
複合強化繊維束、その製造方法、および成形材料
【課題】
本発明は、強化繊維束への樹脂の含浸性が良好であり、優れた電磁波遮蔽性と衝撃強度を兼ね備えた成形品を与え得る複合強化繊維や、その製造方法、及び成形材料を提供することを目的とする。
【解決手段】
導電性強化繊維束(A)100重量部に対し、高分子型帯電防止剤(B)を13〜200重量部含浸させてなる複合強化繊維束。
複合強化繊維束、および該複合強化繊維束と熱可塑性樹脂組成物(C)から構成される成形材料、また、前記成分(B)を0〜300℃の溶融状態で前記成分(A)と接触させ、さらに加熱して前記成分(B)を供給量の80〜100重量%を前記成分(A)に含浸させることを特徴とする複合強化繊維束の製造方法。
本発明は、強化繊維束への樹脂の含浸性が良好であり、優れた電磁波遮蔽性と衝撃強度を兼ね備えた成形品を与え得る複合強化繊維や、その製造方法、及び成形材料を提供することを目的とする。
【解決手段】
導電性強化繊維束(A)100重量部に対し、高分子型帯電防止剤(B)を13〜200重量部含浸させてなる複合強化繊維束。
複合強化繊維束、および該複合強化繊維束と熱可塑性樹脂組成物(C)から構成される成形材料、また、前記成分(B)を0〜300℃の溶融状態で前記成分(A)と接触させ、さらに加熱して前記成分(B)を供給量の80〜100重量%を前記成分(A)に含浸させることを特徴とする複合強化繊維束の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複合強化繊維束、その製造方法、および成形材料に関する。さらに詳しくは、強化繊維束への樹脂の含浸性が良好であり、成形時に高い電気導電性、電磁波遮蔽性および衝撃強度を付与することができる複合強化繊維束、その製造方法、および成形材料に関する。
【背景技術】
【0002】
強化繊維と熱可塑性樹脂からなる成形材料は、軽量で優れた力学特性を有するために、スポーツ用品用途、航空宇宙用途および一般産業用途に広く用いられている。これらの成形材料に使用される強化繊維は、その使用用途によって様々な形態で成形品を強化している。これらの強化繊維には、アルミニウム繊維やステンレス繊維などの金属繊維、アラミド繊維やPBO繊維などの有機繊維、およびシリコンカーバイド繊維などの無機繊維や炭素繊維などが使用されているが、比強度、比剛性、軽量性および電気導電性のバランスの観点から炭素繊維が好適であり、その中でもポリアクリロニトリル系炭素繊維が好適に用いられる。
【0003】
しかしながら、成形材料を製造する過程で、連続した強化繊維束に熱可塑性樹脂を含浸させるには経済性、生産性の面で問題があり、それほど広く用いられていないのが現状である。例えば、樹脂の溶融粘度が高いほど強化繊維束への含浸は困難とされることはよく知られている。靱性や伸度などの力学特性に優れた熱可塑性樹脂は、とりわけ高分子量体であり、プロセス温度も高温を必要とするため、成形材料を容易に、生産性よく製造することには不向きであった。
【0004】
また、炭素繊維で強化した熱可塑性材料は導電性材料となるが、金属材料と同等の電磁波シールド性と電気導電性を得るためには熱可塑性材料中の炭素繊維の量を増やす必要があり、表面外観とコストの面で優れない。
【0005】
そこで、特許文献1には、炭素繊維にグリシジル化ポリアルキレンオキシド誘導体を含んでなる共重合体並びに界面活性剤を含有するサイジング剤で表面が被覆されていることを特徴とする炭素繊維が記載されているが、帯電防止剤の被覆量が少ないため、電気部品に要求される電磁波遮蔽性に劣る。また、帯電防止剤の被覆量を増やした場合は、水溶液の乾燥時間が増加し、生産性に劣り、取扱性や衝撃強度も低下し、成形体表面にブリードアウトが生じるため、付着量を増やすことが出来ない。
【0006】
かかる状況において、生産性に優れ、強化繊維束への樹脂の含浸性が良好であり、成形時に高い電磁波遮蔽性、衝撃強度を付与することができる複合強化繊維束が求められていた。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−106164号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は従来技術の有する問題点を鑑み、強化繊維束への樹脂の含浸性が良好であり、優れた電磁波遮蔽性と衝撃強度を兼ね備えた成形品を与え得る複合強化繊維や、その製造方法、及び成形材料を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記の課題を解決するため、本発明は以下の構成からなる。すなわち、導電性強化繊維束(A)100重量部に対し、高分子型帯電防止剤(B)を13〜200重量部を含浸させてなる複合強化繊維束である。
【0010】
また、本発明者らは、鋭意検討した結果、上記課題を解決することができる次の複合強化繊維束の製造方法を発明するに至った。すなわち、高分子型帯電防止剤(B)を100〜300℃の溶融状態で導電性強化繊維束(A)と接触させ、さらに加熱して高分子型帯電防止剤(B)を供給量の80〜100重量%を導電性強化繊維束(A)に含浸させる請求項1〜7のいずれか記載の複合強化繊維束の製造方法である。
【0011】
さらに、本発明者らは、鋭意検討した結果、上記課題を解決することができる次の成形材料を発明するに至った。すなわち、前記した複合強化繊維束および熱可塑性樹脂組成物(C)から構成される成形材料である。
【発明の効果】
【0012】
本発明による複合強化繊維束、および成形材料を用いれば、導電性、電磁波遮蔽、衝撃強度に優れた成形品を得ることができる。また、本発明の製造方法により、生産性に優れ、強化繊維束への含浸性が良好であり、かつボイドの少なくい複合強化繊維束が得られる。本発明による複合強化繊維束、および成形材料を用いて成形された成形品は、電気・電子機器、OA機器、家電機器、または自動車の部品、内部部材および筐体などの各種部品・部材に極めて有用である。
【図面の簡単な説明】
【0013】
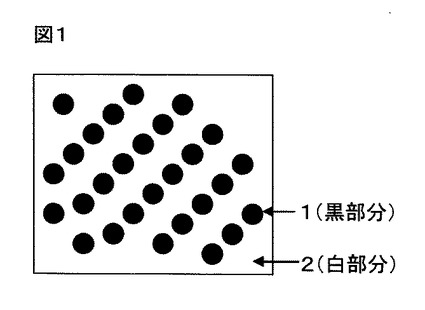
【図1】本発明で得られる複合強化繊維束の横断面形態の一例を示す概略図である。
【図2】本発明の成形材料の好ましい縦断面形態の一例を示す概略図である。
【図3】本発明の成形材料の好ましい縦断面形態の一例を示す概略図である。
【図4】本発明の成形材料の好ましい縦断面形態の一例を示す概略図である。
【図5】本発明の成形材料の好ましい縦断面形態の一例を示す概略図である。
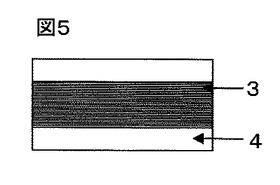
【図6】本発明の成形材料の好ましい縦断面形態の一例を示す概略図である。
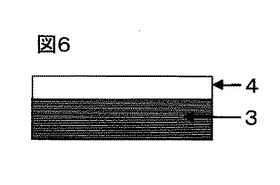
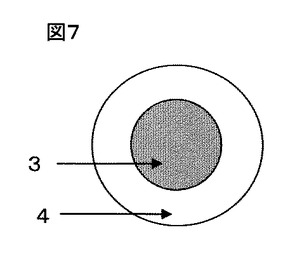
【図7】本発明の成形材料の好ましい横断面形態の一例を示す概略図である。
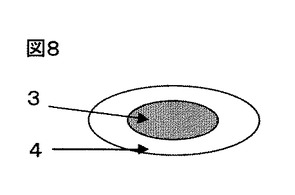
【図8】本発明の成形材料の好ましい横断面形態の一例を示す概略図である。
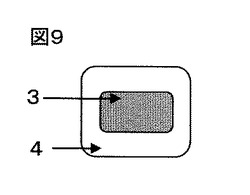
【図9】本発明の成形材料の好ましい横断面形態の一例を示す概略図である。
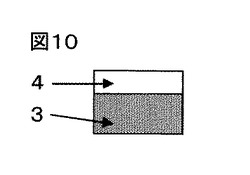
【図10】本発明の成形材料の好ましい横断面形態の一例を示す概略図である。
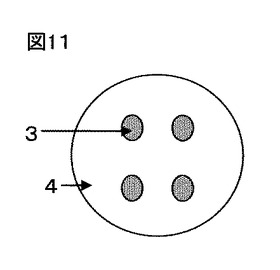
【図11】本発明の成形材料の好ましい横断面形態の一例を示す概略図である。
【発明を実施するための形態】
【0014】
本発明を詳細に説明する。本発明は、少なくとも導電性強化繊維束(A)、高分子型帯電防止剤(B)から構成される複合強化繊維束である。まず、これらの構成要素について説明する。なお、本発明において、複合強化繊維束とは、導電性強化繊維束(A)に、熱可塑性樹脂との親和性を有する化合物(以下、被含浸化合物ともいう)を含浸させてなるものをいい、熱可塑性樹脂と組み合わせて好適に用いられる。
【0015】
本発明において、導電性強化繊維束(A)を構成する導電性強化繊維(a)は特に限定されないが、例えば、炭素繊維、アラミド繊維、ボロン繊維、金属繊維などの高強度、高弾性率繊維が使用でき、これらは1種または2種以上を併用してもよい。中でも、PAN系、ピッチ系、レーヨン系などの炭素繊維が力学特性の向上、成形品の軽量化効果の観点から好ましく、得られる成形品の強度と弾性率とのバランスの観点から、PAN系炭素繊維がさらに好ましい。また、導電性を付与する目的では、ニッケルや銅やイッテルビウムなどの金属を被覆した強化繊維を用いることもできる。
【0016】
さらに炭素繊維としては、X線光電子分光法により測定される繊維表面の酸素(O)と炭素(C)の原子数の比である表面酸素濃度比[O/C]が0.05〜0.5であるものが好ましく、より好ましくは0.08〜0.4であり、さらに好ましくは0.1〜0.3である。表面酸素濃度比が0.05以上であることにより、炭素繊維表面の官能基量を確保でき、熱可塑性樹脂とより強固な接着を得ることができる。また、表面酸素濃度比の上限には特に制限はないが、炭素繊維の取扱い性、生産性のバランスから一般的に0.5以下とすることが例示できる。
【0017】
炭素繊維の表面酸素濃度比は、X線光電子分光法により、次の手順にしたがって求めるものである。まず、溶剤で炭素繊維表面に付着しているサイジング剤などを除去した炭素繊維束を20mmにカットして、銅製の試料支持台に拡げて並べた後、X線源としてA1Kα1、2を用い、試料チャンバー中を1×108Torrに保つ。測定時の帯電に伴うピークの補正値としてC1sの主ピークの運動エネルギー値(K.E.)を1202eVに合わせる。C1sピーク面積をK.E.として1191〜1205eVの範囲で直線のベースラインを引くことにより求める。O1sピーク面積をK.E.として947〜959eVの範囲で直線のベースラインを引くことにより求める。
【0018】
ここで、表面酸素濃度比とは、上記O1sピーク面積とC1sピーク面積の比から装置固有の感度補正値を用いて原子数比として算出する。X線光電子分光法装置として、国際電気社製モデルES−200を用いる場合には、感度補正値を1.74とする。
【0019】
表面酸素濃度比[O/C]を0.05〜0.5に制御する手段としては、特に限定されるものではないが、例えば、電解酸化処理、薬液酸化処理および気相酸化処理などの手法をとることができ、中でも電解酸化処理が好ましい。
【0020】
また、本発明に用いられる導電性強化繊維束(A)を構成する導電性強化繊維(a)の平均繊維径は特に限定されないが、得られる成形品の力学特性と表面外観の観点から、1〜20μmの範囲内であることが好ましく、3〜15μmの範囲内であることがより好ましい。
【0021】
導電性強化繊維束(A)の単繊維数には、特に制限はなく、100〜350,000本の範囲内で使用することができ、とりわけ1,000〜250,000本の範囲内で使用することが好ましい。また、本発明によれば、単繊維数が多い導電性強化繊維束であっても、十分に含浸された複合強化繊維束を得ることができるため、20,000〜100,000本の範囲で使用することが、生産性の観点からも好ましい。
【0022】
また、本発明に用いられる導電性強化繊維束(A)はサイジング剤(b)が付与されてなることが、集束性、耐屈曲性や耐擦過性を改良し、高次加工工程において、毛羽、糸切れの発生を抑制でき、いわゆる糊剤、集束剤として高次加工性を向上させることもでき、好ましい。特に、炭素繊維の場合、サイジング剤(b)を付与することで、炭素繊維表面の官能基等の表面特性に適合させて接着性およびコンポジット総合特性を向上させることができる。
【0023】
サイジング剤(b)の付着量は特に限定しないが、強化繊維のみの質量に対して、0.01〜10重量%が好ましく、0.05〜5重量%がより好ましく、0.1〜2重量%付与することがさらに好ましい。0.01重量%未満では接着性向上効果が現れにくく、10重量%を越える付着量では、マトリックス樹脂の物性を低下させることがある。
【0024】
さらに、本発明に用いられる導電性強化繊維束(A)にサイジング剤(b)が付与されてなる場合、サイジング剤(b)と高分子型帯電防止剤(B)との重量比(b)/(B)が0.01/1〜0.8/1であることが好ましい。より好ましくは、0.02〜0.5/1である。各成分を範囲内で用いることで、界面接着性、繊維分散性、機械特性、電気導電性および電磁波遮蔽性をバランス良く向上することができるため好ましい。
【0025】
また、本発明において用いられるサイジング剤(b)としては特に限定されず、エポキシ樹脂、フェノール樹脂、ポリエチレングリコール、ポリウレタン、ポリエステル、乳化剤あるいは界面活性剤などが挙げられる。中でもマトリックス樹脂との接着性を発揮しやすいエポキシ樹脂が好ましい。これらは1種または2種以上を併用してもよい。
【0026】
エポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、脂肪族エポキシ樹脂、フェノールノボラック型エポキシ樹脂等が挙げられる。中でも機械特性向上の観点から、脂肪族エポキシ樹脂が好ましい。通常、エポキシ樹脂はエポキシ基を多数有すると、架橋反応後の架橋密度が高くなるために、靭性の低い構造になる傾向にあり、強化繊維とマトリックス樹脂間に介在させても、脆いために剥離しやすく、繊維強化による強度向上効果が発現しない場合がある。一方、脂肪族エポキシ樹脂は、柔軟な骨格のため、架橋密度が 高くとも靭性の高い構造になりやすい。強化繊維とマトリックス樹脂間に介在させた場合、柔軟で剥離しにくくさせるため、繊維強化による強度向上効果が発現しやすく、好ましい。
【0027】
脂肪族エポキシ樹脂の具体例としては、例えば、ジグリシジルエーテル化合物では、エチレングリコールジグリシジルエーテル及び、ポリエチレングリコールジグリシジルエーテル類、プロピレングリコールジグリシジルエーテル及び、ポリプロピレングリコールジグリシジルエーテル類、1,4−ブタンジオールジグリシジルエーテル、ネオペンチルグリコールジグリシジルエーテル、ポリテトラメチレングリコールジグリシジルエーテル、ポリアルキレングリコールジグリシジルエーテル類等が挙げられる。また、ポリグリシジルエーテル化合物では、グリセロールポリグリシジルエーテル、ジグリセロールポリグリシジルエーテル、ポリグリセロールポリグリシジルエーテル類、ソルビトールポリグリシジルエーテル類、アラビトールポリグリシジルエーテル類、トリメチロールプロパンポリグリシジルエーテル類、トリメチロールプロパングリシジルエーテル類、ペンタエリスリトールポリグリシジルエーテル類、脂肪族多価アルコールのポリグリシジルエーテル類等が挙げられる。
【0028】
