
複合弾性糸のエアジェット製造方法
(a)単段または2段延伸で加熱(最高加熱温度220℃)しながらエラストマー糸(例えば、スパンデックス)を2.0倍(100%)〜10.5倍(950%)だけ延伸する工程(引っ張る工程)と、(b)比較的非弾性の糸成分とエアジェット交絡して複合弾性糸を生み出す工程と、次に(c)複合弾性糸をインライン熱処理(最高加熱温度240℃)する工程とによって700m/分までの速度で複合弾性糸を製造するための連続方法。最初の延伸段階はまた周囲温度で実施されてもよい。生じた複合弾性糸は、特に靴下に適した改善された編目クラリティーを有し、その特性は、標準スパンデックス糸ではこれまで可能でなかった布特性を編布および織布に与えるために調整することができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エラストマー糸(elastomeric yarn)を比較的非弾性の糸と組み合わせることによって製造される弾性糸に関し、より具体的には、エラストマー糸を延伸し、エアジェット交絡および熱処理工程の両方を用いてエラストマー糸と非弾性糸とを組み合わせることに関する。複合糸の特性は、編布および織布で改善されたおよび所望の特性を与えるために製造中に経済的に調整することができる。
【背景技術】
【0002】
エラストマー糸は、繊維紡糸法で製造されるシングルまたはマルチプルエラストマー繊維よりなる。「エラストマー繊維」とは、任意の捲縮とは無関係に100%を上回る破断伸びを有する、かつ、その長さの2倍に延伸され、1分間保持され、次に解放された時に解放されて1分以内にその元の長さの1.5倍未満に縮む連続フィラメントを意味する。かかる繊維は、ゴム、スパンデックスまたはエラスタン、ポリエーテルエステル、およびエラストエステルを含むが、それらに限定されない。エラストマー繊維は、伸縮する能力を有するためのようなやり方で処理された「弾性繊維」または「伸縮性繊維」と区別されるべきである。かかる繊維は、収縮で適度の力を持っており、仮撚りテクスチャー加工、捲縮などによって形成された繊維を含むが、それらに必ずしも限定されない。
【0003】
長年にわたってスパンデックスのようなエラストマー繊維は、ニッティングまたは製織に許容される加工を容易にするために、および様々な最終用途布に許容される特性の弾性複合糸を提供するために比較的非弾性の繊維で被覆されてきた。比較的非弾性の繊維は、エラストマー繊維と同程度に伸びないおよび回復しない。比較的非弾性の糸の例は、ナイロンまたはポリエステルのような合成ポリマーである。本明細書内で、本発明者らは、被覆のために使用される比較的非弾性の繊維を「非弾性繊維」または「非弾性糸」と言う。
【0004】
中空スピンドル被覆、コア紡糸、エアジェット交絡および改良仮撚りテクスチャー加工をはじめとする、エラストマー繊維を非弾性繊維で被覆する幾つかの方法が公知であり、使用中である。各方法はその様々な利点および不利点を有し、それ故、様々な非弾性供給糸、複合弾性糸および最終用途布のために選択的に用いられている。
【0005】
スパンデックス・エラストマー糸のための被覆法としてのエアジェット交絡は米国特許公報(特許文献1)(ストラチャン(Strachan))に記載されている。この方法の第1の利点は、例えば、中空スピンドル被覆法と比較される場合、スパンデックスをマルチフィラメント合成非弾性糸で被覆できる工程速度である。中空スピンドル被覆に典型的な工程速度は25メートル/分までであるが、エアジェット交絡に典型的な速度は500メートル/分以上であり、すなわち約20倍以上生産性が高い。しかしながら、エアジェット被覆複合糸はストラチャンに指摘されているような幾つかの欠点を有し、具体的には、かかる複合糸は、表目開口部を部分的に覆い隠し、より不透明な(透明に対して)外観を編み靴下にもたらす、被覆成分から伸びるループを有する。さらに、編み靴下で伸びるループは、編み作業中におよび完成靴下が使用されている時に困難に遭遇する可能性を増やす。例えば、伸びるループは、靴下が着用される時に引っかけられまたは解かれて引き抜かれストランドを生じさせ、駄目になった衣類をもたらす可能性がより高い。この問題に取り組もうと試みるべく、ストラチャン特許は、2成分糸を被覆成分のために使用すると、靴下染色および仕上げ工程中に2成分糸の差別的な収縮および加撚を活性化することによって表目開放性を大きく改善できることを教示している。しかしながら、2成分被覆糸を使用することはさらなる費用を追加し、業界は改善された表目開放性を達成するための安上がりの方法を求めている。
【0006】
先行技術エアジェット被覆法によって製造された複合弾性糸の弾性特性は、第一に、エラストマー供給糸の弾性特性およびデニールによって決定される。弾性特性は、糸の機械的な応力−歪み性能と、破断伸び、破断テナシティ、弾性率、および様々な糸伸びでの回復力のような関連特性とによって特徴づけられる。これらの弾性特性は順繰りに物理的寸法、布伸び−アンロード力、および使用中の圧迫の程度または快適度のような布特性に関係する。
【0007】
エアジェット被覆複合弾性布のコストは、第一に、複合材に含まれるエラストマー糸の材料費によって決定される。エラストマー糸の材料費は、順繰りに、複合糸中のエラストマー糸の重量割合によって、およびエラストマー糸のポンド当たりのコストによって決定される。重要なことに、エラストマー糸のポンド当たりのコストは、糸の線密度、すなわちデニールに依存する、すなわち、細デニールまたは小直径の紡糸されたままのエラストマー糸は、典型的には、ポンド当たり基準ではるかにより高価である。多くの伸縮性衣類用途向けには、伸び、回復および快適さという所望の衣類特性を達成するために細デニール・エラストマー糸が複合糸を形成するために使用される。エラストマー糸が非弾性糸で被覆されつつある間に必要とされる動作張力を与えるために、かつ、そのデニール数を下げるために、被覆工程中にエラストマー糸は典型的には伸長される、または延伸される。これは、エアジェット法にとってだけでなく、すべての先行技術被覆法にとっても真実である。エラストマー供給糸はより高デニールの、より低コストの紡糸されたままの糸であるから、複合糸を形成する前にエラストマー糸を細デニールに延伸することはコストを削減する。被覆法でさらにより高い延伸比を達成することはさらなるコスト削減につながり得るという結果になる。
【0008】
しかしながら、エラストマー糸を延伸できる程度には限界があった。例えば、米国特許公報(特許文献2)(ラーテム(Lathem))は、スパンデックスがその元の長さの500%(6倍)に延伸され(伸長され)、180°F〜700°Fのオーブン温度でヒートセットすると細デニールに安定化される可能性があることを示しており、(特許文献3)は、加熱オーブンタイプとヒーター内のフィラメントの滞留時間とに依存して、エラストマーフィラメントが300℃までのオーブン温度で加熱すると700%(8倍)に延伸される可能性があることを示している。米国特許公報(特許文献4)(ベアード(Beard))もまた参照されたい。従って、業界は、エラストマー糸被覆法でより高い延伸比を達成するための手段を求め続けている。
【0009】
弾性被覆糸で製造される衣類の多様性のために、および様々な衣類最終用途に必要とされる、異なる布伸縮性特性のために、生じる複合弾性糸の弾性特性を同時に変性し、調整しながら、エラストマー糸をエアジェット交絡法により高速で非弾性糸で被覆して複合糸を形成することができるならば、それは非常に有利であろう。異なる衣類用途について多くのケースで、この能力は、エアジェット被覆法で供給エラストマー糸のデニール数および/または規格を変える必要性、または2次加工で複合糸弾性特性を変性する必要性をなくすことができよう。エラストマー糸の特性を熱処理によって変え得ることは公知であったが、当該技術は、出発原料としてより高いデニール・エラストマー糸を使用することによって、およびかかるエラストマー糸を単一成分非弾性糸で被覆することによってコストを削減することに留意して、エアジェット交絡法で複合糸を同時に製造しながら、複合糸弾性特性の望ましい調整を達成するために必要とされる手段または運転条件を教示していない。業界は、エアジェット交絡の、被覆された、熱処理された複合弾性糸を同時に製造するための連続高速法であって、単一成分非弾性被覆糸を使用して表目開放性を改善した、および/または先行エアジェット被覆法と比べて前記複合弾性糸のコストを削減した、および/または前記複合糸からの編布または織布の弾性特性を望ましくも調整した方法から恩恵を受けるであろう。
【0010】
【特許文献1】米国特許第3,940,917号明細書
【特許文献2】米国特許第3,387,448号明細書
【特許文献3】GB1,157,704号明細書
【特許文献4】米国特許第6,301,760号明細書
【発明の開示】
【課題を解決するための手段】
【0011】
第1態様では、本発明は(a)10〜140デニールおよび1〜15合糸された(coalesced)フィラメントのエラストマー糸を、約80℃〜約150℃の範囲の温度に加熱しながらその弛緩長さ(relaxed length)の2.0〜7.0倍に延伸する工程と、(b)延伸されたエラストマー糸と、10〜210デニールで少なくとも5つのフィラメントを有する非弾性糸とを一緒に供給し、流体交絡ジェット(fluid entangling jet)によってエラストマー糸と非弾性糸とを交絡して複合弾性糸を形成する工程であって、前記非弾性糸が1.5%〜6.0%の供給過剰でジェットに供給される工程と、(c)複合弾性糸を約150℃〜約240℃の最高温度に加熱する工程と、(d)複合糸をパッケージへ巻き取る前に、加熱された複合糸を約60℃以下の平均温度に冷却する工程とを含む複合弾性糸の製造方法である。好ましくは、工程(a)でエラストマー糸はインライン・ヒーター(in−line heater)で0.5秒未満の滞留時間、加熱される。好ましくは、工程(c)で複合弾性糸はインライン・ヒーターで1秒未満の滞留時間、加熱される。
【0012】
好ましくは、エラストマー糸がスパンデックスであり、該スパンデックスが、合糸された6〜25の範囲のデニール数を有する個々のフィラメントよりなる。好ましくは、非弾性糸はナイロンまたはポリエステルのような合成連続マルチフィラメント糸である。
【0013】
好ましい方法では、複合弾性糸は350〜700メートル毎分の速度で流体交絡ジェットから出る。さらに、エラストマー糸を、流体交絡ジェットによって延伸される時のその長さのさらに2.0倍まで延伸してもよい。
【0014】
本発明の第2態様によると、エラストマー糸は、エラストマー糸と非弾性糸とが交絡流体ジェットへ導入される前に、第2加熱ゾーンによって2回目の延伸をされる。こうして、10〜140デニールおよび1〜15フィラメントのエラストマー糸は、該糸を第1加熱ゾーンで約80℃〜約220℃の範囲の温度に加熱しながら、その弛緩長さの2.0〜5.0倍延伸される。次に、エラストマー糸は、該糸を第2加熱ゾーンで約80℃〜約220℃の範囲の温度に加熱しながらその延伸長さのさらに2.0〜3.0倍、さらに延伸される。従って、エラストマー糸は、エラストマー糸が交絡流体ジェットに供給される前にその弛緩長さの合計8倍より上および10〜15倍まで延伸されてもよい。次に、残りの交絡、加熱および冷却工程が本発明の第1態様と同じやり方で実施される。
【0015】
本発明の第3態様では、複合弾性糸の製造方法は(a)10〜140デニールおよび1〜15フィラメントのエラストマー糸を、周囲温度に維持しながらその弛緩長さの2.0〜5.0倍に延伸する工程と、(b)延伸されたエラストマー糸と、10〜210デニールで少なくとも5つのフィラメントを有する非弾性糸とを一緒に供給し、流体交絡ジェットによってエラストマー糸と非弾性糸とを交絡して複合弾性糸を形成する工程であって、前記非弾性糸が1.5%〜6.0%の供給過剰でジェットに供給される工程と、(c)複合弾性糸を約150℃〜約240℃の最高温度に加熱する工程と、(d)複合糸をパッケージへ巻き取る前に、加熱された複合糸を約60℃以下の平均温度に冷却する工程とを含む。あるいはまた、工程(b)でエラストマー糸は、流体交絡ジェットを通過する時にその延伸長さの2.0倍までさらに延伸される。
【0016】
本発明は、最も特に靴下をはじめとする衣類へ形成されてもよい良好な編目品質の複合弾性糸を形成する際に特別な利点を有する。エラストマー糸、特にスパンデックスは、スパンデックス組成、スパンデックス糸のフィラメント当たりのデニール数および延伸ゾーンの加熱温度が最適化された場合に、非弾性糸と交絡する前に加熱下により細デニールに延伸できることが発見された。さらに、エラストマー糸(特にスパンデックス)を交絡ジェットに導入する前に第2延伸工程を追加すると、結果を一層良くした。たとえエラストマー糸が交絡ジェットに入る前の最初の延伸ゾーンで加熱されなくても、編目クラリティーの改善はエアジェット交絡複合弾性糸を加熱することによって得られる。
【発明を実施するための最良の形態】
【0017】
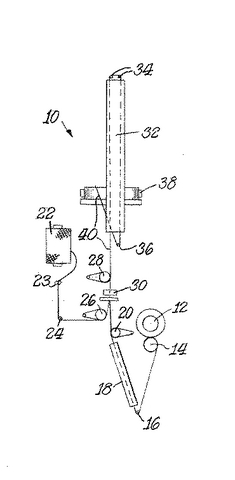
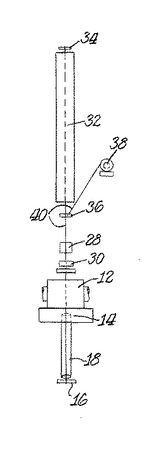
