
複合容器の製造方法、及び、複合容器
【課題】FW成形中に繊維層を硬化させながら巻付けることができ、FW成形後に加熱炉で硬化させることが不要な複合容器の製造方法を提供する。
【解決手段】 容器を形作るライナー5に光硬化性の樹脂が予め含浸されたトウプリプレグ11をFW法により巻付けて繊維層を形成する。そして、ライナー5へのトウプリプレグ11の巻付け中にライナー5外部から光照射部7から光を照射することで、ライナー5に巻付けられたトウプリプレグ11の樹脂をライナー5の表面に近い側から離れる側に向けて徐々に硬化させる。
【解決手段】 容器を形作るライナー5に光硬化性の樹脂が予め含浸されたトウプリプレグ11をFW法により巻付けて繊維層を形成する。そして、ライナー5へのトウプリプレグ11の巻付け中にライナー5外部から光照射部7から光を照射することで、ライナー5に巻付けられたトウプリプレグ11の樹脂をライナー5の表面に近い側から離れる側に向けて徐々に硬化させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高圧流体(気体あるいは液体)を収容するため、容器を形作るライナーをこれに巻装される複合材料により強化してなる複合容器の効率的な製造方法、及び、これにより製造される複合容器に関する。
【背景技術】
【0002】
従来、ガラス繊維、炭素繊維、芳香族ポリアミド繊維を強化材料とし、エポキシ樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂等をマトリックス樹脂とした複合材料は、スポーツ用品、自動車部品を始め広く使用されている。
【0003】
また近年、高圧容器の軽量化を目的として、金属製やプラスチック製のライナーを複合材料で強化してなる複合容器が提案されている。
【0004】
こうした高圧複合容器の複合材料部分を成形する手段としては、フィラメントワインディング法(FW法)が知られており、FW法には、熱硬化性樹脂が予め含浸された繊維を準備し、これをライナーに巻付けて成形するドライFW法と、レジンバスを用いて樹脂を繊維に含浸させながらライナーに巻付けて成形するウエットFW法とがある。こうした製法の利点としては、全体的に均一に強化層を形成できるという点がある。
【0005】
一方、特許文献1では、ライナーを光硬化性樹脂に漬け込んだ後、光を照射して硬化させている。しかし、この方法では、FW法のように均一な樹脂強化層を形成することができない。
【0006】
熱硬化性樹脂を用いてFW成形された製品は、FW成形後に成形品を加熱炉に投入して加熱することにより樹脂を硬化させて完成品とする。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第3615161号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
通常のFW成形による高圧容器成形では、複合材料層すなわち樹脂が含浸された繊維層を積層する際に、繊維層が未硬化であるために下側の繊維層の巻き緩みや巻き崩れを生じ、強度の低下を引き起こす要因となっている。
【0009】
また、大型高圧容器のようなFW成形品では、FW成形後に熱硬化性樹脂を硬化させるときの加熱炉に運び込む作業に労力を費やしてしまい、生産性の低下を招いてしまう。
【0010】
大型のFW成形品では複合材料内に含有する樹脂量が多いために、樹脂硬化時に多大な発熱が生じてしまうこともあり、発熱の減少も求められている。
【0011】
そこで本発明は、FW成形中に繊維層を硬化させながら巻付けることができ、FW成形後に加熱炉で硬化させることが不要な複合容器の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0012】
上記の課題を解決するために、本発明の複合容器の製造方法は、容器を形作るライナーに光硬化性の樹脂が予め含浸された繊維を巻付けて繊維層を形成する工程と、前記ライナーへの前記繊維の巻付け中に前記ライナーの外部から光を照射することで前記ライナーに巻付けられた前記繊維に含浸されている前記樹脂を前記ライナーの表面に近い側から離れる側に向けて徐々に硬化させる工程と、を含む。
【0013】
従って、本発明の製造方法により製造される複合容器は、容器を形作るライナーと、該ライナーに巻装された繊維層と、を含んで構成され、前記繊維層は、光硬化性の樹脂が予め含浸された繊維を巻付け、光照射により硬化させて形成してなる。
【0014】
本発明の複合容器の製造方法は、繊維層の樹脂を硬化させながらFW成形ができるため、下側の繊維層における波状繊維の発生や巻き崩れによる容器強度の低下を防ぐことができる。
【0015】
また、熱硬化性樹脂を用いずに、FW成形中、あるいはFW成形中及びFW成形後の所定時間の間に照射する光で完全硬化することができるため、FW成形後に加熱炉に投入する必要が無く、容器の生産性を向上させることができる。また、加熱炉での熱による硬化が不要であるために、樹脂硬化発熱による過昇温現象の発現を抑制することができ、FW成形品の品質低下を防ぐことができる。
