
複合成形体
【課題】ポリアミドと熱可塑性エラストマーとを用いて2色成形された複合体であって、高い引張強度で結合されている複合成形体を提供すること。
【解決手段】(A)芳香族ポリアミド樹脂および又は脂肪族ポリアミド樹脂、(B)スチレン系樹脂、(C)(A)及び(B)成分の相溶化剤を含有し、さらに(D)ガラス繊維又は炭素繊維を含有する熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーからなる成形体を含む複合成形体であり、(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.0〜5.0の範囲のものであリ、有機酸の含有量が2000ppm以下である樹脂組成物からなる複合成形体。
【解決手段】(A)芳香族ポリアミド樹脂および又は脂肪族ポリアミド樹脂、(B)スチレン系樹脂、(C)(A)及び(B)成分の相溶化剤を含有し、さらに(D)ガラス繊維又は炭素繊維を含有する熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーからなる成形体を含む複合成形体であり、(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.0〜5.0の範囲のものであリ、有機酸の含有量が2000ppm以下である樹脂組成物からなる複合成形体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電気・電子機器等のハウジング材として適した複合成形体に関する。
【背景技術】
【0002】
2種類の樹脂やエラストマー等を2色成形して得られる複合体が、各種分野で成形材料として使用されている。しかし、前記複合体は、組み合わせによっては、熱可塑性樹脂と熱可塑性エラストマーの間で剥離することがある。
【0003】
特許文献1では、ポリアミドと熱可塑性ポリウレタンとを重合配合比20〜80/80〜20で混合してなる樹脂組成物をコア材にし、ポリエーテルアミドと熱可塑性ポリウレタンとを重量配合比20〜80/80〜20で混合してなる樹脂組成物をスキン材として2色成形してなる2層射出成形品が開示されている。
【0004】
特許文献2には、予め第1材料を射出成形後、同じ金型内に第2材料を射出成形して得られる2色成形品(箱状成形品)が開示されている。第1材料はガラス繊維を含有するポリアミド樹脂等であり、第2材料はガラス繊維等を含有するポリアミド樹脂が記載されている。
【0005】
特許文献3には、ポリアミド等の熱可塑性樹脂と熱可塑性エラストマーを2色成形した、めっき複合体が開示されている。実施例では、ポリアミドとしてナイロン6を使用しており、芳香族ポリアミドについての記載はない。任意成分として強化繊維を使用できることが記載されているが、強化繊維を配合した具体例はない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3089434号公報
【特許文献2】特開平11−277572号公報
【特許文献3】特開2009−293121号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ポリアミドと熱可塑性エラストマーとを用いた二色成形品では、引張強度等で評価される互いの結合力が弱く、実用上は充分に満足できるものではなかった。特に耐熱性や機械的強度の観点から芳香族ポリアミドを使用する場合には、前記の引張強度で評価される互いの結合力が低いという問題があった。また、射出成形後にそりが生じるという問題もあった。
【0008】
本発明は、ポリアミドを含む樹脂成分と熱可塑性エラストマーとを用いて2色成形等により成形体された複合体であっても、樹脂成分と熱可塑性エラストマーとが高い引張強度で結合されている複合成形体を提供することを課題とする。
【課題を解決するための手段】
【0009】
本願請求項1の発明は、課題の解決手段として、
(A)芳香族ポリアミド樹脂、(B)スチレン系樹脂、(C)(A)及び(B)成分の相溶化剤を含有し、さらに(D)ガラス繊維又は炭素繊維を含有する熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーからなる成形体を含む複合成形体であり、
熱可塑性樹脂組成物中の(A)成分の芳香族ポリアミド樹脂と(B)成分のスチレン系樹脂の割合が、(A)成分60〜95質量%、(B)成分5〜40質量%であり、
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.0〜5.0の範囲のものであり、
有機酸の含有量が2000ppm以下である樹脂組成物からなる複合成形体を提供する。
【0010】
本願請求項2の発明は、課題の解決手段として、
(A’)脂肪族ポリアミド樹脂、(B)スチレン系樹脂、(C)(A’)及び(B)成分の相溶化剤を含有し、さらに(D)ガラス繊維又は炭素繊維を含有する熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーからなる成形体を含む複合成形体であり、
熱可塑性樹脂組成物中の(A’)成分の脂肪族ポリアミド樹脂と(B)成分のスチレン系樹脂の割合が、(A’)成分60〜95質量%、(B)成分5〜40質量%であり、
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.0〜5.0の範囲のものであり、
有機酸の含有量が3000ppm以下である樹脂組成物からなる複合成形体を提供する。
【0011】
本願請求項3の発明は、課題の解決手段として、
(A’’)芳香族ポリアミド樹脂と脂肪族ポリアミドからなるポリアミド樹脂、(B)スチレン系樹脂、(C)(A’’)及び(B)成分の相溶化剤を含有し、さらに(D)ガラス繊維又は炭素繊維を含有する熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーからなる成形体を含む複合成形体であり、
熱可塑性樹脂組成物中の(A’’)成分のポリアミド樹脂と(B)成分のスチレン系樹脂の割合が、(A’’)成分60〜95質量%、(B)成分5〜40質量%であり、
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.0〜5.0の範囲のものであり、
有機酸の含有量が2000ppm以下である樹脂組成物からなる複合成形体を提供する。