先ず図1および2について言及すると、本発明の第1実施形態の方法を実施するために改良された市販エアジェット被覆機が示される。該市販機は、スイス国のシャエラー・シュワイター・メトラー社(Schaerer Schweiter Mettler AG of Switzerland)製のモデルSSM DP Cであった。それは、エラストマー糸(例えば、スパンデックス)延伸ゾーンに非接触インライン輻射ヒーターを含むために、かつ、交絡ジェット後に非接触インライン対流ヒーターを含むために改良された。改良SSM機10は図1および2に概略的に示される。この改良SSM機は本発明の方法を例示するために示されるが、他のエアジェット被覆機を用い、他の改良を行うことができる。本発明は、様々な加熱ゾーン用の特定タイプのヒーターにまたは特定タイプの延伸ロールに限定されない。利用可能な空間および予算に対応するためのヒータータイプ、延伸ロール直径および糸パス修正の変更は、本発明の範囲内にある。
【0018】
複合弾性糸を製造するための本発明の方法の第1、第2および第3実施形態は、複合弾性糸のコアを形成するエラストマー糸成分としてスパンデックスを使用することに関連して下に記載される。スパンデックスがエラストマー糸として選択される場合、スパンデックス糸は、総合スパンデックス・デニールに依存して、糸中のフィラメントの数が1〜15の範囲で10〜140デニールの範囲であり得る。スパンデックス乾式紡糸法で、これらのフィラメントは、マルチフィラメント糸がモノフィラメントとして巻き取られるように典型的には合糸される。合糸前に、フィラメント当たりのデニールは典型的には6〜25の範囲である。
【0019】
図1について言及すると、スパンデックス糸は制御速度ロール14経由で制御された速度で供給パッケージ12から供給される。スパンデックス糸はガイド16を通って、インライン輻射型ヒーター18を通って巻取制御速度ロール20に運ばれる。ロール20の表面速度はロール14のそれより大きいので、スパンデックスはロール14と20との間で伸長される、または延伸される。例示された改良SSM機10については、これらのロール14と20との間の表面速度比または延伸比は2.0倍〜4.5倍の範囲であるが、ロール14は本装置配置において10倍までのスパンデックス延伸を可能にするために直径を改良することができる。
【0020】
スパンデックスは、80℃〜150℃の範囲の最高温度に加熱されるべきである。ヒーター18の表面温度はヒーターのタイプ(接触または非接触)、スパンデックス糸のヒーターでの滞留時間、スパンデックス糸のデニール数およびスパンデックス組成物に依存するであろう。接触ヒーターについては、表面温度はスパンデックスのゼロ強度温度より下に留まるべきである。(「ゼロ強度温度」は、1メートルの長さの糸ストランドがその自重によって破断する温度である。ほとんどのスパンデックス組成物については、ゼロ強度温度は一般に195℃〜220℃の範囲にある。)輻射または対流ヒーターのような非接触ヒーターは、ヒーターでの糸滞留時間が短い時に糸温度を迅速に上げるために、ゼロ強度温度より高い表面温度を有することができる。図1および2に示されるように、ヒーター18は40センチメートルの長さを有する輻射ヒーターである。その表面温度は、スパンデックス糸を所望温度に加熱するために熱延伸については100℃〜300℃の範囲であってもよい。場合により、スパンデックスは、例えば加熱ロール(図示せず)での接触加熱によってなど、ヒーター18に入る前に予熱されてもよい。
【0021】
図1および2に関して引き続き述べると、非弾性糸は端を越えて糸パッケージ22から取り去られ、制御された張力でガイドおよびテンション装置(23〜24)を通って制御速度ロール26に運ばれる。非弾性糸は、スパンデックスとの十分な絡み合いおよびスパンデックスの被覆を達成するために、完全延伸もしくは部分延伸された仮撚りテクスチャー加工の単一成分糸、または少なくとも5つのフィラメントの10〜210総合デニールの完全延伸もしくは部分延伸された2成分糸であり得る。非弾性糸は、好ましくは1.5%〜6.0%の供給過剰でロール26から交絡ジェット30に進められる。この供給過剰を達成するために、ロール26の表面速度は、ロール28のそれと比べてロール28のそれより1.5%〜6%大きい表面速度に設定される。
【0022】
同時に、スパンデックス糸は、ロール28の作用によって交絡ジェット30を通って引っ張られる。スパンデックス機械延伸比がロール20とロール28との間で2倍の供給過剰から2.0倍の延伸の範囲で、かつ、ロール14とロール28との間で2倍の延伸から7.0倍の延伸の範囲で、ロール28の表面速度はロール20のそれより大きいまたはそれ未満であるように変えられる。スパンデックスは、交絡ジェット30でジェットに供給される高圧流体(例えば、空気)の作用によって非弾性糸と空気で交絡される。交絡ジェット30は、ヘーバーライン(Heberlein)モデルP212またはP221(スイス国のへーバーライン製)のような市販タイプのものであり、5±1.5バールで運転され得る。ジェットを通る糸速度は350〜700メートル/分の範囲にあることができる。
【0023】
複合糸40は、非弾性糸の覆い付きスパンデックスとして交絡ジェット30から出て、ロール28から非接触対流型インライン・ヒーター32を通って進められる。図1および2に描写される対流型インラン・ヒーター32は1メートルの長さを有する。複合弾性糸40を十分に加熱するために、糸40は1回目のヒーター32を、ガイド34を、そして2回目のヒーター32を通過させられる。このように、糸はヒーター32の2回の完全通過を行い、その結果糸はヒーター中2メートルの総パス長さを有する。次に糸40は、それがロール38に巻き取られる前にガイド36を通過し、そして冷える。対流ヒーター表面の温度範囲は150℃〜240℃である。ロール28のロール速度に関してロール38上の巻取速度の適切な選択は、ヒーターおよび最適化された巻取パッケージ・ビルドアップによって複合弾性糸40の張力制御を可能にする。最適化されたパッケージ・ビルドアップには、破壊端なしに許容される安定性と、許容される巻き戻し性能とを有するパッケージが含まれる。所望の複合弾性糸特性およびパッケージ・ビルドアップに依存して、ロール28の表面速度は、巻取ドライブロール38のそれより0%〜6%大きくするべきである。
【0024】
ヒーター32を出ると、複合弾性糸は、糸が巻取ロール28上へ巻き取られる時に糸特性が悪影響を受けないように十分に冷えるべきである。スパンデックスについては、巻き取る前にスパンデックスを約60℃以下に冷却すると十分であることが公知である。図1および2に示される装置配置では、冷却はヒーター32の出口から巻取ロール38パッケージまでの約2〜3メートルのパス長さにわたる糸の周囲空気冷却によった。糸が巻取前に横切るこの正確な距離は、用いられる冷却方法に部分的に依存し、例えば、冷却ロール、冷却空気または高速空気のような冷却補助が冷却を加速するために用いられる場合には短くすることができる。
【0025】
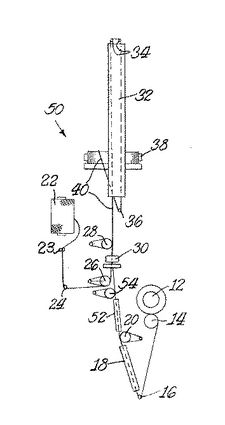
図3は、本方法の代替実施形態を実施するために用いることができる装置50を示す。類似の参照数字は図1および2に例示された類似の要素に関する。しかしながら、図3のSSM装置50は、スパンデックスが交絡ジェット30に入る前にスパンデックス糸の2段熱延伸を可能にするためにさらに改良された。これを達成するために、40センチメートル輻射ヒーター52、および別セットの延伸ロール54が設置された。加熱付き2段延伸のためのロール14と54との間の完全な延伸は4.0倍〜10.0倍の範囲であり、多分15.0倍ほどに高い。このように、ロール12からのスパンデックスは、輻射ヒ−ター18内で加熱されている間に第1段階でロール14と20との間で約2.0倍〜5.0倍延伸される。ヒーター18内の最高糸温度は約80℃〜約220℃である。次に、スパンデックスは、ヒーター52で加熱されている間にロール20と54との間で別の2.0倍〜3.0倍さらに延伸される。ヒーター52内の最高糸温度は約150℃〜約220℃であり、ヒーター18による加熱と同じ温度設定であっても、それとは異なる温度設定であってもよい。ヒーター52表面温度は、所望のスパンデックス糸特性に依存して、100℃〜300℃の範囲である。
【0026】
勿論、ヒーター18および52の1つまたは両方を不活性化し、ロール20および54の延伸速度を適切に設定することによって、ジェット交絡前にスパンデックスの単段延伸を実施するために図3に示される装置50を用いことは可能である。全体的に見て、ロール14、20および54はスパンデックス延伸ゲートとしての機能を果たし、異なる温度でのスパンデックスの1または2段延伸および全延伸が達成され得る。
【0027】
あるいはまた、図1および2に示される装置10は、ヒーター18を不活性化することによって周囲温度下で単段延伸を実施するために用いられてもよい。エラストマー糸は、糸を周囲温度に維持しながら延伸する(その弛緩長さの2.0〜5.0倍延伸する)ことができる。その後、延伸されたエラストマー糸とパッケージ22からの非弾性糸とは流体交絡ジェット30に供給されてエラストマー糸と非弾性糸とを交絡して複合弾性糸を形成することができる。好ましくは、非弾性糸は1.5%〜6.0%の供給過剰でジェットに供給される。次に複合弾性糸は、糸をヒーター32に通すことによって約150℃〜約240℃の最高温度に加熱されてもよい。複合糸40は、ロール38でパッケージへ巻き取る前に冷却される。
【0028】
スパンデックス糸の最大延伸可能性は、破断なしの糸サポートの延伸と定義される。典型的には、室温でのスパンデックスについての全延伸比は、スパンデックスが連続系で加工される場合、その破断伸びマイナス安全係数またはマージンによって決定される。スパンデックスの連続エアジェット交絡については、スパンデックス組成物/伸びに依存して、4.5倍以下の最大延伸が一般に用いられる。スパンデックスについての最大延伸限界は延伸中にスパンデックスが加熱される場合に増加し得ることが教示されてきたが、本発明による方法を用いると、本発明者らが用いられる延伸条件下で異なるスパンデックス組成物について6.5倍およびそれより上(10.5倍まで)の一貫した延伸比を達成することは驚くべきである。最も驚くべきことには、ジェット交絡前のスパンデックスの2段加熱延伸は8.0倍より上の一貫した延伸比を達成した。
【0029】
本発明はスパンデックス・エラストマー糸について特別な利点を有する。被覆法でより高いスパンデックス延伸比を達成することは、複合弾性糸製造のコストを削減する一方法である。より低いデニール、例えば、20デニールのスパンデックスを紡糸することは、より高いデニール、例えば70デニール・スパンデックスを紡糸することより典型的にはよりコストがかかる。従って、コスト削減は、より高いデニール・スパンデックスを複合糸形成法で出発原料として使用できる場合に達成される。
【0030】
最大延伸限界値は、紡糸されたままの糸のパッケージ(糸巻き)に含まれるエラストマー糸(例えば、スパンデックス)の任意の延伸または引き伸ばしを含む。紡糸からの残留延伸のこの値は、パッケージ・リラクゼーション、PRと称され、その結果、その後の加工からの延伸の全値はDt=(V1/V2)*(1+PR)(ここで、Dtは全延伸であり、V1/V2は紡糸後延伸からのロール表面速度の延伸比である)である。典型的には、PR数は0.05から0.25まで変わる。
【0031】
上の「背景技術」で指摘されたように、エアジェット交絡法(ストラチャンの米国特許公報(特許文献1)に示されるような)は、複合糸表面から突き出る非弾性被覆糸の特徴的なループを有する複合弾性糸を製造する。これらの複合糸から編まれた靴下布で、ループは表目間の開口部を部分的に覆い隠し、こうして、生じた靴下での不透明性に寄与する。より透明な編み靴下が望まれる場合、ストラチャン特許は、2成分非弾性被覆糸(熱で差別収縮の2つのポリマー成分でできたフィラメント)を使用して布仕上げ工程中にポリマー成分差別収縮のメカニズムによって透明性を改善できることを教示している。しかしながら、2成分糸は製造するのに単一成分糸よりかなり高価である。驚くべきことに、本発明者らは、本発明が単一成分非弾性糸(例えば、ナイロン)とエラストマー糸(例えば、スパンデックス)とでできた複合糸構造を大きく改善することができ、その結果、かかる複合糸から編まれ、加工された靴下が標準エアジェット・テクスチャー加工糸から同様に製造された靴下よりはるかに良好な透明性を有することを知った。編目クラリティー改善は、スパンデックス延伸に、エアジェット交絡に、および複合糸の後熱処理に適切な工程条件を用いて複合糸を形成することによりもたらされる。
【実施例】
【0032】
これらの実施例は、本発明の能力、および他のエラストマー糸被覆法ではこれまで達成されなかったユニークな結果を例示する。これらの実施例は、記載される装置構造にとって好ましい工程条件を与え、かつ、本発明の能力を例示すること、およびそれを完全には代表しないことを意味する。
【0033】
一連の実験室試験を、スパンデックス糸温度、スパンデックス糸特性、および多段延伸の最大スパンデックス延伸可能性に対する影響を測定するために行った。1段延伸については、1メートル対流ヒーターに1セットの延伸ロールをヒーターの前後に備え付けた。ヒーターを20℃〜160℃で変わる温度に設定した。(1+PR)で乗じた2セットのロールの速度差が全延伸を決定した。ヒーターで6秒という糸滞留時間を、糸がヒーターから出る前に平衡温度に達したことを確実にするために選んだ。試験した各温度について、スパンデックス糸が破断するまで延伸を0.2倍の増分で増やした。
【0034】
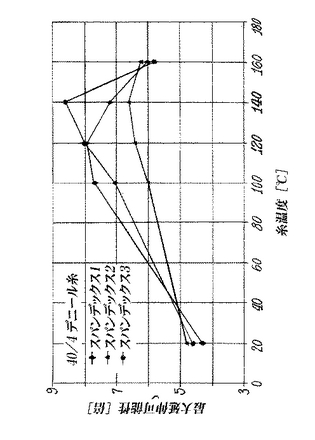
