
複合材料から作られるターボ機械ブレードを製造する方法
組み込まれる下部および/または頂部プラットフォームを有する複合材ターボ機械ブレードを製造する方法であって、 ブレード翼形−および−根元部プリフォーム部分(220、230)を含む単一体の可撓性繊維ブランクを作るように3次元製織を用いるステップと、剛性化繊維強化材を備えるブレードプラットフォーム要素(400、500)を別々に作るステップであり、製造されるべきブレードの翼形の輪郭の形状の少なくとも1つの開口が、プラットフォーム要素に成形されるステップと、プラットフォーム要素を繊維ブランクと組み立てるようにブレードを変形させながら、プラットフォーム要素をその開口を介して可撓性繊維ブランクに係合させるステップと、製造されるべきブレードの形状に近い形状のプラットフォーム(200)を得るために、その上に組み立てられるプラットフォーム要素と共に繊維ブランクを成形するステップと、シェーパでプリフォームをその形状に圧密するステップと、最後に、組み込まれたプラットフォームを有する複合材ブレードを得るために、マトリックスをプリフォームに導入するステップとを含むことを特徴とする、方法。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、組み込まれる下部および/または頂部プラットフォームを有する複合材ターボ機械ブレードの製造に関する。
【背景技術】
【0002】
意図される分野は、航空機用エンジン、または産業用タービン用のガスタービンブレードの分野である。
【0003】
ターボ機械用の複合材ブレードを作る提案が既にされている。例示として、欧州特許第1526285号明細書を参照し、該文献は、3次元製織により繊維プリフォームを作ることによって、およびこのプリフォームをマトリックスで高密度化することによってファンブレードを製造することを説明している。
【0004】
さらに、使用中に高温に曝されるターボ機械の構造部品を作るために、熱構造複合材料、および特にセラミックマトリックス複合(CMC)材料を用いる提案が既にされている。金属合金と比べると、このような材料は、構造部品を構成するのに必要とされる機械的特性をも有しながら、高温性能の改善および重量の低減をもたらすことができる。特に航空機用エンジンガスタービンの場合には、重量を低減させ、温度の増加による汚染放出物を減少させることが望まれる。
【0005】
欧州特許第1801354号明細書は、樹脂で予備含浸されるプライをドレーピングすることによって、および樹脂を部分的に重合させることによってブレード翼形および根元部用のプリフォーム、ならびにプラットフォーム用のプリフォームを別々に成形することを説明している。プラットフォームプリフォームは、その根元部にわたって、ブレード翼形−および−根元部プリフォームの対向面に対して配置される側材を有する。重合を続けた後にバインダ(珪素)による含浸が、プラットフォームの側材およびブレード根元部の向かい合う面を一緒に接合するために行われる。
【0006】
予備重合によって与えられる剛性化により、翼形輪郭の所定形状を得ることが可能な複雑性が制限される。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】欧州特許第1526285号明細書
【特許文献2】欧州特許第1801354号明細書
【特許文献3】米国特許第7200912号明細書
【特許文献4】国際公開第2006/136755号
【特許文献5】仏国特許出願公開第08/54937号明細書
【特許文献6】米国特許第5246736号明細書
【特許文献7】米国特許第5965266号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
ブレードが比較的複雑な形状を有すると同時に要求される機械的特性を有する、ターボ機械のタービンや圧縮機用の複合材料、特にCMCなどの熱構造複合材料で作られる利用可能なターボ機械ブレードを有することが望ましい。
【課題を解決するための手段】
【0009】
このために、本発明は、組み込まれる下部および/または頂部プラットフォームを有する複合材ターボ機械ブレードを製造する方法であって、剛性化繊維強化材を備え、かつ製造されるべきブレードのプラットフォームの形状に近い形状を有するブレードプラットフォーム要素を別々に作るステップであり、製造されるべきブレードの翼形の輪郭の形状を有する少なくとも1つの開口が、プラットフォーム要素を通して成形されるステップと、プラットフォーム要素をその開口によってブレードの翼形および根元部用の繊維強化材プリフォームに係合させるステップと、プラットフォーム要素をブレード翼形−および−根元部プリフォームと組み立てるステップとを含む方法を提供し、
本方法は:
ブレード翼形−および−根元部プリフォーム部分を含む単一体として可撓性繊維ブランクを作るように3次元製織を用いるステップと、
プラットフォーム要素を繊維ブランクと組み立てるようにこれを変形させながら、プラットフォーム要素をその開口を介して可撓性繊維ブランクに係合させるステップと、
製造されるべきブレードの形状に近い形状のブレードプラットフォームを得るために、その上に組み立てられるプラットフォーム要素と共に繊維ブランクを成形するステップと、
成形後に、シェーパでブレードプリフォームをその形状に圧密するステップと、
組み込まれたプラットフォームを有する複合材ブレードを得るために、圧密化ブレードプリフォームの最後の高密度化を行うステップとを含む。
【0010】
有利には、ブランクはまた、係合された後にプラットフォーム要素に重ね、接合できるように展開可能結合部分で作られる。ブランクを製織する間、非相互連結ゾーンを、結合部分の展開を容易にするように残しておくことができる。
【0011】
本方法の特徴によれば、プラットフォーム要素は、マトリックスを挿入する前に縫合またはピン止めによって、そうでなければ共高密度化によって繊維ブランクに結合される。
【0012】
プリフォームは、化学蒸気浸透によって、または樹脂を含む強化組成物で含浸され、次いで樹脂を硬化させることによって圧密され得る。後者の場合には、ブレードは、それが成形される前に含浸され得る。
【0013】
有利には、複数の繊維ブランクが、連続ストリップに織られ、個々のブランクが、織られたストリップから切り取られる。
【0014】
有利には、複数のプラットフォーム要素はまた、複数の互いに接合される繊維層を形成することによって、および剛性化によって得られる部分部材から切断される。
【0015】
プラットフォーム要素は、中間製造行程中に剛性化される。これは、化学蒸気浸透によって、または樹脂を含む剛性化組成物で含浸し、次いで樹脂を硬化させることによって行われ得る。
【0016】
繊維ブランクが、樹脂を含む強化組成物で含浸されることによって圧密され、プラットフォーム要素が、樹脂を含む剛性化組成物で含浸されることによって剛性化される場合には、繊維ブランクの強化樹脂およびプラットフォーム要素の剛性化樹脂は、同時に熱分解され得る。
【0017】
本方法は多翼形ブレードの製造に適用でき、このために、本方法は:
単一体として複数の繊維ブランクを作るように3次元製織を用いるステップであって、それぞれが、それぞれのブレード翼形−および−根元部プリフォーム部分を含むステップと、
翼形輪郭形状の複数の開口を有する下部または頂部ブレードプラットフォーム要素を別々に作るステップと、
プラットフォーム要素をその開口を介して繊維ブランクに同時に係合させるステップとを含む。
【0018】
本発明は、非限定的な表示として述べられる次の説明を読み、添付の図面を参照すると、よりよく理解され得る。
【図面の簡単な説明】
【0019】
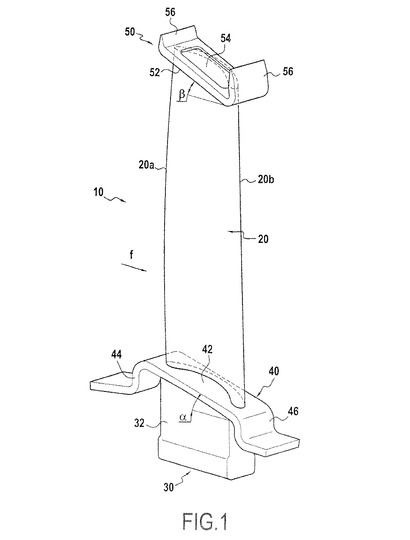
【図1】組み込まれる下部および頂部プラットフォームを有するターボ機械ブレードの斜視図である。
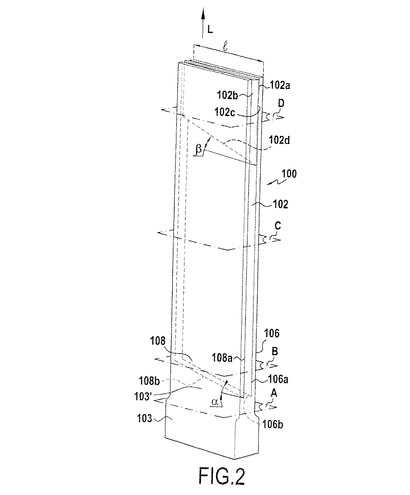
【図2】ブレード用の翼形プリフォーム部分および根元部プリフォーム部分を含む繊維ブランクの概略斜視図である。
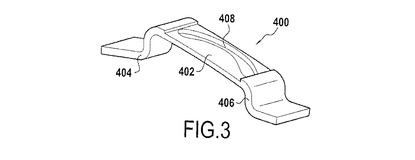
【図3】ブレード下部プラットフォーム用の剛性化要素のより拡大した概略斜視図である。
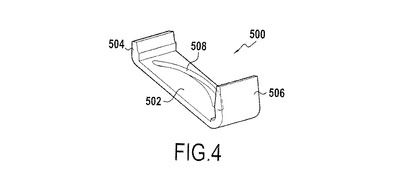
【図4】ブレード頂部プラットフォーム用の剛性化要素のより拡大した概略斜視図である。
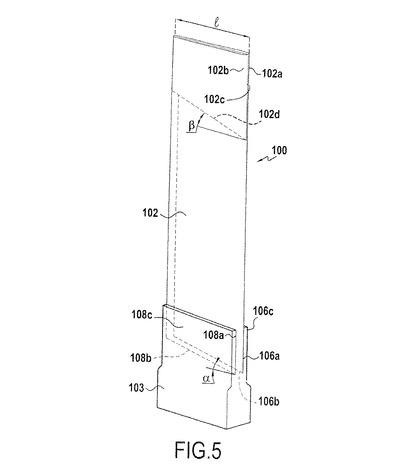
【図5】図2のブランクを図3および図4の下部および頂部プラットフォーム要素と組み立てることによるブレードプリフォームの成形物を示すダイヤグラムである。
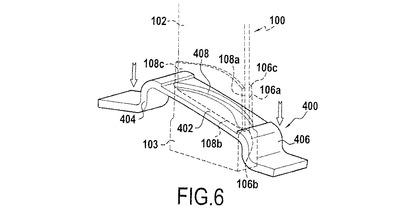
【図6】図2のブランクを図3および図4の下部および頂部プラットフォーム要素と組み立てることによるブレードプリフォームの成形物を示すダイヤグラムである。
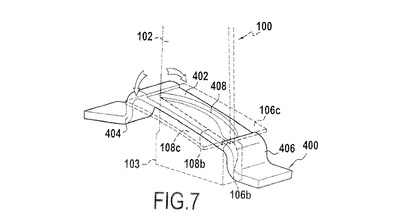
【図7】図2のブランクを図3および図4の下部および頂部プラットフォーム要素と組み立てることによるブレードプリフォームの成形物を示すダイヤグラムである。
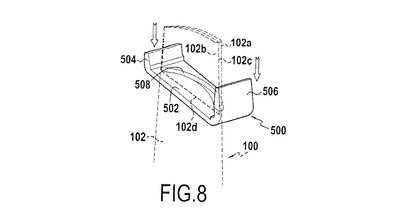
【図8】図2のブランクを図3および図4の下部および頂部プラットフォーム要素と組み立てることによるブレードプリフォームの成形物を示すダイヤグラムである。
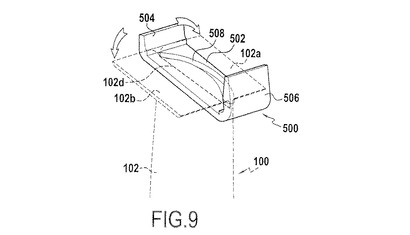
【図9】図2のブランクを図3および図4の下部および頂部プラットフォーム要素と組み立てることによるブレードプリフォームの成形物を示すダイヤグラムである。
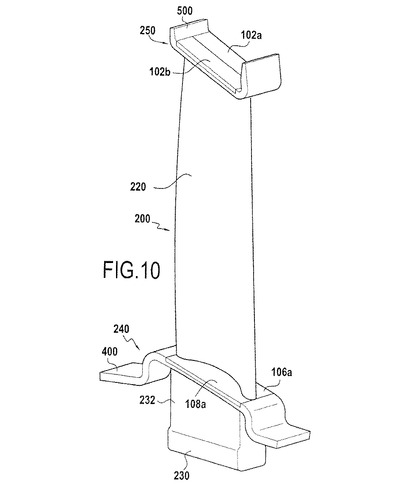
【図10】ブレードプリフォームの非常に概略的な図である。
【図11A】平面Aでの図2の繊維ブランクのより拡大した断面図である。
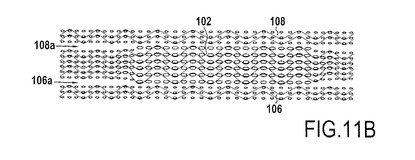
【図11B】平面Bでの図2の繊維ブランクのより拡大した断面図である。
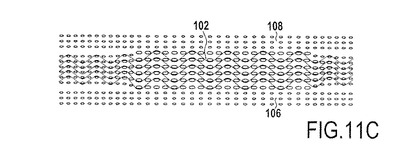
【図11C】平面Cでの図2の繊維ブランクのより拡大した断面図である。
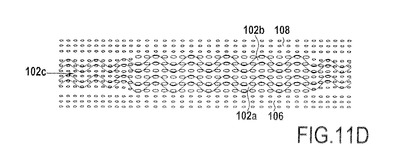
【図11D】平面Dでの図2の繊維ブランクのより拡大した断面図である。
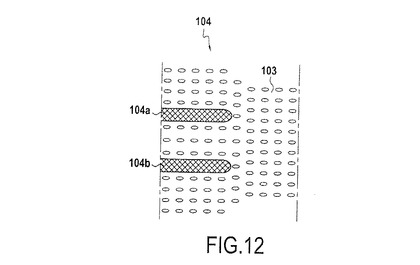
【図12】ブレード根元部プリフォーム部分に対応する図2の繊維ブランクの一部の実施形態を示す横糸の断面図である。
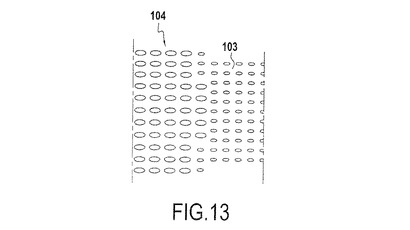
【図13】ブレード根元部プリフォーム部分に対応する図2の繊維ブランクの一部の他の実施形態を示す横糸の断面図である。
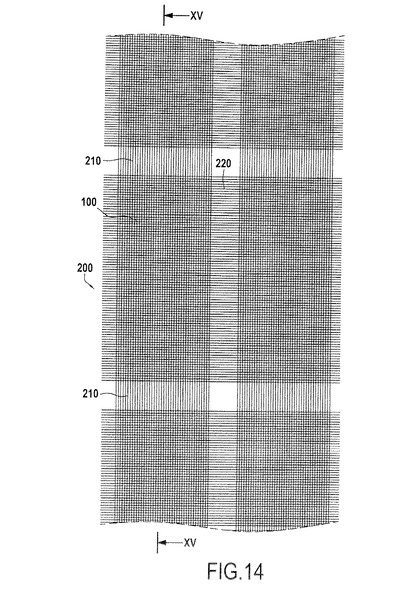
【図14】3次元製織によって得られ、図2に示されるような複数の繊維ブランクを備える連続織物ストリップの実施形態の非常に概略的な図である。
【図15】図14の平面XVに関する非常に概略的な部分断面図である。
【図16】3次元製織によって得られ、図2に示されるような複数の繊維ブランクを備える連続織物ストリップの他の実施形態の非常に概略的な図である。
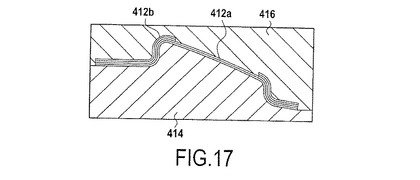
【図17】図3に示されるような下部プラットフォーム要素を得るために繊維部分部材が作られる方法を示す概略断面図である。
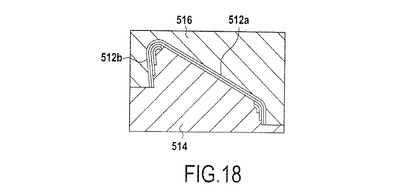
【図18】図4に示されるような頂部プラットフォーム要素を得るために繊維部分部材が作られる方法を示す概略断面図である。
【図19】図3または図4に示されるようなプラットフォーム要素を作る方法の連続するステップを示す図である。
【図20】図3または図4に示されるようなプラットフォーム要素を作る他の方法の連続するステップを示す図である。
【図21】本発明によるターボ機械ブレードを作る方法の連続するステップを示す。
【図22】本発明によるターボ機械ブレードを作る他の方法の連続するステップを示す図である。
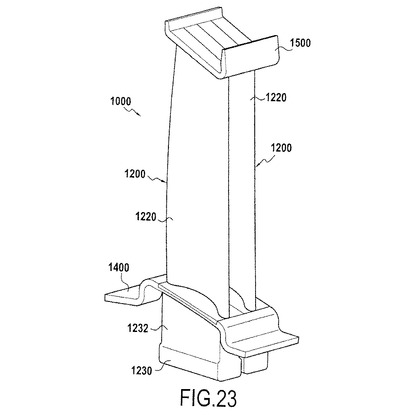
【図23】本発明の他の実施形態の2翼形ブレードプリフォームの概略斜視図である。
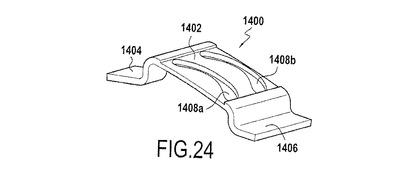
