
複合材料の裁断方法
【課題】刃物工具に超音波振動を与えながら片刃形式の刃物により複合材料を垂直に裁断するときに、裁断寸法を狙いの寸法に正確に裁断できるようにする。
【解決手段】片刃形式の刃物2に超音波振動を与えながら平板状の複合材料11を垂直に裁断する裁断方法において、複合材料11に対して刃物2を垂直に設定し、刃物2の刃裏面6を裁断する製品13側とし、裁断方向の前側の刃先7を裁断線12上に位置させるとともに、裁断方向の後ろ端を裁断線12よりも製品13寄りに変位させて、裁断線12と刃裏面6との間に開き角θを設定しておき、裁断時に、複合材料11と刃物2とを裁断線12にそって相対的に移動させる過程で、刃物2の刃付け面5に作用する力と刃裏面6に作用する力とを相殺する。
【解決手段】片刃形式の刃物2に超音波振動を与えながら平板状の複合材料11を垂直に裁断する裁断方法において、複合材料11に対して刃物2を垂直に設定し、刃物2の刃裏面6を裁断する製品13側とし、裁断方向の前側の刃先7を裁断線12上に位置させるとともに、裁断方向の後ろ端を裁断線12よりも製品13寄りに変位させて、裁断線12と刃裏面6との間に開き角θを設定しておき、裁断時に、複合材料11と刃物2とを裁断線12にそって相対的に移動させる過程で、刃物2の刃付け面5に作用する力と刃裏面6に作用する力とを相殺する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、片刃形式の刃物に超音波振動を与えながら刃物を裁断方向に移動させて複合材料を裁断する方法に関する。
【背景技術】
【0002】
複合材料、例えば炭素繊維の組織に樹脂を含浸させた平板状の材料は、軽量で充分な強度を有することから、航空機などの機体材料などとして活用されている。その複合材料の裁断は、特許文献1や特許文献2に開示されているように、ゴム製品や光ファイバーなどと同様に、刃物に超音波振動を与えながら、刃物を裁断方向に移動させることによって良好な裁断面のもとに切断される。
【0003】
通常、刃物は、多軸制御可能な加工機の加工ヘッドに取り付けられ、複合材料に対して裁断線に沿って相対的に移動するように制御される。複合材料の裁断工程において、複合材料に対する刃物の姿勢から、垂直な裁断面となる垂直裁断と、斜めの裁断面となる斜め裁断とがある。作業の能率の観点から、刃物の交換をしないまま、それらの垂直裁断と斜め裁断とを行うとき、斜め裁断は片刃でしか対応できないことから、刃物は、共用可能な片刃を採用する。
【0004】
ところが、片刃の刃物を使用するときに、垂直裁断の過程において、刃物の刃付け面が複合材料の裁断面から刃付け面の裏すなわち刃裏面の方向の力を受けるため、刃物が裁断負荷に負けてしまい、刃物が曲がって、裁断寸法が裁断後の製品の狙いの寸法よりも小さくなり、狙いの寸法が確保できなくなる。このような現象は、多軸制御可能な工作機械を用い、加工ヘッドで刃物工具を支えながら刃物を裁断方向に移動させるときにも同様に起きる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10−217193公報
【0006】
【特許文献2】特開2003−48191公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
したがって、本発明の課題は、刃物工具に超音波振動を与えながら片刃形式の刃物により複合材料を垂直に裁断するときに、裁断寸法を狙いの寸法に正確に裁断できるようにすることである。
【課題を解決するための手段】
【0008】