【発明の効果】
【0012】
本発明の複合成形体は、熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマーからなる成形体との結合力が高く、射出成形後の成形体のそりが抑制される。
【図面の簡単な説明】
【0013】
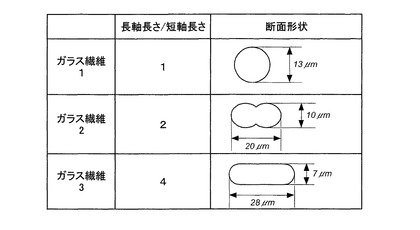
【図1】実施例及び比較例で使用したガラス繊維の長軸長さ/短軸長さの比率と断面形状を示す図。
【発明を実施するための形態】
【0014】
<熱可塑性樹脂組成物>
<(A)、(A’)、(A”)ポリアミド樹脂>
本発明で用いられるポリアミドは、
(A)芳香族ポリアミド樹脂、
(A’)脂肪族ポリアミド樹脂、
(A”)芳香族ポリアミド樹脂と脂肪族ポリアミド樹脂との組み合わせ、
から選択されるものである。
【0015】
芳香族ポリアミド樹脂としては、ポリヘキサメチレンテレフタルアミド(6T)、ポリヘキサメチレンイソフタルアミド(6I)、ポリ(m-キシリレンアジパミド)(MXD6)、ポリノナンメチレンテレフタルアミド(9T)や、それらの共重合体等の芳香族環を含むポリアミド等を挙げることができる。これらは単独で用いても良いし、2種以上を組み合わせて用いても良い。
【0016】
脂肪族ポリアミド樹脂としては、ナイロン6、ナイロン6・6、ナイロン6・9、ナイロン6・10、ナイロン6・12、ナイロン4・6、ナイロン11、ナイロン12等や、それらの共重合体等の脂肪族ポリアミド等を挙げることができる。
これらは単独で用いても良いし、2種以上を組み合わせて用いても良い。
【0017】
芳香族ポリアミド樹脂と脂肪族ポリアミド樹脂を組み合わせるときは、芳香族ポリアミド樹脂の含有量が50質量%以上であることが好ましく、60質量%以上であることがより好ましく、70質量%以上であることがさらに好ましい。
【0018】
(A”)成分として芳香族ポリアミドと脂肪族ポリアミドを併用するときは、芳香族ポリアミドと脂肪族ポリアミドの合計量が、上記の(A)及び(A’)成分と同様になるようにする。
【0019】
<(B)スチレン系樹脂>
(B)成分のスチレン系樹脂は、ABS樹脂、AS樹脂、ASA樹脂、AES樹脂、ACS樹脂、ASS樹脂、PS樹脂、HIPS樹脂、MS樹脂、MBS樹脂、MABS樹脂、SB樹脂、SBS樹脂、SEBS樹脂、SIS樹脂、SIPS樹脂、SEPS樹脂等を挙げることができる。
【0020】
(B)成分としてはABS樹脂及び/又はAS樹脂を含むことが好ましく、特に塊状重合法で得られたABS樹脂及び/又はAS樹脂を含み、乳化重合法で得られたABS樹脂やAS樹脂を含まないことが好ましい。
【0021】
ABS樹脂やAS樹脂が乳化重合法を適用して得た乳化重合品であるときには、製法に起因して残留する有機酸量が多くなる。このため、乳化重合品のABS樹脂を含む組成物を射出成形したとき、有機酸に由来するガスが発生して金型を汚染してしまい、その汚染物が成形体表面に付着して、塗装性を低下させるという問題が生じる。
一方、塊状重合品のABS樹脂やAS樹脂の場合には、前記の残留する有機酸はない。このため、熱可塑性エラストマーとの複合成形体にしたときには、特に塊状重合品を用いることによる効果が大きい。
【0022】
(A)成分として芳香族ポリアミドを用いるときは、(B)成分はABS樹脂及び/又はAS樹脂を含むようにすることが好ましく、(B)成分中のABS樹脂及び/又はAS樹脂の含有割合は40質量%以上であることが好ましく、50質量%以上であることがより好ましく、60質量%以上であることがさらに好ましい。
【0023】
(B)成分としてABS樹脂とAS樹脂を併用するときは、
乳化重合品のABS樹脂と塊状重合品のAS樹脂を組み合わせたとき、残留有機酸量を調整する目的で、調整量のAS樹脂を配合することができ、
又は(B)成分の中のゴム含有量を調整して、機械的強度を調整する目的で、調整量のAS樹脂を配合することができる。
【0024】
さらに(A)成分として芳香族ポリアミドを用い、(B)成分としてABS樹脂及び又はAS樹脂を用いるときは、ABS樹脂中及び/又はAS樹脂中の塊状重合品の含有割合は40質量%以上であることが好ましく、50質量%以上であることがより好ましく、60質量%以上であることがさらに好ましい。
【0025】
(A)成分として脂肪族ポリアミドを用いるときは、(B)成分はABS樹脂及び/又はAS樹脂を含むようにすることが好ましく、(B)成分中のABS樹脂及び/又はAS樹脂の含有量が30質量%以上であることが好ましく、40質量%以上であることがより好ましく、50質量%以上であることがさらに好ましい。
【0026】
さらに(A)成分として脂肪族ポリアミドを用い、(B)成分としてABS樹脂及び又はAS樹脂を用いるときは、ABS樹脂中及び又はAS樹脂の塊状重合品の含有割合は30質量%以上であることが好ましく、40質量%以上であることがより好ましく、50質量%以上であることがさらに好ましい。
【0027】
(A)成分の芳香族ポリアミドと(B)成分の割合は、
(A)成分が60〜95質量%、好ましくは65〜95質量%、より好ましくは70〜90質量%であり、
(B)成分が5〜40質量%、好ましくは5〜35質量%、より好ましくは10〜30質量%である。
【0028】
(A’)成分の脂肪族ポリアミドと(B)成分の割合は、
(A)成分が60〜95質量%、好ましくは65〜95質量%、より好ましくは70〜90質量%であり、
(B)成分が5〜40質量%、好ましくは5〜35質量%、より好ましくは10〜30質量%である。
【0029】
<(C)相溶化剤>
(C)成分の相溶化剤は、カルボン酸変性AS樹脂、カルボン酸変性アクリル樹脂、カルボン酸無水物変性マレイミド樹脂、カルボン酸変性ABS樹脂、カルボン酸無水物変性SEBS樹脂、カルボン酸無水物変性EPDMから選ばれるものを用いることができる。前記各カルボン酸又はその無水物としては、マレイン酸又はその無水物、アクリル酸又はメタクリル酸等を挙げることができる。
【0030】
(C)成分としては、マレイミド系モノマーを40質量%以上(好ましくは45質量%以上、より好ましくは50質量%以上)含むモノマー混合物から得られたカルボン酸無水物変性マレイミド樹脂が好ましい。
【0031】