図4は、それぞれが4つの合糸されたフィラメントの、異なる化学組成の3つの40デニール・スパンデックス糸の最大延伸可能性を示すグラフである。スパンデックス・タイプI、スパンデックス・タイプIIおよびスパンデックス・タイプIIIについてのパッケージ・リラクゼーション係数(PR)は、それぞれ、0.10、0.12および0.12であった(化学組成については下の表1を参照されたい)。すべての糸の最大延伸可能性は最大値に達するまで温度と共に増加した。その後、最大延伸は低下し始める。図4の曲線の形状およびレベルは組成物に依存し、組成物タイプIIIの糸について最高であった。
【0035】
【表1】
【0036】
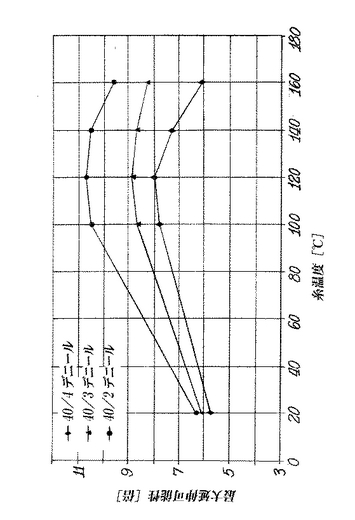
別の一連の試験は、糸温度および1スパンデックス組成物のフィラメント当たりのデニール数を変えて温度およびフィラメント当たりのデニールの最大延伸可能性に対する影響を測定した。これらの試験については、タイプIのスパンデックス・ポリマー組成物を使用した。40デニールの、しかし2、3または4つのフィラメントの糸を試験した(40/2、40/3、40/4)。40/2、40/3および40/4糸についてのパッケージ・リラクゼーション係数(PR)は、それぞれ、0.10、0.11および0.10であった。図5は、最大延伸可能性が温度に、およびまたフィラメント当たりのデニールにも部分的に関係したことを示す。要するに、フィラメント当たりのより高いデニール、例えば、20dpfの糸は、フィラメント当たりのより低いデニール、例えば、10dpfの糸よりはるかに高い延伸可能性を有した。図4を図5と比較すると、スパンデックス組成物タイプIIIは、図4に示す3つのスパンデックス組成物の最高延伸可能性を達成したが、スパンデックス組成物タイプIもまた、糸がフィラメント当たりのより高いデニール数を有する時により高い延伸可能性を達成することができる。このように、加熱付きの本延伸方法を用いると、スパンデックス組成物タイプIIIの糸についてフィラメント当たりのより高いデニールで10.5倍を超える延伸比を達成できることが予期される。
【0037】
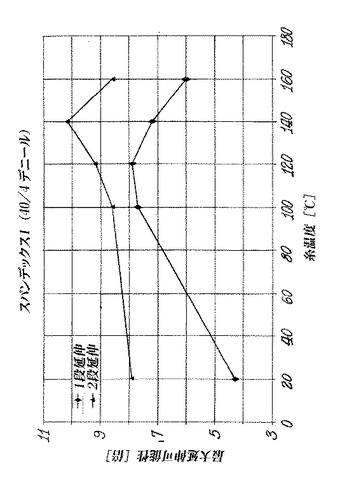
第3シリーズの試験は、2段延伸が1段延伸と比較して最大延伸可能性を増やすことをさらに実証した。図6は、40デニールおよび4フィラメント(例えば、40/4)ならびに0.10のPRを有するスパンデックス組成物タイプIを使用する試験の結果を比較している。2段法については、最初の段階でスパンデックスを190℃ヒーター温度でおよび6秒の滞留時間で3.3倍(230%)に延伸した。第2段階でスパンデックス延伸を、スパンデックスが破断するまで、再び6秒滞留時間で、0.2倍の段差でおよび示された温度(例えば、190℃)で増やした。2段延伸は最大延伸可能性を著しく増やした。すべての段階の温度、延伸および滞留時間が最適化されるという条件で、多段延伸(3つ以上の延伸段階)は単段または2段延伸よりさらに高い延伸可能性をもたらすであろうことが予期される。しかしながら、本発明者らは、最大延伸結果を達成し、かつ、ジェット交絡の後に使用できる複合糸を依然として得るためには延伸されるスパンデックスのフィラメント当たりのデニールは少なくとも約1〜2dpfであるべきであると考えている。
【0038】
上の結果は、8.0倍という最大可能性の以前の教示をはるかに超えて高い最大可能性延伸比が達成された点で驚くべきである。エラストマー糸に最適な化学組成で、フィラメント当たりのより高いデニール(例えば、20dpf)で、および場合により交絡ジェットより前に多段延伸(例えば、2段または多段)で、これらのより高い延伸比(8倍より上の)が再現性よく達成されるかもしれない。フィラメント当たりのより高いデニールのほとんどのスパンデックス組成物について、より高い延伸比(8.0倍より上の)が交絡ジェットより前に多段延伸を用いることによって達成されるかもしれない。
【0039】
下の実施例1〜3については、靴下布を試験の複合弾性糸から編み、対照糸からの布結果と比較した。異なる被覆糸を、600回転毎分で運転するイタリア国のマテック株式会社(Matec SpA of Italy)製のマテックHF6.6(4インチ・ダイアル、402針)6フィーダー靴下編機で婦人のパンティストッキングへ、および全コース・ストッキングスタイルへ編んだ、編機を、1フィーダーで被覆糸をSトルクで、他のフィーダーで同じ被覆糸をZトルクで編む、2フィーダー機として用いてバランスした靴下を生み出した。すべての靴下サンプルを同じMサイズに編んだ(すべてを脚部で2502コースで、大腿部で46cmおよびふくらはぎで29cmの水蒸気処理ストッキングの平たい広がった幅を達成するために編目サイズを調節して編んだ)。編目クラリティーまたは開放性を測定するために用いられることになっている靴下については、標識糸を410および810コース後に大腿部域へ挿入した。編んだ後、靴下を切断、裁縫および染色によって従来通りに処理した。
【0040】
すべての試験ケースで、編布を次の特性について評価した。
編目クラリティー−編目クラリティーは、靴下の透明性に関係する、個々の編目の視覚的な開放性の尺度である。
染色靴下寸法、アクロス・カウンター−非型入れ(non−boarded)靴下を選択する時に消費者が見るサンプルの靴下寸法。
型入れ靴下寸法−消費者への販売のために型入れされ、包装されたサンプルの靴下寸法。
ハトラ(Hatra)圧力分布、染色靴下−ハトラ圧力分布は、着用中のその機能性に関係する、脚に沿った静的な靴下圧迫力の尺度である。
【0041】
これらの試験の幾つかについての追加説明を下に示す。
【0042】
(パンティストッキングでの編目クラリティーの測定方法)
透明性の差を定量的に測定するために、本発明者らは、編み靴下サンプルを通った透過光を測定し、その結果を定量化する適切な装置を用いた。すべてのケースで、靴下サンプルは、同じ編機で編まれ、標準検査板を用いることによって同じクロス歪みおよび長さ歪みに延伸され、こうして試験それ自体からの編目開放性の差を生み出さなかった。また、顕微鏡写真を編目開放性の厳重な検査のために撮った。通常の弾性糸および本発明による弾性糸で編んだサンプル靴下の32倍倍率での代表的な顕微鏡写真は、それぞれ、図7Aおよび7Bに含まれる。編目クラリティーは靴下の大腿部域で測定される。靴下を等しく常に伸ばし、同じ場所で分析することを確実にするために、110cm長さの、板の最上部で25cm外周および底部で41cm外周の平たい台形の検査板の一面に靴下サンプルの脚部を引っ張る。好ましくは、開かれた編目区域と被覆糸との間のコントラストを大きくするためにストッキングを黒に染色し、検査板は白である。ニッティングの間ずっと、標識糸は410および810コースの後に導入され、コースおよび編目が一様にされた後でおおよそ19cm離れているであろう。ストッキングを検査板の一面に引っ張る時に、それを同じ長さおよび幅に伸ばす。しかしながら、ストッキングをその長さに沿って多かれ少なかれ一様にしてもよい。表面を少しマッサージすることによって、コースおよび編目はそれらの平衡を得る。編目クラリティー測定値は標識線から等距離でサンプルの中央で取る。
【0043】
次に、靴下サンプルを付けている検査板を、2つの標識糸の中間でMZ−12透過顕微鏡(独国ライカ(Leica,Germany)製)下で検査する。画像を、日本国サンヨー(Sanyo,Japan)によって製造されたカラーCCD−カメラ、モデルVCC−2972によってビデオカード「ピナクル/スタジオ(Pinnacle/Studio)PCTV−ヴィジョン(Vision)」を備えたパソコンに送信する。顕微鏡については2倍倍率を用い、PC画像の32倍倍率をもたらす。次にデジタル画像を「フォトショップ−バージョン5(Photoshop−Version 5)」(カリフォルニア州サンノゼのアドビ(Adobe,San Jose,California)製)を用いて白黒写真へ変える。編目の開いた面積を測定するために一灰色影範囲を選び、靴下中のスパンデックスと非弾性糸、すなわち、ナイロンとの複合糸を測定するために別の灰色影範囲を選ぶ。0〜244の灰色影範囲を黒と同等と見なし、245〜255の範囲を白と同等と見なし、そして測定面積を灰色影の関数としてプロットすることによって選んだ。これは本質的に二峰性分布(ナイロン(黒)に対して1つおよび編目からの幾らかの反射のために少しのノイズ付きで開いた区域(白)に対して1つ)をもたらした。245前後の範囲では面積はゼロに近い。次に、ソフトウェア「画像ツール(Image tool)、バージョン2.03」(米国テキサス州サンアントニオのテキサス大学健康科学センター(University of Texas Health Science Center, San Antonio, Texas USA))を用いて開いている、そして糸またはフィラメントによって覆い隠されていない面積の百分率を計算する。開いている面積の5%増加は、編目クラリティーでの、および靴下の極薄さ(sheerness)、すなわち透明性での非常に顕著な改善を表す。
【0044】
140編目を含む区域の各画像を解析し、平均する。各靴下サンプルについて18区域を測定し、統計的に分析する。
【0045】
(染色靴下の寸法、アクロス・カウンターの測定方法)
靴下長さおよび幅の測定は、ストッキング・サンプルをテーブル上に平たく置き、測定テープを用いることによって手動で行った。
【0046】
(型入れ靴下寸法の測定方法)
各靴下サンプルをサイズ3形状上に置き、それを120℃飽和水蒸気に曝すコルテーゼ・フィッサト・ドンナ(Cortese Fissato Donna)684型入れ機に通した。型入れした後、靴下寸法を染色ストッキングについてのように測定した。
【0047】
(ハトラ圧力分布法、染色靴下)
ストッキング圧力の測定は、英国シーガー(Segar,UK)の標準ハトラ(HATRA)装置を用いて、ストッキングの足首、ふくらはぎおよび大腿部部分で測定して行った。
【0048】
下の実施例4では、織布を本発明の複合弾性糸を用いて製造した。この布を標準エアジェット被覆法の糸からの織布と比較した。糸を、スイス国ズルツアー(Sulzer)製のダブル織機、モデルP7100−390で3:1綾織パターンへ織った。対照糸および本発明からの糸を22ピック/cmの密度でよこ糸に使用した。たて糸は24エンド/cmの密度の英式番手(Ne)20/1綿糸よりなった。生じた布を、スイス国サンテックス(Santex)製の機械で水蒸気弛緩させ、次に洗濯し、イタリア国MCS製のジェットドライヤーで沸騰乾燥させた。最後に、布を独国ブレックナー(Brueckner)製の幅出機フレーム上で190℃および120cm幅で60秒間ヒートセットした。
【0049】
織布を次の特性について分析した。
【0050】
(重量)
100cm2の布サンプルを切断し、標準テキスタイル試験環境(21℃±1℃および65±2%相対湿度)中で16時間順化後に秤量した。
【0051】
(スパンデックス含有率)
100cm2の布サンプルをその成分へ分離した。16時間の順化後に、スパンデックス糸を秤量し、%含有率を計算する。
【0052】
(布伸び)
330mm(よこ糸)×60mm(たて糸)の順化布サンプルを布耳から少なくとも10cm離して切断した。次にサンプルをよこ糸方向に50mm幅に解いた。250mmの試験長さを試験片上に2つの平行線でマークした。次に、クランプの内端が試験片上に引かれた線上に正確にあるように、試験片を一定速度の伸び試験機に取り付けた。試験片を0〜30ニュートンで3回サイクルさせ、最大伸びを計算した。
【0053】
(布回復力)
サンプル調製および試験は、布伸びの評価についてと同じであった。回復力を第3アンロード曲線のグラフから指定伸びで読み取った。
【0054】
(布成長)
布試験片を布伸びの80%に引き伸ばし、この状態に30分間保持した。次にそれらを60分間弛緩させ、その時点で布成長を測定し、元の長さから%単位で計算した。布伸びの80%が35%より大きい場合、その時は成長試験に用いる引き伸ばしを35%に制限した。
【0055】
(寸法安定性)
永続的マークを予め定めた距離で順化布試験片上に付けた。洗濯し、乾燥した後、試験片を再順化させ、マーク間の距離を再測定した。次に寸法安定性を布の弛緩寸法での変化として計算した。
【0056】
(実施例1)
本実施例では、本発明の糸から編んだ靴下を標準エアジェット被覆法の糸から編んだ靴下と直接比較した。両方法ともSSM機で400メートル/分の巻取速度で運転した。
【0057】
本発明の第1態様に従って、本実施例は、ポスト−交絡熱処理と組み合わせたプレ−交絡単段熱延伸が用いられる場合に対照ストッキングに対してパンティストッキング特性を比較する。20デニール・スパンデックスを、標準AJC非熱処理対照糸から製造した対照ストッキングでの12デニールと同じ被覆糸中デニールに延伸する。2つの熱処理実施例に対して用いられる唯一の変数が第1延伸工程中に用いられるヒーター温度(160℃および190℃)にある2つの実施例を示す。詳細な工程条件および結果を下の表2に示す。「AJC」は「エアジェット被覆」またはエアジェット交絡を意味する。
【0058】
【表2】
【0059】
上に記載した、表目クラリティーを測定するために用いる方法は、標準番号の表目を通った透過光を定量化する。極薄さに関係する最大クラリティーのために、複合糸ストランドは強固に合糸されるべきであり、かつ、糸から伸びて光透過を弱めるルーズなまたは逸脱した繊維を有するべきではない。遅い中空スピンドル法によって製造される単一被覆複合弾性糸はしばしば高い編目クラリティーを有する。標準エアジェット交絡法で製造された余り合糸していない複合弾性糸は、通常、糸から伸びる逸脱した繊維を有し、それによって一般に最も覆い隠されたものである表目をもたらす。