脂肪族エポキシ樹脂の中でも、3官能以上の多官能脂肪族エポキシ樹脂を用いるのが良く、さらには、反応性の高いグリシジル基を3個以上有する脂肪族のポリグリシジルエーテル化合物を用いるのがより好ましい。この中でも、さらに好ましくは、グリセロールポリグリシジルエーテル、ジグリセロールポリグリシジルエーテル、ポリエチレングリコールグリシジルエーテル類、ポリプロピレングリコールグリシジルエーテル類が好ましい。脂肪族のポリグリシジルエーテル化合物は、柔軟性、架橋密度、マトリックス樹脂との相溶性のバランスがよく、効果的に接着性を向上させることから好ましい。
【0029】
サイジング剤(b)の付与手段としては特に限定されるものではないが、例えばローラーを介してサイジング液に浸漬する方法、サイジング液の付着したローラーに接する方法、サイジング液を霧状にして吹き付ける方法などがある。また、バッチ式、連続式いずれでもよいが、生産性がよくバラツキが小さくできる連続式が好ましい。この際、導電性強化繊維束(A)に対するサイジング剤(b)の有効成分の付着量が適正範囲内で均一に付着するように、サイジング液濃度、温度、糸条張力などをコントロールすることが好ましい。また、サイジング剤(b)付与時に導電性強化繊維束(A)を超音波で加振させることはより好ましい。
【0030】
乾燥温度と乾燥時間は化合物の付着量によって調整すべきであるが、サイジング剤(b)の付与に用いる溶媒の完全な除去、乾燥に要する時間を短くし、一方、サイジング剤(b)の熱劣化を防止し、サイジング処理された導電性強化繊維束(A)が固くなって束の拡がり性が悪化するのを防止する観点から、乾燥温度は、150℃以上350℃以下であることがこのましく、180℃以上250℃以下であることがより好ましい。
【0031】
サイジング剤(b)に使用する溶媒は、水、メタノール、エタノール、ジメチルホルムアミド、ジメチルアセトアミド、アセトン等が挙げられるが、取扱いが容易で防災の観点から水が好ましい。従って、水に不溶、若しくは難溶の化合物をサイジング剤として用いる場合には、乳化剤、界面活性剤を添加し、水分散して用いるのが良い。具体的には、乳化剤、界面活性剤としては、スチレン−無水マレイン酸共重合体、オレフィン−無水マレイン酸共重合体、ナフタレンスルホン酸塩のホルマリン縮合物、ポリアクリル酸ソーダ等のアニオン系乳化剤、ポリエチレンイミン、ポリビニルイミダゾリン等のカチオン系乳化剤、ノニルフェノールエチレンオキサイド付加物、ポリビニルアルコール、ポリオキシエチレンエーテルエステル共重合体、ソルビタンエステルエチルオキサイド付加物等のノニオン系乳化剤等を用いることができるが、相互作用の小さいノニオン系乳化剤が多官能化合物の接着性効果を阻害しにくく好ましい。
【0032】
本発明に用いられる高分子型帯電防止剤(B)の数平均分子量は、5000を超え、好ましくは8000〜100000であり、より好ましくは10000〜50000である。従って、該帯電防止剤は、界面活性剤からなる帯電防止剤とは区別される高分子型の帯電防止剤である。尚、該高分子型帯電防止剤の数平均分子量の上限は概ね1000000である。高分子型の帯電防止剤の数平均分子量を前記の範囲とすることにより、帯電防止剤が成形品表面を汚染するブリードアウトが防止される。
【0033】
なお、前記数平均分子量は、高温ゲルパーミエーションクロマトグラフィーを用いて求められる。例えば、高分子型帯電防止剤がポリエーテルエステルアミドやポリエーテルを主成分とする親水性樹脂の場合にはオルトジクロロベンゼンを溶媒として試料濃度3mg/mlとし、ポリスチレンを基準物質としてカラム温度135℃の条件にて測定される値である。なお、前記溶媒の種類、カラム温度は、高分子型帯電防止剤の種類に応じて適宜変更される。
【0034】
本発明で使用される高分子型帯電防止剤としては親水性樹脂と、ポリオレフィンとの共重合体が挙げられる。
【0035】
該親水性樹脂としては、ポリエーテルジオール,ポリエーテルジアミン,及びこれらの変性物等のポリエーテル、ポリエーテルセグメント形成成分としてポリエーテルジオールのセグメントを有するポリエーテルエステルアミド,ポリエーテルセグメント形成成分としてポリエーテルジオールのセグメントを有するポリエーテルアミドイミド,ポリエーテルセグメント形成成分としてポリエーテルジオールのセグメントを有するポリエーテルエステル、ポリエーテルセグメント形成成分としてポリエーテルジアミンのセグメントを有するポリエーテルアミド,ポリエーテルセグメント形成成分としてポリエーテルジオールまたはポリエーテルジアミンのセグメントを有するポリエーテルウレタン等のポリエーテル含有親水性樹脂、非イオン性分子鎖で隔てられたカチオン性基を分子内に有するカチオン性ポリマー、及びスルホニル基を有するジカルボン酸とジオール又はポリエーテルとを必須構成単位とし、好ましくは、スルホニル基を有するアニオン性ポリマー、四級アンモニウム塩基含有のカチオン性ポリマー、アミド基を含む非イオン性ポリマーが使用できる。
【0036】
また高分子型帯電防止剤としては、優れた帯電防止効果を与えると共に、帯電防止剤を添加することによる物性低下を抑制する効果を得るために、ポリオレフィン系樹脂と同種或いは相溶性の高い樹脂をブロック共重合させたものが好ましく、例えば、ポリオレフィンのブロックと、上記親水性樹脂のブロックとが、繰り返し交互に結合した構造を有する数平均分子量(Mn)が2000〜60000のブロック共重合体が挙げられる。これらの中でも、ポリエーテルとポリオレフィンとのブロック共重合体が前記相溶性にも優れているので好ましい。
【0037】
尚、上記ポリオレフィンのブロックと親水性樹脂のブロックとは、エステル結合、アミド結合、エーテル結合、ウレタン結合、イミド結合から選ばれる少なくとも1種の結合を介して繰り返し交互に結合した構造を有する。
【0038】
また、高分子型帯電防止剤として好ましく用いられる前記共重合体のポリオレフィンのブロックとしては、カルボキシル基をポリマーの両末端に有するポリオレフィン、カルボニル基をポリマーの片末端に有するポリオレフィンが好ましい。
【0039】
このような高分子型帯電防止剤は、例えばスルホニル基を有するアニオン性ポリマーを有する三井・デュポンポリケミカル株式会社製「SD100」、アミド基を含む非イオン性ポリマーを有する三洋化成工業株式会社製「ペレスタット300」などを用いることが出来る。
【0040】
本発明において、複合強化繊維束中に含浸された高分子型帯電防止剤(B)の量は、導電性強化繊維束(A)100重量部に対し、13〜200重量部が好ましい。機械特性と難燃性のバランスから、より好ましくは15〜180重量部、さらに好ましくは25〜160重量部である。高分子型帯電防止剤(B)の配合量が13重量部未満では十分な導電性向上効果が得られない場合があり、200重量部を越えると機械特性が低下や、帯電防止剤が導電性強化繊維束から垂れ落ち、求める導電性強化繊維束が得られないことや、帯電防止剤がブリードアウトする場合があるため好ましくない。
【0041】
本発明における複合強化繊維束の製造方法では、高分子型帯電防止剤(B)を100〜300℃の溶融状態で導電性強化繊維束(A)と接触させる工程を有する。
【0042】
この時、供給する高分子型帯電防止剤(B)に合わせて、前記温度の範囲から適当な温度に調整するのが好ましい。100℃未満では、高分子型帯電防止剤(B)の粘度が高くなり、供給する際に、付着むらが発生することがある。また、300℃を越えると、長時間にわたり製造した場合に、高分子型帯電防止剤(B)が熱分解する可能性がある。100〜300℃の溶融状態で導電性強化繊維束(A)と接触させることで、高分子型帯電防止剤(B)を安定して供給、含浸させることができる。
【0043】
また、高分子型帯電防止剤(B)を供給して導電性強化繊維束(A)と接触させる方法について特に限定はないが、繊維束に油剤、サイジング剤、マトリックス樹脂を付与するような公知の製造方法を用いることができる。中でも、ディッピング、もしくは、コーティングが好ましく、具体的なコーティングとしては、リバースロール、正回転ロール、キスロール、スプレイ、カーテンが好ましく用いられる。
【0044】
ここで、ディッピングとは、ポンプにて高分子型帯電防止剤(B)を溶融バスに供給し、該溶融バス内で導電性強化繊維束(A)を通過させる方法をいう。導電性強化繊維束(A)を高分子型帯電防止剤(B)の溶融バスに浸すことで、確実に高分子型帯電防止剤(B)を導電性強化繊維束(A)に付着させることができる。また、リバースロール、正回転ロール、キスロールとは、ポンプで溶融させた高分子型帯電防止剤(B)をロールに供給し、導電性強化繊維束(A)に高分子型帯電防止剤(B)の溶融物を塗布する方法をいう。さらに、リバースロールは、2本のロールが互いに逆方向に回転し、ロール上に溶融した高分子型帯電防止剤(B)を塗布する方法であり、正回転ロールは、2本のロールが同じ方向に回転し、ロール上に溶融した高分子型帯電防止剤(B)を塗布する方法である。通常、リバースロール、正回転ロールでは、導電性強化繊維束(A)を挟み、さらにロールを設置し、高分子型帯電防止剤(B)を確実に付着させる方法が用いられる。一方で、キスロールは、導電性強化繊維束(A)とロールが接触しているだけで、高分子型帯電防止剤(B)を付着させる方法である。そのため、キスロールは比較的粘度の低い場合の使用が好ましいが、いずれのロール方法を用いても、加熱溶融した高分子型帯電防止剤(B)の所定量を塗布させ、導電性強化繊維束(A)を接着させながら走らせることで、繊維束の単位長さ当たりに所定量の高分子型帯電防止剤(B)を付着させることができる。スプレイは、霧吹きの原理を利用したもので、溶融した高分子型帯電防止剤(B)を霧状にして導電性強化繊維束(A)に吹き付ける方法であり、カーテンは、溶融した高分子型帯電防止剤(B)を小孔から自然落下させ塗布する方法、または溶融槽からオーバーフローさせ塗布する方法である。塗布に必要な量を調節しやすいため、高分子型帯電防止剤(B)の損失を少なくできる。
【0045】
本発明における複合強化繊維束の製造方法では、前記の高分子型帯電防止剤(B)を溶融状態で導電性強化繊維束(A)と接触させる工程に続いて、さらに加熱して高分子型帯電防止剤(B)を供給量の80〜100%を導電性強化繊維束(A)に含浸させる工程を有する。
【0046】
具体的には、高分子型帯電防止剤(B)と接触した状態の導電性強化繊維束(A)に対して、高分子型帯電防止剤(B)が溶融する温度において、ロールやバーで張力をかける、拡幅、集束を繰り返す、圧力や振動を加えるなどの操作で高分子型帯電防止剤(B)を導電性強化繊維束(A)の内部まで含浸するようにする工程である。
【0047】
より具体的な例として、加熱された複数のロールやバーの表面に繊維束を接触するように通して拡幅などを行う方法を挙げることができ、中でも、絞り口金、絞りロール、ロールプレス、ダブルベルトプレスを用いて含浸させる方法が好適に用いられる。ここで、絞り口金とは、進行方向に向かって、口金径の狭まる口金のことであり、導電性強化繊維束を集束させながら、余分に付着した高分子型帯電防止剤(B)を掻き取ると同時に、含浸を促す口金である。また、絞りロールとは、ローラーで導電性強化繊維束に張力をかけることで、余分に付着した高分子型帯電防止剤(B)を掻き取ると同時に、含浸を促すローラーのことである。また、ロールプレスは、2つのロール間の圧力で連続的に導電性強化繊維束内部の空気を除去するのと同時に、含浸を促す装置であり、ダブルベルトプレスとは、導電性強化繊維束の上下からベルトを介してプレスすることで、含浸を促す装置である。
【0048】
また、本工程において、高分子型帯電防止剤(B)の供給量の80〜100質量%が導電性強化繊維束(A)に含浸されていることが必要である。収率に直接影響するため、経済性、生産性の観点から高いほど好ましい。より好ましくは、85〜100質量%であり、さらに好ましくは90〜100質量%である。80質量%未満では、経済性の観点からだけでなく、高分子型帯電防止剤(B)が本工程において、揮発成分を発生させている可能性があり、導電性強化繊維束(A)内部にボイドが残存する可能性がある。
【0049】
高分子型帯電防止剤(B)を導電性強化繊維束(A)に含浸させる工程において、加熱方法としては特に限定しないが、具体的には、加熱したチャンバーを用いる方法や、ホットローラーを用いて加熱と加圧を同時に行う方法が例示できる。
【0050】
また、高分子型帯電防止剤(B)の分解反応など、好ましくない副反応の発生を抑制する観点から、非酸化性雰囲気下で加熱することが好ましい。ここで、非酸化性雰囲気とは酸素濃度が5体積%以下、好ましくは2体積%以下、さらに好ましくは酸素を含有しない雰囲気、すなわち、窒素、ヘリウム、アルゴンなどの不活性ガス雰囲気であることを指し、この中でも特に経済性および取り扱いの容易さの面から、窒素雰囲気が好ましい。
【0051】
本発明において、高分子型帯電防止剤(B)を導電性強化繊維束(A)に接触、含浸させる際の引取速度は、工程速度に直接影響するため、経済性、生産性の観点から高いほど好ましい。具体的には、引取速度としては、10〜100m/分が好ましい。より好ましくは、20〜100m/分であり、さらに好ましくは30〜100m/分である。引取方法としては、ニップローラーで引き出す方法や、ドラムワインダーで巻き取る方法や、直接ストランドカッターなどで、一定長に切断しながら複合強化繊維束を引き取る方法が挙げられる。
【0052】
また、前記高分子型帯電防止剤(B)を導電性強化繊維束(A)に接触、含浸させる工程の前段階で、導電性強化繊維束(A)を予め開繊してもよい。開繊とは収束された導電性強化繊維束(A)を分繊させる操作であり、溶融した高分子型帯電防止剤(B)の含浸性をさらに高める効果が期待できる。開繊により、導電性強化繊維束(A)の厚みは薄くなり、開繊前の導電性強化繊維束(A)の幅をw1(mm)、厚みをt1(μm)、開繊後の導電性強化繊維束(A)の幅をw2(mm)、厚みをt2(μm)とした場合、開繊比=(w2/t2)/(w1/t1)を2.0以上とするのが好ましく、2.5以上とするのがさらに好ましい。
【0053】
前記導電性強化繊維束(A)の開繊方法としては、特に制限はなく、例えば凹凸ロールを交互に通過させる方法、太鼓型ロールを使用する方法、軸方向振動に張力変動を加える方法、垂直に往復運動する2個の摩擦体による導電性強化繊維束(A)の張力を変動させる方法、導電性強化繊維束(A)にエアを吹き付ける方法を利用できる。
【0054】
図1は、本発明で得られる複合強化繊維束の横断面形態の一例を示す概略図である。なお、本発明において、横断面とは、軸心方向に直交する面での断面を意味する。前記高分子型帯電防止剤(B)を導電性強化繊維束(A)に接触、含浸させる工程から得られる複合強化繊維束は、導電性強化繊維束(A)に高分子型帯電防止剤(B)を塗布、含浸せしめた複合体として形成されている(以下、複合強化繊維束を複合体とも称す)。この複合体の形態は図1に示すようなものであり、導電性強化繊維束(A)の各単繊維間に高分子型帯電防止剤(B)が満たされている。すなわち、高分子型帯電防止剤(B)の海に、導電性強化繊維束(A)の各単繊維が島のように分散している状態である。
