
複合成形体及びその製造方法
【課題】軽量かつ機械的強度に優れており、また擦れ音や軋み音の発生も防止することができ、かつ通気性、吸音性、意匠性、消臭性、芳香性、防虫性、難燃性等を有する複合成形体及びその製造方法を提供する。
【解決手段】発泡性樹脂粒子を金型内で加熱発泡して得られる無数の発泡セルが接触面において相互に融着され、かつ発泡セル間に連通気孔が形成されて通気性を有している発泡成形体の表面または表裏面に、繊維層を設けた複合成形体。また、前記の通気性を有している発泡成形体を簾として、この簾の上面から下面に向けて繊維を分散させた溶液を通過させることにより、発泡成形体の表面に繊維層を形成する複合成形体の製造方法。
【解決手段】発泡性樹脂粒子を金型内で加熱発泡して得られる無数の発泡セルが接触面において相互に融着され、かつ発泡セル間に連通気孔が形成されて通気性を有している発泡成形体の表面または表裏面に、繊維層を設けた複合成形体。また、前記の通気性を有している発泡成形体を簾として、この簾の上面から下面に向けて繊維を分散させた溶液を通過させることにより、発泡成形体の表面に繊維層を形成する複合成形体の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、軽量かつ機械的強度に優れており、また擦れ音や軋み音の発生も防止することができ、かつ通気性、吸音性、意匠性、消臭性、芳香性、防虫性、難燃性等を有する複合成形体及びその製造方法に関するものである。
【背景技術】
【0002】
従来から、発泡ポリスチレン樹脂や発泡ポリオレフィン樹脂は、魚箱と称される生鮮食品の保管、運搬用ボックス等に多く使用されている。このような魚箱は、水分や臭い等を外部に漏らさないようにする必要があるため、非通気性の構造となっていた。また、通気性が必要な場合には製品に穴を開けることにより通気性を確保していた。
【0003】
一方、本件出願人はこのような発泡樹脂成形体に通気性を持たせることで、より軽量かつ機械的強度にも優れた吸音材や壁材等として使用できることに着目し、新たに通気性を有する発泡成形体を開発し、発泡成形吸音体として先に特許出願している(特許文献1を参照)。
【0004】
また、通気性を有する発泡成形体は軽量性及び吸音性に優れているため、軽量化を図る自動車用の内装材や床下充填材としての利用が検討されている。しかしながら、自動車の場合は振動や熱など使用環境が苛酷であり、特許文献1の発泡成形体を、例えば床下充填材として用いた場合、成形品の破損に加え、共材または異種材と接触して擦れ音や軋み音を発し、車内環境を低下するという問題があった。また、近年、住宅は高機密化により住宅内部で発生する音が外に漏れにくくなっており、このため生活音が響いて家中に聞こえやすくなっているので、建築材料の吸音性が求められるようになってきた。
従って、軽量かつ機械的強度に優れており、また擦れ音や軋み音の発生も防止することができて、自動車の内装材や建築用吸音材や住宅用吸音材等に使用することができる新たな複合成形体の開発が望まれていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−110982号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記のような問題点を解決して、軽量かつ機械的強度に優れており、また擦れ音や軋み音の発生も防止することができ、かつ吸音性、意匠性、消臭性、芳香性、防虫性、難燃性等を有する複合成形体及びその製造方法を提供することを目的として完成されたものである。
【課題を解決するための手段】
【0007】
上記課題を解決するためになされた本発明は、発泡性樹脂粒子を金型内で加熱発泡して得られる無数の発泡セルが接触面において相互に融着され、かつ発泡セル間に連通気孔が形成されて通気性を有している発泡成形体の表面または表裏面に、繊維層を設けたことを特徴とする複合成形体であり、これを請求項1に係る発明とする。
【0008】
前記発泡成形体は、円形の粒体や、多角状の粒体や、円筒状あるいは多角形筒状の棒状体からなる発泡セルが相互に融着されて通気性を有するものであり、容積気孔率が10〜40%であることが好ましく、これを請求項2に係る発明とする。また、曲げ応力が0.15MPa以上であることが好ましく、これを請求項3に係る発明とする。
【0009】