上記の課題のもとに、本発明は、片刃形式の刃物に超音波振動を与えながら平板状の複合材料を垂直に裁断する裁断方法において、前記複合材料に対して前記刃物を垂直に設定し、前記刃物の刃裏面を裁断する製品側とし、裁断方向の前側の刃先を裁断線上に位置させるとともに、裁断方向の後ろ端を裁断線よりも製品寄りに変位させて、前記裁断線と前記刃裏面との間に開き角を設定しておき、裁断時に、前記複合材料と前記刃物とを前記裁断線にそって相対的に移動させる過程で、前記刃物の刃付け面に作用する力と前記刃裏面に作用する力とを相殺するようにしている(請求項1)。
【0009】
特に、本発明は、上記複合材料の裁断方法において、前記刃付け面に作用する力と前記刃裏面に作用する力とを等しくないしほぼ等しくし、前記刃物工具の支え部分の保持力を可能な限り小さくしている(請求項2)。
【0010】
さらに、本発明は、上記複合材料の裁断方法において、前記刃物を移動方向に前傾させて、前記複合材料に作用する前記前側の刃先の刃先角を前記刃物の中心線に対する垂直な断面の刃先角よりも鋭角化している(請求項3)。
【発明の効果】
【0011】
本発明に係る複合材料の裁断方法では、裁断方向の後ろ端を裁断線よりも製品寄りに変位させて、前記裁断線と前記刃裏面との間に開き角を設定しておき、裁断時に、前記刃物の刃付け面に作用する力と前記刃裏面に作用する力とを相殺するようにしているため、裁断過程で刃物が製品側に曲がることを抑えられ、裁断寸法が狙いの寸法に裁断でき、裁断の精度が向上し、しかも刃物工具の支え部分に大きな力が作用せず、刃物の移動制御が容易となるほか、刃物工具への負担が軽減され、その寿命が従来よりも延長させられることにもなる(請求項1)。
【0012】
また、上記複合材料の裁断方法において、刃付け面に作用する力と刃裏面に作用する力とが等しくないしほぼ等しくなっておれば、刃物工具の支え部分の保持力を可能な限り小さくでき、刃物移動抵抗が小さくなり、その移動制御が一層容易となる(請求項2)。
【0013】
さらに、上記複合材料の裁断方法において、前記刃物の適当な前傾によって、複合材料に作用する刃先角が実質的に鋭角化するから、前記刃物の裁断能力が一層高められる(請求項3)。
【図面の簡単な説明】
【0014】
【図1】本発明の前提となる刃物工具であり、(1)はその側面図、(2)はその垂直断面図、(3)は刃物工具の水平断面図である。
【図2】5軸制御の工作機械の加工ヘッドに刃物工具を取り付けた状態のスケルトン側面図である。
【図3】本発明に係る複合材料の裁断方法にもとづいて刃物工具により複合材料を裁断するときの平面図である。
【図4】本発明に係る複合材料の裁断方法にもとづいて刃物工具により複合材料を裁断するときの垂直断面図である。
【図5】本発明に係る複合材料の裁断方法にもとづいて刃物工具により複合材料を裁断するときに、刃物工具に作用する力の説明図である。
【図6】本発明に係る複合材料の裁断方法にもとづいて刃物工具により複合材料を裁断するときに刃物工具を前傾させた状態の側面図である。
【発明を実施するための形態】
【0015】
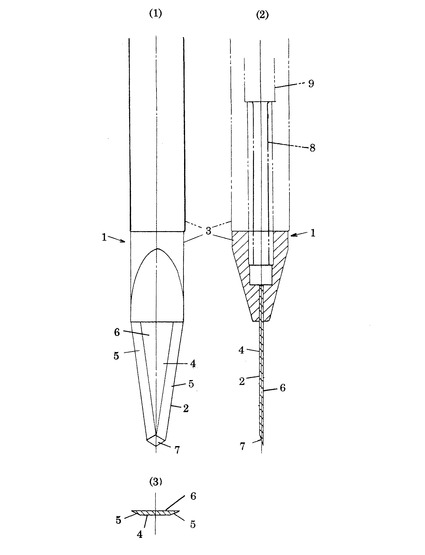
図1は、本発明の前提となる刃物工具1を示している。この図1において、刃物工具1は、刃物2と、この刃物2を保持する保持具3とからなる。刃物2は、全体として断面台形であり、刃表面4の前後の端縁で刃付け面5を有している。このように、刃物2は、前後の刃付け面5の先端で刃先7を形成しているが、刃表面4の裏側の刃裏面6で刃付け面5を有していないため、片刃形式の刃物となっている。
