
複合材料の製造装置および製造方法
【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構30の移動方向Fに湾曲した押さえ手段31を備える複合材料の製造装置1。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構30の移動方向Fに湾曲した押さえ手段31を備える複合材料の製造装置1。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複合材料の製造装置および製造方法に関する。
【背景技術】
【0002】
繊維強化複合材料は、軽量かつ高強度の特性から利用分野が広がっており、例えば、金属材料代替として飛行機、船舶、鉄道車両、自動車、ゴルフクラブ、テニスラケットなど、スポーツ・レジャー用途から自動車や航空機等の産業用途まで、幅広く用いられている。
繊維強化複合材料は、炭素繊維などの強化繊維に熱硬化性樹脂または熱可塑性樹脂が含浸したシート状のプレプレグを長尺な型内に積層し、その後、硬化することで作製することがある。
【0003】
しかし、シート状のプレプレグを人手で積層すると、プリプレグが真っ直ぐに積層されずに蛇行したり、プリプレグに皺が発生したりしやすく、得られる複合材料の強度が低下することがあった。また、型内に積層されたプリプレグ上に次のプリプレグを積層する際に、プリプレグ層間にエアが入り込むことがあった。プリプレグ層間にエアが入り込むと、得られる複合材料にボイドが残ってしまい、強度が低下しやすくなる。特に、型の幅方向の断面においてプリプレグを積層させる面が湾曲している型を用いてプリプレグを積層させる場合には、プリプレグの蛇行やプリプレグ層間へのエアの入り込みの問題は顕著であった。
【0004】
プリプレグを型内に自動で積層する装置として、例えば特許文献1には、回転しながら押圧する圧接ローラにより所定の押圧力で、紙管から引き出されたプリプレグシートを付着させながら基材(型)に積層するプリプレグの自動積層装置が開示されている。
また、非特許文献1には、シートを積層する方法として、ローラでシートを押さえ付けながら積層する方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−218720号公報
【非特許文献】
【0006】
【非特許文献1】”Automated Tape Laying”、[online]、Automated Dynamics社、[平成23年5月31日検索]、インターネット<URL:http://www.automateddynamics.com/content/automated_tape_laying>
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1や非特許文献1に記載のように、ローラでプリプレグを押し付けながら積層させる場合でも、プリプレグ層間のエアを十分に抜出すことは必ずしも容易ではなかった。特に、プリプレグを積層させる面が湾曲している型を用いてプリプレグを積層させる場合、特許文献1の装置や非特許文献1に記載の方法では十分に対応できなかった。仮にこれらの装置や方法を用いて、プリプレグを積層させる面が湾曲している型にプリプレグを積層させた場合には、プリプレグ層間にエアが残りやすかった。このため、オーブン成形法ではプリプレグ層間にエアが残り高品質の成形品が得られない場合があった。
【0008】
本発明は上記事情に鑑みてなされたもので、プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の複合材料の製造装置は、強化繊維に樹脂が含浸したシート状のプリプレグを長尺な型内に積層して複合材料を製造する装置であって、型の長手方向の一端から他端へ移動しながらプリプレグを型内に供給する供給機構と、該供給機構に連動して、型の長手方向の一端から他端へ移動しながら型内に積層したプリプレグ層間のエアを抜出すエア抜き機構とを具備し、前記供給機構は、プリプレグと離型紙の積層物がロール状に巻き取られたロール状物から、張力を付与しながら積層物を巻き出すプリプレグ巻き出し手段と、巻き出された積層物から離型紙を剥離して巻き取る離型紙巻き取り手段と、離型紙が剥離されたプリプレグが型の所定の位置に積層されるようにプリプレグの位置を補正する位置補正手段とを備え、前記エア抜き機構は、横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構の移動方向に湾曲した、周面をプリプレグに当接させてプリプレグを型に押し付け、プリプレグ層間のエアを抜出す押さえ手段を備えることを特徴とする。
さらに、前記型の幅方向の断面において、型のプリプレグを積層させる面が湾曲していてもよい。
【0010】
また、本発明の複合材料の製造方法は、強化繊維に樹脂が含浸したシート状のプリプレグを長尺な型内に積層して複合材料を製造する方法であって、型の長手方向の一端から他端へ順にプリプレグを供給する供給工程と、プリプレグの供給に応じて、型の長手方向の一端から他端へ順に、型内に積層したプリプレグ層間のエアを抜出すエア抜き工程とを有し、前記供給工程は、プリプレグと離型紙の積層物がロール状に巻き取られたロール状物から、張力を付与しながら積層物を巻き出すプリプレグ巻き出し工程と、巻き出された積層物から離型紙を剥離して巻き取る離型紙巻き取り工程と、離型紙が剥離されたプリプレグが型の所定の位置に積層されるようにプリプレグの位置を補正する位置補正工程とを有し、前記エア抜き工程は、横並びに隣接して配列した複数の円板からなる、円柱状かつプリプレグの型内への供給方向に湾曲した押さえ手段を用いて、該押さえ手段の周面をプリプレグに当接させてプリプレグを型に押し付け、プリプレグ層間のエアを抜出すことを特徴とする。
さらに、前記型の幅方向の断面において、型のプリプレグを積層させる面が湾曲していてもよい。
【発明の効果】
【0011】
本発明の複合材料の製造装置および製造方法によれば、プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる。