【0016】
本発明において、硬化に用いられる露光光源としては、低圧水銀灯、中圧水銀灯、高圧水銀灯、超高圧水銀灯、キセノンランプ、メタルハライドランプ及びレーザー光線等が挙げられるが、300nm〜400nm付近の紫外線を放射する高圧水銀灯、超高圧水銀灯又はメタルハライドランプを光源とした露光装置を用いることが好ましい。これらの光照射の条件は、4000〜8000mJ/cm2 、好ましくは5000〜6500mJ/cm2 である。
【0017】
本発明で用いる光硬化性の樹脂組成物は、主成分としてエポキシ樹脂の硬化性樹脂を含む。使用できるエポキシ樹脂としては、ビスフェノールA型樹脂、ビスフェノールF型樹脂、ビスフェノールAD型樹脂、ナフタレン型樹脂、ビフェニル型樹脂、グリシジルアミン型樹脂、ジシクロペンタジエン型樹脂、フェノールノボラック型樹脂、脂環式エポキシ樹脂、上記エポキシ樹脂のプレポリマー、ポリエーテル変性エポキシ樹脂、シリコン変性エポキシ樹脂などが挙げられる。
【0018】
本発明で用いる光硬化性の樹脂組成物は、光重合開始剤(光硬化剤)を含む。光重合開始剤は、光照射によりプロトン酸又はルイス酸を発生する光カチオン重合開始剤、又は光照射によりラジカルを発生する光ラジカル重合開始剤のいずれであってもよいし、併用してもよい。使用できる光重合開始剤としては、芳香族ジアゾニウム塩、芳香族ヨードニウム塩、芳香族スルホニウム塩、鉄−アレン錯体化合物、ピリジニウム、アルミニウム錯体/シラノール塩、ハロゲン化アルキル置換トリアジン誘導体、トリフルオロメタンスルホン酸−N−イミドエステル誘導体、ベンゼンスルホン酸−N−イミドエステル誘導体、メタンスルホン酸−N−イミドエステル誘導体、トリブロモメチルフェニルスルホン誘導体等が挙げられる。これらは、単独で用いてもよいし、2種以上を併用してもよい。また使用量としては、硬化性樹脂(c)100重量部に対して1重量部以上、20重量部以下が好ましい。
【0019】
本発明においては、硬化性樹脂と光重合開始剤のほかに任意の成分を配合することができる。一般的な有機・無機フィラーや酸化防止剤、着色剤のほかに、必要に応じて保持安定剤等を使用することができる。
【0020】
本発明においては、FW法により複合容器を作成する。FW法とは、複合容器の成形法であって、樹脂を含浸させた繊維をライナー(中空円筒形の成形体でこれが容器を形作る)に巻装して成形、硬化させて複合容器を得る方法である。
【0021】
このFW法には、いわゆる湿式法(ウエットFW法)と呼ばれる比較的低粘度の樹脂液に繊維を浸漬してそのままライナーに巻装して繊維層を形成する方法と、いわゆる乾式法(ドライFW法)と呼ばれる先ず繊維と樹脂でプリプレグと呼ばれる繊維樹脂複合体を形成しそれを直接ライナーに巻装する方法とがある。
【0022】
本発明においては、どちらの方法もそれぞれ利点があり、利点を生かせば好ましく実施できるが、例えば、乾式法を実施すると樹脂の飛び散りの少ないという利点がある。尚、乾式法では一般に繊維束に樹脂を含浸させたトウプリプレグを用いる
【0023】
巻装は、繊維側を回転しながらライナーに巻装する方法と、ライナーを回転させ巻装する方法があり、どちらでも使用できるといえるが、光源を設置する関係上、後者の方法が好ましい。この際、光源がライナー上全体に均一に当たるようにすると、ライナーが回転するたびに硬化部分に均一に当たるため望ましい。また、光源はライナーに対して一方向ではなく、ライナーの直径方向に対して複数の角度で照射することも良い。
【0024】
こうした光源は、巻装されていく繊維層の表面から同じ距離で光が照射されるよう設置しても良い。具体的には、赤外線等の繊維層から光源の距離測定手段と測定手段からの信号により光源の位置を設定する手段を持つ装置である。
【0025】
巻装の張力は、使用する光硬化性樹脂組成物や装置によって異なるが、0.8〜70N程度、好ましくは1〜30N程度である。
【0026】
本発明においては、必要に応じてその後、加熱しても良いが、一般的な加熱よりも低温かつ短時間でよい。
【発明の効果】
【0027】
本発明によれば、高耐圧複合容器の製造時間の短縮化が可能となり、製造品の品質向上が期待できる。
【図面の簡単な説明】
【0028】
【図1】本発明の一実施形態として複合容器の製造に用いる製造装置(FW装置)を示す概略図
【発明を実施するための形態】
【0029】
以下に本発明の実施の形態について詳細に説明する。
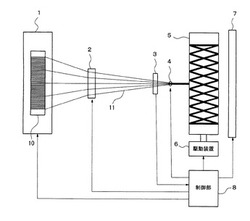
図1を参照し、本実施形態の製造装置は、供給部1と、巻付張力調整部2と、速度センサプーリ3と、デリバリーアイ4と、ライナー5と、駆動装置6と、光照射部7と、制御部8とを有する。
【0030】
