の複合口金を構成する主要部分の正断面図であり、図1(b)は計量板の正断面図、図1(c)は分配板1の正断面図、図1(d)は分配板2の正断面図、図1(e)は分配板3の正断面図、図1(f)は吐出板の正断面図であり、図1(b)〜図1(f)はそれぞれ一つの吐出孔に関わる溝および孔を記載したものである。
【図2】本発明に係る計量板の平面図である。
【図3】本発明に係る分配板1の平面図である。
【図4】本発明に係る分配板2の平面図である。
【図5】本発明に係る分配板3の平面図である。
【図6】本発明に係る吐出板の平面図である。
【図7】代表的な複合繊維の断面形態図である。
【図8】最終分配板における合流溝および分配孔配置の実施形態例である。
【図9】最終分配板における分配孔配置の実施形態例である。
【発明を実施するための形態】
【0019】
以下、本発明の実施の形態について、図面を用いて詳細に説明する。
【0020】
図1(a)〜(f)は、本発明に係る複合口金の一部を示した第1実施形態例を模式的に説明するための説明図である。図1は、本発明の概念図である。
【0021】
図1(a)は本発明の複合口金を構成する主要部分の正断面図であり、図1(b)は計量板の正断面図、図1(c)は分配板1の正断面図、図1(d)は分配板2の正断面図、図1(e)は分配板3の正断面図、図1(f)は吐出板の正断面図を拡大したものであり、図1(b)〜図1(f)は図1(a)を構成する計量板、分配板1、分配板2、分配板3および吐出板であって、それぞれが一つの吐出孔に関わる溝および孔として記載したものである。また、図2は本発明に係る計量板の平面図、図3は本発明に係る分配板1の平面図、図4は本発明に係る分配板2の平面、図5は本発明に係る分配板3の平面図、図6は本発明に係る吐出板の平面図である。
【0022】
本発明の複合口金は、計量板、分配板および吐出板の3種類の部材の積層によって構成されており、以下、本発明に係る第1実施形態の複合口金について詳細に説明する。この例は、2種類のポリマーAとポリマーBを用いた例であるが、3種類以上のポリマーを用いても良いことは言うまでもない。
【0023】
例示した複合口金では、図1のように、吐出板、分配板3、分配板2、分配板1、計量板で構成され、下からこのような順番に積層された状態で紡糸パック内に組み込まれ、紡糸に供される。計量板より上に積層する部材に関しては、従来の流路部材等を用いればよく、逆に言えば計量板を、従来の流路に合わせて設計することで、既存の紡糸パックおよびその部材がそのまま活用できるため、本発明の複合口金のために装置を専有化する必要はない。また、実際には計量板と分配板1との間に複数枚の流路板および計量板を積層することで、繊維断面方向に効率よく、2種類以上のポリマーが移送される流路を設け、分配板1に導入される構成となっている。
【0024】
以下、本発明の複合口金を計量板、分配板1、分配板2、分配板3を経て、複合ポリマー流となし、この複合ポリマー流が吐出板の吐出孔から吐出されるまでを複合口金の上流から下流へとポリマーの流れに沿って順次説明する。
【0025】
本発明に係る複合口金の第1実施形態において、図1に例示したように、ポリマーAとポリマーBとが、計量板へ流入する。このとき、まず、計量板上面の計量溝A(6)および計量溝B(7)にそれぞれのポリマーAおよびポリマーBが流入し、次いで計量孔A(8)および計量孔B(9)に流入し、下端に穿設された孔絞りによって、計量され、計量孔から吐出される。ここで、この計量孔の絞りについては、吐出量の計量性を考えると、圧力損失によって制御することが好ましく、ここでの圧力損失が0.1〜30MPaであれば、計量性が保たれる。
【0026】
一方、この圧力損失が過剰であると、実質的には部材の歪等が発生するため、30MPa以下とすることが好ましい。この圧力損失は計量孔毎の吐出量およびポリマーAおよびポリマーBの粘度によって決定される。例えば、温度280℃、歪速度1000s−1での粘度で、100〜200Pa・sのポリマーを用い、紡糸温度280〜290℃、計量孔毎の吐出量が0.1〜5g/minで溶融紡糸する場合には、計量孔の絞りは、孔径0.01〜1.0mm、L/D(孔長/孔径)0.1〜5.0であれば、計量性よく吐出することが可能である。ポリマーの溶融粘度が上記粘度範囲より小さくなる場合には、孔径を上記範囲の下限に近づくように縮小あるいは/または孔長を上記範囲の上限に近づくように延長すればよく、逆に粘度が高くなる場合には、孔径および孔長をそれぞれ逆の操作を行えばよい。本願発明の複合口金では、計量溝が下流にいくに従い段階的に拡張していくことが好ましく、それに伴い計量孔の数も増加していく。このため、1つの計量孔あたりの吐出量が減少していくこととなる。よって、計量孔での圧力損失も吐出量に伴い減少するため、超精密複合など、微細なポリマー量を制御する場合には、計量性が低下する場合がある。また、1段階で高圧力損失での計量よりも、中程度以下の圧力損失とし、これを複数回に分けて行う方が、ポリマー量の計量性を向上させるには好適である。このため、本願発明の複合口金では、計量板を複数枚積層して、複数回ポリマー量を計量することが好ましい。前述した絞り孔(計量孔)が穿設された計量板は、計量を複数回行うという意味で、2枚以上積層していることが好ましい。また、口金の総厚みを考慮すると、10枚以下の積層で構成されていることが好ましい。
【0027】
計量板より吐出されたポリマーAおよびポリマーBは、分配板1の合流溝A(10)および合流溝B(11)に流入される。ここで、計量板と分配板1との間で必要に応じて、ポリマーの流路を設け、分配板1に流入する以前にポリマーAおよびポリマーBを断面方向に拡張することが好ましい。この拡張するための流路とは、例えば、計量孔と同数の溝を配置して、この溝長を下流に沿って断面方向に徐々に延長していくような流路を設置すればよい。この拡張流路に関しては、従来公知の技術を参考にして、容易に設計可能な事項であるので、詳細な説明および図示を省略する。
【0028】