マレイミド系モノマーは、マレイミド、N−メチルマレイミド、N−エチルマレイミド、N−プロピルマレイミド、N−イソプロピルマレイミド、N−シクロヘキシルマレイミド、N−フェニルマレイミド、N−トルイルマレイミド、N−キシリールマレイミド、N−ナフチルマレイミド、N−t−ブチルマレイミド、N−オルトクロルフェニルマレイミド、N−オルトメトキシフェニルマレイミドから選ばれる1又2以上を用いることができる。
【0032】
(C)成分の含有割合は、(A)及び(B)成分100質量部に対して0.2〜50質量部であり、好ましくは0.5〜20質量部、より好ましくは1〜10質量部である。
【0033】
<(D)ガラス繊維又は炭素繊維>
ガラス繊維は、公知のE−ガラス、D−ガラスからなるものを用いることができ、炭素繊維は公知のポリアクリロニトリル系、ピッチ系、レーヨン系等からなるものを用いることができる。
【0034】
(D)成分のガラス繊維又は炭素繊維は、長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.0〜5.0の範囲のものが好ましく、1.2〜5.0の範囲のものがより好ましく、2.0〜5.0の範囲のものがさらに好ましく、3.0〜5.0の範囲のものが特に好ましい。なお、長軸長さと短軸長さの比率が1.0の場合は、断面が円形であることを意味する。
【0035】
(D)成分のガラス繊維又は炭素繊維は、幅方向の断面形状が円形(図1に示すガラス繊維1)のもの、楕円形、多角形(二等辺三角形、正三角形、長方形、正方形、六角形、台形、菱形等)又は前記の多角形で角のみに丸みが付けられているものでもよいが、略繭玉形(図1に示すガラス繊維2)、略長円形(図1に示すガラス繊維3)のものが特に好ましい。
【0036】
なお、略繭玉形は、長さ方向及び幅方向の2つの中心軸からみて、左右対称のものでもよいし、非対称(但し、近似した形状)のものでもよいことを意味し、略長円形は、長さ方向及び幅方向の2つの中心軸からみて、左右対称(但し、近似した形状)のものでもよいし、非対称のものでもよいことを意味する。
【0037】
(D)成分の含有量は、(A)及び(B)成分の合計100質量部に対して10〜150質量部が好ましく、より好ましくは10〜120質量部であり、さらに好ましくは10〜110質量部である。
【0038】
<その他の成分>
本発明の熱可塑性樹脂組成物には、本発明の課題を解決できる範囲内で、上記以外の他の熱可塑性樹脂、潤滑剤、離型剤、帯電防止剤、難燃剤、着色剤等の各種添加剤を適宜組み合わせて添加することができる。
【0039】
本発明の樹脂組成物は、
(A)成分として芳香族ポリアミドを用いたときには、(B)成分に由来する残留有機酸量が2000ppm以下であり、好ましくは1500ppm以下であり、より好ましくは1000ppm以下であり;
(A’)成分として脂肪族ポリアミドを用いたときには、(B)成分に由来する残留有機酸量が3000ppm以下であり、好ましくは2000ppm以下であり、より好ましくは1500ppm以下であり;
(A”)成分として芳香族ポリアミドと脂肪族ポリアミドを用いたときには、(B)成分に由来する残留有機酸量が2000ppm以下であり、好ましくは1500ppm以下であり、より好ましくは1000ppm以下である。
【0040】
本発明の組成物で芳香族ポリアミドを用いた場合には、脂肪族ポリアミドを用いた場合と比べると、複合成形体の吸水率を低下させることができる。このため、吸水率が低いことを利用した用途への適用ができるようになる。
【0041】
<熱可塑性エラストマー>
熱可塑性エラストマーとしては、スチレン系熱可塑性エラストマー、ポリオレフィン系熱可塑性エラストマー、ポリ塩化ビニル系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、1,2−ポリブタジエン系熱可塑性エラストマー、トランスポリイソプレン系熱可塑性エラストマー、フッ素ゴム系熱可塑性エラストマー、塩素化ポリエチレン系熱可塑性エラストマー、動的架橋系熱可塑性エラストマー等から選ばれるものを挙げることができる。
【0042】
<複合成形体>
本発明の複合成形体は、熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマーからなる成形体を有するものであり、熱可塑性樹脂組成物と熱可塑性エラストマーを用い、多色射出成形又はインサート射出成形を適用して得ることができる。
【0043】
多色射出成形は周知の成形法であり、2本以上のシリンダーを有する多色成形機を用い、金型を反転させる方式や金型を拡大するコアーバック方式を適用して成形する方法である。また2以上の射出成形機を用いるインサート射出成形法も公知の方法を適用できる。
【0044】
本発明の複合成形体の製造に用いる熱可塑性樹脂組成物と熱可塑性エラストマーの割合は、用途に応じて適宜選択されるものである。
【0045】
本発明の複合成形体は、熱可塑性樹脂組成物の成形体部分と、熱可塑性エラストマーの成形体部分を有しているため、熱可塑性樹脂組成物の成形体部分を表側にして、弾性のある熱可塑性エラストマーの成形体部分を裏側にすることで、エラストマーが完全に成形品に接着することにより、防水のためのパッキンとして機能することができる。またコンピューター等のキーボードのキー、電話機等のキー、カメラの操作ボタンのような、繰り返し押されるような用途や、携帯電話用カバー、デジタルカメラ用カバーのようなヒンジ効果が必要な用途に好適となる。
また、各種製品の把手等の用途に適用することで、握ったときの柔らかな手触り感や滑り止めや衝撃吸収等の効果も得ることができる。
【実施例】
【0046】
実施例及び比較例
表1に示す熱可塑性樹脂組成物をV型タンブラーで混合後、二軸押出機(日本製鋼製、TEX30 シリンダー温度330℃(実施例1〜7、比較例1、4)、260℃(実施例8〜11、比較例2,3,5)にて溶融混錬し、ペレットを得た。ガラス繊維は、サイドフィードを用いて、途中から投入した。
この熱可塑性樹脂組成物ペレットとを330℃にて射出成形し、ISO多目的試験片(金型温度100℃)及び、120角平板(金型温度120℃)を作成した。
【0047】
(1)残留有機酸量(ppm;μg/g)
各組成物20mgを精密秤量したものをオーブン中に入れた状態にて、250℃で10分間加熱して発生したガスを−50℃の補集管でトラップした。その後、キューリーポイントで再度ガス化した。再度ガス化した試料をガスクロマトグラフィー分析装置(ヒューレットパッカード社製のHP5890II型,検出器:水素炎イオン検出器(FID),検出器温度:300℃)により分析し、試料中の有機酸量を測定した。有機酸量が多いほど、射出成形時の発生ガス量が多くなる。