また、繊維層に、接着剤、着色剤、消臭剤、芳香剤、防虫剤、難燃剤の1種又は2種以上が含有されていることが好ましく、これを請求項4に係る発明とする。
【0010】
更に、本発明は発泡性樹脂粒子を金型内で加熱発泡して得られる無数の発泡セルが接触面において相互に融着され、かつ発泡セル間に連通気孔が形成されて通気性を有している発泡成形体を簾として、この簾の上面から下面に向けて繊維を分散させた溶液を漉くことにより、発泡成形体の表面に繊維層を膠着させることを特徴とする複合成形体の製造方法であり、これを請求項5に係る発明とする。
【0011】
また、簾の下面側から吸引、もしくは簀の上面側から加圧して繊維を分散させた溶液を漉くようにすることが好ましく、これを請求項6に係る発明とする。
【発明の効果】
【0012】
請求項1に係る発明では、通気性を有している発泡成形体の表面または表裏面に、繊維層を設けたので、この繊維層が緩衝材となり発泡成形体が直接に自動車ボディに接触することがなく、擦れ音や軋み音の発生を防止することができる。また、繊維層との積層構造とすることで、成形体の機械的強度を向上させることができる。
【0013】
また、請求項2に係る発明では、前記発泡成形体の容積気孔率を10〜40%としたので、優れた吸音効果を発揮することができる。なお、発泡成形体を構成する発泡セルの形状としては、円形の粒体や、多角状の粒体や、円筒状あるいは多角形筒状の棒状体からなるもの等、いずれでもよい。
【0014】
また、請求項3に係る発明では、前記発泡成形体の曲げ応力を0.15MPa以上としたので、十分な機械的強度を保証することができる。
【0015】
請求項4に係る発明では、繊維層に、接着剤、着色剤、消臭剤、芳香剤、防虫剤、難燃剤の1種又は2種以上が含有されているものとしたので、繊維層の接着強度の向上や意匠性の向上、あるいは消臭性、芳香性、防虫性、難燃性の向上等、用途に応じて任意の性能を付加することが可能となる。
【0016】
また、請求項5に係る発明では、前記の通気性を有している発泡成形体を簾として、この簾の上面から下面に向けて繊維を分散させた溶液を漉くことにより、発泡成形体の表面に繊維層を膠着させるので、発泡成形体の表面に繊維層を設けた所定の品質の複合成形体を簡単に製造することができる。
【0017】
また、請求項6に係る発明では、簾の下面側から吸引、もしくは簀の上面側から加圧して繊維を分散させた溶液を漉くようにするので、より短時間に高品質の複合成形体を製造することができる。
【図面の簡単な説明】
【0018】
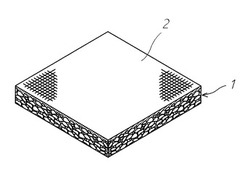
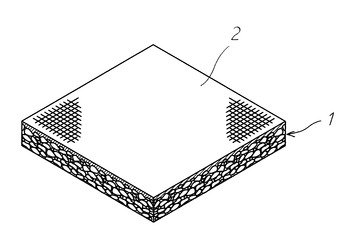
【図1】本発明の複合成形体を示す斜視図である。
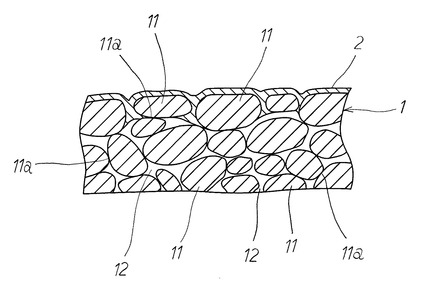
【図2】本発明の複合成形体の要部を示す拡大断面図である。
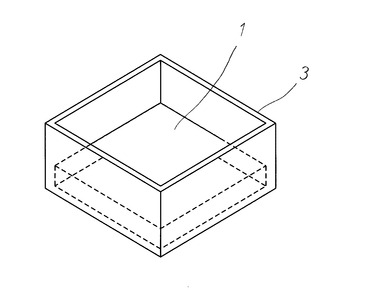
【図3】本発明の成形に使用する容器を示す斜視図である。
【図4】本発明の成形工程を示す説明図である。
【図5】本発明の複合成形体の周波数と吸音率の関係を示すグラフである。
【図6】本発明の複合成形体の曲げ応力を示すグラフである。
【発明を実施するための形態】
【0019】
以下に、図面を参照しつつ本発明の好ましい実施の形態を示す。
図1は、本発明の複合成形体を示す斜視図であり、図中、1は発泡成形体、2は発泡成形体1の表面に設けた繊維層である。前記発泡成形体1は、発泡ポリスチレン樹脂や発泡ポリオレフィン樹脂などの発泡性樹脂粒子を、型内に充填して加熱発泡して得られる無数の発泡セルで構成されたものである。
前記繊維層2は、植物、動物、化学繊維等の繊維を主成分とするものであり、機械的強度の大きい植物繊維ではマニラ麻からなるものが特に好ましい。
【0020】
次に、前記発泡成形体1について説明する。
図2に示すように、本発明の発泡成形体1は、型内において発泡性樹脂粒子が加熱発泡して得られる無数の発泡セル11で構成されており、隣接する発泡セル11、11は、接触面11a、11a、においてそれ自体が軟化溶融して結合している。即ち、その融着結合部は文字通り発泡樹脂素材が融合しているので、発泡樹脂素材と全く同一の物性を持っている。この発泡成形体1は、少なくとも3個の発泡セル11に囲まれる空間12が連なって形成される連通気孔からなる3次元細気孔を備えていて、通気性を有し、かつ次の物性を有するものである。