【0055】
上記複合体において、高分子型帯電防止剤(B)が強化繊維束(A)に良好に含浸した複合体とすることで、例えば、熱可塑性樹脂組成物(C)と共に射出成形すると、射出成形機のシリンダー内で溶融混練された高分子型帯電防止剤(B)が熱可塑性樹脂組成物(C)に拡散し、導電性強化繊維束(A)が熱可塑性樹脂組成物(C)に分散することを助け、同時に熱可塑性樹脂組成物(C)が導電性強化繊維束(A)に置換、含浸することを助ける、いわゆる含浸助剤・分散助剤としての役割を持つ。
【0056】
また、高分子型帯電防止剤(B)が導電性強化繊維束(A)に対して優先して接触、含浸されていることで、繊維単子間の導電パスが形成を助け、高い導電性を発現する役割も持つ。
【0057】
本発明における成形材料は、前記複合体および熱可塑性樹脂組成物(C)から構成される。ここで、本発明において成形材料とは、成形品を射出成形などで成形する際に用いる原材料を意味する。
【0058】
本発明において、熱可塑性樹脂組成物(C)とは熱可塑性樹脂に、その他の種々の添加剤や充填剤が配合されてなるものを指す。ここで用いられる熱可塑性樹脂としては、特に限定されないが、ポリカーボネート樹脂、スチレン系樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリフェニレンスルフィド樹脂(PPS樹脂)、変性ポリフェニレンエーテル樹脂(変性PPE樹脂)、ポリアセタール樹脂(POM樹脂)、液晶ポリエステル、ポリアリーレート、ポリメチルメタクリレート樹脂(PMMA)などのアクリル樹脂、塩化ビニル、ポリイミド(PI)、ポリアミドイミド(PAI)、ポリエーテルイミド(PEI)、ポリスルホン、ポリエーテルスルホン、ポリケトン、ポリエーテルケトン、ポリエーテルエーテルケトン(PEEK)ポリエチレン、ポリプロピレン等のポリオレフィン、変性ポリオレフィン、フェノール樹脂、フェノキシ樹脂、さらにはエチレン/プロピレン共重合体、エチレン/1−ブテン共重合体、エチレン/プロピレン/ジエン共重合体、エチレン/一酸化炭素/ジエン共重合体、エチレン/(メタ)アクリル酸エチル共重合体、エチレン/(メタ)アクリル酸グリシジル、エチレン/酢酸ビニル/(メタ)アクリル酸グリシジル共重合体、ポリエーテルエステルエラストマー、ポリエーテルエーテルエラストマー、ポリエーテルエステルアミドエラストマー、ポリエステルアミドエラストマー、ポリエステルエステルエラストマーなどの各種エラストマー類などが挙げられ、これらの1種または2種以上を併用しても良い。特に汎用性の高い、ポリプロピレン系樹脂、ポリアミド系樹脂、ポリカーボネート系樹脂、ポリフェニレンスルフィド系樹脂が好ましい。
【0059】
また、熱可塑性樹脂組成物(C)に配合されてなる種々の添加剤や充填剤は、本発明の目的を損なわない範囲で任意のものを選択できる。添加剤や充填剤の例として、例えば、上記高分子型帯電防止剤(B)以外の帯電防止剤、無機充填材、結晶核剤、難燃剤、難燃助剤、酸化防止剤、制振剤、抗菌剤、防虫剤、防臭剤、着色防止剤、熱安定剤、離型剤、可塑剤、滑剤、着色剤、顔料、染料、発泡剤、制泡剤、あるいは、カップリング剤が挙げられ、これらの1種または2種以上を併用しても良い。
【0060】
また、本発明における複合体および熱可塑性樹脂組成物(C)から構成される成形材料の形態は特に限定されず、例えば、複合体を切断してチョップドストランドとしたものと熱可塑性樹脂組成物(C)とをドライブレンドしたもののように、複合体と熱可塑性樹脂組成物(C)を分離して扱うものや、複合体に熱可塑性樹脂組成物(C)が接着されて一体化されたものが挙げられるが、成形時の流動性、および成形品の機械特性の均一性や、成形工程におけるブロッキング懸念の観点から、複合体に熱可塑性樹脂組成物(C)が接着されて一体化されたものがより好ましい。具体的には、押出機と電線被覆法用のコーティングダイを用いて、連続的に複合体の周囲に熱可塑性樹脂組成物(C)を被覆するように配置したものや、ロール等で扁平化した複合体の片面あるいは両面から押出機とTダイを用いて溶融したフィルム状の熱可塑性樹脂組成物(C)を配置し、ロール等で一体化させたものを挙げることができる。
【0061】
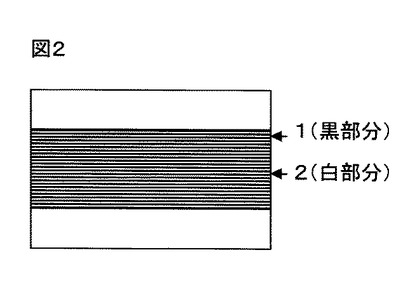
図2は、本発明の成形材料の好ましい縦断面形態の一例を示す概略図である。なお、本発明において、縦断面とは、軸心方向を含む面での断面を意味する。本発明の成形材料の一例は、図2に示すように、導電性強化繊維束(A)が成形材料の軸心方向にほぼ平行に配列され、かつ導電性強化繊維束(A)の長さは成形材料の長さと実質的に同じ長さである。
【0062】
ここで言う、「ほぼ平行に配列され」とは、導電性強化繊維束(A)の長軸の軸線と、成形材料の長軸の軸線とが、同方向を指向している状態を示し、軸線同士の角度のずれが、好ましくは20°以下であり、より好ましくは10°以下であり、さらに好ましくは5°以下である。また、「実質的に同じ長さ」とは、例えばペレット状の成形材料において、ペレット内部の途中で導電性強化繊維束(A)が切断されていたり、ペレット全長よりも有意に短い導電性強化繊維束(A)が実質的に含まれたりしないことである。特に、そのペレット全長よりも短い導電性強化繊維束(A)の量について規定されているわけではないが、ペレット全長の50%以下の長さの導電性強化繊維束(A)の含有量が30重量%以下である場合には、ペレット全長よりも有意に短い導電性強化繊維束(A)が実質的に含まれていないと評価する。さらに、ペレット全長の50%以下の長さの導電性強化繊維束(A)の含有量は20質量%以下であることが好ましい。なお、ペレット全長とはペレット中の導電性強化繊維束(A)配向方向の長さである。導電性強化繊維束(A)が成形材料と同等の長さを持つことで、成形品中の強化繊維長を長くすることが出来るため、優れた力学特性を得ることができる。
【0063】
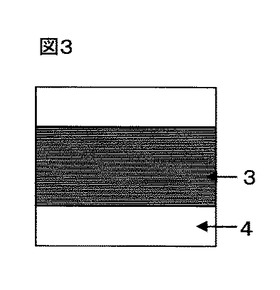
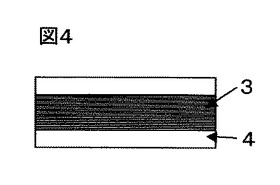
図3〜6はそれぞれ、本発明の成形材料の縦断面形態の一例を模式的に表したものであり、図7〜11はそれぞれ、本発明の成形材料の横断面形態の一例を模式的に表したものである。
【0064】
成形材料の断面形態は、導電性強化繊維束(A)と高分子型帯電防止剤(B)からなる複合体に、熱可塑性樹脂組成物(C)が接着するように配置されていれば図に示されたものに限定されないが、好ましくは図3〜5に示されるように、複合体が芯材となり熱可塑性樹脂組成物(C)で層状に挟まれて配置されている構成が好ましい。
【0065】
また図7〜9に示されるように、複合体を芯構造として、その周囲を熱可塑性樹脂組成物(C)が被覆するような芯鞘構造に配置されている構成が好ましい。また、図11に示されるような複数の複合体を成熱可塑性樹脂組成物(C)が被覆するように配置する場合、複合体の数は2〜6程度が望ましい。
【0066】
複合体と熱可塑性樹脂組成物(C)の境界は接着され、境界付近で部分的に熱可塑性樹脂組成物(C)が複合体の一部に入り込み、複合体を構成する高分子型帯電防止剤(B)と相溶しているような状態、あるいは強化繊維に含浸しているような状態になっていてもよい。
【0067】
本発明の成形材料は、例えば射出成形やプレス成形などの手法により混練されて最終的な成形品となる。成形材料の取扱性の点から、複合体と熱可塑性樹脂組成物(C)は成形が行われるまでは接着されたまま分離せず、前述したような形状を保っていることがより好ましい。複合体と熱可塑性樹脂組成物(C)では、形状(サイズ、アスペクト比)、比重、質量が全く異なるため、成形までの材料の運搬、取り扱い時、成形工程での材料移送時に分級し、成形品の力学特性にバラツキを生じたり、流動性が低下して金型詰まりを起こしたり、成形工程でブロッキングする場合がある。
【0068】
かかる観点から、前記したような、図7〜9に例示されるような芯鞘構造に配置されている構成が好ましい。このような配置であれば、熱可塑性樹脂組成物(C)が複合体を拘束し、より強固な複合化ができる。また、図7〜9に例示されるような芯鞘構造にするか、図10に例示されるような層状配置とするか、いずれが有利であるかについては、製造の容易さと、材料の取り扱いの容易さから、芯鞘構造とすることがより好ましい。
【0069】
本発明の成形材料は、その軸心方向には、ほぼ同一の断面形状を保っていれば、連続であってもよいし、成形方法によっては連続のものをある長さに切断されてなっていてもよい。好ましくは1〜50mmの範囲の長さに切断されてなっているのが良い。この長さに調製することにより、成形時の流動性、取扱性を十分に高めることができる。このように適切な長さに切断されてなる成形材料としてとりわけ好ましい態様は、射出成形用の長繊維ペレットが例示できる。
【0070】
また、本発明の成形材料は、連続、長尺のままでも成形法によっては使用可能である。例えば、熱可塑性ヤーンプリプレグとして、加熱しながらマンドレルに巻き付け、ロール状成形品を得たりすることができる。このような成形品の例としては、液化天然ガスタンクなどが挙げられる。また本発明の成形材料を、連続のまま、複数本一方向に引き揃えて加熱・融着させることにより一方向熱可塑性プリプレグを作製することも可能である。このようなプリプレグは、軽量性、高強度、弾性率、耐衝撃性が要求されるような分野、例えば自動車部材などに適用が可能である。
【0071】
また、上記成形材料に占める熱可塑性樹脂組成物(C)の割合は、複合体100重量部に対し、10〜1000重量部、好ましくは50〜700重量部、より好ましくは100〜400重量部であり、この範囲内で用いることで、力学特性に優れる成形品を得ることができる。
【0072】
本発明で得られる成形材料の成形方法としては、特に限定しないが、射出成形、オートクレーブ成形、プレス成形、フィラメントワインディング成形、スタンピング成形などの生産性に優れた成形方法に適用でき、これらを組み合わせて用いることもできる。また、インサート成形、アウトサート成形などの一体化成形も容易に実施できる。さらに、成形後にも加熱による矯正処置や、熱溶着、振動溶着、超音波溶着などの生産性に優れた接着工法を活用することもできる。
【0073】
成形品としては、インストルメントパネル、ドアビーム、アンダーカバー、ランプハウジング、ペダルハウジング、ラジエータサポート、スペアタイヤカバー、フロントエンドなどの各種モジュール等の自動車部品に好適である。さらに電話、ファクシミリ、VTR、コピー機、テレビ、電子レンジ、音響機器、トイレタリー用品、レーザーディスク、冷蔵庫、エアコンなどの家庭・事務電気製品部品も挙げられる。またパーソナルコンピューター、携帯電話などに使用されるような筐体や、パーソナルコンピューターの内部でキーボードを支持する部材であるキーボード支持体に代表されるような電気・電子機器用部材なども挙げられる。本発明の成形品は、軽量性と機械強度特性、電気導電性、電磁波シールド性がバランスして優れることから、携帯用電気・電子機器部品や電気自動車の電気部品収納容器、例えばバッテリーケース、インバーターケース、ECUケースとしての使用に特に適している。
【実施例】
【0074】
以下、実施例により本発明を詳細に説明するが、下記実施例は本発明を限定するものではない。
【0075】
(1)高分子型帯電防止剤(B)の含浸量測定
複合体約5gを採取し、耐熱ガラス製の容器に投入する。
次に、この容器を3時間真空乾燥し、吸湿しないように注意しながら室温まで冷却後、秤量した値をW1(g)とする。
【0076】
次いで、容器ごと、窒素雰囲気中、450℃で15分間加熱後、吸湿しないように注意しながら室温まで冷却し、秤量した値をW2(g)とする。
【0077】
以上の処理を経て、化合物の付着量を、次式により求める(測定n数=5)。
化合物の付着量=(W1−W2)/W2(単位:重量%)。
【0078】
(2)シャルピー衝撃試験
射出成形機(株式会社日本製鋼所製J110AD)を用いて、特性評価用ISO型試験片(成形品)を成形した。作成したISO型試験片の平行部を切り出し、株式会社東京試験機製C1−4−01型試験機を用い、ISO179に準拠してVノッチ付きシャルピー衝撃試験を実施し衝撃値(kJ/cm2)を算出した。
【0079】
(3)体積抵抗率
前記ISO型引張試験片を帯ノコで80×10mm(4mmt)の寸法に切断し、切断面を荒さ400番のサンドペーパーで平滑化し、体積抵抗率測定用試験片を得た。JIS K 6271に準拠し、日置電機株式会社製抵抗計3541を用いて、四端子法にて体積低効率(Ω・cm)を測定した。
【0080】
(4)電磁波シールド性
前記射出成形機を用いて、で150×150mm(3mmt)の角板試験片(成形品)を成形した。マイクロウェーブ・ファクトリー製の評価装置を用いて、KEC法に準拠し、近傍電界10(MHz)〜1(GHz)の領域において平均シールド効果(dB)を測定した。なお、シールド効果は次式(1)により算出した。
SE=20×log10E0/EX (1)
SE:シールド効果(dB)
E0:シールド材が無い場合の空間電界強度
EX:シールド材が有る場合の空間電界強度。
【0081】
(5)外観
前記電磁波シールド性用に成形した150×150mm(3mmt)の角板を用いて、目視にて成形品を10個観察し、以下の基準で判定を行い、◎、○を合格とした。
◎ :繊維未分散がなく、表面光沢がある
○ :繊維未分散はないが、表面光沢が少ない
× :繊維未分散があり、表面光沢が無い
××:帯電防止剤がブリードアウトしている。
【0082】
(参考例1)炭素繊維の作製
ポリアクリロニトリルを主成分とする共重合体から紡糸、焼成処理、表面酸化処理を行い、総単糸数24,000本、単繊維径7μm、単位長さ当たりの質量1.6g/m、比重1.8g/cm3、表面酸素濃度[O/C]0.06の連続炭素繊維を得た。この連続炭素繊維のストランド引張強度は4880MPa、ストランド引張弾性率は225GPaであった。
【0083】
(参考例2)サイジング剤の付与
サイジング剤を水に溶解、または分散させたサイジング剤母液を調整し、ローラーを介して、サイジング剤母液に浸漬する法方により強化繊維にサイジング剤を付与し、230℃で乾燥を行った。
【0084】
(参考例3)複合体の作製
塗布温度に加熱されたロール上に、被含浸化合物を加熱溶融した液体の被膜を形成させた。ロール上に一定した厚みの被膜を形成するためリバースロールを用いた。このロール上を連続した導電性強化繊維束(A)を接触させながら通過させて被含浸化合物を付着させた。次に、含浸温度に加熱されたチャンバー内にて、5組の直径50mmのロールプレス間を通過させた。この操作により、被含浸化合物を繊維束の内部まで含浸させ、所定の配合量とした複合体を形成した。
【0085】
(参考例4)熱可塑性樹脂組成物(C)−1の作製
