
複合容器

【課題】強化層の厚み方向の熱伝導率が高く、プレクール条件を緩和できる複合容器を提供する。
【解決手段】強化用繊維と長さ1mm以下の炭素繊維を含有する樹脂組成物の硬化物とからなる強化層を容器の外側に配置した複合容器。強化用繊維と樹脂組成物の組み合わせはトウプリプレグであることが好ましい。容器は口金つきの中空ライナーであることが好ましい。強化用繊維は炭素繊維であることが好ましい。強化層の熱伝導率は3W/(m・K)以上20W/(m・K)以下であることが好ましい。
【解決手段】強化用繊維と長さ1mm以下の炭素繊維を含有する樹脂組成物の硬化物とからなる強化層を容器の外側に配置した複合容器。強化用繊維と樹脂組成物の組み合わせはトウプリプレグであることが好ましい。容器は口金つきの中空ライナーであることが好ましい。強化用繊維は炭素繊維であることが好ましい。強化層の熱伝導率は3W/(m・K)以上20W/(m・K)以下であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂組成物の硬化物と繊維で強化した複合容器に関する。
【背景技術】
【0002】
水素を始めとするガスを貯蔵し輸送するためには、出来るだけ小さな体積で運搬することが必要である。ガスを小さな体積で運搬するためには高圧にしてボンベに封入することが行われる。このためには高圧に耐えるボンベが必要であるが、このようなボンベとしては、製造が容易なこと及び耐圧効果が高いことから、中空の口金付き金属ライナーあるいはプラスチックライナーに繊維を巻装して強化してなる複合容器が一般的である。この繊維は、熱硬化性樹脂に含浸され金属ライナー上に巻装しながら固着され、樹脂と繊維による強化層が金属ライナー上に形成される。繊維としては炭素繊維のトウプリプレグ等が使用されている(特許文献2等)。
【0003】
一方、ガス容器中に高圧水素ガスを急速封入する際には、水素を予め一定の温度以下に下げる処理(プレクール)を行った後に水素ガスの封入が実施される。これは急速封入されることによって、水素ガスの温度が上昇し、容器が規定の温度以上にならないようにするためである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−77202号公報
【特許文献2】特開2007−39684号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の複合容器には、強化層が樹脂をマトリックスとしているために、強化層の熱伝導率が低いという問題点があった。すなわち、樹脂組成物の硬化物からなる強化層は熱伝導性が低いため、水素ガスの熱を外部に放出しにくいという問題である。また容器の温度上昇を抑えるためにプレクールの温度を過度に下げる場合は、その設備コスト・運用コストがかさむという問題である。これらの問題点を解消するためには、強化層の厚み方向の熱伝導性を改善することが必要である。
【0006】
しかしながら、炭素繊維強化層は縦方向への熱伝導性は高いが横方向の熱伝導性は低いという特性があるので、炭素繊維を金属ライナーに巻装して強化層を形成した場合、強化層の厚み方向の熱伝導性は改善されない。また、樹脂組成物中への炭素繊維の混合量が少ない場合は、樹脂成分のみが熱伝導の主体となる。
このような現状から、樹脂組成物の硬化物と強化用繊維からなる強化層を容器の外側に配置した複合容器であって、強化層の厚み方向の熱伝導率が高く、プレクール条件を緩和できる複合容器が求められている。
【課題を解決するための手段】
【0007】
前記課題は、以下の本発明〔1〕〜〔4〕によって解決される。
〔1〕強化用繊維と長さ1mm以下の炭素繊維を含有する樹脂組成物の硬化物とからなる強化層を容器の外側に配置した複合容器。
〔2〕長さ1mm以下の炭素繊維を含有するトウプリプレグの硬化物からなる強化層を容器の外側に配置した複合容器。
〔3〕口金つきの中空ライナーの外側に樹脂組成物が含浸された炭素繊維を巻装したものの硬化物を強化層として配置した複合容器であって、該強化層中に長さ1mm以下の炭素繊維が含有されてなる複合容器。