【図24】図23のブレードの下部プラットフォーム要素の概略斜視図である。
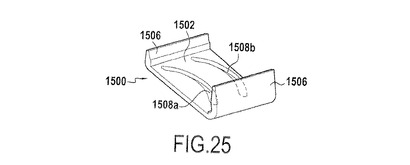
【図25】図23のブレードの頂部プラットフォーム要素の概略斜視図である。
【発明を実施するための形態】
【0020】
本発明は、組み込まれた下部および/または頂部プラットフォームを有するさまざまなタイプのターボ機械ブレード、特にさまざまなガスタービンスプールの圧縮機ブレードおよびタービンブレード、たとえば図1に示される低圧(LP)タービンのようなロータブレードに適用できる。
【0021】
よく知られている方法では、図1のブレード10は、翼形20、より大きな厚さの部分からなる根元部30、たとえばタング32によって延在されるバルブの形状の部分を有する根元部、根元部30と翼形20との間に位置している下部プラットフォーム40、およびブレードの自由端の付近にある外側または頂部プラットフォーム50を備えている。
【0022】
ブレード20は、下部プラットフォーム40と頂部プラットフォーム50との間で長手方向に延在し、断面において、その前縁20aとその後縁20bとの間で変化する厚さの湾曲のある輪郭を有している。
【0023】
ブレード10は、タービンロータの周縁に成形される相補的形状のハウジングに根元部30を係合させることによってタービンロータ(図示せず)に取り付けられる。根元部は、下部プラットフォーム40の内面(すなわち底面)に連結するようにタング32によって延長される。
【0024】
その半径方向の内側端部のところで、翼形20は、タービンを通るガスの流れ用の流路の内側を画定する働きをするプラットフォームの外面(すなわち上面)42において下部プラットフォーム40に連結される。その上流および下流の端部分(ガス流の流れ方向fに関して上流および下流)において、下部プラットフォーム40は、ニブ44および46によって終端される。示された例では、タービンの面42は傾斜し、通常、ブレードの長手方向に直角の面に関してゼロでない角度αを作る。ガス流の流路の内表面に所望される輪郭に応じて、角度αは、ゼロであることもあり、または面42は、直線でない輪郭、たとえば湾曲された輪郭を有することもある。
【0025】
その半径方向の外側端部のところで、翼形20は、ガス流の流路の外側を画定するその内面(すなわち上面)52において頂部プラットフォーム50に連結される。プラットフォーム50の外側(頂部)には、くぼみ、または「バスタブ」54がある。バスタブの下流および上流端縁に沿って、プラットフォームは、歯状の輪郭のワイパ56を担持し、その先端は、ブレードの先端とタービンリングとの間の隙間を減少させるために、タービンリング(図示せず)のアブレイダブル材料の層に貫入するのに適している。示された例では、内面52は、通常、ブレードの長手方向に直角な平面に関して角度βを形成するように傾斜される。変形では、ガス流の流路の外面に所望される輪郭に応じて、面52は、ブレードの長手方向に実質的に直角であることもでき、または面52は、通常、直線でない輪郭、たとえば湾曲された輪郭を有することもできる。
【0026】
図2は、ブレード根元部およびブレード翼形用のプリフォーム部分を得ることができる繊維ブランク100の概略図である。
【0027】
翼形ブランク100は、下記で説明されるように、多層3次元製織によって得られる。ブランク100は、通常、作られるべきブレードの長手方向に対応する方向Lに延在する。翼形プリフォームを成形することになるその部分102では、ブランク100は、作られるべきブレードの翼形の輪郭の厚さに応じて決定される可変厚さ、ならびに作られるべき翼形およびブレード根元部の輪郭の(平坦な)展開長さに応じて選択される幅lを有する。
【0028】
ブレード根元部プリフォームを成形することになるその部分103では、ブランク100は、作られるべきブレード根元部の厚さに応じて決定される余分な厚さを有している。
【0029】
また、繊維ブランク100は、部分102のどちらの側にも、部分103から延在する
側方部分106および108を含んでいる。ブレードの下部プラットフォームの位置に実質的に対応し、かつ部分102の外側端部に延在する位置から開始すると、部分106および108は、部分102に連結されず、非相互連結ゾーン106aおよび108aは、繊維ブランクの製織中に設けられる。非相互連結ゾーンは、方向Lに直角な平面に関して角度αを形成する線106b(図2では破線で描かれる)および108bから開始することを留意されたい。変形では、線106bおよび108bは、湾曲されることもできる。
【0030】
余分な厚さの部分103と線106bおよび108bとの間で、部分102、106、および108を延長する部分は、ブレードタングプリフォームを成形することになる部分103’を成形するために相互に連結される。
【0031】
また、部分102は、その外側端部部分を2つのフラップ102aおよび102bに分離する非相互連結ゾーン102cを有する。非相互連結ゾーン102cは、ブレードの頂部プラットフォームの位置のところに実質的に位置しており、かつ示される例では方向Lに直角な平面に関して角度βを形成するように傾斜する線102d(図2では破線で描かれる)から開始する部分102の端部に延在することを留意されたい。変形では、線102dは、湾曲されることもできる。
【0032】
図3は、下記で示されるように、重ねられ、共に接合され、かつ特定の形状に剛性化される繊維層からなる下部プラットフォーム要素400を示している。プラットフォーム要素400は、作られるべきブレードの下部プラットフォームの形状を実質的に再現し、中央部分402、ならびにニブを成形する端部分404および406を有する。中央部分402は、端部分404および406の厚さよりも薄い、小さな厚さからなる。中央部分402では、下部プラットフォームとのその連結の高さのところで、作られるべき翼形の輪郭を実質的に再現する貫通開口またはスロット408が、成形される。
【0033】
図4は、下記で示されるように、共に接合され、かつ特定の形状に剛性化される重ねられた繊維層からなる頂部プラットフォーム要素500を示している。頂部プラットフォーム要素500は、作られるべきブレードの頂部プラットフォームのU字状の断面形状を実質的に再現し、中央部分502、および狭い端部で終端する高くした端部分506を有する。中央部分502は、端部分506の厚さよりも薄い、減少した厚さからなる。中央部分502では、頂部プラットフォームとのその連結の高さのところで、作られるべき翼形の輪郭を実質的に再現する貫通開口またはスロット508が、成形される。
【0034】
ブレードプリフォームは、図5から図9に示されるように、ブランク100をプラットフォーム要素400および500と組み立てることによって作られる。
【0035】
側方部分106および108は、線106bおよび108bから限定された距離にわたって延在するフラップ106cおよび108cだけが残るような寸法に作るように切断される(図5)。
【0036】
下部プラットフォーム要素400は、スロット408を通してブランク100の部分102の頂端部を挿入することによって然るべき場所に置かれ、ブランク100は、スロット408の輪郭と合致するように変形される。次いで、下部プラットフォーム要素400は、これが非相互連結ゾーン106aおよび108aの初めの部分に達するまでブランク100に沿って摺動され、フラップ106cおよび108cは、これを可能にするように寸法取りされるスロット408を通して係合される(図6)。
【0037】
この段階では、フラップ106cおよび108cは、下部プラットフォーム要素400の小さな厚さの中央部分402の外面(上面)に対して折り曲げられるように展開され、フラップの長さおよび厚さは、実質的に一定の厚さの下部プラットフォームプリフォームを得るように選択される(図7)。次いで、フラップ106c、108cは、たとえば縫合によって、または好ましくはピン止め(強固な結合要素を挿入すること)によって、下部プラットフォーム要素400の中央部分402に接合されることができ、フラップ106cおよび108cの余長部分は、切り離される。ピン止めによる接合方法は、米国特許第7200912号明細書に説明されている。
【0038】
頂部プラットフォーム要素500は、スロット508を通してブランク100の外側端部を挿入することによって然るべき場所に置かれ、ブランク100は、スロット508の輪郭と合致するように変形される。頂部プラットフォーム要素500は、非相互連結ゾーン102cの底部の高さまで下方にブランク100にわたって摺動される(図8)。
【0039】
この段階では、フラップ102a、102bは、頂部プラットフォーム要素500の減少した厚さの中央部分502の外面(上面)に対して折り曲げられるように、実質的に一定の厚さの頂部プラットフォームプリフォームを得るように展開される(図9)。次いで、フラップ102a、102bは、たとえば縫合によって、または好ましくはピン止めによって頂部プラットフォーム要素500の中央部分502に接合されることができ、フラップ102aおよび102bの余長部分は、切り離される。
【0040】
これにより、翼形220、根元部230、および繊維ブランク100から得られるタング232、ならびにプラットフォーム要素400および500によって、およびフラップ106c、108c、102a、102bによって成形される下部プリフォーム部分240および頂部プリフォーム部分250、のためのプリフォーム部分を有するブレードプリフォーム200が製作される(図10)。
【0041】
変形では、プラットフォーム要素400および500は、ブランク100に単に組み立てられることもでき、実際の接合は、下記で説明されるようにその後、ブレードプリフォームを圧密しながら、またはマトリックスによりブレードプリフォーム高密度化しながら共高密度化によって得られることを留意されたい。
【0042】
繊維ブランク100を3次元製織する方法は、図2および図11Aから図11Dを参照してより詳細に下記で説明される。
【0043】
製織は、ブランクの長手方向Lに延在する縦糸によって行われることが想定され、また、この方向に延在する横糸による製織が可能であることが理解される。
【0044】
翼形の可変厚さの輪郭を再現するためにその幅を横切るブランク100の部分102の厚さの変化は、ブランクの部分102を構成する縦糸の層の組に可変重量の縦糸を用いることによって得られる。変形では、またはさらに、縦糸のスレッドカウント(すなわち、横糸方向に単位長さあたりの糸の数)を変化させることもでき、より小さいカウントにより、繊維ブランクを成形しながらより大きな薄肉化を達成することができるようになる。
【0045】
図11Aから図11Dに示される例では、所望の翼形輪郭を得るために、さまざまな重量の縦糸の6層が、部分102に使用されている。糸は、2つの異なる重量を有することができる。1つの実施形態では、使用される糸は、0.5K(500フィラメント)の重量を有する、日本の供給業者Nippon Carbonによって名称「Nicalon」で販売されている糸のような炭化水素(SiC)で本質的に作られる糸であることができる。次いで、縦糸は、たとえば、0.5K糸、および2つの0.5K糸を合体させることによって得られる1K糸からなり、2つの糸は、ラッピングによって合体される。有利には、ラッピングは、製織後に除去されるのに適する犠牲的な性質の糸、たとえば水で溶解されることにより除去され得るポリビニルアルコール(PVA)で作られる糸によって行われる。
【0046】
さらに示された例では、側方部分106および108のそれぞれについて、縦糸の3層の組が使用され、それによって縦糸の層の総数を12にする。
【0047】
当然、部分102、106、および108についての縦糸の層の数は、特に、使用される糸の重量および所望の厚さに応じて、ここで述べられるもの以外であることができる。
【0048】
作られるべきブレードのタングに対応する部分103’(図11A)は、縦糸c1からc12までの層のすべてが、横糸によって、たとえばインターロック式製織によって相互に連結される。用語「インターロック織り(interlock weaving)」は、本明細書において、横糸の各層が縦糸の複数の層(示された例では2つ)と一緒に連結する織物を意味するように使用され、所与の横糸コラムの糸のすべては、織り面で同じ動きをする。
【0049】