【0060】
しかしながら、驚くべきことに、表2に示す本発明のエアジェット交絡糸についての編目クラリティーは、対照に対して両ケースについて実質的に改善された。5%の編目クラリティーの改善は、靴下透明性の非常に顕著な改善と考えられる。
【0061】
交絡前後に加熱した複合糸で編んだ靴下を、交絡ジェットの前後に熱処理しなかった対照の複合糸で編んだ靴下と比較すると、ストッキング圧力は実質的に増加し、平たいストッキング長さは適度に増えたに過ぎなかった。本発明は、標準エアジェット交絡法と比較した時に、このようにパンティストッキングに大いに改善された透明性を、より高いハトラ分布を、およびより高いデニールのために削減したスパンデックス供給糸コストで与える。これらの特性は、これらの複合糸を極薄のライトサポートパンティストッキングにとって理想的に好適なものにする。
【0062】
(実施例2)
本発明の第2態様に従って、本実施例は、2段階プレ−交絡熱延伸がポスト−交絡熱処理と組み合わせて用いられる場合に対照ストッキングに対してパンティストッキング特性を比較する(図3)。
【0063】
下の表3の具体例では、70デニール・スパンデックスを(i)対照の20デニール・スパンデックスとほぼ同じデニール(すなわち、約7.5デニール)に、および(ii)対照より10%低いデニール(すなわち、約6.7デニール)に延伸する。
【0064】
【表3】
【0065】
【表4】
【0066】
【表5】
【0067】
上の2段延伸を対照と比較した時、編目クラリティーは本質的に等しく、ハトラ圧力分布はより高いレベルに移り、平たいストッキング長さは適度に増えたに過ぎなかった。しかしながら、全延伸レベルは非常に高く(本実施例では10.5倍まで)、従ってエアジェット交絡複合弾性糸の製造においてスパンデックス・コストを実質的に削減するのに好適である。編目クラリティーおよびハトラ圧力分布の両方を、延伸ヒーターの温度を高める、ポスト−ジェット・ヒーターの温度を高める、および/またはヒーターでの糸の滞留時間を長くすることによって改善するまたは調節することができる。勿論、これらのヒーター温度、糸滞留時間および糸デニールは、実際の糸温度が延伸ヒーター中で80℃〜220℃の限界内にあり、ポスト−ジェット・ヒーター中で150℃〜240℃の限界内にあるようなものでなければならない。実施例1および3もまた、これらの影響を例示する幾つかのケースを含む。
【0068】
(実施例3)
本発明の代替実施形態では、エラストマー糸(例えば、スパンデックス)を、ジェット交絡工程の後に加熱して、室温で延伸する。詳細な工程条件および結果を表4に示す。本実施例では、スパンデックス延伸は室温で、および本発明の方法についておよび対照について2.6倍の機械延伸でである。
【0069】
【表6】
【0070】
【表7】
【0071】
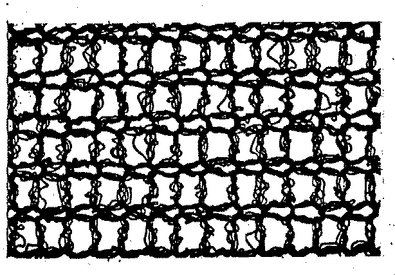
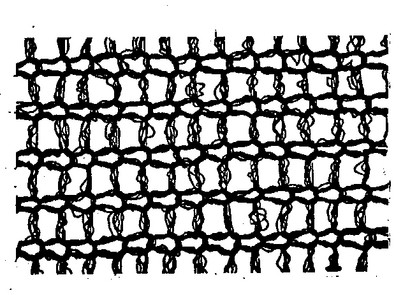
本発明の方法(巻取速度400m/分および225℃でのヒートセッティングで)によって製造された完成靴下の編目クラリティーは、49.2%から54.9%に白区域で著しく改善された。図7Aおよび7Bで、これら2つのサンプルについての32倍倍率での特徴的な顕微鏡写真は49.2%と54.9%との編目クラリティーの差を例示する。図7Bのサンプルの編目開口部は、図7Aのサンプル(対照)の編目開口部と比べて、より少ないフィラメント・ループが表目間の開口部(「白区域」)間の開口部を覆い隠して、はるかに多く開いている。
【0072】
ヒーターでの弾性複合糸の滞留時間を長くすることもまた改善された編目クラリティーにつながる(240℃で0.6秒は58.0%の編目クラリティーを得た)。編目クラリティーに加えて、染色靴下および型入れ後靴下のアクロス−カウンター寸法も実質的に改善された。
【0073】
(実施例4)
本実施例では、重デニール複合弾性糸を本発明の第1態様に従って製造した。スパンデックス糸を加熱しながら単段延伸し、引き続いてポリエステル連続フィラメント糸の被覆糸と共にジェットし、次に引き続いて複合糸を加熱し、冷却しおよび巻き取った。本実施例については、図1および2の装置セットアップを次のように改良して用いた。追加の40cm長さ輻射ヒーターをロール14とガイド16との間に追加し、プレ−交絡ゾーンでの全ヒーター長さを80cmに増やしてより高い熱入力を可能にした。40デニール・スパンデックスが非加熱対照糸で延伸されるので、70デニール・スパンデックス糸を被覆糸でほぼ同じデニールに延伸した。被覆糸は、それぞれが34フィラメントの、2つの70デニールのテクシャー加工ポリエステル糸よりなり、それによって被覆供給糸に140/68の総合デニール数を与えた。本発明のよこ糸を使用した織布を、標準エアジェット被覆法からのよこ糸を使用した布と比較した。
【0074】
下の表5は試験の結果を示す。
【0075】
【表8】
【0076】
驚くべきことに、本発明者らは、標準スパンデックス糸ではこれまで可能でなかった望ましい布特性を見いだした。本発明の糸で製造された布の布伸びは増加した。同時に、布回復力は低い布伸びで実質的に増加したが、布成長はかなり減少した。糸および布特性を変えるためのスパンデックス糸の熱処理は周知であるが、低い布伸びで高回復力の高い布伸びと改善された布成長との組合せはユニークである。これらの特性は織布から製造された衣類にとって最も重要である。回復力および布成長での優れた性能は、より良好な衣類フィットおよび減少した「バギング」傾向をもたらし、そしてより高い伸びは布の快適さを改善する。従って、本発明の糸は織られた衣類にも適している。
【0077】
本発明は好ましい実施形態に関連して記載されてきたが、本発明の範囲内の変形は当業者には思い当たるであろう。従って、本発明は特許請求の範囲で保護されることは理解される。
【図面の簡単な説明】
【0078】
【図1】本発明の方法を実施するために用いられてもよい延伸エアジェット被覆および加熱装置の略正面図である。
【図2】図1の装置の略側面図である。
【図3】本発明の方法を実施するために用いられてもよい延伸エアジェット被覆および加熱装置の代替実施形態の略正面図である。
【図4】スパンデックス組成物およびスパンデックス温度の最大単段延伸への影響を示す最大単段延伸可能性対糸温度のグラフである。
【図5】フィラメント当たりのデニール数およびスパンデックス温度の最大単段延伸への影響を示す最大単段延伸可能性対糸温度のグラフである。
【図6】2段延伸対1段延伸の同一スパンデックス組成物によって達成できる最大延伸への影響を示す最大延伸可能性対糸温度のグラフである。
【図7A】先行技術エアジェット被覆法の複合弾性糸から作られた表目(表4、列1を参照されたい)の顕微鏡写真である。
【図7B】本発明の複合弾性糸からの表目(表4、列2を参照されたい)の顕微鏡写真である。
【技術分野】
【0001】
本発明は、エラストマー糸(elastomeric yarn)を比較的非弾性の糸と組み合わせることによって製造される弾性糸に関し、より具体的には、エラストマー糸を延伸し、エアジェット交絡および熱処理工程の両方を用いてエラストマー糸と非弾性糸とを組み合わせることに関する。複合糸の特性は、編布および織布で改善されたおよび所望の特性を与えるために製造中に経済的に調整することができる。
【背景技術】
【0002】
エラストマー糸は、繊維紡糸法で製造されるシングルまたはマルチプルエラストマー繊維よりなる。「エラストマー繊維」とは、任意の捲縮とは無関係に100%を上回る破断伸びを有する、かつ、その長さの2倍に延伸され、1分間保持され、次に解放された時に解放されて1分以内にその元の長さの1.5倍未満に縮む連続フィラメントを意味する。かかる繊維は、ゴム、スパンデックスまたはエラスタン、ポリエーテルエステル、およびエラストエステルを含むが、それらに限定されない。エラストマー繊維は、伸縮する能力を有するためのようなやり方で処理された「弾性繊維」または「伸縮性繊維」と区別されるべきである。かかる繊維は、収縮で適度の力を持っており、仮撚りテクスチャー加工、捲縮などによって形成された繊維を含むが、それらに必ずしも限定されない。
【0003】
長年にわたってスパンデックスのようなエラストマー繊維は、ニッティングまたは製織に許容される加工を容易にするために、および様々な最終用途布に許容される特性の弾性複合糸を提供するために比較的非弾性の繊維で被覆されてきた。比較的非弾性の繊維は、エラストマー繊維と同程度に伸びないおよび回復しない。比較的非弾性の糸の例は、ナイロンまたはポリエステルのような合成ポリマーである。本明細書内で、本発明者らは、被覆のために使用される比較的非弾性の繊維を「非弾性繊維」または「非弾性糸」と言う。
【0004】
中空スピンドル被覆、コア紡糸、エアジェット交絡および改良仮撚りテクスチャー加工をはじめとする、エラストマー繊維を非弾性繊維で被覆する幾つかの方法が公知であり、使用中である。各方法はその様々な利点および不利点を有し、それ故、様々な非弾性供給糸、複合弾性糸および最終用途布のために選択的に用いられている。
【0005】
スパンデックス・エラストマー糸のための被覆法としてのエアジェット交絡は米国特許公報(特許文献1)(ストラチャン(Strachan))に記載されている。この方法の第1の利点は、例えば、中空スピンドル被覆法と比較される場合、スパンデックスをマルチフィラメント合成非弾性糸で被覆できる工程速度である。中空スピンドル被覆に典型的な工程速度は25メートル/分までであるが、エアジェット交絡に典型的な速度は500メートル/分以上であり、すなわち約20倍以上生産性が高い。しかしながら、エアジェット被覆複合糸はストラチャンに指摘されているような幾つかの欠点を有し、具体的には、かかる複合糸は、表目開口部を部分的に覆い隠し、より不透明な(透明に対して)外観を編み靴下にもたらす、被覆成分から伸びるループを有する。さらに、編み靴下で伸びるループは、編み作業中におよび完成靴下が使用されている時に困難に遭遇する可能性を増やす。例えば、伸びるループは、靴下が着用される時に引っかけられまたは解かれて引き抜かれストランドを生じさせ、駄目になった衣類をもたらす可能性がより高い。この問題に取り組もうと試みるべく、ストラチャン特許は、2成分糸を被覆成分のために使用すると、靴下染色および仕上げ工程中に2成分糸の差別的な収縮および加撚を活性化することによって表目開放性を大きく改善できることを教示している。しかしながら、2成分被覆糸を使用することはさらなる費用を追加し、業界は改善された表目開放性を達成するための安上がりの方法を求めている。
【0006】
先行技術エアジェット被覆法によって製造された複合弾性糸の弾性特性は、第一に、エラストマー供給糸の弾性特性およびデニールによって決定される。弾性特性は、糸の機械的な応力−歪み性能と、破断伸び、破断テナシティ、弾性率、および様々な糸伸びでの回復力のような関連特性とによって特徴づけられる。これらの弾性特性は順繰りに物理的寸法、布伸び−アンロード力、および使用中の圧迫の程度または快適度のような布特性に関係する。
【0007】
エアジェット被覆複合弾性布のコストは、第一に、複合材に含まれるエラストマー糸の材料費によって決定される。エラストマー糸の材料費は、順繰りに、複合糸中のエラストマー糸の重量割合によって、およびエラストマー糸のポンド当たりのコストによって決定される。重要なことに、エラストマー糸のポンド当たりのコストは、糸の線密度、すなわちデニールに依存する、すなわち、細デニールまたは小直径の紡糸されたままのエラストマー糸は、典型的には、ポンド当たり基準ではるかにより高価である。多くの伸縮性衣類用途向けには、伸び、回復および快適さという所望の衣類特性を達成するために細デニール・エラストマー糸が複合糸を形成するために使用される。エラストマー糸が非弾性糸で被覆されつつある間に必要とされる動作張力を与えるために、かつ、そのデニール数を下げるために、被覆工程中にエラストマー糸は典型的には伸長される、または延伸される。これは、エアジェット法にとってだけでなく、すべての先行技術被覆法にとっても真実である。エラストマー供給糸はより高デニールの、より低コストの紡糸されたままの糸であるから、複合糸を形成する前にエラストマー糸を細デニールに延伸することはコストを削減する。被覆法でさらにより高い延伸比を達成することはさらなるコスト削減につながり得るという結果になる。
【0008】
しかしながら、エラストマー糸を延伸できる程度には限界があった。例えば、米国特許公報(特許文献2)(ラーテム(Lathem))は、スパンデックスがその元の長さの500%(6倍)に延伸され(伸長され)、180°F〜700°Fのオーブン温度でヒートセットすると細デニールに安定化される可能性があることを示しており、(特許文献3)は、加熱オーブンタイプとヒーター内のフィラメントの滞留時間とに依存して、エラストマーフィラメントが300℃までのオーブン温度で加熱すると700%(8倍)に延伸される可能性があることを示している。米国特許公報(特許文献4)(ベアード(Beard))もまた参照されたい。従って、業界は、エラストマー糸被覆法でより高い延伸比を達成するための手段を求め続けている。
【0009】