供給部1は、トウプリプレグ11を供給する装置であり、トウプリプレグ11が巻回された複数の供給ロール10を有する。供給ロール10に巻回されたトウプリプレグ11は5Pa・s〜100Pa・s、好ましくは7Pa・s〜50Pa・sの粘度を維持した状態で保持されている。供給部1からのトウプリプレグ11の供給速度は制御部8により制御される。尚、本実施形態における供給部1は、すでに製造されたトウプリプレグ11が供給ロール10に巻回された状態で供給される方式を例に説明するが、本発明はこれに限定されるものではなく、例えば、供給部1において、トウに樹脂供給してトウプリプレグを製造し、この製造されたトウプリプレグを供給する方式を採用してもよい。
【0031】
巻付張力調整部2及び速度センサプーリ3は、供給部1とライナー5との間に配置されている。巻付張力調整部2は、ライナー5に巻付けるトウプリプレグ11に所要の巻付張力を付与することができるように構成されており、制御部8によって付与する巻付張力が制御される。速度センサプーリ3は、トウプリプレグ11の線速度を感知する速度センサである。速度センサプーリ3で検出されたトウプリプレグ11の線速度は、制御部8に送信される。制御部8は、その信号に基づき、供給部1からのトウプリプレグ11の供給速度を制御する。すなわち、トウプリプレグ11の線速度は、速度センサプーリ3により常時測定され、リアルタイムで制御部8にフィードバックされるため、例えば、デリバリーアイ4の折り返し時に速度が低下した場合も、あるいは巻始めから巻終わりまでにおけるワインディング成形体の径が変化した場合でも、樹脂供給量が制御され、トウに対する樹脂含有量は終始一定に制御されてFW成形が実施される。
【0032】
デリバリーアイ4は、供給部1から供給されたトウプリプレグ11を集束させ、FWでライナー5に巻付ける装置であり、ライナー5の軸方向と平行な方向に往復移動可能に設けられている。トウプリプレグ11の配向角度は、ライナー5の回転速度とデリバリーアイ4の移動速度の比により決定される。デリバリーアイ4の移動速度は制御部8により制御される。
【0033】
ライナー5は、金属製の中空円筒部材であり、駆動装置6により回転駆動される。デリバリーアイ4を通過してきたトウプリプレグ11はライナー5の外周面にFWで巻回される。ライナー5を回転駆動する駆動装置6の制御は制御部8によりなされる。
【0034】
光照射部7は、ライナー5の外周面に巻回されたトウプリプレグ11に光を照射する光源である。光照射部7の光照射の制御は、制御部8によりなされる。
【0035】
制御部8は、上述したように、供給部1、巻付張力調整部2、デリバリーアイ4、駆動装置6、光照射部7等を駆動制御する。
【0036】
上記の製造装置(FW装置)を用い、光硬化性の樹脂を含浸させたトウプリプレグ11をライナー5の外周に巻付けながら、光照射部7により光照射を行って、前記樹脂をライナー5の表面に近い側から離れる側に向けて徐々に硬化させる。また必要により、巻付け終了後に所定時間、光照射を続ける。
【0037】
本実施形態によれば、繊維層の樹脂を硬化させながらFW成形ができるため、下側の繊維層における波状繊維の発生や巻き崩れによる容器強度の低下を防ぐことができる。また、熱硬化性樹脂を用いずに、主にFW中に照射する光で完全硬化することができるため、FW成形後に加熱炉に投入する必要が無く、容器の生産性を向上させることができる。また、加熱炉での熱による硬化が不要であるために、樹脂硬化発熱による過昇温現象の発現を抑制することができ、FW成形品の品質低下を防ぐことができる。
【実施例】
【0038】
以下に実施例を説明する。但し、本発明はこれらの例によって何ら限定されるものではない。
【0039】
〔実施例1〕
実施例1では、以下の条件において、本発明の複合容器の製造方法により複合容器を製造した。
【0040】
トウに含浸させる樹脂としては、ビスフェノールA型エポキシ樹脂50重量部、ビスフェノールF型エポキシ樹脂50重量部に、光硬化剤として芳香族スルホニウム・ヘキサフルオロアンチモネート10重量部を混合した組成物を用いた。この組成物を東レ(株)製炭素繊維T800SCの24000フィラメントに含浸し、ボビンに巻取って、樹脂含有率29wt%のトウプリプレグとした。
【0041】
上述のトウプリプレグを内容積が10Lで直径20cmのアルミニウム製のライナーに、光照射をしながらFWした。光照射条件は、6000mJ/cm2 の紫外線照射とした。
【0042】
以上のようにしてFW成形を実施したところ、FW成形中における繊維層の巻き崩れや巻き緩みは観察されず、FW成形後にそのままの状態で所定時間光照射を続けることにより樹脂を完全硬化させることができた。
【0043】
〔実施例2〕
実施例2では、以下の条件において、本発明の複合容器の製造方法により複合容器を製造した。
【0044】