フラップ106cおよび108cを含むブランクのゾーンに対応する部分(図11B)では、翼形部分102内の縦糸の層は、インターロック織りを用いて横糸によって一緒に連結され、側方部分106のための縦糸の層は、インターロック織りにより横糸によって一緒に連結され、側方部分108内の縦糸の層は、インターロック織りにより横糸によって一緒に連結される。対比して、横糸は、部分102内の縦糸の層を部分106内の縦糸の層と一緒に連結せず、同じように、部分102内の縦糸の層は、部分108内の縦糸の層と連結されず、それによって、いかなる相互連結もないゾーン106aおよび108aを得る。
【0050】
非相互連結ゾーン106aおよび108aのための低線もしくは開始線の傾斜角度α、またはこれらの線の湾曲した形状は、開始の位置が縦糸平面の組において変化させることによって得られる。
【0051】
フラップ106cとフラップ108cとの間に位置しないブランク100の部分102に対応する部分(図11C)では、側方部分106および108内の縦糸の2つの組の製織が、省略される(いかなる横糸も挿入されない)ことが好ましい。
【0052】
ブランク100の部分102の外側端部に対応する部分(図11D)では、部分102を成形する縦糸の層の組は、フラップ102aとフラップ102bとの間の非相互連結ゾーン102cを成形するために、一緒に連結されない2つの部分集合に分割される。非相互連結ゾーン102cの低線もしくは開始線の傾斜角度β、または前記線の湾曲した形状は、発端の位置を縦糸平面のこの組において変化させることによって得られる。
【0053】
インターロック式3次元製織が上記で述べられたが、他の多層製織方法、たとえば国際公開第2006/136755号で説明されている多サテン織または多平織(multi−plain weave)が、採用され得る。
【0054】
図12に示される実施形態(そこでは断面図で見られる横糸だけが示されている)では、余分な厚さ103は、製織後にこの位置に相互に連結されない横糸の層の間にインサート104aおよび104bを配置することによって得られる。当然、1つのインサートだけ、または2つより多くのインサートを使用することもできることになる。インサートは、モノリシックセラミックブロック、たとえばSiC粉末を焼結することによって得られるSiCのブロックによって構成され得る。インサートは、下記で説明されるように、ブランクの織物組織によって、またはブレードプリフォームを得るためにその後使用される型もしくはシェーパによって繊維ブランク内に、それらの所望の位置に保持され得る。
【0055】
図13に示される他の実施形態(そこでは断面図で横糸だけが示されている)では、余分な厚さ104は、より大きな重量の横糸を用いることによって得られる。名称「Nicalon」による供給業者Nippon Carbonからの0.5K糸のような本質的にSiC糸を用いて織られたブランクの場合、より大きな重量の糸が、上記で説明したように、ラッピングによって複数の0.5K糸を合体させることによって得られる。
【0056】
図14および図15で非常に概略的に示されるように、複数の繊維ブランク100は、その中に連続的に成形される繊維ブランクの1つまたは複数の列を有するストリップ200を製織することによって得られ得る。余長部分のゾーン210、220は、製織と関連するエッジ現象を回避するために、プリフォームが成形されながらより大きな変形自由度を可能にするために、およびブランク100の間に遷移ゾーンを有するために(縦糸だけを含む)縦糸方向に、および(横糸だけを含む)横糸方向に成形される。
【0057】
図16は、変形の実施形態を示しており、そこでは、ストリップの長手方向に直角な横糸方向に製織される一列に並んだブランク100を有するストリップ300が作られる。同じように、余長部分ゾーン310、320が、縦糸方向に、および横糸方向に成形される。ブランク100の複数の列が、製織されることができ、ストリップ300の幅はこのために適応している。
【0058】
有利には、複数のプラットフォーム要素400は、剛性化された繊維部分部材をセグメントに切断することによって得られ、開口またはスロット408が、その中に形成される。
【0059】
繊維部分部材410は、繊維プライを重ね、成形することによって得られる(図17)。複数の繊維プライ412aが、輪郭の全長にわたって延在するが、他のプライ412bは、プラットフォーム要素の部分402に対応するより小さな厚さの中央部分を残すように、輪郭の長さの一部だけにわたって延在する。
【0060】
プライ412aおよび412bは、たとえば3次元(3D)製織または多層製織によって得られる織物の層であることができる。特に、国際公開第2006/136755で説明されるように、インターロック織り、または多サテン織、または多平織に基づく3D織物を使用することができる。
【0061】
3D織物が重ねられ成形されたプライは、たとえば縫合によって、またはピン止めによって一緒に接合されることが好ましい。
【0062】
プライは、所望の輪郭を有する働きをする成形具414の上にドレーピングすることによって成形され、部分部材は、成形具414と受け型416との間に繊維部分部材410を配置することによって、下記で説明されるような方法で部分的に高密度化することによって剛性化されながら所望の形状に保持され得る。
【0063】
同様に、有利には、複数の頂部プラットフォーム要素500は、剛性化された繊維部分部材を、開口またはスロット508が形成されるセグメントに切り分けることによって得られる。
【0064】
繊維部分部材510は、繊維プライを重ね、成形することによって得られる(図18)。複数のプライ512aが、輪郭の全長にわたって延在するが、他のプライ512bは、プラットフォーム要素の部分520に対応する小さな厚さの中央部分を残すために、輪郭の長さだけの部分にわたって延在する。
【0065】
プライ512aおよび512bは、プライ412aおよび412bについて上記で説明したように、成形後に随意に一緒に接合される3D織物層であることができる。
【0066】
成形は、成形具514の上にドレーピングすることによって行われ、形状は、部分部材が成形具514と受け型516との間にこれを挿入することによって剛性化されながら維持される。
【0067】
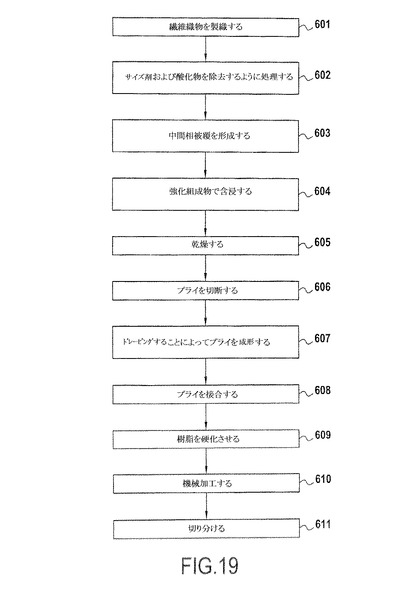
プラットフォーム要素400または500を製造する方法の連続したステップが、図19に示されている。
【0068】
ステップ601では、繊維織物が、3D製織によって得られる。高温で、およびより詳細には腐食環境(特に湿潤環境)において使用されることになるターボ機械ブレードの適用の場合、製織は、セラミック繊維、特にSiC繊維で作られる糸を用いて行われる。
【0069】
ステップ602では、織られた繊維織物が、繊維上に存在するサイズ剤、および繊維の表面上の酸化物の存在を除去するように処理される。酸化物は、酸処理によって、特にフッ化水素酸の浴に浸漬することによって除去される。サイズ剤が酸処理によって除去され得ない場合には、事前サイズ剤除去処理、たとえばサイズ剤を分解するための短い熱処理が行われる。
【0070】
中間相被覆の薄層は、それ自体知られている方法で化学蒸気浸透(CVI)によって繊維織物の繊維に成形される(ステップ603)。例示として、中間相被覆材料は、熱分解炭素(PyC)、窒化ホウ素BN、またはホウ素ドープカーボンである(BCは、たとえば、Bについて5%から20%までを含み、残りはCである)。中間相被覆は、変形に対して良好な受容力を保護するのに十分に小さい、たとえば100ナノメートルよりも大きくない、またはさらに50ナノメートルよりも大きくないように選択される厚さからなる。
【0071】
ステップ604では、繊維プライは、剛性化組成物、典型的には溶剤で希釈された樹脂で含浸される。炭素先駆体樹脂、たとえばフェノール樹脂やフラン樹脂、またはセラミック先駆体樹脂、たとえばポリシラザン樹脂やポリシロキサン樹脂、Sicの先駆体を使用することができる。
【0072】
乾燥後に(ステップ605)、プライは切断され(ステップ606)、切断されたプライは、成形具の上にドレーピングされることによって成形され(ステップ607)、これらは、縫合またはピン止めによって随意に一緒に接合される(ステップ608)。
【0073】
含浸された繊維部分部材は、ドレーピングするための成形具と受け型との間の形状に保持され、熱処理が樹脂を硬化させ、熱分解するように施される(ステップ609)。樹脂の量は、重要な残留気孔率を残しながら、すなわち繊維部分部材を完全に高密度化することなく、繊維部分部材を剛性化する働きをする部分的な高密度化を達成するように選択される。
【0074】
ステップ610では、剛性化された部分部材を所望の寸法にする働きをする機械加工が、行われる。さらに、スロットが、たとえば圧力下の水のジェットを用いて機械加工することによって成形される。
【0075】
ステップ611では、プラットフォーム要素は、剛性化された部分部材を切り分けることによって得られる。
【0076】
スロットは、プラットフォーム要素が剛性化された部分部材に成形されるよりもむしろ切り離された後に成形され得ることを留意されたい。
【0077】
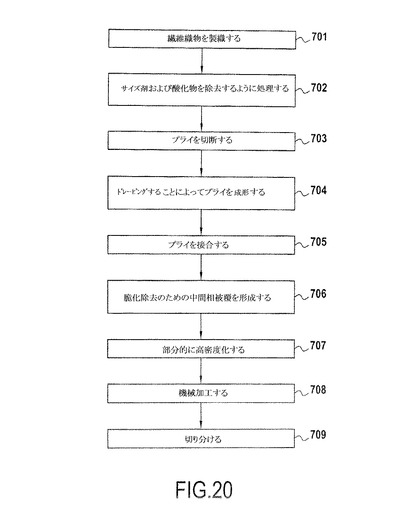
プラットフォーム要素を製造する他の方法の連続したステップが、図20を参照して説明される。
【0078】
ステップ601およびステップ602と類似した繊維織物を製織し、サイズ剤および酸化物を除去するステップ701およびステップ702の後に、プライが、織られた繊維織物から切断される(ステップ703)。
【0079】
切断されたプライは、成形具の上にドレーピングすることによって成形され(ステップ704)、これらは、縫合またはピン止めによって随意に一緒に接合され(ステップ705)、それによって繊維部分部材を成形する。
【0080】
繊維部分部材は、ドレーピングするための成形具と受け型との間の形状に保持され、脆化除去中間相被覆が、繊維上に形成される(ステップ706)。知られている方法では、このような中間相被覆は、最終的に得られるように、複合材料を通して広がる亀裂に対して繊維を保護する。例示として、中間相被覆材料は、上記で述べたように、たとえば熱分解炭素(PyC)、窒化ホウ素(BN)、またはホウ素ドープカーボン(BC)であることができる。例示として、中間相被覆は、CVIによって形成される。このために、繊維部分部材を所定形状に成形し、保持するのに使用される成形具および受け型は、黒鉛で作られることが好ましく、中間相材料の付着をもたらす反応ガスを通過させるのを容易にする孔が設けられる。中間相被覆の厚さは、数10ナノメートルから数100ナノメートルまでである。
【0081】
その後に(ステップ707)、剛性化は、CVIによってマトリックスを成形することにより部分的な高密度化によって行われる。タービンブレードの意図される用途では、マトリックスは、たとえばSiCのセラミックマトリックスであることが好ましい。CVIによってSiCマトリックスを成形することは、よく知られている。部分的な高密度化は、繊維部分部材が処理されかつ機械加工作業を受けるのに十分な剛性があるが、それにもかかわらず重要な残留気孔率を残すことを十分に確保するように行われる。
【0082】
その後に、剛性化された繊維部分部材を機械加工し(ステップ708)、切り分けるステップ(ステップ709)が、図19のステップ610およびステップ611を参照して上記で説明したように行われる。
【0083】
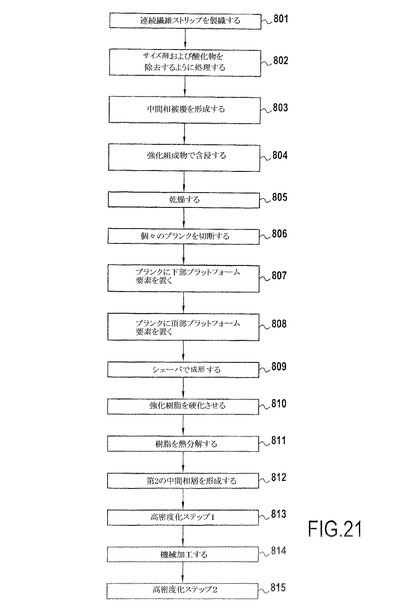
本発明の実施に関してタービンブレードを作る方法の連続するステップが、図21を参照して下記で説明される。
【0084】
ステップ801では、連続繊維ストリップが、複数の繊維ブランク、たとえば図14または図15に示されるように縦糸方向に延在するいくつかの列の繊維ブランクを含むように、3次元製織によって織られる。高温で、特に腐食環境で使用するのためのタービンブレードの場合、製織は、セラミック繊維、たとえばSiC糸で作られる糸を用いて行われる。
【0085】
ステップ802では、繊維ストリップは、図19のステップ602の場合と同じ方法で、繊維上に存在するサイズ剤を除去し、繊維の表面上の酸化物の存在を除去するように処理される。
【0086】
ステップ803では、中間相被覆の薄層が、CVIによって繊維ストリップの繊維に形成される。例示として、中間相被覆の材料は、PyC、BN、またはBCである。中間相被覆の薄層は、繊維ブランクの変形に対して良好な受容力を維持するように、たとえば100ナノメートルよりも大きくない、またはさらに50ナノメートルよりも大きくない小さな厚さからなることが好ましい。厚さは、10ナノメートル以上であることが好ましい。
【0087】