(測定条件)
オーブン:100℃、5分間
100〜240℃(10℃/分で昇温)
【0048】
(2)曲げ弾性率
ISO178に準拠して測定した。
【0049】
(3)ノッチつきシャルピー衝撃試験
ISO179/1eAに準拠して測定した。
【0050】
(4)HDT
ISO75に準拠して測定した。
【0051】
(5)塗装性の評価
射出成形で作製した平板(100×100×2mm)の表面をイソプロパノールで脱脂し、2液型アクリルウレタン塗料(カシュー(株)製,ストロン100)で塗装し、乾燥(80℃×2時間)後、JIS K5400-1990の碁盤目テスト法で100マスの残目を数えて、塗装性を評価した。○表示は、100/100を示している。
【0052】
(6)そり
平らな水平面の上に、縦120mm×横120mm×厚み2mmのサイズに射出成形した平板を、その中央部が水平面と接触するように載置した。このとき、そりが生じている場合には各コーナー部が浮き上がる。
次に、各コーナー部を水平面に固定した後、固定したコーナー部に対して対角線上にあるコーナー部の水平面に対する高さ(持ち上がり高さ)を測定した。これを4つのコーナー部についても測定し、もっとも大きい持ち上がり高さについて、下記の4段階の基準で評価した。
◎:5mm未満
○:5mm以上8mm未満
△:8mm以上10mm未満
×:10mm以上
(7)接着性
ISO多目的試験片を長手方向の半分に切断し、切断した試験片の反ゲート部をISO多目的試験片の金型の反ゲート部分にインサートした後、熱可塑性エラストマーとして、ポリエステルエラストマー(東レデユポン(株)製のハイトレル-5557)を240℃の成形温度で成形した。
得られた2色成形ISO多目的試験片(引張りダンベル片)を引張り、破断面の観察から界面の接着性を評価した。
○:一部界面に材料破壊が認められるが、大部分の界面は接着状態を維持した
△:大部分が界面で剥離した
×:融着不可(複合成形体が得られない)
【表1】

【0053】
(A)、(A’) (A’’)成分
PP-1:ポリフタルアミド(PA6T),ダイセルエボニック(株),ベスタミド HT Plus M1000
PA-2:ポリアミド6(PA6),宇部興産(株),UBEナイロン1013B
PA-3:ポリアミド66(PA66),宇部興産(株),UBEナイロン2015B
(B)成分
ABS1:塊状重合ABS樹脂:日本エイアンドエル(株),サンタックAT-08
ABS2:乳化重合ABS樹脂(塩凝固処理):スチレン30質量%、アクリロニトリル10質量%
AS1:塊状重合AS樹脂:ダイセルポリマー(株),050SF
ABS3:乳化重合ABS樹脂(酸凝固処理):スチレン30質量%、アクリロニトリル10質量%
(C)成分
C-1:酸変性マレイミド樹脂:スチレン47質量%、N-フェニルマレイミド51質量%、無水マレイン酸2質量%、ガラス転移温度196℃、重量平均分子量12万、265℃10kgでのメルトフローレート4
C-2:酸変性AS:スチレン71質量%、アクリロニトリル24質量%、メタクリル酸5質量%
(D)成分
D-1:ガラス繊維1,日本電気硝子(株),ECS-03-T-120、長軸長さ/短軸長さ=1.0(図1参照)
D-2:ガラス繊維2,日東紡績(株),CSH 3PA-870S、長軸長さ/短軸長さ=2.0(図1参照)
D-3:ガラス繊維3,日東紡績(株),CSH 3PA-820S、長軸長さ/短軸長さ=4.0(図1参照)
【技術分野】
【0001】
本発明は、電気・電子機器等のハウジング材として適した複合成形体に関する。
【背景技術】
【0002】
2種類の樹脂やエラストマー等を2色成形して得られる複合体が、各種分野で成形材料として使用されている。しかし、前記複合体は、組み合わせによっては、熱可塑性樹脂と熱可塑性エラストマーの間で剥離することがある。
【0003】
特許文献1では、ポリアミドと熱可塑性ポリウレタンとを重合配合比20〜80/80〜20で混合してなる樹脂組成物をコア材にし、ポリエーテルアミドと熱可塑性ポリウレタンとを重量配合比20〜80/80〜20で混合してなる樹脂組成物をスキン材として2色成形してなる2層射出成形品が開示されている。
【0004】
特許文献2には、予め第1材料を射出成形後、同じ金型内に第2材料を射出成形して得られる2色成形品(箱状成形品)が開示されている。第1材料はガラス繊維を含有するポリアミド樹脂等であり、第2材料はガラス繊維等を含有するポリアミド樹脂が記載されている。
【0005】
特許文献3には、ポリアミド等の熱可塑性樹脂と熱可塑性エラストマーを2色成形した、めっき複合体が開示されている。実施例では、ポリアミドとしてナイロン6を使用しており、芳香族ポリアミドについての記載はない。任意成分として強化繊維を使用できることが記載されているが、強化繊維を配合した具体例はない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3089434号公報
【特許文献2】特開平11−277572号公報
【特許文献3】特開2009−293121号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ポリアミドと熱可塑性エラストマーとを用いた二色成形品では、引張強度等で評価される互いの結合力が弱く、実用上は充分に満足できるものではなかった。特に耐熱性や機械的強度の観点から芳香族ポリアミドを使用する場合には、前記の引張強度で評価される互いの結合力が低いという問題があった。また、射出成形後にそりが生じるという問題もあった。
【0008】
本発明は、ポリアミドを含む樹脂成分と熱可塑性エラストマーとを用いて2色成形等により成形体された複合体であっても、樹脂成分と熱可塑性エラストマーとが高い引張強度で結合されている複合成形体を提供することを課題とする。
【課題を解決するための手段】
【0009】
本願請求項1の発明は、課題の解決手段として、
(A)芳香族ポリアミド樹脂、(B)スチレン系樹脂、(C)(A)及び(B)成分の相溶化剤を含有し、さらに(D)ガラス繊維又は炭素繊維を含有する熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーからなる成形体を含む複合成形体であり、