【0021】
即ち、この3次元細気孔は、全体の容積に対する細気孔の全容積比である容積気孔率が10〜40%であって、かつ発泡成形体自身としては0.15MPa以上の曲げ応力を有するものである。なお、この3次元細気孔は、多数に枝分かれしてジグザグに曲がりくねり、その内径は拡大・縮小の変化を不規則に繰り返すという複雑な空間経路を持っているので、進入した音波に対し、反射、干渉、共振などの減衰効果を発揮し、優れた吸音機能を発揮する。
【0022】
この容積気孔率が10%を下回ると、強度は増加するが吸音効果が不足するので吸音体としては好ましくない。一方、容積気孔率が40%を超える場合は、吸音効果が低下する傾向を示すうえ、機械的強度が得られ難いという構造上の理由から好ましくない。更に、本発明の吸音体の強度としては、少なくともハンドリングに耐える形状保持強度が必要である。
【0023】
また、本発明の発泡成形体1は通気性を有するものである。一例をあげると、本発明の発泡成形体1の発泡セルの形状は、そのカット断面が、略円形ないし長円形断面を持つ粒体であって、その大きさが長径基準で1.5〜5.5mmのものとなっている。これにより、吸音作用に必要な細気孔容積を得ることができる。また、個々の発泡セルは、その長径/短径の範囲が3.0以下の略長円形断面粒体としておけば、吸音作用に必要な細気孔容積が得られ易い。
その他、発泡セルの形状としては円形の粒体に限らず、多角状の粒体や、円筒状あるいは多角形筒状の棒状体でもよく、要は通気性を有する発泡成形体を構成するものであればよい。
【0024】
次に、前記発泡成形体1の表面に設ける繊維層2について説明する。
この繊維層2は、自動車用内装材として用いた場合に、発泡成形体1が共材または異種材と接触して擦れ音や軋み音を発生するのを防止する緩衝材としての目的で設けるもので、植物、動物、化学繊維を主成分とするものであり、機械的強度の大きい植物繊維ではマニラ麻からなるものが特に好ましい。
なお、図示のものでは、繊維層2を片方の表面にのみ設けた場合を示しているが、表裏面の双方に設けることもできる。また、用途に応じて特性の異なる2層以上の繊維層を設けることができるのも勿論である。
【0025】
前記繊維層2は、単に、接着剤等により発泡成形体1の表面に貼着したものでなく、紙漉きの技術を応用して形成したものであり、図2に示すように、繊維層2が発泡成形体1の表層部と表面の空間部に若干入り込んだ状態で膠着しており、接着剤を用いなくても、しっかりと固定された状態になっている。
しかも、繊維層2は通気性を有しているため、発泡成形体1の吸音効果を阻害することはない。また、発泡成形体1と繊維層2の複合物とすることで、成形体としての機械的強度を向上させることが可能となる。なお、前記JIS‐K7221の規定に従って曲げ強度を測定した結果は、曲げ応力が0.45MPa以上であり、発泡成形体単体の強度に比べて約2倍に向上していることが確認できた。
【0026】
次に、本発明の複合成形体の製造方法につき説明する。
図3に、本発明の成形に使用する容器の一例を示す。この容器3は、四角枠状のものであり、底部に前記の通気性を有している発泡成形体1をセットして、この発泡成形体1に紙漉き技術における簾の役割をはたす構成とする。
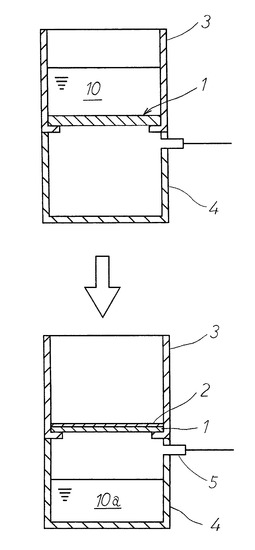
次いで、図4の上図に示すように、この容器3内に所定量の繊維を分散させた溶液10を注ぐ。この繊維を分散させた溶液10は、例えば、繊維を水に入れて放置後、ミキサーで撹拌して得ることができる。なお、4は回収用容器である。
【0027】
この時、前記繊維を分散させた溶液10に、接着剤を添加しておくと繊維層2が発泡成形体1の表面に強固に接着されることとなる。同様に、着色剤、消臭剤、芳香剤、防虫剤、難燃剤等の1種又は2種以上を含有させることもでき、意匠性の向上、あるいは消臭性、芳香性、難燃性の向上等などの性能を用途に応じて付加することができる。
【0028】
次いで、図4の下図に示すように、発泡成形体1を簾として、この簾の上面から下面に向けて繊維を分散させた溶液を漉くことにより、発泡成形体1の表面に繊維層2を膠着させる。なお、10aは回収溶液である。