弾性被覆糸で製造される衣類の多様性のために、および様々な衣類最終用途に必要とされる、異なる布伸縮性特性のために、生じる複合弾性糸の弾性特性を同時に変性し、調整しながら、エラストマー糸をエアジェット交絡法により高速で非弾性糸で被覆して複合糸を形成することができるならば、それは非常に有利であろう。異なる衣類用途について多くのケースで、この能力は、エアジェット被覆法で供給エラストマー糸のデニール数および/または規格を変える必要性、または2次加工で複合糸弾性特性を変性する必要性をなくすことができよう。エラストマー糸の特性を熱処理によって変え得ることは公知であったが、当該技術は、出発原料としてより高いデニール・エラストマー糸を使用することによって、およびかかるエラストマー糸を単一成分非弾性糸で被覆することによってコストを削減することに留意して、エアジェット交絡法で複合糸を同時に製造しながら、複合糸弾性特性の望ましい調整を達成するために必要とされる手段または運転条件を教示していない。業界は、エアジェット交絡の、被覆された、熱処理された複合弾性糸を同時に製造するための連続高速法であって、単一成分非弾性被覆糸を使用して表目開放性を改善した、および/または先行エアジェット被覆法と比べて前記複合弾性糸のコストを削減した、および/または前記複合糸からの編布または織布の弾性特性を望ましくも調整した方法から恩恵を受けるであろう。
【0010】
【特許文献1】米国特許第3,940,917号明細書
【特許文献2】米国特許第3,387,448号明細書
【特許文献3】GB1,157,704号明細書
【特許文献4】米国特許第6,301,760号明細書
【発明の開示】
【課題を解決するための手段】
【0011】
第1態様では、本発明は(a)10〜140デニールおよび1〜15合糸された(coalesced)フィラメントのエラストマー糸を、約80℃〜約150℃の範囲の温度に加熱しながらその弛緩長さ(relaxed length)の2.0〜7.0倍に延伸する工程と、(b)延伸されたエラストマー糸と、10〜210デニールで少なくとも5つのフィラメントを有する非弾性糸とを一緒に供給し、流体交絡ジェット(fluid entangling jet)によってエラストマー糸と非弾性糸とを交絡して複合弾性糸を形成する工程であって、前記非弾性糸が1.5%〜6.0%の供給過剰でジェットに供給される工程と、(c)複合弾性糸を約150℃〜約240℃の最高温度に加熱する工程と、(d)複合糸をパッケージへ巻き取る前に、加熱された複合糸を約60℃以下の平均温度に冷却する工程とを含む複合弾性糸の製造方法である。好ましくは、工程(a)でエラストマー糸はインライン・ヒーター(in−line heater)で0.5秒未満の滞留時間、加熱される。好ましくは、工程(c)で複合弾性糸はインライン・ヒーターで1秒未満の滞留時間、加熱される。
【0012】
好ましくは、エラストマー糸がスパンデックスであり、該スパンデックスが、合糸された6〜25の範囲のデニール数を有する個々のフィラメントよりなる。好ましくは、非弾性糸はナイロンまたはポリエステルのような合成連続マルチフィラメント糸である。
【0013】
好ましい方法では、複合弾性糸は350〜700メートル毎分の速度で流体交絡ジェットから出る。さらに、エラストマー糸を、流体交絡ジェットによって延伸される時のその長さのさらに2.0倍まで延伸してもよい。
【0014】
本発明の第2態様によると、エラストマー糸は、エラストマー糸と非弾性糸とが交絡流体ジェットへ導入される前に、第2加熱ゾーンによって2回目の延伸をされる。こうして、10〜140デニールおよび1〜15フィラメントのエラストマー糸は、該糸を第1加熱ゾーンで約80℃〜約220℃の範囲の温度に加熱しながら、その弛緩長さの2.0〜5.0倍延伸される。次に、エラストマー糸は、該糸を第2加熱ゾーンで約80℃〜約220℃の範囲の温度に加熱しながらその延伸長さのさらに2.0〜3.0倍、さらに延伸される。従って、エラストマー糸は、エラストマー糸が交絡流体ジェットに供給される前にその弛緩長さの合計8倍より上および10〜15倍まで延伸されてもよい。次に、残りの交絡、加熱および冷却工程が本発明の第1態様と同じやり方で実施される。
【0015】
本発明の第3態様では、複合弾性糸の製造方法は(a)10〜140デニールおよび1〜15フィラメントのエラストマー糸を、周囲温度に維持しながらその弛緩長さの2.0〜5.0倍に延伸する工程と、(b)延伸されたエラストマー糸と、10〜210デニールで少なくとも5つのフィラメントを有する非弾性糸とを一緒に供給し、流体交絡ジェットによってエラストマー糸と非弾性糸とを交絡して複合弾性糸を形成する工程であって、前記非弾性糸が1.5%〜6.0%の供給過剰でジェットに供給される工程と、(c)複合弾性糸を約150℃〜約240℃の最高温度に加熱する工程と、(d)複合糸をパッケージへ巻き取る前に、加熱された複合糸を約60℃以下の平均温度に冷却する工程とを含む。あるいはまた、工程(b)でエラストマー糸は、流体交絡ジェットを通過する時にその延伸長さの2.0倍までさらに延伸される。
【0016】
本発明は、最も特に靴下をはじめとする衣類へ形成されてもよい良好な編目品質の複合弾性糸を形成する際に特別な利点を有する。エラストマー糸、特にスパンデックスは、スパンデックス組成、スパンデックス糸のフィラメント当たりのデニール数および延伸ゾーンの加熱温度が最適化された場合に、非弾性糸と交絡する前に加熱下により細デニールに延伸できることが発見された。さらに、エラストマー糸(特にスパンデックス)を交絡ジェットに導入する前に第2延伸工程を追加すると、結果を一層良くした。たとえエラストマー糸が交絡ジェットに入る前の最初の延伸ゾーンで加熱されなくても、編目クラリティーの改善はエアジェット交絡複合弾性糸を加熱することによって得られる。
【発明を実施するための最良の形態】
【0017】
先ず図1および2について言及すると、本発明の第1実施形態の方法を実施するために改良された市販エアジェット被覆機が示される。該市販機は、スイス国のシャエラー・シュワイター・メトラー社(Schaerer Schweiter Mettler AG of Switzerland)製のモデルSSM DP Cであった。それは、エラストマー糸(例えば、スパンデックス)延伸ゾーンに非接触インライン輻射ヒーターを含むために、かつ、交絡ジェット後に非接触インライン対流ヒーターを含むために改良された。改良SSM機10は図1および2に概略的に示される。この改良SSM機は本発明の方法を例示するために示されるが、他のエアジェット被覆機を用い、他の改良を行うことができる。本発明は、様々な加熱ゾーン用の特定タイプのヒーターにまたは特定タイプの延伸ロールに限定されない。利用可能な空間および予算に対応するためのヒータータイプ、延伸ロール直径および糸パス修正の変更は、本発明の範囲内にある。
【0018】
複合弾性糸を製造するための本発明の方法の第1、第2および第3実施形態は、複合弾性糸のコアを形成するエラストマー糸成分としてスパンデックスを使用することに関連して下に記載される。スパンデックスがエラストマー糸として選択される場合、スパンデックス糸は、総合スパンデックス・デニールに依存して、糸中のフィラメントの数が1〜15の範囲で10〜140デニールの範囲であり得る。スパンデックス乾式紡糸法で、これらのフィラメントは、マルチフィラメント糸がモノフィラメントとして巻き取られるように典型的には合糸される。合糸前に、フィラメント当たりのデニールは典型的には6〜25の範囲である。
【0019】
図1について言及すると、スパンデックス糸は制御速度ロール14経由で制御された速度で供給パッケージ12から供給される。スパンデックス糸はガイド16を通って、インライン輻射型ヒーター18を通って巻取制御速度ロール20に運ばれる。ロール20の表面速度はロール14のそれより大きいので、スパンデックスはロール14と20との間で伸長される、または延伸される。例示された改良SSM機10については、これらのロール14と20との間の表面速度比または延伸比は2.0倍〜4.5倍の範囲であるが、ロール14は本装置配置において10倍までのスパンデックス延伸を可能にするために直径を改良することができる。
【0020】
スパンデックスは、80℃〜150℃の範囲の最高温度に加熱されるべきである。ヒーター18の表面温度はヒーターのタイプ(接触または非接触)、スパンデックス糸のヒーターでの滞留時間、スパンデックス糸のデニール数およびスパンデックス組成物に依存するであろう。接触ヒーターについては、表面温度はスパンデックスのゼロ強度温度より下に留まるべきである。(「ゼロ強度温度」は、1メートルの長さの糸ストランドがその自重によって破断する温度である。ほとんどのスパンデックス組成物については、ゼロ強度温度は一般に195℃〜220℃の範囲にある。)輻射または対流ヒーターのような非接触ヒーターは、ヒーターでの糸滞留時間が短い時に糸温度を迅速に上げるために、ゼロ強度温度より高い表面温度を有することができる。図1および2に示されるように、ヒーター18は40センチメートルの長さを有する輻射ヒーターである。その表面温度は、スパンデックス糸を所望温度に加熱するために熱延伸については100℃〜300℃の範囲であってもよい。場合により、スパンデックスは、例えば加熱ロール(図示せず)での接触加熱によってなど、ヒーター18に入る前に予熱されてもよい。
【0021】
図1および2に関して引き続き述べると、非弾性糸は端を越えて糸パッケージ22から取り去られ、制御された張力でガイドおよびテンション装置(23〜24)を通って制御速度ロール26に運ばれる。非弾性糸は、スパンデックスとの十分な絡み合いおよびスパンデックスの被覆を達成するために、完全延伸もしくは部分延伸された仮撚りテクスチャー加工の単一成分糸、または少なくとも5つのフィラメントの10〜210総合デニールの完全延伸もしくは部分延伸された2成分糸であり得る。非弾性糸は、好ましくは1.5%〜6.0%の供給過剰でロール26から交絡ジェット30に進められる。この供給過剰を達成するために、ロール26の表面速度は、ロール28のそれと比べてロール28のそれより1.5%〜6%大きい表面速度に設定される。
【0022】
同時に、スパンデックス糸は、ロール28の作用によって交絡ジェット30を通って引っ張られる。スパンデックス機械延伸比がロール20とロール28との間で2倍の供給過剰から2.0倍の延伸の範囲で、かつ、ロール14とロール28との間で2倍の延伸から7.0倍の延伸の範囲で、ロール28の表面速度はロール20のそれより大きいまたはそれ未満であるように変えられる。スパンデックスは、交絡ジェット30でジェットに供給される高圧流体(例えば、空気)の作用によって非弾性糸と空気で交絡される。交絡ジェット30は、ヘーバーライン(Heberlein)モデルP212またはP221(スイス国のへーバーライン製)のような市販タイプのものであり、5±1.5バールで運転され得る。ジェットを通る糸速度は350〜700メートル/分の範囲にあることができる。
【0023】
複合糸40は、非弾性糸の覆い付きスパンデックスとして交絡ジェット30から出て、ロール28から非接触対流型インライン・ヒーター32を通って進められる。図1および2に描写される対流型インラン・ヒーター32は1メートルの長さを有する。複合弾性糸40を十分に加熱するために、糸40は1回目のヒーター32を、ガイド34を、そして2回目のヒーター32を通過させられる。このように、糸はヒーター32の2回の完全通過を行い、その結果糸はヒーター中2メートルの総パス長さを有する。次に糸40は、それがロール38に巻き取られる前にガイド36を通過し、そして冷える。対流ヒーター表面の温度範囲は150℃〜240℃である。ロール28のロール速度に関してロール38上の巻取速度の適切な選択は、ヒーターおよび最適化された巻取パッケージ・ビルドアップによって複合弾性糸40の張力制御を可能にする。最適化されたパッケージ・ビルドアップには、破壊端なしに許容される安定性と、許容される巻き戻し性能とを有するパッケージが含まれる。所望の複合弾性糸特性およびパッケージ・ビルドアップに依存して、ロール28の表面速度は、巻取ドライブロール38のそれより0%〜6%大きくするべきである。
【0024】
ヒーター32を出ると、複合弾性糸は、糸が巻取ロール28上へ巻き取られる時に糸特性が悪影響を受けないように十分に冷えるべきである。スパンデックスについては、巻き取る前にスパンデックスを約60℃以下に冷却すると十分であることが公知である。図1および2に示される装置配置では、冷却はヒーター32の出口から巻取ロール38パッケージまでの約2〜3メートルのパス長さにわたる糸の周囲空気冷却によった。糸が巻取前に横切るこの正確な距離は、用いられる冷却方法に部分的に依存し、例えば、冷却ロール、冷却空気または高速空気のような冷却補助が冷却を加速するために用いられる場合には短くすることができる。
【0025】
図3は、本方法の代替実施形態を実施するために用いることができる装置50を示す。類似の参照数字は図1および2に例示された類似の要素に関する。しかしながら、図3のSSM装置50は、スパンデックスが交絡ジェット30に入る前にスパンデックス糸の2段熱延伸を可能にするためにさらに改良された。これを達成するために、40センチメートル輻射ヒーター52、および別セットの延伸ロール54が設置された。加熱付き2段延伸のためのロール14と54との間の完全な延伸は4.0倍〜10.0倍の範囲であり、多分15.0倍ほどに高い。このように、ロール12からのスパンデックスは、輻射ヒ−ター18内で加熱されている間に第1段階でロール14と20との間で約2.0倍〜5.0倍延伸される。ヒーター18内の最高糸温度は約80℃〜約220℃である。次に、スパンデックスは、ヒーター52で加熱されている間にロール20と54との間で別の2.0倍〜3.0倍さらに延伸される。ヒーター52内の最高糸温度は約150℃〜約220℃であり、ヒーター18による加熱と同じ温度設定であっても、それとは異なる温度設定であってもよい。ヒーター52表面温度は、所望のスパンデックス糸特性に依存して、100℃〜300℃の範囲である。