株式会社日本製鋼所製TEX−30α型2軸押出機(スクリュー直径30mm、ダイス直径5mm、バレル温度220℃、スクリュー回転数150rpm)を使用し、ポリプロピレン樹脂(株式会社プライムポリマー製“プライムポリプロJ105G”)(c−1)、マレイン酸変性ポリプロピレン樹脂(三井化学株式会社製“アドマーQE840”)(c−2)を重量比C−1/C−2=100/20でドライブレンドしたものをメインホッパーから供給し、下流の真空ベントより脱気を行いながら、溶融樹脂をダイス口から吐出し、得られたストランドを冷却後、カッターで切断して熱可塑性樹脂組成物(C)−1の溶融混練ペレットを得た。
【0086】
(参考例5)成形材料の作製
参考例3で得られた複合体を、株式会社日本製鋼所製TEX−30α型2軸押出機(スクリュー直径30mm、L/D=32)の先端に設置された電線被覆法用のコーティングダイ中に通し、押出機からダイ内に参考例4で得られた熱可塑性樹脂組成物(C)−1または、ポリアミド樹脂(東レ株式会社製“アミラン”CM3001)(C)−2を溶融した状態で吐出させて、複合体の周囲を被覆するように連続的に配置した。この際、所望の強化繊維含有率になるよう、複合体量と、熱可塑性樹脂組成物(C)量を調整した。得られた連続状の成形材料を冷却後、カッターで切断して7mmの長繊維ペレット状の成形材料とした。
【0087】
(実施例1)
導電性強化繊維束(A)として参考例1に従い得られる炭素繊維を用い、被含浸化合物として、高分子型帯電防止剤(B)(ペレスタット300(高分子帯電防止剤:三洋化成工業株式会社製 数平均分子量30000)を用いた。参考例3に従い、塗布温度200℃、含浸温度220℃、引取速度30m/分にて、導電性強化繊維束(A)100重量部に対して、高分子型帯電防止剤ペレスタット300(B)−1が67重量部含浸されるよう、供給量を調整して複合体を得た。次いで上記(1)に従い、高分子型帯電防止剤ペレスタット300(B)−1の供給量に対する含浸量を測定した。
【0088】
続いて参考例4に従い、作製したポリプロピレン樹脂組成物(C)−1を得、これを用いて参考例5に従い、長繊維ペレット状の成形材料を得た。この際、導電性強化繊維束(A)100重量部に対し、ポリプロピレン樹脂組成物(C)−1は500重量部となるようにポリプロピレン樹脂組成物(C)−1の吐出量を調整した。
【0089】
次に得られた長繊維ペレット状の成形材料を、射出成形機(株式会社日本製鋼所製J110AD)を用いて、シリンダー温度:220℃、金型温度:60℃で評価用試験片(成形品)を成形した。得られた試験片は、温度23℃、50%RHに調整された恒温恒湿室に24時間放置後に特性評価試験に供した。次に、得られた特性評価用試験片(成形品)を上記(2)〜(5)に示した射出成形品評価方法に従い評価した。評価結果をまとめて表1に示した。
【0090】
(実施例2)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1の含浸量が、導電性強化繊維束(A)100重量部に対して15重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が385重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表1に示した。
【0091】
(実施例3)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1の含浸量が、導電性強化繊維束(A)100重量部に対して25重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が375重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表1に示した。
【0092】
(実施例4)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1を用い、塗布温度190℃、含浸温度180℃とし、導電性強化繊維束(A)100重量部に対して50重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が350重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表1に示した。
【0093】
(実施例5)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1を用い、塗布温度190℃、含浸温度220℃とし、導電性強化繊維束(A)100重量部に対して50重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が350重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表1に示した。
【0094】
(実施例6)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1を用い、塗布温度190℃、含浸温度260℃とし、導電性強化繊維束(A)100重量部に対して50重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が350重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表1に示した。
【0095】
(実施例7)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1を用い、導電性強化繊維束(A)100重量部に対して100重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が300重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表1に示した。
【0096】
(実施例8)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1を用い、導電性強化繊維束(A)100重量部に対して200重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が367重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表2に示した。
【0097】
(実施例9)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1を用い、導電性強化繊維束(A)100重量部に対して67重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が167重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表2に示した。
【0098】
(実施例10)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(SD100(高分子帯電防止剤:三井・デュポンポリケミカル株式会社製 数平均分子量30000)(B)−2を用い、導電性強化繊維束(A)100重量部に対して100重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が300重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表2に示した。
【0099】
(実施例11)
複合体において、導電性強化繊維束(A)として用いる炭素繊維に、参考例2に従い、サイジング剤(b)としてポリグリセロールポリグリシジルエーテル((b)−1)を高分子型帯電防止剤(B)−1との重量比(b)/(B)=0.02/1となるように付与し、複合体作製時の引取速度を30m/分とし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が350重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表2に示した。
【0100】
(実施例12)
複合体において、導電性強化繊維束(A)として用いる炭素繊維に、参考例2に従い、サイジング剤(b)としてポリグリセロールポリグリシジルエーテル((b)−1)を高分子型帯電防止剤(B)−1との重量比(b)/(B)=0.1/1となるように付与し、複合体作製時の引取速度を50m/分とし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が350重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表2に示した。
【0101】
(実施例13)
複合体において、導電性強化繊維束(A)として用いる炭素繊維に、参考例2に従い、サイジング剤(b)としてポリグリセロールポリグリシジルエーテル((b)−1)を高分子型帯電防止剤(B)−1との重量比(b)/(B)=0.3/1となるように付与し、複合体作製時の引取速度を70m/分とし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が350重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表2に示した。
【0102】
(実施例14)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(ペレスタットNC6321(高分子帯電防止剤:三洋化成工業株式会社製 数平均分子量40000)(B)−3を用い、塗布温度240℃、含浸温度260℃、引取速度30m/分にて、導電性強化繊維束(A)100重量部に対して50重量部となるようにし、供給量を調整して複合体を得た。
【0103】
長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリアミド樹脂組成物(C)−2が350重量部被覆されてなるようにし、前期射出成形機を用いて、シリンダー温度:260℃、金型温度:80℃で評価用試験片を得た以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表2に示した。
【0104】
(実施例15)
複合体において、参考例2に従い、サイジング剤(b)としてポリグリセロールポリグリシジルエーテル((b)−1)を高分子型帯電防止剤(B)−3との重量比(b)/(B)=0.1/1となるように付与し、複合体作製時の引取速度を50m/分とし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリアミド樹脂組成物(C)−2が350重量部被覆されてなるようにした以外は実施例14と同様にして成形評価を行った。評価結果をまとめて表2に示した。
【0105】
(比較例1)
複合体作製時、導電性強化繊維束(A)に高分子型帯電防止剤(B)を用いず、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が400重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表3に示した。
【0106】
(比較例2)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1の含浸量が、導電性強化繊維束(A)100重量部に対して5重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が395重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表3に示した。
【0107】
(比較例3)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1の含浸量が、導電性強化繊維束(A)100重量部に対して300重量部となるように供給量を調整して複合体を得ようと試みたが、高分子型帯電防止剤が垂れ落ち、目標とする複合体を得ることができなかった。
【0108】
(比較例4)
複合体において、導電性強化繊維束(A)に含浸する低分子型帯電防止剤(SP−V帯電防止剤(K)(コーティングタイプ帯電防止剤:大日精化工業株式会社製 数平均分子量5000)(B)−4の含浸量が、導電性強化繊維束(A)100重量部に対して50重量部となるように供給量を調整し、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が350重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表3に示した。
【0109】
【表1】

【0110】
【表2】
【0111】
【表3】
【0112】
以上のように、実施例1〜15においては、本発明における複合強化繊維束、および成形材料から得られた成形品は、優れた電磁波遮蔽性、衝撃強度および良外観を示した。また、本発明における複合強化繊維束の製造方法により、含浸性が良好であり、かつボイドの少ない複合強化繊維束が得られた。
【0113】
一方比較例1〜4において得られた複合強化繊維束、および成形材料を用いて成形した成形品は電磁波遮蔽性、衝撃強度、外観が十分に発現しない、若しくは帯電防止剤が垂れ落ち、複合体をえることが出来なかった。
【産業上の利用可能性】
【0114】
本発明の複合強化繊維束、その製造方法、および成形材料は、強化繊維束への樹脂の含浸性が良好であり、優れた電磁波遮蔽性と衝撃強度を兼ね備えた成形品を与え得るものであり、電気・電子機器、OA機器、家電機器、または自動車の部品、内部部材および筐体などの各種部品・部材に極めて有用である。
【符号の説明】
【0115】
1 強化繊維の単繊維
2 高分子型帯電防止剤(B)
3 複合強化繊維束
4 熱可塑性樹脂組成物(C)
【技術分野】
【0001】
本発明は、複合強化繊維束、その製造方法、および成形材料に関する。さらに詳しくは、強化繊維束への樹脂の含浸性が良好であり、成形時に高い電気導電性、電磁波遮蔽性および衝撃強度を付与することができる複合強化繊維束、その製造方法、および成形材料に関する。
【背景技術】
【0002】
強化繊維と熱可塑性樹脂からなる成形材料は、軽量で優れた力学特性を有するために、スポーツ用品用途、航空宇宙用途および一般産業用途に広く用いられている。これらの成形材料に使用される強化繊維は、その使用用途によって様々な形態で成形品を強化している。これらの強化繊維には、アルミニウム繊維やステンレス繊維などの金属繊維、アラミド繊維やPBO繊維などの有機繊維、およびシリコンカーバイド繊維などの無機繊維や炭素繊維などが使用されているが、比強度、比剛性、軽量性および電気導電性のバランスの観点から炭素繊維が好適であり、その中でもポリアクリロニトリル系炭素繊維が好適に用いられる。
【0003】