【図面の簡単な説明】
【0012】
【図1】本発明の複合材料の製造装置の一例を模式的に示す側面図である。
【図2】図1に示す複合材料の製造装置に備わる供給機構を模式的に示す図であり、(a)は側面図、(b)は正面図、(c)は上面図である。
【図3】(a)は図1に示す複合材料の製造装置に備わるエア抜き機構の押さえ手段を模式的に示す上面図であり、(b)は芯棒の一例を模式的に示す上面図である。
【図4】図1に示す複合材料の製造装置に備わるエア抜き機構を模式的に示す図であり、(a)は側面図、(b)は正面図である。
【発明を実施するための形態】
【0013】
以下、本発明について、図面を用いて詳細に説明する。
[複合材料の製造装置]
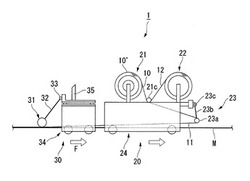
図1は、本発明の複合材料の製造装置の一例を模式的に示す側面図である。
この例の複合材料の製造装置1は、長尺な型M内にシート状のプリプレグ11を供給する供給機構20と、型M内に積層したプリプレグ11層間のエアを抜出すエア抜き機構30とを具備する。
【0014】
<供給機構>
供給機構20は、プリプレグ11と離型紙12の積層物10がロール状に巻き取られたロール状物10’から、張力を付与しながら積層物10を巻き出すプリプレグ巻き出し手段21と、巻き出された積層物10から離型紙12を剥離して巻き取る離型紙巻き取り手段22と、離型紙12が剥離されたプリプレグ11が型Mの所定の位置に積層されるようにプリプレグ11の位置を補正する位置補正手段23とを備える。
【0015】
この例のプリプレグ巻き出し手段21、離型紙巻き取り手段22、位置補正手段23は、それぞれ第一の台車24に取り付けられており、この第一の台車24によって、供給機構20は、型Mの長手方向の一端から他端へ移動しながらプリプレグ11を型M内に供給する。
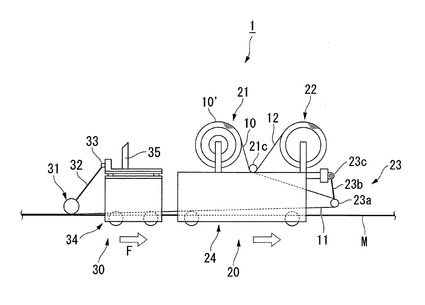
ここで、図2も参照しながら、供給機構20の各手段について説明する。図2(a)は供給機構20の側面図であり、図2(b)は供給機構20の正面図であり、図2(c)は供給機構20の上面図である。なお、図2(b)ではプリプレグ11、および離型紙12を二点鎖線で示し、図2(c)ではロール状物10’、積層物10、プリプレグ11、および離型紙12を二点鎖線で示す。
【0016】
(ロール状物)
ロール状物10’は、プリプレグ11と離型紙12の積層物10が、紙管などにロール状に巻き取られたものである。
プリプレグ11は、強化繊維に樹脂が含浸したものである。
強化繊維としては、例えば炭素繊維、ガラス繊維、ポリアラミド繊維等の有機高弾性繊維、ボロン繊維、アルミナ繊維等の高強度、高弾性繊維などが挙げられる。これらの中でも比強度および比弾性に優れることから、炭素繊維が好ましい。
【0017】
樹脂としては熱硬化性樹脂や熱可塑性樹脂が挙げられる。
熱硬化性樹脂としては、例えばエポキシ系樹脂、不飽和ポリエステル系樹脂、フェノール系樹脂、ユリア系樹脂、メラミン系樹脂、ジアリルフタレート系樹脂、ウレタン系樹脂、ポリイミド系樹脂、およびこれらの混合樹脂を使用することができる。
これらの中でも、硬化収縮率が少なく、高い剛性と靭性値を有することから、エポキシ系樹脂が好ましい。
また、熱硬化性樹脂に限定されるものでなく熱可塑性樹脂である場合も本発明技術は問題なく使用できる。
【0018】
(プリプレグ巻き出し手段)
プリプレグ巻き出し手段21は、ロール状物10’から、張力を付与しながら積層物10を巻き出す手段である。
巻き出し手段21は、ロール状物10’を回転自在に支持する支持軸21aと、支持軸21aの両端に設けられた着脱自在な枠体21bと、積層物10をガイドする巻き出しガイド部材21cとを有する。
また、巻き出し手段21には、積層物10に張力を付与する張力付与手段(図示略)が設けられ、張力を付与しながら積層物10を巻き出すことができるようになっている。
【0019】
(離型紙巻き取り手段)
離型紙巻き取り手段22は、ガイド部材21cにて離型紙21を剥離して、剥離した離型紙21を紙管などに巻き取って回収する手段である。
離型紙巻き取り手段22は、紙管(図示略)などを回転自在に支持する支持軸22aと、支持軸22aの両端に設けられた着脱自在な枠体22bとを有する。
【0020】
(位置補正手段)
位置補正手段23は、離型紙12が剥離されたプリプレグ11が型Mの所定の位置に積層されるようにプリプレグ11の位置を補正する手段である。
位置補正手段23は、プリプレグ11をガイドする位置補正ガイド23aと、位置補正ガイド23を揺動可能に支持するガイド支持部23bとを有する。また、ガイド支持部23bはバー部材23cに取り付けられている。
位置補正ガイド23aは、図2(b)、(c)に示すように、型Mの幅方向に揺動し、プリプレグ11の位置を補正する。さらに、この例の位置補正ガイド23aは、図2(a)に示すように、ガイド支持部23bによって振り子状に揺動する。これにより、位置補正ガイド23aは、プリプレグ11の位置を補正しつつ、プリプレグ11に張力を付与しながら、プリプレグ11を型Mに近づけ積層可能となる。
【0021】
<エア抜き機構>
エア抜き機構30は、供給機構20から供給され、型Mに積層したプリプレグ11層間のエアを抜出す押さえ手段31を備える。
この例の押さえ手段31は、該押さえ手段31を支持する押さえ支持部32とバー部材33を介して第二の台車34に取り付けられており、この第二の台車34によって、エア抜き機構30は、供給機構20に連動して、型Mの長手方向の一端から他端へ移動しながら型内に積層したプリプレグ11層間のエアを抜出す。
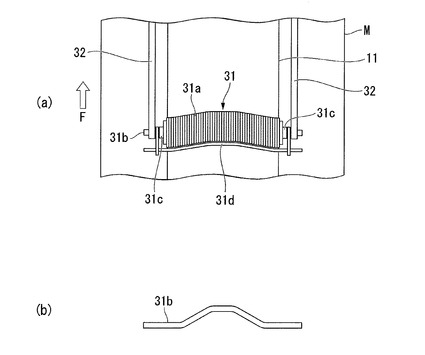
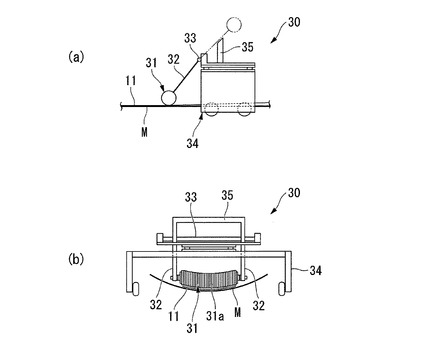
ここで、図3、4も参照しながら、エア抜き機構30の押さえ手段31について説明する。図3(a)はエア抜き機構30を上方から見たときの押さえ手段31の上面図であり、図4(a)はエア抜き機構30の側面図であり、図4(b)はエア抜き機構30の正面図である。
【0022】
(押さえ手段)
