
複合材成形用通気パッドおよび複合材成形方法
【課題】複合材成形における気道の確保
【解決手段】 複合材成形用通気パッド20は、可撓性を有するモノフィラメント31を、織製し又は編んだ網材22で形成した。また、必要に応じて、網材22の表面に不織布21、23を取り付けてもよい。
【解決手段】 複合材成形用通気パッド20は、可撓性を有するモノフィラメント31を、織製し又は編んだ網材22で形成した。また、必要に応じて、網材22の表面に不織布21、23を取り付けてもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は複合材成形用通気パッドおよび複合材成形方法に関するものである。
【背景技術】
【0002】
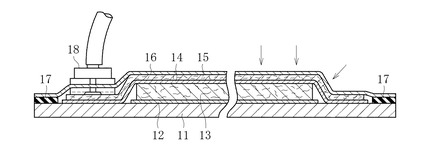
近年、航空機や自動車などの産業において繊維で補強された熱硬化樹脂からなる複合材料の成形品が用いられている。そして、斯かる複合材料の成形品の品質を向上させる成形方法として、特開平10−296864号公報、特開平6−210640号公報に開示されているように、真空成形法をさらに高度に改良したオートクレーブ法がある。オートクレーブ法は、例えば、図4に示すように、成形型11に、離型フィルム12、複合材料13(プリプレグシート)、離型フィルム14、通気パッド15、真空パックフィルム16の順で重ね、周囲をシール材17で気密にシールする。そして、真空パックフィルム16の端部に真空パックフィルム16内を真空引きする吸気ポート18を設けて真空引きする。さらに、オートクレーブ内で、加圧し、熱硬化樹脂の硬化温度に加熱して成形している。これにより、大気圧よりも格段に高い加圧力で成形することができる。通気パッド15には、ポリエステルやナイロンを撚り合わせた不織布のパッドが用いられている(特開平6−210640号公報)。
【特許文献1】特開平10−296864号公報
【特許文献2】特開平6−210640号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
複合材料13によっては、硬化時に水蒸気などの気体が発生するものがある。発生した気体は真空パックフィルム16の端部に設置した吸気ポート18から吸引している。特に、大型の成形品では、成形品の中央部で気体が発生した場合、真空パックフィルム16の端部に設置した吸気ポート18から吸引するため、数メートルから数十メートル程度の長い距離を吸気するような場合もある。しかし、ポリエステルやナイロンを撚り合わせた材料からなる通気パッド15は、オートクレーブ内の加圧条件によっては、複合材料13と真空パックフィルム16の間で押し潰されてしまう場合がある。このため、通気パッド15が押し潰されていると、気道が塞がれ、成形品の中央部で発生した気体を上手く吸引することができない場合がある。このような場合においては、複合材料内の真空度が低下し、気体が複合材料内に残留する恐れがあるとともに、複合材料の表面に均一な圧力が掛からなくなる恐れがある。気体が複合材料内に残留すると成形品にボイドが生じる恐れがあり、成形品の品質が低下する。
【課題を解決するための手段】
【0004】
本発明に係る複合材成形用通気パッドは、可撓性を有するモノフィラメントを、織製し又は編んだ網材で形成したことを特徴としている。また、必要に応じて、網材の表面に不織布を取り付けてもよい。
【発明の効果】
【0005】
この複合材成形用通気パッドによれば、可撓性を有するモノフィラメントを、織製し又は編んだ網材で形成したので、オートクレーブ法のように加熱加圧された場合でも完全には押し潰されず、長い距離であっても吸気用の気道を確保することができる。このため、大型の成形品を成形する場合に硬化時に成形品の中央部で気体が発生した場合でも、発生した気体を上手く吸引除去することができる。また、網材の表面に不織布を取り付けたものは、複合材成形において、複合材料側に不織布を取り付けた面を向けて設置することにより、成形品の表面に網材が押しあたった跡がエンボス状に残るのを防止することができる。また、複合材成形において、真空パックフィルム側に不織布を取り付けた面を向けて設置することにより、網材が真空パックフィルムに直接押し当たるのを防止でき、真空パックフィルムを保護できる。
【発明を実施するための最良の形態】
【0006】
以下、本発明の一実施形態に係る複合材成形用通気パッドを図面に基づいて説明する。なお、同一の作用を奏する部材、部位には同じ符号を付している。
【0007】