【0026】
勿論、ヒーター18および52の1つまたは両方を不活性化し、ロール20および54の延伸速度を適切に設定することによって、ジェット交絡前にスパンデックスの単段延伸を実施するために図3に示される装置50を用いことは可能である。全体的に見て、ロール14、20および54はスパンデックス延伸ゲートとしての機能を果たし、異なる温度でのスパンデックスの1または2段延伸および全延伸が達成され得る。
【0027】
あるいはまた、図1および2に示される装置10は、ヒーター18を不活性化することによって周囲温度下で単段延伸を実施するために用いられてもよい。エラストマー糸は、糸を周囲温度に維持しながら延伸する(その弛緩長さの2.0〜5.0倍延伸する)ことができる。その後、延伸されたエラストマー糸とパッケージ22からの非弾性糸とは流体交絡ジェット30に供給されてエラストマー糸と非弾性糸とを交絡して複合弾性糸を形成することができる。好ましくは、非弾性糸は1.5%〜6.0%の供給過剰でジェットに供給される。次に複合弾性糸は、糸をヒーター32に通すことによって約150℃〜約240℃の最高温度に加熱されてもよい。複合糸40は、ロール38でパッケージへ巻き取る前に冷却される。
【0028】
スパンデックス糸の最大延伸可能性は、破断なしの糸サポートの延伸と定義される。典型的には、室温でのスパンデックスについての全延伸比は、スパンデックスが連続系で加工される場合、その破断伸びマイナス安全係数またはマージンによって決定される。スパンデックスの連続エアジェット交絡については、スパンデックス組成物/伸びに依存して、4.5倍以下の最大延伸が一般に用いられる。スパンデックスについての最大延伸限界は延伸中にスパンデックスが加熱される場合に増加し得ることが教示されてきたが、本発明による方法を用いると、本発明者らが用いられる延伸条件下で異なるスパンデックス組成物について6.5倍およびそれより上(10.5倍まで)の一貫した延伸比を達成することは驚くべきである。最も驚くべきことには、ジェット交絡前のスパンデックスの2段加熱延伸は8.0倍より上の一貫した延伸比を達成した。
【0029】
本発明はスパンデックス・エラストマー糸について特別な利点を有する。被覆法でより高いスパンデックス延伸比を達成することは、複合弾性糸製造のコストを削減する一方法である。より低いデニール、例えば、20デニールのスパンデックスを紡糸することは、より高いデニール、例えば70デニール・スパンデックスを紡糸することより典型的にはよりコストがかかる。従って、コスト削減は、より高いデニール・スパンデックスを複合糸形成法で出発原料として使用できる場合に達成される。
【0030】
最大延伸限界値は、紡糸されたままの糸のパッケージ(糸巻き)に含まれるエラストマー糸(例えば、スパンデックス)の任意の延伸または引き伸ばしを含む。紡糸からの残留延伸のこの値は、パッケージ・リラクゼーション、PRと称され、その結果、その後の加工からの延伸の全値はDt=(V1/V2)*(1+PR)(ここで、Dtは全延伸であり、V1/V2は紡糸後延伸からのロール表面速度の延伸比である)である。典型的には、PR数は0.05から0.25まで変わる。
【0031】
上の「背景技術」で指摘されたように、エアジェット交絡法(ストラチャンの米国特許公報(特許文献1)に示されるような)は、複合糸表面から突き出る非弾性被覆糸の特徴的なループを有する複合弾性糸を製造する。これらの複合糸から編まれた靴下布で、ループは表目間の開口部を部分的に覆い隠し、こうして、生じた靴下での不透明性に寄与する。より透明な編み靴下が望まれる場合、ストラチャン特許は、2成分非弾性被覆糸(熱で差別収縮の2つのポリマー成分でできたフィラメント)を使用して布仕上げ工程中にポリマー成分差別収縮のメカニズムによって透明性を改善できることを教示している。しかしながら、2成分糸は製造するのに単一成分糸よりかなり高価である。驚くべきことに、本発明者らは、本発明が単一成分非弾性糸(例えば、ナイロン)とエラストマー糸(例えば、スパンデックス)とでできた複合糸構造を大きく改善することができ、その結果、かかる複合糸から編まれ、加工された靴下が標準エアジェット・テクスチャー加工糸から同様に製造された靴下よりはるかに良好な透明性を有することを知った。編目クラリティー改善は、スパンデックス延伸に、エアジェット交絡に、および複合糸の後熱処理に適切な工程条件を用いて複合糸を形成することによりもたらされる。
【実施例】
【0032】
これらの実施例は、本発明の能力、および他のエラストマー糸被覆法ではこれまで達成されなかったユニークな結果を例示する。これらの実施例は、記載される装置構造にとって好ましい工程条件を与え、かつ、本発明の能力を例示すること、およびそれを完全には代表しないことを意味する。
【0033】
一連の実験室試験を、スパンデックス糸温度、スパンデックス糸特性、および多段延伸の最大スパンデックス延伸可能性に対する影響を測定するために行った。1段延伸については、1メートル対流ヒーターに1セットの延伸ロールをヒーターの前後に備え付けた。ヒーターを20℃〜160℃で変わる温度に設定した。(1+PR)で乗じた2セットのロールの速度差が全延伸を決定した。ヒーターで6秒という糸滞留時間を、糸がヒーターから出る前に平衡温度に達したことを確実にするために選んだ。試験した各温度について、スパンデックス糸が破断するまで延伸を0.2倍の増分で増やした。
【0034】
図4は、それぞれが4つの合糸されたフィラメントの、異なる化学組成の3つの40デニール・スパンデックス糸の最大延伸可能性を示すグラフである。スパンデックス・タイプI、スパンデックス・タイプIIおよびスパンデックス・タイプIIIについてのパッケージ・リラクゼーション係数(PR)は、それぞれ、0.10、0.12および0.12であった(化学組成については下の表1を参照されたい)。すべての糸の最大延伸可能性は最大値に達するまで温度と共に増加した。その後、最大延伸は低下し始める。図4の曲線の形状およびレベルは組成物に依存し、組成物タイプIIIの糸について最高であった。
【0035】
【表1】
【0036】
別の一連の試験は、糸温度および1スパンデックス組成物のフィラメント当たりのデニール数を変えて温度およびフィラメント当たりのデニールの最大延伸可能性に対する影響を測定した。これらの試験については、タイプIのスパンデックス・ポリマー組成物を使用した。40デニールの、しかし2、3または4つのフィラメントの糸を試験した(40/2、40/3、40/4)。40/2、40/3および40/4糸についてのパッケージ・リラクゼーション係数(PR)は、それぞれ、0.10、0.11および0.10であった。図5は、最大延伸可能性が温度に、およびまたフィラメント当たりのデニールにも部分的に関係したことを示す。要するに、フィラメント当たりのより高いデニール、例えば、20dpfの糸は、フィラメント当たりのより低いデニール、例えば、10dpfの糸よりはるかに高い延伸可能性を有した。図4を図5と比較すると、スパンデックス組成物タイプIIIは、図4に示す3つのスパンデックス組成物の最高延伸可能性を達成したが、スパンデックス組成物タイプIもまた、糸がフィラメント当たりのより高いデニール数を有する時により高い延伸可能性を達成することができる。このように、加熱付きの本延伸方法を用いると、スパンデックス組成物タイプIIIの糸についてフィラメント当たりのより高いデニールで10.5倍を超える延伸比を達成できることが予期される。
【0037】
第3シリーズの試験は、2段延伸が1段延伸と比較して最大延伸可能性を増やすことをさらに実証した。図6は、40デニールおよび4フィラメント(例えば、40/4)ならびに0.10のPRを有するスパンデックス組成物タイプIを使用する試験の結果を比較している。2段法については、最初の段階でスパンデックスを190℃ヒーター温度でおよび6秒の滞留時間で3.3倍(230%)に延伸した。第2段階でスパンデックス延伸を、スパンデックスが破断するまで、再び6秒滞留時間で、0.2倍の段差でおよび示された温度(例えば、190℃)で増やした。2段延伸は最大延伸可能性を著しく増やした。すべての段階の温度、延伸および滞留時間が最適化されるという条件で、多段延伸(3つ以上の延伸段階)は単段または2段延伸よりさらに高い延伸可能性をもたらすであろうことが予期される。しかしながら、本発明者らは、最大延伸結果を達成し、かつ、ジェット交絡の後に使用できる複合糸を依然として得るためには延伸されるスパンデックスのフィラメント当たりのデニールは少なくとも約1〜2dpfであるべきであると考えている。
【0038】
上の結果は、8.0倍という最大可能性の以前の教示をはるかに超えて高い最大可能性延伸比が達成された点で驚くべきである。エラストマー糸に最適な化学組成で、フィラメント当たりのより高いデニール(例えば、20dpf)で、および場合により交絡ジェットより前に多段延伸(例えば、2段または多段)で、これらのより高い延伸比(8倍より上の)が再現性よく達成されるかもしれない。フィラメント当たりのより高いデニールのほとんどのスパンデックス組成物について、より高い延伸比(8.0倍より上の)が交絡ジェットより前に多段延伸を用いることによって達成されるかもしれない。
【0039】
下の実施例1〜3については、靴下布を試験の複合弾性糸から編み、対照糸からの布結果と比較した。異なる被覆糸を、600回転毎分で運転するイタリア国のマテック株式会社(Matec SpA of Italy)製のマテックHF6.6(4インチ・ダイアル、402針)6フィーダー靴下編機で婦人のパンティストッキングへ、および全コース・ストッキングスタイルへ編んだ、編機を、1フィーダーで被覆糸をSトルクで、他のフィーダーで同じ被覆糸をZトルクで編む、2フィーダー機として用いてバランスした靴下を生み出した。すべての靴下サンプルを同じMサイズに編んだ(すべてを脚部で2502コースで、大腿部で46cmおよびふくらはぎで29cmの水蒸気処理ストッキングの平たい広がった幅を達成するために編目サイズを調節して編んだ)。編目クラリティーまたは開放性を測定するために用いられることになっている靴下については、標識糸を410および810コース後に大腿部域へ挿入した。編んだ後、靴下を切断、裁縫および染色によって従来通りに処理した。
【0040】
すべての試験ケースで、編布を次の特性について評価した。
編目クラリティー−編目クラリティーは、靴下の透明性に関係する、個々の編目の視覚的な開放性の尺度である。
染色靴下寸法、アクロス・カウンター−非型入れ(non−boarded)靴下を選択する時に消費者が見るサンプルの靴下寸法。
型入れ靴下寸法−消費者への販売のために型入れされ、包装されたサンプルの靴下寸法。
ハトラ(Hatra)圧力分布、染色靴下−ハトラ圧力分布は、着用中のその機能性に関係する、脚に沿った静的な靴下圧迫力の尺度である。
【0041】
これらの試験の幾つかについての追加説明を下に示す。
【0042】
(パンティストッキングでの編目クラリティーの測定方法)
透明性の差を定量的に測定するために、本発明者らは、編み靴下サンプルを通った透過光を測定し、その結果を定量化する適切な装置を用いた。すべてのケースで、靴下サンプルは、同じ編機で編まれ、標準検査板を用いることによって同じクロス歪みおよび長さ歪みに延伸され、こうして試験それ自体からの編目開放性の差を生み出さなかった。また、顕微鏡写真を編目開放性の厳重な検査のために撮った。通常の弾性糸および本発明による弾性糸で編んだサンプル靴下の32倍倍率での代表的な顕微鏡写真は、それぞれ、図7Aおよび7Bに含まれる。編目クラリティーは靴下の大腿部域で測定される。靴下を等しく常に伸ばし、同じ場所で分析することを確実にするために、110cm長さの、板の最上部で25cm外周および底部で41cm外周の平たい台形の検査板の一面に靴下サンプルの脚部を引っ張る。好ましくは、開かれた編目区域と被覆糸との間のコントラストを大きくするためにストッキングを黒に染色し、検査板は白である。ニッティングの間ずっと、標識糸は410および810コースの後に導入され、コースおよび編目が一様にされた後でおおよそ19cm離れているであろう。ストッキングを検査板の一面に引っ張る時に、それを同じ長さおよび幅に伸ばす。しかしながら、ストッキングをその長さに沿って多かれ少なかれ一様にしてもよい。表面を少しマッサージすることによって、コースおよび編目はそれらの平衡を得る。編目クラリティー測定値は標識線から等距離でサンプルの中央で取る。
【0043】