押さえ手段31は、図3(a)に示すように、横並びに隣接して配列した複数の円板31aからなり、これら円板31aによって円柱状を形成している。押さえ手段31は、その周面をプリプレグ11に当接させて、押さえ手段31の自重によりプリプレグ11を型Mに押し付け、プリプレグ11層間のエアを抜出す。
【0023】
また、押さえ手段31は、エア抜き機構30の移動方向Fに湾曲している。押さえ手段31がエア抜き機構30の移動方向Fに湾曲していることで、プリプレグ11との当接点においてプリプレグ11の幅方向の中央から端に向かってプリプレグ11層間のエアが抜けるようになるため、図4(b)に示すように、型Mの幅方向の断面において、型Mのプリプレグ11を積層させる面が外側に湾曲していてもエアを十分に抜出すことができる。
なお、押さえ手段が湾曲していない場合は、プリプレグを積層させる面が外側に湾曲している型を用いた場合に、プリプレグとの当接点においてプリプレグの幅方向の端部分のエアを十分に抜出すことが困難となる。また、押さえ手段がエア抜き機構の移動方向とは反対側に湾曲している場合は、プリプレグとの当接点においてエアがプリプレグの幅方向の中央に集まってしまい、エアを十分に抜出すことが困難となる。
【0024】
押さえ手段31は、エア抜き機構30が型Mを移動するのに伴い、各円板31aが回転する。円板31aが回転することで、プリプレグ11が押さえ手段31によって傷つくのを防止できる。
【0025】
押さえ手段31を構成する円板31aの数は特に限定されないが、横並びに隣接して配列したときに、プリプレグ11の幅方向の長さ以上となる数が好ましい。
また、この例の円板31aは、中央がくり抜かれたドーナツ状である。円板31aが回転する際に、円板31a同士の摩擦を軽減させる為に、ポリ4フッ化エチレン等の摩擦係数の低い材料を円板31aの接触する部分にコーティング等することにより、より円滑に回転することができる。
【0026】
湾曲した押さえ手段31は、例えば図3(b)に示すような所望の形状に湾曲した芯棒31bに、ドーナツ状の円板31aを通すことで得られる。この場合、円板31aがずれないように、両端に位置する円板31aを締付ネジ31cなどで固定するのが好ましい。
【0027】
この例の押さえ手段31には、図3(a)に示すように、押さえ手段31の進行方向後方から、押さえ手段31をエア抜き機構30の移動方向Fに押すバックアップ手段31dが取り付けられている。バックアップ手段31dにより押さえ手段31を押すことで、両側の円板31aに挟まれた円板31aが、両側の円板31aより極端にズレないようにして、全ての円板31aが円滑に回転することができる。
【0028】
なお、エア抜き機構30は、プリプレグ11層間のエアの抜出しを行わない間、図4(a)に示すように、バー部材33を軸として押さえ支持部32を回転させて押さえ手段31を上げておくことができる。押さえ手段31を上げておく際は、押さえ手段31が下がらないように、ストッパー35で押され支持部32を支持する。
【0029】
<作用効果>
以上説明した本発明の複合材料の製造装置1によれば、プリプレグ11に張力を付与しながらプリプレグ11の位置を補正する位置補正手段23を備えた供給機構20を具備するので、プリプレグ11を蛇行することなく型M内に積層できる。
加えて、エア抜き機構30の移動方向Fに湾曲した押さえ手段31を備えたエア抜き機構30を具備するので、型Mの幅方向の断面において、型Mのプリプレグ11を積層させる面が外側に湾曲していてもプリプレグ11層間のエアを十分に抜出すことができる。
従って、本発明の複合材料の製造装置1によれば、プリプレグ層間のエアが十分に抜出された複合材料を製造できる。
【0030】
<他の実施形態>
本発明の複合材料の製造装置は、図示例のものに限定されない。例えば、図1に示す複合材料の製造装置1は、供給機構20とエア抜き機構30とが分離しているが、供給機構20とエア抜き機構30は一体化していてもよい。
また、図示例の型Mは、幅方向の断面において、型のプリプレグ11を積層させる面が外側に湾曲していているが、プリプレグを積層させる面は平面であってもよいし、逆に内側に湾曲していてもよい。
【0031】
[複合材料の製造方法]
本発明の複合材料の製造方法は、長尺な型内にシート状のプリプレグを供給する供給工程と、型内に積層したプリプレグ層間のエアを抜出すエア抜き工程とを有する。
以下、図1に示す複合材料の製造装置1を用いて、本発明の複合材料の製造方法の一例について具体的に説明する。
【0032】
供給工程では、第一の台車24によって、供給機構20を型Mの長手方向の一端から他端へ移動させながら、型Mの一端から他端へ順にプリプレグ11を供給する。
具体的には、まず、プリプレグ巻き出し手段21の支持軸21aによりロール状物10’を回転させ、ロール状物10’から、張力を付与しながら積層物10を巻き出す(プリプレグ巻き出し工程)。
巻き出された積層物10は、ガイド部材21cにガイドされ、位置補正手段23に移動する。このとき、ガイド部材21cにて、積層物10から離型紙21を剥離して、剥離した離型紙21を離型紙巻き取り手段22の支持軸22aに装着した紙管(図示略)に巻き取って回収する(離型紙巻き取り工程)。
ついで、離型紙12が剥離されたプリプレグ11が型Mの所定の位置に積層されるように、位置補正手段23の位置補正ガイド23aを型Mの幅方向に揺動させ(図2(b)、(c)参照)、プリプレグ11の位置を補正する(位置補正工程)。このとき、図2(a)に示すように、位置補正ガイド23aをガイド支持部23bによって振り子状に揺動させて、プリプレグ11に張力を付与しながら積層してもよい。
【0033】
エア抜き工程では、供給工程でのプリプレグの供給に応じて、第二の台車34によって、エア抜き機構30を型Mの長手方向の一端から他端へ移動させながら、型Mの長手方向の一端から他端へ順に、型M内に積層したプリプレグ11層間のエアを抜出す。