しかしながら、成形材料を製造する過程で、連続した強化繊維束に熱可塑性樹脂を含浸させるには経済性、生産性の面で問題があり、それほど広く用いられていないのが現状である。例えば、樹脂の溶融粘度が高いほど強化繊維束への含浸は困難とされることはよく知られている。靱性や伸度などの力学特性に優れた熱可塑性樹脂は、とりわけ高分子量体であり、プロセス温度も高温を必要とするため、成形材料を容易に、生産性よく製造することには不向きであった。
【0004】
また、炭素繊維で強化した熱可塑性材料は導電性材料となるが、金属材料と同等の電磁波シールド性と電気導電性を得るためには熱可塑性材料中の炭素繊維の量を増やす必要があり、表面外観とコストの面で優れない。
【0005】
そこで、特許文献1には、炭素繊維にグリシジル化ポリアルキレンオキシド誘導体を含んでなる共重合体並びに界面活性剤を含有するサイジング剤で表面が被覆されていることを特徴とする炭素繊維が記載されているが、帯電防止剤の被覆量が少ないため、電気部品に要求される電磁波遮蔽性に劣る。また、帯電防止剤の被覆量を増やした場合は、水溶液の乾燥時間が増加し、生産性に劣り、取扱性や衝撃強度も低下し、成形体表面にブリードアウトが生じるため、付着量を増やすことが出来ない。
【0006】
かかる状況において、生産性に優れ、強化繊維束への樹脂の含浸性が良好であり、成形時に高い電磁波遮蔽性、衝撃強度を付与することができる複合強化繊維束が求められていた。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−106164号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は従来技術の有する問題点を鑑み、強化繊維束への樹脂の含浸性が良好であり、優れた電磁波遮蔽性と衝撃強度を兼ね備えた成形品を与え得る複合強化繊維や、その製造方法、及び成形材料を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記の課題を解決するため、本発明は以下の構成からなる。すなわち、導電性強化繊維束(A)100重量部に対し、高分子型帯電防止剤(B)を13〜200重量部を含浸させてなる複合強化繊維束である。
【0010】
また、本発明者らは、鋭意検討した結果、上記課題を解決することができる次の複合強化繊維束の製造方法を発明するに至った。すなわち、高分子型帯電防止剤(B)を100〜300℃の溶融状態で導電性強化繊維束(A)と接触させ、さらに加熱して高分子型帯電防止剤(B)を供給量の80〜100重量%を導電性強化繊維束(A)に含浸させる請求項1〜7のいずれか記載の複合強化繊維束の製造方法である。
【0011】
さらに、本発明者らは、鋭意検討した結果、上記課題を解決することができる次の成形材料を発明するに至った。すなわち、前記した複合強化繊維束および熱可塑性樹脂組成物(C)から構成される成形材料である。
【発明の効果】
【0012】
本発明による複合強化繊維束、および成形材料を用いれば、導電性、電磁波遮蔽、衝撃強度に優れた成形品を得ることができる。また、本発明の製造方法により、生産性に優れ、強化繊維束への含浸性が良好であり、かつボイドの少なくい複合強化繊維束が得られる。本発明による複合強化繊維束、および成形材料を用いて成形された成形品は、電気・電子機器、OA機器、家電機器、または自動車の部品、内部部材および筐体などの各種部品・部材に極めて有用である。
【図面の簡単な説明】
【0013】
【図1】本発明で得られる複合強化繊維束の横断面形態の一例を示す概略図である。
【図2】本発明の成形材料の好ましい縦断面形態の一例を示す概略図である。
【図3】本発明の成形材料の好ましい縦断面形態の一例を示す概略図である。
【図4】本発明の成形材料の好ましい縦断面形態の一例を示す概略図である。
【図5】本発明の成形材料の好ましい縦断面形態の一例を示す概略図である。
【図6】本発明の成形材料の好ましい縦断面形態の一例を示す概略図である。
【図7】本発明の成形材料の好ましい横断面形態の一例を示す概略図である。
【図8】本発明の成形材料の好ましい横断面形態の一例を示す概略図である。
【図9】本発明の成形材料の好ましい横断面形態の一例を示す概略図である。
【図10】本発明の成形材料の好ましい横断面形態の一例を示す概略図である。
【図11】本発明の成形材料の好ましい横断面形態の一例を示す概略図である。
【発明を実施するための形態】
【0014】
本発明を詳細に説明する。本発明は、少なくとも導電性強化繊維束(A)、高分子型帯電防止剤(B)から構成される複合強化繊維束である。まず、これらの構成要素について説明する。なお、本発明において、複合強化繊維束とは、導電性強化繊維束(A)に、熱可塑性樹脂との親和性を有する化合物(以下、被含浸化合物ともいう)を含浸させてなるものをいい、熱可塑性樹脂と組み合わせて好適に用いられる。
【0015】
本発明において、導電性強化繊維束(A)を構成する導電性強化繊維(a)は特に限定されないが、例えば、炭素繊維、アラミド繊維、ボロン繊維、金属繊維などの高強度、高弾性率繊維が使用でき、これらは1種または2種以上を併用してもよい。中でも、PAN系、ピッチ系、レーヨン系などの炭素繊維が力学特性の向上、成形品の軽量化効果の観点から好ましく、得られる成形品の強度と弾性率とのバランスの観点から、PAN系炭素繊維がさらに好ましい。また、導電性を付与する目的では、ニッケルや銅やイッテルビウムなどの金属を被覆した強化繊維を用いることもできる。
【0016】
さらに炭素繊維としては、X線光電子分光法により測定される繊維表面の酸素(O)と炭素(C)の原子数の比である表面酸素濃度比[O/C]が0.05〜0.5であるものが好ましく、より好ましくは0.08〜0.4であり、さらに好ましくは0.1〜0.3である。表面酸素濃度比が0.05以上であることにより、炭素繊維表面の官能基量を確保でき、熱可塑性樹脂とより強固な接着を得ることができる。また、表面酸素濃度比の上限には特に制限はないが、炭素繊維の取扱い性、生産性のバランスから一般的に0.5以下とすることが例示できる。
【0017】
炭素繊維の表面酸素濃度比は、X線光電子分光法により、次の手順にしたがって求めるものである。まず、溶剤で炭素繊維表面に付着しているサイジング剤などを除去した炭素繊維束を20mmにカットして、銅製の試料支持台に拡げて並べた後、X線源としてA1Kα1、2を用い、試料チャンバー中を1×108Torrに保つ。測定時の帯電に伴うピークの補正値としてC1sの主ピークの運動エネルギー値(K.E.)を1202eVに合わせる。C1sピーク面積をK.E.として1191〜1205eVの範囲で直線のベースラインを引くことにより求める。O1sピーク面積をK.E.として947〜959eVの範囲で直線のベースラインを引くことにより求める。
【0018】
ここで、表面酸素濃度比とは、上記O1sピーク面積とC1sピーク面積の比から装置固有の感度補正値を用いて原子数比として算出する。X線光電子分光法装置として、国際電気社製モデルES−200を用いる場合には、感度補正値を1.74とする。
【0019】
表面酸素濃度比[O/C]を0.05〜0.5に制御する手段としては、特に限定されるものではないが、例えば、電解酸化処理、薬液酸化処理および気相酸化処理などの手法をとることができ、中でも電解酸化処理が好ましい。
【0020】
また、本発明に用いられる導電性強化繊維束(A)を構成する導電性強化繊維(a)の平均繊維径は特に限定されないが、得られる成形品の力学特性と表面外観の観点から、1〜20μmの範囲内であることが好ましく、3〜15μmの範囲内であることがより好ましい。
【0021】
導電性強化繊維束(A)の単繊維数には、特に制限はなく、100〜350,000本の範囲内で使用することができ、とりわけ1,000〜250,000本の範囲内で使用することが好ましい。また、本発明によれば、単繊維数が多い導電性強化繊維束であっても、十分に含浸された複合強化繊維束を得ることができるため、20,000〜100,000本の範囲で使用することが、生産性の観点からも好ましい。
【0022】
また、本発明に用いられる導電性強化繊維束(A)はサイジング剤(b)が付与されてなることが、集束性、耐屈曲性や耐擦過性を改良し、高次加工工程において、毛羽、糸切れの発生を抑制でき、いわゆる糊剤、集束剤として高次加工性を向上させることもでき、好ましい。特に、炭素繊維の場合、サイジング剤(b)を付与することで、炭素繊維表面の官能基等の表面特性に適合させて接着性およびコンポジット総合特性を向上させることができる。
【0023】
サイジング剤(b)の付着量は特に限定しないが、強化繊維のみの質量に対して、0.01〜10重量%が好ましく、0.05〜5重量%がより好ましく、0.1〜2重量%付与することがさらに好ましい。0.01重量%未満では接着性向上効果が現れにくく、10重量%を越える付着量では、マトリックス樹脂の物性を低下させることがある。
【0024】
さらに、本発明に用いられる導電性強化繊維束(A)にサイジング剤(b)が付与されてなる場合、サイジング剤(b)と高分子型帯電防止剤(B)との重量比(b)/(B)が0.01/1〜0.8/1であることが好ましい。より好ましくは、0.02〜0.5/1である。各成分を範囲内で用いることで、界面接着性、繊維分散性、機械特性、電気導電性および電磁波遮蔽性をバランス良く向上することができるため好ましい。
【0025】
また、本発明において用いられるサイジング剤(b)としては特に限定されず、エポキシ樹脂、フェノール樹脂、ポリエチレングリコール、ポリウレタン、ポリエステル、乳化剤あるいは界面活性剤などが挙げられる。中でもマトリックス樹脂との接着性を発揮しやすいエポキシ樹脂が好ましい。これらは1種または2種以上を併用してもよい。
【0026】
エポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、脂肪族エポキシ樹脂、フェノールノボラック型エポキシ樹脂等が挙げられる。中でも機械特性向上の観点から、脂肪族エポキシ樹脂が好ましい。通常、エポキシ樹脂はエポキシ基を多数有すると、架橋反応後の架橋密度が高くなるために、靭性の低い構造になる傾向にあり、強化繊維とマトリックス樹脂間に介在させても、脆いために剥離しやすく、繊維強化による強度向上効果が発現しない場合がある。一方、脂肪族エポキシ樹脂は、柔軟な骨格のため、架橋密度が 高くとも靭性の高い構造になりやすい。強化繊維とマトリックス樹脂間に介在させた場合、柔軟で剥離しにくくさせるため、繊維強化による強度向上効果が発現しやすく、好ましい。
【0027】
脂肪族エポキシ樹脂の具体例としては、例えば、ジグリシジルエーテル化合物では、エチレングリコールジグリシジルエーテル及び、ポリエチレングリコールジグリシジルエーテル類、プロピレングリコールジグリシジルエーテル及び、ポリプロピレングリコールジグリシジルエーテル類、1,4−ブタンジオールジグリシジルエーテル、ネオペンチルグリコールジグリシジルエーテル、ポリテトラメチレングリコールジグリシジルエーテル、ポリアルキレングリコールジグリシジルエーテル類等が挙げられる。また、ポリグリシジルエーテル化合物では、グリセロールポリグリシジルエーテル、ジグリセロールポリグリシジルエーテル、ポリグリセロールポリグリシジルエーテル類、ソルビトールポリグリシジルエーテル類、アラビトールポリグリシジルエーテル類、トリメチロールプロパンポリグリシジルエーテル類、トリメチロールプロパングリシジルエーテル類、ペンタエリスリトールポリグリシジルエーテル類、脂肪族多価アルコールのポリグリシジルエーテル類等が挙げられる。
【0028】
脂肪族エポキシ樹脂の中でも、3官能以上の多官能脂肪族エポキシ樹脂を用いるのが良く、さらには、反応性の高いグリシジル基を3個以上有する脂肪族のポリグリシジルエーテル化合物を用いるのがより好ましい。この中でも、さらに好ましくは、グリセロールポリグリシジルエーテル、ジグリセロールポリグリシジルエーテル、ポリエチレングリコールグリシジルエーテル類、ポリプロピレングリコールグリシジルエーテル類が好ましい。脂肪族のポリグリシジルエーテル化合物は、柔軟性、架橋密度、マトリックス樹脂との相溶性のバランスがよく、効果的に接着性を向上させることから好ましい。
【0029】
サイジング剤(b)の付与手段としては特に限定されるものではないが、例えばローラーを介してサイジング液に浸漬する方法、サイジング液の付着したローラーに接する方法、サイジング液を霧状にして吹き付ける方法などがある。また、バッチ式、連続式いずれでもよいが、生産性がよくバラツキが小さくできる連続式が好ましい。この際、導電性強化繊維束(A)に対するサイジング剤(b)の有効成分の付着量が適正範囲内で均一に付着するように、サイジング液濃度、温度、糸条張力などをコントロールすることが好ましい。また、サイジング剤(b)付与時に導電性強化繊維束(A)を超音波で加振させることはより好ましい。
【0030】
乾燥温度と乾燥時間は化合物の付着量によって調整すべきであるが、サイジング剤(b)の付与に用いる溶媒の完全な除去、乾燥に要する時間を短くし、一方、サイジング剤(b)の熱劣化を防止し、サイジング処理された導電性強化繊維束(A)が固くなって束の拡がり性が悪化するのを防止する観点から、乾燥温度は、150℃以上350℃以下であることがこのましく、180℃以上250℃以下であることがより好ましい。
【0031】
サイジング剤(b)に使用する溶媒は、水、メタノール、エタノール、ジメチルホルムアミド、ジメチルアセトアミド、アセトン等が挙げられるが、取扱いが容易で防災の観点から水が好ましい。従って、水に不溶、若しくは難溶の化合物をサイジング剤として用いる場合には、乳化剤、界面活性剤を添加し、水分散して用いるのが良い。具体的には、乳化剤、界面活性剤としては、スチレン−無水マレイン酸共重合体、オレフィン−無水マレイン酸共重合体、ナフタレンスルホン酸塩のホルマリン縮合物、ポリアクリル酸ソーダ等のアニオン系乳化剤、ポリエチレンイミン、ポリビニルイミダゾリン等のカチオン系乳化剤、ノニルフェノールエチレンオキサイド付加物、ポリビニルアルコール、ポリオキシエチレンエーテルエステル共重合体、ソルビタンエステルエチルオキサイド付加物等のノニオン系乳化剤等を用いることができるが、相互作用の小さいノニオン系乳化剤が多官能化合物の接着性効果を阻害しにくく好ましい。
【0032】
本発明に用いられる高分子型帯電防止剤(B)の数平均分子量は、5000を超え、好ましくは8000〜100000であり、より好ましくは10000〜50000である。従って、該帯電防止剤は、界面活性剤からなる帯電防止剤とは区別される高分子型の帯電防止剤である。尚、該高分子型帯電防止剤の数平均分子量の上限は概ね1000000である。高分子型の帯電防止剤の数平均分子量を前記の範囲とすることにより、帯電防止剤が成形品表面を汚染するブリードアウトが防止される。
【0033】