次に、靴下サンプルを付けている検査板を、2つの標識糸の中間でMZ−12透過顕微鏡(独国ライカ(Leica,Germany)製)下で検査する。画像を、日本国サンヨー(Sanyo,Japan)によって製造されたカラーCCD−カメラ、モデルVCC−2972によってビデオカード「ピナクル/スタジオ(Pinnacle/Studio)PCTV−ヴィジョン(Vision)」を備えたパソコンに送信する。顕微鏡については2倍倍率を用い、PC画像の32倍倍率をもたらす。次にデジタル画像を「フォトショップ−バージョン5(Photoshop−Version 5)」(カリフォルニア州サンノゼのアドビ(Adobe,San Jose,California)製)を用いて白黒写真へ変える。編目の開いた面積を測定するために一灰色影範囲を選び、靴下中のスパンデックスと非弾性糸、すなわち、ナイロンとの複合糸を測定するために別の灰色影範囲を選ぶ。0〜244の灰色影範囲を黒と同等と見なし、245〜255の範囲を白と同等と見なし、そして測定面積を灰色影の関数としてプロットすることによって選んだ。これは本質的に二峰性分布(ナイロン(黒)に対して1つおよび編目からの幾らかの反射のために少しのノイズ付きで開いた区域(白)に対して1つ)をもたらした。245前後の範囲では面積はゼロに近い。次に、ソフトウェア「画像ツール(Image tool)、バージョン2.03」(米国テキサス州サンアントニオのテキサス大学健康科学センター(University of Texas Health Science Center, San Antonio, Texas USA))を用いて開いている、そして糸またはフィラメントによって覆い隠されていない面積の百分率を計算する。開いている面積の5%増加は、編目クラリティーでの、および靴下の極薄さ(sheerness)、すなわち透明性での非常に顕著な改善を表す。
【0044】
140編目を含む区域の各画像を解析し、平均する。各靴下サンプルについて18区域を測定し、統計的に分析する。
【0045】
(染色靴下の寸法、アクロス・カウンターの測定方法)
靴下長さおよび幅の測定は、ストッキング・サンプルをテーブル上に平たく置き、測定テープを用いることによって手動で行った。
【0046】
(型入れ靴下寸法の測定方法)
各靴下サンプルをサイズ3形状上に置き、それを120℃飽和水蒸気に曝すコルテーゼ・フィッサト・ドンナ(Cortese Fissato Donna)684型入れ機に通した。型入れした後、靴下寸法を染色ストッキングについてのように測定した。
【0047】
(ハトラ圧力分布法、染色靴下)
ストッキング圧力の測定は、英国シーガー(Segar,UK)の標準ハトラ(HATRA)装置を用いて、ストッキングの足首、ふくらはぎおよび大腿部部分で測定して行った。
【0048】
下の実施例4では、織布を本発明の複合弾性糸を用いて製造した。この布を標準エアジェット被覆法の糸からの織布と比較した。糸を、スイス国ズルツアー(Sulzer)製のダブル織機、モデルP7100−390で3:1綾織パターンへ織った。対照糸および本発明からの糸を22ピック/cmの密度でよこ糸に使用した。たて糸は24エンド/cmの密度の英式番手(Ne)20/1綿糸よりなった。生じた布を、スイス国サンテックス(Santex)製の機械で水蒸気弛緩させ、次に洗濯し、イタリア国MCS製のジェットドライヤーで沸騰乾燥させた。最後に、布を独国ブレックナー(Brueckner)製の幅出機フレーム上で190℃および120cm幅で60秒間ヒートセットした。
【0049】
織布を次の特性について分析した。
【0050】
(重量)
100cm2の布サンプルを切断し、標準テキスタイル試験環境(21℃±1℃および65±2%相対湿度)中で16時間順化後に秤量した。
【0051】
(スパンデックス含有率)
100cm2の布サンプルをその成分へ分離した。16時間の順化後に、スパンデックス糸を秤量し、%含有率を計算する。
【0052】
(布伸び)
330mm(よこ糸)×60mm(たて糸)の順化布サンプルを布耳から少なくとも10cm離して切断した。次にサンプルをよこ糸方向に50mm幅に解いた。250mmの試験長さを試験片上に2つの平行線でマークした。次に、クランプの内端が試験片上に引かれた線上に正確にあるように、試験片を一定速度の伸び試験機に取り付けた。試験片を0〜30ニュートンで3回サイクルさせ、最大伸びを計算した。
【0053】
(布回復力)
サンプル調製および試験は、布伸びの評価についてと同じであった。回復力を第3アンロード曲線のグラフから指定伸びで読み取った。
【0054】
(布成長)
布試験片を布伸びの80%に引き伸ばし、この状態に30分間保持した。次にそれらを60分間弛緩させ、その時点で布成長を測定し、元の長さから%単位で計算した。布伸びの80%が35%より大きい場合、その時は成長試験に用いる引き伸ばしを35%に制限した。
【0055】
(寸法安定性)
永続的マークを予め定めた距離で順化布試験片上に付けた。洗濯し、乾燥した後、試験片を再順化させ、マーク間の距離を再測定した。次に寸法安定性を布の弛緩寸法での変化として計算した。
【0056】
(実施例1)
本実施例では、本発明の糸から編んだ靴下を標準エアジェット被覆法の糸から編んだ靴下と直接比較した。両方法ともSSM機で400メートル/分の巻取速度で運転した。
【0057】
本発明の第1態様に従って、本実施例は、ポスト−交絡熱処理と組み合わせたプレ−交絡単段熱延伸が用いられる場合に対照ストッキングに対してパンティストッキング特性を比較する。20デニール・スパンデックスを、標準AJC非熱処理対照糸から製造した対照ストッキングでの12デニールと同じ被覆糸中デニールに延伸する。2つの熱処理実施例に対して用いられる唯一の変数が第1延伸工程中に用いられるヒーター温度(160℃および190℃)にある2つの実施例を示す。詳細な工程条件および結果を下の表2に示す。「AJC」は「エアジェット被覆」またはエアジェット交絡を意味する。
【0058】
【表2】
【0059】
上に記載した、表目クラリティーを測定するために用いる方法は、標準番号の表目を通った透過光を定量化する。極薄さに関係する最大クラリティーのために、複合糸ストランドは強固に合糸されるべきであり、かつ、糸から伸びて光透過を弱めるルーズなまたは逸脱した繊維を有するべきではない。遅い中空スピンドル法によって製造される単一被覆複合弾性糸はしばしば高い編目クラリティーを有する。標準エアジェット交絡法で製造された余り合糸していない複合弾性糸は、通常、糸から伸びる逸脱した繊維を有し、それによって一般に最も覆い隠されたものである表目をもたらす。
【0060】
しかしながら、驚くべきことに、表2に示す本発明のエアジェット交絡糸についての編目クラリティーは、対照に対して両ケースについて実質的に改善された。5%の編目クラリティーの改善は、靴下透明性の非常に顕著な改善と考えられる。
【0061】
交絡前後に加熱した複合糸で編んだ靴下を、交絡ジェットの前後に熱処理しなかった対照の複合糸で編んだ靴下と比較すると、ストッキング圧力は実質的に増加し、平たいストッキング長さは適度に増えたに過ぎなかった。本発明は、標準エアジェット交絡法と比較した時に、このようにパンティストッキングに大いに改善された透明性を、より高いハトラ分布を、およびより高いデニールのために削減したスパンデックス供給糸コストで与える。これらの特性は、これらの複合糸を極薄のライトサポートパンティストッキングにとって理想的に好適なものにする。
【0062】
(実施例2)
本発明の第2態様に従って、本実施例は、2段階プレ−交絡熱延伸がポスト−交絡熱処理と組み合わせて用いられる場合に対照ストッキングに対してパンティストッキング特性を比較する(図3)。
【0063】
下の表3の具体例では、70デニール・スパンデックスを(i)対照の20デニール・スパンデックスとほぼ同じデニール(すなわち、約7.5デニール)に、および(ii)対照より10%低いデニール(すなわち、約6.7デニール)に延伸する。
【0064】
【表3】
【0065】
【表4】
【0066】
【表5】
【0067】
上の2段延伸を対照と比較した時、編目クラリティーは本質的に等しく、ハトラ圧力分布はより高いレベルに移り、平たいストッキング長さは適度に増えたに過ぎなかった。しかしながら、全延伸レベルは非常に高く(本実施例では10.5倍まで)、従ってエアジェット交絡複合弾性糸の製造においてスパンデックス・コストを実質的に削減するのに好適である。編目クラリティーおよびハトラ圧力分布の両方を、延伸ヒーターの温度を高める、ポスト−ジェット・ヒーターの温度を高める、および/またはヒーターでの糸の滞留時間を長くすることによって改善するまたは調節することができる。勿論、これらのヒーター温度、糸滞留時間および糸デニールは、実際の糸温度が延伸ヒーター中で80℃〜220℃の限界内にあり、ポスト−ジェット・ヒーター中で150℃〜240℃の限界内にあるようなものでなければならない。実施例1および3もまた、これらの影響を例示する幾つかのケースを含む。
【0068】
(実施例3)
本発明の代替実施形態では、エラストマー糸(例えば、スパンデックス)を、ジェット交絡工程の後に加熱して、室温で延伸する。詳細な工程条件および結果を表4に示す。本実施例では、スパンデックス延伸は室温で、および本発明の方法についておよび対照について2.6倍の機械延伸でである。
【0069】
【表6】
【0070】
【表7】
【0071】
本発明の方法(巻取速度400m/分および225℃でのヒートセッティングで)によって製造された完成靴下の編目クラリティーは、49.2%から54.9%に白区域で著しく改善された。図7Aおよび7Bで、これら2つのサンプルについての32倍倍率での特徴的な顕微鏡写真は49.2%と54.9%との編目クラリティーの差を例示する。図7Bのサンプルの編目開口部は、図7Aのサンプル(対照)の編目開口部と比べて、より少ないフィラメント・ループが表目間の開口部(「白区域」)間の開口部を覆い隠して、はるかに多く開いている。
【0072】
ヒーターでの弾性複合糸の滞留時間を長くすることもまた改善された編目クラリティーにつながる(240℃で0.6秒は58.0%の編目クラリティーを得た)。編目クラリティーに加えて、染色靴下および型入れ後靴下のアクロス−カウンター寸法も実質的に改善された。
【0073】
(実施例4)
本実施例では、重デニール複合弾性糸を本発明の第1態様に従って製造した。スパンデックス糸を加熱しながら単段延伸し、引き続いてポリエステル連続フィラメント糸の被覆糸と共にジェットし、次に引き続いて複合糸を加熱し、冷却しおよび巻き取った。本実施例については、図1および2の装置セットアップを次のように改良して用いた。追加の40cm長さ輻射ヒーターをロール14とガイド16との間に追加し、プレ−交絡ゾーンでの全ヒーター長さを80cmに増やしてより高い熱入力を可能にした。40デニール・スパンデックスが非加熱対照糸で延伸されるので、70デニール・スパンデックス糸を被覆糸でほぼ同じデニールに延伸した。被覆糸は、それぞれが34フィラメントの、2つの70デニールのテクシャー加工ポリエステル糸よりなり、それによって被覆供給糸に140/68の総合デニール数を与えた。本発明のよこ糸を使用した織布を、標準エアジェット被覆法からのよこ糸を使用した布と比較した。
【0074】
下の表5は試験の結果を示す。
【0075】
【表8】
【0076】
驚くべきことに、本発明者らは、標準スパンデックス糸ではこれまで可能でなかった望ましい布特性を見いだした。本発明の糸で製造された布の布伸びは増加した。同時に、布回復力は低い布伸びで実質的に増加したが、布成長はかなり減少した。糸および布特性を変えるためのスパンデックス糸の熱処理は周知であるが、低い布伸びで高回復力の高い布伸びと改善された布成長との組合せはユニークである。これらの特性は織布から製造された衣類にとって最も重要である。回復力および布成長での優れた性能は、より良好な衣類フィットおよび減少した「バギング」傾向をもたらし、そしてより高い伸びは布の快適さを改善する。従って、本発明の糸は織られた衣類にも適している。
【0077】
本発明は好ましい実施形態に関連して記載されてきたが、本発明の範囲内の変形は当業者には思い当たるであろう。従って、本発明は特許請求の範囲で保護されることは理解される。
【図面の簡単な説明】
【0078】
【図1】本発明の方法を実施するために用いられてもよい延伸エアジェット被覆および加熱装置の略正面図である。
【図2】図1の装置の略側面図である。
【図3】本発明の方法を実施するために用いられてもよい延伸エアジェット被覆および加熱装置の代替実施形態の略正面図である。
【図4】スパンデックス組成物およびスパンデックス温度の最大単段延伸への影響を示す最大単段延伸可能性対糸温度のグラフである。
【図5】フィラメント当たりのデニール数およびスパンデックス温度の最大単段延伸への影響を示す最大単段延伸可能性対糸温度のグラフである。
【図6】2段延伸対1段延伸の同一スパンデックス組成物によって達成できる最大延伸への影響を示す最大延伸可能性対糸温度のグラフである。
【図7A】先行技術エアジェット被覆法の複合弾性糸から作られた表目(表4、列1を参照されたい)の顕微鏡写真である。
【図7B】本発明の複合弾性糸からの表目(表4、列2を参照されたい)の顕微鏡写真である。
【特許請求の範囲】
【請求項1】
a.10〜140デニールおよび1〜15フィラメントのエラストマー糸(elastomeric yarn)を、約80℃〜約150℃の範囲の温度に加熱しながらその弛緩長さ(relaxed length)の2.0〜7.0倍に延伸する工程と、
b.前記延伸されたエラストマー糸と、10〜210デニールで少なくとも5つのフィラメントを有する非弾性糸とを一緒に供給し、流体交絡ジェット(fluid entangling jet)によって前記エラストマー糸と前記非弾性糸とを交絡して複合弾性糸を形成する工程であって、前記非弾性糸が1.5%〜6.0%の供給過剰でジェットに供給される工程と、
c.前記複合弾性糸を約150℃〜約240℃の最高温度に加熱する工程と、
d.前記複合糸をパッケージへ巻き取る前に、前記加熱された複合糸を約60℃以下の平均温度に冷却する工程と
を含むことを特徴とする複合弾性糸の製造方法。
【請求項2】
前記エラストマー糸がスパンデックスであり、該スパンデックスが、互いに合糸された(coalesced together)6〜25の範囲のデニール数を有する個々のフィラメントよりなることを特徴とする請求項1に記載の方法。
【請求項3】