〔4〕強化層の熱伝導率が3W/(m・K)以上20W/(m・K)以下であることを特徴とする前記〔1〕〜〔3〕のいずれかに記載の複合容器。
【発明の効果】
【0008】
本発明により、プレクールの容易な複合容器を提供でき、水素を始めとするガスを容易に貯蔵・運搬できる。
【図面の簡単な説明】
【0009】
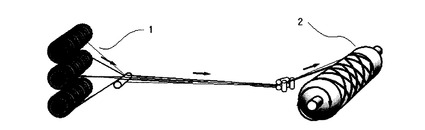
【図1】ドライ式フィラメントワインディング法によって、本発明の複合容器を製造する方法を示す図である。
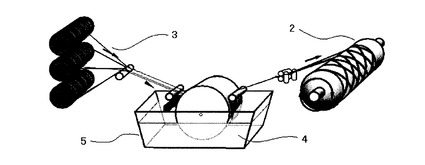
【図2】ウエット式フィラメントワインディング法によって、本発明の複合容器を製造する方法を示す図である。
【発明を実施するための形態】
【0010】
本発明の複合容器は、強化用繊維と長さ1mm以下の炭素繊維を含有する樹脂組成物の硬化物とからなる強化層を容器の外側に有する。
強化層によって耐圧性を強化される容器としては、先端部に口金部が設けられた金属性ライナー、プラスチックライナー等が挙げられる。
金属性ライナーは、多くの場合、両端部がドーム状をした円柱の形状であり、金属としてはアルミニウムがよく使用される。そのドームの先端部に口金部が設けられている。こうしたライナーは、金属製のパイプから端部をドーム状に閉じ、その先端部分に口金部分を設けて製造される。金属性ライナーの大きさは、用途によって自由に設計できるが、直径10cm〜30cm程度、両端部の距離が10cm〜200cm程度である。
【0011】
強化層を構成する樹脂組成物の硬化物は、硬化性の樹脂と1mm以下にカットした炭素繊維(短炭素繊維)からなる未硬化の樹脂組成物を硬化させたものであり、必要により他の充填材等を含むことができる。
硬化性の樹脂は、熱または光によって硬化するものであり、不飽和ポリエステル、ビニルエステル樹脂、ポリイミド、ビスマレイミド樹脂およびフェノール樹脂などが使用できるが、一般的にはエポキシ樹脂を使用する。
【0012】
強化用繊維と樹脂組成物の組み合わせとしては、強化用繊維の束に樹脂組成物を含浸させたトウプリプレグを使用することができる。その場合、長さ1mm以下の炭素繊維は樹脂組成物とともに強化用繊維に含浸させることができる。
【0013】
好ましいエポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールAD型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ノボラック型エポキシ樹脂、ナフタレン型エポキシ樹脂、フェノール化合物とジシクロペンタジエンの共重合体を原料とするエポキシ樹脂、ナフタレン型エポキシ樹脂、ノボラック型エポキシ樹脂などのグリシジルエーテル型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、およびこれらの樹脂の組み合わせが挙げられる。また、必要に応じ臭素化等した樹脂を使用しても良い。
これらのエポキシ樹脂は、強化層の形成の仕方によって、分子量、粘度等をさまざまな組み合わせのものとすることができる。
【0014】
エポキシ樹脂は硬化剤や硬化促進剤と併用される。好ましい硬化剤としては、例えば、芳香族アミン、脂肪族アミン、カルボン無水物およびルイス酸錯体などが挙げられる。エポキシ樹脂を使用する場合の、硬化剤と硬化助剤との組み合わせの好ましい例としては、ジシアンジアミドと、3−(3,4−ジクロロフェニル)−1、1−ジメチル尿素(DCMU)などの尿素誘導体の組み合わせ、芳香族アミンと酸フッ化ホウ素エチルアミン錯体との組み合わせ、およびカルボン酸無水物やノボラック樹脂と3級アミンとの組み合わせなどが挙げられる。
【0015】
本発明においては、強化層の熱伝導率を高めるために、強化層中に、長さ1mm以下、好ましくは、0.01mm〜0.7mmにカットした短炭素繊維が配合されている。炭素繊維としては、PAN系、ピッチ系、炭化水素ガス系のいずれの炭素繊維も使用できる。短炭素繊維の直径はおおむね0.1nm〜100nmの太さのものが使用できる。