なお、前記数平均分子量は、高温ゲルパーミエーションクロマトグラフィーを用いて求められる。例えば、高分子型帯電防止剤がポリエーテルエステルアミドやポリエーテルを主成分とする親水性樹脂の場合にはオルトジクロロベンゼンを溶媒として試料濃度3mg/mlとし、ポリスチレンを基準物質としてカラム温度135℃の条件にて測定される値である。なお、前記溶媒の種類、カラム温度は、高分子型帯電防止剤の種類に応じて適宜変更される。
【0034】
本発明で使用される高分子型帯電防止剤としては親水性樹脂と、ポリオレフィンとの共重合体が挙げられる。
【0035】
該親水性樹脂としては、ポリエーテルジオール,ポリエーテルジアミン,及びこれらの変性物等のポリエーテル、ポリエーテルセグメント形成成分としてポリエーテルジオールのセグメントを有するポリエーテルエステルアミド,ポリエーテルセグメント形成成分としてポリエーテルジオールのセグメントを有するポリエーテルアミドイミド,ポリエーテルセグメント形成成分としてポリエーテルジオールのセグメントを有するポリエーテルエステル、ポリエーテルセグメント形成成分としてポリエーテルジアミンのセグメントを有するポリエーテルアミド,ポリエーテルセグメント形成成分としてポリエーテルジオールまたはポリエーテルジアミンのセグメントを有するポリエーテルウレタン等のポリエーテル含有親水性樹脂、非イオン性分子鎖で隔てられたカチオン性基を分子内に有するカチオン性ポリマー、及びスルホニル基を有するジカルボン酸とジオール又はポリエーテルとを必須構成単位とし、好ましくは、スルホニル基を有するアニオン性ポリマー、四級アンモニウム塩基含有のカチオン性ポリマー、アミド基を含む非イオン性ポリマーが使用できる。
【0036】
また高分子型帯電防止剤としては、優れた帯電防止効果を与えると共に、帯電防止剤を添加することによる物性低下を抑制する効果を得るために、ポリオレフィン系樹脂と同種或いは相溶性の高い樹脂をブロック共重合させたものが好ましく、例えば、ポリオレフィンのブロックと、上記親水性樹脂のブロックとが、繰り返し交互に結合した構造を有する数平均分子量(Mn)が2000〜60000のブロック共重合体が挙げられる。これらの中でも、ポリエーテルとポリオレフィンとのブロック共重合体が前記相溶性にも優れているので好ましい。
【0037】
尚、上記ポリオレフィンのブロックと親水性樹脂のブロックとは、エステル結合、アミド結合、エーテル結合、ウレタン結合、イミド結合から選ばれる少なくとも1種の結合を介して繰り返し交互に結合した構造を有する。
【0038】
また、高分子型帯電防止剤として好ましく用いられる前記共重合体のポリオレフィンのブロックとしては、カルボキシル基をポリマーの両末端に有するポリオレフィン、カルボニル基をポリマーの片末端に有するポリオレフィンが好ましい。
【0039】
このような高分子型帯電防止剤は、例えばスルホニル基を有するアニオン性ポリマーを有する三井・デュポンポリケミカル株式会社製「SD100」、アミド基を含む非イオン性ポリマーを有する三洋化成工業株式会社製「ペレスタット300」などを用いることが出来る。
【0040】
本発明において、複合強化繊維束中に含浸された高分子型帯電防止剤(B)の量は、導電性強化繊維束(A)100重量部に対し、13〜200重量部が好ましい。機械特性と難燃性のバランスから、より好ましくは15〜180重量部、さらに好ましくは25〜160重量部である。高分子型帯電防止剤(B)の配合量が13重量部未満では十分な導電性向上効果が得られない場合があり、200重量部を越えると機械特性が低下や、帯電防止剤が導電性強化繊維束から垂れ落ち、求める導電性強化繊維束が得られないことや、帯電防止剤がブリードアウトする場合があるため好ましくない。
【0041】
本発明における複合強化繊維束の製造方法では、高分子型帯電防止剤(B)を100〜300℃の溶融状態で導電性強化繊維束(A)と接触させる工程を有する。
【0042】
この時、供給する高分子型帯電防止剤(B)に合わせて、前記温度の範囲から適当な温度に調整するのが好ましい。100℃未満では、高分子型帯電防止剤(B)の粘度が高くなり、供給する際に、付着むらが発生することがある。また、300℃を越えると、長時間にわたり製造した場合に、高分子型帯電防止剤(B)が熱分解する可能性がある。100〜300℃の溶融状態で導電性強化繊維束(A)と接触させることで、高分子型帯電防止剤(B)を安定して供給、含浸させることができる。
【0043】
また、高分子型帯電防止剤(B)を供給して導電性強化繊維束(A)と接触させる方法について特に限定はないが、繊維束に油剤、サイジング剤、マトリックス樹脂を付与するような公知の製造方法を用いることができる。中でも、ディッピング、もしくは、コーティングが好ましく、具体的なコーティングとしては、リバースロール、正回転ロール、キスロール、スプレイ、カーテンが好ましく用いられる。
【0044】
ここで、ディッピングとは、ポンプにて高分子型帯電防止剤(B)を溶融バスに供給し、該溶融バス内で導電性強化繊維束(A)を通過させる方法をいう。導電性強化繊維束(A)を高分子型帯電防止剤(B)の溶融バスに浸すことで、確実に高分子型帯電防止剤(B)を導電性強化繊維束(A)に付着させることができる。また、リバースロール、正回転ロール、キスロールとは、ポンプで溶融させた高分子型帯電防止剤(B)をロールに供給し、導電性強化繊維束(A)に高分子型帯電防止剤(B)の溶融物を塗布する方法をいう。さらに、リバースロールは、2本のロールが互いに逆方向に回転し、ロール上に溶融した高分子型帯電防止剤(B)を塗布する方法であり、正回転ロールは、2本のロールが同じ方向に回転し、ロール上に溶融した高分子型帯電防止剤(B)を塗布する方法である。通常、リバースロール、正回転ロールでは、導電性強化繊維束(A)を挟み、さらにロールを設置し、高分子型帯電防止剤(B)を確実に付着させる方法が用いられる。一方で、キスロールは、導電性強化繊維束(A)とロールが接触しているだけで、高分子型帯電防止剤(B)を付着させる方法である。そのため、キスロールは比較的粘度の低い場合の使用が好ましいが、いずれのロール方法を用いても、加熱溶融した高分子型帯電防止剤(B)の所定量を塗布させ、導電性強化繊維束(A)を接着させながら走らせることで、繊維束の単位長さ当たりに所定量の高分子型帯電防止剤(B)を付着させることができる。スプレイは、霧吹きの原理を利用したもので、溶融した高分子型帯電防止剤(B)を霧状にして導電性強化繊維束(A)に吹き付ける方法であり、カーテンは、溶融した高分子型帯電防止剤(B)を小孔から自然落下させ塗布する方法、または溶融槽からオーバーフローさせ塗布する方法である。塗布に必要な量を調節しやすいため、高分子型帯電防止剤(B)の損失を少なくできる。
【0045】
本発明における複合強化繊維束の製造方法では、前記の高分子型帯電防止剤(B)を溶融状態で導電性強化繊維束(A)と接触させる工程に続いて、さらに加熱して高分子型帯電防止剤(B)を供給量の80〜100%を導電性強化繊維束(A)に含浸させる工程を有する。
【0046】
具体的には、高分子型帯電防止剤(B)と接触した状態の導電性強化繊維束(A)に対して、高分子型帯電防止剤(B)が溶融する温度において、ロールやバーで張力をかける、拡幅、集束を繰り返す、圧力や振動を加えるなどの操作で高分子型帯電防止剤(B)を導電性強化繊維束(A)の内部まで含浸するようにする工程である。
【0047】
より具体的な例として、加熱された複数のロールやバーの表面に繊維束を接触するように通して拡幅などを行う方法を挙げることができ、中でも、絞り口金、絞りロール、ロールプレス、ダブルベルトプレスを用いて含浸させる方法が好適に用いられる。ここで、絞り口金とは、進行方向に向かって、口金径の狭まる口金のことであり、導電性強化繊維束を集束させながら、余分に付着した高分子型帯電防止剤(B)を掻き取ると同時に、含浸を促す口金である。また、絞りロールとは、ローラーで導電性強化繊維束に張力をかけることで、余分に付着した高分子型帯電防止剤(B)を掻き取ると同時に、含浸を促すローラーのことである。また、ロールプレスは、2つのロール間の圧力で連続的に導電性強化繊維束内部の空気を除去するのと同時に、含浸を促す装置であり、ダブルベルトプレスとは、導電性強化繊維束の上下からベルトを介してプレスすることで、含浸を促す装置である。
【0048】
また、本工程において、高分子型帯電防止剤(B)の供給量の80〜100質量%が導電性強化繊維束(A)に含浸されていることが必要である。収率に直接影響するため、経済性、生産性の観点から高いほど好ましい。より好ましくは、85〜100質量%であり、さらに好ましくは90〜100質量%である。80質量%未満では、経済性の観点からだけでなく、高分子型帯電防止剤(B)が本工程において、揮発成分を発生させている可能性があり、導電性強化繊維束(A)内部にボイドが残存する可能性がある。
【0049】
高分子型帯電防止剤(B)を導電性強化繊維束(A)に含浸させる工程において、加熱方法としては特に限定しないが、具体的には、加熱したチャンバーを用いる方法や、ホットローラーを用いて加熱と加圧を同時に行う方法が例示できる。
【0050】
また、高分子型帯電防止剤(B)の分解反応など、好ましくない副反応の発生を抑制する観点から、非酸化性雰囲気下で加熱することが好ましい。ここで、非酸化性雰囲気とは酸素濃度が5体積%以下、好ましくは2体積%以下、さらに好ましくは酸素を含有しない雰囲気、すなわち、窒素、ヘリウム、アルゴンなどの不活性ガス雰囲気であることを指し、この中でも特に経済性および取り扱いの容易さの面から、窒素雰囲気が好ましい。
【0051】
本発明において、高分子型帯電防止剤(B)を導電性強化繊維束(A)に接触、含浸させる際の引取速度は、工程速度に直接影響するため、経済性、生産性の観点から高いほど好ましい。具体的には、引取速度としては、10〜100m/分が好ましい。より好ましくは、20〜100m/分であり、さらに好ましくは30〜100m/分である。引取方法としては、ニップローラーで引き出す方法や、ドラムワインダーで巻き取る方法や、直接ストランドカッターなどで、一定長に切断しながら複合強化繊維束を引き取る方法が挙げられる。
【0052】
また、前記高分子型帯電防止剤(B)を導電性強化繊維束(A)に接触、含浸させる工程の前段階で、導電性強化繊維束(A)を予め開繊してもよい。開繊とは収束された導電性強化繊維束(A)を分繊させる操作であり、溶融した高分子型帯電防止剤(B)の含浸性をさらに高める効果が期待できる。開繊により、導電性強化繊維束(A)の厚みは薄くなり、開繊前の導電性強化繊維束(A)の幅をw1(mm)、厚みをt1(μm)、開繊後の導電性強化繊維束(A)の幅をw2(mm)、厚みをt2(μm)とした場合、開繊比=(w2/t2)/(w1/t1)を2.0以上とするのが好ましく、2.5以上とするのがさらに好ましい。
【0053】
前記導電性強化繊維束(A)の開繊方法としては、特に制限はなく、例えば凹凸ロールを交互に通過させる方法、太鼓型ロールを使用する方法、軸方向振動に張力変動を加える方法、垂直に往復運動する2個の摩擦体による導電性強化繊維束(A)の張力を変動させる方法、導電性強化繊維束(A)にエアを吹き付ける方法を利用できる。
【0054】
図1は、本発明で得られる複合強化繊維束の横断面形態の一例を示す概略図である。なお、本発明において、横断面とは、軸心方向に直交する面での断面を意味する。前記高分子型帯電防止剤(B)を導電性強化繊維束(A)に接触、含浸させる工程から得られる複合強化繊維束は、導電性強化繊維束(A)に高分子型帯電防止剤(B)を塗布、含浸せしめた複合体として形成されている(以下、複合強化繊維束を複合体とも称す)。この複合体の形態は図1に示すようなものであり、導電性強化繊維束(A)の各単繊維間に高分子型帯電防止剤(B)が満たされている。すなわち、高分子型帯電防止剤(B)の海に、導電性強化繊維束(A)の各単繊維が島のように分散している状態である。
【0055】
上記複合体において、高分子型帯電防止剤(B)が強化繊維束(A)に良好に含浸した複合体とすることで、例えば、熱可塑性樹脂組成物(C)と共に射出成形すると、射出成形機のシリンダー内で溶融混練された高分子型帯電防止剤(B)が熱可塑性樹脂組成物(C)に拡散し、導電性強化繊維束(A)が熱可塑性樹脂組成物(C)に分散することを助け、同時に熱可塑性樹脂組成物(C)が導電性強化繊維束(A)に置換、含浸することを助ける、いわゆる含浸助剤・分散助剤としての役割を持つ。
【0056】
また、高分子型帯電防止剤(B)が導電性強化繊維束(A)に対して優先して接触、含浸されていることで、繊維単子間の導電パスが形成を助け、高い導電性を発現する役割も持つ。
【0057】
本発明における成形材料は、前記複合体および熱可塑性樹脂組成物(C)から構成される。ここで、本発明において成形材料とは、成形品を射出成形などで成形する際に用いる原材料を意味する。
【0058】
本発明において、熱可塑性樹脂組成物(C)とは熱可塑性樹脂に、その他の種々の添加剤や充填剤が配合されてなるものを指す。ここで用いられる熱可塑性樹脂としては、特に限定されないが、ポリカーボネート樹脂、スチレン系樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリフェニレンスルフィド樹脂(PPS樹脂)、変性ポリフェニレンエーテル樹脂(変性PPE樹脂)、ポリアセタール樹脂(POM樹脂)、液晶ポリエステル、ポリアリーレート、ポリメチルメタクリレート樹脂(PMMA)などのアクリル樹脂、塩化ビニル、ポリイミド(PI)、ポリアミドイミド(PAI)、ポリエーテルイミド(PEI)、ポリスルホン、ポリエーテルスルホン、ポリケトン、ポリエーテルケトン、ポリエーテルエーテルケトン(PEEK)ポリエチレン、ポリプロピレン等のポリオレフィン、変性ポリオレフィン、フェノール樹脂、フェノキシ樹脂、さらにはエチレン/プロピレン共重合体、エチレン/1−ブテン共重合体、エチレン/プロピレン/ジエン共重合体、エチレン/一酸化炭素/ジエン共重合体、エチレン/(メタ)アクリル酸エチル共重合体、エチレン/(メタ)アクリル酸グリシジル、エチレン/酢酸ビニル/(メタ)アクリル酸グリシジル共重合体、ポリエーテルエステルエラストマー、ポリエーテルエーテルエラストマー、ポリエーテルエステルアミドエラストマー、ポリエステルアミドエラストマー、ポリエステルエステルエラストマーなどの各種エラストマー類などが挙げられ、これらの1種または2種以上を併用しても良い。特に汎用性の高い、ポリプロピレン系樹脂、ポリアミド系樹脂、ポリカーボネート系樹脂、ポリフェニレンスルフィド系樹脂が好ましい。
【0059】
また、熱可塑性樹脂組成物(C)に配合されてなる種々の添加剤や充填剤は、本発明の目的を損なわない範囲で任意のものを選択できる。添加剤や充填剤の例として、例えば、上記高分子型帯電防止剤(B)以外の帯電防止剤、無機充填材、結晶核剤、難燃剤、難燃助剤、酸化防止剤、制振剤、抗菌剤、防虫剤、防臭剤、着色防止剤、熱安定剤、離型剤、可塑剤、滑剤、着色剤、顔料、染料、発泡剤、制泡剤、あるいは、カップリング剤が挙げられ、これらの1種または2種以上を併用しても良い。
【0060】