前記非弾性糸がナイロンおよびポリエステル糸よりなる群から選択されるマルチフィラメント合成糸であることを特徴とする請求項1に記載の方法。
【請求項4】
前記複合弾性糸が350〜700メートル毎分の速度で前記流体交絡ジェットから出ることを特徴とする請求項1に記載の方法。
【請求項5】
前記エラストマー糸を、前記流体交絡ジェットによって延伸される時のその長さのさらに2.0倍まで延伸する工程をさらに含むことを特徴とする請求項1に記載の方法。
【請求項6】
前記エラストマー糸がインライン・ヒーター(in−line heater)で0.5秒未満の滞留時間、加熱されることを特徴とする請求項1に記載の方法。
【請求項7】
前記複合弾性糸がインライン・ヒーターで1秒未満の滞留時間、加熱されることを特徴とする請求項1に記載の方法。
【請求項8】
前記エラストマー糸が前記流体交絡ジェットによって延伸される前に、その弛緩長さの少なくとも8倍に延伸されることを特徴とする請求項1に記載の方法。
【請求項9】
a.10〜140デニールおよび1〜15フィラメントのエラストマー糸を、第1加熱ゾーンで約80℃〜約220℃の範囲の温度に加熱しながら、その弛緩長さの2.0〜5.0倍に延伸する工程と、
b.前記エラストマー糸を、第2加熱ゾーンで約80℃〜220℃の範囲の温度に加熱しながらその延伸長さのさらに2.0〜3.0倍、さらに延伸する工程と、
c.前記延伸されたエラストマー糸と、10〜210デニールで少なくとも5つのフィラメントを有する非弾性糸とを一緒に供給し、流体交絡ジェットによって前記エラストマー糸と前記非弾性糸とを交絡して複合弾性糸を形成する工程であって、前記非弾性糸が1.5%〜6.0%の供給過剰でジェットに供給される工程と、
d.前記複合弾性糸を第3加熱ゾーンで約150℃〜約240℃の最高温度に加熱する工程と、
e.前記複合糸をパッケージへ巻き取る前に、前記加熱された複合糸を約60℃以下の平均温度に冷却する工程と
を含むことを特徴とする複合弾性糸の製造方法。
【請求項10】
前記エラストマー糸が、スパンデックスであり、該スパンデックスが、互いに合糸された6〜25の範囲のデニール数を有する個々のフィラメントよりなることを特徴とする請求項9に記載の方法。
【請求項11】
前記非弾性糸がナイロンおよびポリエステル糸よりなる群から選択されるマルチフィラメント合成糸であることを特徴とする請求項9に記載の方法。
【請求項12】
前記複合弾性糸が350〜700メートル毎分の速度で前記流体交絡ジェットから出ることを特徴とする請求項9に記載の方法。
【請求項13】
前記エラストマー糸を、前記流体交絡ジェットによって延伸される時のその長さのさらに2.0倍まで延伸する工程をさらに含むことを特徴とする請求項9に記載の方法。
【請求項14】
前記エラストマー糸が2つの加熱ゾーンで0.5秒未満の総滞留時間、加熱されることを特徴とする請求項9に記載の方法。
【請求項15】
前記複合弾性糸がインライン・ヒーターで1秒未満の滞留時間、加熱されることを特徴とする請求項9に記載の方法。
【請求項16】
前記エラストマー糸が前記流体交絡ジェットによって延伸される前に、その弛緩長さの少なくとも8倍に延伸されることを特徴とする請求項9に記載の方法。
【請求項17】
a.10〜140デニールおよび1〜15フィラメントのエラストマー糸を、該糸が周囲温度にある間にその弛緩長さの2.0〜5.0倍に延伸する工程と、
b.前記延伸されたエラストマー糸と、10〜210デニールで少なくとも5つのフィラメントを有する非弾性糸とを一緒に供給し、流体交絡ジェットによって前記エラストマー糸と前記非弾性糸とを交絡して複合弾性糸を形成する工程であって、前記非弾性糸が1.5%〜6.0%の供給過剰でジェットに供給される工程と、
c.前記複合弾性糸を約150℃〜約240℃の最高温度に加熱する工程と、
d.前記複合糸をパッケージへ巻き取る前に、前記加熱された複合糸を約60℃以下の平均温度に冷却する工程と
を含むことを特徴とする複合弾性糸の製造方法。
【請求項18】
前記エラストマー糸がスパンデックスであり、該スパンデックスが、互いに合糸された6〜25の範囲のデニール数を有する個々のフィラメントよりなることを特徴とする請求項17に記載の方法。
【請求項19】
前記非弾性糸がナイロンをはじめとするポリアミドおよびポリエステルよりなる群から選択されることを特徴とする請求項17に記載の方法。
【請求項20】
前記エラストマー糸を、前記流体交絡ジェットによって延伸される時のその長さのさらに2.0倍まで延伸する工程をさらに含むことを特徴とする請求項17に記載の方法。
【請求項21】
前記複合弾性糸がインライン・ヒーターで1秒未満の滞留時間、加熱されることを特徴とする請求項17に記載の方法。
【請求項22】
請求項1に記載の方法によって形成されることを特徴とする複合弾性糸。
【請求項23】
請求項9に記載の方法によって形成されることを特徴とする複合弾性糸。
【請求項24】
請求項17に記載の方法によって形成されることを特徴とする複合弾性糸。
【請求項25】
少なくとも靴下をはじめとする衣類の一部が、請求項1に記載の方法によって形成された複合弾性糸を用いて形成されていることを特徴とする衣類。
【請求項26】
少なくとも靴下をはじめとする衣類の一部が、請求項9に記載の方法によって形成された複合弾性糸を用いて形成されていることを特徴とする衣類。
【請求項27】
少なくとも靴下をはじめとする衣類の一部が、請求項17に記載の方法によって形成された複合弾性糸を用いて形成されていることを特徴とする衣類。
【請求項1】
a.10〜140デニールおよび1〜15フィラメントのエラストマー糸(elastomeric yarn)を、約80℃〜約150℃の範囲の温度に加熱しながらその弛緩長さ(relaxed length)の2.0〜7.0倍に延伸する工程と、
b.前記延伸されたエラストマー糸と、10〜210デニールで少なくとも5つのフィラメントを有する非弾性糸とを一緒に供給し、流体交絡ジェット(fluid entangling jet)によって前記エラストマー糸と前記非弾性糸とを交絡して複合弾性糸を形成する工程であって、前記非弾性糸が1.5%〜6.0%の供給過剰でジェットに供給される工程と、
c.前記複合弾性糸を約150℃〜約240℃の最高温度に加熱する工程と、
d.前記複合糸をパッケージへ巻き取る前に、前記加熱された複合糸を約60℃以下の平均温度に冷却する工程と
を含むことを特徴とする複合弾性糸の製造方法。
【請求項2】
前記エラストマー糸がスパンデックスであり、該スパンデックスが、互いに合糸された(coalesced together)6〜25の範囲のデニール数を有する個々のフィラメントよりなることを特徴とする請求項1に記載の方法。
【請求項3】
前記非弾性糸がナイロンおよびポリエステル糸よりなる群から選択されるマルチフィラメント合成糸であることを特徴とする請求項1に記載の方法。
【請求項4】
前記複合弾性糸が350〜700メートル毎分の速度で前記流体交絡ジェットから出ることを特徴とする請求項1に記載の方法。
【請求項5】
前記エラストマー糸を、前記流体交絡ジェットによって延伸される時のその長さのさらに2.0倍まで延伸する工程をさらに含むことを特徴とする請求項1に記載の方法。
【請求項6】
前記エラストマー糸がインライン・ヒーター(in−line heater)で0.5秒未満の滞留時間、加熱されることを特徴とする請求項1に記載の方法。
【請求項7】
前記複合弾性糸がインライン・ヒーターで1秒未満の滞留時間、加熱されることを特徴とする請求項1に記載の方法。
【請求項8】
前記エラストマー糸が前記流体交絡ジェットによって延伸される前に、その弛緩長さの少なくとも8倍に延伸されることを特徴とする請求項1に記載の方法。
【請求項9】
a.10〜140デニールおよび1〜15フィラメントのエラストマー糸を、第1加熱ゾーンで約80℃〜約220℃の範囲の温度に加熱しながら、その弛緩長さの2.0〜5.0倍に延伸する工程と、
b.前記エラストマー糸を、第2加熱ゾーンで約80℃〜220℃の範囲の温度に加熱しながらその延伸長さのさらに2.0〜3.0倍、さらに延伸する工程と、
c.前記延伸されたエラストマー糸と、10〜210デニールで少なくとも5つのフィラメントを有する非弾性糸とを一緒に供給し、流体交絡ジェットによって前記エラストマー糸と前記非弾性糸とを交絡して複合弾性糸を形成する工程であって、前記非弾性糸が1.5%〜6.0%の供給過剰でジェットに供給される工程と、
d.前記複合弾性糸を第3加熱ゾーンで約150℃〜約240℃の最高温度に加熱する工程と、
e.前記複合糸をパッケージへ巻き取る前に、前記加熱された複合糸を約60℃以下の平均温度に冷却する工程と
を含むことを特徴とする複合弾性糸の製造方法。
【請求項10】
前記エラストマー糸が、スパンデックスであり、該スパンデックスが、互いに合糸された6〜25の範囲のデニール数を有する個々のフィラメントよりなることを特徴とする請求項9に記載の方法。
【請求項11】
前記非弾性糸がナイロンおよびポリエステル糸よりなる群から選択されるマルチフィラメント合成糸であることを特徴とする請求項9に記載の方法。
【請求項12】
前記複合弾性糸が350〜700メートル毎分の速度で前記流体交絡ジェットから出ることを特徴とする請求項9に記載の方法。
【請求項13】
前記エラストマー糸を、前記流体交絡ジェットによって延伸される時のその長さのさらに2.0倍まで延伸する工程をさらに含むことを特徴とする請求項9に記載の方法。
【請求項14】
前記エラストマー糸が2つの加熱ゾーンで0.5秒未満の総滞留時間、加熱されることを特徴とする請求項9に記載の方法。
【請求項15】
前記複合弾性糸がインライン・ヒーターで1秒未満の滞留時間、加熱されることを特徴とする請求項9に記載の方法。
【請求項16】
前記エラストマー糸が前記流体交絡ジェットによって延伸される前に、その弛緩長さの少なくとも8倍に延伸されることを特徴とする請求項9に記載の方法。
【請求項17】
a.10〜140デニールおよび1〜15フィラメントのエラストマー糸を、該糸が周囲温度にある間にその弛緩長さの2.0〜5.0倍に延伸する工程と、
b.前記延伸されたエラストマー糸と、10〜210デニールで少なくとも5つのフィラメントを有する非弾性糸とを一緒に供給し、流体交絡ジェットによって前記エラストマー糸と前記非弾性糸とを交絡して複合弾性糸を形成する工程であって、前記非弾性糸が1.5%〜6.0%の供給過剰でジェットに供給される工程と、
c.前記複合弾性糸を約150℃〜約240℃の最高温度に加熱する工程と、
d.前記複合糸をパッケージへ巻き取る前に、前記加熱された複合糸を約60℃以下の平均温度に冷却する工程と
を含むことを特徴とする複合弾性糸の製造方法。
【請求項18】
前記エラストマー糸がスパンデックスであり、該スパンデックスが、互いに合糸された6〜25の範囲のデニール数を有する個々のフィラメントよりなることを特徴とする請求項17に記載の方法。
【請求項19】
前記非弾性糸がナイロンをはじめとするポリアミドおよびポリエステルよりなる群から選択されることを特徴とする請求項17に記載の方法。
【請求項20】
前記エラストマー糸を、前記流体交絡ジェットによって延伸される時のその長さのさらに2.0倍まで延伸する工程をさらに含むことを特徴とする請求項17に記載の方法。
【請求項21】
前記複合弾性糸がインライン・ヒーターで1秒未満の滞留時間、加熱されることを特徴とする請求項17に記載の方法。
【請求項22】
請求項1に記載の方法によって形成されることを特徴とする複合弾性糸。
【請求項23】
請求項9に記載の方法によって形成されることを特徴とする複合弾性糸。
【請求項24】
請求項17に記載の方法によって形成されることを特徴とする複合弾性糸。
【請求項25】
少なくとも靴下をはじめとする衣類の一部が、請求項1に記載の方法によって形成された複合弾性糸を用いて形成されていることを特徴とする衣類。
【請求項26】
少なくとも靴下をはじめとする衣類の一部が、請求項9に記載の方法によって形成された複合弾性糸を用いて形成されていることを特徴とする衣類。
【請求項27】
少なくとも靴下をはじめとする衣類の一部が、請求項17に記載の方法によって形成された複合弾性糸を用いて形成されていることを特徴とする衣類。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7A】
【図7B】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7A】
【図7B】
【公表番号】特表2006−522238(P2006−522238A)
【公表日】平成18年9月28日(2006.9.28)
【国際特許分類】
【出願番号】特願2006−509411(P2006−509411)
【出願日】平成16年3月26日(2004.3.26)
【国際出願番号】PCT/US2004/009514
【国際公開番号】WO2004/088014
【国際公開日】平成16年10月14日(2004.10.14)
【出願人】(505245302)インヴィスタ テクノロジー エスアエルエル (81)
【Fターム(参考)】
【公表日】平成18年9月28日(2006.9.28)
【国際特許分類】
【出願日】平成16年3月26日(2004.3.26)
【国際出願番号】PCT/US2004/009514
【国際公開番号】WO2004/088014
【国際公開日】平成16年10月14日(2004.10.14)
【出願人】(505245302)インヴィスタ テクノロジー エスアエルエル (81)
【Fターム(参考)】
[ Back to top ]