【0016】
刃物2は、ホーン8によって保持具3の内部に組み込まれている超音波振動子9に連結されている。超音波振動子9は、裁断時に、図示しない発振器からの超音波電力により駆動され、ホーン8を介して、刃物2に20〜40kHzの振動を与える。このとき刃物2は、その長手方向において10〜70μmの振幅で振動をする。
【0017】
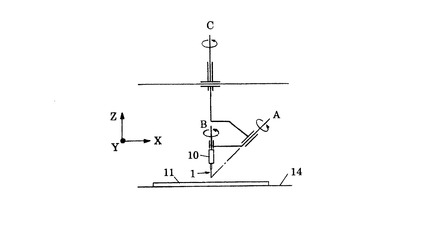
図2は、刃物工具1を多軸制御、例えば6軸制御可能な加工機の加工ヘッド10に取り付けた状態を示している。図2において、加工機は、その運動機能によって、加工ヘッド10をXYZ座標の直行3軸としてのX軸方向、Y軸方向およびZ軸方向に移動させるとともに、加工ヘッド10を回転3軸としてのZ軸方向に平行なC軸の周り、Z軸方向に対して45度のA軸の周り、およびC軸上のB軸の周りに回転させ、加工ヘッド10および刃物工具1を裁断に適切な姿勢に設定し、刃物工具1と裁断対象の平板状の複合材料11との間で、刃物2を裁断方向に相対的に移動させて、複合材料11から製品13を裁断する。例示の加工ヘッド10は、一点指向型の加工ヘッドであるが、B軸(C軸)の中心線上から偏心した位置においてオフセット型の加工ヘッドとして構成することもできる。
【0018】
なお、複合材料11は、通常、樹脂またはアルミニューム製の裁断型14の上の図示しないカッテングボードの上に載置され、図示しないフイルムで覆い、空気引き(真空吸引)によって裁断型14の上に固定される。裁断時に、刃物2は、フイルムとともに複合材料11を裁断することになる。
【0019】
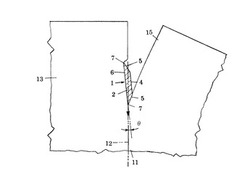
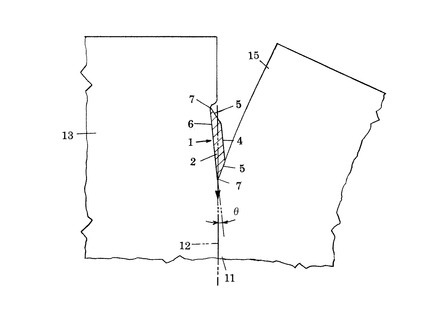
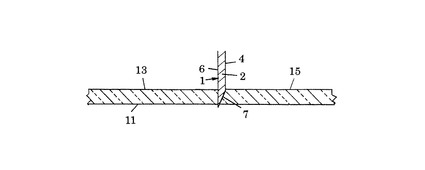
図3および図4は、垂直裁断に際して、平板状の複合材料11に対する刃物工具1の刃物2の姿勢を例示している。図3および図4において、刃物2は、複合材料11の裁断面を複合材料11の上下面に対して垂直(直角)とするために、Z軸方向に立て、XY平面上の複合材料11に対して刃物2の刃裏面6を垂直に設定される。
【0020】
そして、本発明に係る複合材料の裁断方法は、片刃形式の刃物2に超音波振動を与えながら複合材料11に対して刃物2を垂直に設定し、刃物2の刃裏面6を裁断しようとする製品13側とし、裁断方向の前側の刃先7を裁断線12上に位置させるとともに、刃物2の裁断方向の後ろ端を裁断線12よりも製品13寄りに変位させて、裁断線12と刃裏面6との間に開き角θを設定しておき、裁断時に、複合材料11と刃物2とを裁断線12にそって相対的に移動させる過程で、刃物2の刃付け面5に作用する力と刃裏面6に作用する力とを相殺するようにしている。裁断の前から終了までの期間において、製品13は、真空吸引によって裁断型14の上に固定されているが、刃表面4側の複合材料11すなわち破材15は、裁断と同時に吸引解除の状態となり、裁断方向の前側の刃付け面5にそって切り離される。
【0021】
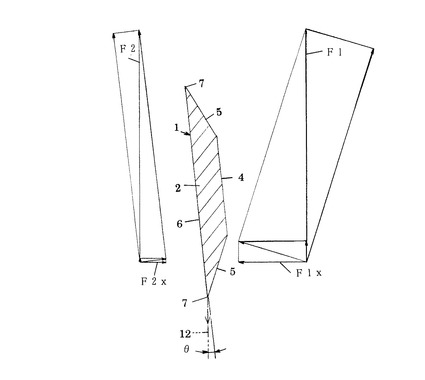
図5は、裁断時に、刃付け面5に作用する力と刃裏面6に作用する力との関係を示している。裁断線12と刃裏面6との間に開き角θが設定されており、複合材料11と刃物2とを裁断線12にそって相対的に移動させたとき、そのときの移動抵抗として移動方向の前側の刃付け面5に加わる力F1とし、刃裏面6に加わる力F2とする。