繊維を分散させた溶液を漉くのは、自然落下でもよいが、成形時間を短縮するには、回収用容器4側に吸引器(図示せず)に連結した吸引口5を設けておき、簾の下面側から吸引力を作用させて繊維を分散させた溶液を漉くようにするとよい。その後、容器から取り出して乾燥させれば、発泡成形体1の表面に、繊維層2を設けた複合成形体が得られる。
【0029】
本発明の複合成形体は、通気性を有していて優れた吸音効果を発揮することができ、また、表面に繊維層を設けたので、この繊維層が緩衝材となり擦れ音や軋み音の発生を防止することができる。また、繊維層との積層構造とすることで、成形体の機械的強度を向上させることができる。
更には、用途に応じて任意に着色効果、消臭効果、芳香効果、防虫効果、難燃効果などをもたせることができ、自動車の内装材だけでなく、建築用吸音材や住宅用吸音材等にも使用することができる。
【実施例】
【0030】
発泡ポリスチレン樹脂の発泡性樹脂粒子を型内で加熱発泡して、発泡倍率が40倍、容積気孔率が10%、曲げ応力が0.15MPaの発泡成形体を成形した。
この発泡成形体から、150×150×25mmの板状体を切り出し、これを図4に示す溶器3の底面にセットした。
繊維を分散させた溶液は、小片に切断したマニラ麻1.125gを0.5リットルの水に入れて放置後、ミキサーで30秒間撹拌して得た。
図4に示すように、前記発泡成形体を簾として、この簾の上面から下面に向けて繊維を分散させた溶液を漉くことにより、発泡成形体の表面に繊維層を膠着させた。これを容器から取り出した後、乾燥させて図1に示すような発泡成形体の表面に、繊維層(約0.11mm)が膠着した複合成形体を得た。
【0031】
得られた複合成形体について、種々の物性評価を行った結果を以下に示す。
(1)通気性について
通気性は通気度試験機を使用して測定した。一定の流量[m3/cm2sec]のエアを通し、この時の圧力差[kPa]を測定し、通気抵抗[kPa sec/m]を求めた。本発明の複合成形体の通気抵抗は1.74[kPa sec/m]であり、発泡成形体単体の通気抵抗1.40[kPa sec/m]に比べて20%以上抵抗値が上昇していることが確認できた。これは、車内装材、建築用吸音材等として十分な通気性である。
【0032】
(2)吸音特性について
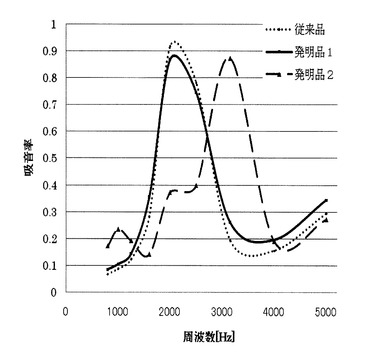
吸音性は、垂直入射吸音率測定器を使用し、資料は厚さ25mm、800〜5000Hzの周波数領域の測定(JIS A1405-1)を行なった。
図5は、本発明の複合成形体の周波数と吸音率の関係を示すグラフであるが、発明品1が発泡成形体単体(従来品)の吸音性とほぼ同等の吸音率であることが確認できた。また、例えば繊維の叩解度、繊維量等の条件を変えることにより吸音率のピーク周波数を変化させることも可能であることが確認できた(発明品2)。
【0033】
(3)曲げ強度について
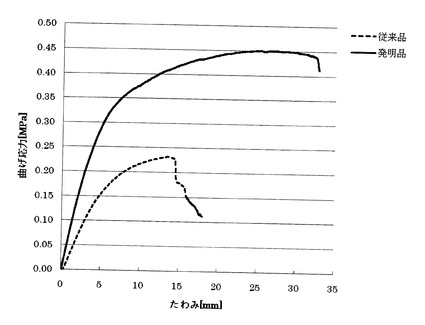
曲げ限界強度は、JIS‐K7221‐2に準拠する方法で測定した結果を、図6に示す。測定した限界荷重より計算した曲げ応力は、0.45MPaであり、発泡成形体単体の強度(0.23MPa)に比べて約2倍に向上していることが確認できた。
【0034】
(4)擦れ音や軋み音の発生防止について
擦れ音及び軋み音の評価は、発泡成形体をガラス板上で荷重を加えて、手動で往復回転運動させたときに音が発生するかどうか評価した。発泡成形体単体では擦れ音及び軋み音が発生したが、発明品では音は発生しなかった。
【符号の説明】
【0035】
1 発泡成形体
2 繊維層
3 容器
4 回収用容器
5 吸引口
10 繊維を分散させた溶液
10a 回収溶液
11 発泡セル
11a 接着面
12 空間
【技術分野】
【0001】
本発明は、軽量かつ機械的強度に優れており、また擦れ音や軋み音の発生も防止することができ、かつ通気性、吸音性、意匠性、消臭性、芳香性、防虫性、難燃性等を有する複合成形体及びその製造方法に関するものである。
【背景技術】
【0002】
従来から、発泡ポリスチレン樹脂や発泡ポリオレフィン樹脂は、魚箱と称される生鮮食品の保管、運搬用ボックス等に多く使用されている。このような魚箱は、水分や臭い等を外部に漏らさないようにする必要があるため、非通気性の構造となっていた。また、通気性が必要な場合には製品に穴を開けることにより通気性を確保していた。
【0003】