ステップ804では、中間相被覆の薄層で被覆されるその繊維を有する繊維ストリップは、強化組成物、典型的には溶剤でできるだけ希釈された樹脂で含浸される。炭素先駆体樹脂、たとえばフェノール樹脂やフラン樹脂、またはセラミック先駆体樹脂、たとえばSicの先駆体としてポリシラザン樹脂やポリシロキサン樹脂を使用することができる。
【0088】
いかなる樹脂溶剤も除去することによって乾燥した後(ステップ805)に、個々の繊維ブランクが切り離される(ステップ806)。
【0089】
ステップ807およびステップ808では、下部および頂部プラットフォーム要素が、ブランクの然るべき場所に置かれる。下部および頂部プラットフォーム要素が設けられるブランクは、その中に組み込まれる下部および頂部プラットフォームを有するブレードプリフォームを得るように、型またはシェーパで成形される(ステップ809)。
【0090】
その後に、樹脂が、硬化され(ステップ810)、硬化された樹脂が、熱分解される(ステップ811)。硬化および熱分解は、プリフォームがシェーパに保持されながら温度を段々に上昇させることによって、次々に続いて起こり得る。いったんプラットフォーム要素が、樹脂を含む組成物によって含浸されることによって、および樹脂を硬化させることによって剛性化されると、剛性化樹脂は、成形されたブランクの強化樹脂が熱分解されるのと同時に熱分解される。
【0091】
熱分解の後に、熱分解残渣によって圧密される繊維プリフォームが得られ、そのプリフォームは、シェーパから取り外される。強化樹脂の量は、熱分解残渣がツーリングの助けなしでその形状を保持しながらプリフォームを十分処理できるようになるプリフォームの繊維を一緒に接合するように、選択され、強化樹脂の量は、好ましくはできるだけ少ないように選択されることが理解される。
【0092】
上記で述べたように、それらが組み立てられるプラットフォーム要素とブランクとの間の有効な接合は、樹脂の熱分解の残渣を使って部分的な共高密度化によって、この圧密の段階だけで行われ得る。
【0093】
第2の中間相層は、複合材料においてその脆化除去機能を果たすのに十分な厚さからなる全体の繊維マトリックス中間相を得るために、CVIによって形成される(ステップ812)。第2の中間相層は、PyC、BN、およびBCから選択される材料で作られることができ、これは、第1の中間相層に使用されるのと必ずしも同じ材料である必要はない。第2の中間相層の厚さは、100ナノメートル以上であることが好ましい。
【0094】
上記で説明したように、2つの層で作られる中間相の使用が好ましい。これは、出願人によってNo.08/54937により出願された仏国特許出願で説明されている。
【0095】
次いで、マトリックスによる圧密化プリフォームの高密度化が、CVIによって行われ、その場合は、第2の中間相層の形成およびマトリックスによる高密度化は、同じ炉で次々に続いて起こり得る。
【0096】
高密度化は、2つの連続するステップ(ステップ813およびステップ815)で行われることができ、この2つの連続するステップは、所望の寸法にブレードを機械加工するステップ814によって分離される。このように、第2の高密度化ステップは、機械加工中にむき出しになっていることもあるいかなる繊維も被覆する働きをする。
【0097】
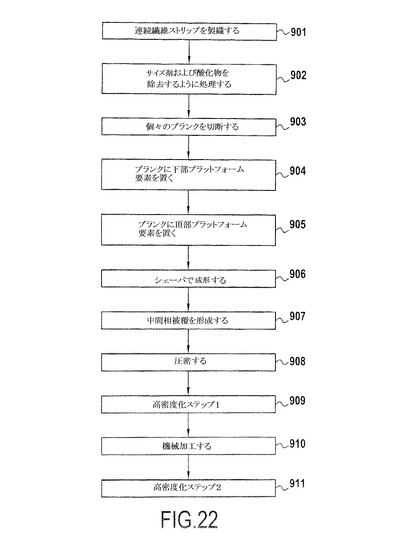
本発明の他の実施に関してタービンブレードを作る連続するステップが、図22を参照して下記で説明される。
【0098】
繊維ストリップを織るステップ901ならびにサイズ剤および酸化物を除去するように繊維を処理するステップ902は、図20の方法のステップ801およびステップ802に類似している。
【0099】
ステップ903では、個々の繊維ブランクが、繊維ストリップから切断される。
【0100】
下部プラットフォーム要素400は、図6および図7を参照して説明される方法で、それぞれの切り抜いた繊維ブランク100の然るべき場所に置かれる(ステップ904)。
【0101】
その後に、頂部プラットフォーム要素500は、図8および図9を参照して説明されたように、然るべき場所に置かれる(ステップ905)。
【0102】
下部および頂部プラットフォーム要素が取り付けられるブランク100は、組み込まれた下部および頂部プラットフォームを有するプリフォームブランクを得るために、型またはシェーパで成形される(ステップ906)。
【0103】
ステップ907では、脆化除去中間相被覆が、成形されたブランクの繊維上にCVIによって形成される。例示として、中間相被覆の材料は、上記で説明したように、PyC、BN、またはBCである。中間相被覆の厚さは、数10ナノメートルから数100ナノメートルまでである。
【0104】
シェーパで形状として今まで通り保持されるプリフォームの場合、プリフォームは、部分的な高密度化によって圧密され(ステップ908)、圧密は、CVIによる繊維のセラミック付着物、たとえばSiCの付着物を形成することによって行われる。被覆を形成し、CVIによる圧密を行うために、シェーパは、黒鉛で作られることが好ましく、CVIによるセラミックの付着を生じさせる反応ガスの通過を容易にする孔を有する。
【0105】
上記で説明したのと同じ方法で、プラットフォーム要素とブランクとの間の有効な接合は、圧密の段階中に部分的な共高密度化によって行われ得る。
【0106】
いったん圧密が、支持工具による助けなしでその形状を保持しながらプリフォームを処理できるようになるために十分であると、圧密化プリフォームは、シェーパから抜き取られ、これは、CVIによって(たとえばSiCの)セラミックマトリックスで高密度化される。高密度化は、ブレードを所望の寸法に機械加工するステップ910によって分離される2つの連続するステップ(ステップ909およびステップ911)で行われ得る。
【0107】
図20および図21の実施において、機械加工の目的は、ブレードの翼形に所望の輪郭を有すること、ならびに下部および頂部プラットフォームに(特に頂部プラットフォームのワイパおよびバスタブに)所望の形状を有することである。プラットフォーム要素の前加工は、それらが切り分けられる前にプラットフォーム要素について、または剛性化された部分部材について剛性化段階で行われ得ることを留意されたい。
【0108】
上記で説明した実施形態では、CVIによるプリフォームの高密度化、およびプラットフォーム要素の同様な剛性化は、SiCを除いたマトリックス、特に炭素マトリックスや自己回復性マトリックスを用いて行われることができ、自己回復性マトリックス相の例は、3元Si−B−C系または炭化ホウ素B4Cであることを留意されたい。米国特許第5246736号明細書および米国特許第5965266号明細書を参照し、これは、このような自己回復性マトリックスがCVIによって得られ得る方法を説明している。
【0109】
上記の詳細な説明では、単一翼形ブレードが得られる。それにもかかわらず、本発明は、複数の翼形、たとえば2翼形ブレードまたはダブレットを有するブレードを製作することに適用できる。
【0110】
図23は、それぞれが翼形プリフォーム部分1220、根元部プリフォーム部分1230、およびタングプリフォーム部分1232を有する2つの同様なプリフォーム要素1200を備える2翼形ブレード用のプリフォーム1000を示している。プリフォーム部分1220、1230、および1232は、図10のプリフォーム部分220、230、および232と同様であり、プリフォーム要素1200は、上記で説明したブランク100などの繊維ブランクを用いて作られ得る。
【0111】
また、プリフォーム100は、上記で説明した下部プラットフォーム要素400と同じ方法で一緒に接合され、かつ所定形状に剛性化される重ねられた繊維層で作られる下部プラットフォーム要素1400を含んでいる(図24)。下部プラットフォーム要素1400は、作られるべき2翼形ブレードの共通の下部プラットフォームの形状を実質的に再現し、中央部分1402、ならびにニブを成形する端部分1404および1406を有する。中央部分1402は、端部分1404および1406の厚さよりも薄い、小さな厚さを有する。中央部分1402では、それらが頂部プラットフォームを接合する、作られるべきブレードの翼形の輪郭を実質的に再現する2つの貫通開口またはスロット1408aおよび1408bが、形成される。
【0112】
また、プリフォーム100は、重ねられ、一緒に接合され、かつ上記で説明した頂部プラットフォーム要素500と同じ方法で所定形状に剛性化される繊維層からなる頂部プラットフォーム要素1500を含んでいる(図25)。プラットフォーム要素1500は、製造されるべき2翼形ブレード用の共通の頂部プラットフォームのU字状の断面形状を実質的に再現し、中央部分1502、および高くした端部分1506を有する。中央部分1502は、小さな厚さからなり、それらが頂部プラットフォームを接合する、作られるべきブレードの翼形の輪郭を実質的に再現する2つの貫通開口またはスロット1508aおよび1508bを有する。
【0113】
プラットフォーム要素1400および1500は、プリフォーム要素1200の然るべき場所に置かれ、要素400および500について上記で説明したのと同様な方法でそれに組み立てられる。
【0114】
したがって、この2翼形ブレードの実施形態は、両方の翼形に共通である単一体の下部および頂部プラットフォーム要素を用いることによって、本質的に単一翼形ブレードの実施形態と異なる。
【技術分野】
【0001】
本発明は、組み込まれる下部および/または頂部プラットフォームを有する複合材ターボ機械ブレードの製造に関する。
【背景技術】
【0002】
意図される分野は、航空機用エンジン、または産業用タービン用のガスタービンブレードの分野である。
【0003】
ターボ機械用の複合材ブレードを作る提案が既にされている。例示として、欧州特許第1526285号明細書を参照し、該文献は、3次元製織により繊維プリフォームを作ることによって、およびこのプリフォームをマトリックスで高密度化することによってファンブレードを製造することを説明している。
【0004】
さらに、使用中に高温に曝されるターボ機械の構造部品を作るために、熱構造複合材料、および特にセラミックマトリックス複合(CMC)材料を用いる提案が既にされている。金属合金と比べると、このような材料は、構造部品を構成するのに必要とされる機械的特性をも有しながら、高温性能の改善および重量の低減をもたらすことができる。特に航空機用エンジンガスタービンの場合には、重量を低減させ、温度の増加による汚染放出物を減少させることが望まれる。
【0005】
欧州特許第1801354号明細書は、樹脂で予備含浸されるプライをドレーピングすることによって、および樹脂を部分的に重合させることによってブレード翼形および根元部用のプリフォーム、ならびにプラットフォーム用のプリフォームを別々に成形することを説明している。プラットフォームプリフォームは、その根元部にわたって、ブレード翼形−および−根元部プリフォームの対向面に対して配置される側材を有する。重合を続けた後にバインダ(珪素)による含浸が、プラットフォームの側材およびブレード根元部の向かい合う面を一緒に接合するために行われる。
【0006】
予備重合によって与えられる剛性化により、翼形輪郭の所定形状を得ることが可能な複雑性が制限される。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】欧州特許第1526285号明細書
【特許文献2】欧州特許第1801354号明細書
【特許文献3】米国特許第7200912号明細書
【特許文献4】国際公開第2006/136755号
【特許文献5】仏国特許出願公開第08/54937号明細書
【特許文献6】米国特許第5246736号明細書
【特許文献7】米国特許第5965266号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
ブレードが比較的複雑な形状を有すると同時に要求される機械的特性を有する、ターボ機械のタービンや圧縮機用の複合材料、特にCMCなどの熱構造複合材料で作られる利用可能なターボ機械ブレードを有することが望ましい。
【課題を解決するための手段】
【0009】
このために、本発明は、組み込まれる下部および/または頂部プラットフォームを有する複合材ターボ機械ブレードを製造する方法であって、剛性化繊維強化材を備え、かつ製造されるべきブレードのプラットフォームの形状に近い形状を有するブレードプラットフォーム要素を別々に作るステップであり、製造されるべきブレードの翼形の輪郭の形状を有する少なくとも1つの開口が、プラットフォーム要素を通して成形されるステップと、プラットフォーム要素をその開口によってブレードの翼形および根元部用の繊維強化材プリフォームに係合させるステップと、プラットフォーム要素をブレード翼形−および−根元部プリフォームと組み立てるステップとを含む方法を提供し、