本発明の複合口金は、少なくとも2成分以上のポリマーによって構成される複合ポリマー流を吐出するための複合口金において、紡糸パック上部で複数に分割されたポリマー流を一旦合流する合流溝1に複数の分配孔1が穿設されている分配板1と分配孔1によって吐出する複数のポリマー流を合流する合流溝2に複数の分配孔2が穿設されている分配板2とが少なくとも一部を構成することを特徴としている。すなわち、合流溝には断面方向に均等に配置された複数の孔からポリマーが流入され、ポリマーAおよびポリマーBはそれぞれ個別に合流される。この合流されたポリマーは合流孔底面に穿設された複数の分配孔1A(12)および分配孔1B(13)によって複数に断面方向に均等に分配され、下流に導かれる。さらに、分配孔1Aおよび分配孔1Bから吐出されたポリマー流は、分配板2の合流溝2A(14)および合流溝2B(23)で再度合流され、再度複数の分配孔2A(15)および分配孔2Bで断面方向に再分配されることとなる。これが本発明の複合口金の重要な要件であり、以下で詳細に説明する。
【0029】
この上記した要件の採用は、本発明の分配方式口金において複雑な断面形状を採用する際に従来技術より高精度に実現させること以外にも、その形態安定性を長時間にわたる紡糸の間に維持させることができるのである。
【0030】
従来の分配方式口金技術で採用されるトーナメント分岐方式においても、ある程度の精度が確保され、複雑な断面を実現することができる。しかしながら、このトーナメント分岐方式では、一旦分岐されたポリマー流は、それ以降、分岐孔−分岐孔を繰り返すことで、ポリマーが全く別の流路を通り、断面方向に分配されていくため、この分岐孔−分岐孔の繰り返しにより、断面形態の安定性が経時的に困難になるのである。
【0031】
すなわち、従来技術のトーナメント分岐方式では、トーナメントの途中で、一部の分岐孔が閉塞した場合には、それより下流の分岐孔にはポリマーが流入しないという課題がある。この閉塞が起こった場合には、目的とした断面形態とは大きく異なった断面形態となってしまう。更に、分配板以降に吐出板を設け、複合ポリマー流を縮小などする場合には、吐出孔導入部分にポリマーが存在しない部分が発生するため、複合ポリマー流は大きく乱れ、吐出孔からは、大きく崩れた断面形態となった複合ポリマーが吐出されることとなる。また、閉塞した分岐孔に流入するべきポリマーは、行き場がなくなるために、他の分岐孔に流入せざるを得ないのである。このため、断面方向に吐出量の大きな分岐が発生し、所望の断面形態を得ることが困難になる。分配方式口金において、高精度な断面を形成させるためには、断面方向に無数の分岐孔を配置させる必要があり、おのずと分岐孔径は極めて縮小されたものとする必要がある。
【0032】
この分岐孔径の縮小により上記した閉塞現象は一層起こりやすい。特に、溶融紡糸においては紡糸パック以前の工程が複雑な溶融ポリマーの配管を有する装置であるために、ポリマーが異常滞留して経時的に劣化した炭化物などの異物が発生しやすく、かかる劣化異物がポリマー流に混入すると閉塞現象を避けることが困難なものとなる。これを予防するためには、断面形態制御の精度を犠牲にして、分岐孔を拡大したものにすることも考えられるが、これでは分配方式口金を採用する目的を損なう可能性がある。
【0033】
一方、本発明の複合口金においては、複数孔−合流溝−複数孔といった繰り返しを複数回行うために、一部の孔が閉塞しても、ポリマー流は他の孔に容易に流入することができるので、仮に閉塞部分が欠落したとしても下流の合流溝で充填される。更には、同一の合流溝に複数の分配孔が穿設されているために、閉塞した孔のポリマーが他の孔に流入しても、その影響は極めて小さいものであるし、更に下流の合流溝で再度合流されることになるので、その影響は実質的に皆無となる。また、この合流溝を設けた効果は、様々な流路を経たポリマーが合流するという点でも大きい。
【0034】
例えば、溶融紡糸の場合、従来のトーナメント分岐方式では、設計上断面中心部の流路が短く、外層部が長くなるため、熱履歴が繊維断面方向で異なることとなる。このため、中心部と外層部ではポリマーの分子量が異なることとなり、当然ポリマーの粘度に分布が生じる。分配方式口金においては、基本的に分配板から吐出された複合ポリマー流は機械的な制約を受けることなく、流動していくため、この粘度バランスが崩れることが、断面形態の維持を困難にするのである。これを抑制するためには、孔径や孔数によって吐出速度を制御し、流速を合わせることで断面形態を安定化させることも考えられるが、この粘度低下の挙動を予測し、それを設計に組み入れることは困難を極める。
一方、本願発明の複合口金においては、ポリマーが合流して複合ポリマー流を吐出する吐出プレートの上流を構成する部材の少なくとも2枚部材に各成分のポリマーを一時的に貯留するための溝が1枚の部材あたり複数本設けられ、当該溝の断面方向に沿って1本の溝あたり複数の孔が設けられ、当該孔の下流側に、複数の独立した溝に由来するポリマーを合流させて一時的に貯留するための溝がさらに1枚の部材あたり複数本設けられたことを特徴とする複合口金を用いることが好適である。すなわち、本発明の複合口金においては、様々な流路を経たポリマーが複数回合流される。また、合流後断面方向に再分配されるために、このような熱履歴などによる粘度の変化や断面方向での分布斑に対する考慮はほとんど必要がない。ここで考慮すべきは、吐出板直上のポリマーの流速比であり、場合によっては、吐出量、孔径および孔数によって、吐出速度を制御することが好ましい。すなわち、本発明の複合口金においては、断面形態の精度を高めるためにポリマーAおよびポリマーBを最終分配板では超多数に分配させることになるので、分配孔毎の吐出量を極めて少量にできるためである。
【0035】
このため、ここでの圧力損失は10−2から10−5MPaレベルと極めて小さくなり、各分配孔から吐出されたポリマー流は他のポリマー流による干渉を容易に受けることとなる。ここで、例えば、ポリマーAとポリマーBの流速の差が大きい場合には、各部分でポリマー流が曲がるなどの乱れが生じ、断面形態が崩れてしまう可能性がある。このポリマー間等の干渉を抑制するためには、ポリマーAおよびポリマーBの吐出速度を制御するという観点で設計することが好ましく、これらの流速比の好ましい範囲としては、単孔当たりのポリマーAの吐出速度Va、ポリマーBの吐出速度をVbとした場合、その比(Va/VbあるいはVb/Va)が0.05〜20であることが好ましく、更に好ましくは、0.1〜10の範囲である。この範囲であれば、最終分配板から吐出されたポリマーはお互いに干渉することなく複合ポリマー流は層流として、導入孔(20)を経て、縮小孔(21)に導かれるため、断面形態が安定し、精度よく形態を維持することができる。
【0036】
以上のように本発明の複合口金における合流溝の効果を記述したが、この合流溝の効果をより高めるために、異なる合流溝1の分配孔1から吐出されたポリマー流が合流溝2で合流されることが好ましい。
【0037】