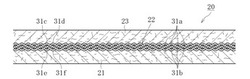
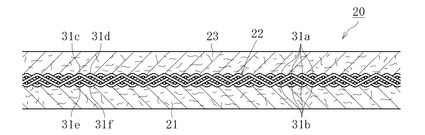
この複合材成形用通気パッド20は、図1に示すように、不織布21、網材22、不織布23の順で積層した3層構造で構成している。
【0008】
網材22は、可撓性を有する線材31(31a〜31f)を織製したものであり、この実施形態では、線材31としてポリエステルのモノフィラメントを用いて網材22を織っている。この網材22の織り方は、図1に示すように、緯糸31a、31bを2層に引渡し、緯糸31a、31bに直交する方向に複数の経糸31c〜31fを挿通したものであり、隣接する経糸31c〜31fの挿通位置をずらしながら2層の緯糸31a、31b間および2層の緯糸31a、31bの外側に経糸31c〜31fを挿通したものである。この織り方によれば、2層の緯糸31a、31bの間に広く空隙が形成される。なお、モノフィラメントに織り癖をつけるため、織った状態で熱を当てるいわゆるヒートセットを施してもよい。
【0009】
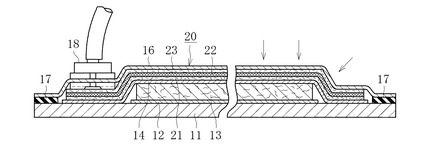
この網材22は、可撓性を有するモノフィラメントを織製したものであるから、図2に示すように、オートクレーブ法により加圧力を受けても、線材31a〜31fの剛性および弾性反力により、形状を維持するとともに完全に押し潰されることはなく、複合材料13と真空パックフィルム16との間に空隙を維持することができ、網材22の面方向に気道を確保することができる。
【0010】
なお、網材22は上記のものに限らず、例えば、網材22の織り方は、種々の公知の織り方を採用することができる。また、網材22は、可撓性を有するモノフィラメントを編んだものでもよい。編み方についても種々の公知の編み方を採用することができる。例えば、網材22に所要の厚みが出るように、コイル状に編むとよい。また、線材の材質については、可撓性を有するモノフィラメントとして、ポリエステルのモノフィラメントを例示したが、上記の他、ポリアミドやポリプロピレンなどの樹脂製のモノフィラメントを用いることもできる。使用する用途、例えば、オートクレーブ法などの複合材成形における熱硬化性樹脂の硬化温度や加圧力を考慮し、斯かる硬化温度に対して十分に耐熱性を有し、かつ、加圧力に対して押し潰されない耐力を備えたものを適宜選択するとよい。なお、線材には、ステンレスなどの金属製の線材を採用することもできなくはないが、樹脂製のモノフィラメントは軽く、取り扱い易いため、より実用的である。
【0011】
この実施形態では、複合材成形用通気パッド20は、不織布21、網材22、不織布23の順で積層した3層構造で構成している。不織布21、23は、例えば、網材22の両面にステープル状のウエブ層を形成し、ニードルパンチングを施し、網材22の両面に絡め合わせるとともに不織布として形成するとよい。なお、不織布21、23の取り付け方は、これに限らず、例えば、接着や熱融着により取り付けてもよい。また、不織布21、23は、特に、樹脂製の繊維を用いる場合には、オートクレーブ法などの複合材成形における熱硬化性樹脂の硬化温度で溶融しないものを適宜選択するとよい。
【0012】
また、複合材成形において、図2に示すように、網材22の複合材料13側に配設された不織布21は、複合材料13(成形品)の表面に網材22が押し当たった跡がエンボス状に残るのを防止することができる。網材22の真空パックフィルム16側に配設された不織布21は、網材22が真空パックフィルム16に直接押し当たるのを防止でき、真空パックフィルム16を保護できる。
【0013】
この複合材成形用通気パッド20によれば、可撓性を有するモノフィラメント31を、織製した網材22で形成した部位が、オートクレーブ法で加圧された場合でも完全には押し潰されず、長い距離であっても吸気用の気道を確保することができる。このため、大型の成形品で硬化時に成形品の中央部で気体が発生した場合でも、発生した気体を上手く吸引除去することができる。
【0014】
以上、本発明の一実施形態に係る複合材成形用通気パッドを説明したが、本発明はこれに限定されるものではない。
【0015】
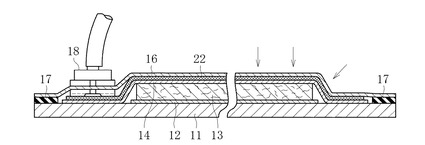