本方法は:
ブレード翼形−および−根元部プリフォーム部分を含む単一体として可撓性繊維ブランクを作るように3次元製織を用いるステップと、
プラットフォーム要素を繊維ブランクと組み立てるようにこれを変形させながら、プラットフォーム要素をその開口を介して可撓性繊維ブランクに係合させるステップと、
製造されるべきブレードの形状に近い形状のブレードプラットフォームを得るために、その上に組み立てられるプラットフォーム要素と共に繊維ブランクを成形するステップと、
成形後に、シェーパでブレードプリフォームをその形状に圧密するステップと、
組み込まれたプラットフォームを有する複合材ブレードを得るために、圧密化ブレードプリフォームの最後の高密度化を行うステップとを含む。
【0010】
有利には、ブランクはまた、係合された後にプラットフォーム要素に重ね、接合できるように展開可能結合部分で作られる。ブランクを製織する間、非相互連結ゾーンを、結合部分の展開を容易にするように残しておくことができる。
【0011】
本方法の特徴によれば、プラットフォーム要素は、マトリックスを挿入する前に縫合またはピン止めによって、そうでなければ共高密度化によって繊維ブランクに結合される。
【0012】
プリフォームは、化学蒸気浸透によって、または樹脂を含む強化組成物で含浸され、次いで樹脂を硬化させることによって圧密され得る。後者の場合には、ブレードは、それが成形される前に含浸され得る。
【0013】
有利には、複数の繊維ブランクが、連続ストリップに織られ、個々のブランクが、織られたストリップから切り取られる。
【0014】
有利には、複数のプラットフォーム要素はまた、複数の互いに接合される繊維層を形成することによって、および剛性化によって得られる部分部材から切断される。
【0015】
プラットフォーム要素は、中間製造行程中に剛性化される。これは、化学蒸気浸透によって、または樹脂を含む剛性化組成物で含浸し、次いで樹脂を硬化させることによって行われ得る。
【0016】
繊維ブランクが、樹脂を含む強化組成物で含浸されることによって圧密され、プラットフォーム要素が、樹脂を含む剛性化組成物で含浸されることによって剛性化される場合には、繊維ブランクの強化樹脂およびプラットフォーム要素の剛性化樹脂は、同時に熱分解され得る。
【0017】
本方法は多翼形ブレードの製造に適用でき、このために、本方法は:
単一体として複数の繊維ブランクを作るように3次元製織を用いるステップであって、それぞれが、それぞれのブレード翼形−および−根元部プリフォーム部分を含むステップと、
翼形輪郭形状の複数の開口を有する下部または頂部ブレードプラットフォーム要素を別々に作るステップと、
プラットフォーム要素をその開口を介して繊維ブランクに同時に係合させるステップとを含む。
【0018】
本発明は、非限定的な表示として述べられる次の説明を読み、添付の図面を参照すると、よりよく理解され得る。
【図面の簡単な説明】
【0019】
【図1】組み込まれる下部および頂部プラットフォームを有するターボ機械ブレードの斜視図である。
【図2】ブレード用の翼形プリフォーム部分および根元部プリフォーム部分を含む繊維ブランクの概略斜視図である。
【図3】ブレード下部プラットフォーム用の剛性化要素のより拡大した概略斜視図である。
【図4】ブレード頂部プラットフォーム用の剛性化要素のより拡大した概略斜視図である。
【図5】図2のブランクを図3および図4の下部および頂部プラットフォーム要素と組み立てることによるブレードプリフォームの成形物を示すダイヤグラムである。
【図6】図2のブランクを図3および図4の下部および頂部プラットフォーム要素と組み立てることによるブレードプリフォームの成形物を示すダイヤグラムである。
【図7】図2のブランクを図3および図4の下部および頂部プラットフォーム要素と組み立てることによるブレードプリフォームの成形物を示すダイヤグラムである。
【図8】図2のブランクを図3および図4の下部および頂部プラットフォーム要素と組み立てることによるブレードプリフォームの成形物を示すダイヤグラムである。
【図9】図2のブランクを図3および図4の下部および頂部プラットフォーム要素と組み立てることによるブレードプリフォームの成形物を示すダイヤグラムである。
【図10】ブレードプリフォームの非常に概略的な図である。
【図11A】平面Aでの図2の繊維ブランクのより拡大した断面図である。
【図11B】平面Bでの図2の繊維ブランクのより拡大した断面図である。
【図11C】平面Cでの図2の繊維ブランクのより拡大した断面図である。
【図11D】平面Dでの図2の繊維ブランクのより拡大した断面図である。
【図12】ブレード根元部プリフォーム部分に対応する図2の繊維ブランクの一部の実施形態を示す横糸の断面図である。
【図13】ブレード根元部プリフォーム部分に対応する図2の繊維ブランクの一部の他の実施形態を示す横糸の断面図である。
【図14】3次元製織によって得られ、図2に示されるような複数の繊維ブランクを備える連続織物ストリップの実施形態の非常に概略的な図である。
【図15】図14の平面XVに関する非常に概略的な部分断面図である。
【図16】3次元製織によって得られ、図2に示されるような複数の繊維ブランクを備える連続織物ストリップの他の実施形態の非常に概略的な図である。
【図17】図3に示されるような下部プラットフォーム要素を得るために繊維部分部材が作られる方法を示す概略断面図である。
【図18】図4に示されるような頂部プラットフォーム要素を得るために繊維部分部材が作られる方法を示す概略断面図である。
【図19】図3または図4に示されるようなプラットフォーム要素を作る方法の連続するステップを示す図である。
【図20】図3または図4に示されるようなプラットフォーム要素を作る他の方法の連続するステップを示す図である。
【図21】本発明によるターボ機械ブレードを作る方法の連続するステップを示す。
【図22】本発明によるターボ機械ブレードを作る他の方法の連続するステップを示す図である。
【図23】本発明の他の実施形態の2翼形ブレードプリフォームの概略斜視図である。
【図24】図23のブレードの下部プラットフォーム要素の概略斜視図である。
【図25】図23のブレードの頂部プラットフォーム要素の概略斜視図である。
【発明を実施するための形態】
【0020】
本発明は、組み込まれた下部および/または頂部プラットフォームを有するさまざまなタイプのターボ機械ブレード、特にさまざまなガスタービンスプールの圧縮機ブレードおよびタービンブレード、たとえば図1に示される低圧(LP)タービンのようなロータブレードに適用できる。
【0021】
よく知られている方法では、図1のブレード10は、翼形20、より大きな厚さの部分からなる根元部30、たとえばタング32によって延在されるバルブの形状の部分を有する根元部、根元部30と翼形20との間に位置している下部プラットフォーム40、およびブレードの自由端の付近にある外側または頂部プラットフォーム50を備えている。
【0022】
ブレード20は、下部プラットフォーム40と頂部プラットフォーム50との間で長手方向に延在し、断面において、その前縁20aとその後縁20bとの間で変化する厚さの湾曲のある輪郭を有している。
【0023】
ブレード10は、タービンロータの周縁に成形される相補的形状のハウジングに根元部30を係合させることによってタービンロータ(図示せず)に取り付けられる。根元部は、下部プラットフォーム40の内面(すなわち底面)に連結するようにタング32によって延長される。
【0024】
その半径方向の内側端部のところで、翼形20は、タービンを通るガスの流れ用の流路の内側を画定する働きをするプラットフォームの外面(すなわち上面)42において下部プラットフォーム40に連結される。その上流および下流の端部分(ガス流の流れ方向fに関して上流および下流)において、下部プラットフォーム40は、ニブ44および46によって終端される。示された例では、タービンの面42は傾斜し、通常、ブレードの長手方向に直角の面に関してゼロでない角度αを作る。ガス流の流路の内表面に所望される輪郭に応じて、角度αは、ゼロであることもあり、または面42は、直線でない輪郭、たとえば湾曲された輪郭を有することもある。
【0025】
その半径方向の外側端部のところで、翼形20は、ガス流の流路の外側を画定するその内面(すなわち上面)52において頂部プラットフォーム50に連結される。プラットフォーム50の外側(頂部)には、くぼみ、または「バスタブ」54がある。バスタブの下流および上流端縁に沿って、プラットフォームは、歯状の輪郭のワイパ56を担持し、その先端は、ブレードの先端とタービンリングとの間の隙間を減少させるために、タービンリング(図示せず)のアブレイダブル材料の層に貫入するのに適している。示された例では、内面52は、通常、ブレードの長手方向に直角な平面に関して角度βを形成するように傾斜される。変形では、ガス流の流路の外面に所望される輪郭に応じて、面52は、ブレードの長手方向に実質的に直角であることもでき、または面52は、通常、直線でない輪郭、たとえば湾曲された輪郭を有することもできる。
【0026】
図2は、ブレード根元部およびブレード翼形用のプリフォーム部分を得ることができる繊維ブランク100の概略図である。
【0027】
翼形ブランク100は、下記で説明されるように、多層3次元製織によって得られる。ブランク100は、通常、作られるべきブレードの長手方向に対応する方向Lに延在する。翼形プリフォームを成形することになるその部分102では、ブランク100は、作られるべきブレードの翼形の輪郭の厚さに応じて決定される可変厚さ、ならびに作られるべき翼形およびブレード根元部の輪郭の(平坦な)展開長さに応じて選択される幅lを有する。
【0028】
ブレード根元部プリフォームを成形することになるその部分103では、ブランク100は、作られるべきブレード根元部の厚さに応じて決定される余分な厚さを有している。
【0029】
また、繊維ブランク100は、部分102のどちらの側にも、部分103から延在する
側方部分106および108を含んでいる。ブレードの下部プラットフォームの位置に実質的に対応し、かつ部分102の外側端部に延在する位置から開始すると、部分106および108は、部分102に連結されず、非相互連結ゾーン106aおよび108aは、繊維ブランクの製織中に設けられる。非相互連結ゾーンは、方向Lに直角な平面に関して角度αを形成する線106b(図2では破線で描かれる)および108bから開始することを留意されたい。変形では、線106bおよび108bは、湾曲されることもできる。
【0030】
余分な厚さの部分103と線106bおよび108bとの間で、部分102、106、および108を延長する部分は、ブレードタングプリフォームを成形することになる部分103’を成形するために相互に連結される。
【0031】
また、部分102は、その外側端部部分を2つのフラップ102aおよび102bに分離する非相互連結ゾーン102cを有する。非相互連結ゾーン102cは、ブレードの頂部プラットフォームの位置のところに実質的に位置しており、かつ示される例では方向Lに直角な平面に関して角度βを形成するように傾斜する線102d(図2では破線で描かれる)から開始する部分102の端部に延在することを留意されたい。変形では、線102dは、湾曲されることもできる。
【0032】
図3は、下記で示されるように、重ねられ、共に接合され、かつ特定の形状に剛性化される繊維層からなる下部プラットフォーム要素400を示している。プラットフォーム要素400は、作られるべきブレードの下部プラットフォームの形状を実質的に再現し、中央部分402、ならびにニブを成形する端部分404および406を有する。中央部分402は、端部分404および406の厚さよりも薄い、小さな厚さからなる。中央部分402では、下部プラットフォームとのその連結の高さのところで、作られるべき翼形の輪郭を実質的に再現する貫通開口またはスロット408が、成形される。
【0033】
図4は、下記で示されるように、共に接合され、かつ特定の形状に剛性化される重ねられた繊維層からなる頂部プラットフォーム要素500を示している。頂部プラットフォーム要素500は、作られるべきブレードの頂部プラットフォームのU字状の断面形状を実質的に再現し、中央部分502、および狭い端部で終端する高くした端部分506を有する。中央部分502は、端部分506の厚さよりも薄い、減少した厚さからなる。中央部分502では、頂部プラットフォームとのその連結の高さのところで、作られるべき翼形の輪郭を実質的に再現する貫通開口またはスロット508が、成形される。