具体的には、エア抜き機構30の移動方向Fに湾曲した押さえ手段31の周面を型Mに積層したプリプレグ11に当接させて、プリプレグ11を型Mに押し付け、プリプレグ11層間のエアを抜出す。このとき、押さえ手段31とプリプレグ11との当接点においてプリプレグ11の幅方向の中央から端に向かってプリプレグ11層間のエアが抜けるようになるため、型Mの幅方向の断面において、型Mのプリプレグ11を積層させる面が外側に湾曲していてもエアを十分に抜出すことができる。
【0034】
また、エア抜き工程では、バックアップ手段31dにより押さえ手段31をエア抜き機構30の移動方向Fに押してもよい。押さえ手段31を押すことで、両側の円板31aに挟まれた円板31aが、両側の円板31aより極端にズレないようにして、全ての円板31aが円滑に回転することができる。
【0035】
このようにして型Mにプリプレグ11を積層した後、次のプリプレグを積層させる場合は、第一の台車24および第二の台車34を用いて、型Mにプリプレグ11を供給する際に、供給機構20およびエア抜き機構30を移動させた方向とは反対方向(型Mの長手方向の他端から一端)へ移動させて、供給機構20およびエア抜き機構30を最初の位置に戻す。このとき、バー部材33を軸として押さえ支持部32を回転させて押さえ手段31を上げてから、エア抜き機構30を最初の位置に戻す。また、エア抜き工程においては、移動させた方向と反対側に移動する時にもエア抜き機構30を180°回転させて向きを変え、エア抜きを実施してもよい。
そして、先と同様にして供給工程とエア抜き工程を行って、次の層となるプリプレグ11を型Mに供給し、既に型M内に積層されたプリプレグ上に積層する。
この操作を所望の積層数となるまで続け、プリプレグの積層体を得る。ついで、得られたプリプレグの積層体を硬化させて、複合材料を得る。
【0036】
<作用効果>
以上説明した本発明の複合材料の製造方法によれば、張力を付与したプリプレグ11の位置を補正する位置補正工程を有するので、プリプレグ11を蛇行することなく型M内に積層できる。
加えて、エア抜き工程では、エア抜き機構30の移動方向Fに湾曲した押さえ手段31を用い、押さえ手段31の周面を型Mに積層したプリプレグ11に当接させて、プリプレグ11を型Mに押し付け、プリプレグ11層間のエアを抜出すので、型Mの幅方向の断面において、型Mのプリプレグ11を積層させる面が外側に湾曲していてもプリプレグ11層間のエアを十分に抜出すことができる。
従って、本発明の複合材料の製造方法によれば、プリプレグ層間のエアが十分に抜出された複合材料を製造できる。
【0037】
<他の実施形態>
本発明の複合材料の製造方法は、上述した方法に限定されない。例えば、上述した方法では、幅方向の断面において、型のプリプレグを積層させる面が外側に湾曲した型Mを用いているが、プリプレグを積層させる面が平面の型を用いてもよいし、逆に内側に湾曲した型を用いてもよい。
また、プリプレグ11の位置を補正する際は、例えば供給機構20とエア抜き機構30との間で、人手によりプリプレグ11の位置合わせを行ってもよい。この場合、人手により位置合わせされたプリプレグ11の動きに併せて、位置補正手段23の位置補正ガイド23aが、図2(b)、(c)に示すように、型Mの幅方向に揺動する。
【0038】
<用途>
本発明により得られた複合材料は、プリプレグが蛇行することなく積層しており、かつプリプレグ層間のエアが十分に抜出されているため、オーブン成形法で成形しても強度に優れる。
複合材料は、例えば飛行機、船舶、鉄道車両、自動車、ゴルフクラブ、テニスラケットなど、スポーツ・レジャー用途から自動車や航空機等の産業用途まで、幅広く用いることができる。
【符号の説明】
【0039】
1:複合材料の製造装置、
10:積層物、
10’:ロール状物、
11:プリプレグ、
12:離型紙、
20:供給機構、
21:プリプレグ巻き出し手段、
22:離型紙巻き取り手段、
23:位置補正手段、
30:エア抜き機構、
31:押さえ手段、
31a:円板、
F:エア抜き機構の移動方向、
M:型。
【技術分野】
【0001】
本発明は、複合材料の製造装置および製造方法に関する。
【背景技術】
【0002】
繊維強化複合材料は、軽量かつ高強度の特性から利用分野が広がっており、例えば、金属材料代替として飛行機、船舶、鉄道車両、自動車、ゴルフクラブ、テニスラケットなど、スポーツ・レジャー用途から自動車や航空機等の産業用途まで、幅広く用いられている。
繊維強化複合材料は、炭素繊維などの強化繊維に熱硬化性樹脂または熱可塑性樹脂が含浸したシート状のプレプレグを長尺な型内に積層し、その後、硬化することで作製することがある。
【0003】
しかし、シート状のプレプレグを人手で積層すると、プリプレグが真っ直ぐに積層されずに蛇行したり、プリプレグに皺が発生したりしやすく、得られる複合材料の強度が低下することがあった。また、型内に積層されたプリプレグ上に次のプリプレグを積層する際に、プリプレグ層間にエアが入り込むことがあった。プリプレグ層間にエアが入り込むと、得られる複合材料にボイドが残ってしまい、強度が低下しやすくなる。特に、型の幅方向の断面においてプリプレグを積層させる面が湾曲している型を用いてプリプレグを積層させる場合には、プリプレグの蛇行やプリプレグ層間へのエアの入り込みの問題は顕著であった。
【0004】
プリプレグを型内に自動で積層する装置として、例えば特許文献1には、回転しながら押圧する圧接ローラにより所定の押圧力で、紙管から引き出されたプリプレグシートを付着させながら基材(型)に積層するプリプレグの自動積層装置が開示されている。
また、非特許文献1には、シートを積層する方法として、ローラでシートを押さえ付けながら積層する方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−218720号公報
【非特許文献】
【0006】
【非特許文献1】”Automated Tape Laying”、[online]、Automated Dynamics社、[平成23年5月31日検索]、インターネット<URL:http://www.automateddynamics.com/content/automated_tape_laying>