熱可塑性樹脂組成物中の(A)成分の芳香族ポリアミド樹脂と(B)成分のスチレン系樹脂の割合が、(A)成分60〜95質量%、(B)成分5〜40質量%であり、
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.0〜5.0の範囲のものであり、
有機酸の含有量が2000ppm以下である樹脂組成物からなる複合成形体を提供する。
【0010】
本願請求項2の発明は、課題の解決手段として、
(A’)脂肪族ポリアミド樹脂、(B)スチレン系樹脂、(C)(A’)及び(B)成分の相溶化剤を含有し、さらに(D)ガラス繊維又は炭素繊維を含有する熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーからなる成形体を含む複合成形体であり、
熱可塑性樹脂組成物中の(A’)成分の脂肪族ポリアミド樹脂と(B)成分のスチレン系樹脂の割合が、(A’)成分60〜95質量%、(B)成分5〜40質量%であり、
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.0〜5.0の範囲のものであり、
有機酸の含有量が3000ppm以下である樹脂組成物からなる複合成形体を提供する。
【0011】
本願請求項3の発明は、課題の解決手段として、
(A’’)芳香族ポリアミド樹脂と脂肪族ポリアミドからなるポリアミド樹脂、(B)スチレン系樹脂、(C)(A’’)及び(B)成分の相溶化剤を含有し、さらに(D)ガラス繊維又は炭素繊維を含有する熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーからなる成形体を含む複合成形体であり、
熱可塑性樹脂組成物中の(A’’)成分のポリアミド樹脂と(B)成分のスチレン系樹脂の割合が、(A’’)成分60〜95質量%、(B)成分5〜40質量%であり、
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.0〜5.0の範囲のものであり、
有機酸の含有量が2000ppm以下である樹脂組成物からなる複合成形体を提供する。
【発明の効果】
【0012】
本発明の複合成形体は、熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマーからなる成形体との結合力が高く、射出成形後の成形体のそりが抑制される。
【図面の簡単な説明】
【0013】
【図1】実施例及び比較例で使用したガラス繊維の長軸長さ/短軸長さの比率と断面形状を示す図。
【発明を実施するための形態】
【0014】
<熱可塑性樹脂組成物>
<(A)、(A’)、(A”)ポリアミド樹脂>
本発明で用いられるポリアミドは、
(A)芳香族ポリアミド樹脂、
(A’)脂肪族ポリアミド樹脂、
(A”)芳香族ポリアミド樹脂と脂肪族ポリアミド樹脂との組み合わせ、
から選択されるものである。
【0015】
芳香族ポリアミド樹脂としては、ポリヘキサメチレンテレフタルアミド(6T)、ポリヘキサメチレンイソフタルアミド(6I)、ポリ(m-キシリレンアジパミド)(MXD6)、ポリノナンメチレンテレフタルアミド(9T)や、それらの共重合体等の芳香族環を含むポリアミド等を挙げることができる。これらは単独で用いても良いし、2種以上を組み合わせて用いても良い。
【0016】
脂肪族ポリアミド樹脂としては、ナイロン6、ナイロン6・6、ナイロン6・9、ナイロン6・10、ナイロン6・12、ナイロン4・6、ナイロン11、ナイロン12等や、それらの共重合体等の脂肪族ポリアミド等を挙げることができる。
これらは単独で用いても良いし、2種以上を組み合わせて用いても良い。
【0017】
芳香族ポリアミド樹脂と脂肪族ポリアミド樹脂を組み合わせるときは、芳香族ポリアミド樹脂の含有量が50質量%以上であることが好ましく、60質量%以上であることがより好ましく、70質量%以上であることがさらに好ましい。
【0018】
(A”)成分として芳香族ポリアミドと脂肪族ポリアミドを併用するときは、芳香族ポリアミドと脂肪族ポリアミドの合計量が、上記の(A)及び(A’)成分と同様になるようにする。
【0019】
<(B)スチレン系樹脂>
(B)成分のスチレン系樹脂は、ABS樹脂、AS樹脂、ASA樹脂、AES樹脂、ACS樹脂、ASS樹脂、PS樹脂、HIPS樹脂、MS樹脂、MBS樹脂、MABS樹脂、SB樹脂、SBS樹脂、SEBS樹脂、SIS樹脂、SIPS樹脂、SEPS樹脂等を挙げることができる。
【0020】
(B)成分としてはABS樹脂及び/又はAS樹脂を含むことが好ましく、特に塊状重合法で得られたABS樹脂及び/又はAS樹脂を含み、乳化重合法で得られたABS樹脂やAS樹脂を含まないことが好ましい。
【0021】
ABS樹脂やAS樹脂が乳化重合法を適用して得た乳化重合品であるときには、製法に起因して残留する有機酸量が多くなる。このため、乳化重合品のABS樹脂を含む組成物を射出成形したとき、有機酸に由来するガスが発生して金型を汚染してしまい、その汚染物が成形体表面に付着して、塗装性を低下させるという問題が生じる。
一方、塊状重合品のABS樹脂やAS樹脂の場合には、前記の残留する有機酸はない。このため、熱可塑性エラストマーとの複合成形体にしたときには、特に塊状重合品を用いることによる効果が大きい。
【0022】
(A)成分として芳香族ポリアミドを用いるときは、(B)成分はABS樹脂及び/又はAS樹脂を含むようにすることが好ましく、(B)成分中のABS樹脂及び/又はAS樹脂の含有割合は40質量%以上であることが好ましく、50質量%以上であることがより好ましく、60質量%以上であることがさらに好ましい。
【0023】
(B)成分としてABS樹脂とAS樹脂を併用するときは、
乳化重合品のABS樹脂と塊状重合品のAS樹脂を組み合わせたとき、残留有機酸量を調整する目的で、調整量のAS樹脂を配合することができ、
又は(B)成分の中のゴム含有量を調整して、機械的強度を調整する目的で、調整量のAS樹脂を配合することができる。
【0024】
さらに(A)成分として芳香族ポリアミドを用い、(B)成分としてABS樹脂及び又はAS樹脂を用いるときは、ABS樹脂中及び/又はAS樹脂中の塊状重合品の含有割合は40質量%以上であることが好ましく、50質量%以上であることがより好ましく、60質量%以上であることがさらに好ましい。
【0025】