図3および図4に例示した本発明の複合口金の一部を用いて、この点について詳細に説明する。本発明における合流とは、分配板に配置される合流溝において、その上流にある異なった分配孔から吐出されたポリマー流を合流するということを意味する。
【0038】
同じ合流溝に穿設された分配孔a−1(25)および分配孔a−2(26)、また、分配孔b−1(27)、分配孔b−2(28)から吐出されたポリマー流は、下流の分配板で、異なる合流溝に流入する。具体的には、下流の合流溝では、分配孔a−1および分配孔b−1から流入したポリマー流が合流し、分配孔a−2および分配孔b−2から流入したポリマー流が合流する。これは、先に記載した孔の閉塞および流路履歴の均一化を考えた場合、その効果が更に向上することは言うまでもなく、均質なポリマーが断面方向に均等に分配されることとなる。本発明の複合口金においては、これを複数回繰り返すことによって、更に断面形態の精度と安定性を高めることができる。これを実現する手段としては、合流溝1に対して、合流溝2を円周方向に角度をもって配置させることで可能となり、その角度は1〜179°の範囲であれば理論的に可能となる。
【0039】
但し、この合流溝1と合流溝2の設計を簡易化するためには、10〜170°の範囲が好ましい。ちなみに、図3、図4および図5に示されるように、合流溝Aおよび合流溝Bを交互に配置することで、1枚の分配板で2成分のポリマーを断面方向に分配することができる。これにより、従来のトーナメント分岐方式に比べ分配板の枚数を削減することができる。従来のトーナメント分岐方式では、基本的に分配板1枚あたり、1成分のポリマーが分岐(分配)される設計となっているため、例えば、ポリマーAおよびポリマーBを分岐させる毎に最低でも2枚の分配板が必要となるが、本発明の複合口金では、1枚で両成分の分配が完了する。
【0040】
更に、図3、図4および図5の如く、合流溝を断面方向に拡張して設計しておけば、1枚で多数の分配孔を配置することができるので、従来のトーナメント分岐方式と比較して、その分配数を格段に増加させることが可能となる。この効果は、分配板の製造コスト削減に繋がることはもとより、余分な流路を削減するという観点では、溶融紡糸に適用した場合にはポリマーの異常滞留の抑制などの効果を発揮して分子量低下の抑制に繋がり、結果として複合繊維の力学特性、耐熱性および耐薬品性の向上に寄与することができる。
【0041】
本発明において、吐出板直上の分配板には、複合ポリマーの最外層に位置するように少なくとも1成分用の分配孔を穿設することが好ましい。これは、分配板3(図5)に示すように分配孔を底面に穿設した環状溝(24)を設置することにより可能になる。この効果によって本発明の複合口金においては、分配板から吐出された複合ポリマー流は機械的な制御を受けることなく、吐出導入孔を経て、縮小孔によって断面方向に大きく縮小される。その際、複合ポリマー流の外層部では大きく流れが屈曲されることに加えて、孔壁とのせん断を受けることとなる。この孔壁−ポリマー流外層の詳細を見ると、孔壁との接触面においては、せん断応力によって流速が遅く、内層に行くにつれ流速が増加するというような流速分布に傾斜が生じる。このため、特に粘度比が大きい2種類以上のポリマーが混在する場合には、複合ポリマー流外層の一部分では流速が異なることになる場合がある。
【0042】
また、粘度が全く同程度のポリマーが混在する場合には、上記した現象が発生する可能性は低いものの、断面形態の精度および安定性を向上するという観点から、これを配慮した設計にすることが好ましい。本発明の複合口金においては、この配慮として、少なくとも1成分のポリマーが流入するための環状溝および分配孔を吐出板直上の分配板に設けることが好ましい。この環状溝および分配孔を設置することで、複合ポリマー流の最外層に1成分のポリマーによって構成される層が形成されることとなる。上記した孔壁とのせん断応力は、この層に担わせることができるため、最外層部分の流速分布は円周方向で均一になり、本発明の複合ポリマー流の安定性が格段に向上する。
【0043】
この環状溝の底面に穿設した分配孔は、同分配板の合流溝数および吐出量を考慮することが望ましいが、円周方向に3°当たり1孔設ければ良く、好ましくは1°当たり1孔設けることである。この環状溝にポリマーを流入させる方法は、図4に示したように、内1成分のポリマーの合流溝を断面方向に延長しておき、この両端に分配孔を穿設するなどすれば、無理なく環状溝にポリマーを流入させることができる。
【0044】
図5では環状溝を1環配置した分配板を例示しているが、この環状溝は2環以上であっても良く、この環状溝間で異なるポリマーを流入させても良い。この環状溝に穿設する分配孔から吐出されるポリマー流の吐出速度は、各分配孔の径とその分配孔から吐出される吐出量の関係によって制御することが好ましい。この流速の好ましい範囲としては、複合流のポリマー流速がVco、環状溝の分配孔から吐出されるポリマー流速をVrとした場合、その比(Vco/VrあるいはVr/Vco)が0.05〜20であることが好ましく、更に好ましくは、0.1〜10の範囲である。この範囲であれば、複合ポリマー流の最外層に環状溝から吐出されたポリマーが層状に配置されため、断面形態が安定するので、長時間の紡糸であっても精度よく形態を維持することができる。
【0045】
本発明の分配板の作製方法は、従来の口金作製で採用されるドリル加工や金属精密加工方法であって、Numerical Control旋盤加工、マニシング加工、プレス加工、レーザー加工等の加工方法を採用することで作製が可能となる。これらの加工方法は被加工物の歪抑制という観点から、加工板の厚みの下限に制約があるため、複数の分配板を積層させる本発明の複合口金に適用する紡糸パックの寸法を考慮する必要がある。このため、本発明の複合口金を既存の設備に適用するという点においては、分配板は薄板加工で作製することが好ましく、この場合、通常電気・電子部品の加工に用いられるエッチング加工方法が好適である。
【0046】
エッチング加工方法とは、作成したパターンを薄板に転写し、この転写された部分あるいは/または転写されなかった部分を化学的に処理することで、金属板に微細加工を施す技術である。この加工方法であれば、被加工物の歪への配慮が必要ないため、上記した他の加工方法と比較して、被加工物の厚みの下限に制約がなく、極めて薄い金属板に本発明で言う合流溝や分配孔を穿設することができる。エッチング加工で作製した分配板は1枚当たりの厚みを薄くすることが可能になるため、この分配板を複数枚積層させても、複合口金の総厚みに与える影響はほとんどない。このため、各断面形態用の分配板に合わせて、他のパック部材を新設する必要がない。すなわち、分配板のみを交換すれば、断面形態を変更することが可能となるため、繊維製品の高性能多品種化が進む昨今では、好ましい特徴と言える。