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1や非特許文献1に記載のように、ローラでプリプレグを押し付けながら積層させる場合でも、プリプレグ層間のエアを十分に抜出すことは必ずしも容易ではなかった。特に、プリプレグを積層させる面が湾曲している型を用いてプリプレグを積層させる場合、特許文献1の装置や非特許文献1に記載の方法では十分に対応できなかった。仮にこれらの装置や方法を用いて、プリプレグを積層させる面が湾曲している型にプリプレグを積層させた場合には、プリプレグ層間にエアが残りやすかった。このため、オーブン成形法ではプリプレグ層間にエアが残り高品質の成形品が得られない場合があった。
【0008】
本発明は上記事情に鑑みてなされたもので、プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の複合材料の製造装置は、強化繊維に樹脂が含浸したシート状のプリプレグを長尺な型内に積層して複合材料を製造する装置であって、型の長手方向の一端から他端へ移動しながらプリプレグを型内に供給する供給機構と、該供給機構に連動して、型の長手方向の一端から他端へ移動しながら型内に積層したプリプレグ層間のエアを抜出すエア抜き機構とを具備し、前記供給機構は、プリプレグと離型紙の積層物がロール状に巻き取られたロール状物から、張力を付与しながら積層物を巻き出すプリプレグ巻き出し手段と、巻き出された積層物から離型紙を剥離して巻き取る離型紙巻き取り手段と、離型紙が剥離されたプリプレグが型の所定の位置に積層されるようにプリプレグの位置を補正する位置補正手段とを備え、前記エア抜き機構は、横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構の移動方向に湾曲した、周面をプリプレグに当接させてプリプレグを型に押し付け、プリプレグ層間のエアを抜出す押さえ手段を備えることを特徴とする。
さらに、前記型の幅方向の断面において、型のプリプレグを積層させる面が湾曲していてもよい。
【0010】
また、本発明の複合材料の製造方法は、強化繊維に樹脂が含浸したシート状のプリプレグを長尺な型内に積層して複合材料を製造する方法であって、型の長手方向の一端から他端へ順にプリプレグを供給する供給工程と、プリプレグの供給に応じて、型の長手方向の一端から他端へ順に、型内に積層したプリプレグ層間のエアを抜出すエア抜き工程とを有し、前記供給工程は、プリプレグと離型紙の積層物がロール状に巻き取られたロール状物から、張力を付与しながら積層物を巻き出すプリプレグ巻き出し工程と、巻き出された積層物から離型紙を剥離して巻き取る離型紙巻き取り工程と、離型紙が剥離されたプリプレグが型の所定の位置に積層されるようにプリプレグの位置を補正する位置補正工程とを有し、前記エア抜き工程は、横並びに隣接して配列した複数の円板からなる、円柱状かつプリプレグの型内への供給方向に湾曲した押さえ手段を用いて、該押さえ手段の周面をプリプレグに当接させてプリプレグを型に押し付け、プリプレグ層間のエアを抜出すことを特徴とする。
さらに、前記型の幅方向の断面において、型のプリプレグを積層させる面が湾曲していてもよい。
【発明の効果】
【0011】
本発明の複合材料の製造装置および製造方法によれば、プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる。
【図面の簡単な説明】
【0012】
【図1】本発明の複合材料の製造装置の一例を模式的に示す側面図である。
【図2】図1に示す複合材料の製造装置に備わる供給機構を模式的に示す図であり、(a)は側面図、(b)は正面図、(c)は上面図である。
【図3】(a)は図1に示す複合材料の製造装置に備わるエア抜き機構の押さえ手段を模式的に示す上面図であり、(b)は芯棒の一例を模式的に示す上面図である。
【図4】図1に示す複合材料の製造装置に備わるエア抜き機構を模式的に示す図であり、(a)は側面図、(b)は正面図である。
【発明を実施するための形態】
【0013】
以下、本発明について、図面を用いて詳細に説明する。
[複合材料の製造装置]
図1は、本発明の複合材料の製造装置の一例を模式的に示す側面図である。
この例の複合材料の製造装置1は、長尺な型M内にシート状のプリプレグ11を供給する供給機構20と、型M内に積層したプリプレグ11層間のエアを抜出すエア抜き機構30とを具備する。
【0014】
<供給機構>
供給機構20は、プリプレグ11と離型紙12の積層物10がロール状に巻き取られたロール状物10’から、張力を付与しながら積層物10を巻き出すプリプレグ巻き出し手段21と、巻き出された積層物10から離型紙12を剥離して巻き取る離型紙巻き取り手段22と、離型紙12が剥離されたプリプレグ11が型Mの所定の位置に積層されるようにプリプレグ11の位置を補正する位置補正手段23とを備える。
【0015】
この例のプリプレグ巻き出し手段21、離型紙巻き取り手段22、位置補正手段23は、それぞれ第一の台車24に取り付けられており、この第一の台車24によって、供給機構20は、型Mの長手方向の一端から他端へ移動しながらプリプレグ11を型M内に供給する。
ここで、図2も参照しながら、供給機構20の各手段について説明する。図2(a)は供給機構20の側面図であり、図2(b)は供給機構20の正面図であり、図2(c)は供給機構20の上面図である。なお、図2(b)ではプリプレグ11、および離型紙12を二点鎖線で示し、図2(c)ではロール状物10’、積層物10、プリプレグ11、および離型紙12を二点鎖線で示す。
【0016】
(ロール状物)
ロール状物10’は、プリプレグ11と離型紙12の積層物10が、紙管などにロール状に巻き取られたものである。
プリプレグ11は、強化繊維に樹脂が含浸したものである。
強化繊維としては、例えば炭素繊維、ガラス繊維、ポリアラミド繊維等の有機高弾性繊維、ボロン繊維、アルミナ繊維等の高強度、高弾性繊維などが挙げられる。これらの中でも比強度および比弾性に優れることから、炭素繊維が好ましい。
【0017】
樹脂としては熱硬化性樹脂や熱可塑性樹脂が挙げられる。