【0034】
ブレードプリフォームは、図5から図9に示されるように、ブランク100をプラットフォーム要素400および500と組み立てることによって作られる。
【0035】
側方部分106および108は、線106bおよび108bから限定された距離にわたって延在するフラップ106cおよび108cだけが残るような寸法に作るように切断される(図5)。
【0036】
下部プラットフォーム要素400は、スロット408を通してブランク100の部分102の頂端部を挿入することによって然るべき場所に置かれ、ブランク100は、スロット408の輪郭と合致するように変形される。次いで、下部プラットフォーム要素400は、これが非相互連結ゾーン106aおよび108aの初めの部分に達するまでブランク100に沿って摺動され、フラップ106cおよび108cは、これを可能にするように寸法取りされるスロット408を通して係合される(図6)。
【0037】
この段階では、フラップ106cおよび108cは、下部プラットフォーム要素400の小さな厚さの中央部分402の外面(上面)に対して折り曲げられるように展開され、フラップの長さおよび厚さは、実質的に一定の厚さの下部プラットフォームプリフォームを得るように選択される(図7)。次いで、フラップ106c、108cは、たとえば縫合によって、または好ましくはピン止め(強固な結合要素を挿入すること)によって、下部プラットフォーム要素400の中央部分402に接合されることができ、フラップ106cおよび108cの余長部分は、切り離される。ピン止めによる接合方法は、米国特許第7200912号明細書に説明されている。
【0038】
頂部プラットフォーム要素500は、スロット508を通してブランク100の外側端部を挿入することによって然るべき場所に置かれ、ブランク100は、スロット508の輪郭と合致するように変形される。頂部プラットフォーム要素500は、非相互連結ゾーン102cの底部の高さまで下方にブランク100にわたって摺動される(図8)。
【0039】
この段階では、フラップ102a、102bは、頂部プラットフォーム要素500の減少した厚さの中央部分502の外面(上面)に対して折り曲げられるように、実質的に一定の厚さの頂部プラットフォームプリフォームを得るように展開される(図9)。次いで、フラップ102a、102bは、たとえば縫合によって、または好ましくはピン止めによって頂部プラットフォーム要素500の中央部分502に接合されることができ、フラップ102aおよび102bの余長部分は、切り離される。
【0040】
これにより、翼形220、根元部230、および繊維ブランク100から得られるタング232、ならびにプラットフォーム要素400および500によって、およびフラップ106c、108c、102a、102bによって成形される下部プリフォーム部分240および頂部プリフォーム部分250、のためのプリフォーム部分を有するブレードプリフォーム200が製作される(図10)。
【0041】
変形では、プラットフォーム要素400および500は、ブランク100に単に組み立てられることもでき、実際の接合は、下記で説明されるようにその後、ブレードプリフォームを圧密しながら、またはマトリックスによりブレードプリフォーム高密度化しながら共高密度化によって得られることを留意されたい。
【0042】
繊維ブランク100を3次元製織する方法は、図2および図11Aから図11Dを参照してより詳細に下記で説明される。
【0043】
製織は、ブランクの長手方向Lに延在する縦糸によって行われることが想定され、また、この方向に延在する横糸による製織が可能であることが理解される。
【0044】
翼形の可変厚さの輪郭を再現するためにその幅を横切るブランク100の部分102の厚さの変化は、ブランクの部分102を構成する縦糸の層の組に可変重量の縦糸を用いることによって得られる。変形では、またはさらに、縦糸のスレッドカウント(すなわち、横糸方向に単位長さあたりの糸の数)を変化させることもでき、より小さいカウントにより、繊維ブランクを成形しながらより大きな薄肉化を達成することができるようになる。
【0045】
図11Aから図11Dに示される例では、所望の翼形輪郭を得るために、さまざまな重量の縦糸の6層が、部分102に使用されている。糸は、2つの異なる重量を有することができる。1つの実施形態では、使用される糸は、0.5K(500フィラメント)の重量を有する、日本の供給業者Nippon Carbonによって名称「Nicalon」で販売されている糸のような炭化水素(SiC)で本質的に作られる糸であることができる。次いで、縦糸は、たとえば、0.5K糸、および2つの0.5K糸を合体させることによって得られる1K糸からなり、2つの糸は、ラッピングによって合体される。有利には、ラッピングは、製織後に除去されるのに適する犠牲的な性質の糸、たとえば水で溶解されることにより除去され得るポリビニルアルコール(PVA)で作られる糸によって行われる。
【0046】
さらに示された例では、側方部分106および108のそれぞれについて、縦糸の3層の組が使用され、それによって縦糸の層の総数を12にする。
【0047】
当然、部分102、106、および108についての縦糸の層の数は、特に、使用される糸の重量および所望の厚さに応じて、ここで述べられるもの以外であることができる。
【0048】
作られるべきブレードのタングに対応する部分103’(図11A)は、縦糸c1からc12までの層のすべてが、横糸によって、たとえばインターロック式製織によって相互に連結される。用語「インターロック織り(interlock weaving)」は、本明細書において、横糸の各層が縦糸の複数の層(示された例では2つ)と一緒に連結する織物を意味するように使用され、所与の横糸コラムの糸のすべては、織り面で同じ動きをする。
【0049】
フラップ106cおよび108cを含むブランクのゾーンに対応する部分(図11B)では、翼形部分102内の縦糸の層は、インターロック織りを用いて横糸によって一緒に連結され、側方部分106のための縦糸の層は、インターロック織りにより横糸によって一緒に連結され、側方部分108内の縦糸の層は、インターロック織りにより横糸によって一緒に連結される。対比して、横糸は、部分102内の縦糸の層を部分106内の縦糸の層と一緒に連結せず、同じように、部分102内の縦糸の層は、部分108内の縦糸の層と連結されず、それによって、いかなる相互連結もないゾーン106aおよび108aを得る。
【0050】
非相互連結ゾーン106aおよび108aのための低線もしくは開始線の傾斜角度α、またはこれらの線の湾曲した形状は、開始の位置が縦糸平面の組において変化させることによって得られる。
【0051】
フラップ106cとフラップ108cとの間に位置しないブランク100の部分102に対応する部分(図11C)では、側方部分106および108内の縦糸の2つの組の製織が、省略される(いかなる横糸も挿入されない)ことが好ましい。
【0052】
ブランク100の部分102の外側端部に対応する部分(図11D)では、部分102を成形する縦糸の層の組は、フラップ102aとフラップ102bとの間の非相互連結ゾーン102cを成形するために、一緒に連結されない2つの部分集合に分割される。非相互連結ゾーン102cの低線もしくは開始線の傾斜角度β、または前記線の湾曲した形状は、発端の位置を縦糸平面のこの組において変化させることによって得られる。
【0053】
インターロック式3次元製織が上記で述べられたが、他の多層製織方法、たとえば国際公開第2006/136755号で説明されている多サテン織または多平織(multi−plain weave)が、採用され得る。
【0054】
図12に示される実施形態(そこでは断面図で見られる横糸だけが示されている)では、余分な厚さ103は、製織後にこの位置に相互に連結されない横糸の層の間にインサート104aおよび104bを配置することによって得られる。当然、1つのインサートだけ、または2つより多くのインサートを使用することもできることになる。インサートは、モノリシックセラミックブロック、たとえばSiC粉末を焼結することによって得られるSiCのブロックによって構成され得る。インサートは、下記で説明されるように、ブランクの織物組織によって、またはブレードプリフォームを得るためにその後使用される型もしくはシェーパによって繊維ブランク内に、それらの所望の位置に保持され得る。
【0055】
図13に示される他の実施形態(そこでは断面図で横糸だけが示されている)では、余分な厚さ104は、より大きな重量の横糸を用いることによって得られる。名称「Nicalon」による供給業者Nippon Carbonからの0.5K糸のような本質的にSiC糸を用いて織られたブランクの場合、より大きな重量の糸が、上記で説明したように、ラッピングによって複数の0.5K糸を合体させることによって得られる。
【0056】
図14および図15で非常に概略的に示されるように、複数の繊維ブランク100は、その中に連続的に成形される繊維ブランクの1つまたは複数の列を有するストリップ200を製織することによって得られ得る。余長部分のゾーン210、220は、製織と関連するエッジ現象を回避するために、プリフォームが成形されながらより大きな変形自由度を可能にするために、およびブランク100の間に遷移ゾーンを有するために(縦糸だけを含む)縦糸方向に、および(横糸だけを含む)横糸方向に成形される。
【0057】
図16は、変形の実施形態を示しており、そこでは、ストリップの長手方向に直角な横糸方向に製織される一列に並んだブランク100を有するストリップ300が作られる。同じように、余長部分ゾーン310、320が、縦糸方向に、および横糸方向に成形される。ブランク100の複数の列が、製織されることができ、ストリップ300の幅はこのために適応している。
【0058】
有利には、複数のプラットフォーム要素400は、剛性化された繊維部分部材をセグメントに切断することによって得られ、開口またはスロット408が、その中に形成される。
【0059】
繊維部分部材410は、繊維プライを重ね、成形することによって得られる(図17)。複数の繊維プライ412aが、輪郭の全長にわたって延在するが、他のプライ412bは、プラットフォーム要素の部分402に対応するより小さな厚さの中央部分を残すように、輪郭の長さの一部だけにわたって延在する。
【0060】
プライ412aおよび412bは、たとえば3次元(3D)製織または多層製織によって得られる織物の層であることができる。特に、国際公開第2006/136755で説明されるように、インターロック織り、または多サテン織、または多平織に基づく3D織物を使用することができる。
【0061】
3D織物が重ねられ成形されたプライは、たとえば縫合によって、またはピン止めによって一緒に接合されることが好ましい。
【0062】
プライは、所望の輪郭を有する働きをする成形具414の上にドレーピングすることによって成形され、部分部材は、成形具414と受け型416との間に繊維部分部材410を配置することによって、下記で説明されるような方法で部分的に高密度化することによって剛性化されながら所望の形状に保持され得る。
【0063】
同様に、有利には、複数の頂部プラットフォーム要素500は、剛性化された繊維部分部材を、開口またはスロット508が形成されるセグメントに切り分けることによって得られる。
【0064】
繊維部分部材510は、繊維プライを重ね、成形することによって得られる(図18)。複数のプライ512aが、輪郭の全長にわたって延在するが、他のプライ512bは、プラットフォーム要素の部分520に対応する小さな厚さの中央部分を残すために、輪郭の長さだけの部分にわたって延在する。
【0065】
プライ512aおよび512bは、プライ412aおよび412bについて上記で説明したように、成形後に随意に一緒に接合される3D織物層であることができる。
【0066】
成形は、成形具514の上にドレーピングすることによって行われ、形状は、部分部材が成形具514と受け型516との間にこれを挿入することによって剛性化されながら維持される。
【0067】
プラットフォーム要素400または500を製造する方法の連続したステップが、図19に示されている。
【0068】
ステップ601では、繊維織物が、3D製織によって得られる。高温で、およびより詳細には腐食環境(特に湿潤環境)において使用されることになるターボ機械ブレードの適用の場合、製織は、セラミック繊維、特にSiC繊維で作られる糸を用いて行われる。