また、本発明における複合体および熱可塑性樹脂組成物(C)から構成される成形材料の形態は特に限定されず、例えば、複合体を切断してチョップドストランドとしたものと熱可塑性樹脂組成物(C)とをドライブレンドしたもののように、複合体と熱可塑性樹脂組成物(C)を分離して扱うものや、複合体に熱可塑性樹脂組成物(C)が接着されて一体化されたものが挙げられるが、成形時の流動性、および成形品の機械特性の均一性や、成形工程におけるブロッキング懸念の観点から、複合体に熱可塑性樹脂組成物(C)が接着されて一体化されたものがより好ましい。具体的には、押出機と電線被覆法用のコーティングダイを用いて、連続的に複合体の周囲に熱可塑性樹脂組成物(C)を被覆するように配置したものや、ロール等で扁平化した複合体の片面あるいは両面から押出機とTダイを用いて溶融したフィルム状の熱可塑性樹脂組成物(C)を配置し、ロール等で一体化させたものを挙げることができる。
【0061】
図2は、本発明の成形材料の好ましい縦断面形態の一例を示す概略図である。なお、本発明において、縦断面とは、軸心方向を含む面での断面を意味する。本発明の成形材料の一例は、図2に示すように、導電性強化繊維束(A)が成形材料の軸心方向にほぼ平行に配列され、かつ導電性強化繊維束(A)の長さは成形材料の長さと実質的に同じ長さである。
【0062】
ここで言う、「ほぼ平行に配列され」とは、導電性強化繊維束(A)の長軸の軸線と、成形材料の長軸の軸線とが、同方向を指向している状態を示し、軸線同士の角度のずれが、好ましくは20°以下であり、より好ましくは10°以下であり、さらに好ましくは5°以下である。また、「実質的に同じ長さ」とは、例えばペレット状の成形材料において、ペレット内部の途中で導電性強化繊維束(A)が切断されていたり、ペレット全長よりも有意に短い導電性強化繊維束(A)が実質的に含まれたりしないことである。特に、そのペレット全長よりも短い導電性強化繊維束(A)の量について規定されているわけではないが、ペレット全長の50%以下の長さの導電性強化繊維束(A)の含有量が30重量%以下である場合には、ペレット全長よりも有意に短い導電性強化繊維束(A)が実質的に含まれていないと評価する。さらに、ペレット全長の50%以下の長さの導電性強化繊維束(A)の含有量は20質量%以下であることが好ましい。なお、ペレット全長とはペレット中の導電性強化繊維束(A)配向方向の長さである。導電性強化繊維束(A)が成形材料と同等の長さを持つことで、成形品中の強化繊維長を長くすることが出来るため、優れた力学特性を得ることができる。
【0063】
図3〜6はそれぞれ、本発明の成形材料の縦断面形態の一例を模式的に表したものであり、図7〜11はそれぞれ、本発明の成形材料の横断面形態の一例を模式的に表したものである。
【0064】
成形材料の断面形態は、導電性強化繊維束(A)と高分子型帯電防止剤(B)からなる複合体に、熱可塑性樹脂組成物(C)が接着するように配置されていれば図に示されたものに限定されないが、好ましくは図3〜5に示されるように、複合体が芯材となり熱可塑性樹脂組成物(C)で層状に挟まれて配置されている構成が好ましい。
【0065】
また図7〜9に示されるように、複合体を芯構造として、その周囲を熱可塑性樹脂組成物(C)が被覆するような芯鞘構造に配置されている構成が好ましい。また、図11に示されるような複数の複合体を成熱可塑性樹脂組成物(C)が被覆するように配置する場合、複合体の数は2〜6程度が望ましい。
【0066】
複合体と熱可塑性樹脂組成物(C)の境界は接着され、境界付近で部分的に熱可塑性樹脂組成物(C)が複合体の一部に入り込み、複合体を構成する高分子型帯電防止剤(B)と相溶しているような状態、あるいは強化繊維に含浸しているような状態になっていてもよい。
【0067】
本発明の成形材料は、例えば射出成形やプレス成形などの手法により混練されて最終的な成形品となる。成形材料の取扱性の点から、複合体と熱可塑性樹脂組成物(C)は成形が行われるまでは接着されたまま分離せず、前述したような形状を保っていることがより好ましい。複合体と熱可塑性樹脂組成物(C)では、形状(サイズ、アスペクト比)、比重、質量が全く異なるため、成形までの材料の運搬、取り扱い時、成形工程での材料移送時に分級し、成形品の力学特性にバラツキを生じたり、流動性が低下して金型詰まりを起こしたり、成形工程でブロッキングする場合がある。
【0068】
かかる観点から、前記したような、図7〜9に例示されるような芯鞘構造に配置されている構成が好ましい。このような配置であれば、熱可塑性樹脂組成物(C)が複合体を拘束し、より強固な複合化ができる。また、図7〜9に例示されるような芯鞘構造にするか、図10に例示されるような層状配置とするか、いずれが有利であるかについては、製造の容易さと、材料の取り扱いの容易さから、芯鞘構造とすることがより好ましい。
【0069】
本発明の成形材料は、その軸心方向には、ほぼ同一の断面形状を保っていれば、連続であってもよいし、成形方法によっては連続のものをある長さに切断されてなっていてもよい。好ましくは1〜50mmの範囲の長さに切断されてなっているのが良い。この長さに調製することにより、成形時の流動性、取扱性を十分に高めることができる。このように適切な長さに切断されてなる成形材料としてとりわけ好ましい態様は、射出成形用の長繊維ペレットが例示できる。
【0070】
また、本発明の成形材料は、連続、長尺のままでも成形法によっては使用可能である。例えば、熱可塑性ヤーンプリプレグとして、加熱しながらマンドレルに巻き付け、ロール状成形品を得たりすることができる。このような成形品の例としては、液化天然ガスタンクなどが挙げられる。また本発明の成形材料を、連続のまま、複数本一方向に引き揃えて加熱・融着させることにより一方向熱可塑性プリプレグを作製することも可能である。このようなプリプレグは、軽量性、高強度、弾性率、耐衝撃性が要求されるような分野、例えば自動車部材などに適用が可能である。
【0071】
また、上記成形材料に占める熱可塑性樹脂組成物(C)の割合は、複合体100重量部に対し、10〜1000重量部、好ましくは50〜700重量部、より好ましくは100〜400重量部であり、この範囲内で用いることで、力学特性に優れる成形品を得ることができる。
【0072】
本発明で得られる成形材料の成形方法としては、特に限定しないが、射出成形、オートクレーブ成形、プレス成形、フィラメントワインディング成形、スタンピング成形などの生産性に優れた成形方法に適用でき、これらを組み合わせて用いることもできる。また、インサート成形、アウトサート成形などの一体化成形も容易に実施できる。さらに、成形後にも加熱による矯正処置や、熱溶着、振動溶着、超音波溶着などの生産性に優れた接着工法を活用することもできる。
【0073】
成形品としては、インストルメントパネル、ドアビーム、アンダーカバー、ランプハウジング、ペダルハウジング、ラジエータサポート、スペアタイヤカバー、フロントエンドなどの各種モジュール等の自動車部品に好適である。さらに電話、ファクシミリ、VTR、コピー機、テレビ、電子レンジ、音響機器、トイレタリー用品、レーザーディスク、冷蔵庫、エアコンなどの家庭・事務電気製品部品も挙げられる。またパーソナルコンピューター、携帯電話などに使用されるような筐体や、パーソナルコンピューターの内部でキーボードを支持する部材であるキーボード支持体に代表されるような電気・電子機器用部材なども挙げられる。本発明の成形品は、軽量性と機械強度特性、電気導電性、電磁波シールド性がバランスして優れることから、携帯用電気・電子機器部品や電気自動車の電気部品収納容器、例えばバッテリーケース、インバーターケース、ECUケースとしての使用に特に適している。
【実施例】
【0074】
以下、実施例により本発明を詳細に説明するが、下記実施例は本発明を限定するものではない。
【0075】
(1)高分子型帯電防止剤(B)の含浸量測定
複合体約5gを採取し、耐熱ガラス製の容器に投入する。
次に、この容器を3時間真空乾燥し、吸湿しないように注意しながら室温まで冷却後、秤量した値をW1(g)とする。
【0076】
次いで、容器ごと、窒素雰囲気中、450℃で15分間加熱後、吸湿しないように注意しながら室温まで冷却し、秤量した値をW2(g)とする。
【0077】
以上の処理を経て、化合物の付着量を、次式により求める(測定n数=5)。
化合物の付着量=(W1−W2)/W2(単位:重量%)。
【0078】
(2)シャルピー衝撃試験
射出成形機(株式会社日本製鋼所製J110AD)を用いて、特性評価用ISO型試験片(成形品)を成形した。作成したISO型試験片の平行部を切り出し、株式会社東京試験機製C1−4−01型試験機を用い、ISO179に準拠してVノッチ付きシャルピー衝撃試験を実施し衝撃値(kJ/cm2)を算出した。
【0079】
(3)体積抵抗率
前記ISO型引張試験片を帯ノコで80×10mm(4mmt)の寸法に切断し、切断面を荒さ400番のサンドペーパーで平滑化し、体積抵抗率測定用試験片を得た。JIS K 6271に準拠し、日置電機株式会社製抵抗計3541を用いて、四端子法にて体積低効率(Ω・cm)を測定した。
【0080】
(4)電磁波シールド性
前記射出成形機を用いて、で150×150mm(3mmt)の角板試験片(成形品)を成形した。マイクロウェーブ・ファクトリー製の評価装置を用いて、KEC法に準拠し、近傍電界10(MHz)〜1(GHz)の領域において平均シールド効果(dB)を測定した。なお、シールド効果は次式(1)により算出した。
SE=20×log10E0/EX (1)
SE:シールド効果(dB)
E0:シールド材が無い場合の空間電界強度
EX:シールド材が有る場合の空間電界強度。
【0081】
(5)外観
前記電磁波シールド性用に成形した150×150mm(3mmt)の角板を用いて、目視にて成形品を10個観察し、以下の基準で判定を行い、◎、○を合格とした。
◎ :繊維未分散がなく、表面光沢がある
○ :繊維未分散はないが、表面光沢が少ない
× :繊維未分散があり、表面光沢が無い
××:帯電防止剤がブリードアウトしている。
【0082】
(参考例1)炭素繊維の作製
ポリアクリロニトリルを主成分とする共重合体から紡糸、焼成処理、表面酸化処理を行い、総単糸数24,000本、単繊維径7μm、単位長さ当たりの質量1.6g/m、比重1.8g/cm3、表面酸素濃度[O/C]0.06の連続炭素繊維を得た。この連続炭素繊維のストランド引張強度は4880MPa、ストランド引張弾性率は225GPaであった。
【0083】
(参考例2)サイジング剤の付与
サイジング剤を水に溶解、または分散させたサイジング剤母液を調整し、ローラーを介して、サイジング剤母液に浸漬する法方により強化繊維にサイジング剤を付与し、230℃で乾燥を行った。
【0084】
(参考例3)複合体の作製
塗布温度に加熱されたロール上に、被含浸化合物を加熱溶融した液体の被膜を形成させた。ロール上に一定した厚みの被膜を形成するためリバースロールを用いた。このロール上を連続した導電性強化繊維束(A)を接触させながら通過させて被含浸化合物を付着させた。次に、含浸温度に加熱されたチャンバー内にて、5組の直径50mmのロールプレス間を通過させた。この操作により、被含浸化合物を繊維束の内部まで含浸させ、所定の配合量とした複合体を形成した。
【0085】
(参考例4)熱可塑性樹脂組成物(C)−1の作製
株式会社日本製鋼所製TEX−30α型2軸押出機(スクリュー直径30mm、ダイス直径5mm、バレル温度220℃、スクリュー回転数150rpm)を使用し、ポリプロピレン樹脂(株式会社プライムポリマー製“プライムポリプロJ105G”)(c−1)、マレイン酸変性ポリプロピレン樹脂(三井化学株式会社製“アドマーQE840”)(c−2)を重量比C−1/C−2=100/20でドライブレンドしたものをメインホッパーから供給し、下流の真空ベントより脱気を行いながら、溶融樹脂をダイス口から吐出し、得られたストランドを冷却後、カッターで切断して熱可塑性樹脂組成物(C)−1の溶融混練ペレットを得た。
【0086】
(参考例5)成形材料の作製
参考例3で得られた複合体を、株式会社日本製鋼所製TEX−30α型2軸押出機(スクリュー直径30mm、L/D=32)の先端に設置された電線被覆法用のコーティングダイ中に通し、押出機からダイ内に参考例4で得られた熱可塑性樹脂組成物(C)−1または、ポリアミド樹脂(東レ株式会社製“アミラン”CM3001)(C)−2を溶融した状態で吐出させて、複合体の周囲を被覆するように連続的に配置した。この際、所望の強化繊維含有率になるよう、複合体量と、熱可塑性樹脂組成物(C)量を調整した。得られた連続状の成形材料を冷却後、カッターで切断して7mmの長繊維ペレット状の成形材料とした。
【0087】
(実施例1)
導電性強化繊維束(A)として参考例1に従い得られる炭素繊維を用い、被含浸化合物として、高分子型帯電防止剤(B)(ペレスタット300(高分子帯電防止剤:三洋化成工業株式会社製 数平均分子量30000)を用いた。参考例3に従い、塗布温度200℃、含浸温度220℃、引取速度30m/分にて、導電性強化繊維束(A)100重量部に対して、高分子型帯電防止剤ペレスタット300(B)−1が67重量部含浸されるよう、供給量を調整して複合体を得た。次いで上記(1)に従い、高分子型帯電防止剤ペレスタット300(B)−1の供給量に対する含浸量を測定した。
【0088】
続いて参考例4に従い、作製したポリプロピレン樹脂組成物(C)−1を得、これを用いて参考例5に従い、長繊維ペレット状の成形材料を得た。この際、導電性強化繊維束(A)100重量部に対し、ポリプロピレン樹脂組成物(C)−1は500重量部となるようにポリプロピレン樹脂組成物(C)−1の吐出量を調整した。
【0089】
次に得られた長繊維ペレット状の成形材料を、射出成形機(株式会社日本製鋼所製J110AD)を用いて、シリンダー温度:220℃、金型温度:60℃で評価用試験片(成形品)を成形した。得られた試験片は、温度23℃、50%RHに調整された恒温恒湿室に24時間放置後に特性評価試験に供した。次に、得られた特性評価用試験片(成形品)を上記(2)〜(5)に示した射出成形品評価方法に従い評価した。評価結果をまとめて表1に示した。
【0090】
(実施例2)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1の含浸量が、導電性強化繊維束(A)100重量部に対して15重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が385重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表1に示した。
【0091】
(実施例3)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1の含浸量が、導電性強化繊維束(A)100重量部に対して25重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が375重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表1に示した。