一方、本件出願人はこのような発泡樹脂成形体に通気性を持たせることで、より軽量かつ機械的強度にも優れた吸音材や壁材等として使用できることに着目し、新たに通気性を有する発泡成形体を開発し、発泡成形吸音体として先に特許出願している(特許文献1を参照)。
【0004】
また、通気性を有する発泡成形体は軽量性及び吸音性に優れているため、軽量化を図る自動車用の内装材や床下充填材としての利用が検討されている。しかしながら、自動車の場合は振動や熱など使用環境が苛酷であり、特許文献1の発泡成形体を、例えば床下充填材として用いた場合、成形品の破損に加え、共材または異種材と接触して擦れ音や軋み音を発し、車内環境を低下するという問題があった。また、近年、住宅は高機密化により住宅内部で発生する音が外に漏れにくくなっており、このため生活音が響いて家中に聞こえやすくなっているので、建築材料の吸音性が求められるようになってきた。
従って、軽量かつ機械的強度に優れており、また擦れ音や軋み音の発生も防止することができて、自動車の内装材や建築用吸音材や住宅用吸音材等に使用することができる新たな複合成形体の開発が望まれていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−110982号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記のような問題点を解決して、軽量かつ機械的強度に優れており、また擦れ音や軋み音の発生も防止することができ、かつ吸音性、意匠性、消臭性、芳香性、防虫性、難燃性等を有する複合成形体及びその製造方法を提供することを目的として完成されたものである。
【課題を解決するための手段】
【0007】
上記課題を解決するためになされた本発明は、発泡性樹脂粒子を金型内で加熱発泡して得られる無数の発泡セルが接触面において相互に融着され、かつ発泡セル間に連通気孔が形成されて通気性を有している発泡成形体の表面または表裏面に、繊維層を設けたことを特徴とする複合成形体であり、これを請求項1に係る発明とする。
【0008】
前記発泡成形体は、円形の粒体や、多角状の粒体や、円筒状あるいは多角形筒状の棒状体からなる発泡セルが相互に融着されて通気性を有するものであり、容積気孔率が10〜40%であることが好ましく、これを請求項2に係る発明とする。また、曲げ応力が0.15MPa以上であることが好ましく、これを請求項3に係る発明とする。
【0009】
また、繊維層に、接着剤、着色剤、消臭剤、芳香剤、防虫剤、難燃剤の1種又は2種以上が含有されていることが好ましく、これを請求項4に係る発明とする。
【0010】
更に、本発明は発泡性樹脂粒子を金型内で加熱発泡して得られる無数の発泡セルが接触面において相互に融着され、かつ発泡セル間に連通気孔が形成されて通気性を有している発泡成形体を簾として、この簾の上面から下面に向けて繊維を分散させた溶液を漉くことにより、発泡成形体の表面に繊維層を膠着させることを特徴とする複合成形体の製造方法であり、これを請求項5に係る発明とする。
【0011】
また、簾の下面側から吸引、もしくは簀の上面側から加圧して繊維を分散させた溶液を漉くようにすることが好ましく、これを請求項6に係る発明とする。
【発明の効果】
【0012】
請求項1に係る発明では、通気性を有している発泡成形体の表面または表裏面に、繊維層を設けたので、この繊維層が緩衝材となり発泡成形体が直接に自動車ボディに接触することがなく、擦れ音や軋み音の発生を防止することができる。また、繊維層との積層構造とすることで、成形体の機械的強度を向上させることができる。
【0013】
また、請求項2に係る発明では、前記発泡成形体の容積気孔率を10〜40%としたので、優れた吸音効果を発揮することができる。なお、発泡成形体を構成する発泡セルの形状としては、円形の粒体や、多角状の粒体や、円筒状あるいは多角形筒状の棒状体からなるもの等、いずれでもよい。
【0014】
また、請求項3に係る発明では、前記発泡成形体の曲げ応力を0.15MPa以上としたので、十分な機械的強度を保証することができる。
【0015】
請求項4に係る発明では、繊維層に、接着剤、着色剤、消臭剤、芳香剤、防虫剤、難燃剤の1種又は2種以上が含有されているものとしたので、繊維層の接着強度の向上や意匠性の向上、あるいは消臭性、芳香性、防虫性、難燃性の向上等、用途に応じて任意の性能を付加することが可能となる。
【0016】