ビスフェノールAエポキシ樹脂(ダウケミカル(株)製、DER−332;エポキシ当量175g/eq)200重量部、光ラジカル重合開始剤として2−ヒドロキシ−1−[4−(2−ヒドロキシエトキシ)フェニル]−2−メチルプロパン−1−オン(チバ・スペシャリティーケミカルズ社製、イルガキュアー2959)10重量部を90℃で加熱溶解し、樹脂液を得た。
【0045】
この組成物を貯蔵層に満たし、東レ(株)製炭素繊維T800SCの24000フィラメントに含浸させ、10Lで直径20cmのアルミニウム製のライナーに、光照射をしながら湿式法でFWした。この際の張力は5N、室温で行った。光照射条件は、6000mJ/cm2 の紫外線照射とした。その後、加熱し製品とした。
【0046】
〔実施例3〕
実施例3では、以下の条件において、本発明の複合容器の製造方法により複合容器を製造した。
【0047】
ビスフェノールF型エポキシ樹脂(エピコート807、油化シェルエポキシ(株))70重量部、液状ビスフェノールA型エポキシ樹脂(エピコート828)10重量部及びポリグリシジルアミン型エポキシ樹脂(ELM100)20重量部に、光重合開始剤を2,2’−ビス(o−クロロフェニル)−4,5,4’,5’−テトラフェニル−1,2’−ビイミダゾール[和光純薬(株)製]0.5重量部、2−メルカプトベンゾチアゾール[和光純薬(株)製]0.5重量部を混合し、この樹脂組成物をレジンバスで浸漬させた、ドクターブレードとの間隔が0.15mmの回転ドラム上に東レ(株)製炭素繊維M40Jの6000フィラメントを通過させ、50℃に加熱した熱ロールを通した後、ボビンに巻取った。このときの樹脂含有率は40wt%であった
【0048】
上述のトウプリプレグを内容積が10Lで直径20cmのアルミニウム製のライナーに、光照射をしながら乾式法によるFWした。光照射条件は6000mJ/cm2 の紫外線照射とした。張力は5N、室温で行った。このとき、FW装置周辺には、樹脂の飛び散りはきわめて少なかった。
【0049】
〔実施例4〕
実施例4では、以下の条件において、本発明の複合容器の製造方法により複合容器を製造した。
【0050】
ビスフェノールF型エポキシ樹脂(商品名:エピコート807、油化シェルエポキシ(株)製)を70重量部、グリシジルアミン型エポキシ樹脂(商品名:GAN、日本化薬(株)製)を30重量部、商品名イルガキュア−1700:チバガイギ−(株)製)を2重量部混合した。
【0051】
この樹脂組成物を炭素繊維(商品名:T300、東レ(株)製)の6000フィラメントに含浸させ、内径8mmのオリフィスを通して熱のかかっていないロールを通した後、ボビンに巻取った。このときの樹脂含有率は40wt%であった。
【0052】
上述のトウプリプレグについて、実施例3と同様に乾式法でFWを行った。このとき、FW装置周辺には、樹脂の飛び散りはきわめて少なかった。
【符号の説明】
【0053】
1 供給部
2 巻付張力調整部
3 速度センサプーリ
4 デリバリーアイ
5 ライナー
6 駆動装置
7 光照射部
8 制御部
10 供給ロール
11 トウプリプレグ
【技術分野】
【0001】
本発明は、高圧流体(気体あるいは液体)を収容するため、容器を形作るライナーをこれに巻装される複合材料により強化してなる複合容器の効率的な製造方法、及び、これにより製造される複合容器に関する。
【背景技術】
【0002】
従来、ガラス繊維、炭素繊維、芳香族ポリアミド繊維を強化材料とし、エポキシ樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂等をマトリックス樹脂とした複合材料は、スポーツ用品、自動車部品を始め広く使用されている。
【0003】
また近年、高圧容器の軽量化を目的として、金属製やプラスチック製のライナーを複合材料で強化してなる複合容器が提案されている。
【0004】
こうした高圧複合容器の複合材料部分を成形する手段としては、フィラメントワインディング法(FW法)が知られており、FW法には、熱硬化性樹脂が予め含浸された繊維を準備し、これをライナーに巻付けて成形するドライFW法と、レジンバスを用いて樹脂を繊維に含浸させながらライナーに巻付けて成形するウエットFW法とがある。こうした製法の利点としては、全体的に均一に強化層を形成できるという点がある。
【0005】
一方、特許文献1では、ライナーを光硬化性樹脂に漬け込んだ後、光を照射して硬化させている。しかし、この方法では、FW法のように均一な樹脂強化層を形成することができない。
【0006】
熱硬化性樹脂を用いてFW成形された製品は、FW成形後に成形品を加熱炉に投入して加熱することにより樹脂を硬化させて完成品とする。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第3615161号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