熱硬化性樹脂としては、例えばエポキシ系樹脂、不飽和ポリエステル系樹脂、フェノール系樹脂、ユリア系樹脂、メラミン系樹脂、ジアリルフタレート系樹脂、ウレタン系樹脂、ポリイミド系樹脂、およびこれらの混合樹脂を使用することができる。
これらの中でも、硬化収縮率が少なく、高い剛性と靭性値を有することから、エポキシ系樹脂が好ましい。
また、熱硬化性樹脂に限定されるものでなく熱可塑性樹脂である場合も本発明技術は問題なく使用できる。
【0018】
(プリプレグ巻き出し手段)
プリプレグ巻き出し手段21は、ロール状物10’から、張力を付与しながら積層物10を巻き出す手段である。
巻き出し手段21は、ロール状物10’を回転自在に支持する支持軸21aと、支持軸21aの両端に設けられた着脱自在な枠体21bと、積層物10をガイドする巻き出しガイド部材21cとを有する。
また、巻き出し手段21には、積層物10に張力を付与する張力付与手段(図示略)が設けられ、張力を付与しながら積層物10を巻き出すことができるようになっている。
【0019】
(離型紙巻き取り手段)
離型紙巻き取り手段22は、ガイド部材21cにて離型紙21を剥離して、剥離した離型紙21を紙管などに巻き取って回収する手段である。
離型紙巻き取り手段22は、紙管(図示略)などを回転自在に支持する支持軸22aと、支持軸22aの両端に設けられた着脱自在な枠体22bとを有する。
【0020】
(位置補正手段)
位置補正手段23は、離型紙12が剥離されたプリプレグ11が型Mの所定の位置に積層されるようにプリプレグ11の位置を補正する手段である。
位置補正手段23は、プリプレグ11をガイドする位置補正ガイド23aと、位置補正ガイド23を揺動可能に支持するガイド支持部23bとを有する。また、ガイド支持部23bはバー部材23cに取り付けられている。
位置補正ガイド23aは、図2(b)、(c)に示すように、型Mの幅方向に揺動し、プリプレグ11の位置を補正する。さらに、この例の位置補正ガイド23aは、図2(a)に示すように、ガイド支持部23bによって振り子状に揺動する。これにより、位置補正ガイド23aは、プリプレグ11の位置を補正しつつ、プリプレグ11に張力を付与しながら、プリプレグ11を型Mに近づけ積層可能となる。
【0021】
<エア抜き機構>
エア抜き機構30は、供給機構20から供給され、型Mに積層したプリプレグ11層間のエアを抜出す押さえ手段31を備える。
この例の押さえ手段31は、該押さえ手段31を支持する押さえ支持部32とバー部材33を介して第二の台車34に取り付けられており、この第二の台車34によって、エア抜き機構30は、供給機構20に連動して、型Mの長手方向の一端から他端へ移動しながら型内に積層したプリプレグ11層間のエアを抜出す。
ここで、図3、4も参照しながら、エア抜き機構30の押さえ手段31について説明する。図3(a)はエア抜き機構30を上方から見たときの押さえ手段31の上面図であり、図4(a)はエア抜き機構30の側面図であり、図4(b)はエア抜き機構30の正面図である。
【0022】
(押さえ手段)
押さえ手段31は、図3(a)に示すように、横並びに隣接して配列した複数の円板31aからなり、これら円板31aによって円柱状を形成している。押さえ手段31は、その周面をプリプレグ11に当接させて、押さえ手段31の自重によりプリプレグ11を型Mに押し付け、プリプレグ11層間のエアを抜出す。
【0023】
また、押さえ手段31は、エア抜き機構30の移動方向Fに湾曲している。押さえ手段31がエア抜き機構30の移動方向Fに湾曲していることで、プリプレグ11との当接点においてプリプレグ11の幅方向の中央から端に向かってプリプレグ11層間のエアが抜けるようになるため、図4(b)に示すように、型Mの幅方向の断面において、型Mのプリプレグ11を積層させる面が外側に湾曲していてもエアを十分に抜出すことができる。
なお、押さえ手段が湾曲していない場合は、プリプレグを積層させる面が外側に湾曲している型を用いた場合に、プリプレグとの当接点においてプリプレグの幅方向の端部分のエアを十分に抜出すことが困難となる。また、押さえ手段がエア抜き機構の移動方向とは反対側に湾曲している場合は、プリプレグとの当接点においてエアがプリプレグの幅方向の中央に集まってしまい、エアを十分に抜出すことが困難となる。
【0024】
押さえ手段31は、エア抜き機構30が型Mを移動するのに伴い、各円板31aが回転する。円板31aが回転することで、プリプレグ11が押さえ手段31によって傷つくのを防止できる。
【0025】
押さえ手段31を構成する円板31aの数は特に限定されないが、横並びに隣接して配列したときに、プリプレグ11の幅方向の長さ以上となる数が好ましい。
また、この例の円板31aは、中央がくり抜かれたドーナツ状である。円板31aが回転する際に、円板31a同士の摩擦を軽減させる為に、ポリ4フッ化エチレン等の摩擦係数の低い材料を円板31aの接触する部分にコーティング等することにより、より円滑に回転することができる。
【0026】
湾曲した押さえ手段31は、例えば図3(b)に示すような所望の形状に湾曲した芯棒31bに、ドーナツ状の円板31aを通すことで得られる。この場合、円板31aがずれないように、両端に位置する円板31aを締付ネジ31cなどで固定するのが好ましい。
【0027】
この例の押さえ手段31には、図3(a)に示すように、押さえ手段31の進行方向後方から、押さえ手段31をエア抜き機構30の移動方向Fに押すバックアップ手段31dが取り付けられている。バックアップ手段31dにより押さえ手段31を押すことで、両側の円板31aに挟まれた円板31aが、両側の円板31aより極端にズレないようにして、全ての円板31aが円滑に回転することができる。
【0028】
なお、エア抜き機構30は、プリプレグ11層間のエアの抜出しを行わない間、図4(a)に示すように、バー部材33を軸として押さえ支持部32を回転させて押さえ手段31を上げておくことができる。押さえ手段31を上げておく際は、押さえ手段31が下がらないように、ストッパー35で押され支持部32を支持する。
【0029】
<作用効果>