【0022】
刃付け面5に加わる力F1によって、刃付け面5に垂直な分力のX方向の分力F1xが作用し、裁断時に刃付け面5に複合材料11が接触する面積A1とすると、刃付け面5にかかる力ρ1は、ρ1=F1x×A1となる。また、刃裏面6に加わる力F2によって、刃裏面6に垂直な分力のX方向の分力F2xが作用し、刃裏面6に複合材料11が接触する面積A2とすると、刃裏面6にかかる力ρ2は、ρ2=F2x×A2となる。
【0023】
ここで、一般に、F1x>F2x、A1<A2であるが、ρ1=ρ2であれば、それらの力は完全に相殺されるため、刃物2は、X方向の力を殆ど受けず、裁断線12に沿って移動することになり、刃物工具1の支え部分の保持力も可能な限り小さくできる。この結果、裁断寸法を狙いの寸法に裁断でき、裁断の精度が向上し、しかも刃物工具の支え部分に大きな力が作用せず、刃物移動制御が容易となるほか、刃物工具への負担が軽減でき、その寿命が延長できる。
【0024】
それらの力ρ1、ρ2が完全に等しくならなくても、相殺の結果、X方向の力が打ち消し合って小さくなれば、その小さな力に抗して刃物2が支持されるならば、刃物2は、裁断線12から大きく反れることはなくなる。
【0025】
実際には、複合材料11の切れ易さ、複合材料11の固定方法、裁断位置での複合材料11の弾性変形あるいは塑性変形のときの逃げ方、システム全体の剛性などによって、力の加わり方が変わり、開き角θも変化するため、単純に計算だけで、開き角θを求めることは困難である。このため、開き角θは、刃物2を用いて複合材料11を実際に裁断しながら調整し、最も有効な角度値として設定される。一般に、開き角θは、刃物工具1や複合材料10、裁断条件によるが、通常2〜6度の範囲に設定される。
【0026】
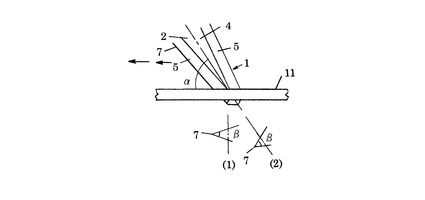
さらに図6に例示するように、刃物2を移動方向に前傾させ、前傾角αを設定すれば、図6の(1)のように、複合材料11に作用する前側の刃先7の刃先角β(複合材料11の平面での刃先7の断面角度)は、図6の(2)のような刃物2の中心線に対する垂直面での刃先7の断面角度)よりも実質的に鋭角化する。この結果、刃物2の裁断能力は一層高められる。
【0027】
なお、既述のように、刃物工具1は、垂直裁断のほかに、斜め裁断にも利用される。斜め裁断のときに、刃物2は、斜め裁断の角度で傾斜状態に設定され、その角度を保ちながら複合材料11を裁断することになる。
【産業上の利用可能性】
【0028】
本発明は、炭素繊維の組織に樹脂を含浸させた平板状の複合材料のほかに、同種の複合材料にも利用でき、開き角θは、既に記載したように、その複合材料や裁断条件毎に設定される。
【符号の説明】
【0029】
1 刃物工具
2 刃物
3 保持具
4 刃表面
5 刃付け面
6 刃裏面
7 刃先
8 ホーン
9 超音波振動子
10 加工ヘッド
11 複合材料
12 裁断線
13 製品
14 裁断型
15 破材
θ 開き角
α 前傾角
β 刃先角
F1、F2 力
F1x、F2x 分力
【技術分野】
【0001】
本発明は、片刃形式の刃物に超音波振動を与えながら刃物を裁断方向に移動させて複合材料を裁断する方法に関する。
【背景技術】
【0002】
複合材料、例えば炭素繊維の組織に樹脂を含浸させた平板状の材料は、軽量で充分な強度を有することから、航空機などの機体材料などとして活用されている。その複合材料の裁断は、特許文献1や特許文献2に開示されているように、ゴム製品や光ファイバーなどと同様に、刃物に超音波振動を与えながら、刃物を裁断方向に移動させることによって良好な裁断面のもとに切断される。