【0047】
以上で本発明の複合口金における重要な特徴である分配板について詳細に説明したが、ここでポリマー流に視点を戻し、分配板より下流の吐出板について以下に説明する。
【0048】
分配板から吐出されたポリマーAおよびポリマーBによって構成された複合ポリマー流は、吐出導入孔から吐出板に流入される。本発明の複合口金においては、この吐出導入孔を設けることが好ましい。吐出導入孔とは、分配板から吐出された複合ポリマー流を一定距離の間、吐出面に対して垂直に流すためのものであり、ポリマーAおよびポリマーBの流速差を緩和させるととともに、複合ポリマー流の断面方向での流速分布を低減させることを目的としている。
【0049】
この複合ポリマー流は吐出導入孔を経て、所望の径を有した吐出孔に導入する間に存在する縮小孔によって、ポリマー流に沿って断面方向に縮小される。縮小孔において、複合ポリマー流の中層の流線はほぼ直線状であるが、外層に近づくにつれ、大きく屈曲されることとなる。ここで、複合ポリマー流に流速分布がある場合には、ポリマーA−ポリマーB間および中層−外層間で流速分布が助長される場合がある。このため、断面形態の安定性が向上という観点から縮小孔に導入する以前に吐出導入孔を穿設し、複合ポリマーの流速分布を抑制することが好ましいのである。
【0050】
この流速分布の抑制という点においては、上記したように吐出量、孔径および孔数によって、ポリマーAおよびポリマーBの流速自体を制御することで更に優れた効果を奏でるのである。ポリマーAおよびポリマーBの吐出線速度およびポリマー分子量を考慮する必要はあるものの、ポリマー流速の緩和時間は、10−1〜10−4秒程度であるため、流速比の緩和がほぼ完了するためには、複合ポリマー流が縮小孔(21)に導入されるまでに10−1〜102秒程度の時間を確保すればよく、本研究者らの検討においては、この時間が10−1〜10秒あれば、流速の分布は十分に緩和され、断面の安定性向上に効果を発揮する。このため、分配板から吐出されたポリマーAおよびポリマーBのポリマー流あるいは/または複合ポリマー流が縮小孔(21)に導入されるまでに10−1〜10秒(=吐出導入孔長/ポリマー流速)となるように吐出導入孔長を決定することが好ましい。
【0051】
次にポリマーAおよびポリマーBによって構成された複合ポリマー流は、吐出導入孔を経て縮小孔(21)に導かれる。縮小孔では、上記したように所望の径を有した吐出孔に複合ポリマー流を流入させるために、断面方向に縮小することを目的としており、これは従来公知の口金においても、用いられている技術である。但し、本発明の複合口金においては、ポリマーAおよびポリマーBを合わせると無数のポリマー流によって構成された複合ポリマー流の断面形態を崩さないまま、縮小させる必要がある。このため、この縮小孔の孔壁の角度は、吐出面に対して、30〜90°の範囲に設定することが好ましく、係る範囲であれば、断面形態を崩すことなく複合ポリマー流を縮小して、吐出孔に導入させることができる。
【0052】
このようにして縮小された複合ポリマー流は、吐出孔(22)から紡糸線に吐出される。この吐出孔は、複合ポリマー流の流量、すなわち吐出量を再度計量する目的があり、ポリマーの粘度および吐出量を考慮して決定するのが好適であるが、本発明の複合口金を溶融紡糸にて採用する場合には、吐出孔径は0.1〜2.0mm、吐出孔長/吐出孔径は0.1〜5.0とすることが好ましい。
【0053】
本発明の複合口金によって得られる繊維とは、2種類以上のポリマーが組み合わされた繊維のことを意味し、繊維横断面において2種類以上のポリマーが層状あるいは海島状等の形態をとって存在している繊維のことを言う。また、その繊維の用途および要求される特性に応じて、本発明の複合口金によって、単独繊維を紡糸することも可能である。ここで、本発明で言う2種類以上のポリマーとは、分子構造が異なるポリマーを2種類以上使用するということが含まれるのは言うまでもないが、何らかの成分が共重合されたり、種々の添加剤や粒子の添加量が異なること、色調が異なること、また、分子量が異なることなどが含まれる。
【0054】
本発明の複合繊維は、大きく芯鞘複合繊維、サイドバイサイド繊維および海島複合繊維が含まれ、これらが断面に多層に組み合わされた複雑な断面を有した複合繊維を意味する。
【0055】
ここで言う芯鞘の芯成分は真円に加え、星形、三葉などの多葉断面、不定形などが製造可能である。芯鞘複合繊維とは、図7(a)〜(c)に示すように、異なる2種類以上のポリマーが繊維軸に垂直の断面において、芯成分を鞘成分が被覆するように構成されている繊維を意味する。
【0056】
また、更なる特性の向上のために芯成分と鞘成分を多層としたり、芯成分または/あるいは鞘成分が2種類以上のポリマーにより構成(例えば、ポリマーアロイ)することも好適である。芯鞘複合繊維の製造方法としては、本発明の複合口金の最終分配板において、例えばポリマーAの分配孔の配置を繊維断面の中層に集め、ポリマーBの配置を繊維断面の外層に集めることで芯鞘型の複合ポリマー流を形成させることができる。ここで、図5のようにポリマーAおよびポリマーBの合流溝が交互に配置されている場合には、ポリマーAの合流溝には中層にだけ分配孔を穿設し、ポリマーBの分配孔が外層にのみ穿設されるように設計すれば、吐出された複合ポリマー流は、縮小孔にて断面方向に縮小されることになるので、芯鞘複合流となる。この時、分配孔は円形でも問題ないが、接触を良好にするため、楕円形状や長方形形状とすることができる。
【0057】
芯鞘複合繊維において、ポリマーAを難溶出成分とし、かつあらかじめ星形、三葉などの多葉断面、不定形などのポリマーAを配置して、それを被覆するようにポリマーBを配置すれば、複合繊維として紡糸した後、ポリマーBを溶出することで、例えば三葉などといった多葉断面(図7−(b))あるいは星形(図7−(c))などの異形断面繊維が得られる。また、ポリマーAとポリマーBを断面中層から外層にかけて断面方向に交互に配置すれば、多重芯鞘繊維となる。
【0058】
例えば、芯鞘複合繊維においては、屈曲疲労や摩耗特性も従来品よりも向上し、タイヤコードやタイヤのキャップレイヤー材などのゴム補強用途のみならず漁網や農業資材の他、スクリーン紗などにも好適に用いることができる。