炭素繊維のカットの方法は任意である。専用のカッターを用いても良いし、自動裁断機を使用しても良い。また、強化層中には、1mm以下の短炭素繊維が十分に含まれている限り、1mmを超える炭素繊維が併存していても良い。
樹脂100質量部に対して、長さ1mm以下の短炭素繊維が3質量部〜20質量部の範囲で使用されることが好ましい。
【0016】
本発明において、熱伝導率を達成させるため短炭素繊維を配合するものであるが、さらに熱伝導性を改良するため、樹脂組成物の硬化物の強度を向上させるため、あるいは難燃性や耐候性を付与するために、他の一般的な充填材を配合することも可能である。
強化層の熱伝導率は3W/(m・K)以上であることが好ましく、4W/(m・K)以上であることがより好ましい。また、その上限は20W/(m・K)以下であることが好ましく、15W/(m・K)以下であることがより好ましい。
【0017】
強化層を構成する強化用繊維としては、ある一定以上の張力に耐え、溶融樹脂によって弱くならず、かつ、金属性ライナー等の容器に巻きつけることが出来れば、いかなるものでも良い。具体的には、ガラス繊維、アラミド繊維、金属繊維等が使用できるが、特に、炭素繊維を使用するのが良い。
炭素繊維としては、引張弾性率200〜700GPaの炭素繊維が好ましい。炭素繊維は複数本の束として使用されるが、束中の単繊維の数は10,000本以上が好ましく、15,000本以上100,000本以下がより好ましく、20,000本以上50,000本以下が特に好ましい。
【0018】
強化層中における強化用繊維の使用量としては、短炭素繊維を含めた樹脂組成物100質量部に対して、強化用繊維20〜300質量部であることが好ましい。
強化層の厚みは金属性ライナー等の容器の大きさや封入する圧力によって異なるが、おおむね1cmから5cm程度である。
【0019】
本発明の複合容器は、金属性ライナー等の容器の外側に、未硬化の樹脂組成物を含浸させた強化用繊維を巻装し、次いで樹脂組成物を硬化させることによって製造することができる。具体的な方法としてウェット式又はドライ式のフィラメントワインディング法が挙げられる。
【0020】
ウェット法は、強化用繊維を液状の樹脂組成物中に浸漬し、ライナー上で硬化する方法である。この場合、エポキシ樹脂組成物は、(A)環状脂肪族エポキシ化合物およびトリグリシジルアミノフェノールから選ばれる化合物を含むエポキシ樹脂、(B)ナジック酸類無水物および一分子中に酸無水物基を2個以上有する多価酸無水物、からなる群より選ばれる少なくとも1種の化合物を含むエポキシ樹脂硬化剤、(C)イミダゾール誘導体を含む硬化促進剤を含んでなり、50℃における粘度が50mPa・s以上で、500mPa・s以下のエポキシ樹脂を使用することが好ましい。このエポキシ樹脂は液状であって短炭素繊維が沈殿しやすいため、エポキシ樹脂と短炭素繊維からなる未硬化の樹脂組成物の混合液を撹拌しながら、この混合液中に強化用繊維を浸漬していくことが好ましい。
【0021】
ドライ法は、トウプリプレグを使用し、トウプリプレグ上の樹脂を溶融し、ライナー上で硬化する方法である。この場合、(A)エポキシ当量が400〜5,500のビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、グリシジルエステル型エポキシ樹脂等に(B)70度以上で反応する硬化促進剤からなるエポキシ樹脂に短炭素繊維を配合した未硬化の樹脂組成物を調製し、この樹脂組成物を強化用繊維に含浸させて、トウプリプレグを製造し、トウプリプレグを加熱しながら、巻装・硬化させていくのがよい。硬化条件としては、70度以上、好ましくは80度以上で、1時間〜5時間保持し、エポキシ樹脂を十分に硬化させることが好ましい。
【実施例】
【0022】
実施例1