【0069】
ステップ602では、織られた繊維織物が、繊維上に存在するサイズ剤、および繊維の表面上の酸化物の存在を除去するように処理される。酸化物は、酸処理によって、特にフッ化水素酸の浴に浸漬することによって除去される。サイズ剤が酸処理によって除去され得ない場合には、事前サイズ剤除去処理、たとえばサイズ剤を分解するための短い熱処理が行われる。
【0070】
中間相被覆の薄層は、それ自体知られている方法で化学蒸気浸透(CVI)によって繊維織物の繊維に成形される(ステップ603)。例示として、中間相被覆材料は、熱分解炭素(PyC)、窒化ホウ素BN、またはホウ素ドープカーボンである(BCは、たとえば、Bについて5%から20%までを含み、残りはCである)。中間相被覆は、変形に対して良好な受容力を保護するのに十分に小さい、たとえば100ナノメートルよりも大きくない、またはさらに50ナノメートルよりも大きくないように選択される厚さからなる。
【0071】
ステップ604では、繊維プライは、剛性化組成物、典型的には溶剤で希釈された樹脂で含浸される。炭素先駆体樹脂、たとえばフェノール樹脂やフラン樹脂、またはセラミック先駆体樹脂、たとえばポリシラザン樹脂やポリシロキサン樹脂、Sicの先駆体を使用することができる。
【0072】
乾燥後に(ステップ605)、プライは切断され(ステップ606)、切断されたプライは、成形具の上にドレーピングされることによって成形され(ステップ607)、これらは、縫合またはピン止めによって随意に一緒に接合される(ステップ608)。
【0073】
含浸された繊維部分部材は、ドレーピングするための成形具と受け型との間の形状に保持され、熱処理が樹脂を硬化させ、熱分解するように施される(ステップ609)。樹脂の量は、重要な残留気孔率を残しながら、すなわち繊維部分部材を完全に高密度化することなく、繊維部分部材を剛性化する働きをする部分的な高密度化を達成するように選択される。
【0074】
ステップ610では、剛性化された部分部材を所望の寸法にする働きをする機械加工が、行われる。さらに、スロットが、たとえば圧力下の水のジェットを用いて機械加工することによって成形される。
【0075】
ステップ611では、プラットフォーム要素は、剛性化された部分部材を切り分けることによって得られる。
【0076】
スロットは、プラットフォーム要素が剛性化された部分部材に成形されるよりもむしろ切り離された後に成形され得ることを留意されたい。
【0077】
プラットフォーム要素を製造する他の方法の連続したステップが、図20を参照して説明される。
【0078】
ステップ601およびステップ602と類似した繊維織物を製織し、サイズ剤および酸化物を除去するステップ701およびステップ702の後に、プライが、織られた繊維織物から切断される(ステップ703)。
【0079】
切断されたプライは、成形具の上にドレーピングすることによって成形され(ステップ704)、これらは、縫合またはピン止めによって随意に一緒に接合され(ステップ705)、それによって繊維部分部材を成形する。
【0080】
繊維部分部材は、ドレーピングするための成形具と受け型との間の形状に保持され、脆化除去中間相被覆が、繊維上に形成される(ステップ706)。知られている方法では、このような中間相被覆は、最終的に得られるように、複合材料を通して広がる亀裂に対して繊維を保護する。例示として、中間相被覆材料は、上記で述べたように、たとえば熱分解炭素(PyC)、窒化ホウ素(BN)、またはホウ素ドープカーボン(BC)であることができる。例示として、中間相被覆は、CVIによって形成される。このために、繊維部分部材を所定形状に成形し、保持するのに使用される成形具および受け型は、黒鉛で作られることが好ましく、中間相材料の付着をもたらす反応ガスを通過させるのを容易にする孔が設けられる。中間相被覆の厚さは、数10ナノメートルから数100ナノメートルまでである。
【0081】
その後に(ステップ707)、剛性化は、CVIによってマトリックスを成形することにより部分的な高密度化によって行われる。タービンブレードの意図される用途では、マトリックスは、たとえばSiCのセラミックマトリックスであることが好ましい。CVIによってSiCマトリックスを成形することは、よく知られている。部分的な高密度化は、繊維部分部材が処理されかつ機械加工作業を受けるのに十分な剛性があるが、それにもかかわらず重要な残留気孔率を残すことを十分に確保するように行われる。
【0082】
その後に、剛性化された繊維部分部材を機械加工し(ステップ708)、切り分けるステップ(ステップ709)が、図19のステップ610およびステップ611を参照して上記で説明したように行われる。
【0083】
本発明の実施に関してタービンブレードを作る方法の連続するステップが、図21を参照して下記で説明される。
【0084】
ステップ801では、連続繊維ストリップが、複数の繊維ブランク、たとえば図14または図15に示されるように縦糸方向に延在するいくつかの列の繊維ブランクを含むように、3次元製織によって織られる。高温で、特に腐食環境で使用するのためのタービンブレードの場合、製織は、セラミック繊維、たとえばSiC糸で作られる糸を用いて行われる。
【0085】
ステップ802では、繊維ストリップは、図19のステップ602の場合と同じ方法で、繊維上に存在するサイズ剤を除去し、繊維の表面上の酸化物の存在を除去するように処理される。
【0086】
ステップ803では、中間相被覆の薄層が、CVIによって繊維ストリップの繊維に形成される。例示として、中間相被覆の材料は、PyC、BN、またはBCである。中間相被覆の薄層は、繊維ブランクの変形に対して良好な受容力を維持するように、たとえば100ナノメートルよりも大きくない、またはさらに50ナノメートルよりも大きくない小さな厚さからなることが好ましい。厚さは、10ナノメートル以上であることが好ましい。
【0087】
ステップ804では、中間相被覆の薄層で被覆されるその繊維を有する繊維ストリップは、強化組成物、典型的には溶剤でできるだけ希釈された樹脂で含浸される。炭素先駆体樹脂、たとえばフェノール樹脂やフラン樹脂、またはセラミック先駆体樹脂、たとえばSicの先駆体としてポリシラザン樹脂やポリシロキサン樹脂を使用することができる。
【0088】
いかなる樹脂溶剤も除去することによって乾燥した後(ステップ805)に、個々の繊維ブランクが切り離される(ステップ806)。
【0089】
ステップ807およびステップ808では、下部および頂部プラットフォーム要素が、ブランクの然るべき場所に置かれる。下部および頂部プラットフォーム要素が設けられるブランクは、その中に組み込まれる下部および頂部プラットフォームを有するブレードプリフォームを得るように、型またはシェーパで成形される(ステップ809)。
【0090】
その後に、樹脂が、硬化され(ステップ810)、硬化された樹脂が、熱分解される(ステップ811)。硬化および熱分解は、プリフォームがシェーパに保持されながら温度を段々に上昇させることによって、次々に続いて起こり得る。いったんプラットフォーム要素が、樹脂を含む組成物によって含浸されることによって、および樹脂を硬化させることによって剛性化されると、剛性化樹脂は、成形されたブランクの強化樹脂が熱分解されるのと同時に熱分解される。
【0091】
熱分解の後に、熱分解残渣によって圧密される繊維プリフォームが得られ、そのプリフォームは、シェーパから取り外される。強化樹脂の量は、熱分解残渣がツーリングの助けなしでその形状を保持しながらプリフォームを十分処理できるようになるプリフォームの繊維を一緒に接合するように、選択され、強化樹脂の量は、好ましくはできるだけ少ないように選択されることが理解される。
【0092】
上記で述べたように、それらが組み立てられるプラットフォーム要素とブランクとの間の有効な接合は、樹脂の熱分解の残渣を使って部分的な共高密度化によって、この圧密の段階だけで行われ得る。
【0093】
第2の中間相層は、複合材料においてその脆化除去機能を果たすのに十分な厚さからなる全体の繊維マトリックス中間相を得るために、CVIによって形成される(ステップ812)。第2の中間相層は、PyC、BN、およびBCから選択される材料で作られることができ、これは、第1の中間相層に使用されるのと必ずしも同じ材料である必要はない。第2の中間相層の厚さは、100ナノメートル以上であることが好ましい。
【0094】
上記で説明したように、2つの層で作られる中間相の使用が好ましい。これは、出願人によってNo.08/54937により出願された仏国特許出願で説明されている。
【0095】
次いで、マトリックスによる圧密化プリフォームの高密度化が、CVIによって行われ、その場合は、第2の中間相層の形成およびマトリックスによる高密度化は、同じ炉で次々に続いて起こり得る。
【0096】
高密度化は、2つの連続するステップ(ステップ813およびステップ815)で行われることができ、この2つの連続するステップは、所望の寸法にブレードを機械加工するステップ814によって分離される。このように、第2の高密度化ステップは、機械加工中にむき出しになっていることもあるいかなる繊維も被覆する働きをする。
【0097】
本発明の他の実施に関してタービンブレードを作る連続するステップが、図22を参照して下記で説明される。
【0098】
繊維ストリップを織るステップ901ならびにサイズ剤および酸化物を除去するように繊維を処理するステップ902は、図20の方法のステップ801およびステップ802に類似している。
【0099】
ステップ903では、個々の繊維ブランクが、繊維ストリップから切断される。
【0100】
下部プラットフォーム要素400は、図6および図7を参照して説明される方法で、それぞれの切り抜いた繊維ブランク100の然るべき場所に置かれる(ステップ904)。
【0101】
その後に、頂部プラットフォーム要素500は、図8および図9を参照して説明されたように、然るべき場所に置かれる(ステップ905)。
【0102】
下部および頂部プラットフォーム要素が取り付けられるブランク100は、組み込まれた下部および頂部プラットフォームを有するプリフォームブランクを得るために、型またはシェーパで成形される(ステップ906)。
【0103】
ステップ907では、脆化除去中間相被覆が、成形されたブランクの繊維上にCVIによって形成される。例示として、中間相被覆の材料は、上記で説明したように、PyC、BN、またはBCである。中間相被覆の厚さは、数10ナノメートルから数100ナノメートルまでである。
【0104】
シェーパで形状として今まで通り保持されるプリフォームの場合、プリフォームは、部分的な高密度化によって圧密され(ステップ908)、圧密は、CVIによる繊維のセラミック付着物、たとえばSiCの付着物を形成することによって行われる。被覆を形成し、CVIによる圧密を行うために、シェーパは、黒鉛で作られることが好ましく、CVIによるセラミックの付着を生じさせる反応ガスの通過を容易にする孔を有する。
【0105】
上記で説明したのと同じ方法で、プラットフォーム要素とブランクとの間の有効な接合は、圧密の段階中に部分的な共高密度化によって行われ得る。
【0106】
いったん圧密が、支持工具による助けなしでその形状を保持しながらプリフォームを処理できるようになるために十分であると、圧密化プリフォームは、シェーパから抜き取られ、これは、CVIによって(たとえばSiCの)セラミックマトリックスで高密度化される。高密度化は、ブレードを所望の寸法に機械加工するステップ910によって分離される2つの連続するステップ(ステップ909およびステップ911)で行われ得る。
【0107】
図20および図21の実施において、機械加工の目的は、ブレードの翼形に所望の輪郭を有すること、ならびに下部および頂部プラットフォームに(特に頂部プラットフォームのワイパおよびバスタブに)所望の形状を有することである。プラットフォーム要素の前加工は、それらが切り分けられる前にプラットフォーム要素について、または剛性化された部分部材について剛性化段階で行われ得ることを留意されたい。
【0108】
上記で説明した実施形態では、CVIによるプリフォームの高密度化、およびプラットフォーム要素の同様な剛性化は、SiCを除いたマトリックス、特に炭素マトリックスや自己回復性マトリックスを用いて行われることができ、自己回復性マトリックス相の例は、3元Si−B−C系または炭化ホウ素B4Cであることを留意されたい。米国特許第5246736号明細書および米国特許第5965266号明細書を参照し、これは、このような自己回復性マトリックスがCVIによって得られ得る方法を説明している。