【0059】
サイドバイサイドとは、横断面方向で見て、2種類以上のポリマーが貼り合わされた形態をとり構成されているものであり、このサイドバイサイド複合繊維の製造方法としては、本発明の複合口金の最終分配板で、ポリマーAとポリマーBを断面方向に左右対称、左右非対称あるいは交互に配置するようにすればサイドバイサイド繊維となる。このようにサイドバイサイドについては、2種類以上のポリマーが多層に貼り合わされていても良いし、3種類以上のポリマーを貼り合わせることにより、3種類以上の特性を付与することも好適である。最終分配板から吐出されたポリマーAおよびポリマーBのポリマー流は、上記したように芯鞘複合の場合と同様に縮小孔で断面方向に縮小され、サイドバイサイド型の複合流となる。
【0060】
例えば、サイドバイサイド繊維では、繊維断面方向で、収縮特性および染色特性が断面方向に変化した繊維を得ることができる。また、吸湿によって収縮性を発現するポリマーを片方に配置すれが、吸湿によって、布帛の網目等が変化するため、衣料用の通気性自己調節機能及び透湿防水機能を有する布帛となる。
【0061】
海島型複合繊維とは、図7−(d)に示すように異なる2種類以上のポリマーが繊維方向に対し垂直な断面に海島構造を形成しているものである。前記海島構造とは、島成分が海成分により複数に区別されている状態あるいは構造を形成しているものであり、その区別された状態または島成分の断面形状に制約はなく、易溶出成分を溶出することにより、いわゆる極細繊維だけでなく、分割繊維等も得ることができる。
【0062】
この海島複合繊維は本発明の複合口金において、その効果を有効に発揮できる断面形態の一つと言える。すなわち、本発明の複合口金では、ポリマーAおよびポリマーBを繊維断面に点で配置することが可能であるため、例えば、ポリマーAを難溶出成分、ポリマーBを易溶出成分とすれば、このポリマーAの1点がそのまま島となる。一般的な海島複合口金においては、無数のパイプ群を配置し、これを易溶出成分で満たされるプールに導入することで、いわゆる無数の芯鞘複合流を形成させることで、海島複合断面を形成させる。この場合、1島を作製するパイプにはパイプの厚みが加算されるため、1吐出孔に関わる作製面積がおのずと大きいものになる。
【0063】
このため、限られたスペースで海島複合流を形成する場合には、島本数に制限ができ、海島複合繊維の目的とする、極細繊維の繊維径はこれに伴って、拡大されたものとなる。また、密集したパイプの間に易溶解成分(海成分)を回り込ませるには、限界があり、限界を超えた島数にすると、中層に海成分が回り込まず、島合流といった問題が発生する。一方、本発明の複合口金に関しては、パイプを用いることなく、かつ上記したように、ポリマーAおよびポリマーBを制御し、点で断面に配置することができる。このため、作製するパイプの厚みが加算されることがないため、限られたスペースに配置できる島本数を格段に増加させることができる。また、一般的な複合口金で、従来多島化を困難にしていた海成分の回りについても、易溶出成分を直接的に制御し、繊維断面に配置することで、内層・外層問わず、均等に易溶出成分を配置させることができるのである。
【0064】
また、本発明の複合口金においては、上記したようにトーナメント分岐ではないため、ポリマーの流れが常に安定化したものであり、従来技術では困難である高精度な超多島の海島複合繊維の製造が可能になるのである。ここで島数に関しては、理論的には2本からスペースの許す範囲で無限に作製することは可能であるが、実質的に実施可能な範囲として、2〜10000島が好ましい範囲である。本発明の複合口金の優位性を得る範囲としては、100〜10000島が更に好ましい範囲であり、本発明者等が検討した範囲では、この島充填密度は、0.1〜20島/mm2の範囲であれば実施可能であった。この島充填密度という観点では、本発明の複合口金の優位性が得られる範囲としては、1〜20島/mm2が好ましい範囲である。ここで言う島充填密度とは、1島を形成するのに必要なスペースを表すものであり、この値が大きい程多島の海島複合繊維が可能ということになる。本発明で言う島充填密度は、1吐出量から吐出される島数を吐出導入孔径で除することによって求めた値である。
【0065】
本発明の複合口金を用いた海島型複合繊維の製造方法としては、ポリマーAを難溶出成分とし、ポリマーBを易溶出成分とした場合、最終分配板において、このポリマーAの分配孔とポリマーBの分配孔を断面方向に交互に配置する、いわゆる千鳥格子型配置に設計すれば、採取する複合繊維の断面は海島断面となる。さらに、島成分同士の接着を抑制するという観点では、島成分用の分配孔を中心とした円周上に海成分用の分配孔が穿設されていることがより好ましい。具体的には、海成分用の分配孔は島成分用の分配孔1孔に対して、1/3孔以上穿設されることが好ましい。かかる範囲であれば、島成分の囲い込みを満足に行うことができ、島成分同士の接着を抑制することができる。また、本願発明の複合口金においては、このような囲い込みを利用することで、従来技術で達成することが非常に困難であった島成分の多角形化が可能となる。この島成分の多角形化のためには、海成分(ポリマーB)用の分配孔の数が島成分(ポリマーA)用の分配孔1孔に対して、下記式を満たすことが好ましい。
【0066】
【数1】
【0067】
ここで、hsは海成分用分配孔数、pは多角形の頂点数(pは3以上の整数)である。hsがp/2−1以上の場合には、島成分用分配孔から吐出されるポリマーの囲い込みが満足に行えるようになる。このため、シャープなエッジを有した多角形の島成分を形成させることが可能になる。一方、海成分用分配孔の数を増やすとポリマーの囲い込みという観点では、好適であるものの、穿設できる島成分孔数に制限ができる場合がある。このため、海成分孔の3p以下とすることが好ましい。hsのより好ましい範囲としては、p/2−1≦hs≦2pとすることが島成分用の分配孔数を多く穿設できるという観点でより好ましい範囲である。具体的には、図8−(a)に示すように、ポリマーAおよびポリマーBの合流溝を断面方向に交互に配置し、等間隔に配置されたポリマーAの分配孔の間にポリマーBの分配孔を穿設するように設計すればよい。図9−(a)に示した方形格子状(hsは1孔=(1/4)×4)は四角形断面、図9−(b)に示した三角格子(hsは1/2孔=(1/6)×3)の場合は三角形断面というように高エッジの多角形断面の島成分となる。また、図8−(b)のようにポリマーAの合流溝の間にポリマーBの合流溝を2溝配置するようにし、断面方向(図中縦方向)に見てポリマーがBBABBとなるように分配孔を穿設すれば、図9−(c)に示した六角格子状になる。この場合、hsは2孔(=(1/3)×6)であって、島成分は六角断面を有するようになる。