(A)成分として脂肪族ポリアミドを用いるときは、(B)成分はABS樹脂及び/又はAS樹脂を含むようにすることが好ましく、(B)成分中のABS樹脂及び/又はAS樹脂の含有量が30質量%以上であることが好ましく、40質量%以上であることがより好ましく、50質量%以上であることがさらに好ましい。
【0026】
さらに(A)成分として脂肪族ポリアミドを用い、(B)成分としてABS樹脂及び又はAS樹脂を用いるときは、ABS樹脂中及び又はAS樹脂の塊状重合品の含有割合は30質量%以上であることが好ましく、40質量%以上であることがより好ましく、50質量%以上であることがさらに好ましい。
【0027】
(A)成分の芳香族ポリアミドと(B)成分の割合は、
(A)成分が60〜95質量%、好ましくは65〜95質量%、より好ましくは70〜90質量%であり、
(B)成分が5〜40質量%、好ましくは5〜35質量%、より好ましくは10〜30質量%である。
【0028】
(A’)成分の脂肪族ポリアミドと(B)成分の割合は、
(A)成分が60〜95質量%、好ましくは65〜95質量%、より好ましくは70〜90質量%であり、
(B)成分が5〜40質量%、好ましくは5〜35質量%、より好ましくは10〜30質量%である。
【0029】
<(C)相溶化剤>
(C)成分の相溶化剤は、カルボン酸変性AS樹脂、カルボン酸変性アクリル樹脂、カルボン酸無水物変性マレイミド樹脂、カルボン酸変性ABS樹脂、カルボン酸無水物変性SEBS樹脂、カルボン酸無水物変性EPDMから選ばれるものを用いることができる。前記各カルボン酸又はその無水物としては、マレイン酸又はその無水物、アクリル酸又はメタクリル酸等を挙げることができる。
【0030】
(C)成分としては、マレイミド系モノマーを40質量%以上(好ましくは45質量%以上、より好ましくは50質量%以上)含むモノマー混合物から得られたカルボン酸無水物変性マレイミド樹脂が好ましい。
【0031】
マレイミド系モノマーは、マレイミド、N−メチルマレイミド、N−エチルマレイミド、N−プロピルマレイミド、N−イソプロピルマレイミド、N−シクロヘキシルマレイミド、N−フェニルマレイミド、N−トルイルマレイミド、N−キシリールマレイミド、N−ナフチルマレイミド、N−t−ブチルマレイミド、N−オルトクロルフェニルマレイミド、N−オルトメトキシフェニルマレイミドから選ばれる1又2以上を用いることができる。
【0032】
(C)成分の含有割合は、(A)及び(B)成分100質量部に対して0.2〜50質量部であり、好ましくは0.5〜20質量部、より好ましくは1〜10質量部である。
【0033】
<(D)ガラス繊維又は炭素繊維>
ガラス繊維は、公知のE−ガラス、D−ガラスからなるものを用いることができ、炭素繊維は公知のポリアクリロニトリル系、ピッチ系、レーヨン系等からなるものを用いることができる。
【0034】
(D)成分のガラス繊維又は炭素繊維は、長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.0〜5.0の範囲のものが好ましく、1.2〜5.0の範囲のものがより好ましく、2.0〜5.0の範囲のものがさらに好ましく、3.0〜5.0の範囲のものが特に好ましい。なお、長軸長さと短軸長さの比率が1.0の場合は、断面が円形であることを意味する。
【0035】
(D)成分のガラス繊維又は炭素繊維は、幅方向の断面形状が円形(図1に示すガラス繊維1)のもの、楕円形、多角形(二等辺三角形、正三角形、長方形、正方形、六角形、台形、菱形等)又は前記の多角形で角のみに丸みが付けられているものでもよいが、略繭玉形(図1に示すガラス繊維2)、略長円形(図1に示すガラス繊維3)のものが特に好ましい。
【0036】
なお、略繭玉形は、長さ方向及び幅方向の2つの中心軸からみて、左右対称のものでもよいし、非対称(但し、近似した形状)のものでもよいことを意味し、略長円形は、長さ方向及び幅方向の2つの中心軸からみて、左右対称(但し、近似した形状)のものでもよいし、非対称のものでもよいことを意味する。
【0037】
(D)成分の含有量は、(A)及び(B)成分の合計100質量部に対して10〜150質量部が好ましく、より好ましくは10〜120質量部であり、さらに好ましくは10〜110質量部である。
【0038】
<その他の成分>
本発明の熱可塑性樹脂組成物には、本発明の課題を解決できる範囲内で、上記以外の他の熱可塑性樹脂、潤滑剤、離型剤、帯電防止剤、難燃剤、着色剤等の各種添加剤を適宜組み合わせて添加することができる。
【0039】
本発明の樹脂組成物は、
(A)成分として芳香族ポリアミドを用いたときには、(B)成分に由来する残留有機酸量が2000ppm以下であり、好ましくは1500ppm以下であり、より好ましくは1000ppm以下であり;
(A’)成分として脂肪族ポリアミドを用いたときには、(B)成分に由来する残留有機酸量が3000ppm以下であり、好ましくは2000ppm以下であり、より好ましくは1500ppm以下であり;
(A”)成分として芳香族ポリアミドと脂肪族ポリアミドを用いたときには、(B)成分に由来する残留有機酸量が2000ppm以下であり、好ましくは1500ppm以下であり、より好ましくは1000ppm以下である。
【0040】
本発明の組成物で芳香族ポリアミドを用いた場合には、脂肪族ポリアミドを用いた場合と比べると、複合成形体の吸水率を低下させることができる。このため、吸水率が低いことを利用した用途への適用ができるようになる。
【0041】
<熱可塑性エラストマー>
熱可塑性エラストマーとしては、スチレン系熱可塑性エラストマー、ポリオレフィン系熱可塑性エラストマー、ポリ塩化ビニル系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、1,2−ポリブタジエン系熱可塑性エラストマー、トランスポリイソプレン系熱可塑性エラストマー、フッ素ゴム系熱可塑性エラストマー、塩素化ポリエチレン系熱可塑性エラストマー、動的架橋系熱可塑性エラストマー等から選ばれるものを挙げることができる。
【0042】
<複合成形体>
本発明の複合成形体は、熱可塑性樹脂組成物からなる成形体と熱可塑性エラストマーからなる成形体を有するものであり、熱可塑性樹脂組成物と熱可塑性エラストマーを用い、多色射出成形又はインサート射出成形を適用して得ることができる。
【0043】
多色射出成形は周知の成形法であり、2本以上のシリンダーを有する多色成形機を用い、金型を反転させる方式や金型を拡大するコアーバック方式を適用して成形する方法である。また2以上の射出成形機を用いるインサート射出成形法も公知の方法を適用できる。