日本グラファイトファイバー株式会社製炭素繊維XN―90を数cmの長さに裁断した後、カッティングミルにより1mm以下に粉砕した。得られた短炭素繊維10質量部を新日本石油株式会社製トウプリプレグ用樹脂25SY−2:90質量部に混入し、十分に撹拌混合して未硬化の樹脂組成物を調製した。次いで、この未硬化の樹脂組成物を東レ株式会社製炭素繊維T700SC(補強用繊維)に含浸させトウプリプレグとした。トウプリプレグ中の炭素短繊維を含む樹脂組成物の含有量は30質量%であった。
また、別途測定した樹脂組成物(硬化後)の熱伝導率は4.7W/(m・K)であった。
【0023】
図1に示すドライ式フィラメントワインディング装置を用いて複合容器を製造した。即ち、トウプリプレグを外径250mmのアルミ製(A6061−T6)7L、両口のライナーにフィラメントワインディングにより巻き付けた。フィラメントワインディング条件は、ライナーの回転数60rpm、張力50Nでフープ巻30層、ヘリカル巻15層とした。フィラメントワインディング後の容器を硬化炉にて、90℃で2時間、130℃で2時間加熱して、未硬化の樹脂組成物を硬化させ、複合容器を得た。
得られた複合容器に対して、100℃、100L/minの熱風をあてて、容器胴部の温度上昇を測定した。容器胴部の中心部分の温度は、開始から15分後に84℃、30分後に95℃に達した。
【0024】
実施例2
短炭素繊維の長さを0.5mm以下とし、トウプリプレグ中の樹脂組成物の含有量を40質量%としたこと以外の条件は実施例1と同様にして、複合容器を製造した。
別途測定した樹脂組成物(硬化後)の熱伝導率は5.2W/(m・K)であった。
得られた複合容器に対して、120℃、100L/minの熱風をあてて、容器胴部の温度上昇を測定した。容器胴部の中心部分の温度は、開始から15分後に89℃、30分後に105℃に達した。
【0025】
実施例3
この実施例では、ウエット式フィラメントワインディング法を採用した。
東レ株式会社製炭素繊維T300−1000を数cmの長さに裁断した後、カッティングミルにより1mm以下に粉砕した。得られた短炭素繊維8質量部をジャパンエポキシレジン株式会社製エポキシ樹脂jER828:100質量部、同社製硬化剤EMI24:25質量部に混入し、十分に撹拌混合して未硬化の樹脂組成物を調製した。
【0026】
この樹脂組成物を図2の浴槽中に入れ、短炭素繊維が沈殿しないように撹拌しながら、東レ株式会社製炭素繊維T700SC(補強用繊維)を浴槽内を通過させて樹脂組成物を含浸させた。ライナーへの巻装条件は実施例1と同様とした。フィラメントワインディング後の容器を硬化炉にて、80℃で1時間、150℃で3時間加熱して、未硬化の樹脂組成物を硬化させ、複合容器を得た。
得られた複合容器に対して、100℃、100L/minの熱風をあてて、容器胴部の温度上昇を測定した。容器胴部の中心部分の温度は、開始から15分後に80℃、30分後に92℃に達した。
尚、別途測定した樹脂組成物(硬化後)の熱伝導率は4.2W/(m・K)であった。
【0027】
比較例1
この比較例は、短炭素繊維を含まない比較例である。
樹脂として新日本石油株式会社製トウプリプレグ用樹脂25SY−2を使用し、東レ株式会社製炭素繊維T700SCに含浸させトウプリプレグとした。トウプリプレグ中の樹脂の含有量は30質量%とした。このトウプリプレグを用いて実施例1と同じ条件でドライ式フィラメントワインディングを行い、樹脂を硬化させ、複合容器を得た。
得られた複合容器に対して、100℃、100L/minの熱風をあてて、容器胴部の温度上昇を測定した。容器胴部の中心部分の温度は、開始から15分後に68℃、30分後に83℃であり、温度上昇は著しく遅かった。
【符号の説明】
【0028】
1 トウプリプレグ
2 ライナー
3 炭素繊維
4 未硬化の樹脂組成物
5 浴槽
【技術分野】
【0001】
本発明は、樹脂組成物の硬化物と繊維で強化した複合容器に関する。
【背景技術】
【0002】