【0109】
上記の詳細な説明では、単一翼形ブレードが得られる。それにもかかわらず、本発明は、複数の翼形、たとえば2翼形ブレードまたはダブレットを有するブレードを製作することに適用できる。
【0110】
図23は、それぞれが翼形プリフォーム部分1220、根元部プリフォーム部分1230、およびタングプリフォーム部分1232を有する2つの同様なプリフォーム要素1200を備える2翼形ブレード用のプリフォーム1000を示している。プリフォーム部分1220、1230、および1232は、図10のプリフォーム部分220、230、および232と同様であり、プリフォーム要素1200は、上記で説明したブランク100などの繊維ブランクを用いて作られ得る。
【0111】
また、プリフォーム100は、上記で説明した下部プラットフォーム要素400と同じ方法で一緒に接合され、かつ所定形状に剛性化される重ねられた繊維層で作られる下部プラットフォーム要素1400を含んでいる(図24)。下部プラットフォーム要素1400は、作られるべき2翼形ブレードの共通の下部プラットフォームの形状を実質的に再現し、中央部分1402、ならびにニブを成形する端部分1404および1406を有する。中央部分1402は、端部分1404および1406の厚さよりも薄い、小さな厚さを有する。中央部分1402では、それらが頂部プラットフォームを接合する、作られるべきブレードの翼形の輪郭を実質的に再現する2つの貫通開口またはスロット1408aおよび1408bが、形成される。
【0112】
また、プリフォーム100は、重ねられ、一緒に接合され、かつ上記で説明した頂部プラットフォーム要素500と同じ方法で所定形状に剛性化される繊維層からなる頂部プラットフォーム要素1500を含んでいる(図25)。プラットフォーム要素1500は、製造されるべき2翼形ブレード用の共通の頂部プラットフォームのU字状の断面形状を実質的に再現し、中央部分1502、および高くした端部分1506を有する。中央部分1502は、小さな厚さからなり、それらが頂部プラットフォームを接合する、作られるべきブレードの翼形の輪郭を実質的に再現する2つの貫通開口またはスロット1508aおよび1508bを有する。
【0113】
プラットフォーム要素1400および1500は、プリフォーム要素1200の然るべき場所に置かれ、要素400および500について上記で説明したのと同様な方法でそれに組み立てられる。
【0114】
したがって、この2翼形ブレードの実施形態は、両方の翼形に共通である単一体の下部および頂部プラットフォーム要素を用いることによって、本質的に単一翼形ブレードの実施形態と異なる。
【特許請求の範囲】
【請求項1】
組み込まれる下部および/または頂部プラットフォームを有する複合材ターボ機械ブレードを製造する方法にして、剛性化繊維強化材を備え、かつ製造されるべきブレードのプラットフォームの形状に近い形状を有するブレードプラットフォーム要素を別々に作るステップであり、製造されるべきブレードの翼形の輪郭の形状を有する少なくとも1つの開口が、プラットフォーム要素を通して形成されるステップと、プラットフォーム要素をその開口によってブレードの翼形および根元部用の繊維強化材プリフォームに係合させるステップと、プラットフォーム要素をブレード翼形−および−根元部プリフォームと組み立てるステップとを含む方法であって、
ブレード翼形−および−根元部プリフォーム部分を含む単一体として可撓性繊維ブランクを作るように3次元製織を用いるステップと、
プラットフォーム要素を繊維ブランクと組み立てるようにこれを変形させながら、プラットフォーム要素をその開口を介して可撓性繊維ブランクに係合させるステップと、
製造されるべきブレードの形状に近い形状のブレードプラットフォームを得るために、その上に組み立てられるプラットフォーム要素と共に繊維ブランクを成形するステップと、
成形後に、シェーパでブレードプリフォームをその形状に圧密するステップと、
組み込まれたプラットフォームを有する複合材ブレードを得るために、圧密化ブレードプリフォームの最後の高密度化を行うステップとを含むことを特徴とする、方法。
【請求項2】
ブランクがまた、係合された後にプラットフォーム要素に重ね、それに接合できるように展開可能結合部分で作られることを特徴とする、請求項1に記載の方法。
【請求項3】
ブランクを製織する間、非相互連結ゾーンが、結合部分の展開を容易にするように残されることを特徴とする、請求項2に記載の方法。
【請求項4】
繊維ブランクとのプラットフォーム要素の結合が、縫合、ピン止め、または共高密度化によって行われることを特徴とする、請求項1から3のいずれか一項に記載の方法。
【請求項5】
ブレードプリフォームが、化学蒸気浸透によって圧密されることを特徴とする、請求項1から4のいずれか一項に記載の方法。
【請求項6】
圧密が、樹脂を含む強化組成物で含浸するステップと、次いで成形後に樹脂を硬化させるステップとを含むことを特徴とする、請求項1から4のいずれか一項に記載の方法。
【請求項7】
含浸が、成形の前にブランクについて行われることを特徴とする、請求項6に記載の方法。
【請求項8】
複数の繊維ブランクが、連続ストリップに織られ、個々のブランクが、織られたストリップから切り取られることを特徴とする、請求項1から7のいずれか一項に記載の方法。
【請求項9】
複数のプラットフォーム要素が、複数の互いに接合される繊維層を形成することによって、および剛性化によって得られる部分部材から切断されることを特徴とする、請求項1から8のいずれか一項に記載の方法。
【請求項10】
プラットフォーム要素が、化学蒸気浸透によって剛性化されることを特徴とする、請求項1から9のいずれか一項に記載の方法。
【請求項11】
プラットフォーム要素が、樹脂を含む剛性化組成物で含浸し、これに続き樹脂を硬化させることによって剛性化されることを特徴とする、請求項1から9のいずれか一項に記載の方法。
【請求項12】
プラットフォーム要素が、樹脂を含む剛性化組成物で含浸し、次いで樹脂を硬化させることによって剛性化され、繊維ブランクの強化樹脂およびプラットフォーム要素の剛性化樹脂が、同時に熱分解されることを特徴とする、請求項6に記載の方法。
【請求項13】
多翼形ブレードを製造する場合に、
単一体として複数の繊維ブランクを作るように3次元製織を用いるステップであり、それぞれが、それぞれのブレード翼形−および−根元部プリフォーム部分を含むステップと、
翼形輪郭形状の複数の開口を有する下部または頂部ブレードプラットフォーム要素を別々に作るステップと、
プラットフォーム要素をその開口を介して繊維ブランクに同時に係合させるステップとを含むことを特徴とする、請求項1から12のいずれか一項に記載の方法。
【請求項1】
組み込まれる下部および/または頂部プラットフォームを有する複合材ターボ機械ブレードを製造する方法にして、剛性化繊維強化材を備え、かつ製造されるべきブレードのプラットフォームの形状に近い形状を有するブレードプラットフォーム要素を別々に作るステップであり、製造されるべきブレードの翼形の輪郭の形状を有する少なくとも1つの開口が、プラットフォーム要素を通して形成されるステップと、プラットフォーム要素をその開口によってブレードの翼形および根元部用の繊維強化材プリフォームに係合させるステップと、プラットフォーム要素をブレード翼形−および−根元部プリフォームと組み立てるステップとを含む方法であって、
ブレード翼形−および−根元部プリフォーム部分を含む単一体として可撓性繊維ブランクを作るように3次元製織を用いるステップと、
プラットフォーム要素を繊維ブランクと組み立てるようにこれを変形させながら、プラットフォーム要素をその開口を介して可撓性繊維ブランクに係合させるステップと、
製造されるべきブレードの形状に近い形状のブレードプラットフォームを得るために、その上に組み立てられるプラットフォーム要素と共に繊維ブランクを成形するステップと、
成形後に、シェーパでブレードプリフォームをその形状に圧密するステップと、
組み込まれたプラットフォームを有する複合材ブレードを得るために、圧密化ブレードプリフォームの最後の高密度化を行うステップとを含むことを特徴とする、方法。
【請求項2】
ブランクがまた、係合された後にプラットフォーム要素に重ね、それに接合できるように展開可能結合部分で作られることを特徴とする、請求項1に記載の方法。
【請求項3】
ブランクを製織する間、非相互連結ゾーンが、結合部分の展開を容易にするように残されることを特徴とする、請求項2に記載の方法。
【請求項4】
繊維ブランクとのプラットフォーム要素の結合が、縫合、ピン止め、または共高密度化によって行われることを特徴とする、請求項1から3のいずれか一項に記載の方法。
【請求項5】
ブレードプリフォームが、化学蒸気浸透によって圧密されることを特徴とする、請求項1から4のいずれか一項に記載の方法。
【請求項6】
圧密が、樹脂を含む強化組成物で含浸するステップと、次いで成形後に樹脂を硬化させるステップとを含むことを特徴とする、請求項1から4のいずれか一項に記載の方法。
【請求項7】
含浸が、成形の前にブランクについて行われることを特徴とする、請求項6に記載の方法。
【請求項8】
複数の繊維ブランクが、連続ストリップに織られ、個々のブランクが、織られたストリップから切り取られることを特徴とする、請求項1から7のいずれか一項に記載の方法。
【請求項9】
複数のプラットフォーム要素が、複数の互いに接合される繊維層を形成することによって、および剛性化によって得られる部分部材から切断されることを特徴とする、請求項1から8のいずれか一項に記載の方法。
【請求項10】
プラットフォーム要素が、化学蒸気浸透によって剛性化されることを特徴とする、請求項1から9のいずれか一項に記載の方法。
【請求項11】
プラットフォーム要素が、樹脂を含む剛性化組成物で含浸し、これに続き樹脂を硬化させることによって剛性化されることを特徴とする、請求項1から9のいずれか一項に記載の方法。
【請求項12】
プラットフォーム要素が、樹脂を含む剛性化組成物で含浸し、次いで樹脂を硬化させることによって剛性化され、繊維ブランクの強化樹脂およびプラットフォーム要素の剛性化樹脂が、同時に熱分解されることを特徴とする、請求項6に記載の方法。
【請求項13】
多翼形ブレードを製造する場合に、
単一体として複数の繊維ブランクを作るように3次元製織を用いるステップであり、それぞれが、それぞれのブレード翼形−および−根元部プリフォーム部分を含むステップと、
翼形輪郭形状の複数の開口を有する下部または頂部ブレードプラットフォーム要素を別々に作るステップと、
プラットフォーム要素をその開口を介して繊維ブランクに同時に係合させるステップとを含むことを特徴とする、請求項1から12のいずれか一項に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11A】

【図11B】
【図11C】
【図11D】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11A】
【図11B】
【図11C】
【図11D】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【公表番号】特表2012−522937(P2012−522937A)
【公表日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願番号】特願2012−504045(P2012−504045)
【出願日】平成22年3月26日(2010.3.26)
【国際出願番号】PCT/FR2010/050565
【国際公開番号】WO2010/116066
【国際公開日】平成22年10月14日(2010.10.14)
【出願人】(505277691)スネクマ (567)
【出願人】(502202281)スネクマ・プロピュルシオン・ソリド (48)
【氏名又は名称原語表記】SNECMA PROPULSION SOLIDE
【Fターム(参考)】
【公表日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願日】平成22年3月26日(2010.3.26)
【国際出願番号】PCT/FR2010/050565
【国際公開番号】WO2010/116066
【国際公開日】平成22年10月14日(2010.10.14)
【出願人】(505277691)スネクマ (567)
【出願人】(502202281)スネクマ・プロピュルシオン・ソリド (48)
【氏名又は名称原語表記】SNECMA PROPULSION SOLIDE
【Fターム(参考)】
[ Back to top ]