【0003】
通常、刃物は、多軸制御可能な加工機の加工ヘッドに取り付けられ、複合材料に対して裁断線に沿って相対的に移動するように制御される。複合材料の裁断工程において、複合材料に対する刃物の姿勢から、垂直な裁断面となる垂直裁断と、斜めの裁断面となる斜め裁断とがある。作業の能率の観点から、刃物の交換をしないまま、それらの垂直裁断と斜め裁断とを行うとき、斜め裁断は片刃でしか対応できないことから、刃物は、共用可能な片刃を採用する。
【0004】
ところが、片刃の刃物を使用するときに、垂直裁断の過程において、刃物の刃付け面が複合材料の裁断面から刃付け面の裏すなわち刃裏面の方向の力を受けるため、刃物が裁断負荷に負けてしまい、刃物が曲がって、裁断寸法が裁断後の製品の狙いの寸法よりも小さくなり、狙いの寸法が確保できなくなる。このような現象は、多軸制御可能な工作機械を用い、加工ヘッドで刃物工具を支えながら刃物を裁断方向に移動させるときにも同様に起きる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10−217193公報
【0006】
【特許文献2】特開2003−48191公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
したがって、本発明の課題は、刃物工具に超音波振動を与えながら片刃形式の刃物により複合材料を垂直に裁断するときに、裁断寸法を狙いの寸法に正確に裁断できるようにすることである。
【課題を解決するための手段】
【0008】
上記の課題のもとに、本発明は、片刃形式の刃物に超音波振動を与えながら平板状の複合材料を垂直に裁断する裁断方法において、前記複合材料に対して前記刃物を垂直に設定し、前記刃物の刃裏面を裁断する製品側とし、裁断方向の前側の刃先を裁断線上に位置させるとともに、裁断方向の後ろ端を裁断線よりも製品寄りに変位させて、前記裁断線と前記刃裏面との間に開き角を設定しておき、裁断時に、前記複合材料と前記刃物とを前記裁断線にそって相対的に移動させる過程で、前記刃物の刃付け面に作用する力と前記刃裏面に作用する力とを相殺するようにしている(請求項1)。
【0009】
特に、本発明は、上記複合材料の裁断方法において、前記刃付け面に作用する力と前記刃裏面に作用する力とを等しくないしほぼ等しくし、前記刃物工具の支え部分の保持力を可能な限り小さくしている(請求項2)。
【0010】
さらに、本発明は、上記複合材料の裁断方法において、前記刃物を移動方向に前傾させて、前記複合材料に作用する前記前側の刃先の刃先角を前記刃物の中心線に対する垂直な断面の刃先角よりも鋭角化している(請求項3)。
【発明の効果】
【0011】
本発明に係る複合材料の裁断方法では、裁断方向の後ろ端を裁断線よりも製品寄りに変位させて、前記裁断線と前記刃裏面との間に開き角を設定しておき、裁断時に、前記刃物の刃付け面に作用する力と前記刃裏面に作用する力とを相殺するようにしているため、裁断過程で刃物が製品側に曲がることを抑えられ、裁断寸法が狙いの寸法に裁断でき、裁断の精度が向上し、しかも刃物工具の支え部分に大きな力が作用せず、刃物の移動制御が容易となるほか、刃物工具への負担が軽減され、その寿命が従来よりも延長させられることにもなる(請求項1)。
【0012】