また、網材の表面に不織布を取り付けたものは、複合材成形において、成形品の表面に網材が押しあたった跡がエンボス状に残るのを防止したり、真空パックフィルムを保護したりする効果があるが、これらは複合材成形用通気パッドの好適な一形態を示したものである。例えば、成形品の表面に網材が押しあたった跡がエンボス状に残るのを防止する必要がない場合や、真空パックフィルムに丈夫なものが用いられているような場合には、複合材成形用通気パッドとしては、図3に示すように、可撓性を有するモノフィラメントを、織製し又は編んだ網材22で形成してもよい。
【0016】
また、網材22の表面に取り付ける不織布21、22は、上述した実施形態のように網材22の両側に取り付けてもよいし、図示は省略するが、網材の片側のみでもよい。この場合、複合材成形において、複合材料側に不織布を取り付けた面を向けて設置することにより、成形品の表面に網材が押しあたった跡がエンボス状に残るのを防止することができる。また、複合材成形において、真空パックフィルム側に不織布を取り付けた面を向けて設置することにより、網材が真空パックフィルムに直接押し当たるのを防止でき、真空パックフィルムを保護できる。
【0017】
また、成形型に、複合材料と、通気パッドと、真空パックフィルムを重ねて、真空パックフィルム内を真空引きする複合材成形には、成形型と、複合材料と、通気パッドと、真空パックフィルムとのそれぞれの間に離型フィルム等、その他のものを挟む場合が含まれる。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施形態に係る複合材成形用通気パッドを示す縦断面図。
【図2】本発明の一実施形態に係る複合材成形用通気パッドの使用状態を示す縦断面図。
【図3】本発明の他の実施形態に係る複合材成形用通気パッドの使用状態を示す縦断面図。
【図4】オートクレーブ法を示す図。
【符号の説明】
【0019】
20 複合材成形用通気パッド
21、23 不織布
22 網材
31a〜31f 線材(モノフィラメント)
【技術分野】
【0001】
本発明は複合材成形用通気パッドおよび複合材成形方法に関するものである。
【背景技術】
【0002】
近年、航空機や自動車などの産業において繊維で補強された熱硬化樹脂からなる複合材料の成形品が用いられている。そして、斯かる複合材料の成形品の品質を向上させる成形方法として、特開平10−296864号公報、特開平6−210640号公報に開示されているように、真空成形法をさらに高度に改良したオートクレーブ法がある。オートクレーブ法は、例えば、図4に示すように、成形型11に、離型フィルム12、複合材料13(プリプレグシート)、離型フィルム14、通気パッド15、真空パックフィルム16の順で重ね、周囲をシール材17で気密にシールする。そして、真空パックフィルム16の端部に真空パックフィルム16内を真空引きする吸気ポート18を設けて真空引きする。さらに、オートクレーブ内で、加圧し、熱硬化樹脂の硬化温度に加熱して成形している。これにより、大気圧よりも格段に高い加圧力で成形することができる。通気パッド15には、ポリエステルやナイロンを撚り合わせた不織布のパッドが用いられている(特開平6−210640号公報)。
【特許文献1】特開平10−296864号公報
【特許文献2】特開平6−210640号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
複合材料13によっては、硬化時に水蒸気などの気体が発生するものがある。発生した気体は真空パックフィルム16の端部に設置した吸気ポート18から吸引している。特に、大型の成形品では、成形品の中央部で気体が発生した場合、真空パックフィルム16の端部に設置した吸気ポート18から吸引するため、数メートルから数十メートル程度の長い距離を吸気するような場合もある。しかし、ポリエステルやナイロンを撚り合わせた材料からなる通気パッド15は、オートクレーブ内の加圧条件によっては、複合材料13と真空パックフィルム16の間で押し潰されてしまう場合がある。このため、通気パッド15が押し潰されていると、気道が塞がれ、成形品の中央部で発生した気体を上手く吸引することができない場合がある。このような場合においては、複合材料内の真空度が低下し、気体が複合材料内に残留する恐れがあるとともに、複合材料の表面に均一な圧力が掛からなくなる恐れがある。気体が複合材料内に残留すると成形品にボイドが生じる恐れがあり、成形品の品質が低下する。
【課題を解決するための手段】
【0004】
本発明に係る複合材成形用通気パッドは、可撓性を有するモノフィラメントを、織製し又は編んだ網材で形成したことを特徴としている。また、必要に応じて、網材の表面に不織布を取り付けてもよい。
【発明の効果】