水素を始めとするガスを貯蔵し輸送するためには、出来るだけ小さな体積で運搬することが必要である。ガスを小さな体積で運搬するためには高圧にしてボンベに封入することが行われる。このためには高圧に耐えるボンベが必要であるが、このようなボンベとしては、製造が容易なこと及び耐圧効果が高いことから、中空の口金付き金属ライナーあるいはプラスチックライナーに繊維を巻装して強化してなる複合容器が一般的である。この繊維は、熱硬化性樹脂に含浸され金属ライナー上に巻装しながら固着され、樹脂と繊維による強化層が金属ライナー上に形成される。繊維としては炭素繊維のトウプリプレグ等が使用されている(特許文献2等)。
【0003】
一方、ガス容器中に高圧水素ガスを急速封入する際には、水素を予め一定の温度以下に下げる処理(プレクール)を行った後に水素ガスの封入が実施される。これは急速封入されることによって、水素ガスの温度が上昇し、容器が規定の温度以上にならないようにするためである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−77202号公報
【特許文献2】特開2007−39684号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の複合容器には、強化層が樹脂をマトリックスとしているために、強化層の熱伝導率が低いという問題点があった。すなわち、樹脂組成物の硬化物からなる強化層は熱伝導性が低いため、水素ガスの熱を外部に放出しにくいという問題である。また容器の温度上昇を抑えるためにプレクールの温度を過度に下げる場合は、その設備コスト・運用コストがかさむという問題である。これらの問題点を解消するためには、強化層の厚み方向の熱伝導性を改善することが必要である。
【0006】
しかしながら、炭素繊維強化層は縦方向への熱伝導性は高いが横方向の熱伝導性は低いという特性があるので、炭素繊維を金属ライナーに巻装して強化層を形成した場合、強化層の厚み方向の熱伝導性は改善されない。また、樹脂組成物中への炭素繊維の混合量が少ない場合は、樹脂成分のみが熱伝導の主体となる。
このような現状から、樹脂組成物の硬化物と強化用繊維からなる強化層を容器の外側に配置した複合容器であって、強化層の厚み方向の熱伝導率が高く、プレクール条件を緩和できる複合容器が求められている。
【課題を解決するための手段】
【0007】
前記課題は、以下の本発明〔1〕〜〔4〕によって解決される。
〔1〕強化用繊維と長さ1mm以下の炭素繊維を含有する樹脂組成物の硬化物とからなる強化層を容器の外側に配置した複合容器。
〔2〕長さ1mm以下の炭素繊維を含有するトウプリプレグの硬化物からなる強化層を容器の外側に配置した複合容器。
〔3〕口金つきの中空ライナーの外側に樹脂組成物が含浸された炭素繊維を巻装したものの硬化物を強化層として配置した複合容器であって、該強化層中に長さ1mm以下の炭素繊維が含有されてなる複合容器。
〔4〕強化層の熱伝導率が3W/(m・K)以上20W/(m・K)以下であることを特徴とする前記〔1〕〜〔3〕のいずれかに記載の複合容器。
【発明の効果】
【0008】
本発明により、プレクールの容易な複合容器を提供でき、水素を始めとするガスを容易に貯蔵・運搬できる。
【図面の簡単な説明】
【0009】
【図1】ドライ式フィラメントワインディング法によって、本発明の複合容器を製造する方法を示す図である。
【図2】ウエット式フィラメントワインディング法によって、本発明の複合容器を製造する方法を示す図である。
【発明を実施するための形態】
【0010】
本発明の複合容器は、強化用繊維と長さ1mm以下の炭素繊維を含有する樹脂組成物の硬化物とからなる強化層を容器の外側に有する。
強化層によって耐圧性を強化される容器としては、先端部に口金部が設けられた金属性ライナー、プラスチックライナー等が挙げられる。
金属性ライナーは、多くの場合、両端部がドーム状をした円柱の形状であり、金属としてはアルミニウムがよく使用される。そのドームの先端部に口金部が設けられている。こうしたライナーは、金属製のパイプから端部をドーム状に閉じ、その先端部分に口金部分を設けて製造される。金属性ライナーの大きさは、用途によって自由に設計できるが、直径10cm〜30cm程度、両端部の距離が10cm〜200cm程度である。
【0011】