また、上記複合材料の裁断方法において、刃付け面に作用する力と刃裏面に作用する力とが等しくないしほぼ等しくなっておれば、刃物工具の支え部分の保持力を可能な限り小さくでき、刃物移動抵抗が小さくなり、その移動制御が一層容易となる(請求項2)。
【0013】
さらに、上記複合材料の裁断方法において、前記刃物の適当な前傾によって、複合材料に作用する刃先角が実質的に鋭角化するから、前記刃物の裁断能力が一層高められる(請求項3)。
【図面の簡単な説明】
【0014】
【図1】本発明の前提となる刃物工具であり、(1)はその側面図、(2)はその垂直断面図、(3)は刃物工具の水平断面図である。
【図2】5軸制御の工作機械の加工ヘッドに刃物工具を取り付けた状態のスケルトン側面図である。
【図3】本発明に係る複合材料の裁断方法にもとづいて刃物工具により複合材料を裁断するときの平面図である。
【図4】本発明に係る複合材料の裁断方法にもとづいて刃物工具により複合材料を裁断するときの垂直断面図である。
【図5】本発明に係る複合材料の裁断方法にもとづいて刃物工具により複合材料を裁断するときに、刃物工具に作用する力の説明図である。
【図6】本発明に係る複合材料の裁断方法にもとづいて刃物工具により複合材料を裁断するときに刃物工具を前傾させた状態の側面図である。
【発明を実施するための形態】
【0015】
図1は、本発明の前提となる刃物工具1を示している。この図1において、刃物工具1は、刃物2と、この刃物2を保持する保持具3とからなる。刃物2は、全体として断面台形であり、刃表面4の前後の端縁で刃付け面5を有している。このように、刃物2は、前後の刃付け面5の先端で刃先7を形成しているが、刃表面4の裏側の刃裏面6で刃付け面5を有していないため、片刃形式の刃物となっている。
【0016】
刃物2は、ホーン8によって保持具3の内部に組み込まれている超音波振動子9に連結されている。超音波振動子9は、裁断時に、図示しない発振器からの超音波電力により駆動され、ホーン8を介して、刃物2に20〜40kHzの振動を与える。このとき刃物2は、その長手方向において10〜70μmの振幅で振動をする。
【0017】
図2は、刃物工具1を多軸制御、例えば6軸制御可能な加工機の加工ヘッド10に取り付けた状態を示している。図2において、加工機は、その運動機能によって、加工ヘッド10をXYZ座標の直行3軸としてのX軸方向、Y軸方向およびZ軸方向に移動させるとともに、加工ヘッド10を回転3軸としてのZ軸方向に平行なC軸の周り、Z軸方向に対して45度のA軸の周り、およびC軸上のB軸の周りに回転させ、加工ヘッド10および刃物工具1を裁断に適切な姿勢に設定し、刃物工具1と裁断対象の平板状の複合材料11との間で、刃物2を裁断方向に相対的に移動させて、複合材料11から製品13を裁断する。例示の加工ヘッド10は、一点指向型の加工ヘッドであるが、B軸(C軸)の中心線上から偏心した位置においてオフセット型の加工ヘッドとして構成することもできる。
【0018】
なお、複合材料11は、通常、樹脂またはアルミニューム製の裁断型14の上の図示しないカッテングボードの上に載置され、図示しないフイルムで覆い、空気引き(真空吸引)によって裁断型14の上に固定される。裁断時に、刃物2は、フイルムとともに複合材料11を裁断することになる。
【0019】
図3および図4は、垂直裁断に際して、平板状の複合材料11に対する刃物工具1の刃物2の姿勢を例示している。図3および図4において、刃物2は、複合材料11の裁断面を複合材料11の上下面に対して垂直(直角)とするために、Z軸方向に立て、XY平面上の複合材料11に対して刃物2の刃裏面6を垂直に設定される。
【0020】