また、請求項5に係る発明では、前記の通気性を有している発泡成形体を簾として、この簾の上面から下面に向けて繊維を分散させた溶液を漉くことにより、発泡成形体の表面に繊維層を膠着させるので、発泡成形体の表面に繊維層を設けた所定の品質の複合成形体を簡単に製造することができる。
【0017】
また、請求項6に係る発明では、簾の下面側から吸引、もしくは簀の上面側から加圧して繊維を分散させた溶液を漉くようにするので、より短時間に高品質の複合成形体を製造することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の複合成形体を示す斜視図である。
【図2】本発明の複合成形体の要部を示す拡大断面図である。
【図3】本発明の成形に使用する容器を示す斜視図である。
【図4】本発明の成形工程を示す説明図である。
【図5】本発明の複合成形体の周波数と吸音率の関係を示すグラフである。
【図6】本発明の複合成形体の曲げ応力を示すグラフである。
【発明を実施するための形態】
【0019】
以下に、図面を参照しつつ本発明の好ましい実施の形態を示す。
図1は、本発明の複合成形体を示す斜視図であり、図中、1は発泡成形体、2は発泡成形体1の表面に設けた繊維層である。前記発泡成形体1は、発泡ポリスチレン樹脂や発泡ポリオレフィン樹脂などの発泡性樹脂粒子を、型内に充填して加熱発泡して得られる無数の発泡セルで構成されたものである。
前記繊維層2は、植物、動物、化学繊維等の繊維を主成分とするものであり、機械的強度の大きい植物繊維ではマニラ麻からなるものが特に好ましい。
【0020】
次に、前記発泡成形体1について説明する。
図2に示すように、本発明の発泡成形体1は、型内において発泡性樹脂粒子が加熱発泡して得られる無数の発泡セル11で構成されており、隣接する発泡セル11、11は、接触面11a、11a、においてそれ自体が軟化溶融して結合している。即ち、その融着結合部は文字通り発泡樹脂素材が融合しているので、発泡樹脂素材と全く同一の物性を持っている。この発泡成形体1は、少なくとも3個の発泡セル11に囲まれる空間12が連なって形成される連通気孔からなる3次元細気孔を備えていて、通気性を有し、かつ次の物性を有するものである。
【0021】
即ち、この3次元細気孔は、全体の容積に対する細気孔の全容積比である容積気孔率が10〜40%であって、かつ発泡成形体自身としては0.15MPa以上の曲げ応力を有するものである。なお、この3次元細気孔は、多数に枝分かれしてジグザグに曲がりくねり、その内径は拡大・縮小の変化を不規則に繰り返すという複雑な空間経路を持っているので、進入した音波に対し、反射、干渉、共振などの減衰効果を発揮し、優れた吸音機能を発揮する。
【0022】
この容積気孔率が10%を下回ると、強度は増加するが吸音効果が不足するので吸音体としては好ましくない。一方、容積気孔率が40%を超える場合は、吸音効果が低下する傾向を示すうえ、機械的強度が得られ難いという構造上の理由から好ましくない。更に、本発明の吸音体の強度としては、少なくともハンドリングに耐える形状保持強度が必要である。
【0023】
また、本発明の発泡成形体1は通気性を有するものである。一例をあげると、本発明の発泡成形体1の発泡セルの形状は、そのカット断面が、略円形ないし長円形断面を持つ粒体であって、その大きさが長径基準で1.5〜5.5mmのものとなっている。これにより、吸音作用に必要な細気孔容積を得ることができる。また、個々の発泡セルは、その長径/短径の範囲が3.0以下の略長円形断面粒体としておけば、吸音作用に必要な細気孔容積が得られ易い。
その他、発泡セルの形状としては円形の粒体に限らず、多角状の粒体や、円筒状あるいは多角形筒状の棒状体でもよく、要は通気性を有する発泡成形体を構成するものであればよい。
【0024】
次に、前記発泡成形体1の表面に設ける繊維層2について説明する。
この繊維層2は、自動車用内装材として用いた場合に、発泡成形体1が共材または異種材と接触して擦れ音や軋み音を発生するのを防止する緩衝材としての目的で設けるもので、植物、動物、化学繊維を主成分とするものであり、機械的強度の大きい植物繊維ではマニラ麻からなるものが特に好ましい。
なお、図示のものでは、繊維層2を片方の表面にのみ設けた場合を示しているが、表裏面の双方に設けることもできる。また、用途に応じて特性の異なる2層以上の繊維層を設けることができるのも勿論である。
【0025】