以上説明した本発明の複合材料の製造装置1によれば、プリプレグ11に張力を付与しながらプリプレグ11の位置を補正する位置補正手段23を備えた供給機構20を具備するので、プリプレグ11を蛇行することなく型M内に積層できる。
加えて、エア抜き機構30の移動方向Fに湾曲した押さえ手段31を備えたエア抜き機構30を具備するので、型Mの幅方向の断面において、型Mのプリプレグ11を積層させる面が外側に湾曲していてもプリプレグ11層間のエアを十分に抜出すことができる。
従って、本発明の複合材料の製造装置1によれば、プリプレグ層間のエアが十分に抜出された複合材料を製造できる。
【0030】
<他の実施形態>
本発明の複合材料の製造装置は、図示例のものに限定されない。例えば、図1に示す複合材料の製造装置1は、供給機構20とエア抜き機構30とが分離しているが、供給機構20とエア抜き機構30は一体化していてもよい。
また、図示例の型Mは、幅方向の断面において、型のプリプレグ11を積層させる面が外側に湾曲していているが、プリプレグを積層させる面は平面であってもよいし、逆に内側に湾曲していてもよい。
【0031】
[複合材料の製造方法]
本発明の複合材料の製造方法は、長尺な型内にシート状のプリプレグを供給する供給工程と、型内に積層したプリプレグ層間のエアを抜出すエア抜き工程とを有する。
以下、図1に示す複合材料の製造装置1を用いて、本発明の複合材料の製造方法の一例について具体的に説明する。
【0032】
供給工程では、第一の台車24によって、供給機構20を型Mの長手方向の一端から他端へ移動させながら、型Mの一端から他端へ順にプリプレグ11を供給する。
具体的には、まず、プリプレグ巻き出し手段21の支持軸21aによりロール状物10’を回転させ、ロール状物10’から、張力を付与しながら積層物10を巻き出す(プリプレグ巻き出し工程)。
巻き出された積層物10は、ガイド部材21cにガイドされ、位置補正手段23に移動する。このとき、ガイド部材21cにて、積層物10から離型紙21を剥離して、剥離した離型紙21を離型紙巻き取り手段22の支持軸22aに装着した紙管(図示略)に巻き取って回収する(離型紙巻き取り工程)。
ついで、離型紙12が剥離されたプリプレグ11が型Mの所定の位置に積層されるように、位置補正手段23の位置補正ガイド23aを型Mの幅方向に揺動させ(図2(b)、(c)参照)、プリプレグ11の位置を補正する(位置補正工程)。このとき、図2(a)に示すように、位置補正ガイド23aをガイド支持部23bによって振り子状に揺動させて、プリプレグ11に張力を付与しながら積層してもよい。
【0033】
エア抜き工程では、供給工程でのプリプレグの供給に応じて、第二の台車34によって、エア抜き機構30を型Mの長手方向の一端から他端へ移動させながら、型Mの長手方向の一端から他端へ順に、型M内に積層したプリプレグ11層間のエアを抜出す。
具体的には、エア抜き機構30の移動方向Fに湾曲した押さえ手段31の周面を型Mに積層したプリプレグ11に当接させて、プリプレグ11を型Mに押し付け、プリプレグ11層間のエアを抜出す。このとき、押さえ手段31とプリプレグ11との当接点においてプリプレグ11の幅方向の中央から端に向かってプリプレグ11層間のエアが抜けるようになるため、型Mの幅方向の断面において、型Mのプリプレグ11を積層させる面が外側に湾曲していてもエアを十分に抜出すことができる。
【0034】
また、エア抜き工程では、バックアップ手段31dにより押さえ手段31をエア抜き機構30の移動方向Fに押してもよい。押さえ手段31を押すことで、両側の円板31aに挟まれた円板31aが、両側の円板31aより極端にズレないようにして、全ての円板31aが円滑に回転することができる。
【0035】
このようにして型Mにプリプレグ11を積層した後、次のプリプレグを積層させる場合は、第一の台車24および第二の台車34を用いて、型Mにプリプレグ11を供給する際に、供給機構20およびエア抜き機構30を移動させた方向とは反対方向(型Mの長手方向の他端から一端)へ移動させて、供給機構20およびエア抜き機構30を最初の位置に戻す。このとき、バー部材33を軸として押さえ支持部32を回転させて押さえ手段31を上げてから、エア抜き機構30を最初の位置に戻す。また、エア抜き工程においては、移動させた方向と反対側に移動する時にもエア抜き機構30を180°回転させて向きを変え、エア抜きを実施してもよい。
そして、先と同様にして供給工程とエア抜き工程を行って、次の層となるプリプレグ11を型Mに供給し、既に型M内に積層されたプリプレグ上に積層する。
この操作を所望の積層数となるまで続け、プリプレグの積層体を得る。ついで、得られたプリプレグの積層体を硬化させて、複合材料を得る。
【0036】
<作用効果>
以上説明した本発明の複合材料の製造方法によれば、張力を付与したプリプレグ11の位置を補正する位置補正工程を有するので、プリプレグ11を蛇行することなく型M内に積層できる。
加えて、エア抜き工程では、エア抜き機構30の移動方向Fに湾曲した押さえ手段31を用い、押さえ手段31の周面を型Mに積層したプリプレグ11に当接させて、プリプレグ11を型Mに押し付け、プリプレグ11層間のエアを抜出すので、型Mの幅方向の断面において、型Mのプリプレグ11を積層させる面が外側に湾曲していてもプリプレグ11層間のエアを十分に抜出すことができる。
従って、本発明の複合材料の製造方法によれば、プリプレグ層間のエアが十分に抜出された複合材料を製造できる。
【0037】
<他の実施形態>
本発明の複合材料の製造方法は、上述した方法に限定されない。例えば、上述した方法では、幅方向の断面において、型のプリプレグを積層させる面が外側に湾曲した型Mを用いているが、プリプレグを積層させる面が平面の型を用いてもよいし、逆に内側に湾曲した型を用いてもよい。
また、プリプレグ11の位置を補正する際は、例えば供給機構20とエア抜き機構30との間で、人手によりプリプレグ11の位置合わせを行ってもよい。この場合、人手により位置合わせされたプリプレグ11の動きに併せて、位置補正手段23の位置補正ガイド23aが、図2(b)、(c)に示すように、型Mの幅方向に揺動する。
【0038】
<用途>