そして、本発明に係る複合材料の裁断方法は、片刃形式の刃物2に超音波振動を与えながら複合材料11に対して刃物2を垂直に設定し、刃物2の刃裏面6を裁断しようとする製品13側とし、裁断方向の前側の刃先7を裁断線12上に位置させるとともに、刃物2の裁断方向の後ろ端を裁断線12よりも製品13寄りに変位させて、裁断線12と刃裏面6との間に開き角θを設定しておき、裁断時に、複合材料11と刃物2とを裁断線12にそって相対的に移動させる過程で、刃物2の刃付け面5に作用する力と刃裏面6に作用する力とを相殺するようにしている。裁断の前から終了までの期間において、製品13は、真空吸引によって裁断型14の上に固定されているが、刃表面4側の複合材料11すなわち破材15は、裁断と同時に吸引解除の状態となり、裁断方向の前側の刃付け面5にそって切り離される。
【0021】
図5は、裁断時に、刃付け面5に作用する力と刃裏面6に作用する力との関係を示している。裁断線12と刃裏面6との間に開き角θが設定されており、複合材料11と刃物2とを裁断線12にそって相対的に移動させたとき、そのときの移動抵抗として移動方向の前側の刃付け面5に加わる力F1とし、刃裏面6に加わる力F2とする。
【0022】
刃付け面5に加わる力F1によって、刃付け面5に垂直な分力のX方向の分力F1xが作用し、裁断時に刃付け面5に複合材料11が接触する面積A1とすると、刃付け面5にかかる力ρ1は、ρ1=F1x×A1となる。また、刃裏面6に加わる力F2によって、刃裏面6に垂直な分力のX方向の分力F2xが作用し、刃裏面6に複合材料11が接触する面積A2とすると、刃裏面6にかかる力ρ2は、ρ2=F2x×A2となる。
【0023】
ここで、一般に、F1x>F2x、A1<A2であるが、ρ1=ρ2であれば、それらの力は完全に相殺されるため、刃物2は、X方向の力を殆ど受けず、裁断線12に沿って移動することになり、刃物工具1の支え部分の保持力も可能な限り小さくできる。この結果、裁断寸法を狙いの寸法に裁断でき、裁断の精度が向上し、しかも刃物工具の支え部分に大きな力が作用せず、刃物移動制御が容易となるほか、刃物工具への負担が軽減でき、その寿命が延長できる。
【0024】
それらの力ρ1、ρ2が完全に等しくならなくても、相殺の結果、X方向の力が打ち消し合って小さくなれば、その小さな力に抗して刃物2が支持されるならば、刃物2は、裁断線12から大きく反れることはなくなる。
【0025】
実際には、複合材料11の切れ易さ、複合材料11の固定方法、裁断位置での複合材料11の弾性変形あるいは塑性変形のときの逃げ方、システム全体の剛性などによって、力の加わり方が変わり、開き角θも変化するため、単純に計算だけで、開き角θを求めることは困難である。このため、開き角θは、刃物2を用いて複合材料11を実際に裁断しながら調整し、最も有効な角度値として設定される。一般に、開き角θは、刃物工具1や複合材料10、裁断条件によるが、通常2〜6度の範囲に設定される。
【0026】
さらに図6に例示するように、刃物2を移動方向に前傾させ、前傾角αを設定すれば、図6の(1)のように、複合材料11に作用する前側の刃先7の刃先角β(複合材料11の平面での刃先7の断面角度)は、図6の(2)のような刃物2の中心線に対する垂直面での刃先7の断面角度)よりも実質的に鋭角化する。この結果、刃物2の裁断能力は一層高められる。
【0027】
なお、既述のように、刃物工具1は、垂直裁断のほかに、斜め裁断にも利用される。斜め裁断のときに、刃物2は、斜め裁断の角度で傾斜状態に設定され、その角度を保ちながら複合材料11を裁断することになる。