通常のFW成形による高圧容器成形では、複合材料層すなわち樹脂が含浸された繊維層を積層する際に、繊維層が未硬化であるために下側の繊維層の巻き緩みや巻き崩れを生じ、強度の低下を引き起こす要因となっている。
【0009】
また、大型高圧容器のようなFW成形品では、FW成形後に熱硬化性樹脂を硬化させるときの加熱炉に運び込む作業に労力を費やしてしまい、生産性の低下を招いてしまう。
【0010】
大型のFW成形品では複合材料内に含有する樹脂量が多いために、樹脂硬化時に多大な発熱が生じてしまうこともあり、発熱の減少も求められている。
【0011】
そこで本発明は、FW成形中に繊維層を硬化させながら巻付けることができ、FW成形後に加熱炉で硬化させることが不要な複合容器の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0012】
上記の課題を解決するために、本発明の複合容器の製造方法は、容器を形作るライナーに光硬化性の樹脂が予め含浸された繊維を巻付けて繊維層を形成する工程と、前記ライナーへの前記繊維の巻付け中に前記ライナーの外部から光を照射することで前記ライナーに巻付けられた前記繊維に含浸されている前記樹脂を前記ライナーの表面に近い側から離れる側に向けて徐々に硬化させる工程と、を含む。
【0013】
従って、本発明の製造方法により製造される複合容器は、容器を形作るライナーと、該ライナーに巻装された繊維層と、を含んで構成され、前記繊維層は、光硬化性の樹脂が予め含浸された繊維を巻付け、光照射により硬化させて形成してなる。
【0014】
本発明の複合容器の製造方法は、繊維層の樹脂を硬化させながらFW成形ができるため、下側の繊維層における波状繊維の発生や巻き崩れによる容器強度の低下を防ぐことができる。
【0015】
また、熱硬化性樹脂を用いずに、FW成形中、あるいはFW成形中及びFW成形後の所定時間の間に照射する光で完全硬化することができるため、FW成形後に加熱炉に投入する必要が無く、容器の生産性を向上させることができる。また、加熱炉での熱による硬化が不要であるために、樹脂硬化発熱による過昇温現象の発現を抑制することができ、FW成形品の品質低下を防ぐことができる。
【0016】
本発明において、硬化に用いられる露光光源としては、低圧水銀灯、中圧水銀灯、高圧水銀灯、超高圧水銀灯、キセノンランプ、メタルハライドランプ及びレーザー光線等が挙げられるが、300nm〜400nm付近の紫外線を放射する高圧水銀灯、超高圧水銀灯又はメタルハライドランプを光源とした露光装置を用いることが好ましい。これらの光照射の条件は、4000〜8000mJ/cm2 、好ましくは5000〜6500mJ/cm2 である。
【0017】
本発明で用いる光硬化性の樹脂組成物は、主成分としてエポキシ樹脂の硬化性樹脂を含む。使用できるエポキシ樹脂としては、ビスフェノールA型樹脂、ビスフェノールF型樹脂、ビスフェノールAD型樹脂、ナフタレン型樹脂、ビフェニル型樹脂、グリシジルアミン型樹脂、ジシクロペンタジエン型樹脂、フェノールノボラック型樹脂、脂環式エポキシ樹脂、上記エポキシ樹脂のプレポリマー、ポリエーテル変性エポキシ樹脂、シリコン変性エポキシ樹脂などが挙げられる。
【0018】
本発明で用いる光硬化性の樹脂組成物は、光重合開始剤(光硬化剤)を含む。光重合開始剤は、光照射によりプロトン酸又はルイス酸を発生する光カチオン重合開始剤、又は光照射によりラジカルを発生する光ラジカル重合開始剤のいずれであってもよいし、併用してもよい。使用できる光重合開始剤としては、芳香族ジアゾニウム塩、芳香族ヨードニウム塩、芳香族スルホニウム塩、鉄−アレン錯体化合物、ピリジニウム、アルミニウム錯体/シラノール塩、ハロゲン化アルキル置換トリアジン誘導体、トリフルオロメタンスルホン酸−N−イミドエステル誘導体、ベンゼンスルホン酸−N−イミドエステル誘導体、メタンスルホン酸−N−イミドエステル誘導体、トリブロモメチルフェニルスルホン誘導体等が挙げられる。これらは、単独で用いてもよいし、2種以上を併用してもよい。また使用量としては、硬化性樹脂(c)100重量部に対して1重量部以上、20重量部以下が好ましい。
【0019】
本発明においては、硬化性樹脂と光重合開始剤のほかに任意の成分を配合することができる。一般的な有機・無機フィラーや酸化防止剤、着色剤のほかに、必要に応じて保持安定剤等を使用することができる。
【0020】
本発明においては、FW法により複合容器を作成する。FW法とは、複合容器の成形法であって、樹脂を含浸させた繊維をライナー(中空円筒形の成形体でこれが容器を形作る)に巻装して成形、硬化させて複合容器を得る方法である。
【0021】
このFW法には、いわゆる湿式法(ウエットFW法)と呼ばれる比較的低粘度の樹脂液に繊維を浸漬してそのままライナーに巻装して繊維層を形成する方法と、いわゆる乾式法(ドライFW法)と呼ばれる先ず繊維と樹脂でプリプレグと呼ばれる繊維樹脂複合体を形成しそれを直接ライナーに巻装する方法とがある。