【0005】
この複合材成形用通気パッドによれば、可撓性を有するモノフィラメントを、織製し又は編んだ網材で形成したので、オートクレーブ法のように加熱加圧された場合でも完全には押し潰されず、長い距離であっても吸気用の気道を確保することができる。このため、大型の成形品を成形する場合に硬化時に成形品の中央部で気体が発生した場合でも、発生した気体を上手く吸引除去することができる。また、網材の表面に不織布を取り付けたものは、複合材成形において、複合材料側に不織布を取り付けた面を向けて設置することにより、成形品の表面に網材が押しあたった跡がエンボス状に残るのを防止することができる。また、複合材成形において、真空パックフィルム側に不織布を取り付けた面を向けて設置することにより、網材が真空パックフィルムに直接押し当たるのを防止でき、真空パックフィルムを保護できる。
【発明を実施するための最良の形態】
【0006】
以下、本発明の一実施形態に係る複合材成形用通気パッドを図面に基づいて説明する。なお、同一の作用を奏する部材、部位には同じ符号を付している。
【0007】
この複合材成形用通気パッド20は、図1に示すように、不織布21、網材22、不織布23の順で積層した3層構造で構成している。
【0008】
網材22は、可撓性を有する線材31(31a〜31f)を織製したものであり、この実施形態では、線材31としてポリエステルのモノフィラメントを用いて網材22を織っている。この網材22の織り方は、図1に示すように、緯糸31a、31bを2層に引渡し、緯糸31a、31bに直交する方向に複数の経糸31c〜31fを挿通したものであり、隣接する経糸31c〜31fの挿通位置をずらしながら2層の緯糸31a、31b間および2層の緯糸31a、31bの外側に経糸31c〜31fを挿通したものである。この織り方によれば、2層の緯糸31a、31bの間に広く空隙が形成される。なお、モノフィラメントに織り癖をつけるため、織った状態で熱を当てるいわゆるヒートセットを施してもよい。
【0009】
この網材22は、可撓性を有するモノフィラメントを織製したものであるから、図2に示すように、オートクレーブ法により加圧力を受けても、線材31a〜31fの剛性および弾性反力により、形状を維持するとともに完全に押し潰されることはなく、複合材料13と真空パックフィルム16との間に空隙を維持することができ、網材22の面方向に気道を確保することができる。
【0010】
なお、網材22は上記のものに限らず、例えば、網材22の織り方は、種々の公知の織り方を採用することができる。また、網材22は、可撓性を有するモノフィラメントを編んだものでもよい。編み方についても種々の公知の編み方を採用することができる。例えば、網材22に所要の厚みが出るように、コイル状に編むとよい。また、線材の材質については、可撓性を有するモノフィラメントとして、ポリエステルのモノフィラメントを例示したが、上記の他、ポリアミドやポリプロピレンなどの樹脂製のモノフィラメントを用いることもできる。使用する用途、例えば、オートクレーブ法などの複合材成形における熱硬化性樹脂の硬化温度や加圧力を考慮し、斯かる硬化温度に対して十分に耐熱性を有し、かつ、加圧力に対して押し潰されない耐力を備えたものを適宜選択するとよい。なお、線材には、ステンレスなどの金属製の線材を採用することもできなくはないが、樹脂製のモノフィラメントは軽く、取り扱い易いため、より実用的である。
【0011】
この実施形態では、複合材成形用通気パッド20は、不織布21、網材22、不織布23の順で積層した3層構造で構成している。不織布21、23は、例えば、網材22の両面にステープル状のウエブ層を形成し、ニードルパンチングを施し、網材22の両面に絡め合わせるとともに不織布として形成するとよい。なお、不織布21、23の取り付け方は、これに限らず、例えば、接着や熱融着により取り付けてもよい。また、不織布21、23は、特に、樹脂製の繊維を用いる場合には、オートクレーブ法などの複合材成形における熱硬化性樹脂の硬化温度で溶融しないものを適宜選択するとよい。
【0012】
また、複合材成形において、図2に示すように、網材22の複合材料13側に配設された不織布21は、複合材料13(成形品)の表面に網材22が押し当たった跡がエンボス状に残るのを防止することができる。網材22の真空パックフィルム16側に配設された不織布21は、網材22が真空パックフィルム16に直接押し当たるのを防止でき、真空パックフィルム16を保護できる。
【0013】