強化層を構成する樹脂組成物の硬化物は、硬化性の樹脂と1mm以下にカットした炭素繊維(短炭素繊維)からなる未硬化の樹脂組成物を硬化させたものであり、必要により他の充填材等を含むことができる。
硬化性の樹脂は、熱または光によって硬化するものであり、不飽和ポリエステル、ビニルエステル樹脂、ポリイミド、ビスマレイミド樹脂およびフェノール樹脂などが使用できるが、一般的にはエポキシ樹脂を使用する。
【0012】
強化用繊維と樹脂組成物の組み合わせとしては、強化用繊維の束に樹脂組成物を含浸させたトウプリプレグを使用することができる。その場合、長さ1mm以下の炭素繊維は樹脂組成物とともに強化用繊維に含浸させることができる。
【0013】
好ましいエポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールAD型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ノボラック型エポキシ樹脂、ナフタレン型エポキシ樹脂、フェノール化合物とジシクロペンタジエンの共重合体を原料とするエポキシ樹脂、ナフタレン型エポキシ樹脂、ノボラック型エポキシ樹脂などのグリシジルエーテル型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、およびこれらの樹脂の組み合わせが挙げられる。また、必要に応じ臭素化等した樹脂を使用しても良い。
これらのエポキシ樹脂は、強化層の形成の仕方によって、分子量、粘度等をさまざまな組み合わせのものとすることができる。
【0014】
エポキシ樹脂は硬化剤や硬化促進剤と併用される。好ましい硬化剤としては、例えば、芳香族アミン、脂肪族アミン、カルボン無水物およびルイス酸錯体などが挙げられる。エポキシ樹脂を使用する場合の、硬化剤と硬化助剤との組み合わせの好ましい例としては、ジシアンジアミドと、3−(3,4−ジクロロフェニル)−1、1−ジメチル尿素(DCMU)などの尿素誘導体の組み合わせ、芳香族アミンと酸フッ化ホウ素エチルアミン錯体との組み合わせ、およびカルボン酸無水物やノボラック樹脂と3級アミンとの組み合わせなどが挙げられる。
【0015】
本発明においては、強化層の熱伝導率を高めるために、強化層中に、長さ1mm以下、好ましくは、0.01mm〜0.7mmにカットした短炭素繊維が配合されている。炭素繊維としては、PAN系、ピッチ系、炭化水素ガス系のいずれの炭素繊維も使用できる。短炭素繊維の直径はおおむね0.1nm〜100nmの太さのものが使用できる。
炭素繊維のカットの方法は任意である。専用のカッターを用いても良いし、自動裁断機を使用しても良い。また、強化層中には、1mm以下の短炭素繊維が十分に含まれている限り、1mmを超える炭素繊維が併存していても良い。
樹脂100質量部に対して、長さ1mm以下の短炭素繊維が3質量部〜20質量部の範囲で使用されることが好ましい。
【0016】
本発明において、熱伝導率を達成させるため短炭素繊維を配合するものであるが、さらに熱伝導性を改良するため、樹脂組成物の硬化物の強度を向上させるため、あるいは難燃性や耐候性を付与するために、他の一般的な充填材を配合することも可能である。
強化層の熱伝導率は3W/(m・K)以上であることが好ましく、4W/(m・K)以上であることがより好ましい。また、その上限は20W/(m・K)以下であることが好ましく、15W/(m・K)以下であることがより好ましい。
【0017】
強化層を構成する強化用繊維としては、ある一定以上の張力に耐え、溶融樹脂によって弱くならず、かつ、金属性ライナー等の容器に巻きつけることが出来れば、いかなるものでも良い。具体的には、ガラス繊維、アラミド繊維、金属繊維等が使用できるが、特に、炭素繊維を使用するのが良い。
炭素繊維としては、引張弾性率200〜700GPaの炭素繊維が好ましい。炭素繊維は複数本の束として使用されるが、束中の単繊維の数は10,000本以上が好ましく、15,000本以上100,000本以下がより好ましく、20,000本以上50,000本以下が特に好ましい。
【0018】