本発明により得られた複合材料は、プリプレグが蛇行することなく積層しており、かつプリプレグ層間のエアが十分に抜出されているため、オーブン成形法で成形しても強度に優れる。
複合材料は、例えば飛行機、船舶、鉄道車両、自動車、ゴルフクラブ、テニスラケットなど、スポーツ・レジャー用途から自動車や航空機等の産業用途まで、幅広く用いることができる。
【符号の説明】
【0039】
1:複合材料の製造装置、
10:積層物、
10’:ロール状物、
11:プリプレグ、
12:離型紙、
20:供給機構、
21:プリプレグ巻き出し手段、
22:離型紙巻き取り手段、
23:位置補正手段、
30:エア抜き機構、
31:押さえ手段、
31a:円板、
F:エア抜き機構の移動方向、
M:型。
【特許請求の範囲】
【請求項1】
強化繊維に樹脂が含浸したシート状のプリプレグを長尺な型内に積層して複合材料を製造する装置であって、
型の長手方向の一端から他端へ移動しながらプリプレグを型内に供給する供給機構と、該供給機構に連動して、型の長手方向の一端から他端へ移動しながら型内に積層したプリプレグ層間のエアを抜出すエア抜き機構とを具備し、
前記供給機構は、プリプレグと離型紙の積層物がロール状に巻き取られたロール状物から、張力を付与しながら積層物を巻き出すプリプレグ巻き出し手段と、巻き出された積層物から離型紙を剥離して巻き取る離型紙巻き取り手段と、離型紙が剥離されたプリプレグが型の所定の位置に積層されるようにプリプレグの位置を補正する位置補正手段とを備え、
前記エア抜き機構は、横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構の移動方向に湾曲した、周面をプリプレグに当接させてプリプレグを型に押し付け、プリプレグ層間のエアを抜出す押さえ手段を備える、複合材料の製造装置。
【請求項2】
前記型の幅方向の断面において、型のプリプレグを積層させる面が湾曲している、請求項1に記載の複合材料の製造装置。
【請求項3】
強化繊維に樹脂が含浸したシート状のプリプレグを長尺な型内に積層して複合材料を製造する方法であって、
型の長手方向の一端から他端へ順にプリプレグを供給する供給工程と、プリプレグの供給に応じて、型の長手方向の一端から他端へ順に、型内に積層したプリプレグ層間のエアを抜出すエア抜き工程とを有し、
前記供給工程は、プリプレグと離型紙の積層物がロール状に巻き取られたロール状物から、張力を付与しながら積層物を巻き出すプリプレグ巻き出し工程と、巻き出された積層物から離型紙を剥離して巻き取る離型紙巻き取り工程と、離型紙が剥離されたプリプレグが型の所定の位置に積層されるようにプリプレグの位置を補正する位置補正工程とを有し、
前記エア抜き工程は、横並びに隣接して配列した複数の円板からなる、円柱状かつプリプレグの型内への供給方向に湾曲した押さえ手段を用いて、該押さえ手段の周面をプリプレグに当接させてプリプレグを型に押し付け、プリプレグ層間のエアを抜出す、複合材料の製造方法。
【請求項4】
前記型の幅方向の断面において、型のプリプレグを積層させる面が湾曲している、請求項3に記載の複合材料の製造方法。
【請求項1】
強化繊維に樹脂が含浸したシート状のプリプレグを長尺な型内に積層して複合材料を製造する装置であって、
型の長手方向の一端から他端へ移動しながらプリプレグを型内に供給する供給機構と、該供給機構に連動して、型の長手方向の一端から他端へ移動しながら型内に積層したプリプレグ層間のエアを抜出すエア抜き機構とを具備し、
前記供給機構は、プリプレグと離型紙の積層物がロール状に巻き取られたロール状物から、張力を付与しながら積層物を巻き出すプリプレグ巻き出し手段と、巻き出された積層物から離型紙を剥離して巻き取る離型紙巻き取り手段と、離型紙が剥離されたプリプレグが型の所定の位置に積層されるようにプリプレグの位置を補正する位置補正手段とを備え、
前記エア抜き機構は、横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構の移動方向に湾曲した、周面をプリプレグに当接させてプリプレグを型に押し付け、プリプレグ層間のエアを抜出す押さえ手段を備える、複合材料の製造装置。
【請求項2】
前記型の幅方向の断面において、型のプリプレグを積層させる面が湾曲している、請求項1に記載の複合材料の製造装置。
【請求項3】
強化繊維に樹脂が含浸したシート状のプリプレグを長尺な型内に積層して複合材料を製造する方法であって、
型の長手方向の一端から他端へ順にプリプレグを供給する供給工程と、プリプレグの供給に応じて、型の長手方向の一端から他端へ順に、型内に積層したプリプレグ層間のエアを抜出すエア抜き工程とを有し、
前記供給工程は、プリプレグと離型紙の積層物がロール状に巻き取られたロール状物から、張力を付与しながら積層物を巻き出すプリプレグ巻き出し工程と、巻き出された積層物から離型紙を剥離して巻き取る離型紙巻き取り工程と、離型紙が剥離されたプリプレグが型の所定の位置に積層されるようにプリプレグの位置を補正する位置補正工程とを有し、
前記エア抜き工程は、横並びに隣接して配列した複数の円板からなる、円柱状かつプリプレグの型内への供給方向に湾曲した押さえ手段を用いて、該押さえ手段の周面をプリプレグに当接させてプリプレグを型に押し付け、プリプレグ層間のエアを抜出す、複合材料の製造方法。
【請求項4】
前記型の幅方向の断面において、型のプリプレグを積層させる面が湾曲している、請求項3に記載の複合材料の製造方法。
【図1】


【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−6362(P2013−6362A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2011−140954(P2011−140954)
【出願日】平成23年6月24日(2011.6.24)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成23年6月24日(2011.6.24)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
[ Back to top ]