【0022】
本発明においては、どちらの方法もそれぞれ利点があり、利点を生かせば好ましく実施できるが、例えば、乾式法を実施すると樹脂の飛び散りの少ないという利点がある。尚、乾式法では一般に繊維束に樹脂を含浸させたトウプリプレグを用いる
【0023】
巻装は、繊維側を回転しながらライナーに巻装する方法と、ライナーを回転させ巻装する方法があり、どちらでも使用できるといえるが、光源を設置する関係上、後者の方法が好ましい。この際、光源がライナー上全体に均一に当たるようにすると、ライナーが回転するたびに硬化部分に均一に当たるため望ましい。また、光源はライナーに対して一方向ではなく、ライナーの直径方向に対して複数の角度で照射することも良い。
【0024】
こうした光源は、巻装されていく繊維層の表面から同じ距離で光が照射されるよう設置しても良い。具体的には、赤外線等の繊維層から光源の距離測定手段と測定手段からの信号により光源の位置を設定する手段を持つ装置である。
【0025】
巻装の張力は、使用する光硬化性樹脂組成物や装置によって異なるが、0.8〜70N程度、好ましくは1〜30N程度である。
【0026】
本発明においては、必要に応じてその後、加熱しても良いが、一般的な加熱よりも低温かつ短時間でよい。
【発明の効果】
【0027】
本発明によれば、高耐圧複合容器の製造時間の短縮化が可能となり、製造品の品質向上が期待できる。
【図面の簡単な説明】
【0028】
【図1】本発明の一実施形態として複合容器の製造に用いる製造装置(FW装置)を示す概略図
【発明を実施するための形態】
【0029】
以下に本発明の実施の形態について詳細に説明する。
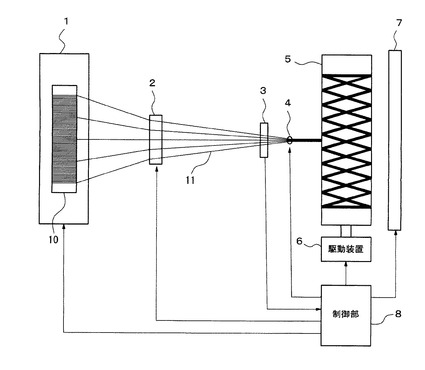
図1を参照し、本実施形態の製造装置は、供給部1と、巻付張力調整部2と、速度センサプーリ3と、デリバリーアイ4と、ライナー5と、駆動装置6と、光照射部7と、制御部8とを有する。
【0030】
供給部1は、トウプリプレグ11を供給する装置であり、トウプリプレグ11が巻回された複数の供給ロール10を有する。供給ロール10に巻回されたトウプリプレグ11は5Pa・s〜100Pa・s、好ましくは7Pa・s〜50Pa・sの粘度を維持した状態で保持されている。供給部1からのトウプリプレグ11の供給速度は制御部8により制御される。尚、本実施形態における供給部1は、すでに製造されたトウプリプレグ11が供給ロール10に巻回された状態で供給される方式を例に説明するが、本発明はこれに限定されるものではなく、例えば、供給部1において、トウに樹脂供給してトウプリプレグを製造し、この製造されたトウプリプレグを供給する方式を採用してもよい。
【0031】
巻付張力調整部2及び速度センサプーリ3は、供給部1とライナー5との間に配置されている。巻付張力調整部2は、ライナー5に巻付けるトウプリプレグ11に所要の巻付張力を付与することができるように構成されており、制御部8によって付与する巻付張力が制御される。速度センサプーリ3は、トウプリプレグ11の線速度を感知する速度センサである。速度センサプーリ3で検出されたトウプリプレグ11の線速度は、制御部8に送信される。制御部8は、その信号に基づき、供給部1からのトウプリプレグ11の供給速度を制御する。すなわち、トウプリプレグ11の線速度は、速度センサプーリ3により常時測定され、リアルタイムで制御部8にフィードバックされるため、例えば、デリバリーアイ4の折り返し時に速度が低下した場合も、あるいは巻始めから巻終わりまでにおけるワインディング成形体の径が変化した場合でも、樹脂供給量が制御され、トウに対する樹脂含有量は終始一定に制御されてFW成形が実施される。
【0032】
デリバリーアイ4は、供給部1から供給されたトウプリプレグ11を集束させ、FWでライナー5に巻付ける装置であり、ライナー5の軸方向と平行な方向に往復移動可能に設けられている。トウプリプレグ11の配向角度は、ライナー5の回転速度とデリバリーアイ4の移動速度の比により決定される。デリバリーアイ4の移動速度は制御部8により制御される。
【0033】
ライナー5は、金属製の中空円筒部材であり、駆動装置6により回転駆動される。デリバリーアイ4を通過してきたトウプリプレグ11はライナー5の外周面にFWで巻回される。ライナー5を回転駆動する駆動装置6の制御は制御部8によりなされる。
【0034】
光照射部7は、ライナー5の外周面に巻回されたトウプリプレグ11に光を照射する光源である。光照射部7の光照射の制御は、制御部8によりなされる。
【0035】
制御部8は、上述したように、供給部1、巻付張力調整部2、デリバリーアイ4、駆動装置6、光照射部7等を駆動制御する。
【0036】
上記の製造装置(FW装置)を用い、光硬化性の樹脂を含浸させたトウプリプレグ11をライナー5の外周に巻付けながら、光照射部7により光照射を行って、前記樹脂をライナー5の表面に近い側から離れる側に向けて徐々に硬化させる。また必要により、巻付け終了後に所定時間、光照射を続ける。