強化層中における強化用繊維の使用量としては、短炭素繊維を含めた樹脂組成物100質量部に対して、強化用繊維20〜300質量部であることが好ましい。
強化層の厚みは金属性ライナー等の容器の大きさや封入する圧力によって異なるが、おおむね1cmから5cm程度である。
【0019】
本発明の複合容器は、金属性ライナー等の容器の外側に、未硬化の樹脂組成物を含浸させた強化用繊維を巻装し、次いで樹脂組成物を硬化させることによって製造することができる。具体的な方法としてウェット式又はドライ式のフィラメントワインディング法が挙げられる。
【0020】
ウェット法は、強化用繊維を液状の樹脂組成物中に浸漬し、ライナー上で硬化する方法である。この場合、エポキシ樹脂組成物は、(A)環状脂肪族エポキシ化合物およびトリグリシジルアミノフェノールから選ばれる化合物を含むエポキシ樹脂、(B)ナジック酸類無水物および一分子中に酸無水物基を2個以上有する多価酸無水物、からなる群より選ばれる少なくとも1種の化合物を含むエポキシ樹脂硬化剤、(C)イミダゾール誘導体を含む硬化促進剤を含んでなり、50℃における粘度が50mPa・s以上で、500mPa・s以下のエポキシ樹脂を使用することが好ましい。このエポキシ樹脂は液状であって短炭素繊維が沈殿しやすいため、エポキシ樹脂と短炭素繊維からなる未硬化の樹脂組成物の混合液を撹拌しながら、この混合液中に強化用繊維を浸漬していくことが好ましい。
【0021】
ドライ法は、トウプリプレグを使用し、トウプリプレグ上の樹脂を溶融し、ライナー上で硬化する方法である。この場合、(A)エポキシ当量が400〜5,500のビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、グリシジルエステル型エポキシ樹脂等に(B)70度以上で反応する硬化促進剤からなるエポキシ樹脂に短炭素繊維を配合した未硬化の樹脂組成物を調製し、この樹脂組成物を強化用繊維に含浸させて、トウプリプレグを製造し、トウプリプレグを加熱しながら、巻装・硬化させていくのがよい。硬化条件としては、70度以上、好ましくは80度以上で、1時間〜5時間保持し、エポキシ樹脂を十分に硬化させることが好ましい。
【実施例】
【0022】
実施例1
日本グラファイトファイバー株式会社製炭素繊維XN―90を数cmの長さに裁断した後、カッティングミルにより1mm以下に粉砕した。得られた短炭素繊維10質量部を新日本石油株式会社製トウプリプレグ用樹脂25SY−2:90質量部に混入し、十分に撹拌混合して未硬化の樹脂組成物を調製した。次いで、この未硬化の樹脂組成物を東レ株式会社製炭素繊維T700SC(補強用繊維)に含浸させトウプリプレグとした。トウプリプレグ中の炭素短繊維を含む樹脂組成物の含有量は30質量%であった。
また、別途測定した樹脂組成物(硬化後)の熱伝導率は4.7W/(m・K)であった。
【0023】
図1に示すドライ式フィラメントワインディング装置を用いて複合容器を製造した。即ち、トウプリプレグを外径250mmのアルミ製(A6061−T6)7L、両口のライナーにフィラメントワインディングにより巻き付けた。フィラメントワインディング条件は、ライナーの回転数60rpm、張力50Nでフープ巻30層、ヘリカル巻15層とした。フィラメントワインディング後の容器を硬化炉にて、90℃で2時間、130℃で2時間加熱して、未硬化の樹脂組成物を硬化させ、複合容器を得た。
得られた複合容器に対して、100℃、100L/minの熱風をあてて、容器胴部の温度上昇を測定した。容器胴部の中心部分の温度は、開始から15分後に84℃、30分後に95℃に達した。
【0024】
実施例2
短炭素繊維の長さを0.5mm以下とし、トウプリプレグ中の樹脂組成物の含有量を40質量%としたこと以外の条件は実施例1と同様にして、複合容器を製造した。
別途測定した樹脂組成物(硬化後)の熱伝導率は5.2W/(m・K)であった。
得られた複合容器に対して、120℃、100L/minの熱風をあてて、容器胴部の温度上昇を測定した。容器胴部の中心部分の温度は、開始から15分後に89℃、30分後に105℃に達した。