【0044】
本発明の複合成形体の製造に用いる熱可塑性樹脂組成物と熱可塑性エラストマーの割合は、用途に応じて適宜選択されるものである。
【0045】
本発明の複合成形体は、熱可塑性樹脂組成物の成形体部分と、熱可塑性エラストマーの成形体部分を有しているため、熱可塑性樹脂組成物の成形体部分を表側にして、弾性のある熱可塑性エラストマーの成形体部分を裏側にすることで、エラストマーが完全に成形品に接着することにより、防水のためのパッキンとして機能することができる。またコンピューター等のキーボードのキー、電話機等のキー、カメラの操作ボタンのような、繰り返し押されるような用途や、携帯電話用カバー、デジタルカメラ用カバーのようなヒンジ効果が必要な用途に好適となる。
また、各種製品の把手等の用途に適用することで、握ったときの柔らかな手触り感や滑り止めや衝撃吸収等の効果も得ることができる。
【実施例】
【0046】
実施例及び比較例
表1に示す熱可塑性樹脂組成物をV型タンブラーで混合後、二軸押出機(日本製鋼製、TEX30 シリンダー温度330℃(実施例1〜7、比較例1、4)、260℃(実施例8〜11、比較例2,3,5)にて溶融混錬し、ペレットを得た。ガラス繊維は、サイドフィードを用いて、途中から投入した。
この熱可塑性樹脂組成物ペレットとを330℃にて射出成形し、ISO多目的試験片(金型温度100℃)及び、120角平板(金型温度120℃)を作成した。
【0047】
(1)残留有機酸量(ppm;μg/g)
各組成物20mgを精密秤量したものをオーブン中に入れた状態にて、250℃で10分間加熱して発生したガスを−50℃の補集管でトラップした。その後、キューリーポイントで再度ガス化した。再度ガス化した試料をガスクロマトグラフィー分析装置(ヒューレットパッカード社製のHP5890II型,検出器:水素炎イオン検出器(FID),検出器温度:300℃)により分析し、試料中の有機酸量を測定した。有機酸量が多いほど、射出成形時の発生ガス量が多くなる。
(測定条件)
オーブン:100℃、5分間
100〜240℃(10℃/分で昇温)
【0048】
(2)曲げ弾性率
ISO178に準拠して測定した。
【0049】
(3)ノッチつきシャルピー衝撃試験
ISO179/1eAに準拠して測定した。
【0050】
(4)HDT
ISO75に準拠して測定した。
【0051】
(5)塗装性の評価
射出成形で作製した平板(100×100×2mm)の表面をイソプロパノールで脱脂し、2液型アクリルウレタン塗料(カシュー(株)製,ストロン100)で塗装し、乾燥(80℃×2時間)後、JIS K5400-1990の碁盤目テスト法で100マスの残目を数えて、塗装性を評価した。○表示は、100/100を示している。
【0052】
(6)そり
平らな水平面の上に、縦120mm×横120mm×厚み2mmのサイズに射出成形した平板を、その中央部が水平面と接触するように載置した。このとき、そりが生じている場合には各コーナー部が浮き上がる。
次に、各コーナー部を水平面に固定した後、固定したコーナー部に対して対角線上にあるコーナー部の水平面に対する高さ(持ち上がり高さ)を測定した。これを4つのコーナー部についても測定し、もっとも大きい持ち上がり高さについて、下記の4段階の基準で評価した。
◎:5mm未満
○:5mm以上8mm未満
△:8mm以上10mm未満
×:10mm以上
(7)接着性
ISO多目的試験片を長手方向の半分に切断し、切断した試験片の反ゲート部をISO多目的試験片の金型の反ゲート部分にインサートした後、熱可塑性エラストマーとして、ポリエステルエラストマー(東レデユポン(株)製のハイトレル-5557)を240℃の成形温度で成形した。
得られた2色成形ISO多目的試験片(引張りダンベル片)を引張り、破断面の観察から界面の接着性を評価した。
○:一部界面に材料破壊が認められるが、大部分の界面は接着状態を維持した
△:大部分が界面で剥離した
×:融着不可(複合成形体が得られない)
【表1】
【0053】
(A)、(A’) (A’’)成分
PP-1:ポリフタルアミド(PA6T),ダイセルエボニック(株),ベスタミド HT Plus M1000
PA-2:ポリアミド6(PA6),宇部興産(株),UBEナイロン1013B
PA-3:ポリアミド66(PA66),宇部興産(株),UBEナイロン2015B
(B)成分
ABS1:塊状重合ABS樹脂:日本エイアンドエル(株),サンタックAT-08
ABS2:乳化重合ABS樹脂(塩凝固処理):スチレン30質量%、アクリロニトリル10質量%
AS1:塊状重合AS樹脂:ダイセルポリマー(株),050SF
ABS3:乳化重合ABS樹脂(酸凝固処理):スチレン30質量%、アクリロニトリル10質量%
(C)成分
C-1:酸変性マレイミド樹脂:スチレン47質量%、N-フェニルマレイミド51質量%、無水マレイン酸2質量%、ガラス転移温度196℃、重量平均分子量12万、265℃10kgでのメルトフローレート4
C-2:酸変性AS:スチレン71質量%、アクリロニトリル24質量%、メタクリル酸5質量%
(D)成分
D-1:ガラス繊維1,日本電気硝子(株),ECS-03-T-120、長軸長さ/短軸長さ=1.0(図1参照)
D-2:ガラス繊維2,日東紡績(株),CSH 3PA-870S、長軸長さ/短軸長さ=2.0(図1参照)
D-3:ガラス繊維3,日東紡績(株),CSH 3PA-820S、長軸長さ/短軸長さ=4.0(図1参照)
【特許請求の範囲】
【請求項1】
(A)芳香族ポリアミド樹脂、(B)スチレン系樹脂、(C)(A)及び(B)成分の相溶化剤を含有し、さらに(D)ガラス繊維又は炭素繊維を含有する熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーからなる成形体を含む複合成形体であり、
熱可塑性樹脂組成物中の(A)成分の芳香族ポリアミド樹脂と(B)成分のスチレン系樹脂の割合が、(A)成分60〜95質量%、(B)成分5〜40質量%であり、
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.0〜5.0の範囲のものであり、
有機酸の含有量が2000ppm以下である樹脂組成物からなる複合成形体。
【請求項2】