【0068】
上記例示した規則的な配置に加えて、ポリマーBの分配孔の間に小径のポリマーB用分配孔を追加することやポリマーBの分配孔を円形だけでなく、場所によって楕円形や長方形とすることも、島合流抑制という観点では好適な手段である。
【0069】
海島複合繊維の場合には、海成分を溶出することで、単独紡糸では得ることができない非常に縮小された極細繊維を得ることができる。本発明の複合口金を活用すれば、繊維径が10〜1000nm、かつ繊維径バラツキを表す繊維径CV%が0〜30%の均一性の優れた長繊維型ナノファイバーを作製することができる。このナノファイバーは、シート状物とすることで、磁気記録ディスクなどに用いるアルミニウム合金基板やガラス基板を超高精度の仕上げ加工を施すのに好適に用いることができる。また、前述した多角形を有した島成分からなる多角形のナノファイバーはこの超高精度仕上げ加工に非常に適した特性を有する。というのは、極細繊維の断面形状によって、シート状物の表面特性や力学特性を自由に制御することができ、さらにエッジ部を無数に有するため、砥粒等を効果的に捕捉することができるためである。但し、本発明の複合口金であれば、あえて一部の島を合流させ、繊維径分布を自由に制御したシート状物も作製可能である。
【0070】
以上のように、本発明の複合口金で製造可能な複合形態を従来公知の断面形態を例示して説明したが、本発明の複合口金においては、断面形態を任意に制御することができるため、以上の形態にとらわれることなく、自由な形態を作製することができる。また、本発明の複合口金は、一般的な溶融紡糸法、メルトブロー法およびスパンボンド法に適用可能であるし、湿式および乾湿式などの溶液紡糸法などにも適用可能である。
【0071】
本発明の複合口金により得た繊維は、高精度の断面形態を有するため、衣料用途に用いた場合には品位ならびに感性に優れたものとなることが言うまでもなく、力学的特性、耐薬品性、耐熱性という観点から見ても、単独ポリマーでは出せない特性を有する繊維となるために、産業資材用途でも有効に活用することができる。
【0072】
ここで、複合繊維では、強度は2cN/dtex以上が好ましく、産業資材用途で必要とされる力学的特性を考えれば、5cN/dtex以上であることが好ましい。現実的な上限としては20cN/dtexである。また、伸度は延伸糸で2〜60%、特に高強度が必要とされる産業資材分野では2〜25%、衣料用では25〜60%とすることが好ましい。
【0073】
本発明の複合繊維を得る方法、紡糸方法は、公知の複合紡糸機で、本発明の複合口金を使用すればよい。例えば、溶融紡糸の場合には、紡糸温度は、2種類以上のポリマーのうち、主に高融点や高粘度ポリマーが流動性を示す温度とする。この流動性を示す温度としては、分子量によっても異なるが、そのポリマーの融点が目安となり、融点+60℃以下で設定すればよい。これ以下であれば、紡糸ヘッドあるいは紡糸パック内でポリマーが熱分解等することなく、分子量低下が抑制されるため、好ましい。紡糸速度はポリマーの物性や複合繊維の目的によって異なるが、500〜6000m/分程度とすることができる。特に、産業資材用途で高い力学的特性が必要な場合には、高分子量ポリマーを用い、500〜2000m/分とし、その後高倍率延伸することが好ましい。延伸に際しては、ポリマーのガラス転移温度など、軟化できる温度を目安として、予熱温度を適切に設定することが好ましい。予熱温度の上限としては、予熱過程で繊維の自発伸長により糸道乱れが発生しない温度とすることが好ましい。例えば、ガラス転移温度が70℃付近に存在するポリエチレンテレフタレート(PET)の場合には、通常この予熱温度は80〜95℃程度で設定することが好ましい。
【0074】
前記した複合繊維は、繊維巻き取りパッケージやトウ、カットファイバー、わた、ファイバーボール、コード、パイル、織編、不織布、紙、液体分散体など多用な繊維製品とすることができる。
【0075】
本発明の複合繊維から異形断面繊維を得る場合には、易溶出成分が溶出可能な溶液などに複合繊維を浸漬して易溶出成分を除去することで、難溶出成分からなる異形断面繊維を得ることができる。易溶出成分が、5−ナトリウムスルホイソフタル酸などが共重合された共重合PETやポリ乳酸(PLA)等の場合には、水酸化ナトリウム水溶液などのアルカリ水溶液を用いることができる。本発明の複合繊維をアルカリ水溶液にて処理する方法としては、例えば、複合繊維あるいはそれからなる繊維構造体とした後で、アルカリ水溶液に浸漬させればよい。この時、アルカリ水溶液は50℃以上に加熱すると、加水分解の進行を早めることができるため、好ましい。また、流体染色機などを利用し、処理すれば、一度に大量に処理をすることができるため、生産性もよく、工業的な観点から好ましいことである。
【実施例】
【0076】
以下実施例を挙げて、本発明の複合口金の効果を具体的に説明する。本発明において、断面形態の精度および安定性に関して、断面方向全体における制御が必要となる海島型複合繊維を評価サンプルとし、この島平均径、島径CV%、島間隔および島間隔CV%を用いて数値化した。この評価方法は下記の通りとする。
【0077】
A.海島型複合繊維の島平均径および島径CV%
海島型複合繊維を繊維軸方向の任意の位置で切断した。その繊維断面を(株)キーエンス製 VE−7800型走査型電子顕微鏡(SEM)にて倍率5000倍で撮影した。また、必要に応じて金属染色を施した。この処理を同様に得られた海島型複合繊維の複数本に施し、これらの断面写真から無作為に面積100μm2の範囲を10ヶ所抽出し、各場所の写真を画像処理ソフト(WINROOF)にて、全ての島径(外接円径)を測定し、島平均径、最小島径、最大島径および島径標準偏差を求めた。ここで言う島平均径とは、島径測定数にて島径の総和を除する値を意味する。
【0078】
これらの結果から下記式を基づき島径CV%を算出した。以上の値は全て10ヶ所の各写真について測定を行い、10ヶ所の平均値とした。
島径CV%=(標準偏差/平均値)×100
また、断面形態の経時的な変化を評価するために、72時間連続して紡糸を行い、この72時間後の値を同様の方法で測定し、その変動率を求めた。ここで、紡糸開始時の島平均径をD0、72時間後の島平均径をD72とした時に、変動率(D72/D0)が1±0.1までを○(変動なし)、これ以上を×(変動あり)とした。