【0025】
実施例3
この実施例では、ウエット式フィラメントワインディング法を採用した。
東レ株式会社製炭素繊維T300−1000を数cmの長さに裁断した後、カッティングミルにより1mm以下に粉砕した。得られた短炭素繊維8質量部をジャパンエポキシレジン株式会社製エポキシ樹脂jER828:100質量部、同社製硬化剤EMI24:25質量部に混入し、十分に撹拌混合して未硬化の樹脂組成物を調製した。
【0026】
この樹脂組成物を図2の浴槽中に入れ、短炭素繊維が沈殿しないように撹拌しながら、東レ株式会社製炭素繊維T700SC(補強用繊維)を浴槽内を通過させて樹脂組成物を含浸させた。ライナーへの巻装条件は実施例1と同様とした。フィラメントワインディング後の容器を硬化炉にて、80℃で1時間、150℃で3時間加熱して、未硬化の樹脂組成物を硬化させ、複合容器を得た。
得られた複合容器に対して、100℃、100L/minの熱風をあてて、容器胴部の温度上昇を測定した。容器胴部の中心部分の温度は、開始から15分後に80℃、30分後に92℃に達した。
尚、別途測定した樹脂組成物(硬化後)の熱伝導率は4.2W/(m・K)であった。
【0027】
比較例1
この比較例は、短炭素繊維を含まない比較例である。
樹脂として新日本石油株式会社製トウプリプレグ用樹脂25SY−2を使用し、東レ株式会社製炭素繊維T700SCに含浸させトウプリプレグとした。トウプリプレグ中の樹脂の含有量は30質量%とした。このトウプリプレグを用いて実施例1と同じ条件でドライ式フィラメントワインディングを行い、樹脂を硬化させ、複合容器を得た。
得られた複合容器に対して、100℃、100L/minの熱風をあてて、容器胴部の温度上昇を測定した。容器胴部の中心部分の温度は、開始から15分後に68℃、30分後に83℃であり、温度上昇は著しく遅かった。
【符号の説明】
【0028】
1 トウプリプレグ
2 ライナー
3 炭素繊維
4 未硬化の樹脂組成物
5 浴槽
【特許請求の範囲】
【請求項1】
強化用繊維と長さ1mm以下の炭素繊維を含有する樹脂組成物の硬化物とからなる強化層を容器の外側に配置した複合容器。
【請求項2】
長さ1mm以下の炭素繊維を含有するトウプリプレグの硬化物からなる強化層を容器の外側に配置した複合容器。
【請求項3】
口金つきの中空ライナーの外側に樹脂組成物が含浸された炭素繊維を巻装したものの硬化物を強化層として配置した複合容器であって、該強化層中に長さ1mm以下の炭素繊維が含有されてなる複合容器。
【請求項4】
強化層の熱伝導率が3W/(m・K)以上20W/(m・K)以下であることを特徴とする請求項1〜3のいずれかに記載の複合容器。
【請求項1】
強化用繊維と長さ1mm以下の炭素繊維を含有する樹脂組成物の硬化物とからなる強化層を容器の外側に配置した複合容器。
【請求項2】
長さ1mm以下の炭素繊維を含有するトウプリプレグの硬化物からなる強化層を容器の外側に配置した複合容器。
【請求項3】
口金つきの中空ライナーの外側に樹脂組成物が含浸された炭素繊維を巻装したものの硬化物を強化層として配置した複合容器であって、該強化層中に長さ1mm以下の炭素繊維が含有されてなる複合容器。
【請求項4】
強化層の熱伝導率が3W/(m・K)以上20W/(m・K)以下であることを特徴とする請求項1〜3のいずれかに記載の複合容器。
【図1】


【図2】
【図2】
【公開番号】特開2011−140966(P2011−140966A)
【公開日】平成23年7月21日(2011.7.21)
【国際特許分類】
【出願番号】特願2010−518(P2010−518)
【出願日】平成22年1月5日(2010.1.5)
【出願人】(000004444)JX日鉱日石エネルギー株式会社 (1,898)
【Fターム(参考)】
【公開日】平成23年7月21日(2011.7.21)
【国際特許分類】
【出願日】平成22年1月5日(2010.1.5)
【出願人】(000004444)JX日鉱日石エネルギー株式会社 (1,898)
【Fターム(参考)】
[ Back to top ]