【0092】
(実施例4)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1を用い、塗布温度190℃、含浸温度180℃とし、導電性強化繊維束(A)100重量部に対して50重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が350重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表1に示した。
【0093】
(実施例5)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1を用い、塗布温度190℃、含浸温度220℃とし、導電性強化繊維束(A)100重量部に対して50重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が350重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表1に示した。
【0094】
(実施例6)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1を用い、塗布温度190℃、含浸温度260℃とし、導電性強化繊維束(A)100重量部に対して50重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が350重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表1に示した。
【0095】
(実施例7)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1を用い、導電性強化繊維束(A)100重量部に対して100重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が300重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表1に示した。
【0096】
(実施例8)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1を用い、導電性強化繊維束(A)100重量部に対して200重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が367重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表2に示した。
【0097】
(実施例9)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1を用い、導電性強化繊維束(A)100重量部に対して67重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が167重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表2に示した。
【0098】
(実施例10)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(SD100(高分子帯電防止剤:三井・デュポンポリケミカル株式会社製 数平均分子量30000)(B)−2を用い、導電性強化繊維束(A)100重量部に対して100重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が300重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表2に示した。
【0099】
(実施例11)
複合体において、導電性強化繊維束(A)として用いる炭素繊維に、参考例2に従い、サイジング剤(b)としてポリグリセロールポリグリシジルエーテル((b)−1)を高分子型帯電防止剤(B)−1との重量比(b)/(B)=0.02/1となるように付与し、複合体作製時の引取速度を30m/分とし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が350重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表2に示した。
【0100】
(実施例12)
複合体において、導電性強化繊維束(A)として用いる炭素繊維に、参考例2に従い、サイジング剤(b)としてポリグリセロールポリグリシジルエーテル((b)−1)を高分子型帯電防止剤(B)−1との重量比(b)/(B)=0.1/1となるように付与し、複合体作製時の引取速度を50m/分とし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が350重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表2に示した。
【0101】
(実施例13)
複合体において、導電性強化繊維束(A)として用いる炭素繊維に、参考例2に従い、サイジング剤(b)としてポリグリセロールポリグリシジルエーテル((b)−1)を高分子型帯電防止剤(B)−1との重量比(b)/(B)=0.3/1となるように付与し、複合体作製時の引取速度を70m/分とし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が350重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表2に示した。
【0102】
(実施例14)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(ペレスタットNC6321(高分子帯電防止剤:三洋化成工業株式会社製 数平均分子量40000)(B)−3を用い、塗布温度240℃、含浸温度260℃、引取速度30m/分にて、導電性強化繊維束(A)100重量部に対して50重量部となるようにし、供給量を調整して複合体を得た。
【0103】
長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリアミド樹脂組成物(C)−2が350重量部被覆されてなるようにし、前期射出成形機を用いて、シリンダー温度:260℃、金型温度:80℃で評価用試験片を得た以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表2に示した。
【0104】
(実施例15)
複合体において、参考例2に従い、サイジング剤(b)としてポリグリセロールポリグリシジルエーテル((b)−1)を高分子型帯電防止剤(B)−3との重量比(b)/(B)=0.1/1となるように付与し、複合体作製時の引取速度を50m/分とし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリアミド樹脂組成物(C)−2が350重量部被覆されてなるようにした以外は実施例14と同様にして成形評価を行った。評価結果をまとめて表2に示した。
【0105】
(比較例1)
複合体作製時、導電性強化繊維束(A)に高分子型帯電防止剤(B)を用いず、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が400重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表3に示した。
【0106】
(比較例2)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1の含浸量が、導電性強化繊維束(A)100重量部に対して5重量部となるようにし、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が395重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表3に示した。
【0107】
(比較例3)
複合体において、導電性強化繊維束(A)に含浸する高分子型帯電防止剤(B)−1の含浸量が、導電性強化繊維束(A)100重量部に対して300重量部となるように供給量を調整して複合体を得ようと試みたが、高分子型帯電防止剤が垂れ落ち、目標とする複合体を得ることができなかった。
【0108】
(比較例4)
複合体において、導電性強化繊維束(A)に含浸する低分子型帯電防止剤(SP−V帯電防止剤(K)(コーティングタイプ帯電防止剤:大日精化工業株式会社製 数平均分子量5000)(B)−4の含浸量が、導電性強化繊維束(A)100重量部に対して50重量部となるように供給量を調整し、長繊維ペレット状の成形材料において、導電性強化繊維束(A)100重量部に対してポリプロピレン樹脂組成物(C)−1が350重量部被覆されてなるようにした以外は実施例1と同様にして成形評価を行った。評価結果をまとめて表3に示した。
【0109】
【表1】
【0110】
【表2】
【0111】
【表3】
【0112】
以上のように、実施例1〜15においては、本発明における複合強化繊維束、および成形材料から得られた成形品は、優れた電磁波遮蔽性、衝撃強度および良外観を示した。また、本発明における複合強化繊維束の製造方法により、含浸性が良好であり、かつボイドの少ない複合強化繊維束が得られた。
【0113】
一方比較例1〜4において得られた複合強化繊維束、および成形材料を用いて成形した成形品は電磁波遮蔽性、衝撃強度、外観が十分に発現しない、若しくは帯電防止剤が垂れ落ち、複合体をえることが出来なかった。
【産業上の利用可能性】
【0114】
本発明の複合強化繊維束、その製造方法、および成形材料は、強化繊維束への樹脂の含浸性が良好であり、優れた電磁波遮蔽性と衝撃強度を兼ね備えた成形品を与え得るものであり、電気・電子機器、OA機器、家電機器、または自動車の部品、内部部材および筐体などの各種部品・部材に極めて有用である。
【符号の説明】
【0115】
1 強化繊維の単繊維
2 高分子型帯電防止剤(B)
3 複合強化繊維束
4 熱可塑性樹脂組成物(C)
【特許請求の範囲】
【請求項1】
導電性導電性強化繊維束(A)100重量部に対して、高分子型帯電防止剤(B)を13〜200重量部含浸させてなる複合強化繊維束。
【請求項2】
上記成分(B)の数平均分子量が8000〜100000である請求項1に記載の複合強化繊維束。
【請求項3】
前記成分(B)がアミド基、スルホニル基、四級アンモニウム塩基を少なくとも1種含むことを特徴とする高分子型帯電防止剤である請求項1または2に記載の複合強化繊維束。
【請求項4】
前記成分(A)は、前記(B)以外のサイジング剤(a)が付与された強化繊維(b)で構成されている請求項1または2に記載の複合強化繊維束。
【請求項5】
前記成分(a)と前記成分(B)の重量比(a)/(B)が、0.001/1〜0.5/1である請求項4に記載の複合強化繊維束
【請求項6】
前記成分(a)が3官能以上の多官能脂肪族エポキシである請求項4〜5に記載の複合強化繊維束
【請求項7】
前記成分(A)が炭素繊維束である請求項1〜6に記載の複合強化繊維束
【請求項8】
高分子型帯電防止剤(B)を0〜300℃の溶融状態で強化繊維束(A)と接触させ、さらに加熱して高分子型帯電防止剤(B)を供給量の80〜100重量%を強化繊維束(A)に含浸させる請求項1〜7のいずれか記載の複合強化繊維束の製造方法。
【請求項9】
高分子型帯電防止剤(B)の供給をディッピング、リバースロール、正回転ロール、キスロール、スプレイおよびカーテンから選択される1種を用いる請求項8に記載の複合強化繊維束の製造方法。
【請求項10】
導電性強化繊維束(A)の含浸を絞り口金、絞りロール、ロールプレスおよびダブルベルトプレスから選択される1種を用いる請求項8または9に記載の複合強化繊維束の製造方法。
【請求項11】
高分子型帯電防止剤(B)を導電性強化繊維束(A)に接触、含浸させる際の引取速度が10〜100m/分である請求項8〜10いずれかに記載の複合強化繊維束の製造方法。
【請求項12】
請求項1〜7いずれかに記載の複合強化繊維束および熱可塑性樹脂組成物(C)から構成される成形材料。
【請求項1】
導電性導電性強化繊維束(A)100重量部に対して、高分子型帯電防止剤(B)を13〜200重量部含浸させてなる複合強化繊維束。
【請求項2】
上記成分(B)の数平均分子量が8000〜100000である請求項1に記載の複合強化繊維束。
【請求項3】
前記成分(B)がアミド基、スルホニル基、四級アンモニウム塩基を少なくとも1種含むことを特徴とする高分子型帯電防止剤である請求項1または2に記載の複合強化繊維束。
【請求項4】
前記成分(A)は、前記(B)以外のサイジング剤(a)が付与された強化繊維(b)で構成されている請求項1または2に記載の複合強化繊維束。
【請求項5】
前記成分(a)と前記成分(B)の重量比(a)/(B)が、0.001/1〜0.5/1である請求項4に記載の複合強化繊維束
【請求項6】
前記成分(a)が3官能以上の多官能脂肪族エポキシである請求項4〜5に記載の複合強化繊維束
【請求項7】
前記成分(A)が炭素繊維束である請求項1〜6に記載の複合強化繊維束
【請求項8】
高分子型帯電防止剤(B)を0〜300℃の溶融状態で強化繊維束(A)と接触させ、さらに加熱して高分子型帯電防止剤(B)を供給量の80〜100重量%を強化繊維束(A)に含浸させる請求項1〜7のいずれか記載の複合強化繊維束の製造方法。
【請求項9】
高分子型帯電防止剤(B)の供給をディッピング、リバースロール、正回転ロール、キスロール、スプレイおよびカーテンから選択される1種を用いる請求項8に記載の複合強化繊維束の製造方法。
【請求項10】
導電性強化繊維束(A)の含浸を絞り口金、絞りロール、ロールプレスおよびダブルベルトプレスから選択される1種を用いる請求項8または9に記載の複合強化繊維束の製造方法。
【請求項11】
高分子型帯電防止剤(B)を導電性強化繊維束(A)に接触、含浸させる際の引取速度が10〜100m/分である請求項8〜10いずれかに記載の複合強化繊維束の製造方法。
【請求項12】
請求項1〜7いずれかに記載の複合強化繊維束および熱可塑性樹脂組成物(C)から構成される成形材料。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−18821(P2013−18821A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2011−151350(P2011−151350)
【出願日】平成23年7月8日(2011.7.8)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成23年7月8日(2011.7.8)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]