【0079】
B.海島複合繊維の島間隔および島間隔CV%
上記した方法と同様に、無作為に面積100μm2の範囲を10ヶ所抽出し、各場所の写真で、島間隔の平均値、最大値、最小値および標準偏差を求めた。ここで言う島間隔とは、隣り合った一対の島において、この島同士が最も接近した場所で接線を引き、この接線間の距離を意味する。島間隔CV%は、下記式によって求められる。また、以上の値は全て10ヶ所の各写真について測定を行い、10ヶ所の平均値とした。
【0080】
島間隔CV%=(標準偏差/平均値)×100
また、上記の場合と同様に、72時間紡糸後の変動率を求めた。ここで、紡糸開始時の島間隔をL0、72時間後の島間隔をL72、とした時に、変動率(L72/L0)が1±0.1までを○(変動なし)、これ以上を×(変動あり)とした。
【0081】
実施例1
島成分として、固有粘度(IV)が0.65dl/gのポリエチレンテレフタレート(PET)と、海成分として、IV0.58dl/gの5−ナトリウムスルホイソフタル酸5.0モル%共重合したPET(共重合PET)を285℃で別々に溶融後、計量し、図1から図6に示した本発明の複合口金が組み込まれた紡糸パックに流入させ、吐出孔から複合ポリマー流を吐出した。なお、φ0.3mmの計量孔を有した計量板を4枚積層させ、分配板3には、島成分用として、1200の分配孔が穿設されており、環状溝には円周方向1°毎に分配孔が穿設されたものを使用した。下記の吐出量とした場合、最終分配孔のポリマーAの吐出速度VaとポリマーBの吐出速度Vbの比は1.0、複合ポリマー流速Vcoと環状溝のポリマー流速Vrとの比は1.2であった。
【0082】
また、吐出導入孔径は20mm、吐出孔径0.5mm、吐出孔長/吐出孔径は1.5のものである。海/島成分の複合比は、30/70とし、吐出された複合ポリマー流を冷却固化後油剤付与し、紡糸速度1500m/minで巻き取り、150dtex−10フィラメント(単孔吐出量2.25g/min)の未延伸繊維を採取した。巻き取った未延伸繊維を90℃と130℃に加熱したローラ間で2.5倍延伸を行い、60dtex−10フィラメントの延伸繊維を得た。この延伸繊維の断面を観察したところ、断面に六角断面の島成分が均一配置された海島断面を形成していることを確認することができた。
【0083】
この複合繊維の島平均値(D0)は568nm、島径CV%(C0)は11.9%、島間隔(L0)は920nm、島間隔CV%(LC0)は13.8%であり、構造規則性があり、かつ島径が揃った高精度な海島断面が形成されていることが確認できた。この後、連続して紡糸を行い、この72時間後に採取した未延伸繊維を利用して、上記条件で再度延伸を行い採取した海島複合繊維について同様評価を行った。72時間後の島平均値(D72)は573nm、島径CV%は12.5%、島間隔(L72)は920nm、島間隔CV%(LC72)は14.4%であり、本発明の複合口金においては、長時間紡糸後であっても高精度な海島断面が維持されていることがわかった。島平均径の変動率(D72/D0)は1.01であり、島間隔の変動率(L72/L0)は1.00であり、いずれも変動なし(○)であった。
【0084】
実施例2
環状溝に穿設される分配孔が3°毎に穿設されている分配板3を用いたこと以外は全て実施例1に従い実施した。
【0085】
採取した複合繊維のD0は583nm、C0は18.1%、L0は900nm、LC0は19.9%であった。また、72時間連続紡糸後のD72は591nm、C72は19.1%、L72は882nm、LC72は15.0%であり、また、D72/D0は1.01、L72/L0は0.98であり、いずれも変動なし(○)であり、高精度な海島断面が長時間紡糸を行っても維持されていることがわかった。また、島成分は六角断面であった。
【0086】
比較例1
実施例1で用いた計量板を積層せず、各分配孔に対して、8孔に分配する分配板および2孔に分配する分配板を組み合わせたトーナメント分岐方式の分配複合口金を用いて、実施例1に記載の紡糸条件で紡糸を行った。なお、この分配複合口金は、島数が1024であり、最終分配板最外周には、環状に分配孔を設けていない。最終分配孔のポリマーAの吐出速度VaとポリマーBの吐出速度Vbの比は0.4であった。
【0087】
採取した複合繊維のD0は783nm、C0は20.1%、L0は1010nm、LC0は20.7%であり、比較的精度が高い海島断面を形成していた。しかしながら、72時間連続紡糸後では、外層部にところどころ複数の島成分が合流している箇所が見られ、D72は940nm、C72は30.3%、L72は886nm、LC72は31.4%であった。結果、D72/D0は1.20、L72/L0は0.85であり、いずれも変動あり(×)であった。以上のようにトーナメント分岐方式の分配複合口金では、紡糸開始時には比較的精度の高い海島断面が形成されているものの、紡糸時間の増加に伴って、断面形成の精度が低下しまうことがわかった。
【0088】
実施例3
実施例2に記載する本発明の分配複合口金を用いて、海/島成分の複合比を70/30としたこと以外は全て実施例2に従い実施した。なお、最終分配孔のポリマーAの吐出速度VaとポリマーBの吐出速度Vbの比は1.0、複合ポリマー流速Vcoと環状溝のポリマー流速Vrとの比は2.0であった。
【0089】
採取した複合繊維のD0は373nm、C0は16.2%、L0は1400nm、LC0は21.0%であった。また、72時間連続紡糸後のD72は388nm、C72は15.4%、L72は1372nm、LC72は16.0%であった。D72/D0は1.04、L72/L0は0.98であり、いずれも変動なし(○)であった。
【0090】
実施例4
実施例1で使用した計量板を6枚積層させ、実施例2に記載する本発明の分配複合口金を用いて、単孔吐出量が1.0g/minとしたこと以外は、全て実施例2に従って実施した。
【0091】
採取した複合繊維のD0は252nm、C0は17.2%、L0は591nm、LC0は19.6%であった。また、72時間連続紡糸後のD72は262nm、C72は14.4%、L72は568nm、LC72は19.0%であった。D72/D0は1.04、L72/L0は0.96であり、いずれも変動なし(○)であった。この結果から、本発明は低吐出量とした場合でも非常に精度高く複合断面が形成および維持されることがわかった。
【0092】
実施例5