【0037】
本実施形態によれば、繊維層の樹脂を硬化させながらFW成形ができるため、下側の繊維層における波状繊維の発生や巻き崩れによる容器強度の低下を防ぐことができる。また、熱硬化性樹脂を用いずに、主にFW中に照射する光で完全硬化することができるため、FW成形後に加熱炉に投入する必要が無く、容器の生産性を向上させることができる。また、加熱炉での熱による硬化が不要であるために、樹脂硬化発熱による過昇温現象の発現を抑制することができ、FW成形品の品質低下を防ぐことができる。
【実施例】
【0038】
以下に実施例を説明する。但し、本発明はこれらの例によって何ら限定されるものではない。
【0039】
〔実施例1〕
実施例1では、以下の条件において、本発明の複合容器の製造方法により複合容器を製造した。
【0040】
トウに含浸させる樹脂としては、ビスフェノールA型エポキシ樹脂50重量部、ビスフェノールF型エポキシ樹脂50重量部に、光硬化剤として芳香族スルホニウム・ヘキサフルオロアンチモネート10重量部を混合した組成物を用いた。この組成物を東レ(株)製炭素繊維T800SCの24000フィラメントに含浸し、ボビンに巻取って、樹脂含有率29wt%のトウプリプレグとした。
【0041】
上述のトウプリプレグを内容積が10Lで直径20cmのアルミニウム製のライナーに、光照射をしながらFWした。光照射条件は、6000mJ/cm2 の紫外線照射とした。
【0042】
以上のようにしてFW成形を実施したところ、FW成形中における繊維層の巻き崩れや巻き緩みは観察されず、FW成形後にそのままの状態で所定時間光照射を続けることにより樹脂を完全硬化させることができた。
【0043】
〔実施例2〕
実施例2では、以下の条件において、本発明の複合容器の製造方法により複合容器を製造した。
【0044】
ビスフェノールAエポキシ樹脂(ダウケミカル(株)製、DER−332;エポキシ当量175g/eq)200重量部、光ラジカル重合開始剤として2−ヒドロキシ−1−[4−(2−ヒドロキシエトキシ)フェニル]−2−メチルプロパン−1−オン(チバ・スペシャリティーケミカルズ社製、イルガキュアー2959)10重量部を90℃で加熱溶解し、樹脂液を得た。
【0045】
この組成物を貯蔵層に満たし、東レ(株)製炭素繊維T800SCの24000フィラメントに含浸させ、10Lで直径20cmのアルミニウム製のライナーに、光照射をしながら湿式法でFWした。この際の張力は5N、室温で行った。光照射条件は、6000mJ/cm2 の紫外線照射とした。その後、加熱し製品とした。
【0046】
〔実施例3〕
実施例3では、以下の条件において、本発明の複合容器の製造方法により複合容器を製造した。
【0047】
ビスフェノールF型エポキシ樹脂(エピコート807、油化シェルエポキシ(株))70重量部、液状ビスフェノールA型エポキシ樹脂(エピコート828)10重量部及びポリグリシジルアミン型エポキシ樹脂(ELM100)20重量部に、光重合開始剤を2,2’−ビス(o−クロロフェニル)−4,5,4’,5’−テトラフェニル−1,2’−ビイミダゾール[和光純薬(株)製]0.5重量部、2−メルカプトベンゾチアゾール[和光純薬(株)製]0.5重量部を混合し、この樹脂組成物をレジンバスで浸漬させた、ドクターブレードとの間隔が0.15mmの回転ドラム上に東レ(株)製炭素繊維M40Jの6000フィラメントを通過させ、50℃に加熱した熱ロールを通した後、ボビンに巻取った。このときの樹脂含有率は40wt%であった
【0048】
上述のトウプリプレグを内容積が10Lで直径20cmのアルミニウム製のライナーに、光照射をしながら乾式法によるFWした。光照射条件は6000mJ/cm2 の紫外線照射とした。張力は5N、室温で行った。このとき、FW装置周辺には、樹脂の飛び散りはきわめて少なかった。
【0049】
〔実施例4〕
実施例4では、以下の条件において、本発明の複合容器の製造方法により複合容器を製造した。
【0050】
ビスフェノールF型エポキシ樹脂(商品名:エピコート807、油化シェルエポキシ(株)製)を70重量部、グリシジルアミン型エポキシ樹脂(商品名:GAN、日本化薬(株)製)を30重量部、商品名イルガキュア−1700:チバガイギ−(株)製)を2重量部混合した。
【0051】
この樹脂組成物を炭素繊維(商品名:T300、東レ(株)製)の6000フィラメントに含浸させ、内径8mmのオリフィスを通して熱のかかっていないロールを通した後、ボビンに巻取った。このときの樹脂含有率は40wt%であった。
【0052】
上述のトウプリプレグについて、実施例3と同様に乾式法でFWを行った。このとき、FW装置周辺には、樹脂の飛び散りはきわめて少なかった。
【符号の説明】
【0053】
1 供給部
2 巻付張力調整部
3 速度センサプーリ
4 デリバリーアイ