(A’)脂肪族ポリアミド樹脂、(B)スチレン系樹脂、(C)(A’)及び(B)成分の相溶化剤を含有し、さらに(D)ガラス繊維又は炭素繊維を含有する熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーからなる成形体を含む複合成形体であり、
熱可塑性樹脂組成物中の(A’)成分の脂肪族ポリアミド樹脂と(B)成分のスチレン系樹脂の割合が、(A’)成分60〜95質量%、(B)成分5〜40質量%であり、
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.0〜5.0の範囲のものであり、
有機酸の含有量が3000ppm以下である樹脂組成物からなる複合成形体。
【請求項3】
(A’’)芳香族ポリアミド樹脂と脂肪族ポリアミドからなるポリアミド樹脂、(B)スチレン系樹脂、(C)(A’’)及び(B)成分の相溶化剤を含有し、さらに(D)ガラス繊維又は炭素繊維を含有する熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーからなる成形体を含む複合成形体であり、
熱可塑性樹脂組成物中の(A’’)成分のポリアミド樹脂と(B)成分のスチレン系樹脂の割合が、(A’’)成分60〜95質量%、(B)成分5〜40質量%であり、
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.0〜5.0の範囲のものであり、
有機酸の含有量が2000ppm以下である樹脂組成物からなる複合成形体。
【請求項4】
(B)成分のスチレン系樹脂がABS樹脂及び/又はAS樹脂を含んでおり、前記ABS樹脂とAS樹脂が、塊状重合で製造されたABS樹脂とAS樹脂を60質量%以上含み、乳化重合で製造されたものを含まないものである、請求項1又は2記載の複合成形体。
【請求項5】
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.2〜5.0の範囲のものである、請求項1〜4のいずれか1項記載の複合成形体。
【請求項6】
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が2.0〜5.0の範囲のものである、請求項1〜4のいずれか1項記載の複合成形体。
【請求項7】
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面形状が略繭玉形又は略長円形のものである、請求項1〜6のいずれか1項記載の複合成形体。
【請求項1】
(A)芳香族ポリアミド樹脂、(B)スチレン系樹脂、(C)(A)及び(B)成分の相溶化剤を含有し、さらに(D)ガラス繊維又は炭素繊維を含有する熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーからなる成形体を含む複合成形体であり、
熱可塑性樹脂組成物中の(A)成分の芳香族ポリアミド樹脂と(B)成分のスチレン系樹脂の割合が、(A)成分60〜95質量%、(B)成分5〜40質量%であり、
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.0〜5.0の範囲のものであり、
有機酸の含有量が2000ppm以下である樹脂組成物からなる複合成形体。
【請求項2】
(A’)脂肪族ポリアミド樹脂、(B)スチレン系樹脂、(C)(A’)及び(B)成分の相溶化剤を含有し、さらに(D)ガラス繊維又は炭素繊維を含有する熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーからなる成形体を含む複合成形体であり、
熱可塑性樹脂組成物中の(A’)成分の脂肪族ポリアミド樹脂と(B)成分のスチレン系樹脂の割合が、(A’)成分60〜95質量%、(B)成分5〜40質量%であり、
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.0〜5.0の範囲のものであり、
有機酸の含有量が3000ppm以下である樹脂組成物からなる複合成形体。
【請求項3】
(A’’)芳香族ポリアミド樹脂と脂肪族ポリアミドからなるポリアミド樹脂、(B)スチレン系樹脂、(C)(A’’)及び(B)成分の相溶化剤を含有し、さらに(D)ガラス繊維又は炭素繊維を含有する熱可塑性樹脂組成物からなる成形体と、熱可塑性エラストマーからなる成形体を含む複合成形体であり、
熱可塑性樹脂組成物中の(A’’)成分のポリアミド樹脂と(B)成分のスチレン系樹脂の割合が、(A’’)成分60〜95質量%、(B)成分5〜40質量%であり、
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.0〜5.0の範囲のものであり、
有機酸の含有量が2000ppm以下である樹脂組成物からなる複合成形体。
【請求項4】
(B)成分のスチレン系樹脂がABS樹脂及び/又はAS樹脂を含んでおり、前記ABS樹脂とAS樹脂が、塊状重合で製造されたABS樹脂とAS樹脂を60質量%以上含み、乳化重合で製造されたものを含まないものである、請求項1又は2記載の複合成形体。
【請求項5】
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が1.2〜5.0の範囲のものである、請求項1〜4のいずれか1項記載の複合成形体。
【請求項6】
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面の長軸長さと短軸長さの比率(長軸長さ/短軸長さ)が2.0〜5.0の範囲のものである、請求項1〜4のいずれか1項記載の複合成形体。
【請求項7】
(D)成分のガラス繊維又は炭素繊維が、幅方向の断面形状が略繭玉形又は略長円形のものである、請求項1〜6のいずれか1項記載の複合成形体。
【図1】

【公開番号】特開2011−224895(P2011−224895A)
【公開日】平成23年11月10日(2011.11.10)
【国際特許分類】
【出願番号】特願2010−97750(P2010−97750)
【出願日】平成22年4月21日(2010.4.21)
【出願人】(501041528)ダイセルポリマー株式会社 (144)
【Fターム(参考)】
【公開日】平成23年11月10日(2011.11.10)
【国際特許分類】
【出願日】平成22年4月21日(2010.4.21)
【出願人】(501041528)ダイセルポリマー株式会社 (144)
【Fターム(参考)】
[ Back to top ]