【産業上の利用可能性】
【0028】
本発明は、炭素繊維の組織に樹脂を含浸させた平板状の複合材料のほかに、同種の複合材料にも利用でき、開き角θは、既に記載したように、その複合材料や裁断条件毎に設定される。
【符号の説明】
【0029】
1 刃物工具
2 刃物
3 保持具
4 刃表面
5 刃付け面
6 刃裏面
7 刃先
8 ホーン
9 超音波振動子
10 加工ヘッド
11 複合材料
12 裁断線
13 製品
14 裁断型
15 破材
θ 開き角
α 前傾角
β 刃先角
F1、F2 力
F1x、F2x 分力
【特許請求の範囲】
【請求項1】
片刃形式の刃物に超音波振動を与えながら平板状の複合材料を垂直に裁断する裁断方法において、前記複合材料に対して前記刃物を垂直に設定し、前記刃物の刃裏面を裁断する製品側とし、裁断方向の前側の刃先を裁断線上に位置させるとともに、裁断方向の後ろ端を裁断線よりも製品寄りに変位させて、前記裁断線と前記刃裏面との間に開き角を設定しておき、裁断時に、前記複合材料と前記刃物とを前記裁断線にそって相対的に移動させる過程で、前記刃物の刃付け面に作用する力と前記刃裏面に作用する力とを相殺する、ことを特徴とする複合材料の裁断方法。
【請求項2】
前記刃付け面に作用する力と前記刃裏面に作用する力とを等しくないしほぼ等しくし、前記刃物工具の支え部分の保持力を可能な限り小さくする、ことを特徴とする請求項1記載の複合材料の裁断方法。
【請求項3】
前記刃物を移動方向に前傾させて、前記複合材料に作用する前記前側の刃先の刃先角を前記刃物の中心線に対する垂直な断面の刃先角よりも鋭角化する、ことを特徴とする請求項1または請求項2記載の複合材料の裁断方法。
【請求項1】
片刃形式の刃物に超音波振動を与えながら平板状の複合材料を垂直に裁断する裁断方法において、前記複合材料に対して前記刃物を垂直に設定し、前記刃物の刃裏面を裁断する製品側とし、裁断方向の前側の刃先を裁断線上に位置させるとともに、裁断方向の後ろ端を裁断線よりも製品寄りに変位させて、前記裁断線と前記刃裏面との間に開き角を設定しておき、裁断時に、前記複合材料と前記刃物とを前記裁断線にそって相対的に移動させる過程で、前記刃物の刃付け面に作用する力と前記刃裏面に作用する力とを相殺する、ことを特徴とする複合材料の裁断方法。
【請求項2】
前記刃付け面に作用する力と前記刃裏面に作用する力とを等しくないしほぼ等しくし、前記刃物工具の支え部分の保持力を可能な限り小さくする、ことを特徴とする請求項1記載の複合材料の裁断方法。
【請求項3】
前記刃物を移動方向に前傾させて、前記複合材料に作用する前記前側の刃先の刃先角を前記刃物の中心線に対する垂直な断面の刃先角よりも鋭角化する、ことを特徴とする請求項1または請求項2記載の複合材料の裁断方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−63478(P2013−63478A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2011−202318(P2011−202318)
【出願日】平成23年9月15日(2011.9.15)
【出願人】(000152675)コマツNTC株式会社 (218)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成23年9月15日(2011.9.15)
【出願人】(000152675)コマツNTC株式会社 (218)
【Fターム(参考)】
[ Back to top ]