実施例2に記載する本発明の分配複合口金を用いて、紡糸速度を3000m/分とし、延伸倍率を2.0倍としたこと以外は、全て実施例4に従って実施した。
【0093】
紡糸速度を3000m/分と高速にしても未延伸糸の巻取りは問題なく、安定して未延伸糸を採取することができた。また、この未延伸糸に延伸を施した海島複合繊維のD0は301nm、C0は17.8%、L0は460nm、LC0は19.6%であった。また、72時間連続紡糸後のD72は317nm、C72は14.1%、L72は437nm、LC72は18.0%であった。結果、D72/D0は1.05、L72/L0は0.95であり、いずれも変動なし(○)であった。
【0094】
実施例6
分配孔が穿設された環状溝を設置しなかったこと以外は全て実施例1に従って実施した。
【0095】
海島複合繊維のD0は571nm、C0は12.1%、L0は914nm、LC0は14.1%であった。また、72時間連続紡糸後のD72は622nm、C72は15.5%、L72は841nm、LC72は24.4%であった。結果、D72/D0は1.09、L72/L0は0.92であり、いずれも変動なし(○)であった。
【符号の説明】
【0096】
1 計量板
2 分配板1
3 分配板2
4 分配板3
5 吐出板
6 計量溝A
7 計量溝B
8 計量孔A
9 計量孔B
10 合流溝1A
11 合流溝1B
12 分配孔1A
13 分配孔1B
14 合流溝2A
15 分配孔2A
16 合流溝3A
17 合流溝3B
18 分配孔3A
19 分配孔3B
20 吐出導入孔
21 縮小孔
22 吐出孔
23 合流溝2B
24 環状溝
25 分配孔a−1
26 分配孔a−2
27 分配孔b−1
28 分配孔b−2
29 ポリマーA
30 ポリマーB
【特許請求の範囲】
【請求項1】
少なくとも2成分以上のポリマーによって構成される複合ポリマー流を吐出するための複合口金であり、各ポリマー成分を計量する複数の計量孔を有する計量板、複数の計量孔からの吐出ポリマー流を合流する合流溝1に複数の分配孔1が穿設されている分配板1、前記分配孔からの複数の吐出ポリマー流を合流する合流溝2に複数の分配孔2が穿設されている分配板2、および吐出板とで構成されたことを特徴とする複合口金。
【請求項2】
分配板2を2から15枚積層したことを特徴とする請求項1記載の複合口金。
【請求項3】
少なくとも一つの分配板2が、前置分配板における合流溝の分配孔によって分配されたポリマー流が合流溝で合流されたことを特徴とする請求項1又は2記載の複合口金。
【請求項4】
複合口金の計量板が2から10枚積層したことを特徴とする請求項1から3のいずれか1項記載の複合口金。
【請求項5】
吐出板直上の分配板には複合ポリマー流を取り囲むための少なくとも1成分のポリマーのための複数の分配孔が穿設されていることを特徴とする請求項1から4のいずれか1項記載の複合口金。
【請求項6】
吐出板直上の分配板には少なくとも1成分のポリマーのための複数の分配孔が穿設された環状溝が設置されていることを特徴とする請求項1から5のいずれか1項記載の複合口金。
【請求項7】
吐出板には、分配板から吐出された複数のポリマー流が分配板と垂直方向に導入されるように吐出孔および導入孔が穿設されていることを特徴とする請求項1から6のいずれか1項記載の複合口金。
【請求項8】
吐出板直上の分配板において、島成分用分配孔を中心とした円周上に海成分ポリマー用の分配孔が下記式を満たすように穿設されたことを特徴とする請求項1から7のいずれか1項に記載の複合口金。
【数1】
ここで、pは島成分の頂点数(pは3以上の整数)、hsは海成分用分配孔数である。
【請求項9】
請求項1から8のいずれか1項記載の複合口金によって得られる複合繊維。
【請求項10】
請求項9記載の複合繊維が少なくとも一部を構成する繊維製品。
【請求項1】
少なくとも2成分以上のポリマーによって構成される複合ポリマー流を吐出するための複合口金であり、各ポリマー成分を計量する複数の計量孔を有する計量板、複数の計量孔からの吐出ポリマー流を合流する合流溝1に複数の分配孔1が穿設されている分配板1、前記分配孔からの複数の吐出ポリマー流を合流する合流溝2に複数の分配孔2が穿設されている分配板2、および吐出板とで構成されたことを特徴とする複合口金。
【請求項2】
分配板2を2から15枚積層したことを特徴とする請求項1記載の複合口金。
【請求項3】
少なくとも一つの分配板2が、前置分配板における合流溝の分配孔によって分配されたポリマー流が合流溝で合流されたことを特徴とする請求項1又は2記載の複合口金。
【請求項4】
複合口金の計量板が2から10枚積層したことを特徴とする請求項1から3のいずれか1項記載の複合口金。
【請求項5】
吐出板直上の分配板には複合ポリマー流を取り囲むための少なくとも1成分のポリマーのための複数の分配孔が穿設されていることを特徴とする請求項1から4のいずれか1項記載の複合口金。
【請求項6】
吐出板直上の分配板には少なくとも1成分のポリマーのための複数の分配孔が穿設された環状溝が設置されていることを特徴とする請求項1から5のいずれか1項記載の複合口金。
【請求項7】
吐出板には、分配板から吐出された複数のポリマー流が分配板と垂直方向に導入されるように吐出孔および導入孔が穿設されていることを特徴とする請求項1から6のいずれか1項記載の複合口金。
【請求項8】
吐出板直上の分配板において、島成分用分配孔を中心とした円周上に海成分ポリマー用の分配孔が下記式を満たすように穿設されたことを特徴とする請求項1から7のいずれか1項に記載の複合口金。
【数1】
ここで、pは島成分の頂点数(pは3以上の整数)、hsは海成分用分配孔数である。
【請求項9】
請求項1から8のいずれか1項記載の複合口金によって得られる複合繊維。
【請求項10】
請求項9記載の複合繊維が少なくとも一部を構成する繊維製品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−174215(P2011−174215A)
【公開日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願番号】特願2011−15617(P2011−15617)
【出願日】平成23年1月27日(2011.1.27)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願日】平成23年1月27日(2011.1.27)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]