5 ライナー
6 駆動装置
7 光照射部
8 制御部
10 供給ロール
11 トウプリプレグ
【特許請求の範囲】
【請求項1】
容器を形作るライナーに光硬化性の樹脂が予め含浸された繊維を巻付けて繊維層を形成する工程と、
前記ライナーへの前記繊維の巻付け中に前記ライナーの外部から光照射することで前記ライナーに巻付けられた前記繊維に含浸されている前記樹脂を前記ライナーの表面に近い側から離れる側に向けて徐々に硬化させる工程と、
を含む複合容器の製造方法。
【請求項2】
前記ライナーへの前記繊維の巻付け終了後に所定時間光照射を続ける請求項1記載の複合容器の製造方法。
【請求項3】
前記光硬化性の樹脂が予め含浸された繊維はトウプリプレグである請求項1又は請求項2記載の複合容器の製造方法。
【請求項4】
前記光硬化性の樹脂配合物中には、エポキシ樹脂として、ビスフェノールA型樹脂、ビスフェノールF型樹脂、ビスフェノールAD型樹脂、ナフタレン型樹脂、ビフェニル型樹脂、グリシジルアミン型樹脂、ジシクロペンタジエン型樹脂、フェノールノボラック型樹脂、脂環式エポキシ樹脂、上記エポキシ樹脂のプレポリマー、ポリエーテル変性エポキシ樹脂、シリコン変性エポキシ樹脂のうち少なくとも1つが配合されている請求項1〜請求項3のいずれか1つに記載の複合容器の製造方法。
【請求項5】
前記光硬化性の樹脂配合物中には、光重合開始剤として、芳香族ジアゾニウム塩、芳香族ヨードニウム塩、芳香族スルホニウム塩、鉄−アレン錯体化合物、ピリジニウム、アルミニウム錯体/シラノール塩、ハロゲン化アルキル置換トリアジン誘導体、トリフルオロメタンスルホン酸−N−イミドエステル誘導体、ベンゼンスルホン酸−N−イミドエステル誘導体、メタンスルホン酸−N−イミドエステル誘導体、トリブロモメチルフェニルスルホン誘導体のうち少なくとも1つが配合されている請求項1〜請求項4のいずれか1つに記載の複合容器の製造方法。
【請求項6】
容器を形作るライナーと、該ライナーに巻装された繊維層と、を含んで構成され、
前記繊維層は、光硬化性の樹脂が予め含浸された繊維を巻付け、光照射により硬化させて形成してなる、複合容器。
【請求項1】
容器を形作るライナーに光硬化性の樹脂が予め含浸された繊維を巻付けて繊維層を形成する工程と、
前記ライナーへの前記繊維の巻付け中に前記ライナーの外部から光照射することで前記ライナーに巻付けられた前記繊維に含浸されている前記樹脂を前記ライナーの表面に近い側から離れる側に向けて徐々に硬化させる工程と、
を含む複合容器の製造方法。
【請求項2】
前記ライナーへの前記繊維の巻付け終了後に所定時間光照射を続ける請求項1記載の複合容器の製造方法。
【請求項3】
前記光硬化性の樹脂が予め含浸された繊維はトウプリプレグである請求項1又は請求項2記載の複合容器の製造方法。
【請求項4】
前記光硬化性の樹脂配合物中には、エポキシ樹脂として、ビスフェノールA型樹脂、ビスフェノールF型樹脂、ビスフェノールAD型樹脂、ナフタレン型樹脂、ビフェニル型樹脂、グリシジルアミン型樹脂、ジシクロペンタジエン型樹脂、フェノールノボラック型樹脂、脂環式エポキシ樹脂、上記エポキシ樹脂のプレポリマー、ポリエーテル変性エポキシ樹脂、シリコン変性エポキシ樹脂のうち少なくとも1つが配合されている請求項1〜請求項3のいずれか1つに記載の複合容器の製造方法。
【請求項5】
前記光硬化性の樹脂配合物中には、光重合開始剤として、芳香族ジアゾニウム塩、芳香族ヨードニウム塩、芳香族スルホニウム塩、鉄−アレン錯体化合物、ピリジニウム、アルミニウム錯体/シラノール塩、ハロゲン化アルキル置換トリアジン誘導体、トリフルオロメタンスルホン酸−N−イミドエステル誘導体、ベンゼンスルホン酸−N−イミドエステル誘導体、メタンスルホン酸−N−イミドエステル誘導体、トリブロモメチルフェニルスルホン誘導体のうち少なくとも1つが配合されている請求項1〜請求項4のいずれか1つに記載の複合容器の製造方法。
【請求項6】
容器を形作るライナーと、該ライナーに巻装された繊維層と、を含んで構成され、
前記繊維層は、光硬化性の樹脂が予め含浸された繊維を巻付け、光照射により硬化させて形成してなる、複合容器。
【図1】


【公開番号】特開2011−206933(P2011−206933A)
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願番号】特願2010−74273(P2010−74273)
【出願日】平成22年3月29日(2010.3.29)
【出願人】(000004444)JX日鉱日石エネルギー株式会社 (1,898)
【Fターム(参考)】
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願日】平成22年3月29日(2010.3.29)
【出願人】(000004444)JX日鉱日石エネルギー株式会社 (1,898)
【Fターム(参考)】
[ Back to top ]