前記繊維層2は、単に、接着剤等により発泡成形体1の表面に貼着したものでなく、紙漉きの技術を応用して形成したものであり、図2に示すように、繊維層2が発泡成形体1の表層部と表面の空間部に若干入り込んだ状態で膠着しており、接着剤を用いなくても、しっかりと固定された状態になっている。
しかも、繊維層2は通気性を有しているため、発泡成形体1の吸音効果を阻害することはない。また、発泡成形体1と繊維層2の複合物とすることで、成形体としての機械的強度を向上させることが可能となる。なお、前記JIS‐K7221の規定に従って曲げ強度を測定した結果は、曲げ応力が0.45MPa以上であり、発泡成形体単体の強度に比べて約2倍に向上していることが確認できた。
【0026】
次に、本発明の複合成形体の製造方法につき説明する。
図3に、本発明の成形に使用する容器の一例を示す。この容器3は、四角枠状のものであり、底部に前記の通気性を有している発泡成形体1をセットして、この発泡成形体1に紙漉き技術における簾の役割をはたす構成とする。
次いで、図4の上図に示すように、この容器3内に所定量の繊維を分散させた溶液10を注ぐ。この繊維を分散させた溶液10は、例えば、繊維を水に入れて放置後、ミキサーで撹拌して得ることができる。なお、4は回収用容器である。
【0027】
この時、前記繊維を分散させた溶液10に、接着剤を添加しておくと繊維層2が発泡成形体1の表面に強固に接着されることとなる。同様に、着色剤、消臭剤、芳香剤、防虫剤、難燃剤等の1種又は2種以上を含有させることもでき、意匠性の向上、あるいは消臭性、芳香性、難燃性の向上等などの性能を用途に応じて付加することができる。
【0028】
次いで、図4の下図に示すように、発泡成形体1を簾として、この簾の上面から下面に向けて繊維を分散させた溶液を漉くことにより、発泡成形体1の表面に繊維層2を膠着させる。なお、10aは回収溶液である。
繊維を分散させた溶液を漉くのは、自然落下でもよいが、成形時間を短縮するには、回収用容器4側に吸引器(図示せず)に連結した吸引口5を設けておき、簾の下面側から吸引力を作用させて繊維を分散させた溶液を漉くようにするとよい。その後、容器から取り出して乾燥させれば、発泡成形体1の表面に、繊維層2を設けた複合成形体が得られる。
【0029】
本発明の複合成形体は、通気性を有していて優れた吸音効果を発揮することができ、また、表面に繊維層を設けたので、この繊維層が緩衝材となり擦れ音や軋み音の発生を防止することができる。また、繊維層との積層構造とすることで、成形体の機械的強度を向上させることができる。
更には、用途に応じて任意に着色効果、消臭効果、芳香効果、防虫効果、難燃効果などをもたせることができ、自動車の内装材だけでなく、建築用吸音材や住宅用吸音材等にも使用することができる。
【実施例】
【0030】
発泡ポリスチレン樹脂の発泡性樹脂粒子を型内で加熱発泡して、発泡倍率が40倍、容積気孔率が10%、曲げ応力が0.15MPaの発泡成形体を成形した。
この発泡成形体から、150×150×25mmの板状体を切り出し、これを図4に示す溶器3の底面にセットした。
繊維を分散させた溶液は、小片に切断したマニラ麻1.125gを0.5リットルの水に入れて放置後、ミキサーで30秒間撹拌して得た。
図4に示すように、前記発泡成形体を簾として、この簾の上面から下面に向けて繊維を分散させた溶液を漉くことにより、発泡成形体の表面に繊維層を膠着させた。これを容器から取り出した後、乾燥させて図1に示すような発泡成形体の表面に、繊維層(約0.11mm)が膠着した複合成形体を得た。
【0031】
得られた複合成形体について、種々の物性評価を行った結果を以下に示す。
(1)通気性について
通気性は通気度試験機を使用して測定した。一定の流量[m3/cm2sec]のエアを通し、この時の圧力差[kPa]を測定し、通気抵抗[kPa sec/m]を求めた。本発明の複合成形体の通気抵抗は1.74[kPa sec/m]であり、発泡成形体単体の通気抵抗1.40[kPa sec/m]に比べて20%以上抵抗値が上昇していることが確認できた。これは、車内装材、建築用吸音材等として十分な通気性である。
【0032】
(2)吸音特性について
吸音性は、垂直入射吸音率測定器を使用し、資料は厚さ25mm、800〜5000Hzの周波数領域の測定(JIS A1405-1)を行なった。