この複合材成形用通気パッド20によれば、可撓性を有するモノフィラメント31を、織製した網材22で形成した部位が、オートクレーブ法で加圧された場合でも完全には押し潰されず、長い距離であっても吸気用の気道を確保することができる。このため、大型の成形品で硬化時に成形品の中央部で気体が発生した場合でも、発生した気体を上手く吸引除去することができる。
【0014】
以上、本発明の一実施形態に係る複合材成形用通気パッドを説明したが、本発明はこれに限定されるものではない。
【0015】
また、網材の表面に不織布を取り付けたものは、複合材成形において、成形品の表面に網材が押しあたった跡がエンボス状に残るのを防止したり、真空パックフィルムを保護したりする効果があるが、これらは複合材成形用通気パッドの好適な一形態を示したものである。例えば、成形品の表面に網材が押しあたった跡がエンボス状に残るのを防止する必要がない場合や、真空パックフィルムに丈夫なものが用いられているような場合には、複合材成形用通気パッドとしては、図3に示すように、可撓性を有するモノフィラメントを、織製し又は編んだ網材22で形成してもよい。
【0016】
また、網材22の表面に取り付ける不織布21、22は、上述した実施形態のように網材22の両側に取り付けてもよいし、図示は省略するが、網材の片側のみでもよい。この場合、複合材成形において、複合材料側に不織布を取り付けた面を向けて設置することにより、成形品の表面に網材が押しあたった跡がエンボス状に残るのを防止することができる。また、複合材成形において、真空パックフィルム側に不織布を取り付けた面を向けて設置することにより、網材が真空パックフィルムに直接押し当たるのを防止でき、真空パックフィルムを保護できる。
【0017】
また、成形型に、複合材料と、通気パッドと、真空パックフィルムを重ねて、真空パックフィルム内を真空引きする複合材成形には、成形型と、複合材料と、通気パッドと、真空パックフィルムとのそれぞれの間に離型フィルム等、その他のものを挟む場合が含まれる。
【図面の簡単な説明】
【0018】
【図1】本発明の一実施形態に係る複合材成形用通気パッドを示す縦断面図。
【図2】本発明の一実施形態に係る複合材成形用通気パッドの使用状態を示す縦断面図。
【図3】本発明の他の実施形態に係る複合材成形用通気パッドの使用状態を示す縦断面図。
【図4】オートクレーブ法を示す図。
【符号の説明】
【0019】
20 複合材成形用通気パッド
21、23 不織布
22 網材
31a〜31f 線材(モノフィラメント)
【特許請求の範囲】
【請求項1】
可撓性を有するモノフィラメントを、織製し又は編んだ網材で形成した複合材成形用通気パッド。
【請求項2】
網材の表面に不織布を取り付けたことを特徴とする請求項1に記載の複合材成形用通気パッド。
【請求項3】
成形型に、複合材料と、通気パッドと、真空パックフィルムを重ねて、真空パックフィルム内を真空引きする複合材成形において、通気パッドに請求項1又は請求項2に記載の複合材成形用通気パッドを用いたことを特徴とする複合材成形方法。
【請求項1】
可撓性を有するモノフィラメントを、織製し又は編んだ網材で形成した複合材成形用通気パッド。
【請求項2】
網材の表面に不織布を取り付けたことを特徴とする請求項1に記載の複合材成形用通気パッド。
【請求項3】
成形型に、複合材料と、通気パッドと、真空パックフィルムを重ねて、真空パックフィルム内を真空引きする複合材成形において、通気パッドに請求項1又は請求項2に記載の複合材成形用通気パッドを用いたことを特徴とする複合材成形方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−169841(P2007−169841A)
【公開日】平成19年7月5日(2007.7.5)
【国際特許分類】
【出願番号】特願2005−370527(P2005−370527)
【出願日】平成17年12月22日(2005.12.22)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【出願人】(000238234)シキボウ株式会社 (33)
【Fターム(参考)】
【公開日】平成19年7月5日(2007.7.5)
【国際特許分類】
【出願日】平成17年12月22日(2005.12.22)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【出願人】(000238234)シキボウ株式会社 (33)
【Fターム(参考)】
[ Back to top ]