図5は、本発明の複合成形体の周波数と吸音率の関係を示すグラフであるが、発明品1が発泡成形体単体(従来品)の吸音性とほぼ同等の吸音率であることが確認できた。また、例えば繊維の叩解度、繊維量等の条件を変えることにより吸音率のピーク周波数を変化させることも可能であることが確認できた(発明品2)。
【0033】
(3)曲げ強度について
曲げ限界強度は、JIS‐K7221‐2に準拠する方法で測定した結果を、図6に示す。測定した限界荷重より計算した曲げ応力は、0.45MPaであり、発泡成形体単体の強度(0.23MPa)に比べて約2倍に向上していることが確認できた。
【0034】
(4)擦れ音や軋み音の発生防止について
擦れ音及び軋み音の評価は、発泡成形体をガラス板上で荷重を加えて、手動で往復回転運動させたときに音が発生するかどうか評価した。発泡成形体単体では擦れ音及び軋み音が発生したが、発明品では音は発生しなかった。
【符号の説明】
【0035】
1 発泡成形体
2 繊維層
3 容器
4 回収用容器
5 吸引口
10 繊維を分散させた溶液
10a 回収溶液
11 発泡セル
11a 接着面
12 空間
【特許請求の範囲】
【請求項1】
発泡性樹脂粒子を金型内で加熱発泡して得られる無数の発泡セルが接触面において相互に融着され、かつ発泡セル間に連通気孔が形成されて通気性を有している発泡成形体の表面または表裏面に、繊維層を設けたことを特徴とする複合成形体。
【請求項2】
発泡成形体は、円形の粒体や、多角状の粒体や、円筒状あるいは多角形筒状の棒状体からなる発泡セルが相互に融着されて通気性を有するものであり、容積気孔率が10〜40%である請求項1に記載の複合成形体。
【請求項3】
発泡成形体は、曲げ応力が0.15MPa以上である請求項1に記載の複合成形体。
【請求項4】
繊維層に、接着剤、着色剤、消臭剤、芳香剤、防虫剤、難燃剤の1種又は2種以上が含有されている請求項1または2または3に記載の複合成形体。
【請求項5】
発泡性樹脂粒子を金型内で加熱発泡して得られる無数の発泡セルが接触面において相互に融着され、かつ発泡セル間に連通気孔が形成されて通気性を有している発泡成形体を簾として、この簾の上面から下面に向けて繊維を分散させた溶液を漉くことにより、発泡成形体の表面に繊維層を膠着させることを特徴とする複合成形体の製造方法。
【請求項6】
簾の下面側から吸引、もしくは簀の上面側から加圧して繊維を分散させた溶液を漉くようにした請求項5に記載の複合成形体の製造方法。
【請求項1】
発泡性樹脂粒子を金型内で加熱発泡して得られる無数の発泡セルが接触面において相互に融着され、かつ発泡セル間に連通気孔が形成されて通気性を有している発泡成形体の表面または表裏面に、繊維層を設けたことを特徴とする複合成形体。
【請求項2】
発泡成形体は、円形の粒体や、多角状の粒体や、円筒状あるいは多角形筒状の棒状体からなる発泡セルが相互に融着されて通気性を有するものであり、容積気孔率が10〜40%である請求項1に記載の複合成形体。
【請求項3】
発泡成形体は、曲げ応力が0.15MPa以上である請求項1に記載の複合成形体。
【請求項4】
繊維層に、接着剤、着色剤、消臭剤、芳香剤、防虫剤、難燃剤の1種又は2種以上が含有されている請求項1または2または3に記載の複合成形体。
【請求項5】
発泡性樹脂粒子を金型内で加熱発泡して得られる無数の発泡セルが接触面において相互に融着され、かつ発泡セル間に連通気孔が形成されて通気性を有している発泡成形体を簾として、この簾の上面から下面に向けて繊維を分散させた溶液を漉くことにより、発泡成形体の表面に繊維層を膠着させることを特徴とする複合成形体の製造方法。
【請求項6】
簾の下面側から吸引、もしくは簀の上面側から加圧して繊維を分散させた溶液を漉くようにした請求項5に記載の複合成形体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−35256(P2013−35256A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−175542(P2011−175542)
【出願日】平成23年8月11日(2011.8.11)
【出願人】(591209361)DAISEN株式会社 (9)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月11日(2011.8.11)
【出願人】(591209361)DAISEN株式会社 (9)
【Fターム(参考)】
[ Back to top ]